RU2734868C1 - Gradually released implanted auxiliary element for use with a surgical suturing instrument - Google Patents
Gradually released implanted auxiliary element for use with a surgical suturing instrumentDownload PDFInfo
- Publication number
- RU2734868C1 RU2734868C1RU2018115706ARU2018115706ARU2734868C1RU 2734868 C1RU2734868 C1RU 2734868C1RU 2018115706 ARU2018115706 ARU 2018115706ARU 2018115706 ARU2018115706 ARU 2018115706ARU 2734868 C1RU2734868 C1RU 2734868C1
- Authority
- RU
- Russia
- Prior art keywords
- staple
- assembly
- cassette
- layer
- accessory
- Prior art date
Links
- 238000000034methodMethods0.000claimsabstractdescription136
- 230000008569processEffects0.000claimsabstractdescription64
- 239000000463materialSubstances0.000claimsdescription155
- 239000007787solidSubstances0.000claimsdescription3
- 238000005520cutting processMethods0.000abstractdescription45
- 238000010304firingMethods0.000abstractdescription24
- 230000000694effectsEffects0.000abstractdescription3
- 239000000126substanceSubstances0.000abstract1
- 239000010410layerSubstances0.000description764
- 239000000835fiberSubstances0.000description432
- 239000000560biocompatible materialSubstances0.000description140
- 238000002844meltingMethods0.000description106
- 230000008018meltingEffects0.000description106
- 238000010438heat treatmentMethods0.000description44
- 230000036961partial effectEffects0.000description40
- 230000010512thermal transitionEffects0.000description37
- 238000004873anchoringMethods0.000description29
- 239000012636effectorSubstances0.000description27
- 230000000712assemblyEffects0.000description26
- 238000000429assemblyMethods0.000description26
- 239000004744fabricSubstances0.000description22
- 239000012071phaseSubstances0.000description22
- 230000007704transitionEffects0.000description22
- 238000012545processingMethods0.000description21
- 229920000117poly(dioxanone)Polymers0.000description20
- 229920000954PolyglycolidePolymers0.000description17
- 230000009477glass transitionEffects0.000description17
- 239000004633polyglycolic acidSubstances0.000description17
- 238000004519manufacturing processMethods0.000description15
- 239000002861polymer materialSubstances0.000description15
- 230000006870functionEffects0.000description13
- 239000000853adhesiveSubstances0.000description12
- 230000001070adhesive effectEffects0.000description12
- 229920000642polymerPolymers0.000description12
- 238000001816coolingMethods0.000description11
- 229920000747poly(lactic acid)Polymers0.000description11
- 239000004626polylactic acidSubstances0.000description11
- LCSKNASZPVZHEG-UHFFFAOYSA-N3,6-dimethyl-1,4-dioxane-2,5-dione;1,4-dioxane-2,5-dioneChemical compoundO=C1COC(=O)CO1.CC1OC(=O)C(C)OC1=OLCSKNASZPVZHEG-UHFFFAOYSA-N0.000description10
- 230000008859changeEffects0.000description10
- 230000014759maintenance of locationEffects0.000description10
- 229920001610polycaprolactonePolymers0.000description10
- 239000004632polycaprolactoneSubstances0.000description10
- 238000003825pressingMethods0.000description10
- 230000004044responseEffects0.000description10
- 239000011230binding agentSubstances0.000description9
- 239000012510hollow fiberSubstances0.000description8
- 239000011159matrix materialSubstances0.000description8
- 238000009941weavingMethods0.000description8
- 230000001133accelerationEffects0.000description7
- 238000011068loading methodMethods0.000description7
- 239000000155meltSubstances0.000description7
- 238000002156mixingMethods0.000description7
- 239000012768molten materialSubstances0.000description7
- 230000035515penetrationEffects0.000description7
- 229920002463poly(p-dioxanone) polymerPolymers0.000description7
- 239000000622polydioxanoneSubstances0.000description7
- 239000011521glassSubstances0.000description6
- 238000003780insertionMethods0.000description6
- 230000037431insertionEffects0.000description6
- 239000004750melt-blown nonwovenSubstances0.000description6
- 239000005014poly(hydroxyalkanoate)Substances0.000description6
- 230000008602contractionEffects0.000description5
- 230000001788irregularEffects0.000description5
- 238000007711solidificationMethods0.000description5
- 125000006850spacer groupChemical group0.000description5
- 238000004140cleaningMethods0.000description4
- 230000006835compressionEffects0.000description4
- 238000007906compressionMethods0.000description4
- 238000013461designMethods0.000description4
- 239000003814drugSubstances0.000description4
- 239000006260foamSubstances0.000description4
- -1for exampleSubstances0.000description4
- 230000000670limiting effectEffects0.000description4
- 229920003023plasticPolymers0.000description4
- 239000004033plasticSubstances0.000description4
- 230000005855radiationEffects0.000description4
- 238000001356surgical procedureMethods0.000description4
- 238000011282treatmentMethods0.000description4
- JVTAAEKCZFNVCJ-REOHCLBHSA-NL-lactic acidChemical compoundC[C@H](O)C(O)=OJVTAAEKCZFNVCJ-REOHCLBHSA-N0.000description3
- 208000027418Wounds and injuryDiseases0.000description3
- 230000015572biosynthetic processEffects0.000description3
- 239000002131composite materialSubstances0.000description3
- 230000006378damageEffects0.000description3
- 238000002224dissectionMethods0.000description3
- 229920001971elastomerPolymers0.000description3
- 239000000806elastomerSubstances0.000description3
- 239000007943implantSubstances0.000description3
- 208000015181infectious diseaseDiseases0.000description3
- 208000014674injuryDiseases0.000description3
- 230000003993interactionEffects0.000description3
- 230000004048modificationEffects0.000description3
- 238000012986modificationMethods0.000description3
- 239000003607modifierSubstances0.000description3
- 239000004745nonwoven fabricSubstances0.000description3
- 229920001432poly(L-lactide)Polymers0.000description3
- 229920000903polyhydroxyalkanoatePolymers0.000description3
- 230000009467reductionEffects0.000description3
- 230000002829reductive effectEffects0.000description3
- 238000007493shaping processMethods0.000description3
- 239000000344soapSubstances0.000description3
- 239000007790solid phaseSubstances0.000description3
- 238000009987spinningMethods0.000description3
- 238000012876topographyMethods0.000description3
- VCGRFBXVSFAGGA-UHFFFAOYSA-N(1,1-dioxo-1,4-thiazinan-4-yl)-[6-[[3-(4-fluorophenyl)-5-methyl-1,2-oxazol-4-yl]methoxy]pyridin-3-yl]methanoneChemical compoundCC=1ON=C(C=2C=CC(F)=CC=2)C=1COC(N=C1)=CC=C1C(=O)N1CCS(=O)(=O)CC1VCGRFBXVSFAGGA-UHFFFAOYSA-N0.000description2
- RYHBNJHYFVUHQT-UHFFFAOYSA-N1,4-DioxaneChemical compoundC1COCCO1RYHBNJHYFVUHQT-UHFFFAOYSA-N0.000description2
- ABDDQTDRAHXHOC-QMMMGPOBSA-N1-[(7s)-5,7-dihydro-4h-thieno[2,3-c]pyran-7-yl]-n-methylmethanamineChemical compoundCNC[C@@H]1OCCC2=C1SC=C2ABDDQTDRAHXHOC-QMMMGPOBSA-N0.000description2
- BYHQTRFJOGIQAO-GOSISDBHSA-N3-(4-bromophenyl)-8-[(2R)-2-hydroxypropyl]-1-[(3-methoxyphenyl)methyl]-1,3,8-triazaspiro[4.5]decan-2-oneChemical compoundC[C@H](CN1CCC2(CC1)CN(C(=O)N2CC3=CC(=CC=C3)OC)C4=CC=C(C=C4)Br)OBYHQTRFJOGIQAO-GOSISDBHSA-N0.000description2
- IRPVABHDSJVBNZ-RTHVDDQRSA-N5-[1-(cyclopropylmethyl)-5-[(1R,5S)-3-(oxetan-3-yl)-3-azabicyclo[3.1.0]hexan-6-yl]pyrazol-3-yl]-3-(trifluoromethyl)pyridin-2-amineChemical compoundC1=C(C(F)(F)F)C(N)=NC=C1C1=NN(CC2CC2)C(C2[C@@H]3CN(C[C@@H]32)C2COC2)=C1IRPVABHDSJVBNZ-RTHVDDQRSA-N0.000description2
- KCBWAFJCKVKYHO-UHFFFAOYSA-N6-(4-cyclopropyl-6-methoxypyrimidin-5-yl)-1-[[4-[1-propan-2-yl-4-(trifluoromethyl)imidazol-2-yl]phenyl]methyl]pyrazolo[3,4-d]pyrimidineChemical compoundC1(CC1)C1=NC=NC(=C1C1=NC=C2C(=N1)N(N=C2)CC1=CC=C(C=C1)C=1N(C=C(N=1)C(F)(F)F)C(C)C)OCKCBWAFJCKVKYHO-UHFFFAOYSA-N0.000description2
- 206010061218InflammationDiseases0.000description2
- 238000005299abrasionMethods0.000description2
- 230000008901benefitEffects0.000description2
- 238000005422blastingMethods0.000description2
- 239000002775capsuleSubstances0.000description2
- 238000003486chemical etchingMethods0.000description2
- 230000003247decreasing effectEffects0.000description2
- 229940079593drugDrugs0.000description2
- 239000012530fluidSubstances0.000description2
- 230000005484gravityEffects0.000description2
- 238000007373indentationMethods0.000description2
- 230000004054inflammatory processEffects0.000description2
- 239000000314lubricantSubstances0.000description2
- 238000012792lyophilization processMethods0.000description2
- 230000013011matingEffects0.000description2
- 239000000203mixtureSubstances0.000description2
- 230000000149penetrating effectEffects0.000description2
- 238000007750plasma sprayingMethods0.000description2
- 239000011148porous materialSubstances0.000description2
- 238000002360preparation methodMethods0.000description2
- 238000009419refurbishmentMethods0.000description2
- 239000011347resinSubstances0.000description2
- 229920005989resinPolymers0.000description2
- 230000031070response to heatEffects0.000description2
- 238000007789sealingMethods0.000description2
- XIIOFHFUYBLOLW-UHFFFAOYSA-NselpercatinibChemical compoundOC(COC=1C=C(C=2N(C=1)N=CC=2C#N)C=1C=NC(=CC=1)N1CC2N(C(C1)C2)CC=1C=NC(=CC=1)OC)(C)CXIIOFHFUYBLOLW-UHFFFAOYSA-N0.000description2
- 238000009958sewingMethods0.000description2
- 239000004094surface-active agentSubstances0.000description2
- 238000009966trimmingMethods0.000description2
- MAYZWDRUFKUGGP-VIFPVBQESA-N(3s)-1-[5-tert-butyl-3-[(1-methyltetrazol-5-yl)methyl]triazolo[4,5-d]pyrimidin-7-yl]pyrrolidin-3-olChemical compoundCN1N=NN=C1CN1C2=NC(C(C)(C)C)=NC(N3C[C@@H](O)CC3)=C2N=N1MAYZWDRUFKUGGP-VIFPVBQESA-N0.000description1
- ZGYIXVSQHOKQRZ-COIATFDQSA-N(e)-n-[4-[3-chloro-4-(pyridin-2-ylmethoxy)anilino]-3-cyano-7-[(3s)-oxolan-3-yl]oxyquinolin-6-yl]-4-(dimethylamino)but-2-enamideChemical compoundN#CC1=CN=C2C=C(O[C@@H]3COCC3)C(NC(=O)/C=C/CN(C)C)=CC2=C1NC(C=C1Cl)=CC=C1OCC1=CC=CC=N1ZGYIXVSQHOKQRZ-COIATFDQSA-N0.000description1
- MOWXJLUYGFNTAL-DEOSSOPVSA-N(s)-[2-chloro-4-fluoro-5-(7-morpholin-4-ylquinazolin-4-yl)phenyl]-(6-methoxypyridazin-3-yl)methanolChemical compoundN1=NC(OC)=CC=C1[C@@H](O)C1=CC(C=2C3=CC=C(C=C3N=CN=2)N2CCOCC2)=C(F)C=C1ClMOWXJLUYGFNTAL-DEOSSOPVSA-N0.000description1
- APWRZPQBPCAXFP-UHFFFAOYSA-N1-(1-oxo-2H-isoquinolin-5-yl)-5-(trifluoromethyl)-N-[2-(trifluoromethyl)pyridin-4-yl]pyrazole-4-carboxamideChemical compoundO=C1NC=CC2=C(C=CC=C12)N1N=CC(=C1C(F)(F)F)C(=O)NC1=CC(=NC=C1)C(F)(F)FAPWRZPQBPCAXFP-UHFFFAOYSA-N0.000description1
- HCDMJFOHIXMBOV-UHFFFAOYSA-N3-(2,6-difluoro-3,5-dimethoxyphenyl)-1-ethyl-8-(morpholin-4-ylmethyl)-4,7-dihydropyrrolo[4,5]pyrido[1,2-d]pyrimidin-2-oneChemical compoundC=1C2=C3N(CC)C(=O)N(C=4C(=C(OC)C=C(OC)C=4F)F)CC3=CN=C2NC=1CN1CCOCC1HCDMJFOHIXMBOV-UHFFFAOYSA-N0.000description1
- WNEODWDFDXWOLU-QHCPKHFHSA-N3-[3-(hydroxymethyl)-4-[1-methyl-5-[[5-[(2s)-2-methyl-4-(oxetan-3-yl)piperazin-1-yl]pyridin-2-yl]amino]-6-oxopyridin-3-yl]pyridin-2-yl]-7,7-dimethyl-1,2,6,8-tetrahydrocyclopenta[3,4]pyrrolo[3,5-b]pyrazin-4-oneChemical compoundC([C@@H](N(CC1)C=2C=NC(NC=3C(N(C)C=C(C=3)C=3C(=C(N4C(C5=CC=6CC(C)(C)CC=6N5CC4)=O)N=CC=3)CO)=O)=CC=2)C)N1C1COC1WNEODWDFDXWOLU-QHCPKHFHSA-N0.000description1
- SRVXSISGYBMIHR-UHFFFAOYSA-N3-[3-[3-(2-amino-2-oxoethyl)phenyl]-5-chlorophenyl]-3-(5-methyl-1,3-thiazol-2-yl)propanoic acidChemical compoundS1C(C)=CN=C1C(CC(O)=O)C1=CC(Cl)=CC(C=2C=C(CC(N)=O)C=CC=2)=C1SRVXSISGYBMIHR-UHFFFAOYSA-N0.000description1
- KVCQTKNUUQOELD-UHFFFAOYSA-N4-amino-n-[1-(3-chloro-2-fluoroanilino)-6-methylisoquinolin-5-yl]thieno[3,2-d]pyrimidine-7-carboxamideChemical compoundN=1C=CC2=C(NC(=O)C=3C4=NC=NC(N)=C4SC=3)C(C)=CC=C2C=1NC1=CC=CC(Cl)=C1FKVCQTKNUUQOELD-UHFFFAOYSA-N0.000description1
- CYJRNFFLTBEQSQ-UHFFFAOYSA-N8-(3-methyl-1-benzothiophen-5-yl)-N-(4-methylsulfonylpyridin-3-yl)quinoxalin-6-amineChemical compoundCS(=O)(=O)C1=C(C=NC=C1)NC=1C=C2N=CC=NC2=C(C=1)C=1C=CC2=C(C(=CS2)C)C=1CYJRNFFLTBEQSQ-UHFFFAOYSA-N0.000description1
- 241000894006BacteriaSpecies0.000description1
- 208000013641Cerebrofacial arteriovenous metameric syndromeDiseases0.000description1
- IAYPIBMASNFSPL-UHFFFAOYSA-NEthylene oxideChemical compoundC1CO1IAYPIBMASNFSPL-UHFFFAOYSA-N0.000description1
- AYCPARAPKDAOEN-LJQANCHMSA-NN-[(1S)-2-(dimethylamino)-1-phenylethyl]-6,6-dimethyl-3-[(2-methyl-4-thieno[3,2-d]pyrimidinyl)amino]-1,4-dihydropyrrolo[3,4-c]pyrazole-5-carboxamideChemical compoundC1([C@H](NC(=O)N2C(C=3NN=C(NC=4C=5SC=CC=5N=C(C)N=4)C=3C2)(C)C)CN(C)C)=CC=CC=C1AYCPARAPKDAOEN-LJQANCHMSA-N0.000description1
- IDRGFNPZDVBSSE-UHFFFAOYSA-NOCCN1CCN(CC1)c1ccc(Nc2ncc3cccc(-c4cccc(NC(=O)C=C)c4)c3n2)c(F)c1FChemical compoundOCCN1CCN(CC1)c1ccc(Nc2ncc3cccc(-c4cccc(NC(=O)C=C)c4)c3n2)c(F)c1FIDRGFNPZDVBSSE-UHFFFAOYSA-N0.000description1
- 239000004775TyvekSubstances0.000description1
- 229920000690TyvekPolymers0.000description1
- LXRZVMYMQHNYJB-UNXOBOICSA-N[(1R,2S,4R)-4-[[5-[4-[(1R)-7-chloro-1,2,3,4-tetrahydroisoquinolin-1-yl]-5-methylthiophene-2-carbonyl]pyrimidin-4-yl]amino]-2-hydroxycyclopentyl]methyl sulfamateChemical compoundCC1=C(C=C(S1)C(=O)C1=C(N[C@H]2C[C@H](O)[C@@H](COS(N)(=O)=O)C2)N=CN=C1)[C@@H]1NCCC2=C1C=C(Cl)C=C2LXRZVMYMQHNYJB-UNXOBOICSA-N0.000description1
- 230000004308accommodationEffects0.000description1
- 230000003213activating effectEffects0.000description1
- 230000006978adaptationEffects0.000description1
- 238000007792additionMethods0.000description1
- 239000002313adhesive filmSubstances0.000description1
- 238000005452bendingMethods0.000description1
- 210000004204blood vesselAnatomy0.000description1
- 150000001875compoundsChemical class0.000description1
- 238000010276constructionMethods0.000description1
- 238000013270controlled releaseMethods0.000description1
- 230000008878couplingEffects0.000description1
- 238000010168coupling processMethods0.000description1
- 238000005859coupling reactionMethods0.000description1
- 230000000994depressogenic effectEffects0.000description1
- 238000006073displacement reactionMethods0.000description1
- 238000004049embossingMethods0.000description1
- 238000005516engineering processMethods0.000description1
- 238000000605extractionMethods0.000description1
- 238000011049fillingMethods0.000description1
- 238000007667floatingMethods0.000description1
- 230000035876healingEffects0.000description1
- 230000002439hemostatic effectEffects0.000description1
- 229920006158high molecular weight polymerPolymers0.000description1
- 238000005304joiningMethods0.000description1
- 238000012830laparoscopic surgical procedureMethods0.000description1
- 238000003698laser cuttingMethods0.000description1
- 238000013532laser treatmentMethods0.000description1
- 210000000265leukocyteAnatomy0.000description1
- 239000000696magnetic materialSubstances0.000description1
- 230000007246mechanismEffects0.000description1
- 239000000289melt materialSubstances0.000description1
- 238000002074melt spinningMethods0.000description1
- 238000010309melting processMethods0.000description1
- 229910052751metalInorganic materials0.000description1
- 239000002184metalSubstances0.000description1
- 238000012978minimally invasive surgical procedureMethods0.000description1
- 150000002978peroxidesChemical class0.000description1
- 230000001737promoting effectEffects0.000description1
- 238000004080punchingMethods0.000description1
- 238000011084recoveryMethods0.000description1
- 230000003014reinforcing effectEffects0.000description1
- 230000000717retained effectEffects0.000description1
- 150000003839saltsChemical class0.000description1
- 238000004904shorteningMethods0.000description1
- XGVXKJKTISMIOW-ZDUSSCGKSA-NsimurosertibChemical compoundN1N=CC(C=2SC=3C(=O)NC(=NC=3C=2)[C@H]2N3CCC(CC3)C2)=C1CXGVXKJKTISMIOW-ZDUSSCGKSA-N0.000description1
- 239000002356single layerSubstances0.000description1
- 238000005549size reductionMethods0.000description1
- RYYKJJJTJZKILX-UHFFFAOYSA-Msodium octadecanoateChemical compound[Na+].CCCCCCCCCCCCCCCCCC([O-])=ORYYKJJJTJZKILX-UHFFFAOYSA-M0.000description1
- 239000002904solventSubstances0.000description1
- 239000007858starting materialSubstances0.000description1
- 230000001954sterilising effectEffects0.000description1
- 238000004659sterilization and disinfectionMethods0.000description1
- 230000009897systematic effectEffects0.000description1
- 238000003856thermoformingMethods0.000description1
- 230000001052transient effectEffects0.000description1
- 239000011800void materialSubstances0.000description1
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description1
- 239000002759woven fabricSubstances0.000description1
Images





























































































Classifications
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/00491—Surgical glue applicators
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/064—Surgical staples, i.e. penetrating the tissue
- A61B17/0644—Surgical staples, i.e. penetrating the tissue penetrating the tissue, deformable to closed position
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/068—Surgical staplers, e.g. containing multiple staples or clamps
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Surgery (AREA)
- Heart & Thoracic Surgery (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Surgical Instruments (AREA)
Abstract
Description
Translated fromRussianПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯBACKGROUND OF THE INVENTION
Настоящее изобретение относится к хирургическим инструментам и, в различных конструкциях, к хирургическим сшивающим и режущим инструментам и предназначенным для применения с ними кассетам со скобами, которые выполнены с возможностью сшивания и разрезания ткани.The present invention relates to surgical instruments and, in various designs, to surgical stapling and cutting instruments and staple cassettes for use therewith that are capable of stitching and cutting tissue.
Например, такой хирургический инструмент раскрыт в ЕР 2764833.For example, such a surgical instrument is disclosed in EP 2764833.
СУЩНОСТЬ ИЗОБРЕТЕНИЯSUMMARY OF THE INVENTION
Согласно одному аспекту изобретения предлагается узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем указанный узел кассеты со скобами выполнен с возможностью приема пускового движения таким образом, что при приеме пускового движения пусковой узел выполнен с возможностью перемещения через указанный узел кассеты со скобами от проксимального конца к дистальному концу во время процесса пуска, и при этом указанный узел кассеты со скобами содержит:According to one aspect of the invention, there is provided a staple cartridge assembly for use with a surgical stapling instrument, wherein said staple cartridge assembly is configured to receive a firing motion such that upon receiving a firing motion, the trigger assembly is movable through said staple cartridge assembly from a proximal end to the distal end during the start-up process, and wherein said staple cartridge assembly comprises:
корпус кассеты, содержащий поверхность платформы;a cassette body containing a platform surface;
скобы, хранящиеся с возможностью извлечения внутри указанного корпуса кассеты; иstaples removably stored inside said cassette body; and
имплантируемый вспомогательный элемент, содержащий:an implantable accessory element containing:
- корпусный участок; и- hull section; and
- отдельные крепежные участки, выполненные с возможностью удержания указанного имплантируемого вспомогательного элемента относительно указанного корпуса кассеты, при этом указанные крепежные участки расположены на поверхности платформы, причем пусковой узел выполнен с возможностью взаимодействия с каждым указанным крепежным участком во время процесса пуска, и при этом указанные крепежные участки постепенно высвобождаются от указанного корпуса кассеты во время продвижения пускового узла от проксимального конца к дистальному концу.- separate fastening sections made with the possibility of holding said implantable auxiliary element relative to said cassette body, while said fastening sections are located on the surface of the platform, and the launching unit is configured to interact with each said fastening section during the starting process, and while said fastening the portions are gradually released from said cassette body as the trigger assembly moves from the proximal end to the distal end.
Предочтительно каждая указанная скоба выполнена с возможностью отделения каждого указанного крепежного участка от указанного корпуса кассеты.Preferably, each said staple is configured to separate each said attachment portion from said cassette body.
Предпочтительно пусковой узел выполнен с возможностью подъема указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты для высвобождения указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты.Preferably, the trigger assembly is configured to lift said implantable accessory from said cassette body to release said implantable accessory from said cartridge body.
Предпочтительно узел кассеты со скобами дополнительно содержит выталкиватели, при этом пусковой узел выполнен с возможностью подъема указанных выталкивателей над указанной поверхностью платформы.Preferably, the staple cassette assembly further comprises ejectors, wherein the trigger assembly is configured to raise said ejectors above said platform surface.
Предпочтительно указанный корпус кассеты содержит полости для скоб, и при этом указанные крепежные участки проходят по меньшей мере частично в указанные полости для скоб.Preferably, said cassette body comprises staple cavities, said fastening portions extending at least partially into said staple cavities.
Предпочтительно указанный имплантируемый вспомогательный элемент содержит цельный фрагмент материала.Preferably, said implantable accessory element comprises an integral piece of material.
Предпочтительно указанный корпус кассеты содержит паз, причем указанные крепежные участки расположены смежно с указанным пазом, и при этом пусковой узел содержит высвобождающий участок, выполненный с возможностью взаимодействия с указанными крепежными участками для высвобождения указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты по мере продвижения пускового узла от проксимального конца к дистальному концу.Preferably, said cassette body comprises a groove, wherein said fastening portions are located adjacent to said groove, and wherein the trigger assembly comprises a release portion configured to interact with said attachment portions to release said implantable auxiliary element from said cartridge body as the trigger assembly moves away from the proximal end to the distal end.
Предпочтительно указанный имплантируемый вспомогательный элемент содержит первый участок и второй участок, причем указанный первый участок выполнен с возможностью отсоединения от указанного второго участка, и при этом указанный второй участок выполнен с возможностью удержания относительно указанного корпуса кассеты с помощью указанной скобы, которая не была размещена пусковым узлом.Preferably, said implantable accessory element comprises a first section and a second section, said first section being detachable from said second section, and wherein said second section is capable of being held relative to said cassette body by said bracket that has not been positioned by the trigger ...
Предпочтительно указанный имплантируемый вспомогательный элемент дополнительно содержит разрыв, и при этом указанный первый участок выполнен с возможностью отсоединения от указанного второго участка в месте указанного разрыва.Preferably, said implantable accessory element further comprises a rupture, and wherein said first portion is detachable from said second portion at the location of said rupture.
Предпочтительно указанный разрыв содержит по меньшей мере одну перфорацию.Preferably, said fracture comprises at least one perforation.
Предпочтительно каждая указанная скоба содержит пару ножек скобы, и при этом каждая указанная ножка скобы содержит зазубрину, внедренную в указанный имплантируемый вспомогательный элемент.Preferably, each said staple comprises a pair of staple legs, and wherein each said staple leg comprises a barb embedded in said implantable accessory.
Предпочтительно указанные зазубрины проходят наружу.Preferably, said barbs extend outward.
Предпочтительно указанный корпус кассеты содержит полости для скоб, и при этом каждый указанный крепежный участок проходит поверх указанной полости для скоб.Preferably, said cassette body comprises staple cavities, and wherein each said attachment portion extends over said staple cavity.
Предпочтительно указанные скобы взаимодействуют с указанными крепежными участками и отсоединяют указанные крепежные участки от указанного корпуса кассеты, когда указанные скобы выталкиваются из указанного корпуса кассеты.Preferably, said staples interact with said attachment portions and detach said attachment portions from said cassette body when said staples are pushed out of said cassette body.
Согласно еще одному аспекту изобретения предлагается узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем указанный узел кассеты со скобами выполнен с возможностью приема пускового движения таким образом, что при приеме пускового движения пусковой узел выполнен с возможностью перемещения через указанный узел кассеты со скобами от проксимального конца к дистальному концу во время процесса пуска, и при этом указанный узел кассеты со скобами содержит:According to another aspect of the invention, there is provided a staple cartridge assembly for use with a surgical stapling instrument, wherein said staple cartridge assembly is adapted to receive a firing motion such that upon receiving a firing motion, the trigger assembly is movable through said staple cartridge assembly from a proximal end to a distal end during the launching process, and wherein said staple cassette assembly comprises:
корпус кассеты;cassette body;
скобы, хранящиеся с возможностью извлечения внутри указанного корпуса кассеты; иstaples removably stored inside said cassette body; and
имплантируемый вспомогательный элемент, содержащий:an implantable accessory element containing:
- корпусный участок; и- hull section; and
- отдельные крепежные участки, выполненные с возможностью удержания указанного имплантируемого вспомогательного элемента относительно указанного корпуса кассеты, причем пусковой узел выполнен с возможностью взаимодействия с каждым указанным крепежным участком во время процесса пуска, и при этом указанные крепежные участки постепенно высвобождаются от указанного корпуса кассеты во время продвижения пускового узла от проксимального конца к дистальному концу,- separate fastening sections configured to hold said implantable auxiliary element relative to said cassette body, wherein the launch assembly is configured to interact with each said fastening section during the starting process, and wherein said fastening sections are gradually released from said cassette body during advancement the trigger node from the proximal end to the distal end,
причем указанный корпус кассеты содержит паз, причем указанные крепежные участки расположены смежно с указанным пазом, и при этом пусковой узел содержит высвобождающий участок, выполненный с возможностью взаимодействия с указанными крепежными участками для высвобождения указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты по мере продвижения пускового узла от проксимального конца к дистальному концу.moreover, said cassette body comprises a groove, and said fastening sections are located adjacent to said groove, and wherein the trigger assembly comprises a release section configured to interact with said attachment sections to release said implantable auxiliary element from said cassette body as the trigger assembly moves away from the proximal end to the distal end.
Предпочтительно пусковой узел выполнен с возможностью подъема указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты для высвобождения указанного имплантируемого вспомогательного элемента от указанного корпуса кассеты.Preferably, the trigger assembly is configured to lift said implantable accessory from said cassette body to release said implantable accessory from said cartridge body.
Предпочтительно указанный имплантируемый вспомогательный элемент содержит цельный фрагмент материала.Preferably, said implantable accessory element comprises an integral piece of material.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВBRIEF DESCRIPTION OF THE GRAPHIC MATERIALS
Особенности различных вариантов осуществления подробно изложены в приложенных пунктах формулы изобретения. Однако различные варианты осуществления с точки зрения как способов, так и организационных особенностей их эксплуатации, включая их преимущества, лучше всего будут понятны со ссылкой на следующее описание, приведенное в соответствии со следующими прилагаемыми чертежами:The features of the various embodiments are set forth in detail in the appended claims. However, the various embodiments in terms of both methods and organizational features of their operation, including their advantages, will be best understood with reference to the following description given in accordance with the following accompanying drawings:
на ФИГ. 1 представлен вид в перспективе хирургического сшивающего и рассекающего инструмента, содержащего рукоятку, ствол, проходящий от рукоятки, и проходящий концевой эффектор, включающий в себя упор и кассету со скобами;in FIG. 1 is a perspective view of a surgical stapling and dissecting instrument comprising a handle, a stem extending from the handle, and a extending end effector including a stop and a staple cartridge;
на ФИГ. 2 представлен вид в перспективе клиновидных салазок кассеты со скобами хирургического сшивающего и рассекающего инструмента, показанного на ФИГ. 1;in FIG. 2 is a perspective view of the tapered sled of the staple cassette of the surgical stapling and dissecting instrument shown in FIG. 1;
на ФИГ. 3 представлен вид в перспективе двухкомпонентного скальпеля и пускового стержня (трехрогий элемент) хирургического сшивающего и рассекающего инструмента, показанного на ФИГ. 1;in FIG. 3 is a perspective view of a two-piece scalpel and firing rod (three-horned element) of the surgical stapling and dissecting instrument shown in FIG. 1;
на ФИГ. 4 представлен вид в продольном сечении упора в закрытом положении, кассеты со скобами, содержащей жесткий опорный участок, и сжимаемый вспомогательный элемент, на котором показаны скобы, перемещаемые во время пусковой последовательности из неактивированного положения в активированное положение;in FIG. 4 is a longitudinal sectional view of a stop in a closed position, a staple cartridge containing a rigid support portion and a compressible accessory, showing the staples being moved during a firing sequence from an inactive position to an activated position;
на ФИГ. 5 представлен другой вид в поперечном сечении упора и кассеты со скобами, показанных на ФИГ. 4, на котором упор показан в открытом положении после завершения пусковой последовательности;in FIG. 5 is another cross-sectional view of the stop and staple cassette shown in FIG. 4, in which the stop is shown in the open position after completion of the start sequence;
на ФИГ. 6 представлен вид сбоку сжимаемого вспомогательного элемента и кассеты со скобами в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 6 is a side view of a collapsible accessory and staple cassette in accordance with at least one embodiment;
на ФИГ. 7 представлен поперечный вид в поперечном сечении узла кассеты со скобами, включающего в себя кассету со скобами и сжимаемый слой, причем часть сжимаемого вспомогательного элемента удалена для наглядности;in FIG. 7 is a cross-sectional cross-sectional view of a staple cartridge assembly including a staple cartridge and a compressible layer, with a portion of the compressible accessory removed for clarity;
на ФИГ. 8 представлен частичный вид в перспективе концевого эффектора, включающего в себя кассету со скобами, сжимаемый слой и связывающий слой, причем часть сжимаемого слоя удалена для наглядности;in FIG. 8 is a partial perspective view of an end effector including a staple cartridge, a compressible layer, and a tie layer, with a portion of the compressible layer removed for clarity;
на ФИГ. 9 представлен поперечный вид в поперечном сечении узла сжимаемого вспомогательного элемента, прикрепленного к упору хирургического инструмента;in FIG. 9 is a cross-sectional cross-sectional view of a compressible accessory assembly attached to an anvil of a surgical instrument;
на ФИГ. 10 представлен поперечный вид в поперечном сечении узла сжимаемого вспомогательного элемента, прикрепленного к упору хирургического инструмента;in FIG. 10 is a cross-sectional cross-sectional view of a compressible accessory assembly attached to an anvil of a surgical instrument;
на ФИГ. 11 представлен поперечный вид в поперечном сечении узла сжимаемого вспомогательного элемента, прикрепленного к упору хирургического инструмента;in FIG. 11 is a cross-sectional view of a compressible accessory assembly attached to an anvil of a surgical instrument;
на ФИГ. 12 представлен частичный вид в перспективе упора, собранного с крепежным слоем, причем часть упора удалена для наглядности;in FIG. 12 is a partial perspective view of a stop assembled with an attachment layer, with part of the stop removed for clarity;
на ФИГ. 13 представлен вид в перспективе крепежного слоя, показанного на ФИГ. 12;in FIG. 13 is a perspective view of the fastening layer shown in FIG. 12;
на ФИГ. 14 представлен частичный вид в перспективе ткани, расположенной между двумя узлами сжимаемых вспомогательных элементов, причем ткань сшивается скобами и разрезается с помощью хирургического сшивающего и рассекающего инструмента в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 14 is a partial perspective view of tissue sandwiched between two assemblies of compressible accessory members, the tissue being stapled and cut with a surgical stapling and dissecting instrument in accordance with at least one embodiment described herein;
на ФИГ. 15 представлен поперечный вид в поперечном сечении ткани и узлов сжимаемых вспомогательных элементов, показанных на ФИГ. 14;in FIG. 15 is a cross-sectional view of the fabric and collapsible accessory assemblies shown in FIG. fourteen;
на ФИГ. 16 представлен вид в перспективе крепежного слоя, включающего в себя промежуточную секцию, имеющую проходящую от нее планку;in FIG. 16 is a perspective view of an attachment layer including an intermediate section having a bar extending therefrom;
на ФИГ. 17 представлен поперечный вид в поперечном сечении упора, собранного с узлом сжимаемого вспомогательного элемента, включающим в себя крепежный слой и сжимаемый слой;in FIG. 17 is a cross-sectional cross-sectional view of a stop assembled with a compressible accessory assembly including an anchor layer and a compressible layer;
на ФИГ. 18 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, включающего в себя сжимаемый слой и два крепежных слоя в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 18 is a partial perspective view of a compressible accessory assembly including a compressible layer and two anchoring layers, in accordance with at least one embodiment described herein;
на ФИГ. 19 представлен вид в поперечном сечении упора, собранного с узлом сжимаемого вспомогательного элемента, показанным ФИГ. 18, после того, как узел сжимаемого вспомогательного элемента был рассечен режущим краем;in FIG. 19 is a cross-sectional view of a stop assembled with the compressible accessory assembly shown in FIG. 18 after the collapsible accessory assembly has been cut by the cutting edge;
на ФИГ. 20 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, включающего в себя сжимаемый слой и два крепежных слоя в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 20 is a partial perspective view of a compressible accessory assembly including a compressible layer and two anchoring layers, in accordance with at least one embodiment described herein;
на ФИГ. 21 представлен вид в перспективе узла сжимаемого вспомогательного элемента, включающего в себя сжимаемый слой и два крепежных слоя в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 21 is a perspective view of a compressible accessory assembly including a compressible layer and two anchoring layers in accordance with at least one embodiment described herein;
на ФИГ. 22 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, включающего в себя сжимаемый слой и множество крепежных слоев в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 22 is a partial perspective view of a compressible accessory assembly including a compressible layer and a plurality of anchoring layers, in accordance with at least one embodiment described herein;
на ФИГ. 23 представлен поперечный вид в поперечном сечении упора, собранного с узлом сжимаемого вспомогательного элемента, показанным на ФИГ. 22;in FIG. 23 is a cross-sectional cross-sectional view of a stop assembled with the compressible accessory assembly shown in FIG. 22;
на ФИГ. 24 представлен частичный вид в продольном сечении узла сжимаемого вспомогательного элемента, показанного на ФИГ. 22;in FIG. 24 is a partial longitudinal sectional view of the compressible accessory assembly shown in FIG. 22;
на ФИГ. 25 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, включающего в себя сжимаемый слой и множество крепежных элементов в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 25 is a partial perspective view of a compressible accessory assembly including a compressible layer and a plurality of fasteners, in accordance with at least one embodiment described herein;
на ФИГ. 26 представлен частичный вид в продольном сечении крепежного элемента, прикрепленного к сжимаемому слою, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 26 is a partial longitudinal sectional view of a fastener attached to a compressible layer in accordance with at least one embodiment described herein;
на ФИГ. 27 представлен частичный вид в продольном сечении крепежного элемента, прикрепленного к сжимаемому слою, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 27 is a partial longitudinal sectional view of a fastener attached to a compressible layer in accordance with at least one embodiment described herein;
на ФИГ. 28 представлен частичный вид в продольном сечении крепежного элемента, прикрепленного к сжимаемому слою, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 28 is a partial longitudinal sectional view of a fastener attached to a compressible layer in accordance with at least one embodiment described herein;
на ФИГ. 29 представлен частичный вид в перспективе упора, собранного с двумя крепежными слоями, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 29 is a partial perspective view of a stop assembled with two anchorage layers in accordance with at least one embodiment described herein;
на ФИГ. 30 представлен вид в перспективе крепежных элементов крепежных слоев, показанных на ФИГ. 29;in FIG. 30 is a perspective view of the fastening elements of the fastening layers shown in FIG. 29;
на ФИГ. 31 представлен частичный вид в перспективе дистального участка крепежных слоев, показанных на ФИГ. 29;in FIG. 31 is a partial perspective view of a distal portion of the fastening layers shown in FIG. 29;
на ФИГ. 32 представлен еще один частичный вид в перспективе дистального участка крепежных слоев, показанных на ФИГ. 29;in FIG. 32 is another partial perspective view of a distal portion of the anchoring layers shown in FIG. 29;
на ФИГ. 33 представлен частичный вид в продольном сечении крепежных слоев, показанных на ФИГ. 29;in FIG. 33 is a partial longitudinal sectional view of the fastening layers shown in FIG. 29;
на ФИГ. 34 представлен еще один частичный вид в перспективе дистального участка крепежных слоев, показанных на ФИГ. 29;in FIG. 34 is another partial perspective view of a distal portion of the anchoring layers shown in FIG. 29;
на ФИГ. 35 представлен частичный вид в поперечном сечении узла кассеты со скобами, содержащего имплантируемый вспомогательный элемент в прикрепленной конфигурации, в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 35 is a partial cross-sectional view of a staple cassette assembly containing an implantable accessory in an attached configuration, in accordance with at least one embodiment;
на ФИГ. 36 представлен частичный вид в поперечном сечении узла кассеты со скобами, показанного на ФИГ. 35, где имплантируемый вспомогательный элемент находится в отсоединенной конфигурации;in FIG. 36 is a partial cross-sectional view of the staple cassette assembly shown in FIG. 35, where the implantable accessory element is in a detached configuration;
на ФИГ. 37 представлен частичный вид сбоку хирургического сшивающего узла, содержащего кассету со скобами, множество скоб и имплантируемый вспомогательный элемент, где хирургический сшивающий узел был по меньшей мере частично активирован, а часть имплантируемого вспомогательного элемента была отделена от кассеты со скобами;in FIG. 37 is a partial side view of a surgical stapling assembly comprising a staple cassette, a plurality of staples, and an implantable accessory, where the surgical stapling assembly has been at least partially activated and a portion of the implantable accessory has been separated from the staple cassette;
на ФИГ. 38 представлен частичный вид в поперечном сечении хирургического сшивающего узла, показанного ФИГ. 37, иллюстрирующий скобу, не размещенную из кассеты со скобами;in FIG. 38 is a partial cross-sectional view of the surgical stapling assembly shown in FIG. 37 illustrating a staple not disposed of from a staple cassette;
на ФИГ. 39 представлен частичный вид сбоку хирургического сшивающего узла, содержащего кассету со скобами, множество скоб с зазубринами и имплантируемый вспомогательный элемент, где хирургический сшивающий узел был по меньшей мере частично активирован, а часть имплантируемого вспомогательного элемента была отделена от кассеты со скобами;in FIG. 39 is a partial side view of a surgical stapling assembly comprising a staple cassette, a plurality of barbed staples and an implantable accessory, where the surgical stapling assembly has been at least partially activated and a portion of the implantable accessory has been detached from the staple cartridge;
на ФИГ. 40 представлен частичный вид в поперечном сечении хирургического сшивающего узла, показанного ФИГ. 39, иллюстрирующий скобу, не размещенную из кассеты со скобами;in FIG. 40 is a partial cross-sectional view of the surgical stapling assembly shown in FIG. 39 illustrating a staple not disposed of from a staple cassette;
на ФИГ. 41 представлен частичный вид в перспективе узла кассеты со скобами, содержащего кассету со скобами и имплантируемый вспомогательный элемент, расположенный по меньшей мере частично внутри кассеты со скобами, в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 41 is a partial perspective view of a staple cassette assembly comprising a staple cassette and an implantable accessory disposed at least partially within the staple cassette, in accordance with at least one embodiment;
на ФИГ. 42 представлен частичный вид в перспективе с торца узла кассеты со скобами, содержащего кассету со скобами и имплантируемый вспомогательный элемент, который содержит корпусный участок и множество крепежных участков в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 42 is a partial end perspective view of a staple cartridge assembly including a staple cartridge and an implantable accessory that includes a body portion and a plurality of attachment portions, in accordance with at least one embodiment;
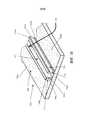
на ФИГ. 43 представлен вид в перспективе салазок пускового узла в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 43 is a perspective view of a launch assembly sled in accordance with at least one embodiment;
на ФИГ. 44 представлен частичный вид сбоку хирургического сшивающего узла, содержащего узел кассеты со скобами, показанный на ФИГ. 42, который включает в себя кассету со скобами и имплантируемый вспомогательный элемент, а также пусковой узел, содержащий салазки, показанные на ФИГ. 43, где хирургический сшивающий узел был частично активирован, а часть имплантируемого вспомогательного элемента была отсоединена от кассеты со скобами;in FIG. 44 is a partial side view of a surgical stapling assembly including the staple cassette assembly shown in FIG. 42, which includes a staple cassette and an implantable accessory, as well as a launch assembly containing the sled shown in FIG. 43, where the surgical stapling unit has been partially activated and part of the implantable accessory has been detached from the staple cassette;
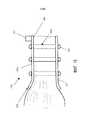
на ФИГ. 45 представлен частичный вид в перспективе с торца узла кассеты со скобами, содержащего удерживающие платформу элементы, в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 45 is a partial end perspective view of a staple cassette assembly including platform holding elements, in accordance with at least one embodiment;
на ФИГ. 46 представлен начальный этап способа сборки имплантируемого вспомогательного элемента на кассете со скобами;in FIG. 46 shows an initial step of a method for assembling an implantable accessory on a staple cassette;
на ФИГ. 47 представлена еще один этап способа, показанного на ФИГ. 46;in FIG. 47 depicts another step of the method shown in FIG. 46;
на ФИГ. 48 представлена следующий этап способа, показанного на ФИГ. 46 и 47;in FIG. 48 shows the next step of the method shown in FIG. 46 and 47;
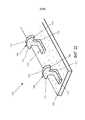
на ФИГ. 49 представлен подробный вид узла кассеты со скобами в соответствии с по меньшей мере одним вариантом осуществления, содержащим имплантируемый слой;in FIG. 49 is a detailed view of a staple cassette assembly in accordance with at least one embodiment comprising an implantable layer;
на ФИГ. 50 представлен подробный вид слоя, показанного ФИГ. 49, имплантированного в ткань пациента;in FIG. 50 is a detailed view of the layer shown in FIG. 49 implanted in patient tissue;
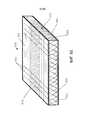
на ФИГ. 51 представлен вид в перспективе узла имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 51 is a perspective view of an implantable layer assembly in accordance with at least one embodiment;
на ФИГ. 52 представлен волоконный узел, включающий в себя первое волокно, выполненное из первого материала, переплетенное со вторым волокном, выполненным из второго материала;in FIG. 52 shows a fiber assembly including a first fiber made of a first material entwined with a second fiber made of a second material;
на ФИГ. 53 представлен волоконный узел, показанный на ФИГ. 52, который подвергается воздействию тепла;in FIG. 53 shows the fiber assembly shown in FIG. 52 that is exposed to heat;
на ФИГ. 54 представлен волоконный узел, показанный на ФИГ. 52, в сжатом состоянии, который подвергается воздействию тепла;in FIG. 54 is a fiber assembly shown in FIG. 52, in a compressed state, which is exposed to heat;
на ФИГ. 55 представлен вид в перспективе имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 55 is a perspective view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 56 представлен вид в перспективе слоя, показанного на ФИГ. 55, в сжатом состоянии после воздействия тепла;in FIG. 56 is a perspective view of the layer shown in FIG. 55, in a compressed state after exposure to heat;
на ФИГ. 57 представлен вид в перспективе узла кассеты со скобами в соответствии с по меньшей мере одним вариантом осуществления, содержащим имплантируемый слой;in FIG. 57 is a perspective view of a staple cassette assembly in accordance with at least one embodiment comprising an implantable layer;
на ФИГ. 58 представлен вид в поперечном сечении узла кассеты со скобами в соответствии с по меньшей мере одним вариантом осуществления, содержащим скобы, имеющие разные высоты в несформированном состоянии;in FIG. 58 is a cross-sectional view of a staple cassette assembly in accordance with at least one embodiment comprising staples having different unformed heights;
на ФИГ. 59 представлены скобы, показанные на ФИГ. 58, сформированные с разными высотами в сформированном состоянии;in FIG. 59 depicts the staples shown in FIG. 58 formed at different heights in the formed state;
на ФИГ. 60 представлено множество скрученных волокон в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 60 illustrates a plurality of twisted fibers in accordance with at least one embodiment;
на ФИГ. 61 представлен вид в перспективе скрученного волокна, показанного на ФИГ. 60;in FIG. 61 is a perspective view of the twisted fiber shown in FIG. 60;
на ФИГ. 62 представлен частичный вид в перспективе имплантируемого слоя, который не содержит скрученных волокон;in FIG. 62 is a partial perspective view of an implantable layer that does not contain twisted fibers;
на ФИГ. 63 представлен частичный вид в перспективе имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления, который содержит скрученные волокна, показанные на ФИГ. 60;in FIG. 63 is a partial perspective view of an implantable layer in accordance with at least one embodiment, which includes the twisted fibers shown in FIG. 60;
на ФИГ. 64 представлен вид в перспективе имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления, содержащим скрученные волокна, показанные на ФИГ. 60;in FIG. 64 is a perspective view of an implantable layer in accordance with at least one embodiment comprising the twisted fibers shown in FIG. 60;
на ФИГ. 65 представлен процесс создания скрученных волокон, показанных на ФИГ. 60;in FIG. 65 illustrates the process for creating the twisted fibers shown in FIG. 60;
на ФИГ. 66 представлен процесс создания скрученных волокон, показанных на ФИГ. 60;in FIG. 66 shows a process for creating the twisted fibers shown in FIG. 60;
на ФИГ. 67 представлен процесс создания скрученных волокон, показанных на ФИГ. 60;in FIG. 67 illustrates the process for creating the twisted fibers shown in FIG. 60;
на ФИГ. 68 представлен вид в перспективе имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления, содержащим скрученные волокна, показанные на ФИГ. 60, переплетенные с другой группой волокон;in FIG. 68 is a perspective view of an implantable layer in accordance with at least one embodiment comprising the twisted fibers shown in FIG. 60 interlaced with a different fiber group;
на ФИГ. 69 представлен подробный вид имплантируемого слоя, показанного на ФИГ. 68;in FIG. 69 is a detailed view of the implantable layer shown in FIG. 68;
на ФИГ. 70 представлен еще один подробный вид имплантируемого слоя, показанного на ФИГ. 68;in FIG. 70 is another detailed view of the implantable layer shown in FIG. 68;
на ФИГ. 71 представлен вид в поперечном сечении узла кассеты со скобами в соответствии с по меньшей мере одним вариантом осуществления, включающим в себя имплантируемый слой;in FIG. 71 is a cross-sectional view of a staple cartridge assembly in accordance with at least one embodiment including an implantable layer;
на ФИГ. 72 представлен вид в поперечном сечении имплантируемого слоя, показанного на ФИГ. 71;in FIG. 72 is a cross-sectional view of the implantable layer shown in FIG. 71;
на ФИГ. 73 представлен вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним альтернативным вариантом осуществления;in FIG. 73 is a cross-sectional view of an implantable layer in accordance with at least one alternative embodiment;
на ФИГ. 74 представлен вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним альтернативным вариантом осуществления;in FIG. 74 is a cross-sectional view of an implantable layer in accordance with at least one alternative embodiment;
на ФИГ. 75 представлен вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 75 is a cross-sectional view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 76 представлен вид в поперечном сечении имплантируемого слоя, показанного на ФИГ. 75;in FIG. 76 is a cross-sectional view of the implantable layer shown in FIG. 75;
на ФИГ. 77 представлен вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 77 is a cross-sectional view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 78 представлен вид в перспективе узла имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 78 is a perspective view of an implantable layer assembly in accordance with at least one embodiment;
на ФИГ. 79 представлен вид с пространственным разделением компонентов узла имплантируемого слоя, показанного на ФИГ. 78;in FIG. 79 is an exploded view of the implantable layer assembly shown in FIG. 78;
на ФИГ. 80 представлен частичный вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 80 is a partial cross-sectional view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 81 представлен подробный вид части имплантируемого слоя, показанного на ФИГ. 80;in FIG. 81 is a detailed view of a portion of the implantable layer shown in FIG. 80;
на ФИГ. 82 представлен вид в горизонтальной проекции части узла имплантируемого слоя, показанного на ФИГ. 78;in FIG. 82 is a plan view of a portion of the implantable layer assembly shown in FIG. 78;
на ФИГ. 83 представлен участок имплантируемого слоя, показанного на ФИГ. 82, в растянутом состоянии;in FIG. 83 is a portion of the implantable layer shown in FIG. 82 in a stretched state;
на ФИГ. 84 представлен вид в горизонтальной проекции части узла имплантируемого слоя, показанного на ФИГ. 78;in FIG. 84 is a plan view of a portion of the implantable layer assembly shown in FIG. 78;
на ФИГ. 85 представлен участок имплантируемого слоя, показанного на ФИГ. 84, в растянутом состоянии;in FIG. 85 shows a portion of the implantable layer shown in FIG. 84, in a stretched state;
на ФИГ. 86 представлен вид в горизонтальной проекции имплантируемого слоя в соответствии с по меньшей мере одним альтернативным вариантом осуществления;in FIG. 86 is a plan view of an implantable layer in accordance with at least one alternative embodiment;
на ФИГ. 87 представлен вид в горизонтальной проекции имплантируемого слоя в соответствии с по меньшей мере одним альтернативным вариантом осуществления;in FIG. 87 is a plan view of an implantable layer in accordance with at least one alternative embodiment;
на ФИГ. 88 представлен вид в горизонтальной проекции имплантируемого слоя в соответствии с по меньшей мере одним альтернативным вариантом осуществления;in FIG. 88 is a plan view of an implantable layer in accordance with at least one alternative embodiment;
на ФИГ. 89A-89C представлены производственные процессы по созданию отверстий в имплантируемом слое в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 89A-89C depict manufacturing processes for creating holes in an implantable layer in accordance with at least one embodiment;
на ФИГ. 90 представлен частичный вид в поперечном сечении имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 90 is a partial cross-sectional view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 91 представлен частичный вид в перспективе имплантируемого слоя в соответствии с по меньшей мере одним вариантом осуществления;in FIG. 91 is a partial perspective view of an implantable layer in accordance with at least one embodiment;
на ФИГ. 92 представлен частичный вид в поперечном сечении имплантируемого слоя, показанного на ФИГ. 91;in FIG. 92 is a partial cross-sectional view of the implantable layer shown in FIG. 91;
на ФИГ. 93 представлен вид в перспективе частично собранного узла сжимаемого вспомогательного элемента, включающего в себя множество волокнистых трубчатых элементов;in FIG. 93 is a perspective view of a partially assembled collapsible auxiliary member assembly including a plurality of fibrous tubular members;
на ФИГ. 94 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, показанного на ФИГ. 93, собранного и подвергнутого термической обработке в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 94 is a partial perspective view of the collapsible accessory assembly shown in FIG. 93 assembled and heat treated in accordance with at least one embodiment described herein;
на ФИГ. 95 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, вставляемого в нагретую форму, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 95 is a partial perspective view of a collapsible accessory member assembly for insertion into a heated mold in accordance with at least one embodiment described herein;
на ФИГ. 96 представлен вид в поперечном сечении узла сжимаемого вспомогательного элемента, показанного на ФИГ. 95, подвергаемого обработке термическим прессованием, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 96 is a cross-sectional view of the collapsible accessory assembly shown in FIG. 95 subjected to heat pressing treatment in accordance with at least one embodiment described herein;
на ФИГ. 97 представлен частичный вид в перспективе узла сжимаемого вспомогательного элемента, показанного на ФИГ. 95, после завершения термической обработки и извлечения из формы;in FIG. 97 is a partial perspective view of the collapsible accessory assembly shown in FIG. 95, after completion of heat treatment and demoulding;
на ФИГ. 98 представлен вид в перспективе узла сжимаемого вспомогательного элемента, собранного с кассетой со скобами, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 98 is a perspective view of a collapsible accessory assembly assembled with a staple cassette in accordance with at least one embodiment described herein;
на ФИГ. 99 представлен вид спереди узла сжимаемого вспомогательного элемента, показанного на ФИГ. 98, причем часть узла сжимаемого вспомогательного элемента была удалена для наглядности;in FIG. 99 is a front view of the collapsible accessory assembly shown in FIG. 98, with a portion of the collapsible accessory assembly removed for clarity;
на ФИГ. 100 представлен увеличенный внутренний участок узла сжимаемого вспомогательного элемента, показанного на ФИГ. 99;in FIG. 100 is an enlarged view of the interior of the collapsible accessory assembly shown in FIG. 99;
на ФИГ. 101 представлена иллюстрация первого множества волокон и второго множества волокон, причем второе множество волокон расплавлены и повторно отверждены в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 101 is an illustration of a first plurality of fibers and a second plurality of fibers, the second plurality of fibers being melted and re-cured in accordance with at least one embodiment described herein;
на ФИГ. 102 представлена иллюстрация узла сжимаемого вспомогательного элемента в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 102 is an illustration of a collapsible accessory member assembly in accordance with at least one embodiment described herein;
на ФИГ. 103 представлен вид в поперечном сечении узла сжимаемого вспомогательного элемента, показанного на ФИГ. 102, подвергаемого обработке термическим прессованием, в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 103 is a cross-sectional view of the collapsible auxiliary member assembly shown in FIG. 102 subjected to heat pressing treatment in accordance with at least one embodiment described herein;
на ФИГ. 104 представлен частичный вид в поперечном сечении узла сжимаемого вспомогательного элемента, причем часть узла сжимаемого вспомогательного элемента была удалена для наглядности;in FIG. 104 is a partial cross-sectional view of a collapsible accessory assembly with a portion of the collapsible accessory assembly removed for clarity;
на ФИГ. 105 представлен частичный вид в поперечном сечении узла сжимаемого вспомогательного элемента в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе;in FIG. 105 is a partial cross-sectional view of a collapsible accessory assembly in accordance with at least one embodiment described herein;
на ФИГ. 106 представлен частичный вид в поперечном сечении узла сжимаемого вспомогательного элемента в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе; иin FIG. 106 is a partial cross-sectional view of a collapsible accessory assembly in accordance with at least one embodiment described herein; and
на ФИГ. 107 представлен частичный вид в поперечном сечении узла сжимаемого вспомогательного элемента в соответствии с по меньшей мере одним вариантом осуществления, описанным в настоящем документе.in FIG. 107 is a partial cross-sectional view of a collapsible accessory assembly in accordance with at least one embodiment described herein.
