KR20210045711A - Color plywood - Google Patents
Color plywoodDownload PDFInfo
- Publication number
- KR20210045711A KR20210045711AKR1020190129087AKR20190129087AKR20210045711AKR 20210045711 AKR20210045711 AKR 20210045711AKR 1020190129087 AKR1020190129087 AKR 1020190129087AKR 20190129087 AKR20190129087 AKR 20190129087AKR 20210045711 AKR20210045711 AKR 20210045711A
- Authority
- KR
- South Korea
- Prior art keywords
- plywood
- color
- core layer
- sheet
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000011120plywoodSubstances0.000titleclaimsabstractdescription197
- 239000002023woodSubstances0.000claimsabstractdescription34
- 239000003086colorantSubstances0.000claimsabstractdescription19
- 239000000463materialSubstances0.000claimsabstractdescription19
- 229920003002synthetic resinPolymers0.000claimsabstractdescription11
- 239000000057synthetic resinSubstances0.000claimsabstractdescription11
- 239000012792core layerSubstances0.000claimsdescription51
- 239000002344surface layerSubstances0.000claimsdescription36
- 239000010410layerSubstances0.000claimsdescription21
- 239000000853adhesiveSubstances0.000claimsdescription18
- 230000001070adhesive effectEffects0.000claimsdescription18
- 239000007787solidSubstances0.000claimsdescription14
- 238000000034methodMethods0.000claimsdescription7
- 238000004519manufacturing processMethods0.000abstractdescription17
- 238000010276constructionMethods0.000abstractdescription6
- 239000003973paintSubstances0.000abstractdescription5
- 238000010422paintingMethods0.000abstractdescription2
- 239000000123paperSubstances0.000description25
- 230000000694effectsEffects0.000description7
- 238000003825pressingMethods0.000description6
- 230000006835compressionEffects0.000description3
- 238000007906compressionMethods0.000description3
- 238000001035dryingMethods0.000description2
- 230000001747exhibiting effectEffects0.000description2
- 238000010030laminatingMethods0.000description2
- 238000002156mixingMethods0.000description2
- 239000011101paper laminateSubstances0.000description2
- 239000000843powderSubstances0.000description2
- 229910052709silverInorganic materials0.000description2
- 239000004332silverSubstances0.000description2
- 239000012790adhesive layerSubstances0.000description1
- 230000003796beautyEffects0.000description1
- 210000000038chestAnatomy0.000description1
- 239000011248coating agentSubstances0.000description1
- 238000000576coating methodMethods0.000description1
- 238000004040coloringMethods0.000description1
- 238000005520cutting processMethods0.000description1
- 230000007613environmental effectEffects0.000description1
- 230000008676importEffects0.000description1
- 239000007788liquidSubstances0.000description1
- 239000011087paperboardSubstances0.000description1
- 229920005989resinPolymers0.000description1
- 239000011347resinSubstances0.000description1
- 230000000007visual effectEffects0.000description1
- 238000010792warmingMethods0.000description1
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description1
- 238000004078waterproofingMethods0.000description1
Images



Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/08—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/02—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board the layer being formed of fibres, chips, or particles, e.g. MDF, HDF, OSB, chipboard, particle board, hardboard
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/42—Alternating layers, e.g. ABAB(C), AABBAABB(C)
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Laminated Bodies (AREA)
Abstract
Description
Translated fromKorean본 발명은 컬러 합판에 관한 것으로서, 더욱 상세하게는 여러 장의 합판과 다양한 색상의 종이나 합성수지 소재로 되어 있는 여러 장의 컬러 시트를 적층 조합시켜서 기존 합판의 단조로움을 뛰어넘고 자연스러운 사용감과 품질의 고급감을 연출할 수 있는 컬러 합판에 관한 것이다.The present invention relates to a colored plywood, and more particularly, by stacking and combining multiple sheets of plywood and a plurality of colored sheets made of paper or synthetic resin materials of various colors, surpassing the monotony of the existing plywood, and having a natural feeling of use and high quality of quality. It is about color plywood that can be produced.
일반적으로 목재 가구용 합판, 예를 들면 책상, 장농, 서랍장, 싱크대, 작업 다이 등의 모든 종류의 가구에 사용되는 합판은 원목이나 MDF 등 다양한 종류가 사용되며, 사용목적에 따라 원목을 그대로 사용하거나 투명코팅을 하여 사용하거나 일정한 두께의 도료를 도포하여 사용하는 경우가 많다.In general, plywood for wooden furniture, for example, plywood used for all kinds of furniture such as desks, cabinets, chests of drawers, sinks, and work dies, is used in various types such as solid wood or MDF, and depending on the purpose of use, solid wood is used as it is or is transparent. It is often used after coating or applying a paint of a certain thickness.
특히, MDF 등과 같은 합판의 경우에 가격이 저렴하다는 이점이 있지만, 표면이 거칠기 때문에 외부로 노출되는 부위를 일정한 두께의 페인트로 도료를 하여 사용하는 경우가 많다.In particular, in the case of plywood such as MDF, there is an advantage that the price is inexpensive, but because the surface is rough, there are many cases where a part exposed to the outside is painted with a paint of a certain thickness.
