RU2408345C2 - Mat drum - Google Patents
Mat drumDownload PDFInfo
- Publication number
- RU2408345C2 RU2408345C2RU2009105882/14ARU2009105882ARU2408345C2RU 2408345 C2RU2408345 C2RU 2408345C2RU 2009105882/14 ARU2009105882/14 ARU 2009105882/14ARU 2009105882 ARU2009105882 ARU 2009105882ARU 2408345 C2RU2408345 C2RU 2408345C2
- Authority
- RU
- Russia
- Prior art keywords
- mat
- drum
- forming
- drums
- core
- Prior art date
Links
- 0C*(*)C1(CC(C)(*)CC(C)C(C)CC[C@@](CC2(C)C)*(C)S)C2=CCCC1Chemical compoundC*(*)C1(CC(C)(*)CC(C)C(C)CC[C@@](CC2(C)C)*(C)S)C2=CCCC10.000description1
Images


Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Description
Translated fromRussianОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕFIELD OF THE INVENTION
Настоящее изобретение относится к барабану для образования мата для формирования образуемых посредством пневмоукладки поглощающих сердцевин для гигиенических поглощающих изделий, таких как подгузники, гигиенические прокладки, защитные приспособления, используемые при недержании, и тому подобное, при этом указанный барабан содержит ряд форм вдоль его периферийной поверхности, причем каждая форма содержит выступающие вверх стенки и днище. Изобретение также относится к способу изготовления поглощающих изделий, ставшему возможным посредством использования подобных барабанов для образования матов.The present invention relates to a drum for forming a mat for forming absorbent cores formed by pneumatic laying for sanitary absorbent articles, such as diapers, sanitary napkins, incontinence protectors, and the like, wherein said drum contains a number of shapes along its peripheral surface, each form containing upwardly protruding walls and a bottom. The invention also relates to a method for manufacturing absorbent articles made possible by using such drums to form mats.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯBACKGROUND OF THE INVENTION
Барабаны для образования матов представляют собой компоненты, которые часто имеются в линиях для изготовления одноразовых гигиенических поглощающих изделий, таких как подгузники, гигиенические прокладки, защитные приспособления, используемые при недержании, и тому подобное. Иногда подобные изделия изготавливают сравнительно малыми партиями. Данные партии могут состоять из изделий разных типов или из одного и того же изделия с разными размерами. Когда разные партии должны быть изготовлены друг за другом на одной и той же технологической линии, что часто имеет место, это предусматривает замену форм на барабане для образования мата. Формы могут состоять, например, из формующих плит, изготовленных из твердой нержавеющей стали, и замена всех данных плит на другие формующие плиты является трудоемкой, что представляет собой проблему, особенно в том случае, если должен быть изготовлен ряд небольших партий. Следовательно, существует потребность в конструкции формы, которую легко устанавливать и снимать для сокращения времени простоя для барабана для образования мата и, следовательно, для всей технологической линии. Само собой разумеется, важно сократить время простоя также в том случае, когда должны быть изготовлены разные большие партии.The drums for forming mats are components that are often found in production lines for disposable hygiene absorbent articles such as diapers, sanitary napkins, incontinence protectors, and the like. Sometimes such products are made in relatively small batches. These batches may consist of products of different types or of the same product with different sizes. When different batches must be made one after another on the same production line, which often takes place, this involves replacing the forms on the drum to form a mat. Molds can consist, for example, of forming plates made of solid stainless steel, and replacing all these plates with other forming plates is time-consuming, which is a problem, especially if a number of small batches are to be made. Therefore, there is a need for a mold design that is easy to install and remove to reduce downtime for the drum to form a mat and therefore for the entire processing line. It goes without saying that it is important to reduce downtime also when different large batches have to be manufactured.
В настоящее время отдельные частицы материала с высокой поглощающей способностью, так называемого материала с высокой поглощающей способностью (SAP), часто смешивают с волокнами, подлежащими осаждению в формах барабана для образования мата. Смесь волокон и частиц полимера со сверхвысокой поглощающей способностью (SAP) всасывается в формы под действием всасывающих сил, создаваемых всасывающими камерами, расположенными во внутреннем пространстве барабана для образования мата, и смесь волокон и частиц полимера со сверхвысокой поглощающей способностью имеет значительную скорость при входе в отверстия форм. Следовательно, существует большой риск того, что частицы полимера со сверхвысокой поглощающей способностью будут выскакивать из формы при столкновении со стенкой формы. Существует проблема как в отношении затрат, так и в отношении загрязнения окружающей среды или загрязнения других компонентов технологической линии. Другая проблема, связанная с частицами полимера со сверхвысокой поглощающей способностью, заключается в том, что они вызывают износ форм и, следовательно, вызывают необходимость в замене форм без изменения изготавливаемых изделий. Также и по этой причине желательна форма, которую легко устанавливать и снимать.Currently, individual particles of a highly absorbent material, the so-called highly absorbent material (SAP), are often mixed with fibers to be deposited in drum shapes to form a mat. A mixture of fibers and polymer particles with ultra-high absorption capacity (SAP) is absorbed into the molds under the action of suction forces created by suction chambers located in the inner space of the drum to form a mat, and a mixture of fibers and polymer particles with ultra-high absorption capacity has a significant speed at the entrance to the holes forms. Therefore, there is a great risk that ultra-absorbent polymer particles will pop out of the mold when they collide with the mold wall. There is a problem both in terms of costs and in terms of environmental pollution or pollution of other components of the production line. Another problem associated with ultra-absorbent polymer particles is that they cause mold wear and, therefore, necessitate mold replacement without changing the fabricated items. Also for this reason, a shape that is easy to install and remove is desirable.