Соответствующие элементы на разных видах обозначены соответствующими условными обозначениями. Примеры, представленные в настоящем документе, демонстрируют различные варианты осуществления изобретения в одной форме. Такие примеры не следует толковать как каким-либо образом ограничивающие объем изобретения.Corresponding elements in different views are indicated by corresponding symbols. The examples provided herein demonstrate various embodiments of the invention in one form. Such examples should not be construed as in any way limiting the scope of the invention.
ПОДРОБНОЕ ОПИСАНИЕDETAILED DESCRIPTION
Заявителю настоящей заявки принадлежат нижеуказанные заявки на патенты США, которые были поданы в тот же день, и каждая из них полностью включена в настоящий документ путем ссылки:The applicant of this application owns the following US patent applications, which were filed on the same day, and each of them is incorporated in this document in its entirety by reference:
заявка на патент США № __________, озаглавленная IMPLANTABLE LAYER COMPRISING PLASTICALLY DEFORMED FIBERS; досье патентного поверенного № END7646USNP/150081;U.S. Patent Application No. __________ entitled IMPLANTABLE LAYER COMPRISING PLASTICALLY DEFORMED FIBERS; dossier of patent attorney No. END7646USNP / 150081;
заявка на патент США № __________, озаглавленная IMPLANTABLE LAYER COMPRISING A CONSTRICTED CONFIGURATION; досье патентного поверенного № END7647USNP/150082;US Patent Application No. __________ entitled IMPLANTABLE LAYER COMPRISING A CONSTRICTED CONFIGURATION; dossier of patent attorney No. END7647USNP / 150082;
заявка на патент США № __________, озаглавленная TUBULAR ABSORBABLE CONSTRUCTS; досье патентного поверенного № END7648USNP/150083;U.S. Patent Application No. __________ entitled TUBULAR ABSORBABLE CONSTRUCTS; dossier of patent attorney No. END7648USNP / 150083;
заявка на патент США № __________, озаглавленная IMPLANTABLE ADJUNCT COMPRISING BONDED LAYERS; досье патентного поверенного № END7649USNP/150084;U.S. Patent Application No. __________ entitled IMPLANTABLE ADJUNCT COMPRISING BONDED LAYERS; dossier of patent attorney No. END7649USNP / 150084;
заявка на патент США № __________, COMPRESSIBLE ADJUNCTS WITH BONDING NODES; досье патентного поверенного № END7650USNP/150085;US Patent Application No. __________, COMPRESSIBLE ADJUNCTS WITH BONDING NODES; dossier of patent attorney No. END7650USNP / 150085;
заявка на патент США № __________, озаглавленная COMPRESSIBLE ADJUNCT WITH INTERMEDIATE SUPPORTING STRUCTURES; досье патентного поверенного № END7651USNP/150086;US Patent Application No. __________ entitled COMPRESSIBLE ADJUNCT WITH INTERMEDIATE SUPPORTING STRUCTURES; dossier of patent attorney No. END7651USNP / 150086;
заявка на патент США № __________, озаглавленная COMPRESSIBLE ADJUNCT WITH CROSSING SPACER FIBERS; досье патентного поверенного № END7652USNP/150087;US Patent Application No. __________ entitled COMPRESSIBLE ADJUNCT WITH CROSSING SPACER FIBERS; dossier of patent attorney No. END7652USNP / 150087;
заявка на патент США № __________, COMPRESSIBLE ADJUNCT WITH LOOPING MEMBERS; досье патентного поверенного № END7653USNP/150088;US Patent Application No. __________, COMPRESSIBLE ADJUNCT WITH LOOPING MEMBERS; dossier of patent attorney No. END7653USNP / 150088;
заявка на патент США № __________, озаглавленная WOVEN CONSTRUCTS WITH INTERLOCKED STANDING FIBERS; досье патентного поверенного № END7654USNP/150089;U.S. Patent Application No. __________ entitled WOVEN CONSTRUCTS WITH INTERLOCKED STANDING FIBERS; dossier of patent attorney No. END7654USNP / 150089;
заявка на патент США № __________, озаглавленная COMPRESSIBLE ADJUNCT AND METHODS FOR MAKING THE SAME; досье патентного поверенного № END7655USNP/150090;US Patent Application No. __________ entitled COMPRESSIBLE ADJUNCT AND METHODS FOR MAKING THE SAME; dossier of patent attorney No. END7655USNP / 150090;
заявка на патент США № __________, озаглавленная METHOD FOR APPLYING AN IMPLANTABLE LAYER TO A FASTENER CARTRIDGE; досье патентного поверенного № END7656USNP/150091;U.S. Patent Application No. __________ entitled METHOD FOR APPLYING AN IMPLANTABLE LAYER TO A FASTENER CARTRIDGE; dossier of patent attorney No. END7656USNP / 150091;
заявка на патент США № __________, COMPRESSIBLE ADJUNCT WITH ATTACHMENT REGIONS; досье патентного поверенного № END7657USNP/150092; иUS Patent Application No. __________, COMPRESSIBLE ADJUNCT WITH ATTACHMENT REGIONS; dossier of patent attorney No. END7657USNP / 150092; and
заявка на патент США № __________, COMPRESSIBLE ADJUNCT ASSEMBLIES WITH ATTACHMENT LAYERS; досье патентного поверенного № END7659USNP/150094.US Patent Application No. __________, COMPRESSIBLE ADJUNCT ASSEMBLIES WITH ATTACHMENT LAYERS; dossier of patent attorney No. END7659USNP / 150094.
Заявитель настоящей заявки также является владельцем заявок на патенты США, обозначенных ниже, каждая из которых полностью включена в настоящий документ путем ссылки:The applicant of this application is also the owner of the US patent applications identified below, each of which is incorporated herein by reference in its entirety:
заявка на патент США № 12/894,311, озаглавленная SURGICAL INSTRUMENTS WITH RECONFIGURABLE SHAFT SEGMENTS; в настоящее время - патент США № 8,763,877;US Patent Application No. 12 / 894,311 entitled SURGICAL INSTRUMENTS WITH RECONFIGURABLE SHAFT SEGMENTS; currently US Pat. No. 8,763,877;
заявка на патент США № 12/894,340, озаглавленная SURGICAL STAPLE CARTRIDGES SUPPORTING NON-LINEARLY ARRANGED STAPLES AND SURGICAL STAPLING INSTRUMENTS WITH COMMON STAPLE-FORMING POCKETS; в настоящее время - патент США № 8,899,463;US Patent Application No. 12 / 894,340 entitled SURGICAL STAPLE CARTRIDGES SUPPORTING NON-LINEARLY ARRANGED STAPLES AND SURGICAL STAPLING INSTRUMENTS WITH COMMON STAPLE-FORMING POCKETS; currently US Pat. No. 8,899,463;
заявка на патент США № 12/894,327, озаглавленная JAW CLOSURE ARRANGEMENTS FOR SURGICAL INSTRUMENTS; в настоящее время - патент США № 8,978,956;US Patent Application No. 12 / 894,327 entitled JAW CLOSURE ARRANGEMENTS FOR SURGICAL INSTRUMENTS; currently US Pat. No. 8,978,956;
заявка на патент США № 12/894,351, озаглавленная SURGICAL CUTTING AND FASTENING INSTRUMENTS WITH SEPARATE AND DISTINCT FASTENER DEPLOYMENT AND TISSUE CUTTING SYSTEMS; в настоящее время - патент США № 9,113,864;US Patent Application No. 12 / 894,351 entitled SURGICAL CUTTING AND FASTENING INSTRUMENTS WITH SEPARATE AND DISTINCT FASTENER DEPLOYMENT AND TISSUE CUTTING SYSTEMS; currently US Patent No. 9,113,864;
заявка на патент США № 12/894,338, озаглавленная IMPLANTABLE FASTENER CARTRIDGE HAVING A NON-UNIFORM ARRANGEMENT; в настоящее время - патент США № 8,864,007;US Patent Application No. 12 / 894,338 entitled IMPLANTABLE FASTENER CARTRIDGE HAVING A NON-UNIFORM ARRANGEMENT; currently US Pat. No. 8,864,007;
заявка на патент США № 12/894,369, озаглавленная IMPLANTABLE FASTENER CARTRIDGE COMPRISING A SUPPORT RETAINER; в настоящее время - публикация заявки на патент США № 2012/0080344;US Patent Application No. 12 / 894,369 entitled IMPLANTABLE FASTENER CARTRIDGE COMPRISING A SUPPORT RETAINER; now - US Patent Application Publication No. 2012/0080344;
заявка на патент США № 12/894,312, озаглавленная IMPLANTABLE FASTENER CARTRIDGE COMPRISING MULTIPLE LAYERS; в настоящее время - патент США № 8,925,782;US Patent Application No. 12 / 894,312 entitled IMPLANTABLE FASTENER CARTRIDGE COMPRISING MULTIPLE LAYERS; currently US Pat. No. 8,925,782;
заявка на патент США № 12/894,377, озаглавленная SELECTIVELY ORIENTABLE IMPLANTABLE FASTENER CARTRIDGE; в настоящее время - патент США № 8,393,514;US Patent Application No. 12 / 894,377 entitled SELECTIVELY ORIENTABLE IMPLANTABLE FASTENER CARTRIDGE; currently US Patent No. 8,393,514;
заявка на патент США № 12/894,339, озаглавленная SURGICAL STAPLING INSTRUMENT WITH COMPACT ARTICULATION CONTROL ARRANGEMENT; в настоящее время - патент США № 8,840,003;U.S. Patent Application No. 12 / 894,339 entitled SURGICAL STAPLING INSTRUMENT WITH COMPACT ARTICULATION CONTROL ARRANGEMENT; currently US Pat. No. 8,840,003;
заявка на патент США № 12/894,360, озаглавленная SURGICAL STAPLING INSTRUMENT WITH A VARIABLE STAPLE FORMING SYSTEM; в настоящее время - патент США № 9,113,862;US Patent Application No. 12 / 894,360 entitled SURGICAL STAPLING INSTRUMENT WITH A VARIABLE STAPLE FORMING SYSTEM; currently US Patent No. 9,113,862;
заявка на патент США № 12/894,322, озаглавленная SURGICAL STAPLING INSTRUMENT WITH INTERCHANGEABLE STAPLE CARTRIDGE ARRANGEMENTS; в настоящее время - патент США № 8,740,034;US Patent Application No. 12 / 894,322 entitled SURGICAL STAPLING INSTRUMENT WITH INTERCHANGEABLE STAPLE CARTRIDGE ARRANGEMENTS; currently US Pat. No. 8,740,034;
заявка на патент США № 12/894,350, озаглавленная SURGICAL STAPLE CARTRIDGES WITH DETACHABLE SUPPORT STRUCTURES; в настоящее время - публикация заявки на патент США № 2012/0080478;US Patent Application No. 12 / 894,350 entitled SURGICAL STAPLE CARTRIDGES WITH DETACHABLE SUPPORT STRUCTURES; now - US Patent Application Publication No. 2012/0080478;
заявка на патент США № 12/894,383, озаглавленная IMPLANTABLE FASTENER CARTRIDGE COMPRISING BIOABSORBABLE LAYERS; в настоящее время - патент США № 8,752,699;US Patent Application No. 12 / 894,383 entitled IMPLANTABLE FASTENER CARTRIDGE COMPRISING BIOABSORBABLE LAYERS; currently US Pat. No. 8,752,699;
заявка на патент США № 12/894,389, озаглавленная COMPRESSIBLE FASTENER CARTRIDGE; в настоящее время - патент США № 8,740,037;US Patent Application No. 12 / 894,389 entitled COMPRESSIBLE FASTENER CARTRIDGE; currently US Pat. No. 8,740,037;
заявка на патент США № 12/894,345, озаглавленная FASTENERS SUPPORTED BY A FASTENER CARTRIDGE SUPPORT; в настоящее время - патент США № 8,783,542;US patent application Ser. No. 12 / 894,345 entitled FASTENERS SUPPORTED BY A FASTENER CARTRIDGE SUPPORT; currently US Pat. No. 8,783,542;
заявка на патент США № 12/894,306, озаглавленная COLLAPSIBLE FASTENER CARTRIDGE; в настоящее время - патент США № 9,044,227;US Patent Application No. 12 / 894,306 entitled COLLAPSIBLE FASTENER CARTRIDGE; currently US Patent No. 9,044,227;
заявка на патент США № 12/894,318, озаглавленная FASTENER SYSTEM COMPRISING A PLURALITY OF CONNECTED RETENTION MATRIX ELEMENTS; в настоящее время - патент США № 8,814,024;US Patent Application No. 12 / 894,318 entitled FASTENER SYSTEM COMPRISING A PLURALITY OF CONNECTED RETENTION MATRIX ELEMENTS; currently US Pat. No. 8,814,024;
заявка на патент США № 12/894,330, озаглавленная FASTENER SYSTEM COMPRISING A RETENTION MATRIX AND AN ALIGNMENT MATRIX; в настоящее время - патент США № 8,757,465;US Patent Application No. 12 / 894,330 entitled FASTENER SYSTEM COMPRISING A RETENTION MATRIX AND AN ALIGNMENT MATRIX; currently US Pat. No. 8,757,465;
заявка на патент США № 12/894,361, озаглавленная FASTENER SYSTEM COMPRISING A RETENTION MATRIX; в настоящее время - патент США № 8,529,600;US Patent Application No. 12 / 894,361 entitled FASTENER SYSTEM COMPRISING A RETENTION MATRIX; currently US Pat. No. 8,529,600;
заявка на патент США № 12/894,367, озаглавленная FASTENING INSTRUMENT FOR DEPLOYING A FASTENER SYSTEM COMPRISING A RETENTION MATRIX; в настоящее время - патент США № 9,033,203;US Patent Application No. 12 / 894,367, entitled FASTENING INSTRUMENT FOR DEPLOYING A FASTENER SYSTEM COMPRISING A RETENTION MATRIX; currently US Patent No. 9,033,203;
заявка на патент США № 12/894,388, озаглавленная FASTENER SYSTEM COMPRISING A RETENTION MATRIX AND A COVER; в настоящее время - патент США № 8,474,677;US Patent Application No. 12 / 894,388 entitled FASTENER SYSTEM COMPRISING A RETENTION MATRIX AND A COVER; currently US Patent No. 8,474,677;
заявка на патент США № 12/894,376, озаглавленная FASTENER SYSTEM COMPRISING A PLURALITY OF FASTENER CARTRIDGES; в настоящее время - патент США № 9,044,228;US Patent Application No. 12 / 894,376 entitled FASTENER SYSTEM COMPRISING A PLURALITY OF FASTENER CARTRIDGES; currently US Patent No. 9,044,228;
заявка на патент США № 13/097,865, озаглавленная SURGICAL STAPLER ANVIL COMPRISING A PLURALITY OF FORMING POCKETS; в настоящее время - публикация заявки на патент США № 2012/0080488;US Patent Application No. 13 / 097,865 entitled SURGICAL STAPLER ANVIL COMPRISING A PLURALITY OF FORMING POCKETS; now - US Patent Application Publication No. 2012/0080488;
заявка на патент США № 13/097,936, озаглавленная TISSUE THICKNESS COMPENSATOR FOR A SURGICAL STAPLER; в настоящее время - патент США № 8,657,176;US patent application No. 13 / 097,936 entitled TISSUE THICKNESS COMPENSATOR FOR A SURGICAL STAPLER; currently US Pat. No. 8,657,176;
заявка на патент США № 13/097,954, озаглавленная STAPLE CARTRIDGE COMPRISING A VARIABLE THICKNESS COMPRESSIBLE PORTION; в настоящее время - публикация заявки на патент США № 2012/0080340;US Patent Application No. 13 / 097,954 entitled STAPLE CARTRIDGE COMPRISING A VARIABLE THICKNESS COMPRESSIBLE PORTION; now - US Patent Application Publication No. 2012/0080340;
заявка на патент США № 13/097,856, озаглавленная STAPLE CARTRIDGE COMPRISING STAPLES POSITIONED WITHIN A COMPRESSIBLE PORTION THEREOF; в настоящее время - публикация заявки на патент США № 2012/0080336;US Patent Application No. 13 / 097,856 entitled STAPLE CARTRIDGE COMPRISING STAPLES POSITIONED WITHIN A COMPRESSIBLE PORTION THEREOF; now - US Patent Application Publication No. 2012/0080336;
заявка на патент США № 13/097,928, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING DETACHABLE PORTIONS; в настоящее время - патент США № 8,746,535;U.S. Patent Application No. 13 / 097,928 entitled TISSUE THICKNESS COMPENSATOR COMPRISING DETACHABLE PORTIONS; currently US Pat. No. 8,746,535;
заявка на патент США № 13/097,891, озаглавленная TISSUE THICKNESS COMPENSATOR FOR A SURGICAL STAPLER COMPRISING AN ADJUSTABLE ANVIL; в настоящее время - патент США № 8,864,009;US Patent Application No. 13 / 097,891 entitled TISSUE THICKNESS COMPENSATOR FOR A SURGICAL STAPLER COMPRISING AN ADJUSTABLE ANVIL; currently US Pat. No. 8,864,009;
заявка на патент США № 13/097,948, озаглавленная STAPLE CARTRIDGE COMPRISING AN ADJUSTABLE DISTAL PORTION; в настоящее время - патент США № 8,978,954;US Patent Application No. 13 / 097,948 entitled STAPLE CARTRIDGE COMPRISING AN ADJUSTABLE DISTAL PORTION; currently US Patent No. 8,978,954;
заявка на патент США № 13/097,907, озаглавленная COMPRESSIBLE STAPLE CARTRIDGE ASSEMBLY; в настоящее время - публикация заявки на патент США № 2012/0080338;U.S. Patent Application No. 13 / 097,907 entitled COMPRESSIBLE STAPLE CARTRIDGE ASSEMBLY; now - US Patent Application Publication No. 2012/0080338;
заявка на патент США № 13/097,861, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING PORTIONS HAVING DIFFERENT PROPERTIES; в настоящее время - патент США № 9,113,865;U.S. Patent Application No. 13 / 097,861 entitled TISSUE THICKNESS COMPENSATOR COMPRISING PORTIONS HAVING DIFFERENT PROPERTIES; currently US Patent No. 9,113,865;
заявка на патент США № 13/097,869, озаглавленная STAPLE CARTRIDGE LOADING ASSEMBLY; в настоящее время - патент США № 8,857,694;US patent application No. 13 / 097,869 entitled STAPLE CARTRIDGE LOADING ASSEMBLY; currently US Pat. No. 8,857,694;
заявка на патент США № 13/097,917, озаглавленная COMPRESSIBLE STAPLE CARTRIDGE COMPRISING ALIGNMENT MEMBERS; в настоящее время - патент США № 8,777,004;US Patent Application No. 13 / 097,917 entitled COMPRESSIBLE STAPLE CARTRIDGE COMPRISING ALIGNMENT MEMBERS; currently US Patent No. 8,777,004;
заявка на патент США № 13/097,873, озаглавленная STAPLE CARTRIDGE COMPRISING A RELEASABLE PORTION; в настоящее время - патент США № 8,740,038;U.S. Patent Application No. 13 / 097,873 entitled STAPLE CARTRIDGE COMPRISING A RELEASABLE PORTION; currently US Pat. No. 8,740,038;
заявка на патент США № 13/097,938, озаглавленная STAPLE CARTRIDGE COMPRISING COMPRESSIBLE DISTORTION RESISTANT COMPONENTS; в настоящее время - патент США № 9,016,542;US Patent Application No. 13 / 097,938 entitled STAPLE CARTRIDGE COMPRISING COMPRESSIBLE DISTORTION RESISTANT COMPONENTS; currently US Patent No. 9,016,542;
заявка на патент США № 13/097,924, озаглавленная STAPLE CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2012/0083835;US patent application Ser. No. 13 / 097,924 entitled STAPLE CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2012/0083835;
заявка на патент США № 13/242,029, озаглавленная SURGICAL STAPLER WITH FLOATING ANVIL; в настоящее время - патент США № 8,893,949;US patent application No. 13 / 242,029 entitled SURGICAL STAPLER WITH FLOATING ANVIL; currently US Pat. No. 8,893,949;
заявка на патент США № 13/242,066, озаглавленная CURVED END EFFECTOR FOR A STAPLING INSTRUMENT; в настоящее время - публикация заявки на патент США № 2012/0080498;U.S. Patent Application No. 13 / 242,066 entitled CURVED END EFFECTOR FOR A STAPLING INSTRUMENT; now - US Patent Application Publication No. 2012/0080498;
заявка на патент США № 13/242,086, озаглавленная STAPLE CARTRIDGE INCLUDING COLLAPSIBLE DECK; в настоящее время - патент США № 9,055,941;US Patent Application No. 13 / 242,086 entitled STAPLE CARTRIDGE INCLUDING COLLAPSIBLE DECK; currently US Patent No. 9,055,941;
заявка на патент США № 13/241,912, озаглавленная STAPLE CARTRIDGE INCLUDING COLLAPSIBLE DECK ARRANGEMENT; в настоящее время - патент США № 9,050,084;U.S. Patent Application No. 13 / 241,912 entitled STAPLE CARTRIDGE INCLUDING COLLAPSIBLE DECK ARRANGEMENT; currently - US patent No. 9,050,084;
заявка на патент США № 13/241,922, озаглавленная SURGICAL STAPLER WITH STATIONARY STAPLE DRIVERS; в настоящее время - публикация заявки на патент США № 2013/0075449;U.S. Patent Application No. 13 / 241,922 entitled SURGICAL STAPLER WITH STATIONARY STAPLE DRIVERS; now - US Patent Application Publication No. 2013/0075449;
заявка на патент США № 13/241,637, озаглавленная SURGICAL INSTRUMENT WITH TRIGGER ASSEMBLY FOR GENERATING MULTIPLE ACTUATION MOTIONS; в настоящее время - патент США № 8,789,741;US patent application No. 13 / 241,637 entitled SURGICAL INSTRUMENT WITH TRIGGER ASSEMBLY FOR GENERATING MULTIPLE ACTUATION MOTIONS; currently US Pat. No. 8,789,741;
заявка на патент США № 13/241,629, озаглавленная SURGICAL INSTRUMENT WITH SELECTIVELY ARTICULATABLE END EFFECTOR; в настоящее время - публикация заявки на патент США № 2012/0074200;U.S. Patent Application No. 13 / 241,629 entitled SURGICAL INSTRUMENT WITH SELECTIVELY ARTICULATABLE END EFFECTOR; now - US Patent Application Publication No. 2012/0074200;
заявка на патент США № 13/433,096, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF CAPSULES; в настоящее время - публикация заявки на патент США № 2012/0241496;US patent application No. 13 / 433,096 entitled TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF CAPSULES; now - US Patent Application Publication No. 2012/0241496;
заявка на патент США № 13/433,103, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF LAYERS; в настоящее время - публикация заявки на патент США № 2012/0241498;U.S. Patent Application No. 13 / 433,103 entitled TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF LAYERS; now - US Patent Application Publication No. 2012/0241498;
заявка на патент США № 13/433,098, озаглавленная EXPANDABLE TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2012/0241491;US patent application No. 13 / 433,098 entitled EXPANDABLE TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2012/0241491;
заявка на патент США № 13/433,102, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING A RESERVOIR; в настоящее время - публикация заявки на патент США № 2012/0241497;U.S. Patent Application No. 13 / 433,102 entitled TISSUE THICKNESS COMPENSATOR COMPRISING A RESERVOIR; now - US Patent Application Publication No. 2012/0241497;
заявка на патент США № 13/433,114, озаглавленная RETAINER ASSEMBLY INCLUDING A TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2012/0241499;US Patent Application No. 13 / 433,114 entitled RETAINER ASSEMBLY INCLUDING A TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2012/0241499;
заявка на патент США № 13/433,136, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING AT LEAST ONE MEDICAMENT; в настоящее время - публикация заявки на патент США № 2012/0241492;U.S. Patent Application No. 13 / 433,136 entitled TISSUE THICKNESS COMPENSATOR COMPRISING AT LEAST ONE MEDICAMENT; now - US Patent Application Publication No. 2012/0241492;
заявка на патент США № 13/433,141, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING CONTROLLED RELEASE AND EXPANSION; в настоящее время - публикация заявки на патент США № 2012/0241493;U.S. Patent Application No. 13 / 433,141 entitled TISSUE THICKNESS COMPENSATOR COMPRISING CONTROLLED RELEASE AND EXPANSION; now - US Patent Application Publication No. 2012/0241493;
заявка на патент США № 13/433,144, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING FIBERS TO PRODUCE A RESILIENT LOAD; в настоящее время - публикация заявки на патент США № 2012/0241500;U.S. Patent Application No. 13 / 433,144 entitled TISSUE THICKNESS COMPENSATOR COMPRISING FIBERS TO PRODUCE A RESILIENT LOAD; now - US Patent Application Publication No. 2012/0241500;
заявка на патент США № 13/433,148, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING STRUCTURE TO PRODUCE A RESILIENT LOAD; в настоящее время - публикация заявки на патент США № 2012/0241501;US Patent Application No. 13 / 433,148 entitled TISSUE THICKNESS COMPENSATOR COMPRISING STRUCTURE TO PRODUCE A RESILIENT LOAD; now - US Patent Application Publication No. 2012/0241501;
заявка на патент США № 13/433,155, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING RESILIENT MEMBERS; в настоящее время - публикация заявки на патент США № 2012/0241502;US Patent Application No. 13 / 433,155 entitled TISSUE THICKNESS COMPENSATOR COMPRISING RESILIENT MEMBERS; now - US Patent Application Publication No. 2012/0241502;
заявка на патент США № 13/433,163, озаглавленная METHODS FOR FORMING TISSUE THICKNESS COMPENSATOR ARRANGEMENTS FOR SURGICAL STAPLERS; в настоящее время - публикация заявки на патент США № 2012/0248169;U.S. Patent Application No. 13 / 433,163 entitled METHODS FOR FORMING TISSUE THICKNESS COMPENSATOR ARRANGEMENTS FOR SURGICAL STAPLERS; now - US Patent Application Publication No. 2012/0248169;
заявка на патент США №13/433,167, озаглавленная TISSUE THICKNESS COMPENSATORS; в настоящее время - публикация заявки на патент США № 2012/0241503;US patent application No. 13/433,167 entitled TISSUE THICKNESS COMPENSATORS; now - US Patent Application Publication No. 2012/0241503;
заявка на патент США № 13/433,175, озаглавленная LAYERED TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2012/0253298;US Patent Application No. 13 / 433,175 entitled LAYERED TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2012/0253298;
заявка на патент США № 13/433,179, озаглавленная TISSUE THICKNESS COMPENSATORS FOR CIRCULAR SURGICAL STAPLERS; в настоящее время - публикация заявки на патент США № 2012/0241505;US Patent Application No. 13 / 433,179 entitled TISSUE THICKNESS COMPENSATORS FOR CIRCULAR SURGICAL STAPLERS; now - US Patent Application Publication No. 2012/0241505;
заявка на патент США № 13/763,028, озаглавленная ADHESIVE FILM LAMINATE; в настоящее время - публикация заявки на патент США № 2013/0146643;US Patent Application No. 13 / 763,028 entitled ADHESIVE FILM LAMINATE; now - US Patent Application Publication No. 2013/0146643;
заявка на патент США № 13/433,115, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING CAPSULES DEFINING A LOW PRESSURE ENVIRONMENT; в настоящее время - публикация заявки на патент США № 2013/0256372;US patent application No. 13 / 433,115 entitled TISSUE THICKNESS COMPENSATOR COMPRISING CAPSULES DEFINING A LOW PRESSURE ENVIRONMENT; now - US Patent Application Publication No. 2013/0256372;
заявка на патент США № 13/433,118, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISED OF A PLURALITY OF MATERIALS; в настоящее время - публикация заявки на патент США № 2013/0256365;US Patent Application No. 13 / 433,118 entitled TISSUE THICKNESS COMPENSATOR COMPRISED OF A PLURALITY OF MATERIALS; now - US Patent Application Publication No. 2013/0256365;
заявка на патент США № 13/433,135, озаглавленная MOVABLE MEMBER FOR USE WITH A TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2013/0256382;US patent application No. 13 / 433,135 entitled MOVABLE MEMBER FOR USE WITH A TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2013/0256382;
заявка на патент США № 13/433,140, озаглавленная TISSUE THICKNESS COMPENSATOR AND METHOD FOR MAKING THE SAME; в настоящее время - публикация заявки на патент США № 2013/0256368;US patent application No. 13 / 433,140 entitled TISSUE THICKNESS COMPENSATOR AND METHOD FOR MAKING THE SAME; now - US Patent Application Publication No. 2013/0256368;
заявка на патент США № 13/433,129, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF MEDICAMENTS; в настоящее время - публикация заявки на патент США № 2013/0256367;US patent application No. 13 / 433,129 entitled TISSUE THICKNESS COMPENSATOR COMPRISING A PLURALITY OF MEDICAMENTS; now - US Patent Application Publication No. 2013/0256367;
заявка на патент США № 11/216,562, озаглавленная STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, в настоящее время - патент США № 7,669,746;US Patent Application No. 11 / 216,562 entitled STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, currently US Patent No. 7,669,746;
заявка на патент США № 11/714,049, озаглавленная SURGICAL STAPLING DEVICE WITH ANVIL HAVING STAPLE FORMING POCKETS OF VARYING DEPTHS, в настоящее время - публикация заявки на патент США № 2007/0194082;US Patent Application No. 11 / 714,049 entitled SURGICAL STAPLING DEVICE WITH ANVIL HAVING STAPLE FORMING POCKETS OF VARYING DEPTHS, currently US Patent Application Publication No. 2007/0194082;
заявка на патент США № 11/711,979, озаглавленная SURGICAL STAPLING DEVICES THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, в настоящее время - патент США № 8,317,070;US Patent Application No. 11 / 711,979, entitled SURGICAL STAPLING DEVICES THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, currently US Patent No. 8,317,070;
заявка на патент США № 11/711,975, озаглавленная SURGICAL STAPLING DEVICE WITH STAPLE DRIVERS OF DIFFERENT HEIGHT, в настоящее время - публикация заявки на патент США № 2007/0194079;US Patent Application No. 11 / 711,975 entitled SURGICAL STAPLING DEVICE WITH STAPLE DRIVERS OF DIFFERENT HEIGHT, currently US Patent Application Publication No. 2007/0194079;
заявка на патент США № 11/711,977, озаглавленная SURGICAL STAPLING DEVICE WITH STAPLE DRIVER THAT SUPPORTS MULTIPLE WIRE DIAMETER STAPLES, в настоящее время - патент США № 7,673,781;US Patent Application No. 11 / 711,977 entitled SURGICAL STAPLING DEVICE WITH STAPLE DRIVER THAT SUPPORTS MULTIPLE WIRE DIAMETER STAPLES, currently US Patent No. 7,673,781;
заявка на патент США № 11/712,315, озаглавленная SURGICAL STAPLING DEVICE WITH MULTIPLE STACKED ACTUATOR WEDGE CAMS FOR DRIVING STAPLE DRIVERS, в настоящее время - патент США № 7,500,979;US Patent Application No. 11 / 712,315 entitled SURGICAL STAPLING DEVICE WITH MULTIPLE STACKED ACTUATOR WEDGE CAMS FOR DRIVING STAPLE DRIVERS, currently US Patent No. 7,500,979;
заявка на патент США № 12/038,939, озаглавленная STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, в настоящее время - патент США № 7,934,630;US Patent Application No. 12 / 038,939 entitled STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, currently US Patent No. 7,934,630;
заявка на патент США № 13/020,263, озаглавленная SURGICAL STAPLING SYSTEMS THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, в настоящее время - патент США № 8,636,187;US Patent Application No. 13 / 020,263 entitled SURGICAL STAPLING SYSTEMS THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, currently US Patent No. 8,636,187;
заявка на патент США № 13/118,278, озаглавленная ROBOTICALLY-CONTROLLED SURGICAL STAPLING DEVICES THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, в настоящее время - публикация заявки на патент США № 2011/0290851;US Patent Application No. 13 / 118,278 entitled ROBOTICALLY-CONTROLLED SURGICAL STAPLING DEVICES THAT PRODUCE FORMED STAPLES HAVING DIFFERENT LENGTHS, now US Patent Application Publication No. 2011/0290851;
заявка на патент США № 13/369,629, озаглавленная ROBOTICALLY-CONTROLLED CABLE-BASED SURGICAL END EFFECTORS, в настоящее время - патент США № 8,800,838;US Patent Application No. 13 / 369,629, entitled ROBOTICALLY-CONTROLLED CABLE-BASED SURGICAL END EFFECTORS, currently US Patent No. 8,800,838;
заявка на патент США № 12/695,359, озаглавленная SURGICAL STAPLING DEVICES FOR FORMING STAPLES WITH DIFFERENT FORMED HEIGHTS, в настоящее время - патент США № 8,464,923;US Patent Application No. 12 / 695,359 entitled SURGICAL STAPLING DEVICES FOR FORMING STAPLES WITH DIFFERENT FORMED HEIGHTS, currently US Patent No. 8,464,923;
заявка на патент США № 13/072,923, озаглавленная STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, в настоящее время - патент США № 8,567,656;US Patent Application No. 13 / 072,923 entitled STAPLE CARTRIDGES FOR FORMING STAPLES HAVING DIFFERING FORMED STAPLE HEIGHTS, currently US Patent No. 8,567,656;
заявка на патент США № 13/766,325, озаглавленная LAYER OF MATERIAL FOR A SURGICAL END EFFECTOR; в настоящее время - публикация заявки на патент США № 2013/0256380;U.S. Patent Application No. 13 / 766,325 entitled LAYER OF MATERIAL FOR A SURGICAL END EFFECTOR; now - US Patent Application Publication No. 2013/0256380;
заявка на патент США № 13/763,078, озаглавленная ANVIL LAYER ATTACHED TO A PROXIMAL END OF AN END EFFECTOR; в настоящее время - публикация заявки на патент США № 2013/0256383;U.S. Patent Application No. 13 / 763,078 entitled ANVIL LAYER ATTACHED TO A PROXIMAL END OF AN END EFFECTOR; now - US Patent Application Publication No. 2013/0256383;
заявка на патент США № 13/763,094, озаглавленная LAYER COMPRISING DEPLOYABLE ATTACHMENT MEMBERS; в настоящее время - публикация заявки на патент США № 2013/0256377;US Patent Application No. 13 / 763,094 entitled LAYER COMPRISING DEPLOYABLE ATTACHMENT MEMBERS; now - US Patent Application Publication No. 2013/0256377;
заявка на патент США №13/763,106, озаглавленная END EFFECTOR COMPRISING A DISTAL TISSUE ABUTMENT MEMBER; в настоящее время - публикация заявки на патент США № 2013/0256378;US patent application No. 13/763,106 entitled END EFFECTOR COMPRISING A DISTAL TISSUE ABUTMENT MEMBER; now - US Patent Application Publication No. 2013/0256378;
заявка на патент США № 13/433,147, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING CHANNELS; в настоящее время - публикация заявки на патент США № 2013/0256369;US patent application No. 13 / 433,147 entitled TISSUE THICKNESS COMPENSATOR COMPRISING CHANNELS; now - US Patent Application Publication No. 2013/0256369;
заявка на патент США № 13/763,112, озаглавленная SURGICAL STAPLING CARTRIDGE WITH LAYER RETENTION FEATURES; в настоящее время - публикация заявки на патент США № 2013/0256379;US Patent Application No. 13 / 763,112 entitled SURGICAL STAPLING CARTRIDGE WITH LAYER RETENTION FEATURES; now - US Patent Application Publication No. 2013/0256379;
заявка на патент США № 13/763,035, озаглавленная ACTUATOR FOR RELEASING A TISSUE THICKNESS COMPENSATOR FROM A FASTENER CARTRIDGE; в настоящее время - публикация заявки на патент США № 2013/0214030;U.S. Patent Application No. 13 / 763,035 entitled ACTUATOR FOR RELEASING A TISSUE THICKNESS COMPENSATOR FROM A FASTENER CARTRIDGE; now - US Patent Application Publication No. 2013/0214030;
заявка на патент США № 13/763,042, озаглавленная RELEASABLE TISSUE THICKNESS COMPENSATOR AND FASTENER CARTRIDGE HAVING THE SAME; в настоящее время - публикация заявки на патент США № 2013/0221063;U.S. Patent Application No. 13 / 763,042 entitled RELEASABLE TISSUE THICKNESS COMPENSATOR AND FASTENER CARTRIDGE HAVING THE SAME; now - US Patent Application Publication No. 2013/0221063;
заявка на патент США № 13/763,048, озаглавленная FASTENER CARTRIDGE COMPRISING A RELEASABLE TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2013/0221064;U.S. Patent Application No. 13 / 763,048 entitled FASTENER CARTRIDGE COMPRISING A RELEASABLE TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2013/0221064;
заявка на патент США № 13/763,054, озаглавленная FASTENER CARTRIDGE COMPRISING A CUTTING MEMBER FOR RELEASING A TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2014/0097227;U.S. Patent Application No. 13 / 763,054 entitled FASTENER CARTRIDGE COMPRISING A CUTTING MEMBER FOR RELEASING A TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2014/0097227;
заявка на патент США № 13/763,065, озаглавленная FASTENER CARTRIDGE COMPRISING A RELEASABLY ATTACHED TISSUE THICKNESS COMPENSATOR; в настоящее время - публикация заявки на патент США № 2013/0221065;US Patent Application No. 13 / 763,065 entitled FASTENER CARTRIDGE COMPRISING A RELEASABLY ATTACHED TISSUE THICKNESS COMPENSATOR; now - US Patent Application Publication No. 2013/0221065;
заявка на патент США № 13/763,021, озаглавленная STAPLE CARTRIDGE COMPRISING A RELEASABLE COVER; в настоящее время - публикация заявки на патент США № 2014/0224686;U.S. Patent Application No. 13 / 763,021 entitled STAPLE CARTRIDGE COMPRISING A RELEASABLE COVER; now - US Patent Application Publication No. 2014/0224686;
заявка на патент США № 13/763,078, озаглавленная ANVIL LAYER ATTACHED TO A PROXIMAL END OF AN END EFFECTOR; в настоящее время - публикация заявки на патент США № 2013/0256383;U.S. Patent Application No. 13 / 763,078 entitled ANVIL LAYER ATTACHED TO A PROXIMAL END OF AN END EFFECTOR; now - US Patent Application Publication No. 2013/0256383;
заявка на патент США № 13/763,095, озаглавленная LAYER ARRANGEMENTS FOR SURGICAL STAPLE CARTRIDGES; в настоящее время - публикация заявки на патент США № 2013/0161374;US patent application No. 13 / 763,095 entitled LAYER ARRANGEMENTS FOR SURGICAL STAPLE CARTRIDGES; now - US Patent Application Publication No. 2013/0161374;
заявка на патент США № 13/763,147, озаглавленная IMPLANTABLE ARRANGEMENTS FOR SURGICAL STAPLE CARTRIDGES; в настоящее время - публикация заявки на патент США № 2013/0153636;US Patent Application No. 13 / 763,147 entitled IMPLANTABLE ARRANGEMENTS FOR SURGICAL STAPLE CARTRIDGES; now - US Patent Application Publication No. 2013/0153636;
заявка на патент США № 13/763,192, озаглавленная MULTIPLE THICKNESS IMPLANTABLE LAYERS FOR SURGICAL STAPLING DEVICES; в настоящее время - публикация заявки на патент США № 2013/0146642;U.S. Patent Application No. 13 / 763,192 entitled MULTIPLE THICKNESS IMPLANTABLE LAYERS FOR SURGICAL STAPLING DEVICES; now - US Patent Application Publication No. 2013/0146642;
заявка на патент США № 13/763,161, озаглавленная RELEASABLE LAYER OF MATERIAL AND SURGICAL END EFFECTOR HAVING THE SAME; в настоящее время - публикация заявки на патент США № 2013/0153641;US Patent Application No. 13 / 763,161 entitled RELEASABLE LAYER OF MATERIAL AND SURGICAL END EFFECTOR HAVING THE SAME; now - US Patent Application Publication No. 2013/0153641;
заявка на патент США № 13/763,177, озаглавленная ACTUATOR FOR RELEASING A LAYER OF MATERIAL FROM A SURGICAL END EFFECTOR; в настоящее время - публикация заявки на патент США № 2013/0146641;U.S. Patent Application No. 13 / 763,177 entitled ACTUATOR FOR RELEASING A LAYER OF MATERIAL FROM A SURGICAL END EFFECTOR; now - US Patent Application Publication No. 2013/0146641;
заявка на патент США № 13/763,037, озаглавленная STAPLE CARTRIDGE COMPRISING A COMPRESSIBLE PORTION; в настоящее время - публикация заявки на патент США № 2014/0224857;US Patent Application No. 13 / 763,037 entitled STAPLE CARTRIDGE COMPRISING A COMPRESSIBLE PORTION; now - US Patent Application Publication No. 2014/0224857;
заявка на патент США № 13/433,126, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING TISSUE INGROWTH FEATURES; в настоящее время - публикация заявки на патент США № 2013/0256366;US Patent Application No. 13 / 433,126 entitled TISSUE THICKNESS COMPENSATOR COMPRISING TISSUE INGROWTH FEATURES; now - US Patent Application Publication No. 2013/0256366;
заявка на патент США № 13/433,132, озаглавленная DEVICES AND METHODS FOR ATTACHING TISSUE THICKNESS COMPENSATING MATERIALS TO SURGICAL STAPLING INSTRUMENTS; в настоящее время - публикация заявки на патент США № 2013/0256373;US patent application No. 13 / 433,132 entitled DEVICES AND METHODS FOR ATTACHING TISSUE THICKNESS COMPENSATING MATERIALS TO SURGICAL STAPLING INSTRUMENTS; now - US Patent Application Publication No. 2013/0256373;
заявка на патент США № 13/851,703, озаглавленная FASTENER CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR INCLUDING OPENINGS THEREIN; в настоящее время - публикация заявки на патент США № 2014/0291382;US Patent Application No. 13 / 851,703 entitled FASTENER CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR INCLUDING OPENINGS THEREIN; now - US Patent Application Publication No. 2014/0291382;
заявка на патент США № 13/851,676, озаглавленная TISSUE THICKNESS COMPENSATOR COMPRISING A CUTTING MEMBER PATH; в настоящее время - публикация заявки на патент США № 2014/0291379;US Patent Application No. 13 / 851,676 entitled TISSUE THICKNESS COMPENSATOR COMPRISING A CUTTING MEMBER PATH; now - US Patent Application Publication No. 2014/0291379;
заявка на патент США № 13/851,693, озаглавленная FASTENER CARTRIDGE ASSEMBLIES; в настоящее время - публикация заявки на патент США № 2014/0291381;U.S. Patent Application No. 13 / 851,693 entitled FASTENER CARTRIDGE ASSEMBLIES; now - US Patent Application Publication No. 2014/0291381;
заявка на патент США № 13/851,684, озаглавленная FASTENER CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR AND A GAP SETTING ELEMENT; в настоящее время - публикация заявки на патент США № 2014/0291380;U.S. Patent Application No. 13 / 851,684 entitled FASTENER CARTRIDGE COMPRISING A TISSUE THICKNESS COMPENSATOR AND A GAP SETTING ELEMENT; now - US Patent Application Publication No. 2014/0291380;
заявка на патент США № 14/187,387, озаглавленная STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, в настоящее время - публикация заявки на патент США № 2014/0166724;US Patent Application No. 14 / 187,387, entitled STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, currently US Patent Application Publication No. 2014/0166724;
заявка на патент США № 14/187,395, озаглавленная STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, в настоящее время - публикация заявки на патент США № 2014/0166725;US Patent Application No. 14 / 187,395, entitled STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, now US Patent Application Publication No. 2014/0166725;
заявка на патент США № 14/187,400, озаглавленная STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, в настоящее время - публикация заявки на патент США № 2014/0166726;US Patent Application No. 14 / 187,400, entitled STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, now US Patent Application Publication No. 2014/0166726;
заявка на патент США № 14/187,383, озаглавленная IMPLANTABLE LAYERS AND METHODS FOR ALTERING IMPLANTABLE LAYERS FOR USE WITH SURGICAL FASTENING INSTRUMENTS, в настоящее время - публикация заявки на патент США № 2015/0238185;US Patent Application No. 14 / 187,383 entitled IMPLANTABLE LAYERS AND METHODS FOR ALTERING IMPLANTABLE LAYERS FOR USE WITH SURGICAL FASTENING INSTRUMENTS, now US Patent Application Publication No. 2015/0238185;
заявка на патент США № 14/187,386, озаглавленная IMPLANTABLE LAYERS AND METHODS FOR ALTERING ONE OR MORE PROPERTIES OF IMPLANTABLE LAYERS FOR USE WITH FASTENING INSTRUMENTS, в настоящее время - публикация заявки на патент США № 2015/0239180;US Patent Application No. 14 / 187,386, entitled IMPLANTABLE LAYERS AND METHODS FOR ALTERING ONE OR MORE PROPERTIES OF IMPLANTABLE LAYERS FOR USE WITH FASTENING INSTRUMENTS, currently US Patent Application Publication No. 2015/0239180;
заявка на патент США № 14/187,390, озаглавленная IMPLANTABLE LAYERS AND METHODS FOR MODIFYING THE SHAPE OF THE IMPLANTABLE LAYERS FOR USE WITH A SURGICAL FASTENING INSTRUMENT, в настоящее время - публикация заявки на патент США № 2015/0238188;US Patent Application No. 14 / 187,390 entitled IMPLANTABLE LAYERS AND METHODS FOR MODIFYING THE SHAPE OF THE IMPLANTABLE LAYERS FOR USE WITH A SURGICAL FASTENING INSTRUMENT, now US Patent Application Publication No. 2015/0238188;
заявка на патент США № 14/187,389, озаглавленная IMPLANTABLE LAYER ASSEMBLIES, в настоящее время - публикация заявки на патент США № 2015/0238187;US Patent Application No. 14 / 187,389, entitled IMPLANTABLE LAYER ASSEMBLIES, now US Patent Application Publication No. 2015/0238187;
заявка на патент США № 14/187,385, озаглавленная STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, в настоящее время - публикация заявки на патент США № 2015/0238191;US Patent Application No. 14 / 187,385, entitled STAPLE CARTRIDGE INCLUDING A BARBED STAPLE, currently US Patent Application Publication No. 2015/0238191;
заявка на патент США № 14/187,384, озаглавленная FASTENING SYSTEM COMPRISING A FIRING MEMBER LOCKOUT, в настоящее время - публикация заявки на патент США № 2015/0238186;US Patent Application No. 14 / 187,384, entitled FASTENING SYSTEM COMPRISING A FIRING MEMBER LOCKOUT, now US Patent Application Publication No. 2015/0238186;
заявка на патент США № 14/827,856, озаглавленная IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;US Patent Application No. 14 / 827,856 entitled IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;
заявка на патент США № 14/827,907, озаглавленная IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;U.S. Patent Application No. 14 / 827,907 entitled IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;
заявка на патент США № 14/827,932, озаглавленная IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;US Patent Application No. 14 / 827,932 entitled IMPLANTABLE LAYERS FOR A SURGICAL INSTRUMENT;
заявка на патент США № 14/667,874, озаглавленная MALLEABLE BIOABSORBABLE POLYMER ADHESIVE FOR RELEASABLY ATTACHING A STAPLE BUTTRESS TO A SURGICAL STAPLER;U.S. Patent Application No. 14 / 667,874 entitled MALLEABLE BIOABSORBABLE POLYMER ADHESIVE FOR RELEASABLY ATTACHING A STAPLE BUTTRESS TO A SURGICAL STAPLER;
заявка на патент США № 14/300,954, озаглавленная ADJUNCT MATERIALS AND METHODS OF USING SAME IN SURGICAL METHODS FOR TISSUE SEALING;U.S. Patent Application No. 14 / 300,954 entitled ADJUNCT MATERIALS AND METHODS OF USING SAME IN SURGICAL METHODS FOR TISSUE SEALING;
заявка на патент США № 14/840,613, озаглавленная DRUG ELUTING ADJUNCTS AND METHODS OF USING DRUG ELUTING ADJUNCTS;U.S. Patent Application No. 14 / 840,613 entitled DRUG ELUTING ADJUNCTS AND METHODS OF USING DRUG ELUTING ADJUNCTS;
заявка на патент США № 14/498,145, озаглавленная METHOD FOR CREATING A FLEXIBLE STAPLE LINE; иUS patent application No. 14 / 498,145 entitled METHOD FOR CREATING A FLEXIBLE STAPLE LINE; and
заявка на патент США № 14/865,306, озаглавленная IMPLANTABLE ADJUNCT SYSTEMS FOR DETERMINING ADJUNCT SKEW.U.S. Patent Application No. 14 / 865,306 entitled IMPLANTABLE ADJUNCT SYSTEMS FOR DETERMINING ADJUNCT SKEW.
В настоящем документе приведено множество конкретных деталей, необходимых для понимания общей конструкции, функции, изготовления и применения вариантов осуществления, описание которых представлено в настоящем документе и проиллюстрировано сопроводительными чертежами. Хорошо известные принципы работы, компоненты и элементы не получили в настоящем документе подробного описания, чтобы не затруднять понимание вариантов осуществления, представленных в описании. Читатель должен понимать, что варианты осуществления, описанные и проиллюстрированные в настоящем документе, являются не имеющими ограничительного характера примерами. Таким образом, следует понимать, что конкретные конструктивные и функциональные особенности, описанные в настоящем документе, могут иметь показательный или пояснительный характер. Изменения и модификации вариантов осуществления могут выполняться в пределах объема формулы изобретения.Many specific details are provided herein to understand the general construction, function, manufacture, and use of the embodiments described herein and illustrated in the accompanying drawings. Well-known principles of operation, components and elements have not been described in detail herein, so as not to obscure the understanding of the embodiments presented in the description. The reader should understand that the embodiments described and illustrated herein are non-limiting examples. Thus, it should be understood that specific design and functional features described herein may be indicative or explanatory. Variations and modifications to the embodiments may be made within the scope of the claims.
Термины «содержать» (и любые его формы, такие как «содержит» и «содержащий»), «иметь» (и любые его формы, такие как «имеет» и «имеющий»), «включать в себя» (и любые его формы, такие как «включает в себя» и «включающий в себя») и «вмещать» (и любые его формы, такие как «вмещает» и «вмещающий») представляют собой неограниченные связующие глаголы. Таким образом, хирургическая система, устройство или аппарат, которые «содержат», «имеют», «включают в себя» или «вмещают» один или более элементов, обладают этим одним или более элементами, но обладание не ограничено только этим одним или более элементами. Аналогичным образом, элемент системы, устройства или аппарата, которые «содержат», «имеют», «включают в себя» или «вмещают» один или более элементов, обладают этим одним или более элементами, но обладание не ограничено только этим одним или более элементами.The terms “contain” (and any of its forms such as “contains” and “containing”), “have” (and any of its forms such as “has” and “having”), “include” (and any forms such as "includes" and "includes") and "contain" (and any of its forms such as "contains" and "containing") are unrestricted linking verbs. Thus, a surgical system, device or apparatus that “contains”, “has”, “includes”, or “contains” one or more elements, has one or more elements, but is not limited to only this one or more elements. ... Likewise, an element of a system, device or apparatus that “contains”, “has”, “includes”, or “contains” one or more elements, possesses this one or more elements, but is not limited to only this one or more elements. ...
Термины «проксимальный» и «дистальный» в настоящем документе определяются относительно врача, осуществляющего манипуляции с участком ручки хирургического инструмента. Термин «проксимальный» относится к участку, расположенному ближе всего к врачу, а термин «дистальный» относится к участку, наиболее удаленному от врача. Предлагается также для удобства и ясности применительно к чертежам использовать в настоящем документе такие пространственные термины, как «вертикальный», «горизонтальный», «вверх» и «вниз». Однако, поскольку применение хирургических инструментов предполагает множество ориентаций и положений, эти термины не следует толковать как ограничивающие и/или абсолютные.The terms "proximal" and "distal" are defined herein with respect to the physician manipulating the handle portion of the surgical instrument. The term "proximal" refers to the site closest to the physician and the term "distal" refers to the site farthest from the physician. It is also proposed for convenience and clarity in relation to the drawings to use in this document such spatial terms as "vertical", "horizontal", "up" and "down". However, since the use of surgical instruments involves many orientations and positions, these terms should not be construed as limiting and / or absolute.
Для выполнения лапароскопических и минимально инвазивных хирургических вмешательств предложены различные примеры устройств и способов. Однако читателю сразу станет понятно, что различные способы и устройства, описанные в настоящем документе, можно применять во множестве хирургических вмешательств и сфер применения, включая, например, те, которые связаны с открытыми хирургическими вмешательствами. По ходу данного подробного описания читатель сможет в еще большей степени оценить, что различные инструменты, описанные в настоящем документе, могут быть введены в тело любым образом, таким как через естественное отверстие, через разрез или пункционное отверстие, сформированное в ткани, и т.д. Рабочие участки или участки концевых эффекторов инструментов могут быть введены в тело пациента непосредственно или могут быть введены через устройство доступа, имеющее рабочий канал, через который можно выдвигать концевой эффектор и удлиненный ствол хирургического инструмента.Various examples of devices and methods have been proposed for performing laparoscopic and minimally invasive surgical procedures. However, the reader will immediately recognize that the various methods and devices described herein can be used in a variety of surgical procedures and applications, including, for example, those associated with open surgery. In the course of this detailed description, the reader will appreciate even more that the various instruments described herein can be inserted into the body in any way, such as through a natural opening, through an incision or puncture hole formed in tissue, etc. ... The working portions or portions of the end effectors of the instruments can be inserted directly into the patient's body or can be inserted through an access device having a working channel through which the end effector and the elongated shaft of the surgical instrument can be extended.
Хирургическая сшивающая система может содержать ствол и проходящий от ствола концевой эффектор. Концевой эффектор может содержать первую браншу и вторую браншу. Первая бранша содержит кассету со скобами. Кассета со скобами выполнена с возможностью вставки в первую браншу и извлечения из нее; однако предусмотрены другие варианты осуществления, в которых кассета со скобами выполнена без возможности извлечения из первой бранши или по меньшей мере выполнена с возможностью быстрой замены из первой бранши. Вторая бранша содержит упор, выполненный с возможностью деформации скоб, выталкиваемых из кассеты со скобами. Вторая бранша выполнена с возможностью поворота относительно первой бранши вокруг оси закрытия; однако предусмотрены другие варианты осуществления, в которых первая бранша выполнена с возможностью поворота относительно второй бранши. Хирургическая сшивающая система дополнительно содержит шарнирное сочленение, выполненное с возможностью обеспечения вращения или шарнирного поворота концевого эффектора относительно ствола. Концевой эффектор выполнен с возможностью вращения вокруг оси шарнирного поворота, проходящей через шарнирное сочленение. Предусмотрены и другие варианты осуществления, которые не включают в себя шарнирного сочленения.The surgical stapling system may comprise a stem and an end effector extending from the stem. The end effector may comprise a first jaw and a second jaw. The first branch contains a staple cassette. The cassette with staples is designed to be inserted into and removed from the first branch; however, other embodiments are contemplated in which the staple cartridge is non-removable from the first jaw, or at least is capable of being quickly replaced from the first jaw. The second branch contains a stop made with the possibility of deformation of the staples ejected from the cassette with staples. The second jaw is rotatable relative to the first jaw about the closing axis; however, other embodiments are contemplated in which the first jaw is rotatable relative to the second jaw. The surgical stapling system further comprises a pivot joint configured to rotate or pivot the end effector relative to the stem. The end effector is rotatable about a pivot pivot axis passing through the pivot joint. Other embodiments are contemplated that do not include an articulated joint.
Кассета со скобами содержит корпус кассеты. Корпус кассеты включает в себя проксимальный конец, дистальный конец и платформу, проходящую между проксимальным концом и дистальным концом. В процессе применения кассета со скобами расположена с первой стороны ткани, подлежащей сшиванию, а упор расположен с второй стороны ткани. Упор перемещается к кассете со скобами для сжатия и прижатия ткани к платформе. После этого скобы, хранящиеся в корпусе кассеты с возможностью извлечения, можно размещать в ткани. Корпус кассеты включает в себя сформированные в нем полости для скоб, причем скобы хранятся в полостях для скоб с возможностью извлечения. Полости для скоб размещены в шесть продольных рядов. Три ряда полостей для скоб расположены с первой стороны продольного паза и три ряда полостей для скоб расположены со второй стороны продольного паза. Могут быть возможны и другие варианты размещения полостей для скоб и скоб.The staple cassette contains the cassette body. The cassette body includes a proximal end, a distal end, and a platform extending between the proximal end and the distal end. In use, the staple cassette is positioned on the first side of the fabric to be stitched and the stop is positioned on the second side of the fabric. The stop moves to the cassette with staples to compress and push the fabric against the platform. Thereafter, the staples stored in the removable cassette body can be placed in the tissue. The cassette body includes staple cavities formed therein, the staples being removably stored in the staple cavities. The staple cavities are arranged in six longitudinal rows. Three rows of staple cavities are located on the first side of the longitudinal groove and three rows of staple cavities are located on the second side of the longitudinal groove. Other options for staple and staple cavities may be possible.
