RU2242706C1 - Slide caliper - Google Patents
Slide caliperDownload PDFInfo
- Publication number
- RU2242706C1 RU2242706C1RU2003122805/28ARU2003122805ARU2242706C1RU 2242706 C1RU2242706 C1RU 2242706C1RU 2003122805/28 ARU2003122805/28 ARU 2003122805/28ARU 2003122805 ARU2003122805 ARU 2003122805ARU 2242706 C1RU2242706 C1RU 2242706C1
- Authority
- RU
- Russia
- Prior art keywords
- depth gauge
- caliper
- cone
- angle
- ruler
- Prior art date
Links
Images
Landscapes
- Length-Measuring Instruments Using Mechanical Means (AREA)
Abstract
Description
Translated fromRussianПредлагаемое изобретение относится к области машиностроения, а именно: к конструкциям измерительных штангенинструментов.The present invention relates to the field of mechanical engineering, namely: to the designs of measuring slide tools.
Известен штангенглубиномер [1] содержащий подвижную штангу с делениями, один конец которой является измерительным щупом, корпус с перпендикулярной штанге опорной плоскостью и размещенный на корпусе нониус. При этом измерительный щуп выполнен в виде разжимной пружинящей цанги, рабочая поверхность которой соответствует форме контролируемой фасонной поверхности.A well-known depth gauge [1] comprising a movable rod with divisions, one end of which is a measuring probe, a housing with a support plane perpendicular to the rod and a nonius located on the housing. In this case, the measuring probe is made in the form of an expandable spring collet, the working surface of which corresponds to the shape of the contoured contoured surface.
Недостатком известного штангенглубиномера является отсутствие возможности измерения диаметров отверстий, поскольку он конструктивно выполнен так, что позволяет измерять только глубину глухих отверстий. имеющих фасонное дно.A disadvantage of the known depth gauge is the inability to measure the diameters of the holes, because it is structurally designed so that it allows you to measure only the depth of the blind holes. having a shaped bottom.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является штангенциркуль типа ШЦ-1 с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для измерения глубин [2]. Он содержит штангу, подвижную рамку с нониусом, а также линейку глубиномера.Closest to the proposed invention in terms of technical nature and the achieved result is a caliper type SHTs-1 with a bilateral arrangement of jaws for external and internal measurements and with a ruler for measuring depth [2]. It contains a rod, a movable frame with a nonius, as well as a depth gauge line.
Недостатком конструкции известного штангенциркуля является невозможность измерения диаметров отверстий и ширины пазов, имеющих небольшие размеры (менее 3...4 мм), т.к. губки, используемые для внутренних измерений, мало пригодны для этих целей. А это ограничивает область применения штангенциркуля известной конструкции.A disadvantage of the design of the known caliper is the inability to measure the diameters of the holes and the width of the grooves having small dimensions (less than 3 ... 4 mm), because sponges used for internal measurements are of little use for these purposes. And this limits the scope of the caliper of a known design.
Целью предлагаемого изобретения является расширение технической возможности штангенциркуля, а именно измерение малых диаметров отверстий и размеров незначительных по ширине пазов (зазоров).The aim of the invention is to expand the technical capabilities of the caliper, namely the measurement of small diameters of holes and sizes of small grooves (gaps) in width.
Технический результат достигается за счет того, что конец линейки глубиномера изготавливается в виде конуса, причем угол конуса выбирается из условия, обеспечивающего возможность отсчета значения измеряемого размера по основной шкале штангенциркуля. Значение контролируемого параметра определяют по формулеThe technical result is achieved due to the fact that the end of the line of the depth gauge is made in the form of a cone, and the angle of the cone is selected from the condition that allows the reading of the measured size on the main scale of the caliper. The value of the controlled parameter is determined by the formula
d=П/n+К;d = P / n + K;
где d - контролируемый параметр:where d is a controlled parameter:
П - показание основной шкалы штангенциркуля:P - reading of the main caliper scale:
n - целое число, значение которого зависит от угла α конуса линейки глубиномера:n is an integer whose value depends on the angle α of the cone of the depth gauge ruler:
К - высота сошлифованной части конического глубиномера.K is the height of the ground part of the conical depth gauge.
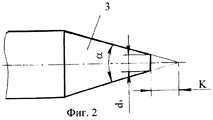
На фиг.1 изображен фрагмент конструкции предлагаемого штангенциркуля и способ измерения им диаметра d отверстия (ширины паза b), на фиг.2 - конструктивное исполнение конической части линейки глубиномера.Figure 1 shows a fragment of the design of the proposed vernier caliper and the method for measuring the diameter d of the hole (groove width b), figure 2 - structural design of the conical part of the ruler depth gauge.