Задача настоящего изобретения заключается в удовлетворении потребности в легко заменяемых формах на барабане для образования мата и в одновременном уменьшении остроты проблемы, связанной с частицами полимера со сверхвысокой поглощающей способностью, выскакивающими из подобных форм. Дополнительная задача заключается в уменьшении риска выпадения частиц полимера со сверхвысокой поглощающей способностью из элементов сердцевин во время перемещения.An object of the present invention is to satisfy the need for easily replaceable molds on a drum to form a mat and at the same time reduce the severity of the problem associated with ultra-absorbent polymer particles popping up from such molds. An additional objective is to reduce the risk of precipitation of polymer particles with ultra-high absorption capacity from the core elements during movement.
В патенте США 3 973 291 раскрыт транспортер с бесконечной открытой сеткой, к которому сравнительно толстая основа, которая может быть изготовлена из природного каучука или вспененного материала, приклеена посредством клея или клеящего вещества. В данном документе отсутствует упоминание о том, что основа должна быть прикреплена к конвейеру с бесконечным элементом с возможностью отсоединения.US Pat. No. 3,973,291 discloses a conveyor with an endless open mesh to which a relatively thick base, which can be made of natural rubber or foam, is adhered by means of glue or adhesive. There is no mention in this document that the base must be detachably attached to the conveyor with an infinite element.
СУЩНОСТЬ ИЗОБРЕТЕНИЯSUMMARY OF THE INVENTION
Задачи настоящего изобретения решаются посредством барабана для образования мата, предназначенного для формирования образуемых посредством пневмоукладки, поглощающих сердцевин для гигиенических поглощающих изделий, таких как подгузники, гигиенические прокладки, защитные приспособления, используемые при недержании, и тому подобное, при этом указанный барабан содержит ряд форм вдоль его периферийной поверхности, причем каждая форма содержит выступающие вверх стенки и днище, отличающегося тем, что выступающие вверх стенки формы образованы в элементе из гибкого материала, при этом указанный элемент прикреплен с возможностью отсоединения к имеющей отверстия основе из жесткого материала, которая проходит вдоль всей окружной периферии барабана для образования мата, при этом выступающие вверх стенки форм представляют собой стенки в сквозных отверстиях в указанном элементе, причем указанный элемент содержит ряд подобных отверстий форм, и при этом указанный элемент изготовлен из мягкого материала.The objectives of the present invention are solved by means of a drum for forming a mat for forming absorbent cores for hygienic absorbent articles, such as diapers, sanitary napkins, incontinence protectors, and the like, which are formed by means of pneumatic laying, and which drum contains a number of shapes along its peripheral surface, and each form contains upwardly protruding walls and a bottom, characterized in that the protruding upward walls of the form form ovans in an element of flexible material, wherein said element is detachably attached to a hole having a base of rigid material that extends along the entire circumferential periphery of the drum to form a mat, with upwardly projecting mold walls representing walls in through holes in said element, moreover, the specified element contains a number of similar holes in the forms, and while this element is made of soft material.
В первом альтернативном варианте барабан для образования мата включает в себя один указанный элемент, проходящий вокруг всей окружной периферии барабана для образования мата.In a first alternative embodiment, the drum for forming a mat includes one specified element extending around the entire circumferential periphery of the drum for forming a mat.
Во втором альтернативном варианте барабан для образования мата включает в себя несколько указанных элементов, каждый из которых проходит на части окружной периферии барабана для образования мата.In a second alternative embodiment, the drum for forming a mat includes several of these elements, each of which extends on a portion of the circumferential periphery of the drum for forming a mat.
Указанный элемент или элементы изготовлены из мягкого материала, предпочтительно каучука (или резины), особенно пористого полихлоропренового каучука.The specified element or elements are made of soft material, preferably rubber (or rubber), especially porous polychloroprene rubber.
Указанный элемент или элементы могут содержать три слоя, два слоя из мягкого материала и слой придающего жесткость материала между данными двумя слоями.The specified element or elements may contain three layers, two layers of soft material and a layer of stiffening material between these two layers.
Имеющая отверстия основа представляет собой перфорированную стальную пластину или ленту из проволочной сетки.The apertured base is a perforated steel plate or wire mesh tape.