보통 MDF, PB 및 하드보드 등의 각종 합판에는 천연 무늬나 원목의 시각적 효과를 통한 미감을 만들기 위해 이의 표면에 접착되는 시트가 흔히 사용되고 있으며, 이를 합판용 접착 데코 시트로 불리고 있다.In general, for various plywoods such as MDF, PB, and hardboard, a sheet bonded to the surface of the plywood is commonly used to create a aesthetic effect through the visual effect of natural patterns or solid wood, and this is called an adhesive deco sheet for plywood.
그러나, 이러한 시트지 접합 방식에 따르면 공정상 짧은 시간 내에 생산이 가능하여 제조 원가 절감에 유용한 면이 있으나, 시트지가 합성수지재로 이루어짐에 의해 표면 질감이 떨어지고 빛의 반사를 이룸으로 무늬의 간섭이 심하여 가구의 섬세한 디자인을 살리기 어려운 단점이 있다.However, according to this method of bonding sheet paper, it is possible to produce within a short time in the process, so it is useful to reduce manufacturing cost, but the surface texture is deteriorated due to the fact that the sheet paper is made of synthetic resin material and the interference of the pattern is severe due to the reflection of light. There is a disadvantage that it is difficult to make use of the delicate design of the product.
한편, 합판은 얇게 재단된 여러 장의 목재 시트를 접착제를 이용하여 상호 적층되도록 접착하여 제작되는 것으로서, 일반적인 원목을 잘라낸 원목판에 비해 강도가 높고 습기나 비틀림에 강한 특징이 있다.On the other hand, plywood is manufactured by bonding a plurality of thinly cut wooden sheets to be laminated together using an adhesive, and is characterized by having high strength and strong resistance to moisture or torsion compared to a general wooden board.
그러나, 이러한 합판은 여러 장의 목재 시트를 적층하여 제작됨에 따라 상하면은 자연목과 같은 자연적인 무늬를 갖게 되는 반면, 가장자리 단면에는 측방향으로 연장된 줄무늬가 나타나기 때문에 실내를 마감하거나 가구를 제작할 경우, 또는 놀이용 다이 등을 제작할 경우 위화감을 느낄 수 있는 단점이 있다.However, as such plywood is produced by stacking several sheets of wood, the upper and lower surfaces have natural patterns like natural wood, while the edge cross-section has a lateral stripe, so when finishing the interior or making furniture, or There is a drawback of making a sense of incongruity when manufacturing dies for play.
따라서, 최근에는 목재 시트를 적층하여 제작된 합판의 둘레면에 원목무늬가 형성된 장식 시트를 부착함으로써 합판의 상하면과 둘레면이 자연목과 같은 자연적이 무늬를 갖도록 하는 합판이 많이 사용되고 있으며, 이러한 합판은 제작 후에 용도에 맞게 다양한 크기나 형태로 잘라서 사용하게 된다.Therefore, in recent years, plywood in which the upper and lower surfaces of the plywood and the circumferential surface of the plywood have a natural pattern such as natural wood by attaching a decorative sheet with a wooden pattern to the circumferential surface of a plywood produced by stacking wooden sheets has been widely used. After production, they are cut into various sizes or shapes to suit the purpose and used.
그러나, 이러한 합판은 둘레면에 원목무늬의 장식 시트가 부착된 합판을 절단할 경우, 잘려진 절단면에 측방향으로 연장된 줄무늬가 나타나기 때문에 합판의 상하면과 둘레면의 줄무늬가 서로 달라서 여전히 위화감이 발생되는 단점이 있으며, 이렇게 보기가 좋지 않고 지저분한 합판 둘레면의 줄무늬를 가리기 위해 별도의 시트지로 마감하는 경우 제작 공수가 늘어나고 비용도 증가하며 가격이 높아지는 단점이 있다.However, when cutting a plywood with a decorative sheet of solid wood on the circumferential surface, stripes extending in the lateral direction appear on the cut surface, so that the upper and lower stripes of the plywood and the circumferential surface are different from each other, which still creates a sense of incongruity. There is a drawback, and if it is finished with a separate sheet to cover the streaks on the circumference of the plywood, which is not good to look like this, there is a drawback that the manufacturing man-hour increases, the cost increases, and the price increases.
그리고, 목재 합판의 경우, 대부분 원목을 외국에서 수입한 후에 여러 층의 박판(薄板)을 접착시켜서 형성하거나, 원목을 분쇄하여 접착제 등과 혼합한 다음 판재 형태로 프레스 압축하는 과정을 통해 목재 합판을 만들고 있다.And, in the case of wood plywood, most of the wood plywood is formed by bonding several layers of thin plate after importing it from a foreign country, or by crushing the wood and mixing it with an adhesive and then pressing and compressing it into a plate. have.
상기 목재 합판의 제조를 위하여는 나무를 벌목하여 원목을 생산하여야 하는데, 이는 최근의 지구온난화 등의 이슈와 관련하여 환경 위해의 요소가 될 수 있어 바람직하지 않으며, 상기 환경 측면에서 최근 벌목이 대량으로 이루어지지 못하는 경우도 있는 바, 결국 원목의 수입 단가 및 가공비의 상승으로 이어지면서 비용면에서 비효율적일 뿐만 아니라 주로 단색 위주의 목재 합판을 사용함으로 인해 다양한 실내의 미감이나 제품의 고급감 등을 연출하는 측면에서는 미흡한 점이 있다.In order to manufacture the wood plywood, wood must be cut to produce solid wood, which is undesirable because it can become an environmental hazard in relation to issues such as global warming. In some cases, it is not possible to achieve this, leading to an increase in the import unit price and processing cost of raw wood, which is not only inefficient in terms of cost, but also expresses the aesthetics of various interiors or the luxury of products due to the use of mainly monochromatic wood plywood. On the side, there is a point of weakness.