В корпусе кассеты скобы поддерживаются с помощью выталкивателей скоб. Выталкиватели выполнены с возможностью перемещения между первым, или неактивированным, положением и вторым, или активированным, положением для выталкивания скоб из полостей для скоб. Выталкиватели удерживаются в корпусе кассеты с помощью фиксатора, который проходит вокруг нижней части корпуса кассеты и включает в себя упругие элементы, выполненные с возможностью захвата корпуса кассеты и удержания фиксатора на корпусе кассеты. Выталкиватели выполнены с возможностью перемещения между своими неактивированными положениями и своими активированными положениями с помощью салазок. Салазки выполнены с возможностью перемещения между проксимальным положением, смежным с проксимальным концом, и дистальным положением, смежным с дистальным концом. Салазки содержат множество наклонных поверхностей, выполненных с возможностью скольжения под выталкивателями и подъема выталкивателей и поддерживаемых на них скоб к упору.In the cassette body, the staples are supported by staple ejectors. The pushers are movable between a first, or non-activated, position and a second, or activated, position for pushing the staples out of the staple cavities. The ejectors are held in the cassette body by a retainer that extends around the bottom of the cassette body and includes resilient members configured to grip the cassette body and hold the retainer on the cassette body. The ejectors are made with the possibility of moving between their non-activated positions and their activated positions using a slide. The slide is movable between a proximal position adjacent to the proximal end and a distal position adjacent to the distal end. The slide contains a plurality of inclined surfaces made with the possibility of sliding under the ejectors and lifting the ejectors and the brackets supported on them against the stop.
В дополнение к указанному выше салазки перемещаются дистально с помощью пускового элемента. Пусковой элемент выполнен с возможностью контакта с салазками и проталкивания салазок к дистальному концу. Продольный паз, сформированный в корпусе кассеты, выполнен с возможностью приема пускового элемента. Упор также включает в себя паз, выполненный с возможностью приема пускового элемента. Пусковой элемент дополнительно содержит первый кулачок, который взаимодействует с первой браншей, и второй кулачок, который взаимодействует со второй браншей. По мере продвижения пускового элемента дистально первый кулачок и второй кулачок позволяют контролировать расстояние, или тканевый зазор, между платформой кассеты со скобами и упором. Пусковой элемент также содержит скальпель, выполненный с возможностью рассечения ткани, захваченной между кассетой со скобами и упором. Желательно, чтобы скальпель был по меньшей мере расположен частично проксимально по отношению к наклонным поверхностям таким образом, чтобы скобы выталкивались раньше скальпеля.In addition to the above, the slide is moved distally by the trigger. The trigger is configured to contact the slide and push the slide to the distal end. A longitudinal groove formed in the cassette body is adapted to receive a trigger. The abutment also includes a groove adapted to receive the trigger. The trigger further comprises a first cam that interacts with the first jaws and a second cam that interacts with the second jaws. As the trigger moves distally, the first cam and second cam allow control of the distance, or tissue gap, between the staple cassette platform and the stop. The trigger also contains a scalpel capable of dissecting tissue captured between the cassette with staples and the stop. Desirably, the scalpel is at least partially proximal to the ramped surfaces so that the staples are pushed out before the scalpel.
Кассета со скобами может также включать в себя имплантируемый слой. Имплантируемый слой выполнен с возможностью захвата внутрь скобы вместе с тканью при размещении скобы соответствующим выталкивателем. Имплантируемый слой может содержать опору, компенсатор толщины ткани и/или другой вспомогательный материал. Компенсатор толщины ткани выполнен с возможностью компенсации вариаций свойств ткани, таких как вариации толщины ткани, например, вдоль скобочного шва. Компенсатор толщины ткани может быть сжимаемым и упругим. В процессе применения компенсатор толщины ткани предотвращает или ограничивает чрезмерное сжатие сшитой скобами ткани и одновременно способствует надлежащему сжатию ткани внутри скоб и между ними.The staple cassette may also include an implantable layer. The implanted layer is designed to be gripped inside the staple together with the tissue when the staple is placed by a suitable ejector. The implantable layer may contain a support, a tissue thickness compensator and / or other auxiliary material. The tissue thickness compensator is configured to compensate for variations in tissue properties, such as variations in tissue thickness, such as along a staple seam. The tissue thickness compensator can be compressible and elastic. During use, the tissue thickness compensator prevents or limits excessive compression of the stapled fabric while promoting proper compression of the fabric within and between the staples.
Имплантируемый слой кассеты со скобами может быть высвобождаемо присоединен к корпусу кассеты со скобами. Например, имплантируемый слой может быть высвобождаемо присоединен к платформе кассеты со скобами с помощью высвобождаемого адгезива, по меньшей мере одного крепежного язычка и/или других крепежных элементов. Дополнительно или альтернативно имплантируемый слой может быть высвобождаемо присоединен к первой бранше или второй бранше. Имплантируемый слой может быть расположен, например, на обращенной к кассете стороне концевого эффектора и/или на обращенной к упору стороне концевого эффектора.The implantable layer of the staple cassette can be releasably attached to the body of the staple cassette. For example, the implantable layer can be releasably attached to the staple cassette platform using a releasable adhesive, at least one retention tab, and / or other fasteners. Additionally or alternatively, the implantable layer can be releasably attached to the first jaw or second jaw. The implantable layer may be located, for example, on the cassette side of the end effector and / or on the abutting side of the end effector.
Имплантируемый слой может быть выполнен с возможностью стимулирования врастания ткани. В различных случаях желательно стимулировать врастание ткани в имплантируемый слой для стимулирования заживления обработанной ткани (например, сшитой скобами и/или рассеченной ткани) и/или для ускорения восстановления пациента. Более конкретно, врастание ткани в имплантируемый слой может снижать частоту, степень и/или продолжительность воспаления в хирургическом поле. Врастание ткани в имплантируемый слой или вокруг него может, например, контролировать распространение инфекции в хирургическом поле. Врастание кровеносных сосудов, в особенности лейкоцитов, например, в имплантируемый слой и/или вокруг него, может способствовать борьбе с инфекциями в имплантируемом слое и смежной ткани и/или вокруг них. Врастание ткани может также способствовать приживлению чужеродного вещества (например, имплантируемого слоя и скоб) в теле пациента и может снижать вероятность отторжения чужеродного вещества телом пациента. Отторжение чужеродного вещества может вызвать инфекцию и/или воспаление в хирургическом поле.The implanted layer may be configured to stimulate tissue ingrowth. In various cases, it is desirable to stimulate tissue ingrowth into the implantable layer to promote healing of treated tissue (eg, stapled and / or dissected tissue) and / or to accelerate patient recovery. More specifically, tissue ingrowth into the implantable layer can reduce the frequency, degree, and / or duration of inflammation in the surgical site. Ingrowth of tissue into or around the implantable layer can, for example, control the spread of infection in the surgical field. Ingrowth of blood vessels, especially leukocytes, for example, into and / or around the implantable layer, can help fight infections in the implantable layer and adjacent tissue and / or around them. Tissue ingrowth can also promote engraftment of foreign matter (eg, implantable layer and staples) in the patient's body and can reduce the likelihood of the foreign matter being rejected by the patient's body. Rejection of foreign matter can cause infection and / or inflammation in the surgical site.
На чертежах аналогичные номера на нескольких видах обозначают аналогичные компоненты. На ФИГ. 1 представлен пример хирургического сшивающего и рассекающего инструмента 8010, приемлемого для применения с имплантируемым вспомогательным элементом, таким как, например, компенсатор толщины ткани. Хирургический сшивающий и рассекающий инструмент 8010 может содержать упор 8014, который можно многократно открывать и закрывать вокруг его поворотного крепления к удлиненному каналу 8016 для скоб. Узел 8012 наложения скоб может содержать упор 8014 и канал 8016, причем узел 8012 может быть проксимально прикреплен к удлиненному стволу 8018 с формированием рабочего участка 8022. Когда узел 8012 наложения скоб закрыт или по меньшей мере по существу закрыт, рабочий участок 8022 может иметь достаточно малое поперечное сечение, приемлемое для введения узла 8012 наложения скоб через троакар.In the drawings, like numbers in several views indicate like components. FIG. 1 shows an example of a surgical stapling and dissecting
В различных обстоятельствах манипуляции с узлом 8012 кассеты со скобами можно осуществлять при помощи рукоятки 8020, соединенной со удлиненным стволом 8018. Рукоятка 8020 может содержать пользовательские элементы управления, такие как поворотная рукоятка 8030, которая вращает удлиненный ствол 8018 и узел 8012 наложения скоб вокруг продольной оси ствола 8018, и закрывающий спусковой механизм 8026, способный поворачиваться перед пистолетной рукояткой 8036, закрывая узел 8012 наложения скоб. В различных вариантах осуществления кнопка 8038 высвобождения закрывающего механизма выступает наружу на рукоятке 8020 при зажатии закрывающего спускового механизма 8026 таким образом, чтобы кнопку 8038 высвобождения можно было вдавить для отжатия закрывающего спускового механизма 8026 и, например, открытия узла 8012 наложения скоб.In various circumstances, the
Пусковой крючок 8034, который может поворачиваться перед закрывающим спусковым механизмом 8026, приводит к тому, что узел 8012 наложения скоб одновременно рассекает и сшивает скобами зажатую в нем ткань. В различных обстоятельствах можно использовать множество пусковых тактов с помощью пускового крючка 8034 для уменьшения величины усилия, необходимого для приложения рукой хирурга на такт. В определенных вариантах осуществления рукоятка 8020 может содержать одно или более выполненных с возможностью вращения индикаторных колес, таких как, например, выполненное с возможностью вращения индикаторное колесо 8041, которое может показывать процесс пуска. Рычаг 8042 ручного высвобождения пуска может при необходимости обеспечивать втягивание пусковой системы до завершения полного пускового перемещения, а также рычаг 8042 высвобождения пуска может позволять хирургу или другому врачу втягивать пусковую систему в том случае, если пусковая система застряла и/или вышла из строя.The
Дополнительная информация о хирургическом сшивающем и рассекающем инструменте 8010 и других хирургических рассекающих и сшивающих инструментах, приемлемых для применения с настоящим описание, представлены, например, в заявке на патент США № 13/851,693, озаглавленной FASTENER CARTRIDGE ASSEMBLY, поданной 27 марта 2013 г., в настоящее время - публикация заявки на патент США № 2014/0291381, полное описание которой включено в настоящий документ путем ссылки. Более того, с настоящим описанием также можно использовать хирургические сшивающие и рассекающие инструменты с приводами. См., например, публикацию заявки на патент США № 2009/0090763, озаглавленную POWERED SURGICAL STAPLING DEVICE и поданную 12 августа 2008 г., полное содержание которой включено в настоящий документ путем ссылки.Further information on the 8010 surgical stapling and dissecting instrument and other surgical dissecting and stapling instruments suitable for use with this disclosure is provided, for example, in U.S. Patent Application No. 13 / 851,693, entitled FASTENER CARTRIDGE ASSEMBLY, filed March 27, 2013, now is US Patent Application Publication No. 2014/0291381, the entire disclosure of which is incorporated herein by reference. Moreover, powered surgical suturing and dissecting instruments can also be used with the present disclosure. See, for example, US Patent Application Publication No. 2009/0090763, entitled POWERED SURGICAL STAPLING DEVICE, filed Aug. 12, 2008, the entire contents of which are incorporated herein by reference.
Как показано на ФИГ. 2 и 3, пусковой узел, такой как, например, пусковой узел 9090, можно использовать с хирургическим сшивающим и рассекающим инструментом 8010 для продвижения клиновидных салазок 9126, которые содержат множество клиньев 9204, выполненных с возможностью размещения скоб из узла 8012 наложения скоб в ткань, захваченную между упором 8014 и удлиненным каналом 8016 для скоб. Более того, трехрогий элемент 9102 на дистальном участке пускового узла 9090 может выпускать скобы из узла 8012 наложения скоб, а также располагать упор 8014 относительно удлиненного канала 8016 для скоб во время пуска. Трехрогий элемент 9102 включает в себя пару верхних штифтов 9110, пару средних штифтов 9112, которые могут следовать за участком 9218 клиновидных салазок 9126, и нижний штифт или лапку 9114, а также острый режущий край 9116, который может быть выполнен с возможностью рассечения захваченной ткани в процессе продвижения пускового узла 9090 дистально. Кроме того, сформированные за одно целое и выступающие проксимально верхний направитель 9118 и средний направитель 9120, охватывающие каждый вертикальный конец режущего края 9116, могут дополнительно формировать область 9122 подготовки ткани, способствующую направлению ткани к острому режущему краю 9116 перед рассечением. Средний направитель 9120 может также служить для взаимодействия и пуска узла 8012 наложения скоб путем упора в ступенчатый центральный элемент 9124 клиновидных салазок 9126 (ФИГ. 2), которые влияют на формирование скоб с помощью узла 8012 наложения скоб.As shown in FIG. 2 and 3, a trigger assembly, such as, for example,
В различных обстоятельствах кассета со скобами может содержать средства для компенсации толщины ткани, захваченной внутри скоб, размещенных из кассеты со скобами. Как показано на ФИГ. 4, кассета со скобами, такая как, например, кассета 10 000 со скобами, может использоваться с хирургическим сшивающим и рассекающим инструментом 8010 и может включать в себя жесткий первый участок, такой как, например, опорный участок 10 010, и сжимаемый второй участок, такой как, например, компенсатор 10 020 толщины ткани. Опорный участок 10 010 может содержать корпус кассеты и множество полостей 10 012 для скоб. Например, скоба 10 030 может быть расположена с возможностью извлечения в каждой полости 10 012 для скоб. Как преимущественно показано на ФИГ. 4 и 5, каждая скоба 10 030 может содержать основание 10 031 и одну или более ножек 10 032, проходящих от основания 10 031. Перед размещением скоб 10 030 основания 10 031 скоб 10 030 могут поддерживаться выталкивателями скоб, расположенными внутри опорного участка 10 010, и одновременно ножки 10 032 скоб 10 030 могут по меньшей мере частично содержаться внутри полостей 10 012 для скоб.In various circumstances, the staple cassette may contain means to compensate for the thickness of tissue trapped within the staples disposed from the staple cassette. As shown in FIG. 4, a staple cassette, such as, for example, staple cassette 10,000, may be used with the surgical stapling and
В различных обстоятельствах скобы 10 030 могут быть размещены между неактивированным положением и активированным положением таким образом, чтобы ножки 10 032 перемещались через компенсатор 10 020 толщины ткани, проникали через верхнюю поверхность компенсатора 10 020 толщины ткани, проникали в ткань T и в контакт с упором, расположенным противоположно кассете 10 000 со скобами. По мере того как ножки 10 032 деформируются об упор, ножки 10 032 каждой скобы 10 030 могут захватывать часть компенсатора 10 020 толщины ткани и часть ткани T внутри каждой скобы 10 030 и прикладывать к ткани сжимающее усилие. В дополнение к указанному выше ножки 10 032 каждой скобы 10 030 могут быть деформированы вниз к основанию 10 031 скобы с формированием области захвата скобы, в которую могут быть захвачены ткань Т и компенсатор 10 020 толщины ткани. В различных обстоятельствах область захвата скобы может быть сформирована между внутренними поверхностями деформированных ножек 10 032 и внутренней поверхностью основания 10 031. Размер области захвата для скобы может зависеть от нескольких факторов, таких как, например, длина ножек, диаметр ножек, ширина основания и/или степень деформации ножек.In various circumstances,
В процессе применения, в дополнение к указанному выше и как преимущественно показано на ФИГ. 4, упор, такой как упор 8014 хирургического сшивающего и рассекающего инструмента 8010, можно переместить в закрытое положение противоположно кассете 10 000 со скобами путем нажатия на закрывающий спусковой механизм 8026 для продвижения трехрогого элемента 9102. Упор 8014 может, например, располагать ткань у компенсатора 10 020 толщины ткани и в различных обстоятельствах прижимать компенсатор 10 020 толщины ткани к опорному участку 10 010. После того как упор 8014 был надлежащим образом расположен, возможно размещение скоб 10 030, как также показано на ФИГ. 4.In use, in addition to the above and as advantageously shown in FIG. 4, an abutment such as an
В различных обстоятельствах, как упомянуто выше, салазки 10 050 для запуска скоб, во многих отношениях аналогичные салазкам 9126 (см. ФИГ. 3), можно перемещать от проксимального конца кассеты 10 000 со скобами к дистальному концу 10 002, как показано на ФИГ. 5. По мере продвижения пускового узла 9090 салазки 10 050 могут контактировать с выталкивателями 10 040 скоб и поднимать выталкиватели 10 040 скоб вверх внутри полостей 10 012 для скоб. В по меньшей мере одном примере каждый из салазок 10 050 и выталкивателей 10 040 скоб может содержать одну или более наклонных направляющих, или наклонных поверхностей, которые могут совместно перемещать выталкиватели 10 040 скоб вверх из их неактивированных положений. Когда выталкиватели 10 040 скоб поднимаются вверх внутри соответствующих им полостей 10 012 для скоб, выталкиватели 10 040 скоб могут поднимать скобы 10 030 вверх таким образом, что скобы 10 030 могут выходить из соответствующих им полостей 10 012 для скоб. В различных обстоятельствах салазки 10 050 могут одновременно перемещать вверх несколько скоб во время пусковой последовательности.In various circumstances, as mentioned above, a staple launch slide 10,050, in many respects similar to slide 9126 (see FIG. 3), can be moved from the proximal end of the staple cassette 10,000 to the distal end 10,002 as shown in FIG. 5. As
Как показано на ФИГ. 5, ножки 10 032 скоб 10 030 могут проходить в компенсатор 10 020 за пределы опорного участка 10 010, когда скобы 10 030 находятся в своих неактивированных положениях. В различных обстоятельствах кончики ножек 10 032 скобы или любой другой участок ножек 10 032 скобы могут не выступать через верхнюю контактирующую с тканью поверхность 10 021 компенсатора 10 020 толщины ткани, когда скобы 10 030 находятся в своих неактивированных положениях. В определенных обстоятельствах кончики ножек 10 032 скобы могут содержать острые кончики, способные рассекать и проникать в компенсатор 10 020 толщины ткани.As shown in FIG. 5, the legs 10,032 of the staples 10,030 can extend into the compensator 10,020 beyond the support section 10,010 when the staples 10,030 are in their non-activated positions. In various circumstances, the ends of the
На ФИГ. 6 представлен узел 10 кассеты со скобами. Узел 10 кассеты со скобами включает в себя кассету 12 со скобами. Кассета 12 со скобами во многих отношениях аналогична кассете 10 000 со скобами. Как и кассета 10 000 со скобами, кассета 12 со скобами включает в себя множество скоб, содержащихся во множестве полостей или карманов 22, сформированных в кассете 12 со скобами. Также множество скоб могут быть размещены из кассеты 12 со скобами хирургическим сшивающим и рассекающим инструментом 8010.FIG. 6 shows a
Кассета 12 со скобами дополнительно включает в себя платформу 16 кассеты с наружной поверхностью 18. Кассета 12 со скобами также включает в себя паз 20 для скальпеля, в котором хранится режущий край 9116, выдвигающийся для разрезания ткани, захваченной хирургическим сшивающим и рассекающим инструментом 8010. Множество карманов 22 могут проходить от наружной поверхности 18 в кассету 12 со скобами с целью хранения множества скоб. Продвижение салазок 10 050 через кассету 12 со скобами приводит к тому, что скобы из кассеты 12 со скобами размещаются из соответствующих им карманов 22 в ткань таким же или по существу таким же образом, как скобы 10 030 размещаются из кассеты 10 000 со скобами, как описано выше.The
Как также показано на ФИГ. 6, узел 10 кассеты со скобами дополнительно включает в себя компенсатор толщины ткани или сжимаемый вспомогательный элемент 14. Сжимаемый вспомогательный элемент 14 прикреплен к наружной поверхности 18 путем частичного расплавления сжимаемого вспомогательного элемента 14 на наружной поверхности 18, что позволяет расплавленным участкам сжимаемого вспомогательного элемента 14 течь на наружную поверхность 18. Расплавленные участки сжимаемого вспомогательного элемента 14 повторно отверждают, например, путем охлаждения, что приводит к прикреплению сжимаемого вспомогательного элемента 14 к наружной поверхности 18.As also shown in FIG. 6, the
В определенных случаях кассета 12 со скобами может включает в себя один или более нагревательных элементов (не показаны), выполненных с возможностью нагревания наружной поверхности 18. Нагретая наружная поверхность 18 может расплавлять участки сжимаемого вспомогательного элемента 14, которые находятся в контакте с ним. При повторном отверждении расплавленные участки сжимаемого вспомогательного элемента 14 могут формировать области крепления, которые закрепляют сжимаемый вспомогательный элемент 14 на наружной поверхности наружной поверхности 18.In certain cases, the
В по меньшей мере одном случае наружная поверхность 18 нагревается равномерно. Альтернативно непосредственно нагреваются конкретные зоны наружной поверхности 18, а другие зоны непосредственно не нагреваются. Зоны, которые непосредственно не нагреваются, в настоящем документе могут называться «ненагреваемыми». Участки сжимаемого вспомогательного элемента 14, которые контактируют или находятся в непосредственной близости к непосредственно нагреваемым зонам, могут расплавляться, а затем повторно затвердевать для образования крепежных областей между сжимаемым вспомогательным элементом 14 и наружной поверхностью 18. Участки сжимаемого вспомогательного элемента 14, которые контактируют или находятся в непосредственной близости к ненагреваемым зонам, остаются не прикрепленными к наружной поверхности 18.In at least one case, the
В по меньшей мере одном случае наружная поверхность 18 нагревается равномерно или по меньшей мере по существу равномерно, но определенные зоны наружной поверхности 18 могут иметь более высокую теплопроводность, чем другие зоны наружной поверхности 18. В таких случаях участки сжимаемого вспомогательного элемента 14, которые контактируют или находятся в непосредственной близости к зонам с более высокой теплопроводностью, могут расплавляться, а затем повторно затвердевать с образованием крепежных областей между сжимаемым вспомогательным элементом 14 и наружной поверхностью 18, а участки сжимаемого вспомогательного элемента 14, которые контактируют или находятся в непосредственной близости к зонам с более низкой теплопроводностью, остаются не прикрепленными к наружной поверхности 18.In at least one case, the
Как описано выше, избирательный или локализованный нагрев определенных зон наружной поверхности 18 можно использовать для образования или создания дискретных крепежных областей между сжимаемым вспомогательным элементом 14 и наружной поверхностью 18. Альтернативно сжимаемый вспомогательный элемент 14 может быть специально разработан, как показано на ФИГ. 6, для получения избирательных крепежных областей при наличии равномерно нагретой наружной поверхности 18.As described above, selective or localized heating of certain areas of the
В различных случаях зоны наружной поверхности 18, которые должны связываться со сжимаемым вспомогательным элементом 14, обрабатывают для улучшения связывания. В по меньшей мере одном случае одна или более таких зон связывания могут иметь нерегулярную топографию. Например, такие зоны связывания могут иметь большую шероховатость, чем остальная часть наружной поверхности 18. В соответствии с одной не имеющей ограничительного характера теорией большая шероховатость может усиливать связывание с расплавленными участками сжимаемого вспомогательного элемента 14 путем увеличения площади поверхности, доступной для контакта с расплавленными участками сжимаемого вспомогательного элемента 14.In various cases, the areas of the
Желательная шероховатость зон связывания может быть получена с использованием любого приемлемого процесса, такого как, например, механическое истирание, химическое травление, дробеструйная обработка, лазерная обработка и/или плазменное напыление. Другие процессы для получения желательной шероховатости также предусмотрены в настоящем описании.The desired roughness of the bonding zones can be obtained using any suitable process such as, for example, mechanical abrasion, chemical etching, shot blasting, laser treatment and / or plasma spraying. Other processes for obtaining the desired roughness are also contemplated herein.
В дополнение к указанному выше сжимаемый вспомогательный элемент 14 имеет корпус 24. Корпус 24 имеет лицевую поверхность 26, выполненную с возможностью установки относительно по меньшей мере части наружной поверхности 18 кассеты 12 со скобами. Лицевая поверхность 26 может включать в себя множество крепежных областей 28 и множество некрепежных областей 30, как показано на ФИГ. 6. Избирательное прикрепление сжимаемого вспомогательного элемента 14 к наружной поверхности 18 в крепежных областях 28 может снижать усилие, необходимое для высвобождения сжимаемого вспомогательного элемента 14 из платформы 16 кассеты, по сравнению с ситуацией, где вся лицевая поверхность сжимаемого вспомогательного элемента прикреплена к поверхности 18.In addition to the above, the
Крепежные области 28 выполнены из одного или более биосовместимых материалов. Аналогичным образом, некрепежные области 30 выполнены из одного или более биосовместимых материалов. В различных ситуациях по меньшей мере один из биосовместимых материалов, формирующих крепежные области 28, исключен из биосовместимых материалов, формирующих некрепежные области 30. В таких случаях один или более биосовместимых материалов, формирующих некрепежные области 30, имеют температуры плавления, превышающие температуру плавления исключенного биосовместимого материала крепежных областей 28. В определенных случаях крепежные области 28 выполнены из биосовместимого материала «A», биосовместимого материала «B» и биосовместимого материала «C», а некрепежные области 30 выполнены из биосовместимого материала «A» и биосовместимого материала «B», но исключают биосовместимый материал «C». В таких случаях биосовместимый материал «C» имеет более низкую температуру плавления, чем биосовместимый материал «A» и биосовместимый материал «B». При нагревании крепежных областей 28 и некрепежных областей 30 до температуры плавления биосовместимого материала «C» биосовместимый материал «C» расплавляется и вытекает из крепежных областей 28 на наружную поверхность 18. После повторного отверждения биосовместимого материала «C» формируется связывание между крепежными областями 28 и наружной поверхностью 18.The
В по меньшей мере одном случае некрепежные области 30 могут быть выполнены из первого биосовместимого материала, а крепежные области 28 могут быть выполнены из второго биосовместимого материала, отличного от первого биосовместимого материала. Второй биосовместимый материал может иметь более низкую температуру плавления, чем первый биосовместимый материал. В таких случаях воздействие лицевой поверхности 26 на наружную поверхность 18, равномерно нагретую до температуры, которая больше или равна температуре плавления второго биосовместимого материала, но меньше температуры плавления первого биосовместимого материала, приводит к тому, что крепежные области 28 плавятся и стекают на наружную поверхность 18. Однако некрепежные области 30 будут оставаться в своем твердом состоянии, поскольку температура наружной поверхности 18 ниже температуры плавления первого биосовместимого материала. При повторном затвердевании крепежные области 28 высвобождаемо прикрепляют корпус 24 сжимаемого вспомогательного элемента 14 к наружной поверхности 18 платформы 16 кассеты.In at least one case, the
В различных случаях одна или более некрепежных областей 30 и/или одна или более крепежных областей 28 могут содержать биоабсорбируемые материалы, такие как, например, полигликолевая кислота (PGA), продаваемая под торговым наименованием VICRYL, полимолочная кислота (PLA или PLLA), полидиоксанон (PDS), полигидроксиалканоат (PHA), полиглекапрон 25 (PGCL), продаваемый под торговым наименованием Monocryl, и/или поликапролактон (PCL). В определенных случаях одна или более крепежных областей 28 и/или некрепежных областей 30 могут содержать один или более композитных материалов, включающих в себя два или более полимера, причем полимеры, например, выбирают из группы, включающей в себя PGA, PLA, PDS, PHA, PGCL и/или PCL. В по меньшей мере одном случае второй биосовместимый материал выполнен из PDS.In various cases, one or more
В по меньшей мере одном случае сжимаемый вспомогательный элемент 14 присоединен к платформе 16 кассеты, вызывая временный фазовый переход во втором биосовместимом материале крепежных областей 28, тогда как сжимаемый вспомогательный элемент 14 прижат или расположен относительно платформы 16 кассеты. В определенных случаях временный фазовый переход во втором биосовместимом материале не сопровождается фазовым переходом в первом биосовместимом материале некрепежных областей 30.In at least one case, the
В определенных случаях крепежные области 28 повторно отверждают путем удаления или деактивации источника тепла. В по меньшей мере одном случае источником тепла является печь, которая выполнена с возможностью приема кассеты 12 со скобами и сжимаемого вспомогательного элемента 14, расположенного относительно платформы 16 кассеты. Печь может нагреваться до приемлемой температуры до и/или после приема кассеты 12 со скобами и сжимаемого вспомогательного элемента 14. В по меньшей мере одном случае источник тепла может представлять собой цепь термосопротивления, которая может быть активирована для нагрева наружной поверхности 18. Цепь термосопротивления может быть размещена, например, под платформой 16 кассеты. В настоящем описании предусмотрены и другие приемлемые источники тепла. В определенных случаях крепежные области 28 повторно отверждают путем активного охлаждения в дополнение к удалению или деактивации источника тепла. Например, для охлаждения крепежных областей 28 до температуры ниже температуры плавления второго биосовместимого материала может использоваться вентилятор или любая другая охлаждающая система.In certain cases, the anchoring
В по меньшей мере одном случае некрепежные области 30 могут быть выполнены из множества биосовместимых материалов с температурами плавления, превышающими заданную температуру. Аналогичным образом, крепежные области 28 могут быть выполнены из множества биосовместимых материалов, однако биосовместимые материалы крепежных областей 28 включают в себя по меньшей мере один биосовместимый материал, имеющий температуру плавления, меньшую или равную заданной температуре плавления. Иными словами, биосовместимые материалы крепежных областей 28 включают в себя по меньшей мере один биосовместимый материал, имеющий температуру плавления, которая меньше температур плавления биосовместимых материалов некрепежных областей 30. При нагревании лицевой поверхности 26 сжимаемого вспомогательного элемента 14 до заданной температуры крепежные области 28 расплавляются или по меньшей мере частично расплавляются для связывания с наружной поверхностью 18, тогда как некрепежные области 30 остаются в своей твердой фазе и не связываются с наружной поверхностью 18.In at least one case, the
В различных случаях, в дополнение к указанному выше, некрепежные области 30 должны исключать только биосовместимые материалы с температурами плавления, которые меньше или равны температуре плавления биосовместимого материала с наименьшей температурой плавления в крепежных областях 28. При этом состав крепежных областей 28 не обязательно ограничен одним биосовместимым материалом. Напротив, крепежные области 28 могут быть выполнены из множества биосовместимых материалов, при условии что множество биосовместимых материалов крепежных областей 28 включают в себя по меньшей мере один биосовместимый материал с температурой плавления, которая ниже температуры (температур) плавления биосовместимого(-ых) материала(-ов) некрепежных областей 30.In various cases, in addition to the above, the
Как также показано на ФИГ. 6, корпус 24 сжимаемого вспомогательного элемента 14 может включать в себя волокнистую конструкцию, содержащую множество волокон. К приемлемым сжимаемым вспомогательным элементам могут относиться, например, сетки, другие нитевидные структуры, нетканые структуры, губки, тканые или нетканые материалы, плетеные или неплетеные материалы, войлоки, элюированные солью пористые материалы, формованные пористые материалы и/или напечатанные на 3D-принтере вспомогательные элементы. В настоящем описании предусмотрены и другие методики получения сжимаемого вспомогательного элемента 14.As also shown in FIG. 6, the
В по меньшей мере одном случае некрепежные области 30 могут включать в себя первое множество волокон, причем крепежные области 28 могут включать в себя второе множество волокон, отличное от первого множества волокон. Например, второе множество волокон может иметь более низкую температуру плавления, чем первое множество волокон. В таких случаях воздействие лицевой поверхности 26 сжимаемого вспомогательного элемента 14 на наружную поверхность 18, равномерно нагретую до температуры, которая больше или равна температуре плавления второго множества волокон, но ниже температуры плавления первого множества волокон, приводит к тому, что второе множество волокон крепежных областей 28 плавится и стекает на наружную поверхность 18. Однако первое множество волокон некрепежных областей 30 будет оставаться в своем твердом состоянии, поскольку температура наружной поверхности 18 ниже температуры плавления первого множества волокон.In at least one case, the
Волокнистая конструкция корпуса 24 сжимаемого вспомогательного элемента 14 может быть прижата на наружной поверхности 18 или расположена относительно наружной поверхности, равномерно нагретой до температуры, достаточной для плавления волокон крепежных областей 28, но не волокон некрепежных областей 30. При повторном затвердевании расплавленные волокна крепежных областей 28 прикрепляют корпус 24 сжимаемого вспомогательного элемента 14 к наружной поверхности 18 платформы 16 кассеты.The fibrous structure of the
В различных случаях наружная поверхность 18 может содержать зоны связывания для связывания с крепежными областями 28. В определенных случаях зоны связывания обрабатывают для улучшения связывания между крепежными областями 28 и наружной поверхностью 18. В по меньшей мере одном случае одна или более зон связывания могут иметь нерегулярную топографию, которая повышает шероховатость зон связывания в сравнении с остальной частью наружной поверхности 18. Как описано выше, повышенная шероховатость может соответствовать увеличению площади поверхности зон связывания, доступной для связывания с крепежными областями 28.In various cases, the
Как показано на ФИГ. 7, узел 40 кассеты со скобами включает в себя кассету 42 со скобами, во многих отношениях аналогичную кассетам 12 и 10 000 со скобами. Как и кассета 10 000 со скобами, кассета 42 со скобами включает в себя множество скоб, таких как, например, множество скоб 43, хранящихся в кассете 42 со скобами во множестве полостей или карманов 52. Более того, как и скобы кассеты 10 000 со скобами, скобы 43 могут быть размещены из кассеты 42 со скобами в захваченную ткань с помощью хирургического сшивающего и рассекающего инструмента 8010.As shown in FIG. 7, the
Кассета 42 со скобами имеет платформу 46 кассеты. Аналогично платформе 16 кассеты платформа 46 кассеты имеет наружную поверхность, такую как, например, наружная поверхность 48. Множество карманов 52 проходят от платформы 46 кассеты в кассету 42 со скобами и выполнены с возможностью хранения множества скоб 43, как показано на ФИГ. 7. При применении кассеты 42 со скобами с хирургическим сшивающим и рассекающим инструментом 8010 выдвигание салазок 10 050 через кассету 42 со скобами приводит к размещению скоб 43 из соответствующих им карманов 52 в ткань таким же или по существу таким же образом, как скобы 10 030 размещаются из кассеты 10 000 со скобами.The
Узел 40 кассеты со скобами включает в себя слой, такой как, например, компенсатор толщины ткани или сжимаемый вспомогательный элемент. В показанном варианте осуществления узел 40 кассеты со скобами включает в себя сжимаемый вспомогательный элемент 14. Сжимаемый вспомогательный элемент 14 собран с платформой 46 кассеты 42 со скобами или расположен относительно нее. Сжимаемый вспомогательный элемент 14 присоединен ко множеству зон 56 связывания на платформе 46 кассеты, как более подробно описано ниже.The
В определенных случаях зоны 56 связывания могут быть размещены рядами. Каждый ряд может включать в себя множество зон 56 связывания. В варианте осуществления, показанном на ФИГ. 7, зоны 56 связывания размещены тремя параллельными рядами 56a-56c, проходящими вдоль длины платформы 46 кассеты с каждой стороны паза 20 для скальпеля. Альтернативно зоны 56 связывания могут быть размещены двумя параллельными рядами вдоль длины платформы 46 кассеты с каждой стороны паза 20 для скальпеля. Альтернативно зоны 56 связывания могут быть размещены в один ряд вдоль длины платформы 46 кассеты с каждой стороны паза 20 для скальпеля. Альтернативно зоны 56 связывания могут быть размещены непараллельными рядами. В определенных случаях зоны 56 связывания могут быть размещены по периметру или периферии платформы 46 кассеты.In certain cases, the binding
Средний ряд 56b смещен от наружных рядов 56a, 56c. Иными словами, пара зон связывания из наружных рядов 56a, 56c совмещена в боковом направлении с зазором между двумя последовательными зонами связывания среднего ряда 56b. Зазор может включать в себя карман 52. В определенных случаях множество зон 56 связывания и множество карманов 52 могут быть размещены в один ряд таким образом, что каждая зона 56 связывания расположена между двумя последовательными карманами 52, как показано на ФИГ. 7. В настоящем описании также предусмотрены другие варианты размещения зон 56 связывания относительно платформы 46 кассеты.The
Как показано на ФИГ. 7, платформа 42 кассеты может включать в себя множество удлинителей 54 карманов, проходящих из наружной поверхности 48. Удлинители 54 карманов могут выполнять ряд функций. Например, удлинители 54 карманов могут защищать ножки скоб 43, проходящие за пределы карманов 52 в их неактивированных положениях. Также удлинители 54 карманов могут направлять скобы 43 при пуске. Зона 56 связывания может проходить между двумя смежными удлинителями 54 двух разных карманов 52. Иными словами, зона 56 связывания может проходить между двумя смежными атравматическими удлинителями 54 карманов, каждый из которых защищает ножку другой скобы.As shown in FIG. 7, the
В определенных случаях множество удлинителей 54 карманов могут быть размещены в ряд со множеством зон 56 связывания, таких как, например, ряды 56a-56c. В по меньшей мере одном примере каждая из множества зон 56 связывания в таком ряду может быть расположена между двумя последовательными атравматическими удлинителями 54 карманов. Например, как показано на ФИГ. 7, зона 56' связывания расположена между дистальной скобой 43a и проксимальной скобой 43b таким образом, что зона 56' связывания проходит между первым удлинителем 54a кармана, защищающим проксимальную ножку 45 дистальной скобы 43a, и вторым удлинителем 54b кармана, защищающим дистальную ножку (не показана) проксимальной скобы 43b.In certain cases, a plurality of
Как указано выше, зоны 56 связывания платформы 46 кассеты могут проходить от наружной поверхности 48. Иными словами, зоны 56 связывания могут быть приподняты или расположены ступенчато относительно наружной поверхности 48, как показано на ФИГ. 7. В различных случаях крепежные области 28 могут быть расположены на зонах 56 связывания. Подъем зон 56 связывания относительно наружной поверхности 48 может предотвращать или по меньшей мере ограничивать затекание расплавленного материала крепежных областей 28 за пределы зон 56 связывания, что может помогать обеспечивать прикрепление между сжимаемым вспомогательным элементом 14 и платформой 46 кассеты в дискретных областях, образованных зонами 56 связывания.As noted above, the
В различных случаях зоны 56 связывания платформы 46 кассеты обрабатывают для улучшения их прикрепления к соответствующим крепежным областям 28 сжимаемого вспомогательного элемента 14. В по меньшей мере одном случае одна или более зон 56 связывания могут иметь нерегулярную топографию, как показано на ФИГ. 7. Иными словами, зоны 56 связывания могут иметь большую шероховатость, чем остальная часть наружной поверхности 48. Повышенная шероховатость улучшает связывание с расплавленными крепежными областями 28. Желательная шероховатость зон связывания может быть получена с использованием любого приемлемого процесса, такого как, например, механическое истирание, химическое травление, дробеструйная обработка, лазерная обработка и/или плазменное напыление. Другие процессы для получения желательной шероховатости также предусмотрены в настоящем описании.In various cases, the
В различных случаях платформа 46 кассеты может дополнительно включать в себя один или более крепежных элементов 58. Крепежные элементы 58 помогают прикреплять сжимаемый вспомогательный элемент 14 к платформе 46 кассеты. В определенных случаях крепежные элементы 58 имеют зазубрины, которые помогают сохранять первоначальное совмещение между зонами 56 связывания и соответствующими крепежными областями 48 сжимаемого вспомогательного элемента 14 во время процессов расплавления и/или повторного отверждения, применяемых для связывания сжимаемого вспомогательного элемента 14 с платформой 46 кассеты. Сжимаемый вспомогательный элемент 14 можно прижать к платформе 46 кассеты, так чтобы крепежные элементы 58 взаимодействовали с лицевой поверхностью 26 сжимаемого вспомогательного элемента 14 и/или формировали первоначальное совмещение между зонами 56 связывания и крепежными областями 28. Затем крепежные области 28 расплавляют на зонах 56 связывания. При повторном затвердевании крепежные области 58 прикрепляют сжимаемый вспомогательный элемент 14 к зонам 56 связывания.In various cases, the
Как показано на ФИГ. 8, узел 60 кассеты со скобами собирают с хирургическим сшивающим и рассекающим инструментом, таким как, например, сшивающий и рассекающий инструмент 8010. Узел 60 кассеты со скобами включает в себя кассету 62 со скобами. Кассета 62 со скобами во многих отношениях аналогична кассетам 12, 42 и 10 000 со скобами. Кассета 62 со скобами включает в себя платформу 66 кассеты, которая имеет наружную поверхность, такую как, например, наружная поверхность 68. Узел 60 кассеты со скобами дополнительно содержит сжимаемый слой 64 и связывающий слой 65. Связывающий слой 65 может быть выполнен из множества связывающих островков 67, как показано на ФИГ. 8. Связывающие островки 67 могут быть расположены на расстоянии друг от друга и могут размещаться на наружной поверхности 68 платформы 66 кассеты с заданной конструкцией. Связывающие островки 67 размещены узором, окружающим или по меньшей мере частично окружающим паз 20 для скальпеля. Иными словами, связывающие островки 67 размещены узором по периферии или по периметру паза 20 для скальпеля. В настоящем описании также предусмотрены другие варианты размещения связывающих островков 67 на наружной поверхности 68.As shown in FIG. 8, the
В определенных случаях один или более связывающих островков 67 имеют цилиндрическую форму, как показано на ФИГ. 8. В настоящем описании также предусмотрены и другие формы. Например, один или более связывающих островков 67 могут иметь куполообразную форму. В варианте осуществления, показанном на ФИГ. 8, связывающий островок 67' расположен на наружной поверхности 68 в ее дистальном участке, который находится дистальнее паза 20 для скальпеля.In certain cases, one or more of the
В различных случаях связывающие островки 67 связывающего слоя 65 могут быть сформированы с платформой 66 кассеты во время изготовления. Альтернативно связывающий слой 65 может быть прикреплен к платформе 66 кассеты, например, хирургом. Для прикрепления связывающего слоя 65 к платформе 66 кассеты можно использовать любую приемлемую методику прикрепления. В по меньшей мере одном случае связывающий слой 65 может включать в себя, например, одну или более соединительных полос 69. Соединительные полосы 69 также взаимно соединяют связывающие островки 67 и могут использоваться, например, для прикрепления связывающего слоя 65 к платформе 66 кассеты.In various cases, the
В любом случае сжимаемый слой 64 может быть присоединен к платформе 66 кассеты, прижимая или располагая сжимаемый слой 64 относительно расплавленных или по меньшей мере частично расплавленных связывающих островков 67, а затем позволяя или вызывая повторное затвердевание связывающих островков 67. Иными словами, сжимаемый слой 64 может быть присоединен к платформе 66 кассеты, вызывая временный фазовый переход в связывающих островках 67, когда сжимаемый слой 64 прижат или расположен относительно связывающих островков 67.In either case, the
В одном варианте осуществления сжимаемый слой 64 прижимают или располагают относительно связывающих островков 67. Затем связывающие островки 67 нагревают до заданной температуры, что приводит к тому, что связывающие островки 67 расплавляются или меньшей мере частично расплавляются. Наконец, связывающие островки 67 охлаждают или позволяют им охладиться до температуры ниже заданной температуры, таким образом вызывая повторное затвердевание связывающих островков 67 и прикрепление сжимаемого слоя 64 к платформе 66 кассеты. Альтернативно связывающие островки 67 можно нагреть до заданной температуры до прижатия или расположения сжимаемого слоя 64 относительно связывающих островков 67.In one embodiment, the
В определенных случаях связывающие островки 67 повторно отверждают путем удаления или деактивации источника тепла. В других случаях связывающие островки 67 повторно отверждают путем активного охлаждения в дополнение к удалению или деактивации источника тепла. Например, для охлаждения связывающих островков 67 до температуры ниже заданной может использоваться вентилятор или любая другая охлаждающая система.In certain cases, the
В по меньшей мере одном случае сжимаемый слой 64 может быть выполнен из первого биосовместимого материала, а связывающие островки 67 могут быть выполнены из второго биосовместимого материала, отличного от первого биосовместимого материала. Второй биосовместимый материал может иметь более низкую температуру плавления, чем первый биосовместимый материал. В таких случаях нагревание связывающих островков 67 до температуры плавления второго биосовместимого материала, но ниже температуры плавления первого биосовместимого материала приводит к тому, что связывающие островки 67 расплавляются и стекают в сжимаемый слой 64 и на наружную поверхность 68. Однако сжимаемый слой 64 останется в твердой фазе. При повторном затвердевании связывающие островки 67 прикрепляют сжимаемый слой 64 к наружной поверхности 68 платформы 66 кассеты.In at least one case, the
В по меньшей мере одном случае сжимаемый слой 64 присоединен к платформе 66 кассеты, вызывая временное изменение фазы или фазовый переход во втором биосовместимом материале связывающих островков 67, когда сжимаемый слой 64 прижат или расположен относительно платформы 66 кассеты. В определенных случаях временный фазовый переход во втором биосовместимом материале не сопровождается фазовым переходом в первом биосовместимом материале сжимаемого слоя 64.In at least one case, the
В различных случаях сжимаемый слой 64 и/или связывающий слой 67 могут содержать биоабсорбируемые материалы, такие как, например, полигликолевая кислота (PGA), продаваемая под торговым наименованием Vicryl, полимолочная кислота (PLA или PLLA), полидиоксанон (PDS), полигидроксиалканоат (PHA), полиглекапрон 25 (PGCL), продаваемый под торговым наименованием Monocryl, и/или поликапролактон (PCL). В определенных случаях сжимаемый слой 64 и/или связывающий слой 67 может содержать композитные материалы, которые включают в себя два или более полимеров, причем полимеры выбирают из группы, например, включающей в себя PGA, PLA, PDS, PHA, PGCL и/или PCL. В по меньшей мере одном случае второй биосовместимый материал выполнен, например, из PDS.In various cases, the
Читателю будет понятно, что сжимаемые вспомогательные элементы и/или слои настоящего описания можно прикреплять к упору, такому как, например, упор 8014 хирургического сшивающего и рассекающего инструмента 8010, таким же образом, как сжимаемые вспомогательные элементы и/или слои прикреплены к кассетам со скобами настоящего описания, и наоборот. Например, сжимаемый вспомогательный элемент 14 можно прикрепить к упору 8014 путем равномерного нагревания упора 8014 до температуры, достаточной для расплавления волокон крепежных областей 28, но не волокон некрепежных областей 30. При повторном затвердевании расплавленные волокна крепежных областей 28 прикрепляют корпус 24 сжимаемого вспомогательного элемента 14 к упору 8014. Аналогичным образом, связывающий слой 65 можно использовать для прикрепления сжимаемого слоя 64 к упору 8014 таким же образом, как связывающий слой 65 прикрепляет сжимаемый слой 64 к кассете 62 со скобами.Как показано преимущественно на ФИГ. 1 и 9, хирургический сшивающий и рассекающий инструмент, такой как, например, хирургический сшивающий и рассекающий инструмент 8010, может включать в себя узел 104 сжимаемого вспомогательного элемента. Узел 80 сжимаемого вспомогательного элемента может быть прикреплен к элементу бранши хирургического сшивающего и рассекающего инструмента 8010. В по меньшей мере одном случае узел 104 сжимаемого вспомогательного элемента прикрепляют к упору, такому как, например, упор 84 (ФИГ. 9), который во многих отношениях аналогичен упору 8014 (ФИГ. 1).The reader will understand that compressible ancillaries and / or layers of the present disclosure can be attached to an abutment, such as, for example,
Альтернативно узел 104 сжимаемого вспомогательного элемента можно прикреплять к кассете со скобами, такой как, например, кассета 10 000 со скобами. В определенных случаях первый узел 104 сжимаемого вспомогательного элемента прикреплен к упору, а второй узел 104 сжимаемого вспомогательного элемента прикреплен к кассете со скобами того же хирургического сшивающего и рассекающего инструмента. В таких случаях ткань захватывается между первым и вторым узлами 104 сжимаемых вспомогательных элементов при переводе хирургического сшивающего и рассекающего инструмента в закрытую конфигурацию.Alternatively, the collapsible
Аналогично упору 8014 упор 84 имеет удлиненный паз 86, который проходит вдоль длины упора 84, образуя первую наружную поверхность 88, проходящую с первой стороны 90 удлиненного паза 86, и вторую наружную поверхность 92, проходящую со второй стороны 94 удлиненного паза 86, как показано на ФИГ. 9. В определенных случаях упор 84 выполнен с возможностью перемещения относительно кассеты со скобами, такой как, например, кассета 10 000 со скобами, для захвата ткани между ними. Альтернативно кассета 10 000 со скобами может перемещаться относительно упора 84 для захвата ткани между ними. Альтернативно упор 84 и кассета 10 000 со скобами могут перемещаться друг к другу, захватывая между собой ткань. Пусковой узел, такой как, например, пусковой узел 9090 (ФИГ. 3), можно использовать с хирургическим сшивающим и рассекающим инструментом 8010 для размещения скоб из узла 8012 наложения скоб (ФИГ. 1) в ткань, захваченную между упором 84 и кассетой 10 000 со скобами, как более подробно описано выше.Like
Как показано на ФИГ. 9, первая наружная поверхность 88 имеет множество карманов 96. Аналогичным образом, вторая наружная поверхность 92 имеет множество карманов 98. Карманы 96 и 98 могут быть выполнены с возможностью приема и деформации скоб, например, по мере их размещения из кассеты 10 000 со скобами. Более того, удлиненный паз 86 может быть выполнен с возможностью вмещения режущего края 9116 (ФИГ. 3) по мере его продвижения для разрезания ткани, захваченной хирургическим сшивающим и рассекающим инструментом 8010.As shown in FIG. 9, the first
Как показано на ФИГ. 3 и 9, упор 84 может иметь внутреннюю поверхность 100, образующую внутреннее пространство 102 внутри упора 84. Штифты 9110 (ФИГ. 3) пускового узла 9090 могут скользить ко внутренней поверхности 102 и могут проходить через внутреннее пространство 102 по мере продвижения пускового узла 9090 для размещения скоб в ткань, захваченную узлом 8012 наложения скоб.As shown in FIG. 3 and 9, the
Как также показано на ФИГ. 9, узел 104 сжимаемого вспомогательного элемента включает в себя крепежный слой 106, первый сжимаемый вспомогательный элемент 108 и второй сжимаемый вспомогательный элемент 110. Крепежный слой 106 может быть выполнен с возможностью соединения первого сжимаемого вспомогательного элемента 108 и второго сжимаемого вспомогательного элемента 110 с упором 84, как более подробно описано ниже. Первая секция 106a крепежного слоя 106 выполнена с возможностью установки с первой стороны 90 удлиненного паза 86, а вторая секция 106b выполнена с возможностью установки со второй стороны 94 удлиненного паза 86. Удлиненный паз 86 отделяет первую секцию 106a от второй секции 106b. Промежуточная секция 106c крепежного слоя 106 проходит между первой секцией 106a и второй секцией 106b. Промежуточная секция 106c перекрывает удлиненный паз 86. В определенных случаях промежуточная секция 106c лишь частично перекрывает удлиненный паз 86As also shown in FIG. 9, the collapsible
В определенных случаях промежуточная секция 106c полностью перекрывает удлиненный паз 86. В по меньшей мере одном случае промежуточная секция 106c может быть выполнена из множества мостовых участков 107, как показано на ФИГ. 9. Каждый мостовой участок 107 проходит между первой секцией 106a и второй секцией 106b. Мостовые участки 107 расположены на расстоянии друг от друга. Мостовые участки 107 отделены зазорами 109 в промежуточной секции 106b. Зазоры 109 открывают удлиненный паз 86.In certain cases, the
Как показано на ФИГ. 9, мостовые участки 107 могут быть стратегически размещены вдоль удлиненного паза 86 для сохранения целостности крепежного слоя 106 при сведении к минимуму пускового усилия, необходимого для выталкивания режущего края 9116 (ФИГ. 3) по мере его продвижения для разрезания промежуточного слоя 106c и ткани, захваченной между кассетой со скобами и упором 84. Зазоры 109 и мостовые участки 107 расположены попеременно вдоль по меньшей мере части удлиненного паза 86.As shown in FIG. 9,
Различные методики изготовления узла сжимаемого вспомогательного элемента, такого как, например, узел 104 сжимаемого вспомогательного элемента, описаны в заявке на патент США № 14/187,383, озаглавленной IMPLANTABLE LAYERS AND METHODS FOR ALTERING IMPLANTABLE LAYERS FOR USE WITH SURGICAL FASTENING INSTRUMENTS и поданной 24 февраля 2014 г., в настоящее время - публикация заявки на патент США № 2015/0238185, полное содержание которой включено в настоящий документ путем ссылки. В по меньшей мере одном случае крепежный слой 106 может быть прикреплен к первому сжимаемому вспомогательному элементу 108 и второму сжимаемому вспомогательному элементу 110 в процессе изготовления первого сжимаемого вспомогательного элемента 108 и второго сжимаемого вспомогательного элемента 110 с применением, например, процесса лиофилизации.Various techniques for making a compressible accessory assembly, such as, for example, a compressible
Альтернативно крепежный слой 106 может быть прикреплен к первому сжимаемому вспомогательному элементу 108 и второму сжимаемому вспомогательному элементу 110 после изготовления первого сжимаемого вспомогательного элемента 108 и второго сжимаемого вспомогательного элемента 110. Например, как более подробно описано в другом разделе в настоящем документе, первый сжимаемый вспомогательный элемент 108 может быть расположен относительно частично расплавленной первой секции 106a крепежного слоя 106 или прижат к ней. При повторном затвердевании первая секция 106a прикреплена к первому сжимаемому вспомогательному элементу 108. Аналогичным образом, первую секцию 106a можно прикрепить, например, к первой наружной поверхности 88, вторую секцию 106b можно прикрепить к наружной поверхности 92 и вторую секцию 106b можно прикрепить ко второму сжимаемому вспомогательному элементу 110.Alternatively, the
Как показано на ФИГ. 9, первая секция 106a крепежного слоя 106 проходит между первым сжимаемым вспомогательным элементом 108 и первой наружной поверхностью 88. Аналогичным образом, вторая секция 106b крепежного слоя 106 может проходить между вторым сжимаемым вспомогательным элементом 110 и наружной поверхностью 92. Первая секция 106a полностью отделяет первый сжимаемый вспомогательный элемент 108 от первой наружной поверхности 88. Кроме того, вторая секция 106b полностью отделяет второй сжимаемый вспомогательный элемент 110 от наружной поверхности 92. Альтернативно узел сжимаемого вспомогательного элемента может содержать крепежный слой 206, который лишь частично отделяет один или более сжимаемых вспомогательных элементов от упора. Иными словами, первая секция 106a может включать в себя один или более зазоров, выполненных с возможностью открытия первого сжимаемого вспомогательного элемента 108 для первой наружной поверхности 88. Аналогичным образом, вторая секция 106b может включать в себя один или более зазоров, выполненных с возможностью открытия второго сжимаемого вспомогательного элемента 110 для наружной поверхности 92.As shown in FIG. 9, a