Изобретение также относится к способу образования образуемых пневмоукладкой, поглощающих сердцевин, включающему в себя следующие операции: образование первых и вторых элементов сердцевин посредством пневмоукладки захваченного воздухом, волокнистого материала в формы на первом и втором барабанах для образования мата, при этом каждый из указанных барабанов для образования мата имеет ряд форм в соответствии с изобретением вдоль их периферийной поверхности, перемещение элемента сердцевины на втором барабане для образования мата на элемент сердцевины на первом барабане для образования мата в то время, когда элемент сердцевины, упомянутый последним, еще удерживается в его форме посредством всасывающих средств, отличающемуся образованием такого зазора между двумя барабанами для образования мата, что расстояние между перифериями указанных колес будет составлять менее 2 мм. За счет наличия подобного малого расстояния между барабанами значительно уменьшается риск того, что частицы полимера со сверхвысокой поглощающей способностью выпадут из элементов сердцевины во время перемещения. Тем не менее, вследствие обычной небольшой овальности барабанов для образования мата подобное малое номинальное расстояние между барабанами обычно приводит к тому, что некоторые из форм фактически будут находиться внутри периферии противоположного барабана. Это означает, что способ, приведенный выше, может быть использован только с формами из упругого материала, обеспечивающего возможность их сжатия.The invention also relates to a method for forming absorbent cores formed by a pneumatic stack, comprising the following operations: forming the first and second core elements by means of a pneumatic stack of air-trapped fibrous material into molds on the first and second drums to form a mat, each of these drums for forming the mat has a number of forms in accordance with the invention along their peripheral surface, moving the core element on the second drum to form a mat on the ele the core core on the first drum to form a mat at a time when the core element mentioned by the latter is still held in shape by means of suction means, characterized by the formation of a gap between the two drums to form a mat such that the distance between the periphery of said wheels will be less than 2 mm . Due to the presence of such a small distance between the drums, the risk that polymer particles with ultra-high absorption capacity will fall out of the core elements during movement is significantly reduced. However, due to the usual small ovality of the drums for forming a mat, such a small nominal distance between the drums usually leads to some of the shapes actually being located inside the periphery of the opposite drum. This means that the method described above can only be used with molds made of elastic material that allows them to be compressed.
В предпочтительном варианте осуществления зазор образуют так, что расстояние между перифериями первого и второго барабанов для образования мата является отрицательным, так что формы первого и второго барабанов для образования мата будут сжимать друг друга в зазоре. С помощью подобного варианта осуществления в еще большей степени уменьшается риск того, что частицы полимера со сверхвысокой поглощающей способностью выпадут из элемента сердцевины во время перемещения.In a preferred embodiment, the gap is formed so that the distance between the periphery of the first and second drums for forming a mat is negative, so that the shapes of the first and second drums for forming a mat will compress each other in the gap. By using this embodiment, the risk that ultra-absorbent polymer particles will fall out of the core element during movement is further reduced.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙBRIEF DESCRIPTION OF THE DRAWINGS
Изобретение теперь будет описано со ссылкой на приложенные фигуры, на которых:The invention will now be described with reference to the attached figures, in which:
фиг.1 схематически показывает устройство для образования поглощающих сердцевин, имеющее барабаны для образования мата в соответствии с предпочтительным вариантом осуществления настоящего изобретения,1 schematically shows an apparatus for forming absorbent cores having drums for forming a mat in accordance with a preferred embodiment of the present invention,
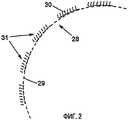
фиг.2 схематически показывает часть барабана для образования мата в устройстве по фиг.1, иfigure 2 schematically shows a portion of the drum for forming a mat in the device of figure 1, and
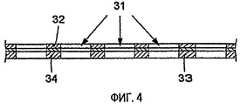
фиг.3 и 4 показывают соответственно вид в плане и сечение элемента, образующего составную часть барабана для образования мата в устройстве по фиг.1.Figures 3 and 4 respectively show a plan view and a sectional view of an element forming a component of the drum for forming a mat in the device of Figure 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯDESCRIPTION OF EMBODIMENTS
