TW202028938A - Intelligent control panel - Google Patents
Intelligent control panelDownload PDFInfo
- Publication number
- TW202028938A TW202028938ATW108102612ATW108102612ATW202028938ATW 202028938 ATW202028938 ATW 202028938ATW 108102612 ATW108102612 ATW 108102612ATW 108102612 ATW108102612 ATW 108102612ATW 202028938 ATW202028938 ATW 202028938A
- Authority
- TW
- Taiwan
- Prior art keywords
- machine tool
- panel
- signal
- interface
- touch screen
- Prior art date
Links
- 238000012545processingMethods0.000claimsabstractdescription47
- 238000006243chemical reactionMethods0.000claimsdescription20
- 238000004519manufacturing processMethods0.000claimsdescription20
- 238000004364calculation methodMethods0.000claimsdescription18
- 238000013461designMethods0.000claimsdescription10
- 230000008859changeEffects0.000claimsdescription7
- 230000007257malfunctionEffects0.000claimsdescription2
- 238000000034methodMethods0.000abstractdescription13
- 230000008569processEffects0.000abstractdescription7
- 230000006855networkingEffects0.000abstractdescription4
- 238000003860storageMethods0.000description16
- 238000004891communicationMethods0.000description8
- 238000010586diagramMethods0.000description8
- 238000007405data analysisMethods0.000description3
- 238000005516engineering processMethods0.000description3
- 230000009471actionEffects0.000description2
- 238000011017operating methodMethods0.000description2
- 238000003672processing methodMethods0.000description2
- 230000000007visual effectEffects0.000description2
- 238000004458analytical methodMethods0.000description1
- 230000005540biological transmissionEffects0.000description1
- 238000005520cutting processMethods0.000description1
- 230000003247decreasing effectEffects0.000description1
- 238000003745diagnosisMethods0.000description1
- 230000003993interactionEffects0.000description1
- 230000002452interceptive effectEffects0.000description1
- 238000003754machiningMethods0.000description1
- 238000012423maintenanceMethods0.000description1
- 230000001404mediated effectEffects0.000description1
- 238000003801millingMethods0.000description1
- 230000002093peripheral effectEffects0.000description1
- 230000008439repair processEffects0.000description1
- 230000001131transforming effectEffects0.000description1
Images






Classifications
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/409—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using manual data input [MDI] or by using control panel, e.g. controlling functions with the panel; characterised by control panel details or by setting parameters
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32026—Order code follows article through all operations
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
Abstract
Description
Translated fromChinese本發明涉及一種面板控制裝置,尤指一種可以可獨立運作,或與工具機連接來輔助使用者操作工具機的面板控制裝置。The invention relates to a panel control device, in particular to a panel control device that can be operated independently or connected with a machine tool to assist a user in operating the machine tool.
本發明整合實體按鈕旋鈕面板與一嵌入式主機,此嵌入式主機之CPU模組控制LCD與觸控面板設備,並實現I/O 輸入輸出,本嵌入式主機可以獨立運行儲存於本裝置內程式,其執行軟體藉專屬通訊協與I/O跟數值控制器交握,顯示與操作虛擬操作面板及加工輔助,並藉物聯網及網路通訊功能與生產管理系統連結,達成智能生產。The present invention integrates a physical button knob panel and an embedded host. The CPU module of the embedded host controls LCD and touch panel devices and realizes I/O input and output. The embedded host can run programs stored in the device independently , Its running software uses the exclusive communication protocol and I/O to interact with the numerical controller, displays and operates the virtual operation panel and processing assistance, and uses the Internet of Things and network communication functions to connect with the production management system to achieve intelligent production.
工具機是製造工業中不可或缺的角色,目前用以控制工具機的控制面板, 大多是透過實體按鈕、轉盤、LED燈、螢幕以及7節管等實體元件組而成, 由於控制面板上面的硬體元件無法任意改變其位置或是數量,故在實際運用上,由於不同的運作模式需要輸入不同種類的操作參數以及回饋不同的操作資訊,故在增加工具機的加工方式的同時,控制面板上所需的操作元件及顯示元件亦會大幅增加。Machine tools are an indispensable role in the manufacturing industry. At present, the control panels used to control machine tools are mostly composed of physical buttons, turntables, LED lights, screens, and 7-section tubes. The position or quantity of hardware components cannot be arbitrarily changed. Therefore, in actual use, different operating modes require input of different types of operating parameters and feedback of different operating information. Therefore, while increasing the processing methods of machine tools, the control panel The operating elements and display elements required for the above will also increase substantially.
由於在不同的操作模式下所需輸入及輸出的資訊不同,故單純的增加面板的大小除了使面板體積增大外,往往還會因為提供過多不必要的資訊,讓不熟悉該加工模式的使用者產生困擾甚至造成誤會。因此,在過去有技術如台灣專利119251號,提供了一種完全利用觸控螢幕進行操作的面板,透過程式設計來簡化操作介面,減少控制面板的體積。Because the required input and output information is different in different operation modes, simply increasing the size of the panel will not only increase the size of the panel, but also provide too much unnecessary information to make you unfamiliar with the use of the processing mode. People are troubled or even misunderstood. Therefore, in the past, there are technologies such as Taiwan Patent No. 119251, which provided a panel that completely utilizes the touch screen for operation, and through programming to simplify the operation interface and reduce the volume of the control panel.
然而,由於現有觸控螢幕在操作上仍存在感測準確度的問題,故僅單獨依靠觸控螢幕進行操作,所輸入的指令並不一定能即時、準確的傳達至機台,在需要部份需要立即反應的精密操作的狀況下十分不便,且若需要緊急停止工具機的情況下,僅透過觸控螢幕進行操作還十分危險。However, since the existing touch screen still has the problem of sensing accuracy in operation, it only relies on the touch screen to operate, and the input commands may not be transmitted to the machine in real time and accurately. It is very inconvenient under the condition of precise operation that requires immediate reaction, and if the machine tool needs to be stopped urgently, it is very dangerous to operate only through the touch screen.