Крепежный слой 106 имеет высоту, которая меньше высоты первого сжимаемого вспомогательного элемента 108 и/или высоты второго сжимаемого вспомогательного элемента 110. Альтернативно крепежный слой 106 может иметь высоту, которая больше или равна высоте первого сжимаемого вспомогательного элемента 108 и/или высоте второго сжимаемого вспомогательного элемента 110. В по меньшей мере одном случае крепежный слой 106 выполнен из пленки, которая может быть прикреплена к первому сжимаемому вспомогательному элементу 108 и/или второму сжимаемому вспомогательному элементу 108.The
Как показано на ФИГ. 10, узел 204 сжимаемого вспомогательного элемента может содержать крепежный слой 206, частично отделяющий первый сжимаемый вспомогательный элемент 208 от первой наружной поверхности 88 и/или частично отделяющий второй сжимаемый вспомогательный элемент 210 от наружной поверхности 92. Узел 204 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 104 сжимаемого вспомогательного элемента. Узел 204 сжимаемого вспомогательного элемента может быть собран с упором 84.As shown in FIG. 10, the collapsible
Крепежный слой 206 узла 204 сжимаемого вспомогательного элемента включает в себя первую секцию 206a, выполненную с возможностью установки с первой стороны 90 удлиненного паза 86, и вторую секцию 206b, выполненную с возможностью установки со второй стороны 94 удлиненного паза 86. Также промежуточная секция 206c крепежного слоя 206 проходит между первой секцией 206a и второй секцией 206b. Промежуточная секция перекрывает удлиненный паз 86, как показано на ФИГ. 10. В определенных случаях промежуточная секция 206c лишь частично перекрывает удлиненный паз 86.The
Первый сжимаемый вспомогательный элемент 208 узла 204 сжимаемого вспомогательного элемента прикреплен к первой секции 206a, а второй сжимаемый вспомогательный элемент 210 узла 204 сжимаемого вспомогательного элемента прикреплен ко второй секции 206b. Когда узел 204 сжимаемого вспомогательного элемента собран с упором 84, как показано на ФИГ. 10, первый сжимаемый вспомогательный элемент 208 проходит в боковом направлении за пределы первой секции 206a в первом направлении от удлиненного паза 86. Кроме того, первая наружная поверхность 88 также проходит в боковом направлении за пределы первой секции 206a в первом направлении. Аналогичным образом, второй сжимаемый вспомогательный элемент 210 проходит в боковом направлении за пределы второй секции 206b во втором направлении от удлиненного паза 86, противоположном первому направлению. Кроме того, наружная поверхность 92 также проходит в боковом направлении за пределы второй секции 206b во втором направлении. В результате этого, как показано на ФИГ. 10, внешний участок 208a первого сжимаемого вспомогательного элемента 208 находится в прямом контакте с наружной поверхностью 88, в то время как ступенчатый внутренний участок 208b отделен от наружной поверхности 88 первой секцией 206a крепежного слоя 206. Аналогичным образом, внешний участок 210a второго сжимаемого вспомогательного элемента 210 находится в прямом контакте с наружной поверхностью 92, в то время как ступенчатый внутренний участок 210b отделен от наружной поверхности 92 второй секцией 206b крепежного слоя 206.The first
Ступенчатые внутренние участки 208b и 210b образуют первую и вторую границы 208c и 210c соответственно. Крепежный слой 206 проходит в боковом направлении между первой границей 208c и второй границей 210c, пересекая удлиненный паз 86 и взаимно соединяя первый сжимаемый вспомогательный элемент 208 и второй сжимаемый вспомогательный элемент 210. Когда узел 204 сжимаемого вспомогательного элемента собран с упором 84, как показано на ФИГ. 10, крепежный слой 206 располагается относительно центральной области упора 84, проходящей между внутренним рядом карманов 96 и внутренним рядом карманов 98. Кроме того, внутренние ступенчатые участки 208b и 210b отделены от упора 84 крепежным слоем 206.The stepped
В дополнение к указанному выше первая граница 208c расположена внутри относительно внутреннего ряда карманов 96, а вторая граница 210c расположена внутри относительно внутреннего ряда карманов 98. Первая секция 206a крепежного слоя 206 расположена относительно части наружной поверхности 88, проходящей между удлиненным пазом 86 и внутренним рядом карманов 96. Кроме того, внешний участок 208a расположен непосредственно относительно карманов 96 наружной поверхности 88. Аналогичным образом, вторая секция 206b крепежного слоя 206 расположена относительно части наружной поверхности 92, проходящей между удлиненным пазом 86 и внутренним рядом карманов 98. Кроме того, внешний участок 210a расположен непосредственно относительно карманов 98 наружной поверхности 92. В определенных случаях границы 208c и 210c могут быть дополнительно расположены на расстоянии друг от друга в боковом направлении, чтобы крепежный слой 206 мог дополнительно заключать в себя один или более рядов карманов 96 и/или один или более рядов карманов 98.In addition to the above, the
Крепежный слой 206 имеет высоту, которая меньше высоты первого сжимаемого вспомогательного элемента 208 и/или высоты второго сжимаемого вспомогательного элемента 210. Альтернативно крепежный слой 206 может иметь высоту, которая больше или равна высоте первого сжимаемого вспомогательного элемента 208 и/или высоте второго сжимаемого вспомогательного элемента 210. В по меньшей мере одном случае крепежный слой 206 выполнен из пленки, которая может быть прикреплена ко внутреннему ступенчатому участку 208b первого сжимаемого вспомогательного элемента 208 и/или ко внутреннему ступенчатому участку 210b второго сжимаемого вспомогательного элемента 108.The
Как показано на ФИГ. 11-15, узел 304 сжимаемого вспомогательного элемента включает в себя крепежный слой 306, имеющий выступающую, приподнятую или ступенчатую промежуточную секцию 306c. Узел 304 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 104 сжимаемого вспомогательного элемента. Например, узел 304 сжимаемого вспомогательного элемента может быть собран с упором 84, как показано на ФИГ. 11. Также первый сжимаемый вспомогательный элемент 108 узла 304 сжимаемого вспомогательного элемента может быть прикреплен, например, к первой секции 306a крепежного слоя 306, а второй сжимаемый вспомогательный элемент 110 узла 304 сжимаемого вспомогательного элемента может быть прикреплен, например, ко второй секции 306b крепежного слоя 306.As shown in FIG. 11-15, the collapsible
Промежуточная секция 306c выполнена с возможностью выступа в зазор, образованный между первым сжимаемым вспомогательным элементом 108 и вторым сжимаемым вспомогательным элементом 110. Альтернативно промежуточная секция 306c может быть выполнена с возможностью выступа в удлиненный паз 86, когда узел 304 сжимаемого вспомогательного элемента собран с упором 84, как показано на ФИГ. 12. В определенных случаях промежуточная секция 306c может включать в себя первый участок, выполненный с возможностью выступа в удлиненный паз 86, и второй участок, выполненный с возможностью выступа в зазор, образованный между первым сжимаемым вспомогательным элементом 108 и вторым сжимаемым вспомогательным элементом 110.The
В определенных случаях промежуточная секция 306c выполняет функцию совмещающего элемента для совмещения первого сжимаемого вспомогательного элемента 108 с первой секцией 306a крепежного слоя 306 и/или совмещения второго сжимаемого вспомогательного элемента 110 со второй секцией 306b крепежного слоя 306. Как показано на ФИГ. 11, промежуточная секция 306c имеет боковые стенки 320 и 322. Первый сжимаемый вспомогательный элемент 108 выполнен с возможностью прилегания к боковой стенке 320, а второй сжимаемый вспомогательный элемент 108 выполнен с возможностью прилегания к боковой стенке 322.In certain cases, the
В определенных случаях промежуточная секция 306c выполняет функцию совмещающего элемента для совмещения крепежного слоя 306 в положении относительно упора 84. Как показано на ФИГ. 12 и 13, промежуточная секция 306c включает в себя множество выступов 307, выполненных с возможностью вставки в удлиненный паз 86. Выступы 307 расположены на расстоянии друг от друга и размещены в продольном направлении в ряд вдоль длины промежуточной секции 306c. В по меньшей мере одном случае выступы 307 могут быть расположены на одинаковых расстояниях друг от друга. Альтернативно выступы 307 могут быть размещены ближе друг к другу в первом участке промежуточной секции 306c, чем во втором участке промежуточной секции 306c. В по меньшей мере одном случае один или более выступов 307 имеют верхнюю поверхность прямоугольной или по меньшей мере по существу прямоугольной формы. В настоящем описании предусмотрены и другие формы, такие как, например, круглая или куполообразная.In certain cases, the
В дополнение к указанному выше выступы 307 размещены в продольном направлении в ряд вдоль длины удлиненного паза 86 и имеют размеры, подходящие для посадки в удлиненный паз 86. Выступы 307 выполняют функцию совмещающих элементов для совмещения крепежного слоя 306 в положении относительно упора 84. В определенных случаях выступы 307 могут иметь размеры, подходящие для посадки в зазор, образованный между первым сжимаемым вспомогательным элементом 108 и вторым сжимаемым вспомогательным элементом 110. Выступы 307 могут выполнять функцию совмещающих элементов для совмещения первого сжимаемого вспомогательного элемента 108 с первой секцией 306a крепежного слоя 306 и/или совмещения второго сжимаемого вспомогательного элемента 110 со второй секцией 306b крепежного слоя 306.In addition to the above, the
В по меньшей мере одном случае отверстие удлиненного паза 86 несколько больше значений ширины выступов 307. Альтернативно отверстие удлиненного паза 86 может быть несколько меньше значений ширины выступов 307, что может приводить к тому, что выступы 307 будут несколько деформироваться при их вжатии в удлиненный паз 86. Деформированные выступы 307 могут выполнять функцию анкерных элементов для прикрепления узла 304 сжимаемого вспомогательного элемента к упору 84.In at least one case, the opening of the
Как показано на ФИГ. 14 и 15, ткань расположена между узлом 304 сжимаемого вспомогательного элемента и узлом 311 сжимаемого вспомогательного элемента. Ткань сшивается и разрезается с помощью хирургического сшивающего и рассекающего инструмента, такого как, например, хирургический сшивающий и рассекающий инструмент 8010. Множество скоб 305 размещаются из кассеты со скобами, такой как, например, кассета 1000 со скобами (ФИГ. 17), для захвата ткани между узлом 304 сжимаемого вспомогательного элемента и узлом 311 сжимаемого вспомогательного элемента. Захваченная ткань рассекается вместе с выступами 307 крепежного слоя 306, по мере того как режущий край 9116 (ФИГ. 3) выдвигается через продольный паз 86. Узел 304 сжимаемого вспомогательного элемента, первоначально прикрепленный к упору 84, теперь высвобождается из упора 84 и остается со сшитой скобами тканью в теле пациента. Аналогичным образом, узел 311 сжимаемого вспомогательного элемента, первоначально прикрепленный к кассете 10 000 со скобами, теперь высвобождается из кассеты 10 000 со скобами и остается со сшитой скобами тканью в теле пациента.As shown in FIG. 14 and 15, the fabric is located between the collapsible
В варианте осуществления, показанном на ФИГ. 16, промежуточная секция 306c включает в себя планку 309, проходящую в продольном направлении вдоль длины промежуточной секции 306c. Планка 309 имеет верхнюю поверхность прямоугольной или по меньшей мере по существу прямоугольной формы. В настоящем описании предусмотрены и другие формы, такие как, например, куполообразная или криволинейная. Планка 309 проходит в продольном направлении вдоль длины удлиненного паза 86 и имеет размеры, подходящие для посадки в удлиненный паз 86. В по меньшей мере одном случае планка 309 имеет размеры, подходящие для тесного или плотного вхождения в удлиненный паз 86. В по меньшей мере одном случае отверстие удлиненного паза 86 несколько больше ширины планки 309. Альтернативно отверстие удлиненного паза 86 может быть несколько меньше ширины планки 309, что может приводить к тому, что планка 309 будет несколько деформироваться при ее вжатии в удлиненный паз 86. Деформированная планка 309 может выполнять функцию анкерного элемента для прикрепления узла 304 сжимаемого вспомогательного элемента к упору 84. Кроме того, планка 309 может выполнять функцию совмещающего элемента для совмещения крепежного слоя 306 в положении относительно упора 84.In the embodiment shown in FIG. 16,
Аналогично выступам 307 планка 309 может иметь размеры, подходящие для посадки в зазор, образованный между первым сжимаемым вспомогательным элементом 108 и вторым сжимаемым вспомогательным элементом 110. Планка 309 может выполнять функцию совмещающего элемента для совмещения первого сжимаемого вспомогательного элемента 108 с первой секцией 306a крепежного слоя 306 и/или совмещения второго сжимаемого вспомогательного элемента 110 со второй секцией 306b крепежного слоя 306.Like
Как показано на ФИГ. 17, узел 404 сжимаемого вспомогательного элемента собран с упором 84. Узел 404 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 104 сжимаемого вспомогательного элемента. Например, узел 404 сжимаемого вспомогательного элемента включает в себя крепежный слой 106. Как более подробно описано выше, крепежный слой 106 включает в себя мостовые участки 107, которые проходят между первой секцией 106a и второй секцией 106b.As shown in FIG. 17, the collapsible
Как показано на ФИГ. 17, узел 404 сжимаемого вспомогательного элемента также включает в себя сжимаемый слой или вспомогательный элемент 408, во многих отношениях аналогичный сжимаемым вспомогательным элементам 108 и 110. Кроме того, сжимаемый вспомогательный элемент 408 включает в себя первый сжимаемый участок 408a, выполненный с возможностью установки с первой стороны 90 удлиненного паза 86, и второй сжимаемый участок 408b, выполненный с возможностью установки со второй стороны 94 удлиненного паза 86. Иными словами, удлиненный паз 86 отделяет первый сжимаемый участок 408a от второго сжимаемого участка 408b, когда узел 404 сжимаемого вспомогательного элемента собран с упором 84. Промежуточный сжимаемый участок 408c сжимаемого вспомогательного элемента 408 проходит между первым сжимаемым участком 408a и вторым сжимаемым участком 408b. Промежуточный сжимаемый участок 408c перекрывает удлиненный паз 86, как показано на ФИГ. 17. В определенных случаях промежуточный сжимаемый участок 408c лишь частично перекрывает удлиненный паз 86. В определенных случаях промежуточный сжимаемый участок 408c полностью покрывает удлиненный паз 86.As shown in FIG. 17, the collapsible
Как показано на ФИГ. 17, промежуточный сжимаемый участок 408c включает в себя множество мостовых участков 407, проходящих между первым сжимаемым участком 408a и вторым сжимаемым участком 408b. Мостовые участки 407 расположены на расстоянии друг от друга таким же или по меньшей мере по существу таким же образом, как расположены на расстоянии друг от друга мостовые участки 107 крепежного слоя 106. Зазоры 109, образованные между мостовыми участками 107, также проходят между соответствующими мостовыми участками 407, которые совмещены с мостовыми участками 107 таким образом, что удлиненный паз 86 открывается через зазоры 109. Однако в определенных случаях мостовые участки 107 и мостовые участки 407 могут быть не совмещены, что предотвращает или уменьшает появление сквозных зазоров.As shown in FIG. 17, the intermediate
Крепежный слой 106 имеет высоту, которая меньше высоты сжимаемого вспомогательного элемента 408. Иными словами, крепежный слой 106 может быть тоньше сжимаемого вспомогательного элемента 408. Альтернативно в определенных случаях крепежный слой 106 может иметь высоту, которая больше или равна высоте сжимаемого вспомогательного элемента 408. В по меньшей мере одном случае крепежный слой 106 выполнен из пленки, которая может быть прикреплена к сжимаемому вспомогательному элементу 408 таким образом, чтобы мостовые участки 407 совмещались с мостовыми участками 107, как показано на ФИГ. 17.The
Как показано на ФИГ. 18 и 16, узел 504 сжимаемого вспомогательного элемента включает в себя сжимаемый слой 506, первый крепежный элемент 508 и второй крепежный элемент 510. Предусмотрено, что узел 504 сжимаемого вспомогательного элемента включает в себя всего один крепежный элемент. Альтернативно узел 504 сжимаемого вспомогательного элемента может включать в себя три или более крепежных элементов. Как показано на ФИГ. 19, узел 504 сжимаемого вспомогательного элемента может быть собран с элементом бранши хирургического сшивающего и рассекающего инструмента, таким как, например, упор 84 хирургического сшивающего и рассекающего инструмента 8010. Крепежные элементы 508 и 510 выполнены с возможностью высвобождаемого прикрепления сжимаемого слоя 506 к упору 84.As shown in FIG. 18 and 16, the collapsible
Как также показано на ФИГ. 19, режущий край 9116 рассек сжимаемый слой 506 узла 504 сжимаемого вспомогательного элемента на первый сжимаемый участок 506a с первой стороны 90 упора 84 и второй сжимаемый участок 506b со второй стороны 92 упора 84. Ткань, захваченная с помощью хирургического сшивающего и рассекающего инструмента 8010, также может быть рассечена вместе со сжимаемым слоем 506 с помощью режущего края 9116 по мере продвижения режущего края 9116 через удлиненный паз 86. Первый участок рассеченной ткани может быть сшит скобами с первым сжимаемым участком 506a, а второй участок рассеченной ткани может быть сшит скобами со вторым сжимаемым участком 506b.As also shown in FIG. 19, the
В определенных случаях первый сжимаемый участок 506a и второй сжимаемый участок 506b могут представлять собой независимые элементы, по отдельности прикрепленные к упору 84. В таких случаях режущий край 9116 может не рассекать сжимаемый слой 506 при рассечении захваченной ткани, как описано выше. Вместо этого режущий край 9116 может проходить между первым сжимаемым участком 506a и вторым сжимаемым участком 506b.In certain cases, the first
Как также показано на ФИГ. 18 и 16, крепежные элементы 508 и 510 расположены на расстоянии друг от друга. Между крепежными элементами 508 и 510 расположен проход 512 для вмещения в него режущего края 9116, по мере того как режущий край 9116 выдвигается через удлиненный паз 86. Когда узел 504 сжимаемого вспомогательного элемента собран с упором 84, первый крепежный элемент 508 сопряженно взаимодействует с первой рейкой 91 первой стороны 90 упора 84, а второй крепежный элемент 510 сопряженно взаимодействует со второй рейкой 93 второй стороны 92 упора 84. Крепежные элементы 508 и 510 имеют C-образные профили, которые имеют подходящий размер и/или достаточную упругость для защелкивания вокруг реек 93 и 95 соответственно, прикрепляя узел сжимаемого вспомогательного элемента к упору 84. Соединительные углубления 514 и 516 крепежных элементов 508 и 510 соответственно выполнены с возможностью приема реек 91 и 93 соответственно.As also shown in FIG. 18 and 16,
В дополнение к указанному выше первый крепежный элемент 508 включает в себя первый крепежный участок 508a, выполненный с возможностью установки относительно внутреннего участка 100' внутренней поверхности 100. Внутренний участок 100' может формировать верхнюю поверхность первой рейки 91. Второй крепежный участок 508b крепежного элемента 508 прикреплен к промежуточному сжимаемому участку 506c сжимаемого слоя 506. Соединительный участок 508c взаимно соединяет первый крепежный участок 508a и второй крепежный участок 508b. Соединительный участок 508c проходит в удлиненный паз 86 и расположен относительно боковой стенки 95 рейки 91.In addition to the above, the
Аналогично первому крепежному элементу 508 второй крепежный элемент 510 включает в себя первый крепежный участок 510a, выполненный с возможностью установки относительно внутреннего участка 100'' внутренней поверхности 100. Внутренний участок 100'' может формировать верхнюю поверхность второй рейки 93. Второй крепежный участок 510b крепежного элемента 510 прикреплен к промежуточному сжимаемому участку 506c сжимаемого слоя 506. Аналогично соединительному участку 508c соединительный участок 510c взаимно соединяет первый крепежный участок 510a и второй крепежный участок 510b. Соединительный участок 510c проходит в удлиненный паз 86 и расположен относительно боковой стенки 97 рейки 97.Similar to the
Как показано на ФИГ. 18, крепежные элементы 508 и 510, собранные со сжимаемым слоем 506, ориентированы таким образом, что второй крепежный элемент 510 является зеркальным отображением первого крепежного элемента 508. Крепежные элементы 508 и 510 проходят вдоль сжимаемого слоя 506 параллельно или по меньшей мере по существу параллельно друг другу. Пространство между соединительным участком 508c и соединительным участком 510c формирует проход 512, который выполнен с возможностью обеспечения продвижения режущего края 9116, как описано выше. Более того, штифты 9110 (ФИГ. 3) пускового узла 9090 скользят к первым крепежным участкам 508a и 510a, по мере того как пусковой узел 9090 выдвигается для размещения скоб в ткань, захваченную хирургическим сшивающим и рассекающим инструментом 8010.As shown in FIG. 18,
Как также показано на ФИГ. 18, крепежные элементы 508 и 510 проходят вдоль всей длины сжимаемого слоя 506. Альтернативно крепежные элементы 508 и 510 могут проходить вдоль части длины сжимаемого слоя 506. В по меньшей мере одном случае крепежные элементы 508 и 510 могут проходить вдоль среднего участка длины сжимаемого слоя 506. В по меньшей мере одном случае первый крепежный элемент 508 проходит вдоль первого участка длины сжимаемого слоя 506, тогда как второй крепежный элемент 510 проходит вдоль второго участка длины сжимаемого слоя 506, отличного от первого участка.As also shown in FIG. 18,
В определенных случаях один или оба из вторых крепежных участков 508b и 510b могут быть встроены в промежуточный сжимаемый участок 506c. В по меньшей мере одном случае один или оба из вторых крепежных участков 508b и 510b могут быть вставлены или частично вставлены в раствор, который лиофилизируют с получением сжимаемого слоя 506. Альтернативно один или оба из вторых крепежных участков 508b и 510b могут быть прикреплены к сжимаемому слою 506 после изготовления сжимаемого слоя 506. Для прикрепления вторых крепежных участков 508b и 510b к сжимаемому слою 506 можно использовать любую приемлемую методику прикрепления, такую как, например, биосовместимый адгезив.In certain cases, one or both of the
На ФИГ. 20 показан узел 604 сжимаемого вспомогательного элемента. Узел 604 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 504 сжимаемого вспомогательного элемента. Например, узел 604 сжимаемого вспомогательного элемента может быть собран с элементом бранши хирургического сшивающего и рассекающего инструмента, такого как, например, упор 84 хирургического сшивающего и рассекающего инструмента 8010. Однако узел 604 сжимаемого вспомогательного элемента не включает в себя расположенных на расстоянии друг от друга крепежных элементов. Вместо этого крепежные элементы объединены в виде единого крепежного слоя 607, который имеет такую форму, чтобы формировать крепежные участки 508a и 510a. Крепежный слой 607 выполнен с возможностью высвобождаемого прикрепления узла 604 сжимаемого вспомогательного элемента к упору 84.FIG. 20 shows a collapsible
В по меньшей мере одном случае крепежный слой 607 сформирован в виде плоского или по меньшей мере по существу плоского слоя или пленки, которой придана желательная форма, содержащая крепежные участки 508a и 510a. Альтернативно крепежный слой 607 может принимать свою желательную форму при формировании. Например, в форму, имеющую желательную форму, можно поместить расплавленный биосовместимый материал, который затвердевает внутри формы с формированием крепежного слоя 607 желательной формы. В настоящем описании предусмотрены и другие методики изготовления крепежного слоя 607.In at least one case, the
Как также показано на ФИГ. 20, крепежный слой 607 включает в себя второй промежуточный крепежный участок 609, который заменяет крепежные участки 508b и 510b. Промежуточный крепежный участок 609 прикреплен к промежуточному сжимаемому участку 506c. В по меньшей мере одном случае промежуточный крепежный участок 609 встроен или по меньшей мере частично встроен в промежуточный сжимаемый участок 506c. Более того, соединительные участки 508c и 510c выступают из противоположных концов промежуточного крепежного участка 609 в направлении от промежуточного сжимаемого участка 506c сжимаемого слоя 506, образуя проход 512. Режущий край 9116 выдвигается через проход 512 между соединительными участками 508c и 510c по мере прорезания через промежуточный крепежный участок 609, промежуточный сжимаемый участок 506c и захваченную ткань во время пусковой последовательности.As also shown in FIG. 20, the
Соединительные углубления 614 и 616 образованы между крепежным слоем 607 и сжимаемым слоем 506 с противоположных сторон от прохода 512, как показано на ФИГ. 20. Соединительные углубления 614 и 616 выполнены с возможностью приема реек 91 и 93 соответственно. Когда узел 604 сжимаемого вспомогательного элемента собран с упором 84, рейка 91 расположена между первым крепежным участком 508a и первым сжимаемым участком 506a сжимаемого слоя 506, а рейка 93 расположена между первым крепежным участком 510a и вторым крепежным участком 506b сжимаемого слоя 506.Joining
В определенных случаях крепежный слой 607 и/или сжимаемый слой 506 могут иметь вариации по толщине и/или состояниям краев, чтобы снизить вероятность травмы окружающей ткани и/или помочь сохранить целостность узла 604 сжимаемого вспомогательного элемента во время прикрепления, манипуляций и/или высвобождения из упора 84. В по меньшей мере одном случае крепежный слой 607 и/или сжимаемый слой 506 укреплены атравматическими и/или утолщенными краями.In certain cases, the
Как показано на ФИГ. 21, крепежный слой 607' имеет скругленные края 620 и 622, которые снижают вероятность травмы окружающей ткани. Кроме того, крепежный слой 607' укреплен относительно утолщенными областями 624 и 626 у промежуточного крепежного участка 609 для повышения прочности узла 604 сжимаемого вспомогательного элемента во время прикрепления, манипуляций и/или высвобождения из упора 84. Другие подвергающиеся высокой нагрузке области узла 604 сжимаемого вспомогательного элемента также можно укреплять таким же или аналогичным образом.As shown in FIG. 21, anchoring layer 607 'has rounded
Как показано на ФИГ. 22-24, узел 704 сжимаемого вспомогательного элемента включает в себя сжимаемый слой 506 и множество крепежных элементов 708, расположенных на расстоянии друг от друга и размещенных в продольном направлении в ряд вдоль длины сжимаемого слоя 506. В определенных случаях крепежные элементы 708 размещены вдоль центрального участка сжимаемого слоя 506. В определенных случаях крепежные элементы 708 размещены вдоль дистального участка и/или проксимального участка сжимаемого слоя 506. Аналогично крепежным элементам 508 и 510 крепежные элементы 708 выполнены с возможностью высвобождаемого прикрепления сжимаемого слоя 506 к упору 84. Однако, в отличие от крепежных элементов 508 и 510, каждый крепежный элемент 708 выполнен с возможностью расположения относительно реек 95 и 97 одновременно. Крепежные элементы 708 рассекаются режущим краем 9116, по мере того как режущий край 9116 выдвигается через продольный паз 86 для разрезания сжимаемого слоя 506 и захваченной ткани.As shown in FIG. 22-24, the collapsible
Каждый крепежный элемент 708 имеет основание 710, ствол 712, проходящий от основания, и головку или корону 714, проходящую от ствола 712. Когда узел 704 сжимаемого вспомогательного элемента собран с упором 84, ствол 712 расположен в удлиненном пазе 86, как показано на ФИГ. 23, а головка 714 находится во внутреннем пространстве 102 внутри упора 84. Головка 714 имеет площадь поперечного сечения куполообразной формы, проходящей в боковом направлении за пределы ствола 712 и одновременно взаимодействующей с внутренними поверхностями 100' и 100'' упора 84, как показано на ФИГ. 23. В настоящем описании предусмотрены и другие формы головки 714.Each
Боковые расширения 716 и 718 головки 714 имеют плоские поверхности 720 и 722 соответственно, которые опираются на внутренние поверхности 100' и 100'' соответственно. Поверхности 720 и 722 не должны быть полностью плоскими. В определенных случаях поверхностям 720 и 722 может быть придана шероховатость для улучшения сцепления с внутренними поверхностями 100' и 100''. В поверхности 720 и 722 могут быть встроены захватные элементы. В определенных случаях для связывания поверхностей 720 и 722 с внутренними поверхностями 100' и 100'' может использоваться, например, биосовместимый адгезив.The
Как также показано на ФИГ. 22, головка 714 и/или ствол 712 выполнены с возможностью изгиба в дистальном направлении, по мере того как трехрогий элемент 9102 выдвигается дистально к головке 714 во время пусковой последовательности. Проксимально выступающий верхний направитель 9118 может толкать головку 714, заставляя головку 714 изгибаться вперед и вниз, чтобы высвободить место для прохода трехрогого элемента 9102. Штифты 9110 могут проходить поверх боковых расширений 716 и 718. По мере того как боковые расширения 716 и 718 уплощаются о внутренние поверхности 100' и 100'', головка 714 может помогать не позволять ткани впереди от трехрогого элемента 9102 входить во внутреннее пространство 102 и нарушать выдвижение штифтов 9110. Эта дополнительная функциональность может повышать эффективность пускового узла 9090 и снижать вероятность травмирования обработанной ткани, препятствуя захвату обработанной ткани внутри упора 84. Как показано на ФИГ. 22, головка 714 и ствол 712 имеют уменьшенную площадь поперечного сечения. Иными словами, головка 714 и ствол 712 по существу уплощены для улучшения сгибания и/или упрощения вставки головки 714 во внутреннее пространство 102. Кроме того, в различных случаях головка 714 и/или ствол 712 выполнены или по меньшей мере частично выполнены из упругого биосовместимого материала для улучшения сгибания и/или упрощения вставки головки 714 во внутреннее пространство 102.As also shown in FIG. 22,
Как показано на ФИГ. 24, основание 710 встроено в сжимаемый слой 506. В определенных случаях основание 710 лишь частично встроено в сжимаемый слой 506. В определенных случаях основание 710 не встроено в сжимаемый слой 506, а вместо этого прикреплено к его внешней поверхности. Например, для прикрепления основания 710 к сжимаемому слою 506 можно применять биосовместимый адгезив. Как показано на ФИГ. 24, основание 710 образует ось A-A, пересекающую ось B-B, образованную стволом 712, под углом α. Угол α равен 90°. В определенных случаях угол α больше 90°. В других случаях угол α меньше 90°.As shown in FIG. 24, the
Как показано на ФИГ. 24, ствол 712 выступает из проксимального концевого участка основания 710. Альтернативно ствол 712 может выступать из дистального концевого участка основания 710. Альтернативно ствол 712 может выступать из центрального участка основания 710. Как показано на ФИГ. 22, основание 712 имеет прямоугольную форму. Прямоугольные основания 710 совмещены в продольном направлении вдоль продольного паза 86, когда узел 704 сжимаемого вспомогательного элемента собран с упором 84. В настоящем описании предусмотрены и другие формы, размеры и варианты размещения оснований 712. В по меньшей мере одном случае основание 712 может иметь круглую форму, а ствол 714 может выступать из центра круглого основания 712.As shown in FIG. 24, the
Как показано на ФИГ. 25-28, узел 804 сжимаемого вспомогательного элемента включает в себя сжимаемый слой 806, прикрепленный ко множеству крепежных элементов 808. Узел 804 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлам 504, 604 и 704 сжимаемых вспомогательных элементов. Например, узел 804 сжимаемого вспомогательного элемента может быть собран с элементом бранши хирургического сшивающего и рассекающего инструмента, такого как, например, упор 84 хирургического сшивающего и рассекающего инструмента 8010. Как более подробно описано ниже, крепежные элементы 808 высвобождаемо прикрепляют сжимаемый слой 806 к упору 84.As shown in FIG. 25-28, the compressible
Сжимаемый слой 806 включает в себя промежуточный сжимаемый участок 806c, проходящий в продольном направлении между первым сжимаемым участком 806a и вторым сжимаемым участком 806b. В промежуточном сжимаемом участке 806c сформированы множество прорезей 809. Прорези 809 расположены на расстоянии друг от друга и размещены в продольном направлении в ряд вдоль длины сжимаемого слоя 806. В определенных случаях прорези 809 размещены вдоль центрального участка промежуточного сжимаемого участка 806c сжимаемого слоя 806. В определенных случаях прорези 809 размещены вдоль дистального участка и/или проксимального участка промежуточного сжимаемого слоя 806c. Когда узел 804 сжимаемого вспомогательного элемента собран с упором 84, прорези 809 совмещены с удлиненным пазом 86 таким образом, что режущий край 9116 проходит через прорези 809 во время дистального продвижения режущего края 9116. Это снижает трение о режущий край 9116, что увеличивает срок службы режущего края 9116 и/или уменьшает усилие, требуемое для продвижения пускового узла 9090.The
Как показано на ФИГ. 25, крепежные элементы 808 расположены на расстоянии друг от друга и размещены в продольном направлении вдоль длины промежуточного сжимаемого участка 806c таким образом, что крепежные элементы 808 чередуются между двумя сторонами 814 и 816 плоскости, сформированной прорезями 809. В настоящем описании также предусмотрены и другие положения и варианты размещения крепежных элементов 808 относительно сжимаемого слоя 806. Каждый крепежный элемент 808 расположен относительно прорези 809. Альтернативно крепежный элемент 808 может быть расположен между двумя последовательными пазами 809.As shown in FIG. 25,
Крепежные элементы 808 имеют по существу криволинейную форму, что может повышать жесткость крепежных элементов 808. В настоящем описании предусмотрены и другие формы. Как показано на ФИГ. 25, крепежные элементы 808 имеют частичный цилиндрический каркас с вогнутой стороной 820, обращенной от прорезей 809, и выпуклой стороной 818, обращенной к прорезям 809. Крепежные элементы 808 дополнительно содержат соединительный участок 808c, проходящий между крепежным участком 808a и основанием 808b. Крепежный участок 808a имеет боковые выступы 810, выполненные с возможностью опоры на внутреннюю поверхность 100' или внутреннюю поверхность 100'' и прикрепления узла 804 сжимаемого вспомогательного элемента к упору 84.
В дополнение к указанному выше основание 808b включает в себя язычки 824, выполненные с возможностью прикрепления крепежного элемента 808 к сжимаемому слою 806. В по меньшей мере одном случае, как показано на ФИГ. 26, основание 808b включает в себя единственный язычок 824, который принимается в разветвляющийся участок 826 сжимаемого слоя 806. В по меньшей мере одном случае, как показано на ФИГ. 27, основание 808b включает в себя два язычка 824, выполненных с возможностью приема между ними участка 828 сжимаемого слоя 806. В по меньшей мере одном случае, как показано на ФИГ. 28, основание 808a включает в себя язычок 824, содержащий паз 830. Участок 828 сжимаемого слоя 806 может быть скручен и вставлен в прорезь 830 для прикрепления крепежного элемента 808 к сжимаемому слою 806.In addition to the above, the
Как показано на ФИГ. 29, узел 904 сжимаемого вспомогательного элемента собран с упором 984. Упор 984 во многих отношениях аналогичен упору 84 (ФИГ. 9) и упору 8014 (ФИГ. 1). Например, упор 984 включает в себя удлиненный паз 86, формирующий первую наружную поверхность 988, проходящую с первой стороны 90 удлиненного паза 86, и вторую наружную поверхность 992, проходящую со второй стороны 94 удлиненного паза 86. Кроме того, упор 984 выполнен с возможностью перемещения относительно кассеты со скобами, такой как, например, кассета 10 000 со скобами, для захвата ткани между ними. Наружные поверхности 988 и 992 упора 984 являются ступенчатыми, как показано на ФИГ. 29. Однако в других вариантах осуществления упор может иметь плоские наружные поверхности, не являющиеся ступенчатыми. В по меньшей мере одном случае упор может иметь центральную поверхность, смещенную от двух боковых поверхностей. В настоящем описании предусмотрены и другие упоры с различными формами и поверхностями.As shown in FIG. 29, the collapsible
В любом случае узел 904 сжимаемого вспомогательного элемента включает в себя первый крепежный слой 908, выполненный с возможностью установки относительно первой наружной поверхности 988, и второй крепежный слой 910, выполненный с возможностью установки относительно второй наружной поверхности 992. Как показано на ФИГ. 29, первый крепежный слой 908 высвобождаемо прикреплен ко второму крепежному слою 910. Крепежные элементы 916 и 918 проходят в боковом направлении от крепежных слоев 908 и 916 соответственно. Крепежные элементы 916 и 918 включают в себя взаимодействующие участки 912 и 920 соответственно и дистальные концевые участки 914 и 922 соответственно. Дистальные концевые участки 914 и 922 заправлены под рейки 91 и 93 соответственно для прикрепления узла 904 сжимаемого вспомогательного элемента к упору 984, как показано на ФИГ. 29. Хотя показана одна пара крепежных элементов 916 и 918, следует понимать, что первый слой 908 может включать в себя множество крепежных элементов 916, которые могут взаимодействовать с множеством крепежных элементов 918, проходящих от второго слоя 910.In any event, the collapsible
Как показано на ФИГ. 30, взаимодействующие участки 912 и 920 могут включать в себя взаимодействующие прорези 913 и 921 соответственно, выполненные с возможностью вхождения в сопряженное взаимодействие друг с другом. В по меньшей мере одном случае для упрочнения взаимодействие между прорезями 913 и 921 можно использовать биосовместимый адгезив.As shown in FIG. 30, cooperating
Как показано на ФИГ. 31-34, крепежные слои 908 и 910 дополнительно соединены дистальным концевым участком 930, имеющим изогнутый или скругленный язычок 932, который заправлен или вставлен в дистальный конец упора 984 для прикрепления узла 904 сжимаемого вспомогательного элемента к упору 984. Как показано на ФИГ. 32, дистальный концевой участок 930 может быть выполнен из двух отдельных концевых участков 934 и 936, проходящих от слоев 908 и 910 соответственно. Концевые участки 934 и 936 соединены вместе с формированием дистального концевого участка 930. Как показано на ФИГ. 33, концевые участки 934 и 936 могут содержать поперечные соединения 938 типа «ласточкин хвост» и соответствующие поперечные пазы 940 типа «ласточкин хвост» для вхождения в сопряженное взаимодействие с поперечными соединениями 938 типа «ласточкин хвост». В настоящем описании предусмотрены и другие соединительные элементы для крепления концевых участков 934 и 936 с формированием дистального концевого участка 930.As shown in FIG. 31-34, attachment layers 908 and 910 are further connected by a
Узел 1000 кассеты со скобами, содержащий корпус 1010 кассеты и имплантируемый вспомогательный элемент 1030, показан на ФИГ. 35 и 36. Корпус 1010 кассеты содержит платформу кассеты или обращенную к вспомогательному элементу поверхность 1013 и множество полостей 1015 для скоб, сформированных в платформе 1013. Узел 1000 кассеты со скобами дополнительно содержит множество скоб 1020, расположенных в полостях 1015 для скоб, и множество выталкивателей 1011 скоб, выполненных с возможностью выталкивания скоб 1020 из полостей 1015 для скоб. Каждая скоба 1020 имеет ножки 1021 скобы и основание 1023 скобы, от которого проходят ножки 1021 скобы. В неактивированном состоянии скобы 1020 хранятся внутри корпуса 1010 кассеты таким образом, что ножки 1021 скобы частично проходят из полости 1015 для скоб или выше платформы 1013 кассеты. Ножки 1021 скобы могут по меньшей мере частично проходить в имплантируемый вспомогательный элемент 1030, когда скобы 1020 находятся в своем неактивированном состоянии. Предусмотрены варианты осуществления, в которых ножки скобы не проходят над платформой 1013 кассеты, когда ножки находятся в своем неактивированном состоянии.A
Имплантируемый вспомогательный элемент 1030 содержит по меньшей мере один крепежный элемент 1031, содержащий участки 1033 крепления к платформе. Каждый крепежный элемент 1031 имеет, например, цельную структуру, и выполнен с возможностью высвобождаемого удержания или прикрепления имплантируемого вспомогательного элемента 1030 к платформе 1013 кассеты. Каждый крепежный элемент 1031 пересекает полость 1015 для скоб таким образом, что, когда скоба 1020 в полости 1015 для скоб размещается из полости 1015 для скоб, крепежный элемент 1031 взаимодействует, разламывается и/или разрывается основанием 1023 скобы 1020, высвобождая часть имплантируемого вспомогательного элемента 1030 из платформы 1013 кассеты. Крепежный элемент 1031 может пересекать полость 1015 в направлении, перпендикулярном или находящимся под углом по отношению к полости 1015 для скоб. Как показано на ФИГ. 35 и 36, крепежные элементы 1031 проходят в боковом направлении по полостям 1015 для скоб. Предусмотрены различные альтернативные варианты осуществления, в которых каждую полость 1015 для скоб пересекают множество крепежных элементов, так что основания 1023 скоб 1020 должны войти во взаимодействие и преодолеть множество крепежных элементов, чтобы высвободить вспомогательный элемент 1030 из платформы 1013 кассеты. Предусмотрены и другие варианты осуществления, в которых один крепежный участок охватывает множество полостей для скоб, а для отсоединения крепежного участка требуется, чтобы в контакт с ним вошли более одной скобы.The
Крепежные элементы 1031 прикреплены к вспомогательному элементу 1030 любым приемлемым образом. В по меньшей мере одном случае крепежные элементы 1031 содержат волокна, которые, например, вплетены во вспомогательный элемент 1030. В по меньшей мере одном таком случае вспомогательный элемент 1030 выполнен из переплетенных волокон, а крепежные элементы 1031 вплетены во вспомогательный элемент 1030. В определенных случаях крепежные элементы 1031 прикреплены к вспомогательному элементу 1030 с использованием по меньшей мере одного адгезива. В по меньшей мере одном таком случае вспомогательный элемент 1030 содержит пленку, а крепежные элементы 1031 приклеены к пленке. В любом случае участки 1033 крепления к платформе крепежных элементов 1031 могут быть прикреплены к платформе 1013 любым приемлемым образом. В по меньшей мере одном случае крепежные участки 1033 могут быть прикреплены к платформе 1013 с использованием по меньшей мере одного адгезива. В определенных случаях крепежные элементы 1031 вспомогательного элемента 1030 могут быть нагреты, а затем прижаты к платформе 1013 с целью прикрепления участков 1033 крепления к платформе 1013.
Прикрепление вспомогательного элемента к кассете вышеописанным образом позволяет сегментам вспомогательного элемента оставаться прикрепленными к платформе кассеты до размещения скоб, захватывающих такие сегменты вспомогательного элемента. Прикрепление вспомогательного элемента к кассете таким образом также создает множество отдельных мест крепления, которые постепенно высвобождаются по мере того, как пусковой узел рассекает и сшивает скобами ткань. Например, по мере того как пусковой узел перемещается от проксимального конца узла кассеты со скобами к дистальному концу узла кассеты со скобами, из кассеты со скобами размещаются самые проксимальные скобы, а затем размещаются самые дистальные скобы, что приводит к тому, что проксимальный конец вспомогательного элемента высвобождается до дистального конца вспомогательного элемента. Иными словами, крепежные элементы, которые еще не вошли во взаимодействие с соответствующими им скобами, остаются прикрепленными к платформе кассеты во время последовательности пуска, до тех пор пока пусковой узел не достигнет этих скоб.Attaching the accessory to the cassette in the above manner allows the accessory segments to remain attached to the cassette platform until staples are positioned to grip such accessory segments. Attaching the accessory to the cassette in this manner also creates a plurality of separate attachment points that are gradually released as the trigger assembly cuts and staples the tissue. For example, as the trigger assembly moves from the proximal end of the staple cassette assembly to the distal end of the staple cassette assembly, the most proximal staples are placed from the staple cassette and then the most distal staples are placed, resulting in the proximal end of the accessory is released to the distal end of the accessory. In other words, fasteners that have not yet interacted with their corresponding brackets remain attached to the cassette platform during the firing sequence until the firing assembly reaches these brackets.
В дополнение к указанному выше на ФИГ. 36 показано основание 1023 скобы 1020 после того, как оно вошло во взаимодействие и высвободило крепежный элемент 1031 вспомогательного элемента 1030 из платформы 1013 кассеты. Крепежный элемент 1031 содержит отрывные участки, которые выполнены с возможностью разрушения, после того как усилие, приложенное к крепежному элементу 1031 основанием скобы 1023, превысит пороговое усилие. Крепежный элемент 1031 выполнен с возможностью разламывания, разрыва и/или отрывания с целью высвобождения вспомогательного элемента 1030 от платформы 1013 кассеты. Участки 1033 крепления к платформе выполнены с возможностью оставаться прикрепленными к платформе 1013 кассеты при разрыве крепежного элемента 1031. Предусмотрены и другие варианты осуществления, в которых отсоединение крепежных участков 1033 от платформы 1013 кассеты определяет высвобождение вспомогательного элемента 1030 от платформы 1013 кассеты. В таких вариантах осуществления крепежный элемент 1031 оказывается полностью высвобожденным от платформы 1013 кассеты.In addition to the above in FIG. 36 shows the
В дополнение или вместо указанного вышеплатформу 1013 можно обработать и/или очистить до прикрепления вспомогательного элемента 1030 к платформе 1013. Такая обработка и/или очистка может улучшать связывание между вспомогательным элементом 1030 и платформой 1013. В по меньшей мере одном случае для облегчения загрузки или вставки скоб в полости для скоб применяются поверхностно-активные вещества, мыла и/или смазывающие вещества, и в таких случаях платформу 1013 или по меньшей мере участки платформы 1013 можно закрыть экраном, чтобы предотвратить или уменьшить затекание поверхностно-активных веществ, мыл и/или смазывающих веществ на платформу 1013. Одно такое мыло содержит, например, стеарат натрия. В определенных случаях для очистки платформы 1013 или по меньшей мере участков платформы 1013 с целью улучшения адгезии между крепежными элементами 1031 и платформой 1013 можно использовать лазеры, плазму и/или ИК-нагревание.In addition to or instead of the
Хирургический сшивающий узел 1100 показан на ФИГ. 37 и ФИГ. 38. Хирургический сшивающий узел 1100 содержит упор 1160, узел 1110 кассеты со скобами и имплантируемый вспомогательный элемент 1130. Узел 1110 кассеты со скобами содержит корпус кассеты, содержащий множество полостей 1111 для скоб и поверхность 1113 платформы, множество скоб 1120, хранящихся с возможностью извлечения внутри полостей 1111 для скоб, и множество выталкивателей 1140 для скоб, выполненных с возможностью выталкивания скоб 1120 из полостей 1111 для скоб к упору 1160 хирургического сшивающего узла 1100. Узел 1110 кассеты со скобами также содержит салазки 1150, выполненные с возможностью преобразования линейного движения пускового узла в вертикальное движение выталкивателей 1140 скоб для выталкивания скоб 1120 из полостей 1111 для скоб. Салазки 1150 имеют начальную контактную наклонную поверхность 1151, промежуточную контактную поверхность 1153 и конечную контактную наклонную поверхность 1155, все из которых выполнены с возможностью контакта с выталкивателями 1140 скоб, по мере того как пусковой узел выталкивает салазки 1150 от проксимального конца узла 1110 кассеты к дистальному концу узла 1110 кассеты.A
Каждый выталкиватель 1140 скоб содержит три или более участков: начальный подъемный участок 1143, выполненный с возможностью его зацепления начальной контактной наклонной поверхностью 1151 салазок 1150, по мере того как салазки 1150 перемещаются дистально через корпус кассеты, нижнюю поверхность 1145, выполненную с возможностью ее зацепления промежуточной контактной поверхностью 1153 и конечной контактной наклонной поверхностью 1155 салазок 1150, и верхнюю или поддерживающую скобу поверхность 1141. После того как начальный подъемный участок 1143 зацепляется контактной наклонной поверхностью 1151 салазок 1150, выталкиватели 1140 скоб входят в контакт с промежуточной контактной поверхностью 1153, а затем конечной контактной наклонной поверхностью 1155 салазок 1150. Конечная контактная наклонная поверхность 1155 салазок 1150 выполнена с возможностью приведения в движение выталкивателей 1140 скоб таким образом, чтобы верхняя поверхность 1141 выталкивалась выше поверхности 1113 платформы кассеты. Подъем верхней поверхности 1141 выталкивателей 1140 скоб за пределы платформы 1113 кассеты позволяет выталкивателям 1140 скоб поднимать вспомогательный элемент 1130 и/или ткань T от поверхности 1113 платформы кассеты. Более конкретно, подъем верхней поверхности 1141 выталкивателей 1140 скоб за пределы платформы 1113 кассеты способствует отсоединению крепежных участков 1131 вспомогательного элемента 1130 от платформы 1113 кассеты.Each
В дополнение к указанному выше крепежные участки 1131 прикреплены к платформе 1113 кассеты между полостями 1111 для скоб, сформированными в платформе 1113. Во время продольного хода пускового узла вспомогательный элемент 1130 отсоединяется от корпуса кассеты в крепежных участках 1131. Крепежные участки 1131 выполнены с возможностью постепенного высвобождения соответствующих участков вспомогательного элемента 1130 от корпуса кассеты, по одному крепежному участку 1131 за раз. Более конкретно, по мере того как выталкиватель 1140 поднимается над платформой 1113 кассеты через отверстие полости для скоб, как описано выше, крепежные участки 1131, смежные с отверстием полости для скоб, высвобождаются, таким образом высвобождая соответствующий участок вспомогательного элемента 1130 от платформы 1113 кассеты, тогда как крепежные участки 1131, расположенные дистальнее отсоединенных крепежных участков 1131, удерживают вспомогательный элемент 1130 относительно платформы 1113 кассеты до тех пор, пока следующие выталкиватели 1140 не поднимутся выше платформы 1113 кассеты.In addition to the above, the
Во многих случаях все из скоб, хранящихся в кассете со скобами, размещаются из кассеты со скобами. В таких случаях вспомогательный элемент 1130 полностью высвобождается от платформы 1113 скобами во время пускового процесса. Однако в других случаях хирург может решить не выпускать все из скоб из кассеты со скобами. В таких случаях оставшийся вспомогательный элемент, не пришитый скобами к ткани, остается прикрепленным к платформе 1113 кассеты. Участок вспомогательного элемента, который не был пришит скобами к ткани, можно легко оторвать или отделить от участка вспомогательного элемента, пришитого скобами к ткани. Участок вспомогательного элемента, который не был пришит скобами к ткани, остается прикрепленным к кассете, чтобы ограничить или устранить объем непришитого скобами вспомогательного элемента, остающегося в теле пациента. В различных случаях вспомогательный элемент 1130 отрывается проксимальнее последнего выталкивателя, поднятого над платформой 1113 кассеты. В различных других случаях вспомогательный элемент 1130 отрывается дистальнее последнего выталкивателя, поднятого над платформой 1113 кассеты.In many cases, all of the staples stored in the staple cassette are placed from the staple cassette. In such cases, the
В дополнение к указанному выше крепежные участки 1131 можно создавать с использованием любого приемлемого способа. В по меньшей мере одном случае для создания крепежных участков 1131 можно использовать процесс лазерного расплавления. В определенных случаях для создания крепежных участков 1131 можно использовать процесс термического скрепления. В по меньшей мере одном случае участки тканого волокнистого вспомогательного элемента можно подвергнуть предварительной обработке дискретным лазерным расплавлением таким образом, чтобы волокна в крепежных участках 1131 стали липкими. Независимо от применяемого способа создания крепежных участков 1131 вспомогательный элемент 1130 может плотно удерживаться поверх полостей для скоб таким образом, чтобы для отсоединения вспомогательного элемента 1130 от платформы 1113 создавалось достаточное тянущее, сдвигающее и/или отслаивающее усилия, прилагаемое к крепежным участкам 1131.In addition to the above, anchoring
Хирургический сшивающий узел 1200 показан на ФИГ. 39 и 40. Хирургический сшивающий узел 1200 содержит упор 1260, узел 1210 кассеты со скобами и имплантируемый вспомогательный элемент 1230. Узел 1210 кассеты со скобами содержит корпус кассеты, содержащий множество полостей 1211 для скоб и поверхность 1213 платформы, множество скоб 1220, хранящихся с возможностью извлечения внутри полостей 1211 для скоб, и множество выталкивателей 1240 для скоб, выполненных с возможностью выталкивания скоб 1220 из полостей 1211 для скоб и к упору 1260 хирургического сшивающего узла 1200. Узел 1210 кассеты со скобами также содержит салазки 1250, выполненные с возможностью преобразования линейного движения пускового узла в вертикальное движение выталкивателей 1240 скоб для выталкивания скоб 1220 из полостей 1211 для скоб. Салазки 1250 имеют начальную контактную наклонную поверхность 1251 и конечную контактную наклонную поверхность 1253, выполненные с возможностью контакта с выталкивателями 1240 скоб, по мере того как пусковой узел выталкивает салазки 1250 от проксимального конца узла 1210 кассеты к дистальному концу узла 1210 кассеты.
Выталкиватели 1240 скоб содержат, во-первых, начальные подъемные участки 1243, выполненные с возможностью зацепления начальной контактной наклонной поверхностью 1251 салазок 1250, по мере того как салазки 1250 перемещаются дистально через корпус кассеты, чтобы инициировать подъем выталкивателей 1243, во-вторых, нижние поверхности 1245, выполненные с возможностью их зацепления конечной контактной наклонной поверхностью 1253 салазок 1250, и, в-третьих, верхнюю или поддерживающую скобу поверхность 1241. Ножки скоб 1220 смещены к боковым стенкам полостей 1211 для скоб, чтобы скобы 1220 удерживались в полостях 1211 для скоб. Ножки скоб 1220 имеют кончики 1221 ножек, имеющие зазубренную конфигурацию, выполненную с возможностью высвобождаемого удержания или хранения вспомогательного элемента 1230 на корпусе кассеты. В результате этого вспомогательный элемент 1230 удерживается на платформе 1213 кассеты кончиками 1221 скобы 1220 до тех пор, пока скоба 1220 не будет вытолкнута из полости 1211 для скоб. По мере того как скоба 1220 выталкивается из полости 1211 для скоб и благодаря взаимодействию между зазубринами вспомогательный элемент 1230 может перемещаться со скобой 1220, по мере того как кончики 1221 скобы перемещаются к упору 1260. Зазубренная конфигурация кончиков 1221 скоб допускает постепенное высвобождение вспомогательного элемента 1230 от платформы 1213 кассеты.The
Кончики 1221 скобы выполнены с возможностью постепенного высвобождения вспомогательного элемента 1230 от платформы 1213 кассеты способом, аналогичным описанному выше. По мере выталкивания проксимальной скобы 1220 из корпуса кассеты дистальная скоба 1220 удерживает вспомогательный элемент 1230 относительно платформы 1213 кассеты. В том случае, если врач решит убрать хирургический сшивающий инструмент с места проведения сшивания скобами лишь после частичной активации кассеты со скобами, оставшийся вспомогательный элемент, который не был пришит скобами к ткани, останется прикрепленным к платформе 1213 кассеты. Участок вспомогательного элемента, не пришитый скобами к ткани, можно оторвать или отделить от участка вспомогательного элемента, пришитого скобами к ткани. Участок вспомогательного элемента, который не был пришит скобами к ткани, остается прикрепленным к кассете, чтобы ограничить или устранить объем непришитого скобами вспомогательного элемента, остающегося в теле пациента. В различных случаях вспомогательный элемент 1230 может содержать перфорации или разрывы, например, выполненные с возможностью обеспечения легкого отрыва вспомогательного элемента 1230. Перфорации могут быть расположены, например, между каждой полостью 1211 для скоб.The ends 1221 of the staple are configured to gradually release the accessory 1230 from the
В дополнение к указанному выше ножка скобы 1220, например, может иметь первый набор зазубрин, выполненных с возможностью зацепления вспомогательного элемента 1230, когда скоба 1220 находится в своем неактивированном положении. По мере активации скобы 1220 первый набор зазубрин может выходить из вспомогательного элемента 1230. По мере того как первый набор зазубрин выходит из вспомогательного элемента 1230, второй набор зазубрин может входить во вспомогательный элемент 1230. Второй набор зазубрин может входить во взаимодействие со вспомогательным элементом 1230, когда скоба 1220 находится в своем активированном положении. В по меньшей мере одном случае, например, первый набор зазубрин может содержать две зазубрины, тогда как второй набор зазубрин может содержать две зазубрины. Независимо от числа применяемых зазубрин первый набор зазубрин может быть расположен над платформой 1213 корпуса кассеты, когда скобы 1220 находятся в своем неактивированном положении, тогда как второй набор зазубрин может быть расположен ниже верхней поверхности платформы 1213, когда скобы 1220 находятся в своем неактивированном положении.In addition to the above, the leg of the
Как показано на ФИГ. 40, зазубрины проходят в боковом направлении наружу, однако зазубрины могут проходить в любом приемлемом направлении, таком как, например, в боковом направлении внутрь. В дополнение или вместо указанного выше ножка скобы может иметь участки кончика, проходящие внутрь для захвата вспомогательного элемента.As shown in FIG. 40, the barbs extend laterally outward, however, the barbs may extend in any suitable direction, such as, for example, laterally inward. In addition to or instead of the above, the staple leg may have tip portions extending inwardly to grip the accessory.