Фиг.1 схематически раскрывает устройство, в котором барабаны для образования мата в соответствии с настоящим изобретением используются с обеспечением их преимуществ. Устройство включает в себя два формообразующих барабана или барабана для образования мата, а именно первый барабан 1 и второй барабан 2, каждый из которых имеет ряд форм на его периферийной поверхности. Днище формы или сетка 29 (см. фиг.2) может быть образовано из проволочной сетки или из перфорированного стального листа. Две камеры или колпаки, обозначенные соответственно 5, 6 и 7, 8 и предусмотренные для каждого барабана, взаимодействуют с периферийными поверхностями двух барабанов 1, 2 для образования мата. Устройство также содержит дробилку, например молотковую дробилку, для разделения целлюлозы на волокна, трубы, используемые для перемещения волокон или волокон/полимера со сверхвысокой поглощающей способностью, и вентилятор для перемещения волокон или волокон/полимера со сверхвысокой поглощающей способностью в соответствующий колпак 5-8. Данные компоненты являются обычными и хорошо известны специалистам в данной области техники. Каждый колпак 5-8 взаимодействует с отдельной всасывающей камерой, обозначенной соответственно 9, 10 и 11, 12, которая является стационарной и расположена во внутреннем пространстве соответствующего барабана для образования мата, то есть всасывающие камеры 9, 10 расположены внутри первого барабана 1, и всасывающие камеры 11, 12 расположены внутри второго барабана 2. Когда формы на периферийной поверхности каждого барабана проходят между колпаком и взаимодействующей с ним всасывающей камерой во время вращения барабана, захваченный воздухом материал в колпаке будет всасываться в форму и осаждаться в ней. В барабанах 1, 2 для образования мата соответственно имеются всасывающие камеры 13 и 14, предназначенные для удерживания элементов сердцевин, образованных в формах, в соответствующей им форме и для сохранения конфигурации образованных элементов сердцевин.Figure 1 schematically discloses a device in which the drums for forming a mat in accordance with the present invention are used to provide their advantages. The device includes two forming drums or drums for forming a mat, namely, the first drum 1 and the
Барабаны 1, 2 для образования мата расположены рядом, и между ними образован зазор. Термин «зазор» обозначает место, в котором периферии барабанов 1, 2 расположены ближе всего друг к другу.
В устройстве по фиг.1 второй элемент сердцевины, образованный на втором барабане 2 для образования мата, перемещается на первый элемент сердцевины, образованный на первом барабане 1 для образования мата и удерживаемый на нем посредством всасывания, создаваемого всасывающей камерой 13, до тех пор, пока композиционная сердцевина, содержащая первый и второй элементы сердцевины, не будет подана к сжимающему устройству 17, состоящему из двух роликов 18, 19. Рядом с зазором между барабанами 1 и 2 и между зазором и сжимающим устройством 17 холст 20 из покрывающего материала, например тонкой бумаги, с подающего рулона (непоказанного) подается на наружную сторону композиционной сердцевины.In the device of FIG. 1, a second core element formed on the
После сжатия композиционная сердцевина проходит через устройство 21 для резки и затем перемещается к ускоряющему устройству 22 перед подачей ее на линию, предназначенную для изготовления поглощающих изделий, частью которой является устройство в соответствии с изобретением.After compression, the composite core passes through the
Устройство, проиллюстрированное на фиг.1, используется следующим образом. Когда барабаны 1, 2 для образования мата вращаются в направлении стрелок А1 и А2, формы на соответствующем барабане сначала проходят между колпаком, обозначенным соответственно 5 и 7, и всасывающей камерой, обозначенной соответственно 9 и 11. Во время данного прохода тонкий слой беспримесных целлюлозных волокон образуется в формах посредством пневмоукладки. После этого формы на соответствующем барабане для образования мата проходят между колпаком, обозначенным соответственно 6 и 8, и всасывающей камерой, обозначенной соответственно 10 и 12. Во время данного прохода слой из смеси целлюлозных волокон и частиц полимера со сверхвысокой поглощающей способностью образуется путем пневмоукладки в формах, при этом он закрывает слой беспримесных целлюлозных волокон. Концентрация частиц полимера со сверхвысокой поглощающей способностью (50-70%) в данном слое в формах второго барабана для образования мата значительно выше, чем в формах на первом барабане для образования мата. Слои беспримесных целлюлозных волокон служат для предотвращения ситуации, при которой частицы полимера со сверхвысокой поглощающей способностью будут блокировать и закупоривать отверстия в днище формы, что вызвало бы неравномерное распределение воздуха, приводящее к неравномерному распределению материала при пневмоукладке, и для предотвращения повреждения данного днища. Неожиданно оказалось, что частицы полимера со сверхвысокой поглощающей способностью в смеси целлюлозных волокон и частиц полимера со сверхвысокой поглощающей способностью могут вызвать износ материала в днищах форм. Слои также служат для предотвращения выпадения частиц полимера со сверхвысокой поглощающей способностью из элемента сердцевины, образованного в соответствующей форме, во время перемещения форм на соответствующем барабане, во время перемещения второго элемента сердцевины на первый элемент сердцевины и во время перемещения композиционной сердцевины от барабана 1 к сжимающему устройству.The device illustrated in FIG. 1 is used as follows. When the
Формы на барабане 1, 2 имеют меньшую глубину по сравнению с элементами сердцевины, образованных в них. После образования элементов сердцевины посредством пневмоукладки слоев в соответствующих формах элементы сердцевин удерживаются в соответствующей им форме посредством всасывающих камер, обозначенных соответственно 13 и 14, до тех пор, пока они не достигнут зазора между барабанами 1, 2 для образования мата.Forms on the