此外,現有的CNC工具機用操作面板都因為沒有內置主機,所以都是擔任目標CNC控制器被動的周邊硬體,所以不能藉此管道進一步的協助工具機製造廠,將其對於該工具機的加工工藝以及使用維護上的專業提供給用戶,也不能與生產管理端資訊溝通,不利於使用端的智能生產管理。In addition, the existing operation panels for CNC machine tools do not have a built-in host, so they all serve as passive peripheral hardware of the target CNC controller. Therefore, they cannot use the pipeline to further assist the machine tool manufacturer and compare it to the machine tool. Professionals in processing technology and use and maintenance are provided to users, and they cannot communicate with the production management end, which is not conducive to intelligent production management at the user end.
本發明之主要目的在於提供一種能配合至少一種的工具機使用的面板控制裝置,該面板控制裝置同時具有可依需求使用改變按鍵配置的觸控螢幕以及傳統的按鈕/旋鈕輸入裝置,除了能透過各種觸控螢幕上的操作介面來對應工具機的多種運作模式來節省面板體積以及整理面板所提供的資訊外,還能透過傳統的按鈕/旋鈕輸入裝置來輸入緊急或是精確的指令。The main purpose of the present invention is to provide a panel control device that can be used with at least one machine tool. The panel control device also has a touch screen that can be used to change the key configuration according to needs and a traditional button/knob input device. The operation interfaces on various touch screens correspond to the various operation modes of the machine tool to save panel size and organize the information provided by the panel, as well as input emergency or precise commands through traditional button/knob input devices.
本發明之次要目的在於提供一種面板控制裝置,能讓使用者依照使用需求去編輯控制工具機進行加工所使用的操作介面,而不會受限於固定式的面板介面設計。The secondary objective of the present invention is to provide a panel control device that allows users to edit and control the operation interface used by the machine tool for processing according to usage requirements without being limited to the fixed panel interface design.
本發明之次要目的在於提供一種面板控制裝置,能將產生或收集到的操作資料與外部伺服器或廠商交換以進行大數據分析或是其他應用。The secondary objective of the present invention is to provide a panel control device that can exchange generated or collected operating data with external servers or manufacturers for big data analysis or other applications.
為達到該目的,本發明智能化操作面板,具有一能配合至少一種的工具機使用的面板控制裝置,該面板控制裝置包含:一觸控螢幕、一實體面板以及一嵌入式主機。To achieve this objective, the intelligent operation panel of the present invention has a panel control device that can be used with at least one machine tool. The panel control device includes a touch screen, a physical panel, and an embedded host.
該實體面板具有至少一實體按鈕或至少一多段式旋鈕的至少其中一種;該嵌入式主機,連接於該工具機、實體面板以及觸控螢幕,包含複數種程式碼,一控制轉換模組、一輸入輸出單元以及一連網裝置。The physical panel has at least one of at least one physical button or at least one multi-segment knob; the embedded host is connected to the machine tool, the physical panel, and the touch screen, and includes a plurality of codes, a control conversion module, An input and output unit and a networking device.
其中,該嵌入式主機執行至少一種該程式碼,供使用者依據欲配合的該工具機的種類或操作模式來選擇一預先儲存的使用者介面,使該觸控螢幕呈現出至少一符合該使用者介面的可觸控按鍵;以便依據配合的工具機或加工程序的需求在最適合的介面上來操作配合的工具機;藉此,透過變換,或是產生該使用者介面,使該面板控制裝置能配合不同種類的工具機。Wherein, the embedded host executes at least one kind of the program code for the user to select a pre-stored user interface according to the type or operation mode of the machine tool to be matched, so that the touch screen displays at least one suitable for the use The touch buttons of the user interface; in order to operate the matching machine tool on the most suitable interface according to the requirements of the matching machine tool or processing program; thereby, by transforming or generating the user interface, the panel controls the device It can work with different kinds of machine tools.
該嵌入式主機透過該控制轉換模組接收該實體面板的類比訊號轉換成一第一硬體訊號(例如在一實施例中,該訊號由旋鈕開關/啟動停止按鈕輸入),並接收該觸控螢幕的軟體訊號轉換成一第二硬體訊號(例如,在一實施例中由觸控螢幕按鈕輸入),該第一硬體訊號不同與該第二硬體訊號的執行等級;該嵌入式主機透過該輸入輸出單元用以將該第一硬體訊號及該第二硬體訊號輸出至該工具機,以及取得來自該工具機所回傳的一回饋訊號。The embedded host receives the analog signal of the physical panel through the control conversion module and converts it into a first hardware signal (for example, in one embodiment, the signal is input by a rotary switch/start/stop button), and receives the touch screen The software signal is converted into a second hardware signal (for example, input by a touch screen button in one embodiment), the first hardware signal is different from the execution level of the second hardware signal; the embedded host uses the The input and output unit is used for outputting the first hardware signal and the second hardware signal to the machine tool, and obtaining a feedback signal from the machine tool.
該嵌入式主機還會依照至少一種該程式碼,透將該第一硬體訊號、該第二硬體訊號以及一由該工具機所回饋的回饋訊號至少其中之一所產生的資料,透過該連網裝置傳送至一外部伺服器,以便將產生出來的最佳化後的使用者介面輸出到其他裝置,或是將工具機所使用或是收集到的資料例如即時的生產資訊與工作狀態傳輸至廠端生產管理系統,或作為外部伺服器的邊緣運算伺服器或是雲端伺服器,提供大數據分析或製作報表。The embedded host further transmits data generated by at least one of the first hardware signal, the second hardware signal, and a feedback signal fed back by the machine tool according to at least one of the code codes, through the The networked device is sent to an external server to output the optimized user interface generated to other devices, or to transmit the data used or collected by the machine tool, such as real-time production information and work status To the factory-side production management system, or as an edge computing server or cloud server as an external server, it provides big data analysis or report production.
關於該嵌入式主機所儲存的複數種程式碼,該程式碼包含一模式選擇程式碼,該嵌入式主機在執行該模式選擇程式碼選擇該使用者介面時,是利用由該實體面板上的該多段式旋鈕所輸入的第一硬體訊號來選擇該使用者介面;而能夠對應不同的操作模式。Regarding the plural kinds of codes stored in the embedded host, the code includes a mode selection code. When the embedded host executes the mode selection code to select the user interface, it uses the The user interface is selected by the first hardware signal input by the multi-segment knob; it can correspond to different operation modes.