Узел 1300 кассеты со скобами показан на ФИГ. 41. Узел 1300 кассеты со скобами, выполненный с возможностью применения с хирургическим сшивающим инструментом, содержит имплантируемый вспомогательный элемент или материал 1310 и корпус 1301 кассеты со скобами. Кассета со скобами содержит множество элементов платформы, таких как полости 1303 для скоб, выполненные с возможностью хранения в них множества скоб с возможностью извлечения, а также паз 1305, выполненный с возможностью принятия через него пускового узла. Имплантируемый вспомогательный элемент 1310 прикрепляется, фиксируется и/или присоединяется к корпусу 1301 кассеты посредством термоформования. Например, корпус 1301 кассеты нагревают до конкретной температуры, а затем имплантируемый вспомогательный элемент 1310 прижимают на, внутрь и/или к корпусу 1301 кассеты. После взаимодействия с корпусом 1301 кассеты имплантируемый вспомогательный элемент 1310 формуют или заливают в элементы платформы корпуса 1301 кассеты с обеспечением крепежных элементов 1311, выполненных с возможностью допущения постепенного высвобождения вспомогательного элемента 1310 от корпуса 1301 кассеты. Аналогичным образом, участок 1315 вспомогательного элемента 1310 может соответствовать конфигурации паза 1305. Участок 1315 может проходить вдоль всего паза 1305 или части паза 1305. В по меньшей мере одном случае участок 1315 расположен только, например, на проксимальном конце паза 1305. Одно преимущество узла 1300 кассеты со скобами может включать в себя наличие имплантируемого вспомогательного элемента более сложной формы, например, специально подходящей к соответствующей кассете со скобами, с сохранением упрощенного процесса изготовления.A
В по меньшей мере одном варианте осуществления, в дополнение к указанному выше скобы могут загружаться в корпус 1301 кассеты с формированием подузла, который затем нагревают до температуры, превышающей или близкой к температуре перехода материала или материалов, составляющих вспомогательный элемент 1310, в стекло. В по меньшей мере одном случае подузел нагревают, например, до температуры около 105 градусов Цельсия. Затем вспомогательный элемент 1310 помещают поверх корпуса 1301 кассеты. В этот момент вспомогательный элемент 1310 не нагревается или имеет комнатную температуру, однако также предусмотрено, что вспомогательный элемент 1310 может быть предварительно нагрет. После этого вспомогательный элемент 1310 прижимают вниз, к корпусу 1301 кассеты, и в результате этого корпус 1301 кассеты нагревает вспомогательный элемент 1310 до температуры, которая превышает или близка к температуре перехода материала или материалов, из которых состоит вспомогательный элемент 1310, в стекло. В по меньшей мере одном случае вспомогательный элемент 1310 представляет собой пеноматериал, выполненный, например, из PGA и/или PLA. Благодаря тому, что пеноматериал нагревают до температуры выше или немного ниже температуры перехода PGA и/или PLA в стекло, пеноматериал может принять новую постоянную форму вокруг элементов корпуса 1301 кассеты и/или расположенных в них скоб. Например, корпус 1301 кассеты может включать в себя выступы, проходящие от платформы, и когда вспомогательный элемент 1310 прижимается к нагретым выступам платформы, вспомогательный элемент 1310 может принять окончательную форму вокруг выступов платформы. В таких случаях вспомогательный элемент 1310 плотно захватывает выступы платформы до тех пор, пока вспомогательный элемент 1310 не будет вытолкнут с выступов скобами. Аналогичным образом, вспомогательный элемент 1310 может постоянно деформироваться вокруг нагретых ножек скоб и плотно захватывать их. В по меньшей мере одном случае диаметр заново сформированных отверстий может быть, например, на 10% меньше диаметра ножек скоб. В любом случае давление, приложенное к вспомогательному элементу 1310, можно убрать в любое приемлемое время. В по меньшей мере одном случае давление прикладывают к вспомогательному элементу 1310 до тех пор, пока температура корпуса 1301 кассеты, скоб и вспомогательного элемента 1310 не станет существенно ниже или по меньшей мере ниже температуры перехода материалов, составляющих вспомогательный элемент 1310, в стекло. Альтернативно давление можно снять, когда температура узла 1300 кассеты со скобами будет превышать или станет выше температуры перехода материалов, составляющих вспомогательный элемент 1310, в стекло.In at least one embodiment, in addition to the above, the staples can be loaded into the
На ФИГ. 42-44 показан еще один хирургический сшивающий узел 1400. Хирургический сшивающий узел 1400 содержит упор 1460, узел 1410 кассеты со скобами и имплантируемый вспомогательный элемент 1430. Узел 1410 кассеты со скобами содержит корпус кассеты, содержащий множество полостей 1411 для скоб, поверхность 1413 платформы и паз 1415. Узел 1410 кассеты со скобами дополнительно содержит множество скоб 1420, хранящихся с возможностью извлечения внутри полостей 1411 для скоб, и множество выталкивателей 1440 для скоб, выполненных с возможностью выталкивания скоб 1420 из полостей 1411 для скоб к упору 1460 хирургического сшивающего узла 1400. Узел 1410 кассеты со скобами также содержит салазки 1450, выполненные с возможностью преобразования линейного движения пускового узла в вертикальное движение выталкивателей 1440 скоб для выталкивания скоб 1420 из полостей 1411 для скоб. Салазки 1450 содержат наклонные направляющие 1451 выталкивателей, выполненные с возможностью контакта и выталкивания выталкивателей 1440 скоб к упору 1460, а также высвобождающий участок 1453, выполненный с возможностью отсоединения вспомогательного элемента 1430 от платформы 1413.FIG. 42-44, another
Высвобождающий участок 1453 содержит боковые фланцы, проходящие поверх части поверхности 1413 платформы. Более конкретно, боковые фланцы проходят поверх поверхности 1413 платформы между пазом 1415 и внутренними рядами полостей 1411 для скоб. Вспомогательный элемент 1430 содержит крепежные участки 1431, выполненные с возможностью высвобождаемого удержания вспомогательного элемента 1430 на платформе 1413 кассеты до тех пор, пока высвобождающий участок 1453 салазок 1450 не зацепит крепежные участки 1431. По мере того как пусковой узел проходит через узел 1410 кассеты со скобами, высвобождающий участок 1453 может функционировать, например, как плуг, выполненный с возможностью поднятия, разрезания, рассечения и/или срезания крепежных участков 1431, по мере того как высвобождающий участок 1453 зацепляет крепежные участки 1431. Крепежные участки 1431 входят в зацепление постепенно, по мере того как пусковой узел пересекает корпус кассеты от проксимального конца к своему дистальному концу.The
На ФИГ. 45 показан узел 1500 кассеты со скобами. Узел 1500 кассеты со скобами содержит корпус 1510 кассеты, содержащий платформу 1513 кассеты, крепежные элементы 1515, элементы 1517 платформы и паз 1519. Узел 1500 кассеты со скобами дополнительно содержит множество скоб 1520 и имплантируемый вспомогательный элемент 1530, высвобождаемо удерживаемый на платформе 1513 кассеты крепежными элементами 1515. Элементы 1517 платформы направляют скобы 1520, когда скобы 1520 выталкиваются из кассеты 1510 со скобами. Элементы 1517 платформы также ограничивают перемещение вспомогательного элемента 1530 во время зажатия и/или разрезания ткани, захваченной хирургическим инструментом, в котором используется узел 1500 кассеты со скобами.FIG. 45 shows a
Крепежные элементы 1515 содержат, например, зазубрины. Каждая зазубрина 1515 имеет острый кончик, выполненный с возможностью прокола вспомогательного элемента 1530, и удерживающее плечо, выполненное с возможностью предотвращения обратного движения зазубрины 1515 из вспомогательного элемента 1530. Зазубрины 1515 могут проходить из платформы 1513 в любом приемлемом месте. Например, зазубрины 1515 могут быть размещены продольными рядами с противоположных сторон корпуса 1510 кассеты. В таких случаях вспомогательный элемент 1530 может удерживаться между продольными рядами зазубрин 1515. Вспомогательный элемент 1530 может удерживаться натянутым, напряженным или растянутым между рядами зазубрин 1515, которые могут облегчать рассечение вспомогательного элемента 1530 режущим элементом пускового узла, проходящим через продольный паз 1519. По мере того как режущий элемент рассекает вспомогательный элемент 1530, натяжение внутри вспомогательного элемента 1530 ослабевает. Более того, рассеченные участки вспомогательного элемента 1530 могут перемещаться или смещаться в боковом направлении наружу от продольного паза 1519 в ответ на высвобождение натяжения внутри вспомогательного элемента 1530. Такое перемещение рассеченных участков вспомогательного элемента может приводить к тому, что рассеченные участки вспомогательного элемента по меньшей мере частично отсоединяются от зазубрин 1515. В по меньшей мере одном случае удерживающие плечи зазубрин 1515 обращены в боковом направлении наружу таким образом, что боковое наружное перемещение участков вспомогательного элемента имеет тенденцию высвобождать участки вспомогательного элемента из зазубрин 1515.
Как описано выше, вспомогательный элемент может быть изготовлен, а затем собран с кассетой со скобами. Как показано на ФИГ. 46-48, узел 1600 кассеты со скобами содержит корпус 1610 кассеты, включающий в себя сформированные в нем полости 1611 для скоб и продольный паз 1613. Узел 1600 кассеты со скобами дополнительно содержит имплантируемый вспомогательный элемент, изготовленный непосредственно на корпусе 1610 кассеты. Как показано на ФИГ. 46, имплантируемый материал 1630 может выдаваться на платформу корпуса 1610 кассеты. В различных случаях имплантируемый материал может содержать, например, нетканый материал, полученный аэродинамическим способом из расплава. Такой случай показан, например, на ФИГ. 47. В по меньшей мере одном варианте осуществления для расплавления и раздувания полимерного материала на корпусе 1610 кассеты используется электрическое прядение. В по меньшей мере одном таком варианте осуществления полимерный материал нагревают до температуры, например, превышающей температуру перехода полимерного материала в стекло. В определенных вариантах осуществления полимерный материал входит в состав раствора. В любом случае полимерный материал является текучим, и его ускоренно направляют к корпусу 1610 кассеты. Полимерный материал ускоряют механическим прядильным элементом, таким как, например, прядильная машина, и/или ускоряют путем приложения разности потенциалов между полимерным материалом и целью. В различных случаях полимерный материал электрически заряжают. В по меньшей мере одном случае полимерный материал содержит один или более встроенных в него магнитных материалов. Цель может содержать, например, корпус 1610 кассеты и/или металлическую пластину, расположенную позади корпуса 1610 кассеты.As described above, the accessory can be fabricated and then assembled with a staple cassette. As shown in FIG. 46-48,
В некоторых случаях в дополнение к указанному выше нетканый материал, полученный аэродинамическим способом из расплава, проходит поверх краев корпуса 1610 кассеты после его выдачи на корпус 1610 кассеты. Такой избыток материала, как показано на ФИГ. 48, можно обрезать таким образом, чтобы края материала 1630 совмещались или по существу совмещались с краями корпуса 1610 кассеты. Такую обрезку можно провести после того, как температура нетканого материала, полученного аэродинамическим способом из расплава, снизится в достаточной степени.In some cases, in addition to the above, the meltblown nonwoven material passes over the edges of the
В дополнение к указанному выше нетканый материал, полученный аэродинамическим способом из расплава, можно использовать для изготовления имплантируемого вспомогательного элемента, не формируемого на корпусе кассеты. В по меньшей мере одном таком случае полимерный материал нагревают и раздувают в полость или форму с формированием имплантируемого вспомогательного элемента. После того как полимерный материал охладится в достаточной степени, его можно обрезать до приемлемого размера. В дополнение или вместо указанного выше нетканый материал, полученный аэродинамическим способом из расплава, можно наносить на корпус кассеты, чтобы приклеить имплантируемый вспомогательный элемент к корпусу кассеты. В таких случаях вспомогательный элемент, например, можно прижать к нетканому материалу, полученному аэродинамическим способом из расплава, когда материал остается по меньшей мере частично расплавленным.In addition to the above, the meltblown nonwoven can be used to make an implantable accessory that is not formed on the cassette body. In at least one such case, the polymeric material is heated and inflated into a cavity or mold to form an implantable accessory. After the resin material has cooled sufficiently, it can be cut to a suitable size. In addition to or instead of the above, a meltblown nonwoven fabric may be applied to the cassette body to adhere the implantable accessory to the cassette body. In such cases, the auxiliary element, for example, can be pressed against the meltblown nonwoven fabric while the fabric remains at least partially melted.
Как показано на ФИГ. 49, узел 2000 кассеты со скобами содержит корпус 2010 кассеты и имплантируемый слой 2030. Корпус 2010 кассеты содержит платформу 2011 и множество полостей 2012 для скоб, сформированных в платформе 2011. Слой 2030 находится смежно с платформой 2011 и проходит поверх полостей 2012 для скоб. Скоба 2020 расположена с возможностью извлечения в каждой полости 2012 для скоб. Каждая скоба 2020 выполнена с возможностью перемещения из неактивированного положения в активированное положение с помощью пускового элемента и/или системы выталкивателей скоб. Как показано на ФИГ. 49, кончики 2021 скоб 2020 проходят над платформой 2011 и частично встроены в слой 2030, когда скобы 2020 находятся в своем неактивированном положении, однако предусмотрены и другие варианты осуществления, в которых кончики 2021 не проходят над платформой 2011 и не встроены в слой 2030. Когда скобы 2020 выталкиваются из полостей 2012 для скоб, скобы 2020 захватывают в себя участки слоя 2030 и имплантируют слой 2030 в ткань T пациента, как показано на ФИГ. 50.As shown in FIG. 49, the
Слой 2030 выполнен из множества первых волокон и множества вторых волокон. Первые волокна выполнены из первого материала, а вторые волокна выполнены из второго материала, отличного от первого. Первый материал имеет первую температуру термического перехода, при которой первый материал изменяет состояние. Второй материал имеет вторую температуру термического перехода, при которой второй материал изменяет состояние. В по меньшей мере одном случае первый материал имеет первую температуру перехода в стекло, а второй материал имеет вторую температуру перехода в стекло, отличную от первой температуры перехода в стекло. Когда первый материал превышает свою температуру перехода в стекло, первые волокна сокращаются. Аналогичным образом, вторые волокна сокращаются, когда второй материал превышает свою температуру перехода в стекло. Сокращение волокна представляет собой укорочение его наибольшей длины. Более конкретно, волокно часто представляет собой нить, имеющую криволинейную и/или скрученную форму, и когда нить нагревают до температуры выше температуры перехода в стекло, форма нити будет иметь тенденцию становиться более криволинейной и/или скрученной, что укорачивает ее наибольшую длину, даже если общая длина нити не изменилась. В таких случаях конфигурация волокон станет менее упорядоченной.
Первые волокна и вторые волокна слоя 2030 можно смешивать с использованием любого приемлемого процесса. В по меньшей мере одном процессе первые волокна и вторые волокна могут быть, например, переплетены. Например, первые волокна могут быть сплетены в сеть, а вторые волокна могут быть вплетены в сеть. После приемлемого смешивания волокон их можно подвергнуть нагреву. Волокна нагревают до температуры выше первой температуры термического перехода, но ниже второй температуры термического перехода. В результате этого первые волокна сокращаются, а вторые волокна не сокращаются или по меньшей мере по существу не сокращаются. Тем не менее сокращение первых волокон стягивает вторые волокна и изменяет общую форму слоя 2030. Более конкретно, сокращение первых волокон потянет края слоя 2030 внутрь. Такое перемещение краев внутрь может увеличивать толщину 2031 слоя 2030. В определенных случаях слой станет пышным и/или раздутым. В любом случае процессы нагревания, описанные в настоящем документе, могут позволить слою 2030 принять конфигурацию, способную компенсировать вариации толщины ткани, захваченной в скобы.The first fibers and second fibers of
Первый и второй материалы слоя 2030 могут содержать любые приемлемые материалы. Например, первый материал представляет собой первый полимер, а второй материал представляет собой второй полимер. Например, первый материал представляет собой полидиоксанон (PDS), а второй материал представляет собой полигликолевую кислоту (PGA), например, VICRYL производства компании Ethicon, Inc. Слой 2030 содержит больше второго материала, имеющего более высокую температуру термического перехода, чем первого материала, имеющего более низкую температуру термического перехода. В по меньшей мере одном примере отношение материала VICRYL, т.е. второго материала, к PDS, т.е. первому материалу, составляет приблизительно 7: 1. В по меньшей мере одном другом примере отношение материала VICRYL, т.е. второго материала, к PDS, т.е. первому материалу, составляет приблизительно 5: 1. Возможны и другие отношения и материалы.The first and second materials of
В дополнение к указанному выше предусмотрены различные альтернативные варианты осуществления, в которых слой 2030 нагревают до температуры обработки таким образом, что первые волокна нагреваются выше температуры их термического перехода и вторые волокна также нагреваются выше температуры их термического перехода. В по меньшей мере одном таком случае, где первая температура термического перехода ниже второй температуры термического перехода, первые волокна будут сокращаться в большей степени, чем вторые волокна.In addition to the above, various alternative embodiments are provided in which the
После того как слой 2030 был нагрет для достижения его желательных свойств, как описано в настоящем документе, слой 2030 охлаждают и/или позволяют охладиться до температуры ниже первой температуры термического перехода и второй температуры термического перехода. Слой 2030 охлаждают до температуры ниже первой и второй температур термического перехода до сборки с корпусом 2010 кассеты.After
В различных альтернативных вариантах осуществления, как показано на ФИГ. 57, слой 2330 узла 2300 кассеты со скобами нагревают до температуры выше по меньшей мере одной из первой температуры термического перехода и второй температуры термического перехода, а затем располагают и/или прижимают к корпусу 2310 кассеты узла 2300 кассеты. Далее слой 2330 охлаждают и/или позволяют охладиться.In various alternative embodiments, as shown in FIG. 57, the
В дополнение к указанному выше корпус 2310 кассеты содержит платформу 2311 и полости 2312 для скоб, сформированные в платформе 2311. Корпус 2310 кассеты дополнительно содержит столбики 2315, проходящие вверх от платформы 2311. Когда нагретый слой 2330 прижимают к платформе 2311, слой 2330 может соответствовать элементам корпуса 2310 кассеты. Например, участки слоя 2330 могут вклиниваться в полости 2312 для скоб и могут принимать форму полостей 2312 для скоб с формированием выступов 2332. Аналогичным образом, участки слоя 2330 могут формироваться вокруг столбиков 2315 и принимать форму столбиков 2315 с формированием отверстий 2335. Кроме того, аналогичным образом, участки слоя 2330 могут вклиниваться в продольный паз 2314 для скальпеля корпуса 2310 кассеты с формированием язычков 2334.In addition to the above, the
В дополнение к указанному выше первоначальное совмещение нагретого слоя 2330 и корпуса 2310 кассеты будет определять, каким образом элементы будут формироваться на нижней части слоя 2330. Корпус 2310 кассеты содержит одну или более опорных точек, которые могут способствовать правильному совмещению слоя 2330 и корпуса 2310 кассеты. Корпус 2310 кассеты содержит совмещающие стопоры 2318, проходящие вверх от проксимального конца корпуса 2310 кассеты, которые можно использовать для совмещения проксимального конца 2338 слоя 2330 с проксимальным концом корпуса 2310 кассеты.In addition to the above, the initial alignment of the
Как показано на ФИГ. 52, первое волокно 2231 и второе волокно 2232 являются переплетенными или сплетенными. Когда волокна 2231 и 2232 подвергают нагреву Q, первое волокно 2231 становится менее неупорядоченным и начинает сокращаться вдоль своего наибольшего размера, как показано на ФИГ. 52. Как также показано на ФИГ. 52, первое волокно 2231 сокращается относительно второго волокна 2232. В то время как первое волокно 2231 сокращается по своему наибольшему размеру, как показано на ФИГ. 53, первое волокно 2231 расширяется в боковом направлении. В результате этого сборка волокон 2231, 2232 может становиться упругой и может изменять свою форму под нагрузкой.As shown in FIG. 52, the
Вариант размещения волокон 2231 и 2232 внутри слоя может быть случайным. В определенных случаях размещение волокон 2231 и 2232 внутри слоя может быть по меньшей мере частично упорядоченным. Как показано на ФИГ. 55, слой 2230 содержит сеть из вторых волокон 2232. Вторые волокна 2232 прикрепляются или переплетаются друг с другом в узлах 2235, однако предусмотрены различные варианты осуществления, в которых вторые волокна 2232 не прикреплены друг к другу. Вторые волокна 2232 размещены в виде решетки или сети, которая проходит вдоль продольных осей 2233 и боковых осей 2234. Оси 2233 и 2234 являются перпендикулярными или по существу перпендикулярными друг другу; однако предусмотрены другие варианты осуществления, в которых решетка вторых волокон 2232 не размещена вдоль упорядоченной матрицы осей. Первые волокна 2231 вплетены в сеть вторых волокон 2232. Когда слой 2230 подвергается воздействию температуры, превышающей первую температуру термического перехода первого материала, первые волокна 2231 сокращаются, как показано на ФИГ. 56. В результате этого слой 2230 приобретает расширенную в боковых направлениях конфигурацию, обозначенную как слой 2230'.The placement of
Как показано на ФИГ. 51, узел 2130 слоев содержит первый слой 2131, второй слой 2132 и третий слой 2133. Первый слой 2131 содержит множество первых волокон 2134, переплетенных со множеством вторых волокон 2135. Аналогичным образом, третий слой 2133 содержит множество первых волокон 2134, переплетенных со множеством вторых волокон 2135. Аналогично указанному выше, первые волокна 2134 выполнены из первого материала, имеющего первую температуру термического перехода, а вторые волокна 2135 выполнены из второго материала, имеющего вторую температуру термического перехода, отличную от первой температуры термического перехода. Второй слой 2132 расположен между первым слоем 2131 и третьим слоем 2133. Второй слой 2132 выполнен из пленки, однако может использоваться любой приемлемый материал. Первый слой 2131 и третий слой 2133 могут быть прикреплены ко второму слою 2132, например, с использованием одного или более адгезивов. Второй слой 2132 отделяет первый слой 2131 от третьего слоя 2133. В различных случаях второй слой 2132 может позволять первому слою 2131 и третьему слою 2133 стягиваться независимо друг от друга.As shown in FIG. 51,
В различных случаях в дополнение к указанному выше участки слоя могут быть удалены и/или модифицированы с использованием любого приемлемого процесса. Как также показано на ФИГ. 57, в слое 2330 могут быть созданы одна или более продольных прорезей 2337 с использованием, например, процесса лазерной резки. Мосты 2336 образованы между прорезями 2337 и соединяют две боковые половины слоя 2330 вместе.In various cases, in addition to the above, portions of the layer may be removed and / or modified using any suitable process. As also shown in FIG. 57, one or more
Как показано на ФИГ. 58, узел 2400 концевого эффектора содержит корпус 2410 кассеты со скобами и упор 2490. Корпус 2410 кассеты содержит платформу 2411, продольный паз 2414 для скальпеля и продольные ряды полостей для скоб, сформированные с противоположных сторон паза 2414. Более конкретно, первый продольный ряд полостей 2412a для скоб расположен с каждой стороны продольного паза 2414, второй продольный ряд полостей 2412b для скоб расположен в боковом направлении относительно каждого первого ряда полостей 2412a для скоб, а третий продольный ряд полостей 2412c для скоб расположен в боковом направлении относительно каждого второго ряда полостей 2412b для скоб. Первая скоба 2020a хранится с возможностью извлечения в каждой первой полости 2412a для скоб, вторая скоба 2020b хранится с возможностью извлечения в каждой второй полости 2412b для скоб, а третья скоба 2020c хранится с возможностью извлечения в каждой третьей полости 2412c для скоб.As shown in FIG. 58, the
В дополнение к указанному выше каждая из первых скоб 2020a имеет первую высоту в несформированном состоянии, каждая из вторых скоб 2020b имеет вторую высоту в несформированном состоянии и каждая из третьих скоб 2020c имеет третью высоту в несформированном состоянии. Например, первая высота в несформированном состоянии меньше второй высоты в несформированном состоянии, а вторая высота в несформированном состоянии меньше третьей высоты в несформированном состоянии. Предусмотрены и другие варианты осуществления, в которых первые скобы 2020a, вторые скобы 2020b и/или третьи скобы 2020c имеют одинаковую высоту в несформированном состоянии. Патент США № 8,317,070, озаглавленный Surgical stapling devices that produce formed staples having different lengths, выданный 27 ноября 2012 г., полностью включен в настоящий документ путем ссылки. Упор 2490 содержит первый продольный ряд формирующих углублений 2492a, совмещенный с полостями 2412a для скоб, второй продольный ряд формирующих углублений 2492b, совмещенных с полостями 2412b для скоб, и третий продольный ряд формирующих углублений 2492c, совмещенный с полостями 2412c для скоб. Скобы 2020a, 2020b и 2020c выталкиваются из полостей 2412a, 2412b и 2412c для скоб посредством множества выталкивателей скоб, расположенных в корпусе 2410 кассеты, которые поднимают скобы 2020a, 2020b и 2020c, в контакт с формирующими углублениями 2492a, 2492b и 2492c соответственно.In addition to the above, each of the
В дополнение к указанному выше выталкиватели скоб, расположенные в корпусе 2410 кассеты, и формирующие углубления 2492a, 2492b и 2492c упора 2490 выполнены с возможностью деформации скоб 2020a, 2020b и 2020c с получением разных высот в сформированном состоянии. Более конкретно, первые скобы 2020a деформируются до первой высоты в сформированном состоянии, вторые скобы 2020b деформируются до второй высоты в сформированном состоянии, которая больше первой высоты в сформированном состоянии, а третьи скобы 2020c деформируются до третьей высоты в сформированном состоянии, которая больше второй высоты в сформированном состоянии. На ФИГ. 59 показан такой вариант размещения. Предусмотрены и другие варианты осуществления, в которых третья высота в сформированном состоянии такая же, как вторая высота в сформированном состоянии.In addition to the above, the staple ejectors located in the
В дополнение к указанному выше, как также показано на ФИГ. 58, платформа 2411 корпуса 2410 кассеты содержит наклонную опорную поверхность. Участок платформы 2411, проходящий вдоль первого продольного ряда полостей 2412a для скоб, выше участка платформы 2411, проходящего вдоль второго продольного ряда полостей 2412b для скоб. Аналогичным образом, участок платформы 2411, проходящий вдоль второго продольного ряда полостей 2412b для скоб, выше участка платформы 2411, проходящего вдоль третьего продольного ряда полостей 2412c для скоб. Платформа 2411 имеет дугообразную поверхность. В различных случаях наклонная опорная поверхность платформы 2411 может включать в себя отдельные ступенчатые поверхности. Например, платформа 2411 может включать в себя первую продольную ступень, проходящую вдоль первого ряда полостей 2412a для скоб, вторую продольную ступень, проходящую вдоль второго ряда полостей 2412b для скоб, и/или третью продольную ступень, проходящую вдоль третьего ряда полостей 2412c для скоб. Платформа 2411 может дополнительно включать в себя наклонные поверхности между первой ступенью и второй ступенью и/или между второй ступенью и третьей ступенью.In addition to the above, as also shown in FIG. 58,
В дополнение к указанному выше упор 2490 имеет ступенчатую сжимающую ткань поверхность. Например, третьи продольные ряды формирующих углублений 2492c сформированы в продольных ступенях. В альтернативных вариантах осуществления упор 2490 имеет плоскую сжимающую ткань поверхность. В любом случае ткань, расположенная между корпусом 2410 кассеты и упором 2490, сжата с приемлемым давлением между ними, когда концевой эффектор 2400 находится в сжатой конфигурации, как показано на ФИГ. 58. Однако такое сжатие ткани не является равномерным внутри концевого эффектора 2400. Например, ткань, смежная с первым рядом полостей 2412a для скоб, сжимается с первым давлением, ткань, смежная со вторым рядом полостей 2412b для скоб, сжимается со вторым давлением, которое меньше первого давления, а ткань, смежная с третьим рядом полостей для скоб, сжимается с третьим давлением, которое меньше второго давления. Предусмотрены и другие варианты размещения.In addition to the above,
Концевой эффектор 2400 дополнительно содержит имплантируемые слои 2430, расположенные поверх платформы 2411. Например, первый слой 2430 расположен с первой стороны продольного паза 2414, а второй слой 2430 расположен со второй стороны продольного паза 2414. Слои 2430 формируют между собой продольный паз, совмещенный или по меньшей мере по существу совмещенный с пазом 2414, сформированным в корпусе 2410 кассеты, и продольным пазом 2494, сформированным в упоре 2490. Паз 2414 кассеты, паз слоя и паз 2494 упора выполнены с возможностью предоставления пусковому элементу возможности продольно перемещаться через концевой эффектор 2400. В альтернативных вариантах осуществления слой, расположенный на платформе 2411, не содержит паза слоя, и режущий участок пускового элемента рассекает слой по мере дистального перемещения пускового элемента.The
Имплантируемые слои, описанные в настоящем документе, могут быть выполнены из волокон, переплетенных вместе. Волокна 3000, например, показаны на ФИГ. 60 и 61. Каждое волокно 3000 содержит нить, которая подвергалась пластической деформации и включает в себя сформированные в ней одну или более скруток. Имплантируемый слой, такой как, например, слой 3030, показанный на ФИГ. 63, содержащий волокна 3000, является упругим и может компенсировать вариации толщины ткани, захваченной внутри скоб 3020. Волокна 3000 переплетены вместе с формированием имплантируемого слоя, который может действовать как объединенная пружина. Более того, волокна 3000 слоя 3030 являются мягкими в результате их скрученной конфигурации и с меньшей вероятностью будут обдирать ткань T по сравнению с предыдущими имплантируемыми слоями, не включающими в себя волокна 3000, такие как, например, слой 3130, показанный на ФИГ. 62.The implantable layers described herein can be made of fibers intertwined together.
Волокна 3000 могут быть изготовлены любым приемлемым образом. В различных случаях в производственном процессе можно использовать любые приемлемые средства механического и/или термического создания скруток в волокнах 3000 и/или иной пластической деформации волокон 3000. Как показано на ФИГ. 65, для пластической деформации нити 3000' с формированием непрерывного волокна 3000 можно использовать нагретый штамп. Нагретый штамп имеет первую и вторую стороны 3050, причем по меньшей мере одна из сторон выполнена с возможностью перемещения относительно другой стороны между открытым положением и закрытым положением. На ФИГ. 65 показан нагретый штамп в открытой конфигурации. Когда штамп находится в своей открытой конфигурации, часть несформированной нити 3000' расположена в штампе между открытыми сторонами 3050. В по меньшей мере одном случае процесс изготовления включает в себя катушку 3060, выполненную с возможностью протягивания нити 3000' в штамп. Каждая сторона 3050 штампа включает в себя нагретую поверхность 3051. Нагретые поверхности 3051 включают в себя множество выступов, выполненных с возможностью контакта с нитью 3000' и при помощи механического давления и/или нагревания пластической деформации нити 3000'. В такой момент непрерывная нить 3000' становится непрерывным волокном 3000, которое наматывается на катушку 3060. При необходимости непрерывное волокно 3000 можно рассекать на следующем этапе процесса изготовления.
В дополнение к указанному выше, как показано на ФИГ. 66, процесс изготовления включает в себя один или более ротационных штампов 3350. Каждый штамп 3350 выполнен с возможностью вращения вокруг оси 3352 и включает в себя множество зубцов 3351, проходящих вокруг штампа 3350. Зубцы 3351 ротационных штампов 3350 входят в зацепление друг с другом и деформируют непрерывную нить 3000' в непрерывное волокно 3000, когда нить 3000' проходит через зацепляющиеся зубцы 3351. Аналогично указанному выше, штампы 3350 нагревают и прикладывают тепло (Q) к нити 3000'. Как показано на ФИГ. 67, процесс изготовления включает в себя ротационный штамп 3450. Штамп 3450 выполнен с возможностью вращения вокруг оси 3452 и включает в себя зубцы 3451, проходящие от него. Непрерывная нить 3000' наматывается вокруг штампа 3450 и входит в зацепление с зубцами 3451. Зубцы 3451 нагреваются, и когда зубцы 3451 контактируют с нитью 3000', нить 3000' становится непрерывным скрученным волокном 3000. К волокну 3000 можно приложить натягивающее усилие, чтобы натянуть волокно 3000 вокруг штампа 3450.In addition to the above, as shown in FIG. 66, the manufacturing process includes one or more rotary dies 3350. Each die 3350 is rotatable about an
В дополнение или вместо указанного выше волокна 3000 можно деформировать или скручивать любым приемлемым образом. В различных случаях можно применять, например, воздушное текстурирование и/или любую другую приемлемую форму текстурирования. Более того, для контроля свойств волокон 3000 можно использовать интервалы между деформациями или скрутками волокон 3000. Волокна 3000, имеющие более короткие интервалы между деформациями или скрутками, будут менее жесткими, чем волокна 3000, имеющие более длинные интервалы между деформациями или скрутками. Независимо от способа деформации, применяемого для деформации волокон 3000, волокна 3000 могут иметь любое приемлемое поперечное сечение. В по меньшей мере одном случае нити 3000' могут иметь круглое или по меньшей мере по существу круглое поперечное сечение, которое по меньшей мере частично уплощается после того, как нити 3000' были деформированы или скручены с формированием волокон 3000. В различных случаях волокна 3000 имеют, например, сплющенное поперечное сечение там, где они были деформированы.In addition to or instead of the above, the
В дополнение к указанному выше волокна 3000 могут быть подвергнуты процессу деформации или скручивания во время одного или более этапов процесса изготовления с формированием имплантируемого слоя. В по меньшей мере одном процессе волокна 3000 деформируют или скручивают до того, как они переплетаются вместе во время процесса предварительного переплетения. При таком процессе деформации можно использовать, например, давление и/или нагрев. Альтернативно волокна не подвергают процессу деформации до процесса предварительного переплетения. В любом случае, после того как волокна 3000 были переплетены вместе, их расплетают. Процесс переплетения, а затем расплетания волокон 3000 приводит к деформации или скручиванию волокон 3000. После расплетания волокон 3000 их можно подвергать или не подвергать процессу деформации или скручивания. При таком процессе деформации можно использовать, например, давление и/или нагрев. После того как волокна 3000 были подвергнуты приемлемому числу процессов предварительного скручивания, волокна 3000 повторно вплетают в имплантируемый слой.In addition to the above, the
В различных случаях в дополнение к указанному выше для плетения имплантируемого слоя используются только предварительно скрученные волокна 3000, а в других случаях предварительно скрученные волокна 3000 смешивают с другими волокнами, такими как, например, не скрученные волокна. В по меньшей мере одном случае тканый имплантируемый слой содержит первую группу предварительно скрученных волокон 3000, выполненных из материала, и вторую группу не скрученных волокон, выполненных из того же материала. В другом случае тканый имплантируемый слой содержит первую группу предварительно скрученных волокон 3000, выполненных из первого материала, и вторую группу не скрученных волокон, выполненных из второго материала, отличного от первого материала. В еще одном случае тканый имплантируемый слой содержит первую группу предварительно скрученных волокон 3000, которые были скручены с первым интервалом, и вторую группу предварительно скрученных волокон, которые были скручены со вторым интервалом, отличным от первого интервала. Имплантируемые слои, выполненные из первой группы волокон, имеющих более высокую жесткость, переплетенных со второй группой волокон, имеющих более высокую жесткость, такой как, например, описанная в настоящем документе, позволяют получить имплантируемый слой с желательным модулем упругости.In various cases, in addition to the above, only
Деформированные или скрученные волокна, описанные в настоящем документе, можно вплетать в имплантируемый слой любым приемлемым образом. В различных случаях имплантируемый слой может быть сплетен таким образом, что он не имеет швов. Как показано на ФИГ. 68, имплантируемый слой 3530 может быть переплетен или связан таким образом, чтобы он имел швы. Имплантируемый слой 3530 имеет верхнюю поверхность 3531, нижнюю поверхность 3532 и переплетенные волокна, соединенные друг с другом вдоль боковых швов 3533, продольных швов 3534 и внутренних швов 3535. Как показано на ФИГ. 69, слой 3530 выполнен из волокон 3000, а также волокон 3500. Как показано на ФИГ. 70, волокна 3000 и 3500 переплетены с формированием швов 3533, 3534 и 3535.The deformed or twisted fibers described herein can be woven into the implantable layer in any suitable manner. In various cases, the implanted layer can be woven in such a way that it has no sutures. As shown in FIG. 68,
Швы 3533, 3534 и 3535 могут быть переплетены с желательной плотностью для достижения желательного результата. Например, плотность продольных швов 3534 выше с боковых сторон слоя 3530, чем в середине слоя 3530. Середина слоя 3530 совмещена с режущим элементом сшивающего инструмента, когда слой 3530 расположен на кассете со скобами и вставлен в сшивающий инструмент. Благодаря тому, что более низкая плотность в середине слоя 3530 совмещается с режущим элементом, слой 3530 можно легче рассекать режущим элементом, и при этом слой 3530 может иметь другую плотность в областях, захватываемых скобами. Также, например, плотность боковых швов 3533 выше в середине слоя 3530, чем на проксимальном и дистальном концах слоя 3530. Благодаря более низкой плотности на проксимальном конце слоя 3530 режущему элементу легче начать свое рассечение слоя 3530. Аналогичным образом, более низкая плотность на дистальном конце слоя 3530 может помогать режущему элементу завершать его разрез, по мере того как режущий элемент замедляется в конце своего хода.
Слой 3230 показан на ФИГ. 64. Слой 3230 содержит верхний участок 3231, нижний участок 3232 и промежуточный участок 3233, соединяющий верхний участок 3231 и нижний участок 3232. Промежуточный участок 3233 отделяет и располагает верхний участок 3231 относительно нижнего участка 3232. Участки 3231, 3232 и 3233 выполнены из скрученных волокон 3000. Волокна 3000 упорядочены или вплетены в боковые швы 3233 и продольные швы 3234. Плотность продольных швов 3234 выше в медиальном участке слоя 3230 по сравнению с боковыми участками слоя 3230.
В дополнение к указанному выше, как показано на ФИГ. 71 и 72, кассета 3600 со скобами включает в себя корпус 3610 кассеты и имплантируемый слой 3630. Корпус 3610 кассеты содержит платформу 3611, выполненную с возможностью поддержки слоя 3630. Слой 3630 имеет верхнюю поверхность 3631, нижнюю поверхность 3632 и выполнен из волокон 3633. Плотность 3634 волокон 3633 выше в середине слоя 3630, чем с боковых сторон слоя 3630. Фактически более высокая плотность 3634 волокон 3633 совмещена с продольным пазом 3614, сформированным в корпусе 3610 кассеты, который выполнен с возможностью приема режущего участка пускового элемента. Более высокая плотность 3634 волокон 3633 в середине слоя 3630 может уменьшать деформацию или смещение слоя 3630 относительно корпуса 3610 кассеты.In addition to the above, as shown in FIG. 71 and 72, the
Как показано на ФИГ. 73, имплантируемый слой 3730 имеет верхнюю поверхность 3731, нижнюю поверхность 3732 и корпус, выполненный из переплетенных волокон. Волокна вплетены в боковые швы 3733 и продольные швы 3734. Волокна соединены друг с другом в точках 3735 переплетения. Точки 3735 переплетения соединяют волокна, проходящие в боковом направлении и/или продольном направлении внутри имплантируемого слоя 3730. Точки 3735 переплетения могут соединять волокна внутри бокового шва 3733. Точки 3735 переплетения могут соединять волокна внутри продольного шва 3734. Точки 3735 переплетения могут соединять боковые швы 3733 с продольными швами 3734. Плотность точек 3735 переплетения в имплантируемом слое 3730 позволяет контролировать упругость или эластичность имплантируемого слоя 3730. Участки слоя 3730, имеющие более высокую плотность точек переплетения, могут быть менее упругими, чем участки слоя 3730, имеющие менее высокую плотность точек переплетения. Применительно к варианту осуществления, показанному на ФИГ. 73, боковые участки слоя 3730 имеют высокую плотность точек переплетения, тогда как медиальный участок слоя 3730 имеет низкую плотность точек переплетения, однако можно использовать любой приемлемый вариант размещения плотностей точек переплетения.As shown in FIG. 73,
Как показано на ФИГ. 74, имплантируемый слой 3830 имеет верхнюю поверхность 3831, нижнюю поверхность 3832 и корпус, выполненный из переплетенных волокон. Волокна вплетены в боковые швы 3833 и продольные швы 3834. Волокна соединены друг с другом в точках 3835 переплетения. Точки 3835 переплетения соединяют волокна, проходящие в боковом направлении и/или продольном направлении внутри имплантируемого слоя 3830. Точки 3835 переплетения могут соединять волокна внутри бокового шва 3833. Точки 3835 переплетения могут соединять волокна внутри продольного шва 3834. Точки 3835 переплетения могут соединять боковые швы 3833 с продольными швами 3834.As shown in FIG. 74,
В различных случаях в дополнение к указанному выше волокна, вплетенные в имплантируемый слой, могут иметь одинаковый диаметр и/или длину. В других случаях волокна могут иметь разные диаметры и/или длины. Как также показано на ФИГ. 74, определенные волокна имплантируемого слоя 3830 имеют первый диаметр или толщину, а другие волокна имеют второй диаметр или толщину, которая больше первого диаметра. Более тонкие волокна находятся в центре имплантируемого слоя 3830, а более толстые волокна находятся с боковых сторон имплантируемого слоя 3830. Когда режущий элемент хирургического сшивающего инструмента проходит через центр имплантируемого слоя 3830, более тонкие волокна упрощают разрезание имплантируемого слоя 3830. Альтернативно более толстые волокна находятся в центре имплантируемого слоя 3830, что может уменьшать изгибание слоя 3830.In various cases, in addition to the above, the fibers woven into the implantable layer may have the same diameter and / or length. In other cases, the fibers can be of different diameters and / or lengths. As also shown in FIG. 74, certain fibers of
Как показано на ФИГ. 75 и 76, имплантируемый вспомогательный элемент 4030 содержит множество слоев. Вспомогательный элемент 4030 содержит первый наружный слой 4031 и второй наружный слой 4035. Первый наружный слой 4031 выполнен из переплетенных волокон. Аналогичным образом, второй наружный слой 4035 выполнен из переплетенных волокон. Волокна наружных слоев 4031, 4035 могут быть выполнены из любого приемлемого материала, такого как, например, VICRYL и/или любые из материалов, описанных, например, в настоящей заявке. Вспомогательный элемент 4030 дополнительно содержит средний или промежуточный слой 4033. Средний слой 4033 также выполнен из переплетенных волокон. Средний слой 4033 может быть выполнен из тех же материалов, что и наружные слои 4031, 4035, и/или из других материалов.As shown in FIG. 75 and 76, the
Как также показано на ФИГ. 75 и 76, вспомогательный элемент 4030 дополнительно содержит первый связывающий слой 4032 и второй связывающий слой 4034. Первый связывающий слой 4032 расположен между первым наружным слоем 4031 и средним слоем 4033. Второй связывающий слой 4034 расположен между вторым наружным слоем 4035 и средним слоем 4033. Первый связывающий слой 4032 выполнен из материала, имеющего более низкую температуру плавления, чем материалы, составляющие слои 4031, 4033 и 4035. Аналогичным образом, второй связывающий слой 4034 выполнен из материала, имеющего более низкую температуру плавления, чем материалы, составляющие слои 4031, 4033 и 4035.As also shown in FIG. 75 and 76,
В дополнение к указанному выше слои 4031, 4032, 4033, 4034 и 4035 вспомогательного элемента 4030 расположены стопкой так, как показано на ФИГ. 75. Затем вспомогательный элемент 4030 нагревают. Вспомогательный элемент 4030 нагревают таким образом, чтобы температура связывающих слоев 4032 и 4034 была равна или превышала температуру плавления материала, составляющего связывающие слои 4032 и 4034. Когда связывающие слои 4032 и 4034 выполнены из одного материала, связывающие слои 4032 и 4034 будут плавиться при одинаковой температуре. Эту температуру можно называть пороговой температурой плавления. Когда первый связывающий слой 4032 выполнен из первого материала, имеющего первую температуру плавления, а второй связывающий слой 4034 выполнен из второго материала, имеющего вторую, или отличную температуру плавления, один из слоев 4032, 4034 начнет плавиться раньше другого. В таких случаях пороговая температура плавления равна большей из первой и второй температур плавления.In addition to the above, the
По мере плавления связывающих слоев 4032, 4034 расплавленный материал проникает в первый наружный слой 4031, средний слой 4033 и/или второй слой 4035. Степень проникновения расплавленных слоев 4032, 4034 в слои 4031, 4033, 4035 может зависеть от нескольких факторов. Например, слои 4031, 4033 и/или 4035 могут быть выполнены из переплетенных волокон, и степень проникновения расплавленных слоев 4032, 4034 в переплетение волокон может зависеть от степени открытости переплетений волокон. Например, расплавленные слои 4032, 4034 могут глубже проникать в более открытое, или более рыхлое, переплетение, чем в более закрытое, или более плотное, переплетение. Иными словами, расплавленные слои 4032, 4034 могут в существенной степени не проникать в плотное вязаное переплетение. Первый наружный слой 4031 и второй наружный слой 4035 имеют одинаковую или по меньшей мере по существу одинаковую плотность переплетения. В различных альтернативных вариантах осуществления первый наружный слой 4031 и второй наружный слой 4035 имеют разные плотности переплетения. В по меньшей мере одном таком варианте осуществления, как показано на ФИГ. 77, второй наружный слой 4035ʺ альтернативного вспомогательного элемента 4030ʺ имеет более плотное переплетение, чем первый наружный слой 4031ʺ. Первый связывающий слой 4032ʺ может глубже или сильнее проникать в первый наружный слой 4031ʺ, чем второй связывающий слой 4034ʺ может проникать во второй наружный слой 4035ʺ.As the
Как также показано на ФИГ. 75, средний слой 4033 слоя 4030 вспомогательного элемента содержит сформированные в нем отверстия 4036. Отверстия 4036 представляют собой сквозные отверстия. Расплавленные связывающие слои 4032, 4034 могут входить в отверстия 4036 для улучшения или усиления связывания между связывающими слоями 4032, 4034 и средним слоем 4033. В альтернативных вариантах осуществления отверстия 4036 могут не проходить через весь средний слой 4033. При этом такие отверстия 4036 могут быть достаточно глубокими, чтобы в них поступало достаточное количество расплавленного материала для формирования надлежащего связывания со связывающими слоями 4032, 4034. Первый наружный слой 4031 и/или второй наружный слой 4035 могут включать в себя сформированные в них отверстия для улучшения или усиления связывания с первым связывающим слоем 4032 и вторым связывающим слоем 4034 соответственно.As also shown in FIG. 75, the
Как описано выше, вспомогательный элемент 4030 нагревают до расплавления или по меньшей мере частичного расплавления связывающих слоев 4032, 4034. Как также описано выше, расплавленные участки связывающего слоя 4032, 4034 протекают в слои 4031, 4033 и/или 4035. После того как вспомогательный элемент был в достаточной степени нагрет, вспомогательный элемент 4030 охлаждают и/или позволяют ему охладиться. Вспомогательный элемент 4030 можно, например, поместить в холодильник, оставить на открытом воздухе и/или обработать потоком воздуха. Когда вспомогательный элемент 4030 охлаждается ниже пороговой температуры плавления, расплавленные связывающие слои 4032, 4034 могут начать затвердевать, таким образом скрепляя слои 4031, 4032, 4033, 4034 и 4035 вместе. В различных случаях расплавленные связывающие слои 4032 и 4034 могут принимать конфигурацию механического взаимодействия со слоями 4031, 4033 и 4035, как показано на ФИГ. 76.As described above,
В дополнение к указанному выше слои 4031, 4033 и 4035 вспомогательного элемента 4030 выполнены из материалов, имеющих температуру плавления, которая выше пороговой температуры плавления связывающих слоев 4032 и 4034. Более того, слои 4031, 4033 и 4035 выполнены из материалов, имеющих температуру плавления, которая выше наибольшей температуры обработки, которой подвергается вспомогательный элемент 4030. В результате этого слои 4031, 4033 и 4035 не плавятся, а связывающие слои 4032 и 4034 плавятся. В по меньшей мере одном случае слои 4031, 4033 и 4035 выполнены, например, из VICRYL, а связывающие слои 4032 и 4034 выполнены, например, из PDS. В по меньшей мере одном таком случае связывающие слои 4032 и 4034 выполнены, например, из пленки PDS.In addition to the above, the
В различных вариантах осуществления в дополнение к указанному выше каждый связывающий слой 4032, 4034 может быть выполнен из двух или более материалов. В определенных случаях каждый материал, составляющий связывающие слои 4032, 4034, имеет температуру плавления, которая ниже или равна максимальной температуре обработки вспомогательного элемента 4030. В других случаях некоторые из материалов, составляющих связывающие слои 4032, 4034, имеют температуру плавления, которая ниже или равна максимальной температуре обработки, а другие имеют температуру плавления, которая выше максимальной температуры обработки. В таких вариантах осуществления некоторые участки слоев 4032 и 4034 будут плавиться и проникать в смежные слои 4032, 4033 и 4035, а другие участки слоев 4032 и 4034 будут сохранять свою структурную целостность.In various embodiments, in addition to the above, each
В дополнение к указанному выше каждый слой 4031, 4033 и 4035 может быть выполнен из двух или более материалов. В определенных случаях каждый материал, составляющий слои 4031, 4033, 4035, имеет температуру плавления, которая выше максимальной температуры обработки вспомогательного элемента 4030. В других случаях некоторые из материалов, составляющих слои 4031, 4033, 4035, имеют температуру плавления, которая выше максимальной температуры обработки, а другие имеют температуру плавления, которая больше или равна максимальной температуре обработки. В таких вариантах осуществления некоторые участки слоев 4031, 4033, 4035 будут плавиться и смешиваться с расплавленными участками смежных связывающих слоев 4032, 4034, таким образом улучшая связывание между слоями 4031, 4032, 4033, 4034 и 4035, когда температура вспомогательного элемента 4030 падает ниже температуры плавления каждого из материалов, составляющих вспомогательный элемент 4030.In addition to the above, each
Вспомогательный элемент 4030 при воздействии нагрева не сжимают. Расплавленные материалы вспомогательного элемента 4030 текут под воздействием естественных сил, таких как, например, сила тяжести и/или капиллярная сила, действующие на расплавленные материалы, однако предусмотрены варианты осуществления, в которых вспомогательный элемент 4030 сжимают при воздействии нагрева. Такое давление может улучшать поток расплавленных материалов внутри вспомогательного элемента 4030 и улучшать связывание между слоями 4031, 4032, 4033, 4034 и 4035. Давление можно убирать со вспомогательного элемента 4030, когда расплавленные участки все еще являются текучими. Альтернативно давление можно убирать после того, как расплавленные участки повторно затвердевают.
Вспомогательный элемент 4030 содержит пять слоев, однако вспомогательный элемент, в котором реализованы принципы, изложенные в настоящем документе, может содержать любое приемлемое число слоев. Например, вспомогательный элемент может содержать три слоя, включая первый наружный слой 4031, второй наружный слой 4035 и связывающий слой, расположенный между первым наружным слоем 4031 и вторым наружным слоем 4035.
В различных альтернативных вариантах осуществления связывающий слой может не использоваться во вспомогательном элементе. Например, во вспомогательном элементе может использоваться первый наружный слой 4031 и второй наружный слой 4035, причем один или оба из слоев 4031, 4035 выполнены из материала, который плавится, течет и непосредственно связывает слои 4031, 4035 вместе. Аналогичным образом, во вспомогательном элементе могут использоваться наружные слои 4031, 4035 и средний слой 4033, расположенный между наружными слоями 4031, 4035, причем один или более из слоев 4031, 4033, 4035 выполнены из материала, который плавится, течет и непосредственно связывает слои 4031, 4035 со средним слоем 4033.In various alternative embodiments, the bonding layer may not be used in the accessory. For example, a first
Как описано выше, слои 4031, 4033 и 4035 вспомогательного элемента 4030 выполнены из переплетенных волокон. В определенных случаях слои 4031, 4033 и 4035 могут иметь одинаковую или по меньшей мере по существу одинаковую плотность переплетения. В других случаях по меньшей мере один из слоев 4031, 4033 и 4035 может иметь плотность переплетения, которая отличается от плотности других слоев. Как также показано на ФИГ. 77, вспомогательный элемент 4030ʺ содержит первый наружный слой 4031ʺ, первый связывающий слой 4032ʺ, разделительный слой 4033ʺ, второй связывающий слой 4034ʺ и второй наружный слой 4035ʺ. Плотность переплетения второго наружного слоя 4035ʺ больше плотности переплетения первого наружного слоя 4031ʺ. Аналогичным образом, плотность переплетения первого наружного слоя 4031ʺ больше плотности переплетения разделительного слоя 4033ʺ.As described above, the
Как описано выше, после расплавления связывающие слои 4032 и 4034 вспомогательного элемента 4030 могут проникать в смежные слои 4031, 4033 и 4035. Проникновение связывающих слоев 4032 и 4034 в слои 4031, 4033 и 4035 может изменять жесткость слоев 4031, 4033 и 4035. Более конкретно, проникновение связывающих слоев 4032, 4034 в слои 4031, 4033, 4035 может повышать жесткость слоев 4031, 4033, 4035 в зависимости от степени проникновения связывающих слоев 4032, 4034 в слои 4031, 4033, 4035. В различных случаях связывающие слои 4032, 4034 могут упрочнять, фиксировать и/или поддерживать волокна смежных слоев 4031, 4033, 4035.As described above, upon melting, tie layers 4032 and 4034 of auxiliary 4030 can penetrate
В дополнение к указанному выше плотности переплетения слоев 4031, 4033 и/или 4035 можно выбирать так, чтобы контролировать проникновение в них слоев 4032, 4034. Как показано на ФИГ. 91 и 92, вспомогательный элемент 4730 содержит первый наружный слой 4731, промежуточный слой 4733, первый связывающий слой 4732, расположенный между первым наружным слоем 4731 и промежуточным слоем 4733, второй наружный слой 4735 и второй связывающий слой 4734, расположенный между вторым наружным слоем 4735 и промежуточным слоем 4733. Определенные участки промежуточного слоя 4733 могут иметь низкую, или рыхлую, плотность переплетения, а другие участки промежуточного слоя 4733 имеют высокую, или плотную, плотность переплетения. Когда вспомогательный элемент 4730 нагревают до температуры, которая по меньшей мере равна температуре плавления первого связывающего слоя 4732, первый связывающий слой 4732 проникает глубже в участки промежуточного слоя 4733, имеющие рыхлую плотность переплетения, чем в участки промежуточного слоя 4733, имеющие плотную плотность переплетения. В дополнение или вместо указанного выше плотности переплетения первого наружного слоя 4731 и/или второго наружного слоя 4735 можно адаптировать для контроля проникновения связывающих слоев 4732 и 4734 в наружные слои 4731 и 4735 соответственно.In addition to the above, the weave density of
В дополнение к указанному выше, как показано на ФИГ. 75, плотность, размер и/или глубину отверстий 4036 можно выбирать для контроля глубины, на которую слои 4032 и 4034 проникают в разделительный слой 4033. В результате указанного выше, можно контролировать жесткость вспомогательного элемента 4030. Например, вспомогательный элемент 4030 может иметь сформированную в нем продольную траекторию, которая имеет меньшую жесткость, чем другие участки вспомогательного элемента 4030. В таких случаях скальпель, рассекающий вспомогательный элемент 4030, может рассекать вспомогательный элемент 4030 по траектории, имеющей низкую жесткость. В по меньшей мере одном случае проксимальный и дистальный концы вспомогательного элемента 4030 могут иметь меньшую жесткость, чем другие участки вспомогательного элемента 4030. В таких случаях вспомогательный элемент 4030 может оказывать меньшее сопротивление при его разрезании и сшивании в начале и в конце пускового такта.In addition to the above, as shown in FIG. 75, the density, size, and / or depth of
В различных альтернативных вариантах осуществления вспомогательный элемент может содержать связывающий слой, который не проникает или по меньшей мере по существу не проникает в смежные слои вспомогательного элемента. В таких вариантах осуществления связывающий слой может соединять смежные слои, по существу не влияя на жесткость смежных слоев. Как показано на ФИГ. 90, вспомогательный элемент 4630 содержит связывающий слой 4632, который удерживает первый наружный слой 4631 и промежуточный слой 4633 вместе, не проникая в первый наружный слой 4631 и/или промежуточный слой 4633. Аналогичным образом, вспомогательный элемент 4630 содержит связывающий слой 4634, который удерживает второй наружный слой 4635 и промежуточный слой 4633 вместе, не проникая во второй наружный слой 4635 и/или промежуточный слой 4633.In various alternative embodiments, the auxiliary element may comprise a tie layer that does not penetrate, or at least substantially does not penetrate into adjacent layers of the auxiliary element. In such embodiments, the bonding layer can bond adjacent layers without substantially affecting the stiffness of the adjacent layers. As shown in FIG. 90,
Как описано выше, вспомогательный элемент может содержать связывающий слой, расположенный между первым и вторым наружными слоями. Как показано на ФИГ. 80 и 81, вспомогательный элемент 4230 содержит первый наружный слой 4231, второй наружный слой 4235 и промежуточный слой 4233, расположенный между первым наружным слоем 4231 и вторым наружным слоем 4235. В этом варианте осуществления наружные слои 4231 и 4235 выполнены из одного или более материалов, имеющих более низкую температуру плавления, чем температура плавления материалов, составляющих промежуточный слой 4233. В результате этого температуры плавления наружных слоев 4231 и 4235 определяют пороговую температуру плавления вспомогательного элемента 4230. Вспомогательный элемент 4230 подвергают воздействию температуры обработки, которая по меньшей мере частично расплавляет наружные слои 4231 и 4235, но не расплавляет промежуточный слой 4233.As described above, the accessory may comprise a tie layer located between the first and second outer layers. As shown in FIG. 80 and 81,
В дополнение или вместо указанного выше один или более слоев имплантируемого вспомогательного элемента дополнительно могут включать в себя смягчающие, или натягивающие, соединения. Более того, один или более слоев имплантируемого вспомогательного элемента могут иметь сформированные в нем смягчающие, или натягивающие, пазы. Как показано на ФИГ. 78, имплантируемый вспомогательный элемент 4130 содержит первый наружный слой 4131, второй наружный слой 4135 и связывающий слой 4133, расположенный между первым наружным слоем 4131 и вторым наружным слоем 4135. Как показано на ФИГ. 79 и 82, первый наружный слой 4131 имеет смягчающие соединения 4137, проходящие в боковом направлении через слой 4131. Как показано на ФИГ. 83, боковые смягчающие соединения 4137 снижают продольную жесткость слоя 4131 и вспомогательного элемента 4130 и облегчают продольное расширение слоя 4131 и вспомогательного элемента 4130. Смягчающие соединения 4137 имеют одинаковую длину, однако предусмотрены альтернативные варианты осуществления, в которых одно или более смягчающих соединений 4137 имеют значения длины, отличающиеся от значений длины других смягчающих соединений 4137.In addition to or instead of the above, one or more layers of the implantable accessory may further include softening or tensioning joints. Moreover, one or more layers of the implantable auxiliary element may have softening or tensioning grooves formed therein. As shown in FIG. 78, the
Как также показано на ФИГ. 79, второй наружный слой 4135 имеет смягчающие соединения 4136, проходящие в продольном направлении через слой 4135. Продольные соединения 4136 проходят между проксимальным концом и дистальным концом вспомогательного элемента 4130. Продольные смягчающие соединения 4136 уменьшают боковую жесткость слоя 4131 и вспомогательного элемента 4130 и облегчают боковое расширение слоя 4131 и вспомогательного элемента 4130. Смягчающие соединения 4136 имеют одинаковую длину, однако предусмотрены альтернативные варианты осуществления, в которых одно или более смягчающих соединений 4136 имеют значения длины, отличные от значений длины других смягчающих соединений 4136.As also shown in FIG. 79, the second
Как показано на ФИГ. 79 и 84, связывающий слой 4133 содержит сформированную в нем матрицу прорезей 4138. Прорези 4138 размещены продольными рядами, проходящими вдоль продольных осей. Каждая прорезь 4138 имеет удлиненную конфигурацию, причем наибольший размер каждой прорези 4138 совмещен с осью продольного ряда. Как показано на ФИГ. 85, прорези 4138 облегчают продольное и/или боковое расширение слоя 4133 и вспомогательного элемента 4130. Прорези 4138 имеют одинаковую конфигурацию, однако предусмотрены альтернативные варианты осуществления, в которых одна или более прорезей 4138 имеют конфигурации, отличные от конфигураций других прорезей 4138. В различных случаях прорези 4138 может включать в себя любой приемлемый слой вспомогательного элемента.As shown in FIG. 79 and 84, the
Как показано на ФИГ. 86, слой 4233 вспомогательного элемента содержит сформированные в нем отверстия 4238, которые выполнены с возможностью облегчения продольного и/или бокового натяжения слоя 4233. Каждое отверстие 4238 имеет ромбовидную конфигурацию. Отверстия 4238, сформированные в одном ряду, смещены в боковом и продольном направлениях относительно отверстий 4238, сформированных в смежном ряду. Как показано на ФИГ. 87, слой 4333 вспомогательного элемента содержит сформированные в нем отверстия 4338, которые выполнены с возможностью облегчения продольного и/или бокового натяжения слоя 4333. Каждое отверстие 4338 имеет круглую конфигурацию. Отверстия 4338, сформированные в одном ряду, совмещены с отверстиями 4338, сформированными в смежном ряду. Как показано на ФИГ. 88, слой 4433 вспомогательного элемента содержит сформированные в нем отверстия 4438, которые выполнены с возможностью облегчения продольного и/или бокового натяжения слоя 4433. Каждое отверстие 4438 имеет зигзагообразную прорезь, проходящую в боковом и продольном направлениях. Отверстия 4438 в одном ряду смещены в боковом и продольном направлениях относительно отверстий 4438 в смежном ряду.As shown in FIG. 86, the
Отверстия, описанные в настоящем документе, можно создавать в слое с использованием любого приемлемого процесса. Как показано на ФИГ. 89A, слой 4533 вспомогательного элемента 4530 имеет множество сформированных в нем отверстий 4538'. Отверстия 4538' выжигают в слое 4533 с использованием лазера 4539'. Как показано на ФИГ. 89B, для прокола отверстий 4538ʺ в слое 4533 используют ротационный штамп 4539ʺ. Как показано на ФИГ. 89C, для прокола отверстий 4538''' в слое 4533 используют чеканочный штамп 4539'''.The holes described herein can be created in the layer using any suitable process. As shown in FIG. 89A, the
Как показано на ФИГ. 93, узел 6000 сжимаемого вспомогательного элемента включает в себя наружный волокнистый трубчатый элемент 6002, внутренний волокнистый трубчатый элемент 6010, первый промежуточный волокнистый трубчатый элемент 6004, второй промежуточный волокнистый трубчатый элемент 6006 и третий промежуточный волокнистый трубчатый элемент 6008. В определенных случаях узел 6000 сжимаемого вспомогательного элемента может включать в себя только внутренний и наружный волокнистые трубчатые элементы. Альтернативно узел 6000 сжимаемого вспомогательного элемента может включать в себя внутренний и наружный волокнистые трубчатые элементы и только один из промежуточных волокнистых трубчатых элементов. Альтернативно узел 6000 сжимаемого вспомогательного элемента может включать в себя внутренний и наружный волокнистые трубчатые элементы и только два из промежуточных волокнистых трубчатых элементов. Альтернативно узел 6000 сжимаемого вспомогательного элемента может включать в себя внутренний и наружный волокнистые трубчатые элементы и более трех промежуточных волокнистых трубчатых элементов.As shown in FIG. 93, a
В определенных случаях внутренний волокнистый трубчатый элемент 6010 может заменяться на центральную волокнистую конструкцию, не являющуюся полой. В определенных случаях узел 6000 сжимаемого вспомогательного элемента может быть выполнен из множества полых волокнистых элементов, не являющихся трубчатыми или цилиндрическими по форме. В определенных случаях множество полых волокнистых элементов узла 6000 сжимаемого вспомогательного элемента могут иметь квадратную или прямоугольную форму площади поперечного сечения. В настоящем описании предусмотрены и другие формы.In certain cases, the inner
Как и другие узлы сжимаемых вспомогательных элементов настоящего описания, узел 6000 сжимаемого вспомогательного элемента может быть собран с элементом бранши хирургического сшивающего и рассекающего инструмента, таким как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010. В определенных случаях первый узел 6000 сжимаемого вспомогательного элемента может быть собран с упором 8014, а второй узел 6000 сжимаемого вспомогательного элемента может быть собран с кассетой 10 000 со скобами таким образом, что ткань захватывается между первым и вторым узлами 6000 сжимаемых вспомогательных элементов, когда хирургический сшивающий и рассекающий инструмент 8010 находится в закрытой конфигурации. В каждом случае в узле 6000 сжимаемого вспомогательного элемента могут быть размещены множество скоб для скрепления ткани, захваченной хирургическим сшивающим и рассекающим инструментом 8010.Like other squeeze accessory assemblies of the present disclosure, the
Волокнистые трубчатые элементы узла 6000 сжимаемого вспомогательного элемента концентрически совмещены вдоль продольной оси L-L и расположены вокруг или по меньшей мере частично вокруг друг друга, как показано на ФИГ. 93. Второй промежуточный волокнистый трубчатый элемент 6006 расположен между первым и третьим промежуточными волокнистыми трубчатыми элементами 6004 и 6008. В целях краткости последующее описание узла 6000 сжимаемого вспомогательного элемента будет сосредоточено на втором промежуточном волокнистом трубчатом элементе 6006 в дополнение к наружному и внутреннему волокнистым трубчатым элементам 6002 и 6010. Однако читателю будет понятно, что последующее описание в равной степени применимо к первому и третьему промежуточным волокнистым трубчатым элементам 6004 и 6008.The fibrous tubular elements of the
Как показано на ФИГ. 93, внутренний волокнистый трубчатый элемент 6010 имеет размеры для посадки или по меньшей мере частичной посадки внутрь промежуточного волокнистого трубчатого элемента 6006 для формирования цилиндрического пространства или зазора 6012 между ними. Аналогичным образом, промежуточный волокнистый трубчатый элемент 6006 имеет размеры для посадки или по меньшей мере частичной посадки внутрь наружного волокнистого трубчатого элемента 6002 для формирования цилиндрического пространства или зазора 6014 между ними. Как показано на ФИГ. 93, внутренний волокнистый трубчатый элемент 6010 проходит или по меньшей мере частично проходит через промежуточный волокнистый трубчатый элемент 6006, который проходит или по меньшей мере частично проходит через наружный волокнистый трубчатый элемент 6002.As shown in FIG. 93, the inner fibrous tubular 6010 is sized to fit, or at least partially fit, within the intermediate fibrous tubular 6006 to form a cylindrical space or
Как показано на ФИГ. 93, волокнистые трубчатые элементы узла 6000 сжимаемого вспомогательного элемента являются ткаными. В определенных случаях один или более из волокнистых трубчатых элементов узла 6000 сжимаемого вспомогательного элемента могут представлять собой нетканые конструкции. В по меньшей мере одном случае внутренний волокнистый трубчатый элемент 6010 может быть выполнен из нетканой волокнистой конструкции, которая не является полой. В любом случае волокна смежных волокнистых трубчатых элементов узла 6000 сжимаемого вспомогательного элемента являются переплетенными, взаимосвязанными и/или выполненными с возможностью взаимодействия друг с другом.As shown in FIG. 93, the fibrous tubular members of the
Один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента включает в себя по меньшей мере одно волокно, которое стягивается или сокращается в ответ на термическую обработку узла 6000 сжимаемого вспомогательного элемента.One or more of the fibrous tubular elements and / or fibrous structures of the
По меньшей мере одно волокно выполнено из по меньшей мере одного биосовместимого материала, который претерпевает уменьшение размера при нагревании до заданной температуры. В по меньшей мере одном случае по меньшей мере один биосовместимый материал представляет собой эластомер. В определенных случаях по меньшей мере один биосовместимый материал имеет температуру перехода в стекло ниже температуры окружающей среды.At least one fiber is made of at least one biocompatible material that undergoes size reduction when heated to a predetermined temperature. In at least one case, the at least one biocompatible material is an elastomer. In certain cases, at least one biocompatible material has a glass transition temperature below ambient temperature.