Зазор выполнен с такими размерами, что наружные стороны элементов сердцевины, то есть их стороны, удаленные от соответствующего днища формы, будут прилегать друг к другу в зазоре. Другими словами, зазор образует место соединения для двух элементов сердцевины, в котором они соединяются. Зазор предпочтительно выполнен с такими размерами, что обычно элементы сердцевин немного сжимаются (сдавливаются) в месте соединения. Всасывающая камера 14 во втором барабане 2 для образования мата заканчивается в месте соединения. Когда передний край элемента сердцевины во время непрерывного вращения барабанов 1, 2 оставит место соединения, он больше не будет подвергаться воздействию всасывающих сил, удерживающих его на барабане 2, а будет подвергаться только воздействию всасывающих сил, создаваемых всасывающей камерой 13 на барабане 1. Данные всасывающие силы будут удерживать передний край второго элемента сердцевины в контакте с передним краем первого элемента сердцевины в форме барабана 1. Благодаря конструкции зазора и «переполнению» форм все точки второго элемента сердцевины будут в зазоре входить в контакт с наружной стороной первого элемента сердцевины, пока он (второй элемент сердцевины) еще удерживается в форме и до тех пор, пока он не будет перемещен впоследствии на первый элемент сердцевины. Таким образом, осуществляется в высшей степени регулируемое и предельно точное перемещение элементов сердцевин. Таким образом, элемент сердцевины подвергается воздействию всасывающих сил, действующих со стороны или всасывающей камеры 14 на барабане 2, или всасывающей камеры 13 во время всего перемещения. Таким образом, никакая часть элемента сердцевины не остается на открытом воздухе во время перемещения. Таким образом, потери частиц полимера со сверхвысокой поглощающей способностью, выпадающих из элемента сердцевины, существенно уменьшаются по сравнению с операцией перемещения, при которой элемент сердцевины или части его перемещаются на открытом воздухе, когда центробежным силам и силам тяжести не противодействуют всасывающие силы.The gap is made with such dimensions that the outer sides of the core elements, that is, their sides remote from the corresponding bottom of the mold, will abut against each other in the gap. In other words, the gap forms a junction for the two core elements in which they connect. The gap is preferably made with such dimensions that usually the core elements are slightly compressed (squeezed) at the junction. The suction chamber 14 in the
После перемещения второго элемента сердцевины к барабану 1 на первый элемент сердцевины тонкий защитный слой второго элемента сердцевины будет предотвращать выпадение частиц полимера со сверхвысокой поглощающей способностью из данного элемента сердцевины.After moving the second core element to the drum 1 onto the first core element, a thin protective layer of the second core element will prevent ultra-absorbent polymer particles from falling out of this core element.
Холст 20 покрывающего материала, например тонкой бумаги, накладывают на композиционную сердцевину, перемещаемую на барабане 1, после прохода через зазор. Дополнительный холст 26 покрывающего материала накладывают на сторону сердцевины, противоположную по отношению к стороне, на которую наложен холст 20, после того как сердцевина «оставит» барабан 1, но перед тем, как она пройдет между роликами 18, 19 сжимающего устройства. Предпочтительно клеящее покрытие наносят на холст 26 посредством клеенаносящего устройства 27 перед наложением холста 26 на композиционную сердцевину 15, 16.A
На фиг.2 часть периферийной поверхности 28 барабана 2 для образования мата показана в сечении. Данная поверхность 28 образована стальной пластиной 29, которая постоянно прикреплена к барабану 2 для образования мата и проходит вокруг его окружной периферии. Стальная пластина 29 перфорирована на всей ее поверхности. Снаружи стальной пластины 29 элемент 30 прикреплен с возможностью отсоединения к барабану для образования мата. Данный элемент имеет ряд сквозных формообразующих отверстий 31 вдоль его длины, то есть ряд «проходит» в направлении вдоль окружности барабана 2. Формообразующие отверстия 31 имеют форму, соответствующую контуру вторых элементов сердцевин, образуемых на барабане 2 для образования мата. Элемент 30 должен закрывать все перфорационные отверстия в стальной пластине 29 за исключением перфорационных отверстий, расположенных в формообразующих отверстиях 31. По этой причине элемент 30 предпочтительно должен быть изготовлен из воздухонепроницаемого материала или содержать воздухонепроницаемый слой, и он должен быть прикреплен к барабану для образования мата так, чтобы он мог герметично закрывать вышеупомянутые перфорационные отверстия в стальной плите 29. Тем не менее, поскольку воздухопроницаемость элемента 30 значительно меньше воздухопроницаемости стальной пластины, переносимые в воздухе волокна и возможные частицы полимера со сверхвысокой поглощающей способностью будут скапливаться в формообразующих отверстиях, так что элемент 30 необязательно должен быть полностью воздухонепроницаемым, даже если это предпочтительно.2, a portion of the