為了讓機器製造商能夠自行依照加工需求最適化操作介面,於一較佳實施例中,該程式碼包含具有一設計程式碼,該設計程式碼能變更該嵌入式主機所儲存的該使用者介面,而產生一自定義介面;於該較佳實施例中,該工具機操作面板裝置還可透過該連網裝置上傳該使用者自定義介面至該外部伺服器,並透過該連網裝置由該外部伺服器取得來自其他該工具機操作面板裝置所產生的該使用者自定義介面。In order to allow the machine manufacturer to optimize the operation interface according to the processing requirements, in a preferred embodiment, the program code includes a design code that can change the user interface stored in the embedded host , And generate a custom interface; in the preferred embodiment, the machine tool operation panel device can also upload the user-defined interface to the external server through the network device, and from the network device to the external server The external server obtains the user-defined interface generated by other operation panel devices of the machine tool.
又,於一較佳實施例中,該程式碼包含一通訊程式碼,該嵌入式主機透過執行該通訊程式碼及該連網裝置,將該工具機的即時生產資訊與工作狀態與一廠商的生產管理系統相互傳輸資料。Furthermore, in a preferred embodiment, the program code includes a communication program code, and the embedded host computer executes the communication program code and the networked device to compare the real-time production information and working status of the machine tool with a manufacturer’s The production management system transfers data to each other.
關於訊號種類,該第一硬體訊號包含:電源、緊急停止、操作模式選擇、控制該工具機各構件的運行速度或速度覆蓋(Speed Override)訊號的至少其中之一的控制訊號。Regarding signal types, the first hardware signal includes: power, emergency stop, operation mode selection, control signal for controlling at least one of the operating speed of each component of the machine tool, or a speed override signal.
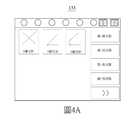
關於該嵌入式主機所提供的該使用者介面的種類,於一較佳實施例中,該使用者介面對應該工具機的操作模式,包含一提供加工輔助計算的編輯介面(輔助計算/最佳加工參數建議功能)、一讓該工具機與一受加工件之間相對進行圓弧、斜線或直線移動至少其中之一功能的手動介面(DRO模式)及一透過接收來自該工具機的回饋訊息而提供加工時間/負載訊息的自動介面。Regarding the type of the user interface provided by the embedded host, in a preferred embodiment, the user interface corresponds to the operating mode of the machine tool, including an editing interface (assisted calculation/optimal Processing parameter suggestion function), a manual interface (DRO mode) that allows the machine tool and a workpiece to be moved relative to each other in an arc, an oblique line or a straight line (DRO mode), and a feedback message from the machine tool It provides an automatic interface for processing time/load information.
其中,該工具機包含一用以顯示其所執行的加工的狀態的顯示單元,該工具機操作面板裝置透過該自動界面及該回饋訊號於該觸控螢幕顯示未於該工具機的該顯示單元顯示的加工訊息與機台訊息;使得該工具機操作面板裝置的使用者能依照加工方式的不同,得到各種原先於無法透過該工具機的自動畫面即時得知的加工所需的資訊。Wherein, the machine tool includes a display unit for displaying the state of the processing performed by the machine tool, and the machine tool operating panel device displays the display unit of the machine tool on the touch screen through the automatic interface and the feedback signal. The displayed processing information and machine information enable the user of the machine tool operating panel device to obtain various information required for processing that could not be obtained in real time through the automatic screen of the machine tool according to different processing methods.
為了預防該觸控螢幕故障而無法輸入資訊,其中,該實體面板及該觸控螢幕可為複式(redundant)控制型態,當該觸控螢幕失效或故障時,可透過該控制轉換模組將接收到的該實體面板的類比訊號轉換成該第二硬體訊號。In order to prevent the failure of the touch screen and the inability to input information, the physical panel and the touch screen can be a redundant control type. When the touch screen fails or malfunctions, the control conversion module can be used to The received analog signal of the physical panel is converted into the second hardware signal.
由以上說明可知,本發明的特點在於:工具機操作面板裝置透過執行內建的程式碼,能夠依據不同種類的工具機或操作模式,來選擇或是適合於不同加工程序所使用的的使用者介面,甚至能依據加工程序或輸入的資料的不同,讓機器製造者設計使用者介面,而不會受限於固定的面板介面設計,且透過接收並運用來自工具機所回傳的回饋資訊,工具機操作面板裝置能夠顯示原先工具機的自動畫面所無法顯示的加工訊息,故能在迅速直覺,不用切換畫面下幫助使用者了解實際加工狀況。又,且該工具機操作面板裝置上同時具有可依使用者介面使用改變按鍵配置的觸控按鈕以及傳統的實體按鈕/旋鈕輸入裝置,使得使用時除了能透過各種觸控螢幕上的操作介面來對應工具機的多種運作模式來節省面板體積外,還能透過傳統的按鈕/旋鈕輸入裝置來輸入緊急或是精確的指令或是取代原本的觸控螢幕;其中,透過多段式旋鈕來選擇操作介面,除了讓使用者能直接觀察旋鈕及得知目前的操作模式外,還可以避免透過觸控螢幕來切換操作模式所可能產生的錯誤操作。As can be seen from the above description, the feature of the present invention is that the machine tool operating panel device executes the built-in program code, and can be selected according to different types of machine tools or operating modes or is suitable for users used in different processing procedures. The interface can even allow machine builders to design user interfaces based on different processing procedures or input data, without being limited to a fixed panel interface design, and by receiving and using feedback information from machine tools, The machine tool operating panel device can display processing information that the original automatic screen of the machine tool cannot display, so it can quickly and intuitively help the user understand the actual processing status without switching the screen. Moreover, the machine tool operating panel device also has touch buttons that can change the key configuration according to the user interface and traditional physical button/knob input devices, so that in addition to the operation interface on the touch screen Corresponding to the multiple operation modes of the machine tool to save the volume of the panel, and the traditional button/knob input device can be used to input emergency or precise commands or replace the original touch screen; among them, the operation interface can be selected through the multi-segment knob In addition to allowing the user to directly observe the knob and know the current operation mode, it can also avoid the possibility of erroneous operation when switching the operation mode through the touch screen.