따라서, 상기와 같은 목재 합판의 문제점을 고려하여 목재 합판을 대체할 수 있는 종이 재질의 보드 또는 종이 합판 등이 개발되고 있다.Accordingly, in consideration of the problems of the wood plywood as described above, a paper board or paper plywood that can replace the wood plywood has been developed.
일 예로서, 방수액, 본드 풀, 종이분말을 혼합한 다음, 합판 압착 기계에 넣고 찍은 후에 건조실에서 건조시켜서 제작한 종이 합판이 제시되고 있다.As an example, paper plywood produced by mixing waterproofing liquid, bond paste, and paper powder, putting it in a plywood pressing machine, and drying it in a drying room, has been proposed.
다른 예로서, 종이와 수지 접착층을 교대로 부착하여 다층으로 적층한 종이 적층판을 형성한 후, 상하표면에 무늬목을 부착하여 제작한 종이 합판이 제시되고 있다.As another example, a paper plywood manufactured by attaching a multilayered paper laminate by alternately attaching paper and a resin adhesive layer to form a multilayered paper laminate and then attaching veneers to the upper and lower surfaces has been proposed.
그러나, 이러한 종이 합판은 종이 분말을 이용하여 압축 성형하여 종이 합판을 제작하고 있어, 외부 충격이나 물리적인 힘에 의해 쉽게 파손될 수 있는 문제점이 있고, 종이를 다층으로 적층하여 종이 합판을 제작하고 있어, 제작된 종이 합판이 쉽게 휘어질 수 있고, 종이 합판을 절단하여 사용하는 경우에는 절단면을 통해 수분이 침투하기 쉬워짐으로 인해 내수성에 취약하다는 단점이 있다.However, since such paper plywood is compression molded using paper powder to produce paper plywood, there is a problem that it can be easily damaged by external impact or physical force, and paper plywood is produced by stacking paper in multiple layers. The produced paper plywood can be easily bent, and when the paper plywood is cut and used, there is a disadvantage in that it is vulnerable to water resistance because moisture easily penetrates through the cut surface.
따라서, 본 발명은 이와 같은 점을 감안하여 안출한 것으로서, 원목 또는 MDF 등의 소재로 이루어진 합판과 종이나 합성수지 등의 소재로 이루어진 여러 장의 컬러 시트를 소정의 배열로 적층 조합시켜서 합판 가장자리 단면에 여러 색상의 줄무늬가 표현되도록 한 새로운 형태의 컬러 합판을 구현함으로써, 기존 합판의 단조로움을 뛰어넘고 자연스러운 사용감과 품질의 고급감을 연출할 수 있으며, 제작 공정이 단순함과 더불어 제작 비용을 절감할 수 있고 내구성 또한 확보할 수 있음은 물론, 실내 인테리어 시공 시 별도의 도료를 칠하지 않아도 자체적으로 다양한 색상은 나타내기 때문에 시공 비용도 줄일 수 있는 컬러 합판을 제공하는데 그 목적이 있다.Accordingly, the present invention has been devised in consideration of the above points, and by stacking and combining a plywood made of a material such as solid wood or MDF and a plurality of color sheets made of a material such as paper or synthetic resin in a predetermined arrangement, several By implementing a new type of color plywood that allows color stripes to be expressed, it is possible to overcome the monotony of the existing plywood and create a natural feeling of use and high quality of quality, while the manufacturing process is simple, manufacturing cost can be reduced, and durability is also increased. The purpose of this is to provide a color plywood that can be secured, as well as reduce construction costs, because it displays various colors on its own even without applying a separate paint during indoor interior construction.
상기 목적을 달성하기 위하여 본 발명에서 제공하는 컬러 합판은 다음과 같은 특징이 있다.In order to achieve the above object, the color plywood provided by the present invention has the following characteristics.
상기 컬러 합판은 윗쪽과 아래쪽에 각각 배치되어 표면층을 이루는 원목 또는 MDF 등과 같은 소재의 표면층 상부 합판 및 표면층 하부 합판과, 상기 표면층 상부 합판과 표면층 하부 합판 사이에 적층 배치되면서 접착제에 의해 접합되어 코어층을 이루는 복수 개의 종이 또는 합성수지 등과 같은 소재의 컬러 시트 및 복수 개의 원목 또는 MDF 등과 같은 소재의 코어층 합판의 조합으로 이루어져 합판 가장자리 단면에 컬러 시트가 만들어내는 줄무늬 색상이 나타나도록 한 것이 특징이다.The colored plywood is disposed at the top and bottom, respectively, and is laminated and disposed between the top plywood and the bottom plywood of the surface layer of a material such as solid wood or MDF, and the plywood on the top of the top layer and the plywood on the bottom of the top layer, and bonded by an adhesive to form a core layer. It is characterized by a combination of color sheets made of a material such as a plurality of paper or synthetic resin, and a core layer plywood made of a material such as a plurality of solid wood or MDF, so that the color of stripes created by the color sheets appear on the edge of the plywood.