На фиг.3 и 4 показаны вид в плане и сечение элемента 30. В показанном варианте осуществления элемент 30 является многослойным и состоит из верхнего слоя 32 и нижнего слоя 33 из мягкого материала и из промежуточного придающего жесткость слоя 34. Слои 32, 33 из мягкого материала могут состоять из резинового материала. Мягкие материалы 32, 33 могут быть одинаковыми или разными. Промежуточный слой 34 предпочтительно представляет собой тонкий металлический лист, например, выполненный из нержавеющей стали, и три слоя скреплены друг с другом.Figures 3 and 4 show a plan view and section of an
Предпочтительными материалами для мягкого слоя или мягких слоев элемента 30 являются каучук с закрытыми порами или открытопористый каучук, например пористый полихлоропреновый каучук. Другими примерами пригодных материалов являются пенополиуретан, вспененные материалы на кремнийорганической основе, каучук на кремнийорганической основе.Preferred materials for the soft layer or soft layers of the
Элемент 30 также должен иметь средства для крепления к барабану 2 для образования мата с возможностью отсоединения. Эти средства могут состоять из легкосъемных механических средств крепления, таких как коленно-рычажные механизмы, содержащие пружинные элементы для упругого удерживания элемента 30 у стальной пластины 29, байонетные замки, крюки и скобы или аналогичные простые соединительные элементы. На фиг.3 показаны ушки 35, выполненные за одно целое с промежуточным придающим жесткость слоем 34 и выступающие от сторон элемента 30, при этом в указанные ушки могут быть вставлены байонетные винты, которые могут быть ввинчены во взаимодействующие отверстия в барабане для образования мата. Ушки 35 также могут быть использованы для вставки крюков или тому подобного, прикрепленных к барабану для образования мата посредством коленно-рычажных механизмов или тому подобного. Кроме того, существует возможность образования петель из упругого материала из одного из слоев мягкого материала, выступающих из сторон элемента 30 так же, как элементы 35, и прикрепления подобных элементов к зафиксированным элементам в виде крюков на барабане для образования мата. Также существует возможность выполнения крепежных отверстий в элементе 30 и вставки охватываемого элемента байонетного (штыкового) замка или простого винта в подобные отверстия, но предпочтительно использовать соединения, которые не имеют никаких частей, выступающих вверх от наружной поверхности элемента 30.The
На фиг.3 формообразующие отверстия 31 имеют форму элементов сердцевин с их сторонами, обращенными друг к другу. Само собой разумеется, существует возможность выполнения данных отверстий так, чтобы концы образованных элементов сердцевин были обращены друг к другу.3, the forming
Также существует возможность прикрепления элемента 30 к стальной пластине 29 посредством отделяемого клея, то есть посредством образования адгезионного соединения, обеспечивающего возможность отделения элемента 30 без повреждения и деформирования от стальной пластины 29, предпочтительно посредством термоплавкого безрастворного клея.There is also the possibility of attaching the
Элемент 30 предпочтительно проходит на большой части окружной периферии барабана для образования мата, например на половине его окружной периферии. Само собой разумеется, также существует возможность того, что элемент 30 будет проходить на всей окружной периферии, но подобным длинным элементом может быть труднее манипулировать. Для того чтобы элемент 30 был легко отделяемым в смысле настоящего изобретения, элемент 30 должен содержать ряд форм и, тем самым, проходить на, по меньшей мере, четверти окружной периферии барабана для образования мата.The
Как очевидно из описания устройства по фиг.1, элементы поглощающих сердцевин, образуемые в формах, могут быть использованы в устройстве, в котором образованные элементы сердцевин накладываются друг на друга в зазоре между двумя барабанами для образования мата, и при этом образованные элементы сердцевин должны быть введены в контакт друг с другом непосредственно перед перемещением. Это может представлять собой проблему, когда очень тонкие элементы сердцевин должны быть наложены друг на друга, поскольку барабаны для образования мата часто не имеют идеально круглых поперечных сечений, но имеют небольшую овальность. Если допуск на изготовление барабанов для образования мата составляет, например, 2 мм, зазор между барабанами для образования мата должен составлять, по меньшей мере, 4 мм. Тем не менее, данное расстояние может быть уменьшено, когда элементы 30 выполнены из мягкого упругого материала, который может деформироваться, если овальность барабанов для образования мата заставляет части элементов 30 прижиматься друг к другу в зазоре. Таким образом, мягкий материал в элементах 30 обеспечивает возможность образования очень тонких элементов сердцевин, а также обеспечивает повышение точности всего процесса образования тонких элементов сердцевин. Данная способность элементов 30 сжиматься может использоваться с обеспечением преимуществ в способе, описанном со ссылкой на фиг.1, посредством образования такого зазора между барабанами 1, 2 для образования мата, что расстояние между перифериями указанных барабанов будет составлять менее 2 мм. Подобное малое расстояние приведет к тому, что некоторые из форм будут сжиматься под действием друг друга в зазоре вследствие небольшой овальности барабанов. За счет того, что элементы 30 могут быть сжаты посредством друг друга, барабаны для образования мата могут быть расположены с номинальным расстоянием между ними, которое меньше удвоенной величины допуска на овальность, заданного