В определенных случаях термическая обработка включает в себя нагревание узла 6000 сжимаемого вспомогательного элемента до заданной температуры. Например, узел 6000 сжимаемого вспомогательного элемента можно поместить в печь, которая может нагреваться до заданной температуры. В настоящем описании предусмотрены и другие методики термической обработки узла 6000 сжимаемого вспомогательного элемента.In certain cases, heat treatment includes heating the
В дополнение к описанному выше один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента включает в себя по меньшей мере одно волокно, которое претерпевало переход от более упорядоченной фазы к менее упорядоченной фазе в ответ на термическую обработку узла 6000 сжимаемого вспомогательного элемента. В по меньшей мере одном случае узел 6000 сжимаемого вспомогательного элемента включает в себя по меньшей мере одно волокно, которое претерпевало увеличение энтропии в ответ на термическую обработку.In addition to the above, one or more of the fibrous tubular members and / or fibrous structures of the
Как показано на ФИГ. 94, сокращение или стягивание по меньшей мере одного волокна укрепляет узел 6000 сжимаемого вспомогательного элемента, что приводит к тому, что отдельные волокнистые трубчатые элементы узла 6000 сжимаемого вспомогательного элемента приближаются друг к другу, таким образом уменьшая пустое пространство между ними. Сокращение по меньшей мере одного волокна может уплотнять узел 6000 сжимаемого вспомогательного элемента, что приводит к тому, что волокна волокнистых трубчатых элементов группируются или связываются в более компактные полуупорядоченные или неупорядоченные трубчатые структуры. В результате этого, как показано на ФИГ. 94, отдельные волокнистые трубчатые элементы могут терять свои однородные трубчатые каркасы и вместо этого принимать неправильные формы со вздутиями и вдавлениями, которые улучшают структурную целостность узла 6000 сжимаемого вспомогательного элемента.As shown in FIG. 94, the contraction or contraction of at least one fiber reinforces the
Как показано на ФИГ. 94, один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента может содержать биоабсорбируемые материалы, такие как, например, полигликолевая кислота (PGA), продаваемая под торговым названием VICRYL, полимолочная кислота (PLA или PLLA), полидиоксанон (PDS), полигидроксиалканоат (PHA), полиглекапрон-25 (PGCL), продаваемый под торговым наименованием MONOCRYL, и/или поликапролактон (PCL). Один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента может содержать один или более композитных материалов, которые включают в себя два или более полимеров, причем полимеры выбирают из группы, включающей в себя, например, PGA, PLA, PDS, PHA, PGCL и/или PCL.As shown in FIG. 94, one or more of the fibrous tubular elements and / or fibrous structures of the
Как также показано на ФИГ. 93, один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента включает в себя первое множество волокон, выполненных из первого биосовместимого материала, такого как, например, VICRYL, и второго множества волокон, выполненных из второго биосовместимого материала, отличного от первого биосовместимого материала, такого как, например, PDS. Узел 6000 сжимаемого вспомогательного элемента содержит больше первого биосовместимого материала, чем второго биосовместимого материала. В по меньшей мере одном случае отношение первого биосовместимого материала из первого множества волокон ко второму биосовместимому материалу из второго множества волокон может иметь любое значение, например, которое выбирают из диапазона от около 3: 1 до около 10: 1. В по меньшей мере одном случае отношение первого биосовместимого материала ко второму биосовместимому материалу может иметь любое значение, например, которое выбирают из диапазона от около 4: 1 до около 9: 1. В по меньшей мере одном случае отношение первого биосовместимого материала ко второму биосовместимому материалу может иметь любое значение, например, которое выбирают из диапазона от около 5: 1 до около 8: 1. В по меньшей мере одном случае отношение первого биосовместимого материала ко второму биосовместимому материалу составляет 7: 1. В по меньшей мере одном случае отношение первого биосовместимого материала ко второму биосовместимому материалу составляет, например, около 5: 1. В настоящем описании предусмотрены и другие отношения первого биосовместимого материала ко второму биосовместимому материалу.As also shown in FIG. 93, one or more of the fibrous tubular elements and / or fibrous structures of the
В по меньшей мере одном случае все волокнистые трубчатые элементы и/или волокнистые конструкции узла 6000 сжимаемого вспомогательного элемента могут иметь одинаковое или по меньшей мере по существу одинаковое отношение первого биосовместимого материала ко второму биосовместимому материалу. Альтернативно волокнистые трубчатые элементы и/или волокнистые конструкции узла 6000 сжимаемого вспомогательного элемента могут иметь разные отношения первого биосовместимого материала ко второму биосовместимому материалу.In at least one case, all of the fibrous tubular elements and / or fibrous structures of the
Узел 6000 сжимаемого вспомогательного элемента нагревают до заданной температуры, при которой второе множество волокон претерпевает уменьшение размера, соответствующее увеличению энтропии в ответ на термическую обработку. В определенных случаях первое множество волокон и второе множество волокон переплетены таким образом, что сокращение второго множества волокон приводит к тому, что часть или все из первого множества волокон натягиваются вместе, что приводит к уплотнению узла 6000 сжимаемого вспомогательного элемента. В определенных случаях второе множество волокон находится в наружном волокнистом трубчатом элементе узла 6000 сжимаемого вспомогательного элемента, тогда как первое множество волокон находится во внутреннем волокнистом трубчатом элементе узла 6000 сжимаемого вспомогательного элемента. В таких случаях второе множество волокон при сокращении может приводить к тому, что наружный волокнистый трубчатый элемент стягивает внутренний волокнистый трубчатый элемент.The
Как показано на ФИГ. 95-97, узел 6100 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 6000 сжимаемого вспомогательного элемента. Например, узел 6100 сжимаемого вспомогательного элемента содержит множество волокнистых трубчатых элементов 6102-6110, которые совмещены концентрически и расположены вокруг или по меньшей мере частично вокруг друг друга. Кроме того, узел 6100 сжимаемого вспомогательного элемента может быть собран с элементом бранши хирургического сшивающего и рассекающего инструмента, таким как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010. Как более подробно описано ниже, узел 6100 сжимаемого вспомогательного элемента модифицируют с получением желательной формы в процессе термического прессования, чтобы применять, например, с хирургическим сшивающим и рассекающим инструментом 8010.As shown in FIG. 95-97, the
Как показано на ФИГ. 95, узел 6100 сжимаемого вспомогательного элемента вставляют в форму 6020, которую можно нагревать до заданной температуры. К узлу 6100 сжимаемого вспомогательного элемента прикладывают заданное внешнее давление для модификации формы узла 6100 сжимаемого вспомогательного элемента до желательной формы, как показано на ФИГ. 96. Узел 6100 сжимаемого вспомогательного элемента выдерживают при заданных условиях температуры и давления в течение заданного периода времени, после которого узлу 6100 сжимаемого вспомогательного элемента позволяют остывать или активно охлаждают его ниже заданной температуры с сохранением внешнего давления. Наконец, внешнее давление снимают, как показано на ФИГ. 96. Дополнительная информация о процессе термического прессования представлена в заявке на патент США № 14/187,383, озаглавленной IMPLANTABLE LAYERS AND METHODS FOR ALTERING IMPLANTABLE LAYERS FOR USE WITH SURGICAL FASTENING INSTRUMENTS и поданной 24 февраля 2014 г.; в настоящее время - публикация заявки на патент США № 2015/0238185, описание которой полностью включено в настоящий документ путем ссылки.As shown in FIG. 95, the
Как также показано ФИГ. 95-97, один или более из волокнистых трубчатых элементов 6102-6110 узла 6100 сжимаемого вспомогательного элемента имеют множество волокон, которые содержат биосовместимый материал с температурой перехода в стекло «Tg». Заданную температуру описанного выше процесса устанавливают таким образом, чтобы она была больше или равна значению температуры перехода в стекло «Tg», но была ниже температуры плавления биосовместимого материала. Как показано на ФИГ. 96, модифицирующий элемент 6122 используют для приложения заданного внешнего давления к узлу 6100 сжимаемого вспомогательного элемента. Заданное внешнее давление устанавливают на значение, достаточное для модификации узла 6100 сжимаемого вспомогательного элемента до получения желательной формы. Значение заданного внешнего давления зависит, например, частично от размера формы 6120, исходного размера и/или формы узла 6100 сжимаемого вспомогательного элемента и/или от желательного размера и/или формы узла 6100 сжимаемого вспомогательного элемента.As also shown in FIG. 95-97, one or more of the fibrous tubular members 6102-6110 of the
В по меньшей мере одном случае заданное давление поддерживают, например, в течение приблизительно 10 минут при заданной температуре и/или в течение приблизительно 10 минут при температуре ниже заданной. В определенных случаях заданное давление можно поддерживать в течение периода времени, например, от около 30 секунд до около 8 часов при заданной температуре, и/или в течение периода времени, например, от около 30 секунд до около 8 часов при температуре ниже заданной температуры. В настоящем описании предусмотрены и другие периоды времени для поддержания заданной температуры и/или давления.In at least one case, the target pressure is maintained, for example, for about 10 minutes at a given temperature and / or for about 10 minutes at a temperature below the target temperature. In certain cases, the target pressure can be maintained for a period of time, for example, from about 30 seconds to about 8 hours at a given temperature, and / or for a period of time, for example, from about 30 seconds to about 8 hours at a temperature below the target temperature. Other periods of time for maintaining a given temperature and / or pressure are also contemplated herein.
В определенных случаях только наружный волокнистый трубчатый элемент 6102 включает в себя биосовместимый материал, имеющий значение «Tg» температуры перехода в стекло ниже заданной температуры. Тем не менее модификация наружного волокнистого трубчатого элемента 6102 в процессе термического прессования может быть достаточной для того, чтобы заставить наружный волокнистый трубчатый элемент 6102 удерживать остальные волокнистые трубчатые элементы 6104-6110, расположенные внутри наружного волокнистого трубчатого элемента 6102, в желательной форме.In certain cases, only the outer
В определенных случаях желательная форма узла 6100 сжимаемого вспомогательного элемента может иметь квадратную или прямоугольную область поперечного сечения. В настоящем описании предусмотрены и другие формы. В по меньшей мере одном случае узел 6100 сжимаемого вспомогательного элемента имеет область поперечного сечения в форме прямоугольной призмы с кромками и концами, плоско сужающимися или плоско сжатыми для прикрепления к упору и/или совмещения с ним, таким как, например, упор 8014, и/или с кассетой со скобами, такой как, например, кассета 10 000 со скобами.In certain cases, the desired shape of the
Как также показано на ФИГ. 98-100, узел 6200 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлам 6000 и 6100 сжимаемых вспомогательных элементов. Например, узел 6200 сжимаемого вспомогательного элемента содержит множество волокнистых трубчатых элементов, которые совмещены концентрически и расположены вокруг или по меньшей мере частично вокруг друг друга. Кроме того, узел 6200 сжимаемого вспомогательного элемента сокращается или стягивается в компактную полуупорядоченную или неупорядоченную конструкцию, что приводит к тому, что отдельные волокнистые трубчатые элементы теряют свои однородные трубчатые каркасы и вместо этого принимают неправильные формы со вздутиями 6214 и вдавлениями 6216, как показано на ФИГ. 100, которые улучшают структурную целостность узла 6200 сжимаемого вспомогательного элемента. Как и узел 6100 сжимаемого вспомогательного элемента, узел 6200 сжимаемого вспомогательного элемента также был преобразован из начальной по существу трубчатой формы в желательную форму, как показано на ФИГ. 99, в процессе термического прессования. Узел 6200 приемлем для сборки с элементом бранши хирургического сшивающего и рассекающего инструмента, таким как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010.As also shown in FIG. 98-100, the
Как показано на ФИГ. 98, узел 6200 сжимаемого вспомогательного элемента собирают с кассетой 6202 со скобами путем вставки участка 6204 крепления узла 6200 сжимаемого вспомогательного элемента в удлиненный паз 6206 кассеты 6202 со скобами. Участок 6204 крепления немного крупнее, чем удлиненный паз 6206. Соответственно, участок 6204 крепления деформируется по мере его вставки в удлиненный паз 6206, и трение, создаваемое между деформированным участком 6204 крепления и стенками удлиненного паза 6206, удерживает узел 6200 сжимаемого вспомогательного элемента относительно и/или смежно с платформой 6208 кассеты 6202 со скобами. Участок 6204 крепления включает в себя проходящий в боковом направлении вершинный участок 6210, как показано на ФИГ. 99, который улучшает прикрепление узла 6200 сжимаемого вспомогательного элемента к кассете 6202 со скобами. В определенных случаях для высвобождаемого прикрепления узла 6200 сжимаемого вспомогательного элемента к кассете 6202 со скобами можно использовать дополнительные или альтернативные методики крепления. В по меньшей мере одном случае участок 6204 крепления можно заменять биосовместимым клеем или его можно применять в дополнение к участку 6204 крепления. В последнем случае биосовместимый клей можно наносить на участок 6204 крепления, например, перед его вставкой в удлиненный паз 6206.As shown in FIG. 98, the
В дополнение к указанному выше узел 6200 сжимаемого вспомогательного элемента включает в себя первый сжимаемый участок 6232 и второй сжимаемый участок 6234. Между первым сжимаемым участком 6232 и вторым сжимаемым участком 6234 сформирован удлиненный паз или канал 6230. Удлиненный паз 6230 проходит или по меньшей мере частично проходит вдоль длины удлиненного паза 6206 кассеты 6202 со скобами, когда узел сжимаемого вспомогательного элемента собирают с кассетой 6202 со скобами. Участок 6204 крепления выступает из основания 6236, сформированного в нижней части удлиненного паза 6230, как показано на ФИГ. 99. По мере того как пусковой узел 9090 (ФИГ. 3) выдвигается для размещения скоб в узле 6200 сжимаемого вспомогательного элемента и ткани, захваченной хирургическим сшивающим и рассекающим инструментом 8010, режущий край 9116 (ФИГ. 3) выталкивается через удлиненный паз 6230. Кроме того, режущий край 9116 может разрезать участок 6204 крепления.In addition to the above, the
В определенных случаях участок 6204 крепления отрывается от основания 6236 для высвобождения узла 6200 сжимаемого вспомогательного элемента из кассеты 6202 со скобами. Альтернативно участок 6204 крепления вытягивается из удлиненного паза 6206 кассеты 6202 со скобами по мере того, как узел 6200 сжимаемого вспомогательного элемента высвобождается из кассеты 6202 со скобами. В определенных случаях основание 6236 остается интактным или по меньшей мере частично интактным после того, как узел 6200 сжимаемого вспомогательного элемента высвобождается из кассеты 6202 со скобами. В таких случаях основание 6236 продолжает соединять первый сжимаемый участок 6232 и второй сжимаемым участок 6234 после завершения высвобождения. Альтернативно основание 6236 можно рассекать или отрывать, что приводит к тому, что первый сжимаемый участок 6232 и второй сжимаемый участок 6234 отделяются друг от друга.In certain cases, the
Участок 6204 крепления непрерывно проходит вдоль длины удлиненного паза 6230. В определенных случаях участок 6204 крепления разделен на множество элементов крепления, которые расположены на расстоянии друг от друга и размещены в продольном направлении вдоль длины удлиненного паза 6230. В по меньшей мере одном случае множество элементов крепления размещены на равном расстоянии друг от друга. Альтернативно множество элементов крепления могут быть размещены ближе друг к другу в первом участке удлиненного паза 6230, чем во втором участке удлиненного паза 6230. В определенных случаях элементы крепления могут быть сконцентрированы, например, в проксимальной части, дистальной части и/или центральной части удлиненного паза 6230.The
В по меньшей мере одном случае один или более из множества элементов крепления могут иметь верхнюю поверхность прямоугольной или по меньшей мере по существу прямоугольной формы. В настоящем описании предусмотрены и другие формы, такие как, например, круглая или куполообразная. Как и участок 6204 крепления, один или более из элементов крепления могут включать в себя проходящий в боковом направлении конец.In at least one case, one or more of the plurality of fastening elements may have a top surface of a rectangular or at least a substantially rectangular shape. Other shapes are contemplated herein, such as, for example, round or domed. Like the
Как показано на ФИГ. 101, один или более из волокнистых трубчатых элементов и/или волокнистых конструкций узла 6000 сжимаемого вспомогательного элемента включают в себя первое множество волокон 6050, выполненных из первого биосовместимого материала, такого как, например, VICRYL, и второго множества волокон 6052, выполненных из второго биосовместимого материала, который отличается от первого биосовместимого материала, такого как, например, PDS. Как показано на ФИГ. 101, множество вторых волокон 6052 можно расплавлять и повторно отверждать для связывания и укрепления множества первых волокон 6050.As shown in FIG. 101, one or more of the fibrous tubular elements and / or fibrous structures of the
В определенных случаях узел 6000 сжимаемого вспомогательного элемента можно нагревать до заданной температуры, которая равна или выше температуры плавления второго биосовместимого материала, но ниже температуры плавления первого биосовместимого материала. В таких случаях множество вторых волокон 6052 расплавляется. Расплавленный материал протекает вдоль, на и/или между множества первых волокон 6050. После охлаждения расплавленные волокна 6052 связываются с волокнами 6050 и взаимно соединяют смежные волокна, таким образом укрепляя структуру узла 6000 сжимаемого вспомогательного элемента, как показано на ФИГ. 101.In certain cases, the
Как показано на ФИГ. 102, узел 6200 сжимаемого вспомогательного элемента включает в себя биосовместимые волокна 6302, которые переплетены с формированием трехмерной структуры. Кроме того, узел 6200 сжимаемого вспомогательного элемента включает в себя связывающую среду 6310, которая формирует точки связи или связывающие узлы 6304, которые укрепляют трехмерную структуру узла 6200 сжимаемого вспомогательного элемента. Связывающие узлы 6304 включают в себя смежные участки волокон 6302, которые окружены или по меньшей мере частично окружены связывающей средой 6310, которая скрепляет такие смежные участки волокон 6302.As shown in FIG. 102, the
Как также показано на ФИГ. 102, первое волокно 6302' проходит поверх второго волокна 6302'', тогда как связывающая среда 6310 проходит между смежными участками волокон 6302' и 6302''. Связывающая среда 6310 прикреплена к смежным участкам волокон 6302' и 6302'', формируя связывающий узел 6304'. В настоящем описании предусмотрены и другие варианты размещения волокон 6302 и связывающих узлов 6304. В по меньшей мере одном случае связывающая среда 6310 может соединять концевой участок одного волокна с промежуточным участком другого волокна, например, с формированием связывающего узла.As also shown in FIG. 102, the first fiber 6302 'extends over the
Связывающие узлы 6304 формируют внутри узла 6200 сжимаемого вспомогательного элемента несущие нагрузку зоны, которые характеризуются повышенной плотностью и/или более высокой жесткостью по сравнению с окружающими зонами, в которых отсутствуют связывающие узлы 6304. Несущие нагрузку зоны можно использовать в качестве областей крепления для прикрепления узла 6200 сжимаемого вспомогательного элемента к элементу бранши хирургического сшивающего и рассекающего инструмента, такому как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010.The
В определенных случаях первый узел 6200 сжимаемого вспомогательного элемента может быть собран с упором 8014, а второй узел 6200 сжимаемого вспомогательного элемента может быть собран с кассетой 10 000 со скобами таким образом, что ткань захватывается между первым и вторым узлами 6300 сжимаемых вспомогательных элементов, когда хирургический сшивающий и рассекающий инструмент 8010 находится в закрытой конфигурации. В узле 6200 сжимаемого вспомогательного элемента также можно размещать множество скоб для закрепления ткани, захваченной хирургическим сшивающим и рассекающим инструментом 8010, как более подробно описано в других разделах настоящего описания.In certain cases, the first
Как также показано на ФИГ. 10А, узел 6200 сжимаемого вспомогательного элемента изготовлен из множества волокон 6302 и множества связывающих волокон, которые формируются или изменяются, с формированием связывающей среды 6310. Волокна 6302 и связывающие волокна переплетены в трехмерную структуру, которая окончательно формирует узел 6200 сжимаемого вспомогательного элемента. Волокна 6302 изготовлены или по меньшей мере частично изготовлены из первого биосовместимого материала с первой температурой плавления, тогда как связывающие волокна изготовлены или по меньшей мере частично изготовлены из второго биосовместимого материала со второй температурой плавления, которая ниже первой температуры плавления первого биосовместимого материала. Более того, в волокнах 6302 не имеется или исключен второй биосовместимый материал связывающих волокон, однако в определенных вариантах осуществления малые количества второго биосовместимого материала могут присутствовать в волокне 6302.As also shown in FIG. 10A, the
В определенных случаях волокна 6302 могут быть изготовлены из множества биосовместимых материалов с температурами плавления, которые выше температур плавления биосовместимого(-ых) материала(-ов) связывающих волокон. Аналогичным образом, связывающие волокна могут быть изготовлены из множества биосовместимых материалов с температурами плавления, которые ниже температур плавления биосовместимого(-ых) материала(-ов) волокон 6302.In certain cases,
В дополнение к указанному выше трехмерную структуру из переплетенных волокон 6302 и связывающих волокон можно подвергать воздействию одной или более обработок с термическим прессованием. К трехмерной структуре из переплетенных волокон 6302 и связывающих волокон применяют заданные давления и/или температуры, что приводит к формированию узла 6200 сжимаемого вспомогательного элемента. В определенных случаях давление может быть снято, а трехмерную структуру подвергают воздействию только заданной температуры. В других случаях давление можно заменить натяжением, которое может растягивать трехмерную структуру. В определенных случаях для отливки трехмерной структуры в желательную форму можно использовать различные комбинации давления и натяжения.In addition to the above, the three-dimensional structure of interlaced
Как показано на ФИГ. 103, для проведения термического прессования используют форму 6120 и модифицирующий элемент 6122. Трехмерную структуру, которая в итоге становится узлом 6200 сжимаемого вспомогательного элемента, вставляют в форму 6120. Затем модифицирующий элемент 6122 приводят в действие для приложения заданного давления к трехмерной структуре с целью приведения трехмерной конструкции в желательную форму. Приложенное давление приводит смежные участки волокон 6302 и связывающих волокон в более тесную близость при подготовке к переходу связывающих волокон в связывающую среду 6310.As shown in FIG. 103, a
В то время как поддерживается заданное давление, форму нагревают для приведения трехмерной структуры к заданной температуре. Заданная температура представляет собой температуру или диапазон температур, способных расплавлять связывающие волокна, но не волокна 6302. Иными словами, заданная температура представляет собой любую температуру или диапазон температур, который больше или равен температуре плавления второго биосовместимого материала, но ниже температуры плавления первого биосовместимого материала. Расплавленные связывающие волокна протекают вдоль, на и/или между волокон 6302.While maintaining a predetermined pressure, the mold is heated to bring the three-dimensional structure to a predetermined temperature. The target temperature is a temperature or range of temperatures capable of melting the binder fibers, but not the
По мере того как систему активно охлаждают или системе позволяют остывать до температуры ниже заданной, связывающая среда 6310 повторно затвердевает, что приводит к формированию связывающих узлов 6304 между смежными участками волокон 6302. Более того, связывающая среда 6310 может покрывать или по меньшей мере частично покрывать по меньшей мере участки волокон 6302 вдоль их длин, как показано на ФИГ. 104. Во время охлаждения можно поддерживать заданное давление. Заданное давление также можно поддерживать в течение заданного периода времени после завершения охлаждения. После снятия давления вновь сформированные связывающие узлы 6304 сохраняют или по меньшей мере частично сохраняют новую форму узла 6200 сжимаемого вспомогательного элемента.As the system is actively cooled or the system is allowed to cool below a predetermined temperature, the
В определенных случаях заданное давление приводит к уменьшению высоты трехмерной структуры. В по меньшей мере одном случае уменьшение высоты выбирают из диапазона значений, например, от около 1% до около 200%. В настоящем описании предусмотрены и другие значения для уменьшения высоты, к которым приводит приложение заданного давления. В настоящем описании также предусмотрены аналогичные уменьшения по длине и/или ширине. В случаях приложения натяжения один или более из размеров трехмерной структуры может претерпевать увеличение значения. В любом случае, как показано на ФИГ. 103, полученный узел 6200 сжимаемого вспомогательного элемента имеет форму, приемлемую для сборки с элементом бранши хирургического сшивающего и рассекающего инструмента, таким как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010.In certain cases, a given pressure leads to a decrease in the height of the three-dimensional structure. In at least one case, the height reduction is selected from a range of values, for example, from about 1% to about 200%. Other values are contemplated herein to reduce the altitude resulting from the application of a given pressure. Similar reductions in length and / or width are also contemplated herein. In cases where tension is applied, one or more of the dimensions of the three-dimensional structure may increase in value. In any case, as shown in FIG. 103, the resulting
В по меньшей мере одном случае заданное давление поддерживают, например, в течение приблизительно 10 минут перед нагреванием, приблизительно 10 минут при заданной температуре и/или приблизительно 10 минут при температуре ниже заданной температуры. В определенных случаях заданное давление можно поддерживать в течение периода времени от около 30 секунд до около 8 часов, например, перед нагреванием, в течение периода времени от около 30 секунд до около 8 часов, например, при заданной температуре, и/или в течение периода времени от около 30 секунд до около 8 часов, например, при температуре ниже заданной температуры. В настоящем описании предусмотрены и другие периоды времени для поддержания заданной температуры и/или давления.In at least one case, the target pressure is maintained, for example, for about 10 minutes before heating, for about 10 minutes at the target temperature and / or for about 10 minutes at a temperature below the target temperature. In certain cases, the target pressure can be maintained for a period of time from about 30 seconds to about 8 hours, for example, before heating, for a period of time from about 30 seconds to about 8 hours, for example, at a given temperature, and / or during a period time from about 30 seconds to about 8 hours, for example, at a temperature below the set temperature. Other periods of time for maintaining a given temperature and / or pressure are also contemplated herein.
Как показано на ФИГ. 102, волокна 6302 узла 6200 сжимаемого вспомогательного элемента не упорядочены и случайным образом переплетены. Соответственно, связывающие узлы 6304 узла 6200 сжимаемого вспомогательного элемента также не упорядочены и случайным образом расположены внутри узла 6200 сжимаемого вспомогательного элемента. Альтернативно может быть желательно получать узлы сжимаемых вспомогательных элементов со связывающими узлами, которые упорядочены в планомерный каркас. Для этого волокна трехмерной структуры системно упорядочивают в планомерный узор. В по меньшей мере одном случае из волокон создают вязаную или тканую матрицу или сеть с точками пересечения, которые предназначены для образования связывающих узлов.As shown in FIG. 102, the
Как показано на ФИГ. 104, узел 6400 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлу 6200 сжимаемого вспомогательного элемента. Например, узел 6400 сжимаемого вспомогательного элемента может высвобождаемо прикрепляться к элементу бранши хирургического сшивающего и рассекающего инструмента, такому как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010. Кроме того, узел 6400 сжимаемого вспомогательного элемента включает в себя первые волокна 6402, которые расположены на расстоянии друг от друга и по существу размещены в первом направлении, и вторые волокна 6403, которые также расположены на расстоянии друг от друга и по существу размещены во втором направлении, пересекающем первое направление. Первые волокна 6402 и вторые волокна 6403 взаимно переплетены, формируя матрицу или сеть волокон со множеством точек пересечения.As shown in FIG. 104, the
Узел 6400 сжимаемого вспомогательного элемента также включает в себя связывающие волокна, которые расплавляются и повторно затвердевают с формированием связывающей среды 6410, которая определяет связывающие узлы 6404 в точках пересечения между первыми волокнами 6402 и вторыми волокнами 6403. Связывающий узел 6404 может включать в себя участки из одного или более волокон 6402 и участки из одного или более волокон 6403. Связывающие волокна можно стратегически размещать смежно с волокнами 6402 и/или 6403, чтобы позволить связывающей среде 6410 протекать вдоль, на и/или между волокон 6402 и/или 6403.The
Как также показано ФИГ. 104, каркас, образованный первыми волокнами 6402 и вторыми волокнами 6403, внедрен или по меньшей мере частично внедрен в связывающую среду 6410. В определенных случаях связывающий узел 6404 формируется в точке пересечения между волокном 6402 и волокном 6403. В определенных случаях связывающий узел 6404 формируется в точке пересечения между тремя волокнами, включающими в себя одно волокно 6402 и два волокна 6403 или два волокна 6402 и одно волокно 6403. Другие связывающие узлы 6404 могут содержать различные другие комбинации волокон 6402 и 6403.As also shown in FIG. 104, the scaffold formed by the
Расстояние между смежными волокнами узла 6400 сжимаемого вспомогательного элемента может по меньшей мере частично определять степень, в которой такое пространство заполнено или перекрыто связывающей средой 6410. Чем больше расстояние между смежными волокнами, тем ниже вероятность перекрытия расплавленными связывающими волокнами зазора между такими смежными волокнами. Текучесть расплавленных связывающих волокон и/или толщина связывающих волокон также могут определять, способна ли связывающая среда 6410 заполнять или перекрывать пространство между ними. Пространства, которые остаются незаполненными, определяют зазоры 6408, которые могут иметь разную форму и размеры, как показано на ФИГ. 104. Число и размер зазоров 6408 определяют, помимо прочего, пористость узла 6400 сжимаемого вспомогательного элемента. Соответственно, пористость узла 6400 сжимаемого вспомогательного элемента можно увеличивать путем увеличения расстояний между смежными волокнами. Альтернативно пористость узла 6400 сжимаемого вспомогательного элемента можно уменьшать путем уменьшения расстояний между смежными волокнами. В по меньшей мере одном случае зазор 6408 образован множеством волокон, включающим в себя два волокна 6402 и два волокна 6403, которые пересекаются с формированием четырех связывающих узлов 6404 вокруг зазора 6408.The distance between adjacent fibers of the
Как показано на ФИГ. 105, узел 6500 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлам 6300 и 6400 сжимаемых вспомогательных элементов. Например, узел 6400 сжимаемого вспомогательного элемента может высвобождаемо прикрепляться к элементу бранши хирургического сшивающего и рассекающего инструмента, такому как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010.As shown in FIG. 105, the
Кроме того, узел 6500 сжимаемого вспомогательного элемента включает в себя верхний участок 6512 и нижний участок 6514, который расположен на расстоянии от верхнего участка 6512. Множество волокон 6502 и множество волокон 6503 проходят между верхним участком 6512 и нижним участком 6514. Волокна 6502 расположены на расстоянии друг от друга и проходят параллельно или по меньшей мере по существу параллельно друг другу в первом направлении, образованном осью А-А. Аналогичным образом, волокна 6503 расположены на расстоянии и проходят параллельно или по меньшей мере по существу параллельно друг другу во втором направлении, образованном осью B-B. Верхний участок 6512 и нижний участок 6514 параллельны или по меньшей мере по существу параллельны друг другу. Ось A-A пересекает верхний участок 6512 и нижний участок 6514 под углом α1, тогда как ось B-B пересекает верхний участок 6512 и нижний участок 6514 под углом α2. Угол α2 больше угла α1.In addition, the
В определенных случаях, например, угол α2 больше 90°, а угол α1 меньше 90°. В по меньшей мере одном случае угол α1 выбирают из диапазона, например, от около 45° до около 85°. В по меньшей мере одном случае угол α2 выбирают из диапазона, например, от около 135° до около 175°. В по меньшей мере одном случае угол α1 равен, например, около 60°. В по меньшей мере одном случае угол α2 равен, например, около 150°. В настоящем описании предусмотрены и другие значения углов α1 и α2.In certain cases, for example, the angle α2 is greater than 90 ° and the angle α1 is less than 90 °. In at least one case, the angle α1 is selected from a range of, for example, about 45 ° to about 85 °. In at least one case, the angle α2 is selected from a range of, for example, about 135 ° to about 175 °. In at least one case, the angle α1 is, for example, about 60 °. In at least one case, the angle α2 is, for example, about 150 °. Other values of the angles α1 and α2 are contemplated in the present description.
В дополнение к указанному выше каждое волокно 6502, включает в себя промежуточный участок 6502b, проходящий между двумя концевыми участками 6502a и 6502c. Аналогичным образом, каждое волокно 6503 включает в себя промежуточный участок 6503b, проходящий между двумя концевыми участками 6503a и 6503c. Промежуточные участки 6502b и 6503b пересекаются, формируя между собой угол α3, как показано на ФИГ. 105. Угол α3 меньше 90°. В определенных случаях угол α3 выбирают из диапазона, например, от около 15° до около 85°. В по меньшей мере одном случае угол α3 составляет, например, около 35°. В настоящем описании предусмотрены и другие значения угла α3.In addition to the above, each
Как также показано на ФИГ. 105, концевой участок 6502a волокна 6502 пересекает концевой участок 6503a смежного волокна 6503 и образует угол α4 между ними. Концевые участки 6502a и 6503a закреплены на верхнем участке 6512 в своих точках пересечения. Аналогичным образом, концевой участок 6502c пересекает концевой участок 6503c, образуя угол α5 между ними. Концевые участки 6502с и 6503с закреплены на верхнем участке 6514 в своих точках пересечения. В определенных случаях углы α4 и α5 одинаковы или по меньшей мере по существу одинаковы. В по меньшей мере одном случае углы α4 и α5 выбирают из диапазона, например, от около 15° до около 85°.As also shown in FIG. 105, an
В дополнение к указанному выше узел 6500 сжимаемого вспомогательного элемента включает в себя связывающую среду 6510, которая образует точки связи или связывающие узлы, которые укрепляют трехмерную структуру узла 6500 сжимаемого вспомогательного элемента. Связывающие узлы 6504a включают в себя пересечения концевых участков 6502a и 6503a, которые окружены или по меньшей мере частично окружены связывающей средой 6510, которая скрепляет пересекающиеся концевые участки 6502a и 6503a. Аналогичным образом, связывающие узлы 6504c включают в себя пересечение концевых участков 6502c и 6503c, которые окружены или по меньшей мере частично окружены связывающей средой 6510, которая скрепляет пересекающиеся концевые участки 6502с и 6503с. Узел 6500 сжимаемого вспомогательного элемента включает в себя связывающие узлы 6504b, которые включают в себя пересечения промежуточных участков 6502b и 6503b, которые окружены или по меньшей мере частично окружены связывающей средой 6510, которая скрепляет пересекающиеся концевые участки 6502b и 6503b. Как и узел 6200 сжимаемого вспомогательного элемента, узел 6500 сжимаемого вспомогательного элемента также включает в себя связывающие волокна, которые расплавляются и повторно затвердевают с формированием связывающей среды 6510 таким же или по меньшей мере по существу таким же образом, как формируется связывающая среда 6310.In addition to the above, the
Как также показано на ФИГ. 105, связывающие узлы 6504a совмещены в верхний ряд 6516, связывающие узлы 6504c совмещены в нижний ряд 6518 и связывающие узлы 6504b совмещены в промежуточный ряд 6520 между верхним рядом 6516 и нижним рядом 6518. Промежуточный ряд 6520 связывающих узлов 6504b выходит из совмещения с верхним рядом 6516 связывающих узлов 6504a и нижним рядом 6518 связывающих узлов 6504c. Иными словами, связывающий узел 6504b совмещен с первым зазором между двумя последовательными связывающими узлами 6504a и вторым зазором между двумя последовательными связывающими узлами 6504c. Данный вариант размещения повышает стабильность узла 6500 сжимаемого вспомогательного элемента. Промежуточный ряд 6520 является равноудаленным или по меньшей мере по существу равноудаленным от рядов 6516 и 6518. В определенных случаях промежуточный ряд 6520 находится ближе к верхнему ряду 6516, чем к нижнему ряду 6518. Альтернативно в других случаях промежуточный ряд 6520 может находиться ближе к нижнему ряду 6518, чем к верхнему ряду 6516. Читателю будет понятно, что термины «верхний» и «нижний», применяемые в настоящем документе, служат исключительно для целей удобства. Узел 6500 сжимаемого вспомогательного элемента можно перевернуть сверху вниз таким образом, что нижний ряд 6516 будет находиться сверху, а верхний ряд 6518 - внизу.As also shown in FIG. 105,
Как также показано на ФИГ. 105, связывающая среда 6510 в связывающих узлах 6504b предотвращает или по меньшей мере сопротивляется перемещению пересекающихся волокон 6502 и 6503 относительно друг друга. Данный вариант размещения может по меньшей мере частично повышать прочность колонны узла 6500 сжимаемого вспомогательного элемента и/или повышать его коэффициент упругости. Несмотря на то что показано, что узел 6500 сжимаемого вспомогательного элемента имеет только три ряда связывающих узлов, следует понимать, что это число рядов представлено в качестве примера. В определенных случаях узел 6500 сжимаемого вспомогательного элемента может включать в себя только два ряда связывающих узлов. Альтернативно узел 6500 сжимаемого вспомогательного элемента может включать в себя четыре или более рядов связывающих узлов.As also shown in FIG. 105, bonding medium 6510 in
В определенных случаях первый строительный блок узла 6500 сжимаемого вспомогательного элемента включает в себя пять связывающих узлов, причем центральный связывающий узел 6504b подвешен между двумя первыми связывающими узлами 6504a и двумя первыми связывающими узлами 6504c. Центральный связывающий узел 6504b привязан к каждому из четырех связывающих узлов 6502a и 6502c через часть либо волокна 6502, либо волокна 6503. Привязывающие участки 6522 не покрыты связывающей средой 6510. Второй строительный блок узла 6500 сжимаемого вспомогательного элемента может быть расположен с первой стороны первого строительного блока. Второй строительный блок также может быть выполнен из пяти связывающих узлов и может иметь общие связывающие узлы с первым строительным блоком. Более того, третий строительный блок узла 6500 сжимаемого вспомогательного элемента может быть расположен со второй стороны первого строительного блока противоположно первой стороне, например, таким образом, что первый строительный блок расположен между вторым строительным блоком и третьим строительным блоком. Третий строительный блок также может быть выполнен из пяти связывающих узлов и может иметь общие связывающие узлы с первым строительным блоком.In certain cases, the first building block of the
Как также показано на ФИГ. 105, как описано выше, привязывающие участки 6522 волокон 6502 и 6503 не покрыты связывающей средой 6510. Альтернативно один или более из привязывающих участков 6522 могут быть покрыты или по меньшей мере частично покрыты связывающей средой 6510 для повышения жесткости строительных блоков узла 6500 сжимаемого вспомогательного элемента, что повышает общую жесткость узла 6500 сжимаемого вспомогательного элемента. Предполагается, что жесткость узла 6500 сжимаемого вспомогательного элемента можно контролировать путем изменения жесткости привязывающих участков 6522 для избирательного получения более или менее сжимаемого вспомогательного элемента 6522.As also shown in FIG. 105, as described above, the
Как показано на ФИГ. 106, узел 6600 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлам 6300, 6400 и 6500 сжимаемых вспомогательных элементов. Например, узел 6600 сжимаемого вспомогательного элемента может высвобождаемо прикрепляться к элементу бранши хирургического сшивающего и рассекающего инструмента, такому как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010. Кроме того, узел 6600 сжимаемого вспомогательного элемента включает в себя верхний участок 6512 и нижний участок 6514.As shown in FIG. 106, the
В дополнение к указанному выше узел 6600 сжимаемого вспомогательного элемента включает в себя множество строительных блоков 6630. Как показано на ФИГ. 106, строительный блок 6630 включает в себя первое волокно 6602, второе волокно 6603 и связывающее волокно. Связывающее волокно расплавляется и повторно затвердевает с формированием связывающей среды 6610 таким же или по меньшей мере по существу таким же образом, как формируются связывающие среды 6310, 6410 и 6510. Волокна 6602 и 6603 в строительном блоке 6630 проходят параллельно или по меньшей мере по существу параллельно друг другу между верхним участком 6512 и нижним участком 6514. Внутреннее поперечное расстояние «A» разделяет волокна 6602 и 6603. Связывающее волокно проходит или по меньшей мере частично проходит между верхним участком 6512 и нижним участком 6514 вдоль поперечной оси Z-Z, образованной в пространстве между волокнами 6602 и 6603.In addition to the above, the
Как также показано на ФИГ. 106, связывающая среда 6610 определяет точки связи или связывающие узлы 6604, которые усиливают трехмерную структуру узла 6600 сжимаемого вспомогательного элемента. Связывающие узлы 6604 включают в себя смежные участки волокон 6302 и 6603, окруженные или по меньшей мере частично окруженные связывающей средой 6110, которая скрепляет такие смежные участки волокон 6302 и 6603. Волокна 6602 и 6603 полностью внедрены в связывающую среду 6610. Альтернативно в определенных случаях волокна 6602 и 6603 лишь частично внедрены в связывающую среду 6610 или покрыты ей.As also shown in FIG. 106,
Внутреннее поперечное расстояние «A» внутри строительного блока 6630 узла 6600 сжимаемого вспомогательного элемента может по меньшей мере частично определять степень, в которой такое пространство заполнено или перекрыто связывающей средой 6610. Текучесть расплавленных связывающих волокон и/или толщина связывающих волокон также могут определять, способна ли связывающая среда 6610 заполнять или перекрывать внутреннее поперечное расстояние «A». Пространства, которые остаются незаполненными, определяют зазоры 6608, которые могут иметь разную форму и размеры, как показано на ФИГ. 106. Число и размер зазоров 6608 определяют, помимо прочего, пористость узла 6600 сжимаемого вспомогательного элемента. Соответственно, пористость узла 6600 сжимаемого вспомогательного элемента внутри строительного блока 6630 можно повышать путем увеличения внутреннего поперечного расстояния «А». Альтернативно пористость узла 6600 сжимаемого вспомогательного элемента внутри строительного блока 6630 можно уменьшать путем уменьшения внутреннего поперечного расстояния «А».The internal lateral distance "A" within the
Как также показано ФИГ. 106, смежные строительные блоки 6630 расположены на расстоянии друг от друга с достаточным пространством между ними для предотвращения протекания расплавленных связывающих волокон между смежными строительными блоками 6630. Между смежными строительными блоками 6630 определено промежуточное расстояние «B». Промежуточное расстояние «B» больше внутреннего поперечного расстояния «A». Промежуточное расстояние «B» также больше наружного поперечного расстояния «C», определяемого строительными блоками 6630. В по меньшей мере одном случае отношение наружного поперечного расстояния «C» к промежуточному расстоянию «B» равно любому отношению, которое выбирают из диапазона, например, от около 0,1 до, например, около 0,9. В по меньшей мере одном случае отношение наружного поперечного расстояния «C» к промежуточному расстоянию «B» равно любому отношению, которое выбирают из диапазона, например, от около 0,2 до, например, около 0,8. В по меньшей мере одном случае отношение наружного поперечного расстояния «C» к промежуточному расстоянию «B» равно любому отношению, которое выбирают из диапазона, например, от около 0,3 до, например, около 0,7. В по меньшей мере одном случае отношение наружного поперечного расстояния «C» к промежуточному расстоянию «B» составляет, например, около 0,4. В настоящем описании предусмотрены и другие значения отношения наружного поперечного расстояния «C» к промежуточному расстоянию «B».As also shown in FIG. 106,
Как показано на ФИГ. 107, узел 6700 сжимаемого вспомогательного элемента во многих отношениях аналогичен узлам 6300, 6400, 6500 и 6600 сжимаемых вспомогательных элементов. Например, узел 6700 сжимаемого вспомогательного элемента может высвобождаемо прикрепляться к элементу бранши хирургического сшивающего и рассекающего инструмента, такому как, например, упор 8014 и/или кассета 10 000 со скобами хирургического сшивающего и рассекающего инструмента 8010. Кроме того, узел 6700 сжимаемого вспомогательного элемента включает в себя верхний участок 6512, нижний участок 6514 и множество строительных блоков 6730, которые включают в себя первое волокно 6602 и второе волокно 6603. Кроме того, строительные блоки 6730 включают в себя наклонные связывающие волокна, которые расплавляются и повторно затвердевают с формированием связывающей среды 6710 таким же или по меньшей мере по существу таким же образом, как формируются связывающие среды 6310, 6410, 6510 и 6610.As shown in FIG. 107, the
Как показано на ФИГ. 107, связывающая среда 6710 внутри строительного блока 6730 проходит или по меньшей мере частично проходит вдоль оси Z-Z, которая пересекает верхний участок 6512 и нижний участок 6514 под углом α1. Угол α1 меньше 90°. В определенных случаях угол α1 находится в диапазоне от около 15° до около 85°. В по меньшей мере одном случае угол α1 составляет около 45°. В настоящем описании предусмотрены и другие значения угла α1.As shown in FIG. 107, the bonding medium 6710 within the
Связывающая среда 6710 внутри строительного блока 6730 включает в себя первый связывающий участок 6710a, проходящий между верхним участком 6512 и первым волокном 6602 с первой стороны волокна 6602. Второй связывающий участок 6710b проходит между второй стороной первого волокна 6602 и первой стороной волокна 6603, проходящего параллельно или по меньшей мере по существу параллельно первому волокну 6602. Кроме того, третий связывающий участок 6710c проходит между второй стороной второго волокна 6603 и нижним участком 6214. Первый связывающий участок 6710a скрепляет первое волокно 6602 с верхним участком 6512, а третий связывающий участок 6710c скрепляет второе волокно 6603 с нижним участком 6514. Кроме того, второй связывающий участок 6710b скрепляет первое волокно 6602 со вторым волокном 6603. Такой вариант размещения стабилизирует строительный блок 6730 путем обеспечения дополнительных анкеров для волокон 6602 и 6603 в виде связывающих участков 6710a и 6710c соответственно и путем скрепления первого волокна 6602 со вторым волокном 6603 посредством второго связывающего участка 6710b, как показано на ФИГ. 107.The bonding medium 6710 within the
В дополнение к указанному выше участки 6710a, 5710b и 6710c волокон проходят вдоль оси Z-Z под углами пересечения α2 и α3. В по меньшей мере одном случае углы пересечения α2 и α3 одинаковы. В по меньшей мере одном случае углы пересечения α2 и α3 различны. В по меньшей мере одном случае один или оба угла пересечения α2 и α3 находятся в диапазоне, например, от около 105° до около 175°. В по меньшей мере одном случае один или оба угла пересечения α2 и α3 находятся в диапазоне, например, от около 125° до около 165°. В настоящем описании предусмотрены и другие значения углов пересечения α2 и α3.In addition to the above,
В дополнение к указанному выше имплантируемый слой или вспомогательный элемент могут быть изготовлены и/или модифицированы с использованием любого приемлемого процесса для придания слою желательных свойств. В различных случаях имплантируемый вспомогательный элемент может быть изготовлен, например, с использованием технологии плавленых нитей. В по меньшей мере одном таком случае полимерную нить, например, подают в экструдер, нагревают, а затем продавливают через мундштук в форму и/или непосредственно на кассету со скобами. Нить подают в экструдер с помощью прижимной системы, которая может контролировать направление и/или скорость подачи нити в экструдер. Нить по меньшей мере частично расплавляется с помощью нагревательного блока. По отношению к мундштуку нагревательный блок может быть расположен перед ним и/или внутри него. Форма и/или кассета со скобами расположена на выполненной с возможностью перемещения платформе, которую можно перемещать относительно мундштука. Такой процесс изготовления плавленых нитей можно применять для контроля пористости внутри имплантируемого вспомогательного элемента. В по меньшей мере одном случае нагретая полимерная нить выдается в виде взаимосвязанных узоров, например, с использованием треугольников, дуг, шестиугольников и/или любых приемлемых многоугольных форм. Более того, нагретый полимерный материал может выдаваться в одном слое или множестве слоев, наложенных друг на друга. С помощью узора(-ов) и числа слоев, в которых выдается полимерный материал, можно контролировать пористость имплантируемого вспомогательного элемента. Более пористый имплантируемый вспомогательный элемент может способствовать врастанию ткани в имплантируемый вспомогательный элемент. Кроме того, такой процесс позволяет создавать имплантируемый вспомогательный элемент без применения, например, процесса лиофилизации и/или диоксана.In addition to the above, the implantable layer or accessory can be manufactured and / or modified using any suitable process to impart the desired properties to the layer. In various cases, the implantable accessory element can be manufactured, for example, using fused filament technology. In at least one such case, the filament is fed into an extruder, for example, heated, and then forced through a die into a mold and / or directly onto a staple cassette. The filament is fed into the extruder using a pressure system that can control the direction and / or speed of filament feeding into the extruder. The filament is at least partially melted by means of a heating block. With respect to the mouthpiece, the heating block can be located in front of it and / or inside it. The mold and / or cassette with staples is located on a movable platform that can be moved relative to the mouthpiece. This fused filament manufacturing process can be used to control porosity within an implantable accessory. In at least one instance, the heated polymer filament is dispensed in interlocking patterns, for example, using triangles, arcs, hexagons, and / or any suitable polygonal shapes. Moreover, the heated resin material can be dispensed in a single layer or in multiple layers superimposed on each other. The pattern (s) and the number of layers in which the polymer material is dispensed can control the porosity of the implanted accessory. A more porous implantable accessory can facilitate tissue ingrowth into the implantable accessory. In addition, such a process allows the creation of an implantable accessory without the use of, for example, a lyophilization process and / or dioxane.