여기서, 상기 코어층의 각 컬러 시트와 각 코어층 합판은 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합될 수 있다.Here, each of the color sheets of the core layer and each of the core layer plywood may be laminated and disposed alternately, one layer at a time, and bonded together.
또한, 상기 코어층의 각 컬러 시트는 2겹이 한 층을 이룸과 더불어 각 코어층 합판과는 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합될 수 있다.In addition, two layers of each color sheet of the core layer may form one layer, and may be bonded while being alternately stacked and disposed one layer at a time with each core layer plywood.
그리고, 상기 코어층의 각 코어층 합판은 2겹이 한 층을 이룸과 더불어 각 컬러 시트와는 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합될 수 있다.In addition, two plywood of each core layer of the core layer may form one layer, and may be bonded while alternately stacked and disposed one layer at a time with each color sheet.
바람직한 실시예로서, 상기 코어층의 각 컬러 시트는 서로 다른 색상의 시트로 이루어질 수 있다.In a preferred embodiment, each color sheet of the core layer may be formed of a sheet of a different color.
본 발명에서 제공하는 컬러 합판은 다음과 같은 효과가 있다.The color plywood provided by the present invention has the following effects.
1)원목 또는 MDF 등의 소재로 이루어진 합판과 종이나 합성수지 등의 소재로 이루어진 여러 장의 컬러 시트를 소정의 배열로 적층 조합시켜서 합판 가장자리 단면에 여러 색상의 줄무늬가 표현되도록 한 새로운 컬러 합판을 제공함으로써, 기존 합판의 단조로움을 뛰어넘고 자연스러운 사용감과 품질의 고급감을 연출할 수 있는 효과가 있다.1) By providing a new color plywood in which multiple color stripes are expressed on the edge of the plywood by stacking and combining a plywood made of a material such as solid wood or MDF and several color sheets made of a material such as paper or synthetic resin in a predetermined arrangement , It has the effect of surpassing the monotony of existing plywood and creating a natural feeling of use and high quality of quality.
2)합판과 컬러 시트를 적층 및 접착하면 제작이 완료되므로, 제작 공정이 단순하고 제작 비용을 절감할 수 있으며 충격이나 수분 등에 대한 내구성을 확보할 수 있는 효과가 있다.2) Since manufacturing is completed by laminating and bonding plywood and color sheets, the manufacturing process is simple, manufacturing cost can be reduced, and durability against impact or moisture can be secured.
3)컬러 합판 자체가 미감을 나타내므로 실내 인테리어 시공 시 별도의 도료를 칠하지 않아도 자체적으로 다양한 색상은 나타낼 수 있는 등 시공 비용도 줄일 수 있고, 수요자들이 원하는 색상으로 제작이 가능하여 수요자들의 만족도를 높일 수 있는 효과가 있다.3) Since the color plywood itself exhibits a sense of beauty, it is possible to display various colors on its own without applying a separate paint during indoor interior construction, reducing construction costs, and it is possible to produce the color desired by the customer, thereby increasing the satisfaction of the consumers. There is an effect that can be.
도 1과 도 2는 본 발명의 일 실시예에 따른 컬러 합판을 나타내는 사시도
도 3은 본 발명의 일 실시예에 따른 컬러 합판에서 컬러 시트와 합판의 다양한 배치 조합을 나타내는 단면도
도 4는 본 발명의 일 실시예에 따른 컬러 합판을 사용하여 제작한 놀이용 다이를 나타내는 사시도1 and 2 are perspective views showing a colored plywood according to an embodiment of the present invention
3 is a cross-sectional view showing various arrangement combinations of a color sheet and a plywood in a color plywood according to an embodiment of the present invention
4 is a perspective view showing a die for play manufactured using a colored plywood according to an embodiment of the present invention
이하, 첨부한 도면을 참조하여 본 발명을 상세히 설명하면 다음과 같다.Hereinafter, the present invention will be described in detail with reference to the accompanying drawings.
도 1과 도 2는 본 발명의 일 실시예에 따른 컬러 합판을 나타내는 사시도이고, 도 3은 본 발명의 일 실시예에 따른 컬러 합판에서 컬러 시트와 합판의 다양한 배치 조합을 나타내는 단면도이다.1 and 2 are perspective views illustrating a color plywood according to an embodiment of the present invention, and FIG. 3 is a cross-sectional view illustrating various arrangement combinations of a color sheet and a plywood in a color plywood according to an embodiment of the present invention.
도 1 내지 도 3에 도시한 바와 같이, 상기 컬러 합판은 원목 또는 MDF 등의 소재로 이루어진 합판과 종이나 합성수지 등의 소재로 이루어진 여러 장의 컬러 시트를 소정의 배열로 적층 조합시켜서 합판 가장자리 단면에 여러 색상의 줄무늬가 표현되도록 한 형태로 이루어지게 된다.As shown in Figs. 1 to 3, the color plywood is a plywood made of a material such as solid wood or MDF, and a plurality of color sheets made of a material such as paper or synthetic resin are stacked and combined in a predetermined arrangement. It is made in one shape so that the stripes of color are expressed.