производителем. Чем меньше расстояние между формами на соответствующем барабане для образования мата в зазоре, тем меньше риск потерь частиц полимера со сверхвысокой поглощающей способностью. Таким образом, риск того, что частицы полимера со сверхвысокой поглощающей способностью будут «выскакивать» из их форм или выпадать из соответствующих им элементов сердцевин во время перемещения, значительно уменьшается посредством операции размещения форм рядом друг с другом в зазоре.As is apparent from the description of the device of FIG. 1, the elements of the absorbent cores formed in the molds can be used in a device in which the formed elements of the cores are superimposed on each other in the gap between the two drums to form a mat, and the formed core elements must be brought into contact with each other just before moving. This can be a problem when very thin core elements need to be stacked on top of each other, since the mat forming drums often do not have perfectly round cross sections, but have a slight ovality. If the tolerance for making drums for forming a mat is, for example, 2 mm, the clearance between the drums for forming a mat should be at least 4 mm. However, this distance can be reduced when the
Даже можно иметь отрицательное номинальное расстояние между формами в зазоре между барабанами для образования мата для гарантирования того, что все формы будут сдавливаться вместе в зазоре для фактического устранения риска того, что частицы полимера со сверхвысокой поглощающей способностью будут выпадать из элементов сердцевин во время перемещения.It is even possible to have a negative nominal distance between the molds in the gap between the drums to form a mat to ensure that all molds are squeezed together in the gap to actually eliminate the risk that ultra-absorbent polymer particles will fall out of the core elements during movement.
Под «номинальным» расстоянием понимается расстояние в зазоре между совершенно круглыми перифериями барабанов для образования мата.By "nominal" distance is meant the distance in the gap between the completely circular periphery of the drums to form a mat.
Мягкий материал в стенках формообразующих отверстий также имеет хорошие демпфирующие свойства и тем самым замедляет частицы полимера со сверхвысокой поглощающей способностью, сталкивающиеся с данными стенками во время пневмоукладки, что приводит к уменьшению количества частиц полимера со сверхвысокой поглощающей способностью, выскакивающих из формы во время пневмоукладки.The soft material in the walls of the forming holes also has good damping properties and thereby slows down ultra-absorbent polymer particles that collide with these walls during pneumatic laying, which leads to a decrease in the number of ultra-high absorbent polymer particles popping out of the mold during pneumatic laying.
В устройстве, описанном со ссылкой на фиг.1, большая часть элементов сердцевин образована посредством «переполнения» форм, то есть элементам сердцевин придается определенная конфигурация, и образованные конфигурации поддерживаются посредством всасывающих сил. Таким образом, большая часть образованных элементов сердцевин расположена снаружи форм, при этом только меньшая часть смеси волокон и частиц полимера со сверхвысокой поглощающей способностью, подвергнутой пневмоукладке, осаждается во внутреннем пространстве форм. Это означает, во-первых, то, что важно, чтобы элементы 30 герметично закрывали перфорационные отверстия в стальной пластине 29 снаружи формообразующих отверстий, и, во-вторых, то, что элементы 30 могут быть очень тонкими без отрицательного воздействия на образование элементов сердцевин при условии, что они будут воздухонепроницаемыми и могут быть герметично прикреплены к стальной пластине 29. Таким образом, элемент 30 может состоять из тонкой ленты (полосы) материала, снабженной покрытием из отделяемого клея, например клея, склеивающего при надавливании, такого как термоплавкий безрастворный клей, склеивающий при надавливании. Подобные элементы 30 могут быть намотаны на накопительные ролики подобно ленте. Это создает возможность реализации очень легкого способа крепления элемента 30 к барабану для образования мата посредством размещения переднего края элемента в надлежащем месте на барабане для образования мата и последующего сматывания элемента 30 с накопительного ролика посредством вращения барабана для образования мата. Когда подобный элемент должен быть заменен, его переднюю кромку прикрепляют к накопительному ролику и сматывают с барабана для образования мата во время намотки на накопительный ролик. Подобные элементы 30 предпочтительно проходят на всей окружной периферии барабана для образования мата.In the device described with reference to FIG. 1, most of the core elements are formed by “overflowing” the shapes, that is, the core elements are given a specific configuration, and the formed configurations are supported by suction forces. Thus, most of the formed core elements are located outside the molds, while only a smaller part of the mixture of fibers and polymer particles with ultra-high absorption capacity, subjected to pneumatic laying, is deposited in the inner space of the molds. This means, firstly, that it is important that the