且在一較佳實施例中,能夠透過連網裝置,配合預儲存的資料如數值控制器通訊協議與標準物聯網協議或藉基於Webservice或標準資料庫存/取作業程序之手段,將產生出來的最佳化後的使用者介面輸出到其他裝置,或是將工具機所使用或是收集到的資料例如即時的生產資訊與工作狀態傳輸至廠端生產管理系統、作為外部伺服器的邊緣運算伺服器或是雲端伺服器,提供大數據分析或製作報表,也能夠透過該聯網裝置由其他裝置取得符合加工區求的使用者介面以及加工所使用的加工程序、SOP流程圖、注意事項等支援。And in a preferred embodiment, it can be generated through a networked device, with pre-stored data such as a numerical controller communication protocol and a standard Internet of Things protocol, or by means based on Webservice or standard data inventory/fetching operating procedures. The optimized user interface is output to other devices, or the data used or collected by the machine tool, such as real-time production information and working status, is transmitted to the factory-side production management system, which serves as the edge computing server of the external server A server or a cloud server that provides big data analysis or report creation. Other devices can also use the networked device to obtain a user interface that meets the requirements of the processing area, as well as support for processing procedures, SOP flowcharts, and precautions used in processing.
茲為便於更進一步對本發明之構造、使用及其特徵有更深一層明確、詳實的認識與瞭解,爰舉出較佳實施例,配合圖式詳細說明如下:In order to facilitate a deeper, clear and detailed knowledge and understanding of the structure, use and characteristics of the present invention, a preferred embodiment is given, and the detailed description is as follows in conjunction with the drawings:
請參照圖1至圖3所示,本發明智能化操作面板提供一種面板控制裝置10,能配合至少一種工具機20(如CNC車床、CNC铣床或是其他可透過電腦輔助加工程式執行的工具機) 使用,包含:一實體面板12、一觸控螢幕13以及一連接該實體面板12及該觸控螢幕13的嵌入式主機11。Please refer to Figures 1 to 3, the intelligent operation panel of the present invention provides a
如圖1及圖3所示,該實體面板12於一較佳實施例中,具有3個傳統的按鈕121以及4個多段式的旋鈕122,該按鈕121包含兩控制電源開關的按鈕及一緊急停止的按鈕,而該旋鈕122則是包含一進行操作模式選擇的旋紐及複數個控制該工具機20各構件動作的速度覆蓋(Speed Override)的旋鈕,使得使用者能依照實際加工狀況,在工具機20因為硬體限制或是其他程式上的理由而未依照所設定的速度進行加工時,可以透過以比率增加或減少原先所輸入的數值來修改該工具機20的加工速度。As shown in Figures 1 and 3, in a preferred embodiment, the
本發明並沒有限制該實體面板12上的實體按鈕121及旋鈕122的設計,於不同實施例中,該實體面板12可包含模式切換旋鈕,也可包含速度選擇旋鈕等,或者該實體旋鈕122及按鈕121能直接與該工具機20的數值控制器數位輸入(DI)進行連接,以切換數值控制器的操作模式,如:手動/自動/編輯/原點,與調整軸向進給速度與主軸轉速等,又或者是程式啟動(Cycle Start)與程式暫停(Feedhold)等功能。The present invention does not limit the design of the
其中,對於該實體面板12上的元件,本發明並沒有限制上述按鈕121及上述旋鈕122的數量及種類,故在其他實施例中,該按鈕121還可包含程式啟動(Cycle Start)與程式暫停(Feedhold)的按鈕,該旋鈕122可包含調整軸向進給速度與主軸轉速等的旋鈕,且調整時也也不一定是透過比率增加原先所輸入的數值,而是實際質的變化,可視實際需求設置。For the components on the
來到該觸控螢幕13的部分,該觸控螢幕13具有一顯示器131及電阻式(或可為電容式)的觸控輸入單元132,其連接該嵌入式主機11,而能夠配合顯示儲存於該嵌入式主機11的程式顯示不同的使用者介面133,並呈現出複數個符合該使用者介面133所設計的可觸控按鍵134及其他相關圖形或是表格資訊。Coming to the part of the
該嵌入式主機11,電性連接於該工具機20、該實體面板12以及該觸控螢幕13,讓使用者能透過該實體面板12及該觸控螢幕13來控制該工具機20,包含:一由一CPU模組111a、一儲存模組111b、一計算單元111c及一轉換卡裝置111d所構成的控制轉換模組111、一輸入輸出單元112以及一連網裝置113。The embedded
該CPU模組111a,在本實施力中包含有CPU、RAM、LAN/Touch/LCD介面與實體按鈕介面;該儲存模組111b儲存有複數種供該嵌入式主機11執行的不同功能的複數種程式碼以及各種加工所需的資料庫;於本實施例中,該資料庫包含一材料資料庫,一刀具資料庫及一工藝資料庫。The CPU module 111a includes CPU, RAM, LAN/Touch/LCD interface and physical button interface in this implementation; the storage module 111b stores a plurality of different functions for the embedded
其中,關於該嵌入式主機11所提供的功能,於本實施例中該嵌入式主機11執行儲存於該儲存模組111b中的該程式碼,供使用者依據欲配合的該工具機20的種類,選擇一預先儲存,且對應該中工具機20的種類的使用者介面133,使該觸控螢幕13呈現出至少一符合該使用者介面133的可觸控按鍵134Regarding the functions provided by the embedded
此外,使用同一工具機20時,仍會依照加工種類的不同而需要不同的使用者介面133,在本實施例中,在選擇不同功能的使用者介面133時,是透過啟動儲存的程式碼中的一模式選擇程式碼,然後操作該實體面板12的該旋鈕122來選擇該使用者介面133,使其能對應不同的操作模式進行變化;但在其他實施例中可以使用該按鈕121或是在該觸控螢幕13上點選該可觸控按鍵134或是拖拉畫面的方式來選擇/變換不同的該使用者介面133;另外,在本實施例中,在該觸控螢幕13的種類上,在本實施例優選為一觸覺波式控制螢幕(Haptic wave touch screen),透過觸覺波來提供按鍵觸感;但在其他實施例中可以是一般的電容式或電阻式觸控螢幕。In addition, when the
其中,該使用者介面133於不同的操作模式中的種類,請參考圖4A至圖4C所示,該使用者介面133在本實施例中,包含一提供加工輔助計算的編輯介面(圖4A)、一讓該工具機20與一受加工件之間相對進行圓弧、斜線或直線移動至少其中之一功能的手動介面(圖4B)及一透過接收來自該工具機的回饋訊息而提供加工時間/負載訊息的自動介面(圖4C)。For the types of the
其中,該編輯介面的輔助計算功能是利用該儲存模組111b配合該CPU模組111a及該計算單元111c,而能在介面上提供優化的加工參數查詢,或協助操作人員進行幾何形狀的輔助計算,例如求切線、求交點等機能,又或是在該儲存單元111b儲存有材料種類及刀具參數的情況下配合該計算單元111c計算而顯示出建議的最佳加工參數,主軸轉速,切削速度與重疊率等資訊,來協助操作人員使用數值控制器撰寫程式時,可以不要求操作人員具備幾何計算背景知識,本裝置便可以協助操作人員進行幾何形狀的計算,輸入基本幾何數值與限制後, 輔助計算得以進行計算,例如:求切線、求交點等,增加撰寫程式效率。Among them, the auxiliary calculation function of the editing interface is to use the storage module 111b to cooperate with the CPU module 111a and the calculation unit 111c to provide optimized processing parameter query on the interface, or to assist the operator in the auxiliary calculation of geometric shapes For example, functions such as finding the tangent line, finding the intersection point, etc., or when the storage unit 111b stores the material type and tool parameters, the calculation unit 111c calculates and displays the recommended optimal processing parameters, spindle speed, cutting speed and The overlap rate and other information are used to assist the operator when writing programs using the numerical controller. The operator does not require the operator to have geometric calculation background knowledge. This device can assist the operator in the calculation of geometric shapes. After inputting the basic geometric values and limits, assist Calculations can be performed, such as finding tangents, finding intersections, etc., to increase the efficiency of writing programs.