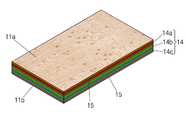
이를 위하여, 상기 컬러 합판은 윗쪽과 아래쪽에 각각 배치되어 표면층(10)을 이루는 표면층 상부 합판(11a)과 표면층 하부 합판(11b)을 포함한다.To this end, the colored plywood includes an
상기 표면층 상부 합판(11a)과 표면층 하부 합판(11b)은 원목, MDF 등의 소재로 이루어지는 일반 베니어 합판으로서, 컬러 합판의 표면층(10)을 이루면서 전체적인 합판 강도를 확보해주는 역할을 하게 된다.The upper
그리고, 상기 표면층 상부 합판(11a)과 표면층 하부 합판(11b)의 가장자리 단면은 합판 특유의 목재 질감을 나타낼 수 있게 된다.In addition, edge cross-sections of the upper
이러한 표면층 상부 합판(11a)과 표면층 하부 합판(11b)은 그 사이에 적층 배치되면서 코어층(13)을 이루는 컬러 시트(14)측이나 코어층 합판(15)측과 접하면서 접착제(12)를 이용한 프레스 압착을 통해 접합될 수 있게 된다.The upper
여기서, 상기 접착제(12)는 여러 장의 베니어 합판을 붙일 때 사용하는 일반 접착제를 사용할 수 있게 되고, 상기 프레스 역시 여러 장의 베니어 합판을 압착할 때 사용하는 일반 프레스를 사용할 수 있게 된다.Here, as the
또한, 상기 컬러 합판은 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 적층 배치되어 코어층(13)을 이루는 복수 개의 컬러 시트(14) 및 복수 개의 코어층 합판(15)을 포함한다.In addition, the color plywood includes a plurality of
상기 컬러 시트(14)는 종이 소재, 합성수지 소재 등으로 이루어진 소정의 두께, 예를 들면 표면층 상하부 합판(11a,11b)이나 코어층 합판(15)과 동일한 두께를 가지는 시트지나 필름지 형태의 컬러 시트(Color sheet)로서, 실버, 블랙, 화이트, 레드, 브라운, 핫핑크, 연핑크, 주황, 보라, 그레이, 그린, 블루 등과 같은 다양한 색상의 컬러 단색 시트지로 이루어질 수 있게 된다.The
이러한 컬러 시트(14)는 표면층 상하부 합판(11a,11b)과 동일한 크기(면적)로 이루어지게 되고, 코어층 합판(15)과 함께 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 적층 배치되면서 접착제(12)를 이용한 프레서 압착을 통해 접합된다.This
이때의 컬러 시트(14)의 가장자리 단면은 고유의 색상을 가지는 시트지 질감을 나타낼 수 있게 된다.At this time, the edge cross section of the
여기서, 상기 컬러 시트(14)의 접합 시에 사용되는 접착제(12)는 여러 장의 베니어 합판을 붙일 때 사용하는 일반 접착제를 사용할 수 있게 되고, 상기 프레스 역시 여러 장의 베니어 합판을 압착할 때 사용하는 일반 프레스를 사용할 수 있게 된다.Here, as the
상기 코어층 합판(15)은 원목, MDF 등의 소재로 이루어지는 일반 베니어 합판으로서, 컬러 합판의 코어층(13)을 이루게 되고, 이러한 코어층 합판(15)은 컬러 시트(14)의 사이에서 지지체 역할을 함과 더불어 합판 심부의 강도를 유지시켜주는 역할을 하게 된다.The
그리고, 상기 코어층 합판(15)의 가장자리 단면은 표면층 상부 합판(11a) 및 표면층 하부 합판(11b)의 가장자리 단면과 마찬가지로 합판 특유의 목재 질감을 나타낼 수 있게 된다.In addition, the edge cross-section of the
이러한 코어층 합판(15)은 표면층 상하부 합판(11a,11b)과 동일한 크기(면적)로 이루어지게 되고, 컬러 시트(14)와 함께 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 적층 배치되면서 접착제(12)를 이용한 프레스 압착을 통해 접합된다.This
여기서, 상기 접착제(12)는 여러 장의 베니어 합판을 붙일 때 사용하는 일반 접착제를 사용할 수 있게 되고, 상기 프레스 역시 여러 장의 베니어 합판을 압착할 때 사용하는 일반 프레스를 사용할 수 있게 된다.Here, as the
특히, 본 발명의 컬러 합판은 여러 색상의 컬러 시트(14)와 코어층 합판(15)의 다양한 적층 조합을 통해 컬러 합판의 가장자리 단면에 대한 우수한 외관, 다양한 색의 조합으로 이루어지는 줄무늬 색상의 외관을 확보할 수 있으며, 이는 외관이 떨어지고 보기도 좋지 않은 기존 합판의 가장자리 단면을 마감하기 위해 별도의 띠 모양으로 이루어진 시트지로 마감한다거나, 또 색상을 입힌다거나 하는 추가 공정을 배제할 수 있는 등 공정수 측면, 비용적인 측면 등에서 이점을 얻을 수 있음을 의미한다.In particular, the color plywood of the present invention has excellent appearance on the edge cross section of the color plywood through various stacking combinations of the
이를 위하여, 상기 코어층(13)의 각 컬러 시트(14)와 각 코어층 합판(15)은 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합될 수 있게 된다.To this end, each