Само собой разумеется, описанные варианты осуществления могут быть модифицированы без выхода за пределы объема изобретения. Например, формообразующие отверстия могут иметь другие конфигурации, отличные от показанной конфигурации песочных часов. Барабаны для образования мата могут быть использованы в устройствах в технологических линиях для изготовления поглощающих изделий, отличных от устройства в соответствии с фиг.1. Другие материалы могут быть использованы для элементов 30 и основы 29, и элемент 30 может иметь меньше или больше слоев, чем описанный, например, элемент 30 на фиг.2 и 3 может состоять только из одного слоя. Только один из барабанов для образования мата может иметь элементы 30 в соответствии с изобретением. Следовательно, объем изобретения должен быть ограничен только содержанием приложенной формулы изобретения.It goes without saying that the described embodiments may be modified without departing from the scope of the invention. For example, the forming holes may have other configurations other than the hourglass configuration shown. The drums for the formation of the mat can be used in devices in technological lines for the manufacture of absorbent products other than the device in accordance with figure 1. Other materials may be used for
Claims (10)
Translated fromRussianPriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009105882/14ARU2408345C2 (en) | 2006-07-20 | 2006-07-20 | Mat drum |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009105882/14ARU2408345C2 (en) | 2006-07-20 | 2006-07-20 | Mat drum |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2009105882A RU2009105882A (en) | 2010-08-27 |
| RU2408345C2true RU2408345C2 (en) | 2011-01-10 |
Family
ID=42798397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2009105882/14ARU2408345C2 (en) | 2006-07-20 | 2006-07-20 | Mat drum |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2408345C2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106660930A (en)* | 2014-08-01 | 2017-05-10 | 赢创罗姆有限公司 | Method for producing alpha-hydroxy carboxylic esters in the gas phase |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3973291A (en)* | 1970-08-28 | 1976-08-10 | Scott Paper Company | Method for forming fibrous pads |
| US6330735B1 (en)* | 2001-02-16 | 2001-12-18 | Kimberly-Clark Worldwide, Inc. | Apparatus and process for forming a laid fibrous web with enhanced basis weight capability |
| RU2227001C2 (en)* | 1998-05-28 | 2004-04-20 | Ска Хайджин Продактс Аб | Method and device for forming absorbing cores manufactured from fibrous material stacked with airflow |
| WO2005055907A1 (en)* | 2003-11-24 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Quick change gender specific forming surface and method of using same |
- 2006
- 2006-07-20RURU2009105882/14Apatent/RU2408345C2/ennot_activeIP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3973291A (en)* | 1970-08-28 | 1976-08-10 | Scott Paper Company | Method for forming fibrous pads |
| RU2227001C2 (en)* | 1998-05-28 | 2004-04-20 | Ска Хайджин Продактс Аб | Method and device for forming absorbing cores manufactured from fibrous material stacked with airflow |
| US6330735B1 (en)* | 2001-02-16 | 2001-12-18 | Kimberly-Clark Worldwide, Inc. | Apparatus and process for forming a laid fibrous web with enhanced basis weight capability |
| WO2005055907A1 (en)* | 2003-11-24 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Quick change gender specific forming surface and method of using same |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2009105882A (en) | 2010-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2570496C2 (en) | Production of absorbing element | |
| US7981355B2 (en) | Mat-forming wheel | |
| JP4451490B2 (en) | Stacking drum | |
| US8178035B2 (en) | Apparatus and method for forming air-laid absorbent cores | |
| MX2008015874A (en) | An apparatus and method for forming air-laid absorbent cores. | |
| RU2744188C1 (en) | Package for absorbing items and method for manufacturing a package for absorbent items | |
| JP5097423B2 (en) | Absorbent article and method for manufacturing absorbent article | |
| CN100438843C (en) | Apparatus and method for making absorbent cores | |
| JP5723859B2 (en) | Absorbent body manufacturing apparatus and manufacturing method for absorbent article | |
| RU2408345C2 (en) | Mat drum | |
| US4014739A (en) | Mold construction having removable base member | |
| TW201804973A (en) | Absorbent body manufacturing device and absorbent body manufacturing method | |
| US20180264780A1 (en) | Porous paper sheet, and device and method of manufacturing same | |
| US3977928A (en) | Process and apparatus for producing a soft fibrous sheet | |
| CN214967749U (en) | Device for forming disposable sanitary article core | |
| EP1427658B1 (en) | Method and apparatus for compressing fibrous bodies. | |
| CN219207719U (en) | Super thick absorption core forming device | |
| JP4786746B2 (en) | Equipment for manufacturing airlaid structures | |
| US7704441B2 (en) | Method for making air-laid structures | |
| CN112914836A (en) | Device and method for forming disposable sanitary article core | |
| JP3340902B2 (en) | Method and apparatus for producing band-shaped fiber aggregate | |
| RU2405516C2 (en) | Device and method of forming absorbing cores which are obtained by pneumostacking | |
| RU2415658C2 (en) | Device and method of forming air-stacked absorbing cores | |
| CN119610700B (en) | A glass fiber cloth composite coating machine | |
| US6625853B2 (en) | Method of compressing fibrous bodies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees | Effective date:20180721 |