該手動介面顯示有複數個可觸控案鍵134,能讓使用者能直接操控該工具機20與一受加工件(圖未示)之間立刻進行圓弧、斜線或直線等相對移動的機能(DRO模式),或是在按下去後開始能編寫程式的介面來控制加工過程中該工具機20與該受加工件之間的相對運動。The manual interface displays a plurality of
而最後,關於該自動界面的部分,請先參考圖2所示,雖然該工具機包含一用以顯示其所執行的加工的狀態的顯示單元22,但由於該顯示單元22所能顯示的資訊受到工具機廠的原廠介面設定,該顯示單元22上不一定會在畫面上顯示所有加工所需的資料(因不同的加工程序可能會需要不同的資料),故該面板控制裝置10可透過程式處理顯示由回傳的回饋訊號所產生的各種加工資訊(含即時加工資訊),或是將該回饋訊號配合以及儲存模組111b中所儲存的資料,於運算後產生新的訊息後於顯示於該觸控螢幕13上,而能夠該顯示單元22未顯示的加工訊息。And finally, for the part of the automatic interface, please refer to Figure 2. Although the machine tool includes a
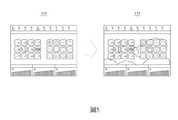
除此之外,如圖5所示,當上述面板控制裝置10所預先儲存的該使用者介面133在功能上不適合該工具機20時,可利用執行儲存的程式碼中的一設計程式碼,依照加工時的實際所需加工參數的種類,使用該工具機20所回傳的該回饋訊號,以及圖片,讓機器製造商自行設計面版功能來變更原先儲存的該使用者介面133,進而產生一符合功能或美觀需求的自定義介面並儲存。In addition, as shown in FIG. 5, when the
回到該嵌入式主機11的該控制轉換模組111,該控制轉換模組111在接收來自該實體面板12的類比訊號後,將其轉換成一第一硬體訊號,並接收該觸控螢幕13的軟體訊號後(操作該使用者介面133上的該可觸控按鍵134後所產生的訊號),透過該轉換卡裝置111d,將原本軟體訊訊號將其轉換成一第二硬體訊號然後傳遞給該嵌入式主機11。Returning to the control conversion module 111 of the embedded
其中,該第一硬體訊號及該第二硬體訊號的差異除了在於來源不同,使得該第一硬體訊號的指令不用經過轉換外,透過該CPU模組111a對於該第一硬體訊號與該第二硬體訊號還設定了不同的執行等級,該工具機20在依照該的二硬體訊號進行的加工時,在收到該第一硬體訊號後,該工具機20會優先執行該第一硬體訊號的命令(即前述段落中提到的緊急停止、速度覆蓋或是對應不同的操作模式選擇不同的使用者介面133。Wherein, the difference between the first hardware signal and the second hardware signal is that the source of the first hardware signal is different, so that the command of the first hardware signal does not need to be converted, and the CPU module 111a responds to the first hardware signal and The second hardware signal is also set with different execution levels. When the
如此一來,在加工過程中一旦發生緊急狀況時,就可以在不需要擔心該觸控螢幕13的是否難以正確動作的情況下,確實的停止加工,另外,在機台實際動作時因為硬體設備的限制而需要微幅修改數值時,也能在不需要整個執行重新設定過程的狀況下修改輸入該工具機20的參數。In this way, in the event of an emergency during processing, you can stop processing without worrying about whether the
特別說明,本發明並沒有限制該轉換卡裝置111d的種類,於不同的實施例中,依照裝置的設計需求,該轉換卡裝置111d可為一數位\類比轉換卡、一數位\數位轉換卡、或一位置控制卡,來轉換來自該觸控螢幕13的訊號。In particular, the invention does not limit the type of the conversion card device 111d. In different embodiments, the conversion card device 111d can be a digital\analog conversion card, a digital\digital conversion card, Or a position control card to convert the signal from the
回到該嵌入式主機11的該輸入輸出單元112,該輸入輸出單元112連接該工具機20,用已將該第一硬體訊號及該第二硬體訊號輸出至該工具機20以控制該工具機並取得來自該工具機20所回傳的該回饋訊號,該回饋訊號在詳細種類上,可包含如:工具機20的各種元件的狀態、是否有警報等等,而顯示於該使用者介面133。Returning to the input and output unit 112 of the embedded
其中,關於在本實施例中,該面板控制裝置10與該工具機20的詳細的溝通方式,請參考圖2所示,在本實施例中,該工具機20與該面板控制裝置10具有兩種溝通方式,為了詳細說明該方法,請先參考圖2所示的硬體方塊圖,該工具機20包含:一數值控制器21、前述說明提過的顯示單元22及複數個連接該數值控制器21的各軸驅動馬達23;在其中一種溝通方式中,該工具機20的數值控制器21透過一輸入輸出裝置214來接收來自該面板控制裝置10的訊號後,透過一邏輯計算模組211處理後,利用處理後的訊號來控制該各軸驅動馬達23;而在另一種方式中,則是透過一網路連線裝置213來接收來自該面板控制裝置10的訊號;其中,本發明並沒有限制當該工具機20執行NC程式進行加工時,該NC程式是產生於該面板控制裝置10或是該邏輯計算模組211中的何者,可依照使用者的實際軟硬體需求,配合該儲存模組111b或該儲存單元212進行變更或是重置。For the detailed communication mode between the
而在產生該回饋訊號的方式,在本實施例中,是透過感測該各軸驅動馬達23的動作的感測器(圖未示)將訊號回傳至該數值控制器21,然後再透過該數值控制器21的該輸入輸出裝置214或該網路連線裝置213回傳至該面板控制裝置10。In the method of generating the feedback signal, in this embodiment, the signal is sent back to the
其中,在產生該回饋訊號的過程中,回傳至該數值控制器21的訊號還會記錄在該數值控制器21的一儲存單元212中,並顯示於該工具機20的該顯示單元22上,讓使用者能透過此顯示單元22進行畫面切換,撰寫程式、參看參數或是維修機器。Wherein, in the process of generating the feedback signal, the signal returned to the