일 예로서, 가장 윗쪽과 아래쪽에 표면층 상부 합판(11a)과 표면층 하부 합판(11b)이 배치되고, 이렇게 배치되는 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 위로부터 제1컬러 시트(14a), 코어층 합판(15), 제2컬러 시트(14b), 코어층 합판(15), 제3컬러 시트(14c)가 차례대로 적층되며, 이렇게 적층되는 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a), 코어층 합판(15), 제2컬러 시트(14b), 코어층 합판(15), 제3컬러 시트(14c)는 접착제(12)의 접착과 프레스 압착을 통해 일체식으로 접합된다.As an example, the top and
특히, 상기 제1컬러 시트(14a), 제2컬러 시트(14b) 및 제3컬러 시트(14c)는 서로 다른 색상을 나타내는 시트로 이루어질 수 있게 된다.In particular, the
예를 들면, 제1컬러 시트(14a)는 레드, 제2컬러 시트(14b)는 그린, 제3컬러 시트(14c)는 블루의 색상을 가질 수 있게 된다.For example, the
이에 따라, 상기 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a), 코어층 합판(15), 제2컬러 시트(14b), 코어층 합판(15), 제3컬러 시트(14c)의 조합을 이루는 컬러 합판의 가장자리 단면은 3가지 색상의 띠 모양의 줄무늬와 그 사이사이에 배치되는 1가지의 목재 질감이 어루어지면서 다채로운 외관을 나타낼 수 있게 되고, 결국 별도의 마감이나 색 도포 없이도 그 자체만으로 우수한 마감처리 효과를 얻을 수 있게 된다.Accordingly, the upper
다른 예로서, 가장 윗쪽과 아래쪽에 표면층 상부 합판(11a)과 표면층 하부 합판(11b)이 배치되고, 이렇게 배치되는 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 위로부터 2겹이 한 층을 이루는 컬러 시트, 즉 제1컬러 시트(14a) 및 제2컬러 시트(14b), 코어층 합판(15), 2겹이 한 층을 이루는 컬러 시트로서 제3컬러 시트(14c) 및 제4컬러 시트(14d)가 차례대로 적층되며, 이렇게 적층되는 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a) 및 제2컬러 시트(14b), 코어층 합판(15), 제3컬러 시트(14c) 및 제4컬러 시트(14d)는 접착제(12)의 접착과 프레스 압착을 통해 일체식으로 접합된다.As another example, a
특히, 상기 제1컬러 시트(14a) 내지 제4컬러 시트(14d)는 서로 다른 색상을 나타내는 시트로 이루어질 수 있게 된다.In particular, the
예를 들면, 제1컬러 시트(14a)는 레드, 제2컬러 시트(14b)는 그린, 제3컬러 시트(14c)는 블루, 제4컬러 시트(14d)는 레드의 색상을 가질 수 있게 된다.For example, the
이에 따라, 상기 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a) 및 제2컬러 시트(14b), 코어층 합판(15), 제3컬러 시트(14c) 및 제4컬러 시트(14d)의 조합을 이루는 컬러 합판의 가장자리 단면은 3가지 색상의 띠 모양의 줄무늬와 그 사이사이에 배치되는 1가지의 목재 질감이 어루어지면서 다채로운 외관을 나타낼 수 있게 되고, 결국 별도의 마감이나 색 도포 없이도 그 자체만으로 우수한 마감처리 효과를 얻을 수 있게 된다.Accordingly, the upper
또 다른 예로서, 가장 윗쪽과 아래쪽에 표면층 상부 합판(11a)과 표면층 하부 합판(11b)이 배치되고, 이렇게 배치되는 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에 위로부터 제1컬러 시트(14a), 두 층의 코어층 합판(15), 제2컬러 시트(14b)가 차례대로 적층되며, 이렇게 적층되는 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a), 두 층의 코어층 합판(15), 제2컬러 시트(14b)는 접착제(12)의 접착과 프레스 압착을 통해 일체식으로 접합된다.As another example, the top and
특히, 상기 제1컬러 시트(14a)와 제2컬러 시트(14b)는 서로 다른 색상을 나타내는 시트로 이루어질 수 있게 된다.In particular, the
예를 들면, 제1컬러 시트(14a)는 레드, 제2컬러 시트(14b)는 블루의 색상을 가질 수 있게 된다.For example, the
이에 따라, 상기 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 제1컬러 시트(14a), 코어층 합판(15), 제2컬러 시트(14b)의 조합을 이루는 컬러 합판의 가장자리 단면은 2가지 색상의 띠 모양의 줄무늬와 그 사이사이에 배치되는 1가지의 목재 질감이 어루어지면서 다채로운 외관을 나타낼 수 있게 되고, 결국 별도의 마감이나 색 도포 없이도 그 자체만으로 우수한 마감처리 효과를 얻을 수 있게 된다.Accordingly, the edge cross section of the color plywood forming a combination of the upper
그 밖에도, 위와 같은 코어층(13)을 구성하는 컬러 시트(14)와 코어층 합판(15)의 조합 이외에도 표면층 상부 합판(11a)과 표면층 하부 합판(11b) 사이에는 다양한 조합의 컬러 시트(14)와 코어층 합판(15)이 적층 배치될 수 있게 된다.In addition, in addition to the combination of the
도 4는 본 발명의 일 실시예에 따른 컬러 합판을 사용하여 제작한 놀이용 다이를 나타내는 사시도이다.4 is a perspective view showing a die for play manufactured using a colored plywood according to an embodiment of the present invention.