Штангенциркуль содержит штангу 1 с основной шкалой 2 и линейку глубиномера 3. конец которой изготовлен в виде конуса (остальные конструктивные элементы аналогичны элементам и деталям стандартного штангенциркуля ШЦ-1).The caliper contains a bar 1 with a main scale 2 and a
Работают штангенциркулем следующим образом. Его устанавливают на деталь 4, в которой имеется отверстие (глухое или сквозное) небольшого диаметра d или паз незначительной ширины b. Выдвигают из штанги 1 линейку глубиномера 3 с конусом до упора. По показанию П основной шкалы штангенциркуля и с учетом угла α конуса линейки глубиномера (целого числа n), а также высоты К сошлифованной части конического глубиномера определяют значение измеряемой величины по приведенной выше зависимости.Work with a caliper as follows. It is installed on part 4, in which there is a hole (blind or through) of small diameter d or a groove of small width b. Extend from the rod 1 the line of the
Для сохранения штангенциркулем функции по измерению глубины отверстий и пазов, имеющих значительные размеры (более 3...4 мм), вершина конуса глубиномера сошлифовывается на величину К, что обусловливает формирование верхнего основания конуса с диаметром d1. Различные значения параметров d1 и К в зависимости от угла конуса α приведены в таблице.To maintain the caliper functions for measuring the depth of holes and grooves having significant dimensions (more than 3 ... 4 mm), the top of the cone of the depth gauge is polished by the value K, which leads to the formation of the upper base of the cone with a diameter of d1 . Various values of the parameters d1 and K, depending on the angle of the cone α are given in the table.

Ниже даны примеры по определению размеров малых отверстий (пазов) при использовании предлагаемого штангенциркуля (в предположении, что после сошлифовывания вершины конуса сформировалась площадка диаметром d1=0,3 мм, значения К взяты из таблицы).Below are examples for determining the size of small holes (grooves) when using the proposed caliper (assuming that after grinding the top of the cone, a platform with a diameter of d1 = 0.3 mm was formed, the values of K are taken from the table).
Пример 1. Угол конуса линейки глубиномера α=53°8', n=1Example 1. The cone angle of the depth gauge ruler α = 53 ° 8 ', n = 1
d=П/n+К=П+0,3.d = P / n + K = P + 0.3.
Пример 2. Угол конуса линейки глубиномера α=28°4', n=2Example 2. The cone angle of the depth gauge ruler α = 28 ° 4 ', n = 2
d=П/n+К=П/2+0,6.d = P / n + K = P / 2 + 0.6.
Пример 3. Угол конуса линейки глубиномера α=18°56', n=3Example 3. The cone angle of the depth gauge line α = 18 ° 56 ', n = 3
d=П/n+К=П/3+0,9.d = P / n + K = P / 3 + 0.9.
Таким образом, числовое значение параметра К, которое следует прибавлять к показанию основной шкалы штангенциркуля, деленному на 2 или 3 (соответственно для угла конуса α=28°4' и α=18°56'), выбирают из таблицы в зависимости от диаметра d1 верхнего основания конуса, которое сформировалось в процессе сошлифовывания вершины конического глубиномера, т.е. в процессе изготовления штангенциркуля. При этом конкретные значения числа n (или угла α конуса линейки глубиномера) и высоты К сошлифованной части конуса должны быть указаны на штанге измерительного инструмента.Thus, the numerical value of the parameter K, which should be added to the indication of the main vernier caliper scale, divided by 2 or 3 (respectively for the cone angle α = 28 ° 4 'and α = 18 ° 56'), is selected from the table depending on the diameter d1 of the upper base of the cone, which was formed during grinding of the top of the conical depth gauge, i.e. during the manufacturing process of the caliper. In this case, the specific values of the number n (or the angle α of the cone of the depth gauge ruler) and the height K of the ground part of the cone should be indicated on the bar of the measuring tool.
Предлагаемая конструкция штангенциркуля проста и не требует значительной корректировки технологического процесса изготовления стандартных штангенинструментов. Вместе с тем изготовление линейки глубиномера с конической поверхностью значительно расширяет технические возможности штангенциркуля - позволяет надежно измерять диаметры отверстий и ширину пазов, не превышающих 3...4 мм.The proposed caliper design is simple and does not require significant adjustments to the manufacturing process of standard caliper tools. At the same time, the manufacture of a depth gauge line with a conical surface significantly expands the technical capabilities of the caliper - it allows reliable measurement of hole diameters and groove widths not exceeding 3 ... 4 mm.