而在回饋訊號的種類上,該回饋訊號於不同實施例除了前述各軸驅動馬達23的動作的訊息外,亦可包含其他的資訊如工具機的作動溫度、產生的震動等等的訊息,也可以包含該數值控制器21的加工工件程式名稱、警報狀態、參數設定、運行狀態、刀具壽命等資訊。Regarding the type of feedback signal, in different embodiments, the feedback signal can also include other information such as the operating temperature of the machine tool, the generated vibration, etc., in addition to the aforementioned information about the action of the
如此一來,該面板控制裝置10能透過內建的通訊程式碼,其包含了標準協議 MTConnnet或OPCUA,來整合該工具機20的該數值控制器21所提供的回饋訊號到智能生產系統,讓使用者能夠依照使用需求於不同操作模式下的該使用者介面133來使用。In this way, the
除了用來讓使用者能夠依照使用需求於不同操作模式下的該使用者介面133中使用外,該嵌入式主機11還會依照一時序,透過該連網裝置113將該第一硬體訊號、該第二硬體訊號以及一由該工具機20所回饋的回饋訊號傳送至一作為外部伺服器的邊緣運算伺服器30(edge server) 或一雲端伺服器31的一計算與儲存單元32進行資料收集,以供大數據運用及分析。In addition to allowing the user to use the
最後來到該面板控制裝置10的該連網裝置113,如圖2及圖6所示,該面板控制裝置10的該嵌入式主機11除了能利用該連網裝置113將收集到的資料(如該第一硬體訊號、該第二硬體訊號及該回饋訊號)傳送到該外部伺服器外,如圖6所示,該面板控制裝置10利用該設計程式碼所產生出來的該自定義介面以亦可透過該連網裝置113傳送到該外部伺服器(如圖6中傳遞給該雲端伺服器31),並讓其他台的該面板控制裝置10由該雲端伺服器31下載運用,或是於本實施例中,可透過該連網裝置113直接進行兩面板控制裝置10之間的資料傳輸,已取得該自定義介面。Finally came to the networked device 113 of the
此外,該面板控制裝置10還可透過該連網裝置113,由該外部伺服器(如該邊緣運算伺服器30、圖6中的該雲端伺服器31又或者可以是該工具機20的生產廠商端的伺服器),或是其他台該面板控制裝置10讀取輸入的工單,透過WevService與 ERP/MES 軟體交握,透過FTP協議取得對應此工單的NC程式,操作流程SOP,注意事項與設計圖,再透過配合的工具機所使用的數值控制器之專屬CNC通訊協議,將NC程式下載到該面板控制裝置10中,操作人員便可以按圖加工,並免操作錯誤。In addition, the
最後,關於一些該面板控制裝置10的其他功能,在本實施例中,該實體面板12及該觸控螢幕13可為複式(redundant)控制型態,用以在該觸控螢幕13故障或失效或故障時,可透過在該使用者介面133上操作,讓該控制轉換模組111將接收到的該實體面板12的類比訊號轉換成該第二硬體訊號來進行控制。Finally, with regard to some other functions of the
由以上可知,本發明於該較佳實施例中包含4個主要訴求重點:(一),在輔助目標CNC工具機配置的數控系統之操作上,能執行預儲存其中之程式碼,以驅動裝置上LCD觸控螢幕(觸控螢幕13)的顯示及操作,並配置多點數位或類比輸入輸出 (I/O) 與網路的介面通道等與目標CNC工具機(工具機20)使用之數控系統相聯結,交斡。除嵌入式主機11外,裝置上並包括至少一模式選擇實體旋鈕(旋鈕122),或包含進給倍率等實體旋鈕及其他此CNC工具機之製造廠認為必要的實體按鍵或旋鈕或LED燈號等實質硬體。It can be seen from the above that the present invention contains 4 main appeal points in this preferred embodiment: (1) In the operation of the numerical control system that assists the target CNC machine tool configuration, the program code stored therein can be executed to drive the device Display and operate on the LCD touch screen (touch screen 13), and configure multi-point digital or analog input and output (I/O) and network interface channels, etc. and the numerical control used by the target CNC machine tool (machine tool 20) The systems are connected and mediated. In addition to the embedded
(二)、在輔助目標工具機配置的數控系統之操作的執行上,可視化觸控按鍵群藉由觸控螢幕13上的數位輸出點,加上實體旋鈕/按鈕的信號一起與目標工具機(工具機20)的數值控制器輸入點對應連接,主要LCD觸控螢幕的顯示與目標數值控制器輸出點直接或藉由城市編碼相對應,經與其機械邏輯控制之交斡完成對應此CNC工具機所需的互動操作,並透過一個專用乙太網通道與目標數值控制器以此數值控制器專屬的協議交斡, 切換並顯示不同操作模式下的客制操作畫面。(2) In the execution of the operation of the numerical control system that assists the target machine tool configuration, the visual touch key group is combined with the target machine tool through the digital output point on the
(三)、透過執行預儲存之客製程式碼,跟隨模式旋鈕的操作模式設定,在其觸控螢幕上顯示對應於CNC工具機客製的相關模式的對應畫面(使用者介面133),包含這些客製畫面的可視化操作、顯示及提醒,並可讓工具機製造廠以此管道得以介入以提供使用者有關加工工藝的專業幫助,輔助其編程與運算及更有效作設備診斷等之互動。(3) By executing the pre-stored custom program code, following the operation mode setting of the mode knob, the corresponding screen (user interface 133) corresponding to the relevant mode of the CNC machine tool customization is displayed on the touch screen, including The visual operation, display and reminding of these customized screens can allow the machine tool manufacturer to intervene through this channel to provide users with professional help on the processing technology, assisting their interaction with programming and calculations and more effective equipment diagnosis.