도 4에 도시한 바와 같이, 여기서는 컬러 합판으로 제작한 놀이용 다이(100), 즉 아이들이 로봇, 자동차 등의 장난감을 올려놓고 놀이를 할 수 있는 플레이 그라운드를 보여준다.As shown in FIG. 4, here, a play die 100 made of colored plywood, that is, a play ground in which children can play with toys such as robots and cars, is shown.
상기 놀이용 다이(100)는 컬러 합판의 표면을 이루는 표면층 상부 합판(11a)과 표면층 하부 합판(11b), 그리고 컬러 합판의 심부를 이루는 다수의 컬러 시트(14) 및 코어층 합판(15)으로 이루어지는 컬러 합판으로 제작된다.The play die 100 comprises a
이렇게 컬러 합판으로 제작된 놀이용 다이(100)의 경우, 외부로 노출되는 다이 가장자리 단면에 여러 색상의 컬러 시트(14)와 코어층 합판(15)이 만들어내는 다양한 색의 띠 모양의 줄무늬가 나타나게 되는 등 컬러 합판 그 자체만으로도 우수한 외관을 표현할 수 있으므로, 기존의 목재 소재만을 적층시켜서 만든 단조롭고 보기가 좋지 않은 가장자리 단면을 가지는 합판 대비 우수한 외관을 확보할 수 있게 된다.In the case of the play die 100 made of colored plywood, various colored stripe-like stripes created by the
또한, 상기 놀이용 다이(100)의 제작 시, 사각틀의 바닥판과 4변의 벽체를 세우고 아래쪽에 4개의 다리를 부착하기만 하면 놀이용 다이(100)의 제작이 완료되므로, 별도의 마감 작업, 예를 들면 가장자리 단면에 시트지를 붙힌다거나 추가로 색상을 칠한다거나 하는 등의 마감 작업을 삭제할 수 있는 등 제작공수 측면이나 제작비용 측면에서 유리한 점이 있다.In addition, when the play die 100 is produced, the production of the play die 100 is completed by simply setting the bottom plate of the square frame and the wall of four sides and attaching the four legs at the bottom, so a separate finishing work, For example, there are advantages in terms of manufacturing man-hours and manufacturing cost, such as being able to eliminate finishing operations such as attaching sheet paper to the edge section or painting additional colors.
이와 같이, 본 발명에서는 다양한 색상을 나타낼 수 있는 여러 장의 종이 시트나 합성수지 시트와 목재 질감을 나타내는 합판을 적층 조합하여 합판 가장자리 단면에 여러 색상의 줄무늬가 표현되도록 한 새로운 컬러 시트를 제공함으로써, 기존의 합판이 가지고 있던 가장자리 단면의 단조로움이나 외관이 떨어지는 단점을 효과적으로 커버할 수 있는 동시에 추가의 마감작업 없이도 가구 소재로서의 자연스러운 사용감과 품질의 고급감을 연출할 수 있음은 물론, 제작 공정이 단순함과 더불어 제작 비용을 절감할 수 있고 내구성 또한 확보할 수 있는 등 우수한 외관과 다채로운 미감을 연출할 수 있다.As described above, in the present invention, by providing a new color sheet in which stripes of various colors are expressed on the edge of the plywood by stacking and combining multiple sheets of paper or synthetic resin sheets capable of representing various colors and plywood showing wood texture, It can effectively cover the monotony of the edge of the plywood or the disadvantages of poor appearance, and at the same time, it can produce a natural sense of use as a furniture material and a high quality of quality without additional finishing work, as well as the simplicity of the manufacturing process and production cost. It is possible to create an excellent appearance and a variety of aesthetics, such as reducing the value and securing durability.
10 : 표면층
11a : 표면층 상부 합판
11b : 표면층 하부 합판
12 : 접착제
13 : 코어층
14,14a,14b,14c,14d : 컬러 시트
15 : 코어층 합판10: surface layer
11a: plywood on top of the surface layer
11b: plywood under the surface layer
12: adhesive
13: core layer
14,14a,14b,14c,14d: color sheet
15: core layer plywood
Claims (5)
Translated fromKoreanLaminated between the upper and lower surface layer plywood 11a and the lower surface layer plywood 11b, and the upper surface layer plywood 11a and the lower surface layer plywood 11b of solid wood or MDF material that are disposed above and below to form the surface layer 10 The edge cross section of the plywood consists of a combination of a plurality of paper or synthetic resin color sheets 14 and a plurality of solid wood or MDF core layer plywood 15 which are bonded by an adhesive 12 while being disposed to form the core layer 13 Color plywood, characterized in that the color sheet 14 to appear in the striped color.
상기 코어층(13)의 각 컬러 시트(14)와 각 코어층 합판(15)은 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합되는 것을 특징으로 하는 컬러 합판.
The method according to claim 1,
The color plywood, characterized in that the color sheets 14 of the core layer 13 and the respective core layer plywood 15 are laminated and disposed alternately, one layer at a time.
상기 코어층(13)의 각 컬러 시트(14)는 2겹이 한 층을 이룸과 더불어 각 코어층 합판(14)과는 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합되는 것을 특징으로 하는 컬러 합판.