Использованная литератураReferences
1. Архипов П.А., Баранов В.И. Штангенглубиномер. - А.с. СССР №361383, G 01 B 3/20.1. Arkhipov P.A., Baranov V.I. Depth gauge. - A.S. USSR No. 361383, G 01
2. Штангенциркули. ГОСТ 166-89.2. Calipers. GOST 166-89.
Claims (1)
Translated fromRussianPriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2003122805/28ARU2242706C1 (en) | 2003-07-21 | 2003-07-21 | Slide caliper |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2003122805/28ARU2242706C1 (en) | 2003-07-21 | 2003-07-21 | Slide caliper |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2242706C1true RU2242706C1 (en) | 2004-12-20 |
| RU2003122805A RU2003122805A (en) | 2005-01-27 |
Family
ID=34388393
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2003122805/28ARU2242706C1 (en) | 2003-07-21 | 2003-07-21 | Slide caliper |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2242706C1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8146263B2 (en) | 2010-08-06 | 2012-04-03 | Hyman Jack Kipnes | Ergonomic vernier caliper base |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1395930A1 (en)* | 1985-10-23 | 1988-05-15 | Предприятие П/Я В-8893 | Device for measuring diameters of holes |
| SU1397697A1 (en)* | 1987-01-04 | 1988-06-15 | Предприятие П/Я А-3325 | Device for measuring linear dimensions |
| DE19534259A1 (en)* | 1995-09-15 | 1997-03-20 | Ibb Technomess Gmbh | Internal measurement dial gauge |
| JP2001343202A (en)* | 2000-06-02 | 2001-12-14 | Takashi Konama | Taper gage |
- 2003
- 2003-07-21RURU2003122805/28Apatent/RU2242706C1/ennot_activeIP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1395930A1 (en)* | 1985-10-23 | 1988-05-15 | Предприятие П/Я В-8893 | Device for measuring diameters of holes |
| SU1397697A1 (en)* | 1987-01-04 | 1988-06-15 | Предприятие П/Я А-3325 | Device for measuring linear dimensions |
| DE19534259A1 (en)* | 1995-09-15 | 1997-03-20 | Ibb Technomess Gmbh | Internal measurement dial gauge |
| JP2001343202A (en)* | 2000-06-02 | 2001-12-14 | Takashi Konama | Taper gage |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8146263B2 (en) | 2010-08-06 | 2012-04-03 | Hyman Jack Kipnes | Ergonomic vernier caliper base |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2003122805A (en) | 2005-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4982505A (en) | Gauge for measuring both the depth and the diameter of a bore hole | |
| CN104807388B (en) | The measurer and method of bicyclic groove part control side size in a kind of measurement | |
| CN101393004A (en) | Special caliper for shaft key groove | |
| KR20160088617A (en) | Apparatus for measuring small hole depth | |
| CN104260074A (en) | Lineation detection device | |
| CN102353312B (en) | Tooth-thickness measuring tool for small-angle variable-tooth-thickness gear and measuring method thereof | |
| CN206803893U (en) | A kind of Multifunction measuring appliance | |
| RU2242706C1 (en) | Slide caliper | |
| CN206248000U (en) | A kind of outside diameter detects instrument | |
| CN215338113U (en) | Measuring tool for measuring aperture size | |
| CN211317140U (en) | Deep hole step height measuring device | |
| US3115708A (en) | Height gage | |
| CN204036447U (en) | Line checkout gear | |
| US1737764A (en) | Combined micrometer caliper and depth gauge | |
| CN112304192A (en) | Length measuring device for cutter of numerical control machine tool | |
| CN107097042B (en) | A kind of processing method of the strip-shaped work suitable for the non-full circle in section | |
| CA2622279A1 (en) | Calibrating gauge for calibrating a vernier caliper | |
| US3170242A (en) | Micrometer tool setting gage | |
| CN204666056U (en) | Edge-shaped micrometric depth gauge | |
| KR200496104Y1 (en) | Marking gauges of strings with precision ruler | |
| KR200270774Y1 (en) | Crack depth measuring tool | |
| CN114111490A (en) | Vernier caliper for piston measurement | |
| CN110763118B (en) | A tool for measuring the angle of the tapered hole at the bottom of a deep groove cavity | |
| CN109724497A (en) | A Method of Online Detecting the Radius of Inner Spherical Surface | |
| CN219798145U (en) | Motor shaft boss face size detection tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees | Effective date:20050722 |