(四)、透過執行預儲存之客製程式碼,其中包含數值控制器通訊協議與標準物聯網協議,透過裝置上另一個乙太網路通道,用本裝置內建之(a) 標準製造業物聯網協議如 MTConnect及OPC UA等,或 (b)標準網路協議,將本工具機設備的實時生產資訊與工作狀態與廠端生產管理系統作資料、訊息、指令與工程文檔相互上傳、下載及交斡。(4) By executing the pre-stored custom code, which includes the communication protocol of the numerical controller and the standard Internet of Things protocol, through another Ethernet channel on the device, using the built-in (a) standard manufacturing of the device Internet of Things protocols such as MTConnect and OPC UA, etc., or (b) standard network protocol, upload and download the real-time production information and working status of the machine tool and the factory-side production management system as data, messages, instructions and engineering documents. And mediation.
且在(三)中, 也可以加上( c ) 藉客製基於Webservice或標準資料庫存/取作業程序之手段,將工具機設備的實時生產資訊與工作狀態與廠端生產管理系統作資料、訊息、指令與工程文檔相互上傳、下載及交斡。And in (3), you can also add (c) by means of custom-made methods based on Webservice or standard data inventory/fetching operating procedures to use the real-time production information and working status of machine tools and equipment with the factory-side production management system as data, Messages, instructions, and engineering documents are mutually uploaded, downloaded and exchanged.
10:面板控制裝置11:嵌入式主機111:控制轉換模組111a:CPU模組112:輸入輸出單元111b:儲存模組111c:計算單元111d:轉換卡裝置113:連網裝置12:實體面板121:按鈕122:旋鈕13:觸控螢幕131:顯示器132:觸控輸入單元133:使用者介面134:可觸控按鍵20:工具機21:數值控制器211:邏輯計算模組212:儲存單元213:網路連線裝置214:輸入輸出裝置22:顯示單元23:各軸驅動馬達30:邊緣運算伺服器31:雲端伺服器32:計算與儲存單元10: Panel control device11: Embedded host111: Control conversion module111a: CPU module112: Input and output unit111b: Storage module111c: Computing unit111d: Conversion card device113: connected device12: physical panel121: button122: knob13: Touch screen131: Display132: Touch input unit133: User Interface134: Touch buttons20: machine tool21: Numerical controller211: Logic Calculation Module212: storage unit213: network connection device214: Input and output devices22: display unit23: Drive motors for each axis30: Edge Computing Server31: Cloud server32: Calculation and storage unit
圖1為本發明智能化操作面板於一較佳實施例中的面板裝置分解示意圖;圖2為圖1的較佳實施例中的硬體方塊示意圖;圖3為圖1中實體面板的旋鈕的正視圖;圖4A為圖1的較佳實施例中顯示編輯模式的使用者介面的示意圖;圖4B為圖1的較佳實施例中顯示使用者所設計的手動模式的使用者介面示意圖;圖4C為圖1的較佳實施例中顯示自動模式的使用者介面示意圖;圖5為圖1的較佳實施例中,改變使用者介面的示意圖;圖6為圖1的較佳實施例中,於面板控制裝置之間交換資料的示意圖。1 is an exploded schematic diagram of the panel device of the intelligent operation panel of the present invention in a preferred embodiment;2 is a block diagram of the hardware in the preferred embodiment of FIG. 1;Figure 3 is a front view of the knob of the physical panel in Figure 1;4A is a schematic diagram showing the user interface of the editing mode in the preferred embodiment of FIG. 1;4B is a schematic diagram of a user interface showing a manual mode designed by the user in the preferred embodiment of FIG. 1;4C is a schematic diagram of a user interface showing an automatic mode in the preferred embodiment of FIG. 1;FIG. 5 is a schematic diagram of changing the user interface in the preferred embodiment of FIG. 1;FIG. 6 is a schematic diagram of data exchange between panel control devices in the preferred embodiment of FIG. 1. FIG.