The method according to claim 1,
Color plywood, characterized in that two layers of each color sheet 14 of the core layer 13 form one layer, and are laminated alternately with each of the core layer plywood 14 by alternately stacking and disposing one layer at a time.
상기 코어층(13)의 각 코어층 합판(15)은 2겹이 한 층을 이룸과 더불어 각 컬러 시트(14)와는 한 층씩 번갈아가면서 교대로 적층 배치되면서 접합되는 것을 특징으로 하는 컬러 합판.
The method according to claim 1,
Each of the core layer plywood 15 of the core layer 13 is a color plywood, characterized in that two layers of plywood 15 are laminated while being alternately stacked and arranged alternately with each color sheet 14 by one layer.
상기 코어층(13)의 각 컬러 시트(14)는 서로 다른 색상의 시트로 이루어지는 것을 특징으로 하는 컬러 합판.The method according to any one of claims 1 to 4,
Color plywood, characterized in that each color sheet 14 of the core layer 13 is made of sheets of different colors.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190129087AKR20210045711A (en) | 2019-10-17 | 2019-10-17 | Color plywood |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190129087AKR20210045711A (en) | 2019-10-17 | 2019-10-17 | Color plywood |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210045711Atrue KR20210045711A (en) | 2021-04-27 |
Family
ID=75725849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190129087ACeasedKR20210045711A (en) | 2019-10-17 | 2019-10-17 | Color plywood |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20210045711A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116214646A (en)* | 2023-03-06 | 2023-06-06 | 临沂明拓木业有限公司 | Production process of color core plywood |
| CN117086964A (en)* | 2023-07-20 | 2023-11-21 | 广州市盈尔安防火材料有限公司 | Production process and application of color core plywood |
| CN117774079A (en)* | 2023-11-30 | 2024-03-29 | 圣奥科技股份有限公司 | A kind of wood product and its processing technology |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200412492Y1 (en) | 2006-01-06 | 2006-03-28 | 성옥 조 | Furniture Plywood with Carbon Paper |
| KR20140001556U (en) | 2012-09-06 | 2014-03-14 | 고제학 | Door unit for furniture using plywood |
| KR20160098754A (en) | 2015-02-11 | 2016-08-19 | 주식회사 한결테크 | A plywood paint device for furniture |
- 2019
- 2019-10-17KRKR1020190129087Apatent/KR20210045711A/ennot_activeCeased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200412492Y1 (en) | 2006-01-06 | 2006-03-28 | 성옥 조 | Furniture Plywood with Carbon Paper |
| KR20140001556U (en) | 2012-09-06 | 2014-03-14 | 고제학 | Door unit for furniture using plywood |
| KR20160098754A (en) | 2015-02-11 | 2016-08-19 | 주식회사 한결테크 | A plywood paint device for furniture |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116214646A (en)* | 2023-03-06 | 2023-06-06 | 临沂明拓木业有限公司 | Production process of color core plywood |
| CN117086964A (en)* | 2023-07-20 | 2023-11-21 | 广州市盈尔安防火材料有限公司 | Production process and application of color core plywood |
| CN117774079A (en)* | 2023-11-30 | 2024-03-29 | 圣奥科技股份有限公司 | A kind of wood product and its processing technology |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20210045711A (en) | Color plywood | |
| US20080176089A1 (en) | Wallpaper type decoration panel having decoration pattern of unevenness form | |
| CN212307276U (en) | Artificial board with frame veneer | |
| KR100882806B1 (en) | Striped decorative plate and its manufacturing method using plywood | |
| JP2828177B2 (en) | Lacquer decorative board | |
| JP3126839U (en) | Colored decorative plywood combining different tree species. | |
| CN219191540U (en) | Composite facing artificial board for full-class movable home decoration | |
| KR100461011B1 (en) | Artificial pattern wood and manufacturing method thereof | |
| KR200279181Y1 (en) | Plastic pannel for door | |
| CN2926377Y (en) | Wooden composite connected floor | |
| JP3153433U (en) | Wall interior material set and wall | |
| CN212312950U (en) | Deformation cracking resistant veneer composite board | |
| JPH0339536Y2 (en) | ||
| CN203793008U (en) | 3D carving wood art structure | |
| CN216641881U (en) | Solid wood multilayer board door plate | |
| KR200344357Y1 (en) | The leaf of a door with bamboo | |
| CN202831506U (en) | Solid wood skin paint-free board | |
| CN201180477Y (en) | Wooden hull made shutter leaf | |
| CN2157012Y (en) | Metal fibre plastic-faced composite ornament plywood | |
| CN2445042Y (en) | Wood compound floor | |
| JPH0768504A (en) | Grooved decorative sheet and manufacture thereof | |
| KR200227303Y1 (en) | A decorative and firgured strip | |
| JP2790417B2 (en) | Cosmetic material and manufacturing method thereof | |
| JPH0246753Y2 (en) | ||
| KR200266839Y1 (en) | Plastic pannel having imprinted pattern for door |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application | Patent event code:PA01091R01D Comment text:Patent Application Patent event date:20191017 | |
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection | Comment text:Notification of reason for refusal Patent event date:20201027 Patent event code:PE09021S01D | |
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent | Patent event date:20210623 Comment text:Decision to Refuse Application Patent event code:PE06012S01D Patent event date:20201027 Comment text:Notification of reason for refusal Patent event code:PE06011S01I |