В дополнение к указанному выше для создания отверстий в имплантируемом вспомогательном элементе можно использовать процесс лазерной обработки. В по меньшей мере одном случае лазер можно использовать для прорезания отверстий в экструдированной пленке, например, выполненной из PGA и/или PCL. Пленка может иметь толщину, например, приблизительно 0,08 см (0,003 дюйма), а отверстия могут иметь диаметр, например, приблизительно 0,025 см (0,001 дюйма). Отверстия могут представлять собой, например, микропустоты, и могут иметь любую приемлемую форму периметра, например, такую как круглая, шестиугольная и/или треугольная. Можно создавать любое приемлемое число отверстий. В имплантируемом вспомогательном элементе можно использовать, например, сотни отверстий. Отверстия можно распределять равномерно или распределять любым приемлемым образом. В различных случаях отверстия могут быть распределены по узору, включающему в себя ряды, совмещенные, например, в боковом, продольном и/или диагональном направлениях. В различных случаях для формирования имплантируемого вспомогательного элемента несколько слоев экструдированной пленки можно накладывать и связывать друг с другом. Можно применять, например, четыре или пять слоев пленки. Также слои пленки можно связывать, например, путем нагревания слоев пленки выше температуры перехода в стекло по меньшей мере одного из слоев пленки без использования адгезива. Слои пленки могут иметь одинаковый узор отверстий или разные узоры. В определенных случаях по меньшей мере один из слоев имеет отверстия, тогда как по меньшей мере один из слоев не имеет их. В различных случаях процесс лазерной обработки можно использовать для удаления объемных форм из имплантируемого вспомогательного элемента или из слоя имплантируемого вспомогательного элемента. В по меньшей мере одном таком случае в слое можно формировать линию вдоль продольной линии разреза и/или к наружному периметру имплантируемого вспомогательного элемента, например, для создания ступенчатого эффекта, в особенности когда такой слой уложен и связан с другим слоем, без удаления таких объемных форм. В различных случаях процесс лазерной обработки можно использовать для создания эффекта распушения, например, вдоль наружных краев имплантируемого вспомогательного элемента и/или вдоль описанных выше внутренних линий. Например, процесс лазерной обработки можно использовать для уменьшения толщины имплантируемого вспомогательного элемента вдоль периметра и/или внутри отверстия, сформированного в имплантируемом вспомогательном элементе, например, от приблизительно 0,015 см до приблизительно 0,005-0,008 см (от приблизительно 0,006 дюйма до приблизительно 0,002-0,003 дюйма). Более того, процесс лазерной обработки можно использовать для внесения любых других приемлемых локальных изменений в имплантируемый вспомогательный элемент. Например, плотность отверстий в участках вспомогательного элемента, которые захватываются скобами, можно настроить так, чтобы смягчать вспомогательный элемент в этих областях. В по меньшей мере одном случае отверстия можно ограничивать определенными зонами. Например, во вспомогательном элементе можно создавать более прочные зоны без отверстий, которые совмещены с ножками скоб, тогда как менее прочные зоны с отверстиями совмещены с коронами или основаниями скоб. Возможен также пример, обратный описанному выше. Хотя процесс лазерной обработки можно использовать для модификации имплантируемого вспомогательного элемента, например, выполненного из пленки, процесс лазерной обработки можно использовать и для модификации имплантируемого вспомогательного элемента, например, выполненного из пеноматериала и/или нетканого материала по способу прядения расплавов. В дополнение или вместо процесса лазерной обработки, описанного выше, можно использовать, например, резку водой, штамповку, перфорацию и/или прокалывание. Кроме того, в дополнение или вместо процесса лазерной обработки, описанного выше, в имплантируемом вспомогательном элементе можно применять процесс создания углублений, которые могут локально растягивать вспомогательный элемент. Углубления могут иметь толщину, которая меньше не углубленных областей вспомогательного элемента. Углубления можно использовать таким же или аналогичным образом, что и отверстия, с достижением таких же или аналогичных результатов. В различных случаях углубления и/или отверстия могут находиться в любом приемлемом слое вспомогательного элемента. В по меньшей мере одном случае углубления и/или отверстия скрыты или находятся, например, во внутреннем слое вспомогательного элемента. В определенных случаях внутри вспомогательного элемента, выполненного из высокомолекулярных полимеров, можно использовать избирательное применение низкомолекулярных полимеров для создания более мягких областей внутри вспомогательного элемента. Наконец, описанные выше процессы можно использовать для создания податливого, высокоэластичного и растяжимого имплантируемого вспомогательного элемента, имеющего пористость, которая в достаточной мере способствует врастанию ткани.In addition to the above, a laser processing process can be used to create holes in the implantable accessory. In at least one case, the laser can be used to cut holes in an extruded film, for example made of PGA and / or PCL. The film can have a thickness of, for example, about 0.08 cm (0.003 inches), and the holes can have a diameter of, for example, about 0.025 cm (0.001 inches). The holes can be, for example, microvoids, and can have any suitable perimeter shape, such as, for example, circular, hexagonal and / or triangular. Any number of holes can be created. For example, hundreds of holes can be used in an implantable accessory. The holes can be distributed evenly or distributed in any suitable way. In various cases, the holes can be distributed in a pattern including rows aligned, for example, in lateral, longitudinal, and / or diagonal directions. In various cases, multiple layers of extruded film may be applied and bonded to each other to form an implantable accessory. You can use, for example, four or five layers of film. Also, the film layers can be bonded, for example, by heating the film layers above the glass transition temperature of at least one of the film layers without using an adhesive. Film layers can have the same hole pattern or different patterns. In certain cases, at least one of the layers has holes, while at least one of the layers does not. In various cases, the laser processing process can be used to remove volumetric shapes from the implantable accessory element or from the layer of the implantable accessory element. In at least one such case, a line can be formed in the layer along the longitudinal cut line and / or to the outer perimeter of the implanted auxiliary element, for example, to create a stepped effect, especially when such a layer is laid and associated with another layer, without removing such volumetric shapes. ... In various cases, the laser processing process can be used to create a fluffing effect, for example, along the outer edges of the implanted accessory and / or along the inner lines described above. For example, a laser processing process can be used to reduce the thickness of the implantable accessory along the perimeter and / or within a hole formed in the implantable accessory, for example, from about 0.015 cm to about 0.005-0.008 cm (from about 0.006 inches to about 0.002-0.003 inches ). Moreover, the laser processing process can be used to make any other acceptable local changes to the implanted accessory element. For example, the hole density in the portions of an accessory that are captured by the staples can be adjusted to soften the accessory in those areas. In at least one case, the holes can be limited to certain areas. For example, stronger areas with no holes can be created in the accessory that are aligned with the legs of the staples, while less strong zones with holes are aligned with the crowns or bases of the staples. An example opposite to that described above is also possible. While the laser processing process can be used to modify an implantable accessory, for example made of film, the laser processing process can be used to modify an implantable accessory, for example, made of foam and / or nonwoven fabric by melt spinning. In addition to or instead of the laser processing process described above, for example, water cutting, punching, perforating and / or piercing can be used. In addition, in addition to or instead of the laser processing process described above, the implantable accessory may employ a process for creating recesses that can locally stretch the accessory. The recesses can have a thickness that is less than the non-recessed areas of the accessory. The indentations can be used in the same or the same way as the holes, with the same or similar results. In various cases, the recesses and / or holes can be in any suitable accessory layer. In at least one case, the recesses and / or openings are hidden or located, for example, in the inner layer of the auxiliary element. In certain cases, within the auxiliary element made of high molecular weight polymers, you can use the selective use of low molecular weight polymers to create softer regions within the auxiliary element. Finally, the processes described above can be used to create a compliant, highly elastic, and extensible implantable accessory member having a porosity that is sufficient to promote tissue ingrowth.
ПримерыExamples of
Пример 1. Способ нанесения имплантируемого слоя на корпус кассеты, включающий в себя этапы, на которых: получают корпус кассеты со скобами, включающий в себя полости для скоб, нагревают полимерный материал и подают нагретый полимерный материал к корпусу кассеты со скобами таким образом, что имплантируемый слой формируется поверх полостей для скоб.Example 1. A method of applying an implantable layer to a cassette body, including the steps of: obtaining a staple cassette body, including cavities for staples, heating a polymer material and supplying a heated polymer material to the staple cartridge body in such a way that the implanted a layer is formed over the staple cavities.
Пример 2. Способ по примеру 1, дополнительно включающий в себя этап, на котором: вставляют скобы в полости для скоб перед этапом ускорения.Example 2. The method according to Example 1, further comprising the step of: inserting the staples into the staple cavities prior to the acceleration step.
Пример 3. Способ по примерам 1 или 2, дополнительно включающий в себя этапы, на которых: охлаждают нагретый полимерный материал и подрезают полимерный материал после этапа охлаждения.Example 3. The method according to examples 1 or 2, further comprising the steps of: cooling the heated polymeric material and cutting the polymeric material after the cooling step.
Пример 4. Способ по примеру 3, в котором корпус кассеты содержит периферию, и причем имплантируемый слой подрезают в соответствии с периферией на этапе подрезки.Example 4 A method according to example 3, wherein the cassette body comprises a periphery, and wherein the implant layer is trimmed in accordance with the periphery during the trimming step.
Пример 5. Способ по примерам 1, 2, 3 или 4, в котором этап нагревания содержит нагревание полимерного материала выше его температуры перехода в стекло.Example 5. The method of examples 1, 2, 3 or 4, wherein the heating step comprises heating the polymeric material above its glass transition temperature.
Пример 6. Способ по примерам 1, 2, 3, 4 или 5, в котором этап нагревания содержит нагревание полимерного материала выше его температуры плавления.Example 6. The method according to examples 1, 2, 3, 4 or 5, in which the heating step comprises heating the polymeric material above its melting point.
Пример 7. Способ по примерам 1, 2, 3, 4, 5 или 6, дополнительно включающий в себя этапы, на которых: нагревают второй полимерный материал и подают второй нагретый полимерный материал к корпусу кассеты со скобами таким образом, что второй имплантируемый слой формируется поверх полостей для скоб.Example 7. The method according to examples 1, 2, 3, 4, 5 or 6, further comprising the steps of: heating the second polymeric material and supplying the second heated polymeric material to the body of the cassette with staples so that the second implantable layer is formed over the staple cavities.
Пример 8. Способ по примерам 1, 2, 3, 4, 5, 6 или 7, в котором нагретый полимерный материал содержит первый нагретый полимерный материал, и причем этап подачи содержит подачу второго нагретого полимерного материала с первым нагретым полимерным материалом к корпусу кассеты со скобами.Example 8. The method according to examples 1, 2, 3, 4, 5, 6 or 7, in which the heated polymeric material contains the first heated polymeric material, and wherein the feeding step comprises feeding the second heated polymeric material with the first heated polymeric material to the cassette body with staples.
Пример 9. Способ по примерам 1, 2, 3, 4, 5, 6, 7 или 8, причем способ выполняют без смешивания полимерного материала с растворителем.Example 9. The method according to examples 1, 2, 3, 4, 5, 6, 7 or 8, and the method is performed without mixing the polymer material with a solvent.
Пример 10. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8 или 9, причем способ выполняют без смешивания полимерного материала с диоксаном.Example 10. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8 or 9, and the method is performed without mixing the polymeric material with dioxane.
Пример 11. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10, в котором этап подачи содержит ускоренную подачу полимерного материала с использованием электрического заряда.Example 11. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8, 9 or 10, in which the feeding step comprises accelerating the feeding of the polymer material using an electric charge.
Пример 12. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 или 11, в котором этап ускорения содержит ускоренную подачу полимерного материала с использованием разности напряжений.Example 12. The method of examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 or 11, wherein the acceleration step comprises accelerating the polymer material using a voltage difference.
Пример 13. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12, в котором этап ускорения содержит ускоренную подачу полимерного материала с использованием вращающегося элемента.Example 13. The method of examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, or 12, wherein the acceleration step comprises accelerating polymer material using a rotating element.
Пример 14. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 или 13, в котором этап ускорения содержит выливание полимерного материала на корпус кассеты со скобами с использованием силы тяжести.Example 14 The method of Examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, or 13, wherein the step of accelerating comprises pouring a polymeric material onto a staple cartridge body using gravity.
Пример 15. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 или 14, в котором этап ускорения содержит этапы приложения поступательного ускорения к полимерному материалу и приложения вращательного ускорения к полимерному материалу.Example 15. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 or 14, in which the acceleration step comprises the steps of applying translational acceleration to the polymer material and applying rotational acceleration to the polymer material.
Пример 16. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 или 15, в котором этап ускорения содержит создание случайной пористой полимерной структуры на корпусе кассеты со скобами.Example 16. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 or 15, in which the acceleration step comprises creating a random porous polymer structure on the cassette body with staples.
Пример 17. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 или 16, в котором этап нагревания содержит разжижение полимерного материала.Example 17. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 or 16, wherein the heating step comprises liquefying the polymeric material.
Пример 18. Способ по примерам 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 или 16, в котором этап нагревания не содержит разжижения полимерного материала.Example 18. The method according to examples 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 or 16, in which the heating step does not contain liquefaction of the polymer material.
Пример 19. Способ нанесения имплантируемого слоя на корпус кассеты, включающий в себя этапы, на которых: получают корпус кассеты со скобами, включающий в себя полости для скоб, нагревают полимерный материал и наносят нагретый полимерный материал непосредственно на корпус кассеты со скобами таким образом, что имплантируемый слой формируется поверх полостей для скоб.Example 19. A method of applying an implantable layer to a cassette body, including the steps of: obtaining a staple cassette body, including cavities for staples, heating a polymer material and applying a heated polymer material directly to a staple cartridge body in such a way that an implantable layer is formed over the staple cavities.
Пример 20. Способ нанесения имплантируемого слоя на корпус кассеты, включающий в себя этапы, на которых: получают корпус кассеты со скобами, включающий в себя полости для скоб, нагревают материал и ускоряют подачу нагретого материала к корпусу кассеты со скобами таким образом, что имплантируемый слой формируется поверх полостей для скоб.Example 20. A method of applying an implantable layer to a cassette body, including the steps of: receiving a cassette cassette body, including cavities for staples, heating the material and accelerating the supply of heated material to the staple cassette body so that the implanted layer forms over the staple cavities.
Пример 21. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, множество скоб и имплантируемый слой, расположенный поверх платформы. Имплантируемый слой содержит первое множество волокон, выполненных из первого материала, имеющего первую температуру термического перехода, и второе множество волокон, выполненных из второго материала, имеющего вторую температуру термического перехода, причем вторая температура термического перехода ниже первой температуры термического перехода; при этом второй материал перемешан с первым материалом, и при этом вторые волокна сокращаются внутри слоя в процессе, во время которого слой подвергается температуре процесса, превышающей вторую температуру термического перехода.Example 21. A staple cassette assembly comprising a cassette body that contains a platform, a plurality of staples, and an implantable layer over the platform. The implanted layer comprises a first plurality of fibers made of a first material having a first thermal transition temperature and a second plurality of fibers made of a second material having a second thermal transition temperature, the second thermal transition temperature being lower than the first thermal transition temperature; wherein the second material is mixed with the first material and the second fibers contract within the layer in a process during which the layer is subjected to a process temperature higher than the second thermal transition temperature.
Пример 22. Узел кассеты со скобами по примеру 21, в котором второе множество волокон размещены в каркасе структурной решетки, и причем каркас структурной решетки сокращается во время процесса.Example 22 A staple cassette assembly of Example 21 wherein a second plurality of fibers are disposed in a structural lattice framework and wherein the structural lattice framework contracts during the process.
Пример 23. Узел кассеты со скобами по примерам 21 или 22, в котором второй материал содержит полидиоксанон.Example 23 The staple cassette assembly of Examples 21 or 22, wherein the second material contains polydioxanone.
Пример 24. Узел кассеты со скобами по примерам 21, 22 или 23, в котором первый материал содержит полигликолевую кислоту.Example 24 A staple cassette assembly of Examples 21, 22, or 23, wherein the first material contains polyglycolic acid.
Пример 25. Узел кассеты со скобами по примерам 21, 22, 23 или 24, в котором имплантируемый слой является частью узла имплантируемого слоя, который дополнительно содержит слоистую пленку.Example 25 A staple cassette assembly of Examples 21, 22, 23, or 24, wherein the implantable layer is part of the implantable layer assembly, which further comprises a laminate.
Пример 26. Узел кассеты со скобами по примерам 21, 22, 23, 24 или 25, в котором температура процесса ниже первой температуры термического перехода.Example 26. The staple cartridge assembly of Examples 21, 22, 23, 24, or 25, wherein the process temperature is below the first thermal transition temperature.
Пример 27. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, множество скоб и имплантируемый слой, расположенный поверх платформы. Имплантируемый слой содержит сетку, выполненную из первого материала, имеющего первую температуру термического перехода, и волокна, выполненные из второго материала, имеющего вторую температуру термического перехода, причем первая температура термического перехода ниже второй температуры термического перехода, при этом волокна переплетены с сеткой, и при этом сетка стягивается в процессе, во время которого слой подвергается температуре процесса, превышающей первую температуру термического перехода.Example 27 A staple cassette assembly comprising a cassette body that includes a platform, a plurality of staples, and an implantable layer over the platform. The implanted layer contains a mesh made of a first material having a first thermal transition temperature and fibers made of a second material having a second thermal transition temperature, the first thermal transition temperature being lower than the second thermal transition temperature, while the fibers are intertwined with the mesh, and In this way, the mesh is contracted in a process during which the layer is subjected to a process temperature higher than the first thermal transition temperature.
Пример 28. Узел кассеты со скобами по примеру 27, в котором первый материал содержит полидиоксанон.Example 28 A staple cassette assembly of Example 27 wherein the first material contains polydioxanone.
Пример 29. Узел кассеты со скобами по примерам 27 или 28, в котором второй материал содержит полигликолевую кислоту.Example 29 The staple cassette assembly of Examples 27 or 28, wherein the second material contains polyglycolic acid.
Пример 30. Узел кассеты со скобами по примерам 27, 28 или 29, в котором имплантируемый слой является частью узла имплантируемого слоя, который дополнительно содержит слоистую пленку.Example 30 A staple cassette assembly of Examples 27, 28, or 29, wherein the implantable layer is part of an implantable layer assembly that further comprises a laminate.
Пример 31. Узел кассеты со скобами по примерам 27, 28, 29 или 30, в котором температура процесса ниже второй температуры термического перехода.Example 31. The staple cartridge assembly of Examples 27, 28, 29, or 30, wherein the process temperature is below the second thermal transition temperature.
Пример 32. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, множество скоб и имплантируемый слой, расположенный поверх платформы. Имплантируемый слой содержит первое множество волокон, выполненных из первого материала, имеющего первую температуру перехода в стекло, и второе множество волокон, выполненных из второго материала, имеющего вторую температуру перехода в стекло, причем вторая температура перехода в стекло ниже первой температуры перехода в стекло, при этом второй материал переплетен с первым материалом, и при этом вторая температура перехода в стекло ранее была превышена для сокращения вторых волокон.Example 32. A staple cassette assembly comprising a cassette body that contains a platform, a plurality of staples, and an implantable layer over the platform. The implanted layer comprises a first plurality of fibers made of a first material having a first glass transition temperature and a second plurality of fibers made of a second material having a second glass transition temperature, the second glass transition temperature being lower than the first glass transition temperature, when the second material is interlaced with the first material and the second glass transition temperature has previously been exceeded to shrink the second fibers.
Пример 33. Узел кассеты со скобами по примеру 32, в котором первый материал содержит полидиоксанон.Example 33 The staple cassette assembly of Example 32 wherein the first material contains polydioxanone.
Пример 34. Узел кассеты со скобами по примерам 32 или 33, в котором второй материал содержит полигликолевую кислоту.Example 34 The staple cassette assembly of Examples 32 or 33, wherein the second material contains polyglycolic acid.
Пример 35. Узел кассеты со скобами по примерам 32, 33 или 34, в котором имплантируемый слой является частью узла имплантируемого слоя, который дополнительно содержит слоистую пленку.Example 35 A staple cassette assembly of Examples 32, 33, or 34, wherein the implantable layer is part of an implantable layer assembly that further comprises a laminate.
Пример 36. Способ изготовления имплантируемого слоя, при этом способ включает в себя этапы, на которых: получают первые волокна, выполненные из первого материала, имеющего первую температуру термического перехода, получают вторые волокна, выполненные из второго материала, имеющего вторую температуру термического перехода, причем вторая температура термического перехода ниже первой температуры термического перехода, перемешивают первые волокна со вторыми волокнами и нагревают вторые волокна до температуры обработки, которая превышает вторую температуру термического перехода, так чтобы вторые волокна сокращались после этапа перемешивания.Example 36. A method of manufacturing an implantable layer, the method including the steps of: obtaining first fibers made of a first material having a first thermal transition temperature, obtaining second fibers made of a second material having a second thermal transition temperature, and the second thermal transition temperature is below the first thermal transition temperature, mixing the first fibers with the second fibers and heating the second fibers to a treatment temperature that is higher than the second thermal transition temperature, so that the second fibers contract after the mixing step.
Пример 37. Способ по примеру 36, в котором этап перемешивания содержит переплетение первых волокон и вторых волокон.Example 37 A method as in Example 36, wherein the mixing step comprises weaving first fibers and second fibers.
Пример 38. Способ по примерам 36 или 37, в котором температура обработки не превышает первую температуру термического перехода.Example 38. The method of examples 36 or 37, wherein the processing temperature does not exceed the first thermal transition temperature.
Пример 39. Способ по примерам 36, 37 или 38, в котором этап перемешивания содержит переплетение первых волокон с сеткой из вторых волокон.Example 39. The method of Examples 36, 37 or 38, wherein the mixing step comprises weaving the first fibers with a mesh of second fibers.
Пример 40. Сжимаемый вспомогательный элемент для применения с хирургическим инструментом, причем сжимаемый вспомогательный элемент содержит полую волокнистую конструкцию и центральную волокнистую конструкцию, размещенную внутри полой волокнистой конструкции, при этом полая волокнистая конструкция содержит по меньшей мере один биосовместимый материал, который претерпевал по меньшей мере один переход от более упорядоченной фазы к менее упорядоченной фазе в ответ на нагревание полой волокнистой конструкции до заданной температуры.Example 40. A compressible accessory for use with a surgical instrument, wherein the compressible accessory comprises a hollow fiber structure and a central fiber structure disposed within the hollow fiber structure, the hollow fiber structure comprising at least one biocompatible material that has undergone at least one transition from a more ordered phase to a less ordered phase in response to heating the hollow fiber structure to a predetermined temperature.
Пример 41. Сжимаемый вспомогательный элемент по примеру 40, в котором по меньшей мере один переход стягивает полую волокнистую конструкцию вокруг центральной волокнистой конструкции.Example 41 A compressible accessory as in Example 40, wherein at least one transition constricts a hollow fiber structure around a central fiber structure.
Пример 42. Сжимаемый вспомогательный элемент по примерам 40 или 41, в котором по меньшей мере один переход содержит увеличение энтропии.Example 42. The compressible auxiliary element of examples 40 or 41, in which at least one transition contains an increase in entropy.
Пример 43. Сжимаемый вспомогательный элемент по примерам 40, 41 или 42, в котором по меньшей мере один биосовместимый материал представляет собой эластомер.Example 43. The compressible accessory member of Examples 40, 41 or 42, wherein at least one biocompatible material is an elastomer.
Пример 44. Сжимаемый вспомогательный элемент по примерам 40, 41, 42 или 43, в котором центральная волокнистая конструкция содержит по меньшей мере один биосовместимый материал.Example 44. The compressible accessory member of Examples 40, 41, 42 or 43, wherein the central fibrous structure comprises at least one biocompatible material.
Пример 45. Сжимаемый вспомогательный элемент по примерам 40, 41, 42, 43 или 44, в котором полая волокнистая конструкция переходит от первого размера ко второму размеру, который меньше первого размера, в ответ на по меньшей мере один переход.Example 45 The compressible accessory of Examples 40, 41, 42, 43, or 44, wherein the hollow fiber structure transitions from a first dimension to a second dimension that is less than the first dimension in response to at least one transition.
Пример 46. Сжимаемый вспомогательный элемент по примерам 40, 41, 42, 43, 44 или 45, дополнительно содержащий удлиненный паз, причем удлиненный паз проходит вдоль длины полой волокнистой конструкции, и при этом удлиненный паз проходит вдоль длины центральной волокнистой конструкции.Example 46 The compressible accessory of Examples 40, 41, 42, 43, 44, or 45, further comprising an elongated groove, the elongated groove extending along the length of the hollow fiber structure and the elongated groove extending along the length of the central fiber structure.
Пример 47. Сжимаемый вспомогательный элемент для применения с хирургическим инструментом, причем сжимаемый вспомогательный элемент содержит полую волокнистую конструкцию, содержащую первый волокнистый трубчатый элемент, образующий пространство внутри, и второй волокнистый трубчатый элемент, обработанный во время по меньшей мере одной термической обработки, при этом полая волокнистая конструкция проходит по меньшей мере частично через пространство.Example 47. A compressible accessory for use with a surgical instrument, wherein the compressible accessory comprises a hollow fibrous structure comprising a first fibrous tubular member defining an internal space and a second fibrous tubular member treated during at least one heat treatment, wherein the hollow the fibrous structure extends at least partially through the space.
Пример 48. Сжимаемый вспомогательный элемент по примеру 47, в котором первый волокнистый трубчатый элемент усажен вокруг второго волокнистого трубчатого элемента в ответ на по меньшей мере одну термическую обработку.Example 48 A compressible accessory as in Example 47, wherein the first fibrous tubular member is shrunk around the second fibrous tubular member in response to at least one heat treatment.
Пример 49. Сжимаемый вспомогательный элемент по примерам 47 или 48, в котором первый волокнистый трубчатый элемент содержит по меньшей мере один биосовместимый материал, который претерпевал по меньшей мере один переход от более упорядоченной фазы к менее упорядоченной фазе в ответ на по меньшей мере одну термическую обработку.Example 49. The compressible auxiliary element of examples 47 or 48, in which the first fibrous tubular element contains at least one biocompatible material, which underwent at least one transition from a more ordered phase to a less ordered phase in response to at least one heat treatment ...
Пример 50. Сжимаемый вспомогательный элемент по примерам 47, 48 или 49, в котором полая волокнистая конструкция содержит по меньшей мере один биосовместимый материал, который претерпевал временный фазовый переход в ответ на по меньшей мере одну термическую обработку.Example 50 The compressible accessory member of Examples 47, 48, or 49, wherein the hollow fibrous structure comprises at least one biocompatible material that has undergone a temporary phase change in response to at least one heat treatment.
Пример 51. Сжимаемый вспомогательный элемент по примерам 49 или 50, в котором по меньшей мере один биосовместимый материал представляет собой эластомер.Example 51. The compressible accessory member of Examples 49 or 50, wherein at least one biocompatible material is an elastomer.
Пример 52. Сжимаемый вспомогательный элемент по примерам 49, 50 или 51, в котором по меньшей мере один биосовместимый материал является рассасывающимся.Example 52. The compressible accessory member of Examples 49, 50 or 51, wherein at least one biocompatible material is absorbable.
Пример 53. Сжимаемый вспомогательный элемент по примерам 47, 48, 49, 50, 51 или 52, в котором полая волокнистая конструкция содержит первый биосовместимый материал, который претерпевал временное изменение фазы в ответ на по меньшей мере одну термическую обработку, и второй биосовместимый материал, который оставался в твердой фазе во время по меньшей мере одной термической обработки.Example 53. The compressible accessory of Examples 47, 48, 49, 50, 51 or 52, wherein the hollow fibrous structure comprises a first biocompatible material that has undergone a temporary phase change in response to at least one heat treatment, and a second biocompatible material, which remained in the solid phase during at least one heat treatment.
Пример 54. Сжимаемый вспомогательный элемент по примеру 47, в котором полая волокнистая конструкция переходит от первого размера ко второму размеру, который меньше первого размера, в ответ на по меньшей мере одну термическую обработку.Example 54. The compressible accessory member of Example 47, wherein the hollow fiber structure transitions from a first dimension to a second dimension that is smaller than the first dimension in response to at least one heat treatment.
Пример 55. Способ получения сжимаемого вспомогательного элемента для применения с хирургическим инструментом, при этом способ включает в себя этапы, на которых: обеспечивают первый волокнистый трубчатый элемент, образующий пространство внутри него, обеспечивают второй волокнистый трубчатый элемент, который по размеру допускает посадку в пространство, вставляют второй волокнистый трубчатый элемент в пространство и вносят по меньшей мере одно изменение в по меньшей мере один из первого волокнистого трубчатого элемента и второго волокнистого трубчатого элемента посредством по меньшей мере одной термической обработки.Example 55. A method of obtaining a compressible accessory element for use with a surgical instrument, the method including the steps of: providing a first fibrous tubular element defining a space within it, providing a second fibrous tubular element that is sized to fit into the space, inserting the second fibrous tubular element into the space and introducing at least one change into at least one of the first fibrous tubular element and the second fibrous tubular element by at least one heat treatment.
Пример 56. Способ по примеру 55, в котором этап внесения содержит усадку первого волокнистого трубчатого элемента вокруг второго волокнистого трубчатого элемента.EXAMPLE 56 A method as in Example 55, wherein the application step comprises shrinking the first fibrous tubular around the second fibrous tubular.
Пример 57. Способ по примерам 55 или 56, в котором по меньшей мере один из первого волокнистого трубчатого элемента и второго волокнистого трубчатого элемента содержит по меньшей мере один биосовместимый материал, причем этап внесения содержит выполнение временного изменения фазы в по меньшей мере одном биосовместимом материале.Example 57 The method of Examples 55 or 56, wherein at least one of the first fibrous tubular member and the second fibrous tubular member comprises at least one biocompatible material, the application step comprising performing a temporary phase change in the at least one biocompatible material.
Пример 58. Способ по примерам 55, 56 или 57, в котором по меньшей мере один из первого волокнистого трубчатого элемента и второго волокнистого трубчатого элемента содержит по меньшей мере один биосовместимый материал, и причем этап внесения содержит по меньшей мере один переход в по меньшей мере одном биосовместимом материале от более упорядоченной фазы к менее упорядоченной фазе.Example 58. The method according to examples 55, 56 or 57, in which at least one of the first fibrous tubular element and the second fibrous tubular element contains at least one biocompatible material, and wherein the step of application comprises at least one transition into at least one biocompatible material from a more ordered phase to a less ordered phase.
Пример 59. Способ по примерам 55, 56, 57 или 58, в котором этап внесения содержит по меньшей мере одно изменение размера в по меньшей мере одном из первого волокнистого трубчатого элемента вокруг второго волокнистого трубчатого элемента.Example 59. The method of Examples 55, 56, 57, or 58, wherein the step of applying comprises at least one resizing in at least one of the first fibrous tubular element around the second fibrous tubular element.
Пример 60. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, множество скоб и имплантируемый слой, расположенный поверх платформы, причем имплантируемый слой содержит множество переплетенных волокон, и при этом каждое волокно содержит нить, имеющую скрученную конфигурацию.Example 60. A staple cassette assembly comprising a cassette body that contains a platform, a plurality of staples, and an implantable layer disposed over the platform, the implantable layer containing a plurality of intertwined fibers, and wherein each fiber contains a filament having a twisted configuration.
Пример 61. Узел кассеты со скобами по примеру 60, в котором скрученную конфигурацию волокон получают путем воздействия тепла на волокна.Example 61 The staple cassette assembly of Example 60, wherein a twisted fiber configuration is obtained by applying heat to the fibers.
Пример 62. Узел кассеты со скобами по примерам 60 или 61, в котором скрученные волокна вплетены в первую тканую зону и вторую тканую зону, причем первая тканая зона имеет первую плотность, а вторая тканая зона имеет вторую плотность, и при этом первая плотность отличается от второй плотности.Example 62. The staple cassette assembly of Examples 60 or 61, wherein the twisted fibers are woven into a first woven area and a second woven area, the first woven area having a first density and a second woven area having a second density, and the first density being different from second density.
Пример 63. Узел кассеты со скобами по примеру 62, в котором имплантируемый слой имеет периметр, причем вторая плотность выше первой плотности, и при этом вторая тканая зона образована вдоль периметра.Example 63. The staple cassette assembly of Example 62, wherein the implantable layer has a perimeter, the second density being higher than the first density, and wherein the second woven region is formed along the perimeter.
Пример 64. Узел кассеты со скобами по примеру 62, в котором корпус кассеты содержит продольный паз, выполненный с возможностью приема режущего участка, причем первая плотность ниже второй плотности, и при этом первая тканая зона совмещена с продольным пазом.Example 64. The staple cassette assembly of Example 62, wherein the cassette body comprises a longitudinal groove adapted to receive a cutting section, the first density being lower than the second density, and wherein the first woven area is aligned with the longitudinal groove.
Пример 65. Узел кассеты со скобами по примерам 62 или 63, дополнительно содержащий анкер, проходящий поверх имплантируемого слоя, для высвобождаемого удержания слоя на корпусе кассеты, причем вторая плотность выше первой плотности, при этом анкер совмещен со второй тканой зоной.Example 65. The staple cassette assembly of Examples 62 or 63 further comprising an anchor extending over the implantable layer for releasably retaining the layer on the cassette body, the second density being higher than the first density, with the anchor aligned with the second woven zone.
Пример 66. Узел кассеты со скобами по примеру 65, в котором корпус кассеты дополнительно содержит продольный паз, причем продольный паз выполнен с возможностью приема режущего элемента, и при этом режущий элемент выполнен с возможностью рассечения анкера по мере перемещения режущего элемента внутри продольного паза.Example 66. A staple cassette assembly according to Example 65, wherein the cassette body further comprises a longitudinal groove, the longitudinal groove being adapted to receive a cutting element, and wherein the cutting element is configured to cut the anchor as the cutting element moves inside the longitudinal groove.
Пример 67. Узел кассеты со скобами по примерам 65 или 66, дополнительно содержащий проксимальный конец, причем анкер и вторая тканая зона смежны с проксимальным концом.Example 67. The staple cassette assembly of Examples 65 or 66, further comprising a proximal end, wherein the anchor and the second woven region are adjacent to the proximal end.
Пример 68. Узел кассеты со скобами по примеру 67, дополнительно содержащий дистальный конец, противоположный проксимальному концу, дистальный анкер, проходящий поверх имплантируемого слоя, для высвобождаемого удержания слоя на корпусе кассеты, и третью тканую зону, образованную в слое и имеющую третью плотность, которая выше первой плотности, при этом дистальный анкер совмещен с третьей тканой зоной.Example 68. The staple cassette assembly of Example 67, further comprising a distal end opposite the proximal end, a distal anchor extending over the implantable layer to release the layer on the cassette body, and a third woven area formed in the layer and having a third density that above the first density, while the distal anchor is aligned with the third woven zone.
Пример 69. Узел кассеты со скобами по примерам 62, 63, 64, 65, 66, 67 или 68, в котором корпус кассеты содержит первый продольный ряд полостей для скоб и второй продольный ряд полостей для скоб, причем первая тканая зона совмещена с первым рядом полостей для скоб, а вторая тканая зона совмещена со вторым рядом полостей для скоб.Example 69. A staple cassette assembly of Examples 62, 63, 64, 65, 66, 67, or 68, wherein the cassette body comprises a first longitudinal row of staple cavities and a second longitudinal row of staple cavities, the first woven area being aligned with the first row cavities for staples, and the second woven area is aligned with the second row of cavities for staples.
Пример 70. Узел кассеты со скобами по примерам 60, 61, 62, 63, 64, 65, 66, 67, 68 или 69, в котором скрученные волокна вплетены в первую тканую зону и вторую тканую зону, причем первая тканая зона имеет первый модуль упругости, а вторая тканая зона имеет второй модуль упругости, и при этом первый модуль упругости отличен от второго модуля упругости.Example 70. A staple cassette assembly of Examples 60, 61, 62, 63, 64, 65, 66, 67, 68, or 69, wherein the twisted fibers are woven into a first woven area and a second woven area, the first woven area having a first module elasticity, and the second woven area has a second elastic modulus, and wherein the first elastic modulus is different from the second elastic modulus.
Пример 71. Узел кассеты со скобами по примеру 70, в котором имплантируемый слой имеет периметр, причем вторая плотность выше первой плотности, и при этом вторая тканая зона образована вдоль периметра.Example 71. The staple cassette assembly of Example 70, wherein the implantable layer has a perimeter, the second density being higher than the first density, and wherein the second woven region is formed along the perimeter.
Пример 72. Узел кассеты со скобами по примерам 70 или 71, в котором корпус кассеты содержит продольный паз, выполненный с возможностью приема режущего участка, причем первый модуль упругости меньше второго модуля упругости, и при этом первая тканая зона совмещена с продольным пазом.Example 72. A cassette assembly with staples according to examples 70 or 71, in which the cassette body contains a longitudinal groove adapted to receive a cutting section, and the first modulus of elasticity is less than the second modulus of elasticity, and the first woven area is aligned with the longitudinal groove.
Пример 73. Узел кассеты со скобами по примерам 70 или 71, дополнительно содержащий анкер, проходящий поверх имплантируемого слоя, для высвобождаемого удержания слоя на корпусе кассеты, причем второй модуль упругости больше первого модуля упругости, и при этом анкер совмещен со второй тканой зоной.Example 73. The staple cassette assembly of Examples 70 or 71, further comprising an anchor extending over the implantable layer for releasably retaining the layer on the cassette body, the second modulus of elasticity being greater than the first modulus of elasticity, and wherein the anchor is aligned with the second woven zone.
Пример 74. Узел кассеты со скобами по примеру 73, в котором корпус кассеты дополнительно содержит продольный паз, причем продольный паз выполнен с возможностью приема режущего элемента, и при этом режущий элемент выполнен с возможностью рассечения анкера по мере перемещения режущего элемента внутри продольного паза.Example 74. A cassette assembly with staples according to example 73, wherein the cassette body further comprises a longitudinal groove, the longitudinal groove being adapted to receive a cutting element, and wherein the cutting element is adapted to cut the anchor as the cutting element moves inside the longitudinal groove.
Пример 75. Узел кассеты со скобами по примерам 73 или 74, дополнительно содержащий проксимальный конец, причем анкер и вторая тканая зона смежны с проксимальным концом.Example 75. The staple cassette assembly of Examples 73 or 74, further comprising a proximal end, wherein the anchor and a second woven region are adjacent to the proximal end.
Пример 76. Узел кассеты со скобами по примеру 75, дополнительно содержащий дистальный конец, противоположный проксимальному концу, дистальный анкер, проходящий поверх имплантируемого слоя, для высвобождаемого удержания слоя на корпусе кассеты, и третью тканую зону, сформированную в слое, которая имеет третий модуль упругости, который больше первого модуля упругости, и причем дистальный анкер совмещен с третьей тканой зоной.Example 76. The staple cassette assembly of Example 75, further comprising a distal end opposite the proximal end, a distal anchor extending over the implantable layer to release the layer on the cassette body, and a third woven area formed in the layer that has a third modulus of elasticity , which is greater than the first modulus of elasticity, and wherein the distal anchor is aligned with the third woven zone.
Пример 77. Узел кассеты со скобами по примерам 70, 71, 72, 73, 74, 75 или 76, в котором корпус кассеты содержит первый продольный ряд полостей для скоб и второй продольный ряд полостей для скоб, причем первая тканая зона совмещена с первым рядом полостей для скоб, а вторая тканая зона совмещена со вторым рядом полостей для скоб.Example 77. A staple cassette assembly of Examples 70, 71, 72, 73, 74, 75, or 76, wherein the cassette body comprises a first longitudinal row of staple cavities and a second longitudinal row of staple cavities, the first woven area being aligned with the first row cavities for staples, and the second woven area is aligned with the second row of cavities for staples.
Пример 78. Способ изготовления имплантируемого слоя, при этом способ включает в себя этапы, на которых: получают волокна, переплетают волокна, расплетают волокна после этапа переплетения, скручивают волокна после этапа расплетения и повторное переплетают волокна в имплантируемый слой после этапа скручивания.Example 78. A method of manufacturing an implantable layer, the method including the steps of: obtaining fibers, intertwining the fibers, untwisting the fibers after the weaving step, twisting the fibers after the untwisting step, and re-weaving the fibers into the implantable layer after the twisting step.
Пример 79. Способ по примеру 78, в котором этап повторного переплетения содержит связывание волокон в рыхлую ткань.Example 79. The method of Example 78, wherein the re-weaving step comprises bonding the fibers into a loose fabric.
Пример 80. Сжимаемый вспомогательный элемент для применения с хирургическим инструментом, включающий в себя платформу кассеты со скобами, причем сжимаемый вспомогательный элемент содержит первый биосовместимый материал, второй биосовместимый материал с меньшей температурой плавления, чем у первого биосовместимого материала, и корпус, имеющий лицевую поверхность, выполненную с возможностью установки по длине платформы кассеты со скобами. Лицевая поверхность имеет множество крепежных областей, расположенных на расстоянии друг от друга, причем множество крепежных областей включают в себя второй биосовместимый материал, и при этом лицевая поверхность выполнена с возможностью прикрепления к платформе кассеты со скобами во множестве крепежных областей. Лицевая поверхность дополнительно содержит множество некрепежных областей, проходящих между множеством крепежных областей, причем второй биосовместимый материал избирательно размещен за пределами некрепежных областей.Example 80. A compressible accessory for use with a surgical instrument, including a staple cassette platform, the compressible accessory comprising a first biocompatible material, a second biocompatible material with a lower melting point than the first biocompatible material, and a housing having a front surface, made with the possibility of installing a cassette with staples along the length of the platform. The face has a plurality of anchorage regions spaced apart from each other, the plurality of anchoring regions including a second biocompatible material, and the face surface is configured to attach to the staple cassette platform in the plurality of fixing regions. The face surface further comprises a plurality of non-securing regions extending between the plurality of securing regions, the second biocompatible material being selectively positioned outside the non-securing regions.
Пример 81. Сжимаемый вспомогательный элемент по примеру 80, в котором множество крепежных областей формируют крепежный узор.Example 81 A compressible accessory as in Example 80, wherein a plurality of fastening regions form an fastening pattern.
Пример 82. Сжимаемый вспомогательный элемент по примерам 80 или 81, в котором корпус содержит тканую волокнистую конструкцию.Example 82. The compressible accessory of Examples 80 or 81, wherein the body comprises a woven fiber structure.
Пример 83. Сжимаемый вспомогательный элемент по примерам 80, 81 или 82, в котором по меньшей мере один из первого биосовместимого материала и второго биосовместимого материала является абсорбируемым.Example 83. The compressible accessory member of Examples 80, 81, or 82, wherein at least one of the first biocompatible material and the second biocompatible material is absorbable.
Пример 84. Сжимаемый вспомогательный элемент по примерам 80, 81, 82 или 83, в котором второй биосовместимый материал представляет собой поли-п-диоксанон (PDS).Example 84. The compressible accessory of Examples 80, 81, 82 or 83, wherein the second biocompatible material is poly-p-dioxanone (PDS).
Пример 85. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами содержит кассету со скобами, содержащую множество скоб, и платформу кассеты, содержащую наружную поверхность. Кассета со скобами дополнительно содержит волокнистую конструкцию, содержащую, во-первых, корпус, который содержит множество волокон, выполненных из первого биосовместимого материала с первой температурой плавления, и, во-вторых, лицевую поверхность, расположенную относительно наружной поверхности платформы кассеты. Лицевая поверхность содержит множество крепежных областей, расположенных на расстоянии друг от друга, причем каждая из множества крепежных областей содержит второе множество волокон, выполненных из второго биосовместимого материала, имеющего вторую температуру плавления, которая ниже первой температуры плавления, и множество некрепежных областей, проходящих между множеством крепежных областей, при этом некрепежные области исключают второе множество волокон, и при этом лицевая поверхность избирательно прикреплена к наружной поверхности во множестве крепежных областей путем временного нагревания лицевой поверхности до температуры, которая больше или равна второй температуре плавления, но меньше первой температуры плавления.Example 85 A staple cassette assembly for use with a surgical stapling instrument, the staple cassette assembly comprising a staple cassette containing a plurality of staples and a cassette platform containing an outer surface. The cassette with staples further comprises a fibrous structure comprising, firstly, a housing that contains a plurality of fibers made of a first biocompatible material with a first melting point, and, secondly, a front surface located relative to the outer surface of the cassette platform. The face surface contains a plurality of fastening regions spaced apart from each other, and each of the plurality of fastening regions contains a second plurality of fibers made of a second biocompatible material having a second melting point that is lower than the first melting point and a plurality of non-fastening regions extending between the plurality fastening regions, the non-fastening regions exclude the second plurality of fibers, and wherein the face is selectively attached to the outer surface in the plurality of attachment regions by temporarily heating the face to a temperature greater than or equal to the second melting temperature but less than the first melting temperature.
Пример 86. Узел кассеты со скобами по примеру 85, в котором множество крепежных областей формируют крепежный узор.Example 86. The staple cassette assembly of Example 85, wherein a plurality of fastening regions form a fastening pattern.
Пример 87. Узел кассеты со скобами по примерам 85 или 86, в котором волокнистая конструкция представляет собой тканую волокнистую конструкцию.Example 87 The staple cassette assembly of Examples 85 or 86, wherein the fibrous structure is a woven fibrous structure.
Пример 88. Узел кассеты со скобами по примерам 85, 86 или 87, в котором по меньшей мере один из первого биосовместимого материала и второго биосовместимого материала является абсорбируемым.Example 88 The staple cartridge assembly of Examples 85, 86, or 87, wherein at least one of the first biocompatible material and the second biocompatible material is absorbable.
Пример 89. Узел кассеты со скобами по примерам 85, 86, 87 или 88, в котором второй биосовместимый материал представляет собой поли-п-диоксанон (PDS).Example 89 The staple cassette assembly of Examples 85, 86, 87, or 88, wherein the second biocompatible material is poly-p-dioxanone (PDS).
Пример 90. Узел кассеты со скобами по примерам 85, 86, 87, 88 или 89, в котором платформа кассеты дополнительно содержит по меньшей мере один крепежный элемент, выполненный с возможностью прикрепления волокнистой конструкции к наружной поверхности.Example 90. The staple cassette assembly of Examples 85, 86, 87, 88, or 89, wherein the cassette platform further comprises at least one fastener configured to attach the fibrous structure to an outer surface.
Пример 91. Узел кассеты со скобами по примеру 90, в котором по меньшей мере один крепежный элемент представляет собой механическую зазубрину.Example 91 A staple cartridge assembly of Example 90, wherein at least one fastener is a mechanical barb.
Пример 92. Узел кассеты со скобами по примерам 85, 86, 87, 88, 89, 90 или 91, в котором наружная поверхность содержит множество шероховатых зон.Example 92. The staple cassette assembly of Examples 85, 86, 87, 88, 89, 90, or 91, wherein the outer surface contains a plurality of rough zones.
Пример 93. Узел кассеты со скобами по примеру 92, в котором шероховатые зоны вытравлены в наружной поверхности.Example 93 The staple cassette assembly of Example 92 wherein the rough areas are etched into the outer surface.
Пример 94. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами содержит кассету со скобами, содержащую множество скоб, и платформу кассеты. Платформа кассеты имеет наружную поверхность, содержащую множество крепежных зон, расположенных на расстоянии друг от друга, и множество связывающих островков, причем каждый из множества связывающих островков расположен внутри одной из крепежных зон, и при этом каждый из множества связывающих островков выполнен из первого биосовместимого материала. Узел кассеты со скобами, дополнительно содержащий сжимаемый слой, расположенный относительно платформы кассеты, причем сжимаемый слой выполнен из второго биосовместимого материала, отличного от первого биосовместимого материала, и при этом сжимаемый слой присоединен к платформе кассеты путем временного фазового перехода в первом биосовместимом материале.Example 94 A staple cassette assembly for use with a surgical stapling instrument, the staple cassette assembly comprising a staple cassette containing a plurality of staples and a cassette platform. The cassette platform has an outer surface containing a plurality of bonding regions spaced apart from each other and a plurality of bonding islands, each of the plurality of bonding islands being located within one of the bonding regions, and wherein each of the plurality of bonding islands is made of a first biocompatible material. A staple cassette assembly further comprising a compressible layer located relative to the cassette platform, wherein the compressible layer is made of a second biocompatible material different from the first biocompatible material, and wherein the compressible layer is attached to the cassette platform by a temporary phase transition in the first biocompatible material.
Пример 95. Узел кассеты со скобами по примеру 94, в котором временный фазовый переход в первом биосовместимом материале не сопровождается фазовым переходом во втором биосовместимом материале.Example 95. The staple cassette assembly of Example 94, wherein the transient phase change in the first biocompatible material is not accompanied by a phase change in the second biocompatible material.
Пример 96. Узел кассеты со скобами по примерам 94 или 95, в котором платформа кассеты дополнительно содержит по меньшей мере один крепежный элемент, выполненный с возможностью прикрепления сжимаемого слоя к платформе кассеты.Example 96. The staple cassette assembly of Examples 94 or 95, wherein the cassette platform further comprises at least one fastening element configured to attach the compressible layer to the cassette platform.
Пример 97. Узел кассеты со скобами по примеру 96, в котором по меньшей мере один крепежный элемент представляет собой механическую зазубрину.Example 97. The staple cartridge assembly of Example 96, wherein at least one fastener is a mechanical barb.
Пример 98. Узел кассеты со скобами по примерам 94, 95, 96 или 97, в котором крепежные зоны вытравлены в наружной поверхности.Example 98. The staple cassette assembly of Examples 94, 95, 96, or 97, wherein the fastening zones are etched into the outer surface.
Пример 99. Хирургический инструмент, содержащий элемент бранши, который содержит удлиненный паз, проходящий вдоль продольной оси, первую наружную поверхность с первой стороны удлиненного паза и вторую наружную поверхность со второй стороны удлиненного паза, противоположной первой стороне. Хирургический инструмент дополнительно содержит узел сжимаемого вспомогательного элемента, содержащий крепежный слой, который содержит первую секцию с первой стороны удлиненного паза, причем первая секция прикреплена к первой наружной поверхности, вторую секцию со второй стороны удлиненного паза, при этом вторая секция прикреплена ко второй наружной поверхности, и промежуточную секцию, проходящую между первой секцией и второй секцией, при этом промежуточная секция по меньшей мере частично перекрывает удлиненный паз. Узел сжимаемого вспомогательного элемента дополнительно содержит первый сжимаемый вспомогательный элемент с первой стороны удлиненного паза и второй сжимаемый вспомогательный элемент со второй стороны удлиненного паза, причем первый сжимаемый вспомогательный элемент расположен на расстоянии от второго сжимаемого вспомогательного элемента, при этом первая секция прикреплена к первому сжимаемому вспомогательному элементу, и при этом вторая секция прикреплена ко второму сжимаемому вспомогательному элементу.Example 99. A surgical instrument comprising a jaw member that comprises an elongated groove extending along a longitudinal axis, a first outer surface on a first side of an elongated groove, and a second outer surface on a second side of an elongated groove opposite to the first side. The surgical instrument further comprises a compressible accessory assembly comprising an attachment layer that comprises a first section on a first side of the elongated groove, the first section being attached to a first outer surface, a second section on a second side of the elongated groove, the second section being attached to a second outer surface, and an intermediate section extending between the first section and the second section, the intermediate section at least partially overlapping the elongated groove. The collapsible auxiliary element assembly further comprises a first compressible auxiliary element on the first side of the elongated groove and a second compressible auxiliary element on the second side of the elongated groove, the first compressible auxiliary element being located at a distance from the second compressible auxiliary element, the first section being attached to the first compressible auxiliary element and the second section is attached to the second compressible accessory.
Пример 100. Хирургический инструмент по примеру 99, в котором промежуточная секция содержит планку, проходящую вдоль длины промежуточной секции, причем планка приподнята от первой секции, и при этом планка приподнята от второй секции.Example 100. The surgical instrument of Example 99, wherein the intermediate section comprises a bar extending along the length of the intermediate section, the bar being raised from the first section and the bar being raised from the second section.
Пример 101. Хирургический инструмент по примеру 100, в котором планка совмещена в продольном направлении с удлиненным пазом.Example 101. The surgical instrument of Example 100, in which the bar is longitudinally aligned with an elongated slot.
Пример 102. Хирургический инструмент по примерам 100 или 101, в котором планка выступает в зазор, образованный между первым сжимаемым вспомогательным элементом и вторым сжимаемым вспомогательным элементом.Example 102. The surgical instrument of Examples 100 or 101, wherein the bar protrudes into the gap formed between the first compressible accessory and the second compressible accessory.
Пример 103. Хирургический инструмент по примерам 100, 101 или 102, в котором планка выступает в удлиненный паз.Example 103. The surgical instrument of Examples 100, 101, or 102, wherein the bar protrudes into an elongated slot.
Пример 104. Хирургический инструмент по примерам 99, 100, 101, 102 или 103, в котором промежуточная секция содержит по меньшей мере один анкерный элемент для прикрепления узла сжимаемого вспомогательного элемента к элементу бранши.Example 104. The surgical instrument of Examples 99, 100, 101, 102, or 103, wherein the intermediate section comprises at least one anchoring member for attaching a compressible accessory member assembly to a jaw member.
Пример 105. Хирургический инструмент по примерам 99, 100, 101, 102, 103 или 104, в котором промежуточная секция содержит множество выступов, расположенных на расстоянии друг от друга.Example 105. The surgical instrument of Examples 99, 100, 101, 102, 103 or 104, wherein the intermediate section comprises a plurality of protrusions spaced apart from each other.
Пример 106. Хирургический инструмент по примеру 105, в котором выступы совмещены в продольном направлении с удлиненным пазом.Example 106. The surgical instrument of Example 105, wherein the projections are longitudinally aligned with an elongated slot.
Пример 107. Хирургический инструмент по примерам 105 или 106, в котором выступы выступают в зазор, образованный между первым сжимаемым вспомогательным элементом и вторым сжимаемым вспомогательным элементом.Example 107. The surgical instrument of Examples 105 or 106, wherein the protrusions protrude into the gap formed between the first compressible accessory and the second compressible accessory.
Пример 108. Хирургический инструмент по примерам 105, 106 или 107, в котором выступы выступают в удлиненный паз.Example 108. The surgical instrument of Examples 105, 106, or 107, wherein the projections protrude into an elongated groove.
Пример 109. Хирургический инструмент по примерам 100, 101, 102, 103, 104, 105, 106, 107 или 108, в котором крепежный слой содержит пленку.Example 109. The surgical instrument of Examples 100, 101, 102, 103, 104, 105, 106, 107, or 108, wherein the anchoring layer comprises a film.
Пример 110. Хирургический инструмент по примерам 100, 101, 102, 103, 104, 105, 106, 107, 108 или 109, в котором крепежный слой тоньше первого сжимаемого вспомогательного элемента, и причем крепежный слой тоньше второго сжимаемого вспомогательного элемента.Example 110. The surgical instrument of Examples 100, 101, 102, 103, 104, 105, 106, 107, 108, or 109, wherein the anchoring layer is thinner than the first compressible accessory, and the anchoring layer is thinner than the second compressible accessory.
Пример 111. Хирургический инструмент по примерам 100, 101, 102, 103, 104, 105, 106, 107, 108, 109 или 110, в котором первая секция полностью отделяет первый сжимаемый вспомогательный элемент от первой наружной поверхности, и причем вторая секция полностью отделяет сжимаемый вспомогательный элемент от второй наружной поверхности.Example 111. The surgical instrument of Examples 100, 101, 102, 103, 104, 105, 106, 107, 108, 109 or 110, wherein the first section completely separates the first compressible accessory from the first outer surface, and wherein the second section completely separates a compressible accessory from the second outer surface.
Пример 112. Хирургический инструмент по примерам 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110 или 111, в котором первый сжимаемый вспомогательный элемент проходит в боковом направлении за пределы первой секции в первом направлении от удлиненного паза, и причем первая наружная поверхность проходит в боковом направлении за пределы первой секции в первом направлении.Example 112. The surgical instrument of Examples 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, or 111, wherein the first compressible accessory extends laterally outside the first section in a first direction from the elongated groove, and wherein the first outer surface extends laterally outside the first section in the first direction.
Пример 113. Хирургический инструмент по примеру 112, в котором второй сжимаемый вспомогательный элемент проходит в боковом направлении за пределы второй секции во втором направлении от удлиненного паза, причем вторая наружная поверхность проходит в боковом направлении за пределы второго сжимаемого вспомогательного элемента во втором направлении, и при этом второе направление противоположно первому направлению.Example 113. The surgical instrument of Example 112, wherein a second compressible accessory extends laterally outside the second section in a second direction from the elongated slot, the second outer surface extends laterally outside the second compressible accessory in a second direction, and in this case, the second direction is opposite to the first direction.
Пример 114. Хирургический инструмент по примерам 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112 или 113, в котором первая наружная поверхность содержит первое множество карманов, причем вторая наружная поверхность содержит второе множество карманов, при этом крепежный слой расположен между первым множеством карманов и вторым множеством карманов.Example 114. The surgical instrument of Examples 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112 or 113, wherein the first outer surface comprises a first plurality of pockets, the second outer surface comprises a second plurality of pockets, wherein the attachment layer is located between the first plurality of pockets and the second plurality of pockets.