10:面板控制裝置10: Panel control device
11:嵌入式主機11: Embedded host
111:控制轉換模組111: Control conversion module
111a:CPU模組111a: CPU module
112:輸入輸出單元112: Input and output unit
111b:儲存模組111b: Storage module
111c:計算單元111c: Computing unit
113:連網裝置113: connected device
12:實體面板12: physical panel
121:按鈕121: button
122:旋鈕122: knob
13:觸控螢幕13: Touch screen
131:顯示器131: Display
132:觸控輸入單元132: Touch input unit
20:工具機20: machine tool
21:數值控制器21: Numerical controller
211:邏輯計算模組211: Logic Calculation Module
212:儲存單元212: storage unit
213:網路連線裝置213: network connection device
214:輸入輸出裝置214: Input and output devices
22:顯示單元22: display unit
23:各軸驅動馬達23: Drive motors for each axis
30:邊緣運算伺服器30: Edge Computing Server
31:雲端伺服器31: Cloud server
32:計算與儲存單元32: Calculation and storage unit
Claims (9)
Translated fromChinesePriority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW108102612ATWI684903B (en) | 2019-01-23 | 2019-01-23 | Intelligent control panel |
| CN201910147810.2ACN111474896B (en) | 2019-01-23 | 2019-02-28 | A panel control device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW108102612ATWI684903B (en) | 2019-01-23 | 2019-01-23 | Intelligent control panel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| TWI684903B TWI684903B (en) | 2020-02-11 |
| TW202028938Atrue TW202028938A (en) | 2020-08-01 |
Family
ID=70413527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW108102612ATWI684903B (en) | 2019-01-23 | 2019-01-23 | Intelligent control panel |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN111474896B (en) |
| TW (1) | TWI684903B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117094543B (en)* | 2023-07-24 | 2024-10-01 | 无锡市华德尔自动化控制技术有限公司 | Grooving machine application method and system for remote database reading control |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2301267B (en)* | 1995-05-19 | 2000-03-01 | Sony Uk Ltd | Audio mixing console |
| US20030221498A1 (en)* | 2002-05-30 | 2003-12-04 | Shadi Mere | Control knob to position encoder interface with self-aligning rotary guide |
| JP2004095191A (en)* | 2002-08-29 | 2004-03-25 | Jeol Ltd | Adjustment method of electron microscope |
| US7904830B2 (en)* | 2006-11-30 | 2011-03-08 | Honeywell International Inc. | HVAC zone control panel |
| CN102346985B (en)* | 2010-08-06 | 2013-04-24 | 上海开通数控有限公司 | Numerical control machine operation device for teaching training |
| CN202230603U (en)* | 2011-10-25 | 2012-05-23 | 奥琦玮信息科技(北京)有限公司 | Intelligent WIFI remote controller |
| CN103581251A (en)* | 2012-08-01 | 2014-02-12 | 鸿富锦精密工业(深圳)有限公司 | Remote control device and control method thereof |
| CN103074474B (en)* | 2013-01-23 | 2014-04-09 | 北京理工大学 | Control system for rolling and strengthening torsion shaft of heavy armored vehicle |
| TW201443594A (en)* | 2013-05-13 | 2014-11-16 | Shi-Shan Wu | Smart programmable control device |
| KR102152016B1 (en)* | 2013-07-30 | 2020-09-07 | 디엠지 모리 가부시키가이샤 | Control system for controlling operation of a numerically controlled machine tool, and back-end and front-end control devices for use in such system |
| US10222780B2 (en)* | 2014-06-19 | 2019-03-05 | Makino Milling Machine Co., Ltd. | Control device for machine tool |
| CN205166043U (en)* | 2015-12-15 | 2016-04-20 | 浙江斯耐达机械工具有限公司 | Sawing machine control system |
| CN105791394A (en)* | 2016-02-22 | 2016-07-20 | 四川长虹电器股份有限公司 | Remote dynamic configuration method for intelligent device control function |
| CN105856044B (en)* | 2016-06-01 | 2018-01-09 | 涌镇液压机械(上海)有限公司 | Full-automatic traveller polishing machine |
| WO2018047315A1 (en)* | 2016-09-09 | 2018-03-15 | マキノジェイ株式会社 | Machine tool provided with display device |
| CN106383458B (en)* | 2016-09-12 | 2018-10-19 | 珠海格力电器股份有限公司 | Universal wireless control method and system for electrical equipment |
| CN206441140U (en)* | 2016-12-16 | 2017-08-25 | 厦门万久科技股份有限公司 | A kind of intelligent guidance panel of numerical control device |
| TWM539078U (en)* | 2016-12-30 | 2017-04-01 | Yeong Chin Machinery Industries Co Ltd | Numerical control machine tool with dual control system devices |
| CN108132651A (en)* | 2017-09-09 | 2018-06-08 | 浙江亚太机电股份有限公司 | Distributed CNC Lathe networking manages system |
| CN108188037A (en)* | 2018-01-13 | 2018-06-22 | 温州职业技术学院 | A kind of material automated sorting platform |
- 2019
- 2019-01-23TWTW108102612Apatent/TWI684903B/enactive
- 2019-02-28CNCN201910147810.2Apatent/CN111474896B/enactiveActive
Also Published As
| Publication number | Publication date |
|---|---|
| CN111474896A (en) | 2020-07-31 |
| CN111474896B (en) | 2021-10-01 |
| TWI684903B (en) | 2020-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6310076B2 (en) | Control system for controlling the operation of numerically controlled machine tools, and backend and frontend control devices for use in such a system | |
| US9436365B2 (en) | Operating device for NC machine tool | |
| EP3816745B1 (en) | Device for automatically operating machining center using cad data | |
| KR20120085420A (en) | Cutting shape input apparatus and method using interactive program in computer numarical control machine tools | |
| JP7328029B2 (en) | Parameter management device and its management system | |
| JP2020015143A (en) | Tool management system, tool management device and tool management method | |
| CN100445909C (en) | Machine Tool Control Device and Processing Method Using Programs for PLC Interface Processing | |
| CN103231197B (en) | NC (numerical control) welding positioner system | |
| TWI684903B (en) | Intelligent control panel | |
| US20240152113A1 (en) | CNC lathe control system based on graphic interaction and control method thereof | |
| CN100430849C (en) | Control system and method for economical NC machine tool | |
| JP2003202910A (en) | Parameter setting apparatus for numerically controlled machine tool | |
| CN210377412U (en) | Composite operation panel system | |
| WO2017101700A1 (en) | Computer aided manufacturing method, device and system in direct communication with numerical control system | |
| CN110794770A (en) | Remote-controlled three-axis linkage economical numerical control system | |
| CN211956781U (en) | CNC numerical control operation simulation working device | |
| JP4562141B2 (en) | Programmable logic controller, information processing apparatus, control program, and table creation program | |
| JP2018129066A (en) | Control system for controlling the operation of numerically controlled machine tools, and backend and frontend control devices for use in such a system | |
| JP6573750B1 (en) | Control data creation device, control data creation method, and control data creation program | |
| CN117032087B (en) | Control method, control system and controller of multi-cutting-torch numerical control cutting machine | |
| CN106802633A (en) | A kind of complex milling machine tool digital control system | |
| TWM634541U (en) | User interface machine control system and user interface thereof | |
| KR101494130B1 (en) | Controller of index table | |
| CN112925269B (en) | A control system for CNC electric spark drilling machine tool for automobile fuel injector injection hole processing | |
| TWM594519U (en) | CNC numerical control operation simulation device |