Пример 115. Хирургический инструмент, содержащий элемент бранши, который содержит удлиненный паз, проходящий вдоль продольной оси, первую наружную поверхность с первой стороны удлиненного паза и вторую наружную поверхность со второй стороны удлиненного паза, противоположной первой стороне. Хирургический инструмент дополнительно содержит узел сжимаемого вспомогательного элемента, содержащий сжимаемый слой, который содержит первый сжимаемый участок с первой стороны удлиненного паза, второй сжимаемый участок со второй стороны удлиненного паза и первое множество мостовых участков, разделенных множеством зазоров, причем первое множество мостовых участков проходит между первым сжимаемым участком и вторым сжимаемым участком, при этом первое множество перекрывающих участков расположено вдоль длины удлиненного паза, и при этом каждый из первого множества мостовых участков перекрывает удлиненный паз. Узел сжимаемого вспомогательного элемента дополнительно содержит крепежный слой, который содержит первый крепежный участок с первой стороны удлиненного паза, причем первый крепежный участок прикреплен к первой наружной поверхности, и при этом первый крепежный участок прикреплен к первому сжимаемому участку, и второй крепежный участок со второй стороны удлиненного паза, при этом второй крепежный участок прикреплен ко второй наружной поверхности, и при этом второй крепежный участок прикреплен ко второму сжимаемому участку. Крепежный слой дополнительно содержит второе множество мостовых участков, разделенных множеством зазоров, причем второе множество мостовых участков проходит между первым крепежным участком и вторым крепежным участком, при этом второе множество мостовых участков расположено вдоль длины удлиненного паза, и при этом каждый из второго множества мостовых участков перекрывает удлиненный паз.Example 115. A surgical instrument comprising a jaw member that comprises an elongated groove extending along a longitudinal axis, a first outer surface on a first side of an elongated groove, and a second outer surface on a second side of an elongated groove opposite the first side. The surgical instrument further comprises a compressible accessory assembly comprising a compressible layer that comprises a first compressible portion on a first side of the elongated slot, a second compressible portion on a second side of the elongated slot, and a first plurality of bridge portions separated by a plurality of gaps, the first plurality of bridge portions extending between the first a compressible portion and a second compressible portion, wherein the first plurality of overlapping portions are disposed along the length of the elongated slot, and wherein each of the first plurality of bridge portions overlaps the elongated slot. The collapsible accessory assembly further comprises an attachment layer that comprises a first attachment portion on the first side of the elongated groove, the first attachment portion being attached to the first outer surface and wherein the first attachment portion is attached to the first compressible portion, and the second attachment portion on the second side of the elongated groove, wherein the second attachment portion is attached to the second outer surface, and the second attachment portion is attached to the second compressible portion. The anchoring layer further comprises a second plurality of bridge portions separated by a plurality of gaps, the second plurality of bridge portions extending between the first fastening portion and the second fastening portion, the second plurality of bridge portions being disposed along the length of the elongated slot, and wherein each of the second plurality of bridge portions overlaps elongated groove.
Пример 116. Хирургический инструмент по примеру 115, в котором крепежный слой содержит пленку.Example 116. The surgical instrument of Example 115, wherein the anchoring layer comprises a film.
Пример 117. Хирургический инструмент по примерам 115 или 116, в котором крепежный слой тоньше сжимаемого слоя.Example 117. The surgical instrument of Examples 115 or 116, wherein the anchoring layer is thinner than the compressible layer.
Пример 118. Хирургический инструмент, содержащий упор, который содержит удлиненный паз, проходящий вдоль продольной оси, внутреннюю поверхность, образующую внутренний зазор, соединенный с удлиненным пазом, первую наружную поверхность с первой стороны удлиненного паза и вторую наружную поверхность со второй стороны удлиненного паза, противоположной первой стороне. Хирургический инструмент дополнительно содержит узел сжимаемого вспомогательного элемента, содержащий сжимаемый слой, который содержит первый сжимаемый участок с первой стороны удлиненного паза, второй сжимаемый участок со второй стороны удлиненного паза и промежуточный сжимаемый участок, проходящий между первым сжимаемым участком и вторым сжимаемым участком, при этом промежуточный сжимаемый участок перекрывает паз. Узел сжимаемого вспомогательного элемента дополнительно содержит по меньшей мере один крепежный элемент, содержащий первый крепежный участок, расположенный относительно внутренней поверхности, второй крепежный участок, прикрепленный к промежуточному сжимаемому участку, и соединительный участок, соединяющий первый крепежный участок со вторым крепежным участком.Example 118. A surgical instrument comprising an abutment that comprises an elongated groove extending along a longitudinal axis, an inner surface defining an internal gap connected to the elongated groove, a first outer surface on the first side of the elongated groove and a second outer surface on the second side of the elongated groove opposite the first side. The surgical instrument further comprises a compressible accessory assembly comprising a compressible layer that comprises a first compressible portion on the first side of the elongated groove, a second compressible portion on the second side of the elongated groove, and an intermediate compressible portion extending between the first compressible portion and the second compressible portion, with an intermediate the section to be compressed overlaps the groove. The collapsible accessory assembly further comprises at least one attachment member comprising a first attachment portion located relative to the inner surface, a second attachment portion attached to the intermediate compressible portion, and a connecting portion connecting the first attachment portion to the second attachment portion.
Пример 119. Хирургический инструмент по примеру 118, в котором соединительный участок проходит в удлиненный паз.Example 119. The surgical instrument of Example 118, wherein the connecting portion extends into an elongated slot.
Пример 120. Хирургический инструмент по примерам 118 или 119, в котором второй крепежный участок встроен в промежуточный сжимаемый участок.Example 120. The surgical instrument of Examples 118 or 119, wherein the second attachment portion is embedded in an intermediate compressible portion.
Пример 121. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами выполнен с возможностью приема пускового движения таким образом, что при приеме пускового движения пусковой узел выполнен с возможностью перемещения через узел кассеты со скобами от проксимального конца к дистальному концу во время процесса пуска, и причем узел кассеты со скобами содержит корпус кассеты, множество скоб, хранящихся с возможностью извлечения внутри корпуса кассеты, и имплантируемый вспомогательный элемент. Имплантируемый вспомогательный элемент содержит корпусный участок и множество отдельных крепежных участков, выполненных с возможностью удержания имплантируемого вспомогательного элемента относительно корпуса кассеты, причем пусковой узел выполнен с возможностью взаимодействия с каждым крепежным участком во время процесса пуска, и при этом крепежные участки постепенно высвобождаются от корпуса кассеты во время продвижения пускового узла от проксимального конца к дистальному концу.Example 121. A staple cassette assembly for use with a surgical stapling instrument, wherein the staple cassette assembly is configured to receive a firing motion such that upon receiving a firing motion, the trigger assembly is movable through the staple cassette assembly from the proximal end to the distal end during the start-up process, and wherein the staple cassette assembly comprises a cassette body, a plurality of staples removably stored within the cassette body, and an implantable accessory. The implantable auxiliary element comprises a body portion and a plurality of separate fastening portions configured to hold the implantable auxiliary element relative to the cassette body, wherein the trigger assembly is configured to interact with each attachment portion during the starting process, and the fastening portions are gradually released from the cassette body during time of travel of the trigger assembly from the proximal end to the distal end.
Пример 122. Узел кассеты со скобами по примеру 121, в котором каждая скоба выполнена с возможностью отделения каждого крепежного участка от корпуса кассеты.Example 122 A staple cassette assembly of Example 121, wherein each staple is configured to separate each attachment portion from the cassette body.
Пример 123. Узел кассеты со скобами по примерам 121 или 122, в котором пусковой узел выполнен с возможностью подъема имплантируемого вспомогательного элемента из корпуса кассеты и высвобождения имплантируемого вспомогательного элемента от корпуса кассеты.Example 123. The staple cassette assembly of Examples 121 or 122, wherein the trigger assembly is configured to lift the implantable accessory from the cassette body and release the implantable accessory from the cassette body.
Пример 124. Узел кассеты со скобами по примерам 121, 122 или 123, дополнительно содержащий множество выталкивателей, причем корпус кассеты содержит поверхность платформы, при этом пусковой узел выполнен с возможностью подъема выталкивателей над поверхностью платформы.Example 124. A staple cassette assembly of Examples 121, 122, or 123, further comprising a plurality of ejectors, the cassette body comprising a platform surface, wherein the trigger assembly is configured to raise the ejectors above the platform surface.
Пример 125. Узел кассеты со скобами по примерам 121, 122, 123 или 124, в котором корпус кассеты содержит множество полостей для скоб, и причем крепежные участки проходят по меньшей мере частично в полости для скоб.Example 125 A staple cassette assembly of Examples 121, 122, 123, or 124, wherein the cassette body comprises a plurality of staple cavities, and wherein the fastening portions extend at least partially in the staple cavity.
Пример 126. Узел кассеты со скобами по примерам 121, 122, 123, 124 или 125, в котором имплантируемый вспомогательный элемент выполнен из цельного фрагмента материала.Example 126. The staple cassette assembly of Examples 121, 122, 123, 124, or 125, wherein the implantable accessory element is made of a single piece of material.
Пример 127. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125 или 126, в котором корпус кассеты содержит паз, причем крепежные участки расположены смежно с пазом, и при этом пусковой узел содержит высвобождающий участок, выполненный с возможностью взаимодействия с крепежными участками для высвобождения имплантируемого вспомогательного элемента из корпуса кассеты по мере продвижения пускового узла от проксимального конца к дистальному концу.Example 127. Assembly of a cassette with staples according to examples 121, 122, 123, 124, 125 or 126, in which the cassette body contains a groove, and the fastening sections are located adjacent to the groove, and wherein the launch assembly contains a release section configured to interact with securing sites for releasing the implantable accessory from the cassette body as the trigger assembly moves from the proximal end to the distal end.
Пример 128. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125, 126 или 127, в котором имплантируемый вспомогательный элемент содержит первый участок и второй участок, причем первый участок выполнен с возможностью отсоединения от второго участка, и при этом второй участок выполнен с возможностью удержания относительно корпуса кассеты с помощью скобы, которая не была размещена пусковым узлом.Example 128. The staple cassette assembly of Examples 121, 122, 123, 124, 125, 126, or 127, wherein the implantable accessory comprises a first portion and a second portion, the first portion being detachable from the second portion, and the second the section is made with the possibility of holding the cassette relative to the body by means of a bracket that was not placed by the launch unit.
Пример 129. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125, 126, 127 или 128, в котором имплантируемый вспомогательный элемент дополнительно содержит разрыв, и причем первый участок выполнен с возможностью отсоединения от второго участка в месте разрыва.Example 129. The staple cassette assembly of Examples 121, 122, 123, 124, 125, 126, 127, or 128, wherein the implantable accessory further comprises a rupture, and wherein the first portion is detachable from the second portion at the rupture site.
Пример 130. Узел кассеты со скобами по примеру 129, в котором разрыв содержит по меньшей мере одну перфорацию.Example 130. The staple cartridge assembly of Example 129, wherein the fracture comprises at least one perforation.
Пример 131. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125, 126, 127, 128, 129 или 130, в котором каждая скоба содержит пару ножек скоб, и причем каждая ножка скобы имеет зазубрину, внедренную в имплантируемый вспомогательный элемент.Example 131. The staple cassette assembly of Examples 121, 122, 123, 124, 125, 126, 127, 128, 129, or 130, wherein each staple comprises a pair of staple legs, and wherein each staple leg has a notch embedded in an implantable accessory element.
Пример 132. Узел кассеты со скобами по примеру 131, в котором зазубрины проходят наружу.Example 132 A staple cassette assembly of Example 131 in which the barbs extend outward.
Пример 133. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131 или 132, в котором корпус кассеты содержит множество полостей для скоб, и причем каждый крепежный участок проходит поверх полости для скоб.Example 133. A staple cassette assembly of Examples 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, or 132, wherein the cassette body comprises a plurality of staple cavities, and wherein each attachment portion extends over cavities for staples.
Пример 134. Узел кассеты со скобами по примерам 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132 или 133, в котором скобы взаимодействуют с крепежными участками и отсоединяют крепежные участки от корпуса кассеты, когда скобы выталкиваются из корпуса кассеты.Example 134. The staple cassette assembly of Examples 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132 or 133, in which the staples interact with the fastening sections and detach the fastening sections from the cassette body, when the staples are pushed out of the cassette body.
Пример 135. Узел кассеты со скобами, содержащий корпус кассеты, который содержит проксимальный конец, дистальный конец, платформу, множество полостей для скоб, сформированных в платформе, и продольный паз, сформированный в платформе и проходящий от проксимального конца к дистальному концу. Узел кассеты со скобами дополнительно содержит множество скоб, хранящихся с возможностью извлечения внутри полостей для скоб, пусковой элемент, выполненный с возможностью выталкивания скоб из полостей для скоб во время процесса пуска пускового элемента от проксимального конца к дистальному концу, и имплантируемый вспомогательный элемент. Имплантируемый вспомогательный элемент содержит корпусный участок и множество отдельных крепежных участков, выполненных с возможностью высвобождаемого удержания имплантируемого вспомогательного элемента относительно корпуса кассеты, причем пусковой элемент выполнен с возможностью постепенного высвобождения крепежных участков от корпуса кассеты во время процесса пуска.Example 135 A staple cassette assembly comprising a cassette body that includes a proximal end, a distal end, a platform, a plurality of staple cavities formed in the platform, and a longitudinal groove formed in the platform and extending from the proximal end to the distal end. The staple cassette assembly further comprises a plurality of staples removably stored within the staple cavities, a trigger configured to push the staples out of the staple cavities during the triggering process from the proximal end to the distal end, and an implantable accessory. The implantable auxiliary element comprises a body section and a plurality of separate fastening sections made with the possibility of releasably holding the implantable auxiliary element relative to the cassette body, the trigger element being adapted to gradually release the attachment sections from the cassette body during the starting process.
Пример 136. Узел кассеты со скобами по примеру 135, в котором пусковой элемент проходит поверх платформы и непосредственно взаимодействует с крепежными участками.Example 136. The staple cassette assembly of Example 135, wherein the firing element extends over the platform and interacts directly with the fastening portions.
Пример 137. Узел кассеты со скобами по примерам 135 или 136, в котором полости для скоб размещены продольными рядами, причем продольные ряды содержат внутренние продольные ряды, смежные с продольным пазом, и при этом крепежные участки расположены между продольным пазом и внутренними продольными рядами.Example 137. The staple cassette assembly of Examples 135 or 136, wherein the staple cavities are arranged in longitudinal rows, the longitudinal rows having inner longitudinal rows adjacent to the longitudinal groove, and wherein the fastening portions are located between the longitudinal groove and the inner longitudinal rows.
Пример 138. Узел кассеты со скобами по примеру 137, в котором пусковой элемент скользит вдоль платформы между продольным пазом и внутренними продольными рядами.Example 138. The staple cassette assembly of Example 137, wherein the trigger slides along the platform between the longitudinal slot and the inner longitudinal rows.
Пример 139. Способ сборки хирургического сшивающего узла для применения с хирургическим сшивающим инструментом, причем хирургический сшивающий узел содержит кассету для скоб, множество скоб и волокнистый вспомогательный элемент, расположенный по меньшей мере частично на кассете со скобами, при этом способ включает в себя этапы, на которых: заливают материал волокнистого вспомогательного элемента в форму, похожую на кассету со скобами, позволяют волокнистому материалу вспомогательного элемента охладиться, извлекают волокнистый материал вспомогательного элемента из формы и помещают волокнистый материал вспомогательного элемента на кассету со скобами, при этом волокнистый материал вспомогательного элемента сохраняет непрерывную волокнистую структуру после расположения на кассете со скобами.Example 139. A method of assembling a surgical stapling assembly for use with a surgical stapling instrument, the surgical stapling assembly comprising a staple cassette, a plurality of staples, and a fibrous accessory disposed at least partially on a staple cassette, the method including the steps of which: pour the fibrous auxiliary material into a shape similar to the staple cassette, allow the fibrous auxiliary material to cool, remove the fibrous auxiliary material from the mold, and place the fibrous auxiliary material on the staple cassette, while the fibrous auxiliary material maintains continuous fibrous structure after positioning on a cassette with staples.
Пример 140. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, скобы, хранящиеся с возможностью извлечения в корпусе кассеты, и имплантируемый вспомогательный элемент, расположенный поверх платформы. Имплантируемый вспомогательный элемент содержит первый наружный слой, выполненный из переплетенных волокон, второй наружный слой, выполненный из переплетенных волокон, и связывающий слой, расположенный между первым наружным слоем и вторым наружным слоем, причем связывающий слой выполнен из плавящегося материала, имеющего пороговую температуру плавления, и при этом вспомогательный элемент ранее подвергался воздействию температуры, превышающей пороговую температуру плавления, таким образом, что связывающий слой связывается с первым наружным слоем и вторым наружным слоем.Example 140. A staple cassette assembly comprising a cassette body that contains a platform, staples removably stored in the cassette body, and an implantable accessory located over the platform. The implantable auxiliary element comprises a first outer layer made of interlaced fibers, a second outer layer made of interlaced fibers, and a bonding layer located between the first outer layer and a second outer layer, the bonding layer being made of a meltable material having a threshold melting point, and wherein the auxiliary element has previously been exposed to a temperature above the threshold melting temperature, such that the bonding layer bonds to the first outer layer and the second outer layer.
Пример 141. Узел кассеты со скобами по примеру 140, в котором переплетенные волокна первого наружного слоя выполнены из первого материала, имеющего первую температуру плавления, которая выше пороговой температуры плавления, и причем переплетенные волокна первого наружного слоя не расплавлялись.Example 141 The staple cassette assembly of Example 140, wherein the interlaced fibers of the first outer layer are made of a first material having a first melting point that is higher than the threshold melting point and wherein the interlaced fibers of the first outer layer are not melted.
Пример 142. Узел кассеты со скобами по примеру 141, в котором переплетенные волокна второго наружного слоя выполнены из второго материала, имеющего вторую температуру плавления, которая отлична от первой температуры плавления и выше пороговой температуры плавления, и причем переплетенные волокна второго наружного слоя не расплавлялись.EXAMPLE 142 A staple cassette assembly of Example 141, wherein the interlaced fibers of the second outer layer are made of a second material having a second melting point that is different from the first melting point and above the threshold melting point, and wherein the interlaced fibers of the second outer layer are not melted.
Пример 143. Узел кассеты со скобами по примерам 140, 141 или 142, в котором связывающий слой содержит первый связывающий слой, и причем вспомогательный элемент дополнительно содержит разделительный слой, выполненный из материала, имеющего температуру плавления выше пороговой температуры плавления, и второй связывающий слой, выполненный из плавящегося материала, при этом первый связывающий слой расположен между первым наружным слоем и разделительным слоем, и при этом второй связывающий слой расположен между вторым наружным слоем и разделительным слоем.Example 143 A staple cassette assembly of Examples 140, 141, or 142, wherein the tie layer comprises a first tie layer, and wherein the auxiliary element further comprises a release layer made of a material having a melting point above the threshold melting point and a second tie layer, made of a meltable material, wherein the first bonding layer is located between the first outer layer and the release layer, and the second bonding layer is located between the second outer layer and the release layer.
Пример 144. Узел кассеты со скобами по примеру 143, в котором разделительный слой содержит множество сформированных в нем отверстий, выполненных с возможностью приема расплавленных участков первого связывающего слоя и второго связывающего слоя, когда вспомогательный элемент подвергают воздействию температуры, превышающей пороговую температуру плавления.Example 144 The staple cassette assembly of Example 143, wherein the release layer comprises a plurality of holes formed therein adapted to receive the melted portions of the first tie layer and the second tie layer when the accessory is exposed to temperatures above a threshold melting temperature.
Пример 145. Узел кассеты со скобами по примерам 143 или 144, в котором расплавленные участки первого связывающего слоя проникли в первый наружный слой, и причем расплавленные участки второго связывающего слоя проникли во второй наружный слой.Example 145. The staple cassette assembly of Examples 143 or 144, wherein the melted portions of the first tie layer have penetrated the first outer layer and the melted portions of the second tie layer have penetrated the second outer layer.
Пример 146. Узел кассеты со скобами по примерам 143, 144 или 145, в котором множество отверстий размещены с первой плотностью в первом участке разделительного слоя и со второй плотностью во втором участке разделительного слоя, и причем связывание между первым участком и связывающими слоями является более сильным, чем связывание между вторым участком и связывающими слоями.Example 146 A staple cassette assembly of Examples 143, 144, or 145, wherein a plurality of holes are positioned at a first density in a first portion of a spacer layer and a second density in a second portion of a spacer layer, and where the bonding between the first portion and the tie layers is stronger than the bonding between the second site and the bonding layers.
Пример 147. Узел кассеты со скобами по примерам 143, 144, 145 или 146, в котором разделительный слой имеет выпуклое плетение.Example 147. The staple cassette assembly of Examples 143, 144, 145, or 146, wherein the release layer has a convex weave.
Пример 148. Узел кассеты со скобами по примерам 140, 141, 142, 143, 144, 145, 146 или 147, в котором связывающий слой содержит пленку из PDS.Example 148. The staple cassette assembly of Examples 140, 141, 142, 143, 144, 145, 146, or 147, wherein the tie layer comprises a PDS film.
Пример 149. Узел кассеты со скобами по примерам 140, 141, 142, 143, 144, 145, 146, 147 или 148, в котором связывающий слой имеет сформированные в нем отверстия.Example 149 The staple cassette assembly of Examples 140, 141, 142, 143, 144, 145, 146, 147, or 148, wherein the bonding layer has holes formed therein.
Пример 150. Узел кассеты со скобами по примерам 140, 141, 142, 143, 144, 145, 146, 147, 148 или 149, в котором связывающий слой проник в первый наружный слой и второй наружный слой.Example 150 A staple cassette assembly of Examples 140, 141, 142, 143, 144, 145, 146, 147, 148 or 149, wherein the tie layer has penetrated the first outer layer and the second outer layer.
Пример 151. Узел кассеты со скобами по примерам 140, 141, 142, 143, 144, 145, 146, 147, 148, 149 или 150, в котором первый наружный слой и второй наружный слой включают в себя плавящиеся участки, которые выполнены из плавящегося материала, и причем плавящиеся участки первого наружного слоя и второго наружного слоя сливаются со связывающим слоем после того, как вспомогательный элемент подвергается воздействию температуры, превышающей пороговую температуру плавления.Example 151 The staple cassette assembly of Examples 140, 141, 142, 143, 144, 145, 146, 147, 148, 149, or 150, wherein the first outer layer and the second outer layer include melting regions that are made of melt material, and wherein the melting portions of the first outer layer and the second outer layer merge with the bonding layer after the auxiliary element is exposed to a temperature exceeding the threshold melting temperature.
Пример 152. Узел кассеты со скобами, содержащий корпус кассеты, который содержит платформу, скобы, хранящиеся с возможностью извлечения в корпусе кассеты, и узел имплантируемого слоя, расположенный поверх платформы. Имплантируемый слой содержит первый слой, второй слой и связывающий слой, расположенный между первым слоем и вторым слоем, причем связывающий слой выполнен из плавящегося материала, имеющего пороговую температуру плавления, и при этом узел имплантируемого слоя ранее подвергался воздействию температуры, по меньшей мере равной пороговой температуре плавления, таким образом, что связывающий слой связывается с по меньшей мере одним из первого слоя и второго слоя.Example 152. A staple cassette assembly comprising a cassette body that includes a platform, staples removably stored in the cassette body, and an implantable layer assembly located over the platform. The implantable layer contains a first layer, a second layer and a bonding layer located between the first layer and the second layer, and the bonding layer is made of a fusible material having a threshold melting point, and the implantable layer assembly has previously been exposed to a temperature at least equal to the threshold temperature melting, such that the bonding layer bonds to at least one of the first layer and the second layer.
Пример 153. Узел кассеты со скобами по примеру 152, в котором связывающий слой механически связан с первым слоем и вторым слоем.Example 153 The staple cassette assembly of Example 152 wherein the tie layer is mechanically bonded to the first layer and the second layer.
Пример 154. Узел кассеты со скобами по примерам 152 или 153, причем переплетенные волокна первого слоя выполнены из первого материала, имеющего первую температуру плавления, которая выше пороговой температуры плавления, и причем переплетенные волокна первого слоя не расплавлялись.Example 154 The staple cassette assembly of Examples 152 or 153, wherein the interlaced fibers of the first layer are made of a first material having a first melting point that is above the threshold melting point, and the interlaced fibers of the first layer are not melted.
Пример 155. Узел кассеты со скобами по примеру 154, в котором переплетенные волокна второго слоя выполнены из второго материала, имеющего вторую температуру плавления, которая отлична от первой температуры плавления и выше пороговой температуры плавления, и причем переплетенные волокна второго слоя не расплавлялись.Example 155. The staple cassette assembly of Example 154, wherein the interlaced fibers of the second layer are made of a second material having a second melting point that is different from the first melting point and above the threshold melting point, and wherein the interlaced fibers of the second layer did not melt.
Пример 156. Узел кассеты со скобами по примерам 152, 153, 154 или 155, в котором связывающий слой содержит первый связывающий слой, и причем узел имплантируемого слоя дополнительно содержит разделительный слой, выполненный из материала, имеющего температуру плавления выше пороговой температуры плавления, и второй связывающий слой, выполненный из плавящегося материала, при этом первый связывающий слой расположен между первым слоем и разделительным слоем, и при этом второй связывающий слой расположен между вторым слоем и разделительным слоем.Example 156 A staple cassette assembly of Examples 152, 153, 154, or 155, wherein the tie layer comprises a first tie layer, and wherein the implantable layer assembly further comprises a release layer made of a material having a melting point above the melting threshold and a second a bonding layer made of a meltable material, wherein the first bonding layer is located between the first layer and the release layer, and the second bonding layer is located between the second layer and the release layer.
Пример 157. Узел кассеты со скобами по примеру 156, в котором разделительный слой содержит множество сформированных в нем отверстий, выполненных с возможностью приема расплавленных участков первого связывающего слоя и второго связывающего слоя, когда вспомогательный элемент подвергают воздействию температуры, по меньшей мере равной пороговой температуре плавления.Example 157 A staple cassette assembly of Example 156, wherein the separating layer comprises a plurality of holes formed therein adapted to receive the molten portions of the first bonding layer and the second bonding layer when the accessory is exposed to a temperature at least equal to the threshold melting temperature ...
Пример 158. Узел кассеты со скобами по примеру 157, в котором множество отверстий размещены с первой плотностью в первом участке разделительного слоя и второй плотностью во втором участке разделительного слоя, и причем связывание между первым участком и связывающими слоями является более сильным, чем связывание между вторым участком и связывающими слоями.Example 158 A staple cassette assembly of Example 157, wherein a plurality of holes are placed at a first density in a first portion of a spacer layer and a second density in a second portion of a spacer layer, and wherein the bonding between the first portion and the bonding layers is stronger than the bonding between the second site and bonding layers.
Пример 159. Узел кассеты со скобами по примерам 156, 157 или 158, в котором расплавленные участки первого связывающего слоя проникли в первый слой, и причем расплавленные участки второго связывающего слоя проникли во второй слой.Example 159 The staple cassette assembly of Examples 156, 157, or 158, wherein the melted portions of the first tie layer have penetrated the first layer and the melted portions of the second tie layer have penetrated the second layer.
Пример 160. Способ изготовления узла кассеты со скобами, включающий в себя этапы, на которых: получают первый слой, второй слой и связывающий слой, располагают связывающий слой между первым слоем и вторым слоем, нагревают связывающий слой до температуры, которая по меньшей мере частично расплавляет связывающий слой, получают корпус кассеты, располагают скобы в корпусе кассеты и прикрепляют первый слой, второй слой и связывающий слой к корпусу кассеты.Example 160. A method of manufacturing a staple cartridge assembly, including the steps of: obtaining a first layer, a second layer and a bonding layer, placing a bonding layer between the first layer and a second layer, heating the bonding layer to a temperature that at least partially melts a bonding layer, a cassette body is obtained, the staples are placed in the cassette body, and the first layer, the second layer and the bonding layer are attached to the cassette body.
Пример 161. Способ по примеру 160, в котором этап нагревания не расплавляет первый слой и второй слой.Example 161. The method of Example 160, wherein the heating step does not melt the first layer and the second layer.
Пример 162. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами содержит кассету со скобами, содержащую корпус кассеты, платформу кассеты и множество скоб, выполненных с возможностью размещения из корпуса кассеты через платформу кассеты. Узел кассеты со скобами дополнительно содержит сжимаемый вспомогательный элемент, выполненный с возможностью установки относительно платформы кассеты, причем сжимаемый вспомогательный элемент содержит множество неизмененных волокон, содержащих первое волокно, включающее в себя участок первого волокна, и второе волокно, включающее в себя участок второго волокна, проходящий поверх участка первого волокна. Сжимаемый вспомогательный элемент дополнительно содержит множество измененных волокон, которые расплавляют и повторно отверждают, и узел, содержащий участок первого волокна, участок второго волокна и по меньшей мере часть множества измененных волокон, причем по меньшей мере часть множества измененных волокон скрепляет участок первого волокна и участок второго волокна.Example 162 A staple cassette assembly for use with a surgical stapling instrument, wherein the staple cassette assembly comprises a staple cassette comprising a cassette body, a cassette platform, and a plurality of staples configured to be received from the cassette body through the cassette platform. The staple cassette assembly further comprises a compressible auxiliary element configured to be mounted relative to the cassette platform, the compressible auxiliary element comprising a plurality of unmodified fibers comprising a first fiber including a first fiber portion and a second fiber including a second fiber portion extending over a section of the first fiber. The compressible accessory further comprises a plurality of altered fibers that are melted and re-cured, and an assembly comprising a first fiber portion, a second fiber portion, and at least a portion of the plurality of altered fibers, at least a portion of the plurality of altered fibers fastening the first fiber portion and the second fiber portion fibers.
Пример 163. Узел кассеты со скобами по примеру 162, в котором первое волокно и второе волокно выполнены из первого биосовместимого материала, имеющего первую температуру плавления.Example 163. The staple cassette assembly of Example 162, wherein the first fiber and the second fiber are made of a first biocompatible material having a first melting point.
Пример 164. Узел кассеты со скобами по примеру 163, в котором множество измененных волокон содержит второй биосовместимый материал, имеющий вторую температуру плавления, которая ниже первой температуры плавления.Example 164 The staple cassette assembly of Example 163, wherein the plurality of altered fibers comprise a second biocompatible material having a second melting point that is below the first melting point.
Пример 165. Узел кассеты со скобами по примеру 164, в котором первое волокно по меньшей мере частично покрыто вторым биосовместимым материалом.Example 165. The staple cassette assembly of Example 164 wherein a first fiber is at least partially coated with a second biocompatible material.
Пример 166. Узел кассеты со скобами по примерам 162, 163, 164 или 165, в котором множество неизмененных волокон дополнительно содержит третье волокно, включающее в себя участок третьего волокна, проходящий поверх участка первого волокна.Example 166 The staple cassette assembly of Examples 162, 163, 164, or 165, wherein the plurality of unmodified fibers further comprises a third fiber including a third fiber portion extending over the first fiber portion.
Пример 167. Узел кассеты со скобами по примерам 162, 163, 164, 165 или 166, в котором узел высвобождаемо прикрепляет сжимаемый вспомогательный элемент к платформе кассеты.Example 167 A staple cassette assembly of Examples 162, 163, 164, 165, or 166, wherein the assembly releasably attaches a collapsible accessory to the cassette platform.
Пример 168. Узел кассеты со скобами по примерам 162, 163, 164, 165, 166 или 167, дополнительно содержащий множество узлов, формирующих крепежные зоны.Example 168. The staple cassette assembly of Examples 162, 163, 164, 165, 166, or 167, further comprising a plurality of assemblies forming anchorage zones.
Пример 169. Узел кассеты со скобами по примеру 168, дополнительно содержащий неприкрепленные зоны между крепежными зонами.Example 169 The staple cassette assembly of Example 168, further comprising unattached areas between anchor areas.
Пример 170. Узел кассеты со скобами по примеру 169, в котором крепежные зоны имеют более высокую плотность, чем неприкрепленные зоны.Example 170 The staple cassette assembly of Example 169, wherein the fastening zones have a higher density than the unattached zones.
Пример 171. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами содержит кассету со скобами, содержащую корпус кассеты, платформу кассеты и множество скоб, выполненных с возможностью размещения из корпуса кассеты через платформу кассеты. Узел кассеты со скобами дополнительно содержит сжимаемый вспомогательный элемент, выполненный с возможностью установки относительно платформы кассеты, причем сжимаемый вспомогательный элемент содержит множество неизмененных волокон, содержащих первое волокно, включающее в себя участок первого волокна, и второе волокно, включающее в себя участок второго волокна, проходящий поверх участка первого волокна. Сжимаемый вспомогательный элемент дополнительно содержит множество измененных волокон, расплавленных и повторно отвержденных с формированием связывающей среды, и узел, содержащий участок первого волокна, участок второго волокна и по меньшей мере часть связывающей среды, по меньшей мере частично окружающей участок первого волокна и участок второго волокна.Example 171. A staple cassette assembly for use with a surgical stapling instrument, the staple cassette assembly comprising a staple cassette comprising a cassette body, a cassette platform, and a plurality of staples configured to be received from the cassette body through the cassette platform. The staple cassette assembly further comprises a compressible auxiliary element configured to be mounted relative to the cassette platform, the compressible auxiliary element comprising a plurality of unmodified fibers comprising a first fiber including a first fiber portion and a second fiber including a second fiber portion extending over a section of the first fiber. The compressible accessory further comprises a plurality of altered fibers, melted and re-cured to form a bonding medium, and an assembly comprising a first fiber portion, a second fiber portion, and at least a portion of a bonding medium at least partially surrounding the first fiber portion and a second fiber portion.
Пример 172. Узел кассеты со скобами по примеру 171, в котором первое волокно и второе волокно выполнены из первого биосовместимого материала, имеющего первую температуру плавления.Example 172 The staple cassette assembly of Example 171, wherein the first fiber and the second fiber are made of a first biocompatible material having a first melting point.
Пример 173. Узел кассеты со скобами по примеру 172, в котором множество измененных волокон содержит второй биосовместимый материал, имеющий вторую температуру плавления, которая ниже первой температуры плавления.Example 173 The staple cassette assembly of Example 172, wherein the plurality of modified fibers comprise a second biocompatible material having a second melting point that is below the first melting point.
Пример 174. Узел кассеты со скобами по примеру 173, в котором первое волокно по меньшей мере частично покрыто вторым биосовместимым материалом.Example 174 The staple cassette assembly of Example 173 wherein a first fiber is at least partially coated with a second biocompatible material.
Пример 175. Узел кассеты со скобами по примерам 171, 172, 173 или 174, в котором множество неизмененных волокон дополнительно содержит третье волокно, включающее в себя участок третьего волокна, проходящий поверх участка первого волокна.Example 175 A staple cassette assembly of Examples 171, 172, 173, or 174, wherein the plurality of unaltered fibers further comprises a third fiber including a third fiber portion extending over the first fiber portion.
Пример 176. Узел кассеты со скобами по примерам 171, 172, 173, 174 или 175, в котором узел высвобождаемо прикрепляет сжимаемый вспомогательный элемент к платформе кассеты.Example 176 A staple cassette assembly of Examples 171, 172, 173, 174, or 175, wherein the assembly releasably attaches a compressible accessory to the cassette platform.
Пример 177. Узел кассеты со скобами по примерам 171, 172, 173, 174, 175 или 176, дополнительно содержащий множество узлов, формирующих крепежные зоны.Example 177. The staple cassette assembly of Examples 171, 172, 173, 174, 175, or 176, further comprising a plurality of assemblies forming anchorage zones.
Пример 178. Узел кассеты со скобами по примеру 177, дополнительно содержащий некрепежные зоны между крепежными зонами.Example 178 The staple cassette assembly of Example 177, further comprising non-retention areas between retention areas.
Пример 179. Узел кассеты со скобами по примеру 178, в котором крепежные зоны имеют более высокую плотность, чем некрепежные зоны.Example 179 The staple cassette assembly of Example 178 wherein the fastening zones have a higher density than the non-fastening zones.
Пример 180. Узел кассеты со скобами для применения с хирургическим сшивающим инструментом, причем узел кассеты со скобами содержит кассету со скобами, содержащую корпус кассеты, платформу кассеты и множество скоб, выполненных с возможностью размещения из корпуса кассеты через платформу кассеты. Узел кассеты со скобами дополнительно содержит сжимаемый вспомогательный элемент, выполненный с возможностью установки относительно платформы кассеты, причем сжимаемый вспомогательный элемент содержит множество волокон, содержащих первое волокно, включающее в себя участок первого волокна, и второе волокно, включающее в себя участок второго волокна, расположенный на расстоянии от участка первого волокна. Сжимаемый вспомогательный элемент дополнительно содержит связывающее волокно, расплавленное и повторно отвержденное, причем связывающее волокно содержит участок связывающего волокна, проходящий между участком первого волокна и участком второго волокна, при этом участок связывающего волокна прикреплен к участку первого волокна, и при этом участок связывающего волокна прикреплен к участку второго волокна.Example 180. A staple cassette assembly for use with a surgical stapling instrument, the staple cassette assembly comprising a staple cassette comprising a cassette body, a cassette platform, and a plurality of staples configured to be received from the cassette body through the cassette platform. The staple cassette assembly further comprises a compressible auxiliary element configured to be mounted relative to the cassette platform, wherein the compressible auxiliary element comprises a plurality of fibers comprising a first fiber including a first fiber section and a second fiber including a second fiber section located on distance from the first fiber section. The compressible accessory further comprises a binder fiber, melted and re-cured, the binder fiber comprising a binder fiber portion extending between the first fiber portion and the second fiber portion, the binder fiber portion being attached to the first fiber portion, and the binder fiber portion being attached to section of the second fiber.
Пример 181. Узел кассеты со скобами по примеру 180, причем первое волокно и второе волокно выполнены из первого биосовместимого материала, имеющего первую температуру плавления, и причем связывающее волокно содержит второй биосовместимый материал, имеющий вторую температуру плавления, которая ниже первой температуры плавления.Example 181. The staple cassette assembly of Example 180, wherein the first fiber and the second fiber are made of a first biocompatible material having a first melting point, and the binder fiber comprising a second biocompatible material having a second melting point below the first melting point.
Описаны различные варианты осуществления, включающие в себя вспомогательные элементы, прикрепленные к кассете со скобами и/или расположенные на ней. Следует понимать, что такие идеи применимы к вариантам осуществления, в которых вспомогательный элемент прикреплен и/или расположен на упоре хирургического инструмента. Фактически предусмотрены варианты осуществления, в которых первый вспомогательный элемент прикреплен и/или расположен на кассете, а второй вспомогательный элемент прикреплен и/или расположен на упоре.Various embodiments have been described including accessory elements attached to and / or disposed on the staple cassette. It should be understood that such ideas apply to embodiments in which the accessory is attached and / or positioned against the abutment of the surgical instrument. In fact, embodiments are contemplated in which the first accessory is attached and / or located on the cassette and the second accessory is attached and / or located on the abutment.
Сжимаемые вспомогательные элементы настоящего описания могут быть расположены относительно платформы кассеты со скобами, такой как, например, платформа 16 кассеты 12 со скобами. В по меньшей мере одном случае сжимаемый вспомогательный элемент может быть расположен относительно платформы кассеты со скобами до загрузки кассеты со скобами на хирургический инструмент, такой как, например, хирургический сшивающий и рассекающий инструмент 8010 (ФИГ. 1). Альтернативно сжимаемый вспомогательный элемент может быть расположен относительно платформы кассеты со скобами после загрузки кассеты со скобами в хирургический сшивающий и рассекающий инструмент. Для установки сжимаемого вспомогательного элемента на платформу кассеты со скобами можно использовать загрузочный блок. Загрузочный блок может содержать различные крепежные элементы и/или элементы размещения для манипуляций и расположения сжимаемого вспомогательного элемента относительно платформы кассеты. После того как сжимаемый вспомогательный элемент был правильно расположен относительно платформы кассеты, загрузочный блок может высвобождать сжимаемый вспомогательный элемент.Collapsible ancillaries of the present disclosure may be positioned relative to a staple cassette platform such as, for example, a
В дополнение к указанному выше сжимаемый вспомогательный элемент может быть расположен относительно платформы кассеты без прикрепления к кассете со скобами. Альтернативно сжимаемый вспомогательный элемент может быть прикреплен к кассете со скобами до или после того, как кассета со скобами была загружена в хирургический сшивающий и рассекающий инструмент. Например, сжимаемый вспомогательный элемент можно частично расплавить на платформе кассеты, а затем подвергнуть повторному отверждению путем охлаждения, что приводит к тому, что сжимаемый вспомогательный элемент связывается с корпусом кассеты. Также можно использовать различные крепежные элементы для прикрепления сжимаемого вспомогательного элемента к кассете со скобами, такие как, например, шовные нити, полосы, зазубрины и/или механические крепежные средства.In addition to the above, the collapsible accessory may be positioned relative to the cassette platform without being attached to the staple cassette. Alternatively, the squeezable accessory may be attached to the staple cassette before or after the staple cassette has been loaded into the surgical stapling and dissecting instrument. For example, the compressible accessory can be partially melted on the cassette platform and then re-cured by cooling, which causes the compressible accessory to bond to the cassette body. It is also possible to use various fasteners to secure the compressible accessory to the staple cassette, such as, for example, sutures, strips, barbs and / or mechanical fasteners.
Полные описания следующих документов:Full descriptions of the following documents:
патента США № 5,403,312, озаглавленного ELECTROSURGICAL HEMOSTATIC DEVICE, выданного 4 апреля 1995 г.;US Patent No. 5,403,312, entitled ELECTROSURGICAL HEMOSTATIC DEVICE, issued April 4, 1995;
патента США № 7,000,818, озаглавленного SURGICAL STAPLING INSTRUMENT HAVING SEPARATE DISTINCT CLOSING AND FIRING SYSTEMS, выданного 21 февраля 2006 г.;U.S. Patent No. 7,000,818 entitled SURGICAL STAPLING INSTRUMENT HAVING SEPARATE DISTINCT CLOSING AND FIRING SYSTEMS, issued February 21, 2006;
патента США № 7,422,139, озаглавленного MOTOR-DRIVEN SURGICAL CUTTING AND FASTENING INSTRUMENT WITH TACTILE POSITION FEEDBACK, выданного 9 сентября 2008 г.;U.S. Patent No. 7,422,139 entitled MOTOR-DRIVEN SURGICAL CUTTING AND FASTENING INSTRUMENT WITH TACTILE POSITION FEEDBACK, issued September 9, 2008;
патента США № 7,464,849, озаглавленного ELECTRO-MECHANICAL SURGICAL INSTRUMENT WITH CLOSURE SYSTEM AND ANVIL ALIGNMENT COMPONENTS, выданного 16 декабря 2008 г.;US Patent No. 7,464,849 entitled ELECTRO-MECHANICAL SURGICAL INSTRUMENT WITH CLOSURE SYSTEM AND ANVIL ALIGNMENT COMPONENTS, issued December 16, 2008;
патента США № 7,670,334, озаглавленного SURGICAL INSTRUMENT HAVING AN ARTICULATING END EFFECTOR, выданного 2 марта 2010 г.;U.S. Patent No. 7,670,334 entitled SURGICAL INSTRUMENT HAVING AN ARTICULATING END EFFECTOR, issued March 2, 2010;
патента США № 7,753,245, озаглавленного SURGICAL STAPLING INSTRUMENTS, выданного 13 июля 2010 г.;US Patent No. 7,753,245, entitled SURGICAL STAPLING INSTRUMENTS, issued July 13, 2010;
патента США № 8,393,514, озаглавленного SELECTIVELY ORIENTABLE IMPLANTABLE FASTENER CARTRIDGE, выданного 12 марта 2013 г.;US Patent No. 8,393,514 entitled SELECTIVELY ORIENTABLE IMPLANTABLE FASTENER CARTRIDGE, issued March 12, 2013;
заявки на патент США № 11/343,803, озаглавленной SURGICAL INSTRUMENT HAVING RECORDING CAPABILITIES; в настоящее время - патент США № 7,845,537;U.S. Patent Application No. 11 / 343,803 entitled SURGICAL INSTRUMENT HAVING RECORDING CAPABILITIES; currently US Pat. No. 7,845,537;
заявки на патент США № 12/031,573, озаглавленной SURGICAL CUTTING AND FASTENING INSTRUMENT HAVING RF ELECTRODES, поданной 14 февраля 2008 г.;U.S. Patent Application No. 12 / 031,573, entitled SURGICAL CUTTING AND FASTENING INSTRUMENT HAVING RF ELECTRODES, filed February 14, 2008;
заявки на патент США № 12/031,873, озаглавленной END EFFECTORS FOR A SURGICAL CUTTING AND STAPLING INSTRUMENT, поданной 15 февраля 2008 г., в настоящее время - патент США № 7,980,443;US Patent Application No. 12 / 031,873, entitled END EFFECTORS FOR A SURGICAL CUTTING AND STAPLING INSTRUMENT, filed Feb. 15, 2008, now US Patent No. 7,980,443;
заявки на патент США № 12/235,782, озаглавленной MOTOR-DRIVEN SURGICAL CUTTING INSTRUMENT, в настоящее время - патент США № 8,210,411;US Patent Application No. 12 / 235,782 entitled MOTOR-DRIVEN SURGICAL CUTTING INSTRUMENT, currently US Patent No. 8,210,411;
заявки на патент США № 12/249,117, озаглавленной POWERED SURGICAL CUTTING AND STAPLING APPARATUS WITH MANUALLY RETRACTABLE FIRING SYSTEM, в настоящее время - патент США № 8,608,045;US Patent Application No. 12 / 249,117, entitled POWERED SURGICAL CUTTING AND STAPLING APPARATUS WITH MANUALLY RETRACTABLE FIRING SYSTEM, currently US Patent No. 8,608,045;
заявки на патент США № 12/647,100, озаглавленной MOTOR-DRIVEN SURGICAL CUTTING INSTRUMENT WITH ELECTRIC ACTUATOR DIRECTIONAL CONTROL ASSEMBLY, поданной 24 декабря 2009 г.; в настоящее время - патент США № 8,220,688;US Patent Application No. 12 / 647,100, entitled MOTOR-DRIVEN SURGICAL CUTTING INSTRUMENT WITH ELECTRIC ACTUATOR DIRECTIONAL CONTROL ASSEMBLY, filed December 24, 2009; currently US Pat. No. 8,220,688;
заявки на патент США № 12/893,461, озаглавленной STAPLE CARTRIDGE, поданной 29 сентября 2012 г., в настоящее время - патент США № 8,733,613;US Patent Application No. 12 / 893,461, entitled STAPLE CARTRIDGE, filed September 29, 2012; now US Patent No. 8,733,613;
заявки на патент США № 13/036,647, озаглавленной SURGICAL STAPLING INSTRUMENT, поданной 28 февраля 2011 г., в настоящее время - патент США № 8,561,870;US Patent Application No. 13 / 036,647, entitled SURGICAL STAPLING INSTRUMENT, filed Feb. 28, 2011, now US Patent No. 8,561,870;
заявки на патент США № 13/118,241, озаглавленной SURGICAL STAPLING INSTRUMENTS WITH ROTATABLE STAPLE DEPLOYMENT ARRANGEMENTS, в настоящее время - патент США № 9,072,535;U.S. Patent Application No. 13 / 118,241, entitled SURGICAL STAPLING INSTRUMENTS WITH ROTATABLE STAPLE DEPLOYMENT ARRANGEMENTS, currently U.S. Patent No. 9,072,535;
заявки на патент США № 13/524,049, озаглавленной ARTICULATABLE SURGICAL INSTRUMENT COMPRISING A FIRING DRIVE, поданной 15 июня 2012 г., в настоящее время - патент США № 9,101,358;US Patent Application No. 13 / 524,049 entitled ARTICULATABLE SURGICAL INSTRUMENT COMPRISING A FIRING DRIVE, filed June 15, 2012, currently US Patent No. 9,101,358;
заявки на патент США № 13/800,025, озаглавленной STAPLE CARTRIDGE TISSUE THICKNESS SENSOR SYSTEM, поданной 13 марта 2013 г., в настоящее время - публикация заявки на патент США № 2014/0263551;US Patent Application No. 13 / 800,025, entitled STAPLE CARTRIDGE TISSUE THICKNESS SENSOR SYSTEM, filed March 13, 2013, currently US Patent Application Publication No. 2014/0263551;
заявки на патент США № 13/800,067, озаглавленной STAPLE CARTRIDGE TISSUE THICKNESS SENSOR SYSTEM, поданной 13 марта 2013 г., в настоящее время - публикация заявки на патент США № 2014/0263552;US Patent Application No. 13 / 800,067, entitled STAPLE CARTRIDGE TISSUE THICKNESS SENSOR SYSTEM, filed March 13, 2013; now US Patent Application Publication No. 2014/0263552;
публикации заявки на патент США № 2007/0175955, озаглавленной SURGICAL CUTTING AND FASTENING INSTRUMENT WITH CLOSURE TRIGGER LOCKING MECHANISM, поданной 31 января 2006 г.; иUS Patent Application Publication No. 2007/0175955, entitled SURGICAL CUTTING AND FASTENING INSTRUMENT WITH CLOSURE TRIGGER LOCKING MECHANISM, filed January 31, 2006; and
публикации заявки на патент США № 2010/0264194, озаглавленной SURGICAL STAPLING INSTRUMENT WITH AN ARTICULATABLE END EFFECTOR, поданной 22 апреля 2010 г., в настоящее время - патент США № 8,308,040, включены в настоящий документ путем ссылки.US Patent Application Publication No. 2010/0264194 entitled SURGICAL STAPLING INSTRUMENT WITH AN ARTICULATABLE END EFFECTOR, filed April 22, 2010, now US Patent No. 8,308,040, are incorporated herein by reference.
Хотя в настоящем документе описаны различные варианты осуществления устройств в связи с определенными описанными вариантами осуществления, в отношении этих вариантов осуществления могут быть реализованы различные модификации и изменения. Кроме того, в случае определенных компонентов, для которых представлено описание материалов, можно применять другие материалы. Более того, в соответствии с различными вариантами осуществления один компонент может быть заменен множеством компонентов, а множество компонентов может быть заменено одним компонентом для выполнения заданной функции или функций. Предполагается, что представленное выше описание и приложенная формула изобретения охватывают все такие изменения и дополнения.Although various embodiments of devices have been described herein in connection with certain described embodiments, various modifications and variations may be made to these embodiments. In addition, other materials can be used for certain components for which a material description is provided. Moreover, in accordance with various embodiments, one component can be replaced by multiple components, and multiple components can be replaced by one component to perform a given function or functions. The above description and the appended claims are intended to embrace all such changes and additions.
Устройства, описанные в настоящем документе, могут быть выполнены с возможностью утилизации после однократного применения или они могут быть выполнены с возможностью многократного применения. Однако в любом случае устройство можно восстановить для повторного применения после по меньшей мере одного применения. Восстановление может включать в себя любую комбинацию этапов разборки устройства, последующей очистки или замены конкретных частей и последующей повторной сборки. В частности, устройство можно разобрать, а любое число конкретных деталей или частей устройства можно избирательно заменить или удалить в любой комбинации. После очистки и/или замены конкретных частей устройство можно снова собрать для последующего применения либо в мастерской по восстановлению, либо силами хирургической бригады непосредственно перед хирургическим вмешательством. Специалистам в данной области будет очевидно, что для восстановления устройства можно использовать разнообразные методики разборки, очистки/замены и повторной сборки. Применение таких методик, а также полученное восстановленное устройство входят в объем настоящей заявки.The devices described in this document may be designed to be recycled after a single use, or they may be designed to be reusable. However, in any case, the device can be restored for reuse after at least one use. Refurbishment can include any combination of the steps of disassembling the device, then cleaning or replacing specific parts and then reassembling. In particular, the device can be disassembled, and any number of specific parts or parts of the device can be selectively replaced or removed in any combination. After cleaning and / or replacing specific parts, the device can be reassembled for later use, either in a refurbishment shop or by the surgical team just prior to surgery. It will be apparent to those skilled in the art that a variety of disassembly, cleaning / replacement and reassembly techniques can be used to rebuild the device. The use of such techniques, as well as the resulting reconditioned device, are within the scope of this application.
Только в качестве примера описанные в настоящем документе аспекты могут быть реализованы до операции. Во-первых, новый или использованный инструмент может быть получен и при необходимости обработан. Впоследствии инструмент можно стерилизовать. Согласно одной методике стерилизации инструмент помещают в закрытый и герметичный контейнер, такой как пластиковый пакет или пакет из материала Тайвек (TYVEK). Впоследствии контейнер с инструментом можно поместить в поле действия излучения, способного проникнуть в контейнер, такого как гамма-излучение, рентгеновское излучение или пучок быстрых электронов. Излучение может убить бактерии на поверхности инструмента и в контейнере. Впоследствии стерилизованный инструмент можно хранить в стерильном контейнере. Герметичный контейнер может сохранять инструмент стерильным, пока не возникнет необходимость его использования в медицинском учреждении. Устройство также можно стерилизовать с применением любой другой методики, известной в данной области, включая, без ограничений, бета- или гамма-излучение, этиленоксид, плазму пероксида или пар.By way of example only, the aspects described herein may be implemented prior to surgery. First, a new or used instrument can be obtained and repaired if necessary. Subsequently, the instrument can be sterilized. In one sterilization technique, the instrument is placed in a closed and sealed container, such as a plastic bag or a Tyvek bag. Subsequently, the container with the instrument can be placed in the field of radiation that can penetrate the container, such as gamma radiation, X-rays or a beam of fast electrons. Radiation can kill bacteria on the surface of the instrument and in the container. Subsequently, the sterilized instrument can be stored in a sterile container. The sealed container can keep the instrument sterile until a medical facility requires it. The device can also be sterilized using any other technique known in the art, including, without limitation, beta or gamma radiation, ethylene oxide, plasma peroxide, or steam.
Хотя настоящее изобретение описано как имеющее примеры конфигураций, настоящее изобретение можно дополнительно модифицировать в пределах сущности и объема описания. Следовательно, предполагается, что настоящая заявка охватывает все возможные вариации, способы применения или адаптации изобретения с применением его общих принципов.Although the present invention has been described as having exemplary configurations, the present invention may be further modified within the spirit and scope of the description. Therefore, it is assumed that the present application covers all possible variations, methods of application or adaptation of the invention by applying its general principles.
Любой патент, публикация или другая информация, которые полностью или частично включены в настоящий документ путем ссылки, являются составной частью данного документа в той степени, в которой они не противоречат определениям, положениям или другой информации, представленной в настоящем документе. Таким образом, описание, в прямой форме изложенное в настоящем документе, в той мере, в которой это необходимо, превалирует над любым противоречащим материалом, включенным в настоящий документ путем ссылки. Любой материал или его часть, указанные как включенные в настоящий документ путем ссылки, но противоречащие существующим определениям, положениям или другим материалам описания, изложенным в настоящем документе, будут включены только в той мере, в которой между включенным материалом и существующим материалом описания не возникает противоречий.Any patent, publication or other information that is incorporated in whole or in part into this document by reference is an integral part of this document to the extent that it does not contradict the definitions, provisions or other information presented in this document. Thus, the description expressly set forth herein, to the extent necessary, prevails over any conflicting material incorporated herein by reference. Any material or part thereof indicated as incorporated herein by reference, but contrary to existing definitions, provisions, or other disclosure materials set forth herein, will be included only to the extent that no conflict arises between the included material and existing disclosure material. ...
Claims (28)
Translated fromRussianApplications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/871,176 | 2015-09-30 | ||
| US14/871,176US10603039B2 (en) | 2015-09-30 | 2015-09-30 | Progressively releasable implantable adjunct for use with a surgical stapling instrument |
| PCT/US2016/052773WO2017058593A1 (en) | 2015-09-30 | 2016-09-21 | Progressively releasable implantable adjunct for use with a surgical stapling instrument |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2734868C1true RU2734868C1 (en) | 2020-10-23 |
Family
ID=72949079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2018115706ARU2734868C1 (en) | 2015-09-30 | 2016-09-21 | Gradually released implanted auxiliary element for use with a surgical suturing instrument |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2734868C1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2167617C1 (en)* | 1999-09-16 | 2001-05-27 | Черноусов Александр Федорович | Surgical suturing device |
| US20120241496A1 (en)* | 2010-09-30 | 2012-09-27 | Ethicon Endo-Surgery, Inc. | Tissue thickness compensator comprising a plurality of capsules |
| EP2764827A2 (en)* | 2013-02-08 | 2014-08-13 | Ethicon Endo-Surgery, Inc. | Multiple thickness implantable layers for surgical stapling devices |
| EP2764833A2 (en)* | 2013-02-08 | 2014-08-13 | Ethicon Endo-Surgery, Inc. | Adhesive film laminate |
- 2016
- 2016-09-21RURU2018115706Apatent/RU2734868C1/enactive
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2167617C1 (en)* | 1999-09-16 | 2001-05-27 | Черноусов Александр Федорович | Surgical suturing device |
| US20120241496A1 (en)* | 2010-09-30 | 2012-09-27 | Ethicon Endo-Surgery, Inc. | Tissue thickness compensator comprising a plurality of capsules |
| EP2764827A2 (en)* | 2013-02-08 | 2014-08-13 | Ethicon Endo-Surgery, Inc. | Multiple thickness implantable layers for surgical stapling devices |
| EP2764833A2 (en)* | 2013-02-08 | 2014-08-13 | Ethicon Endo-Surgery, Inc. | Adhesive film laminate |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12137912B2 (en) | Compressible adjunct with attachment regions | |
| JP6862434B2 (en) | Implantable appendages with glued layers | |
| US20180273597A1 (en) | Compositions and methods relating to the treatment of diseases | |
| JP2018531072A6 (en) | Gradual releasable implantable appendage for use with surgical stapling instruments | |
| JP2018531070A6 (en) | Tubular absorbent structure | |
| JP2018531073A6 (en) | Method for applying an implantable layer to a fastener cartridge | |
| RU2734868C1 (en) | Gradually released implanted auxiliary element for use with a surgical suturing instrument | |
| US20230380835A1 (en) | Implantable adjunct with density gradients |