KR101438321B1 - Part supply device - Google Patents
Part supply deviceDownload PDFInfo
- Publication number
- KR101438321B1 KR101438321B1KR1020130058785AKR20130058785AKR101438321B1KR 101438321 B1KR101438321 B1KR 101438321B1KR 1020130058785 AKR1020130058785 AKR 1020130058785AKR 20130058785 AKR20130058785 AKR 20130058785AKR 101438321 B1KR101438321 B1KR 101438321B1
- Authority
- KR
- South Korea
- Prior art keywords
- supply
- sorting
- plate
- main body
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B13/00—Grading or sorting solid materials by dry methods, not otherwise provided for; Sorting articles otherwise than by indirectly controlled devices
- B07B13/04—Grading or sorting solid materials by dry methods, not otherwise provided for; Sorting articles otherwise than by indirectly controlled devices according to size
- B07B13/065—Apparatus for grading or sorting using divergent conveyor belts or cables
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G65/00—Loading or unloading
- B65G65/30—Methods or devices for filling or emptying bunkers, hoppers, tanks, or like containers, of interest apart from their use in particular chemical or physical processes or their application in particular machines, e.g. not covered by a single other subclass
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
Translated fromKoreanDescription
Translated fromKorean본 발명은 자동화 공정에 사용되는 부품을 크기와 일정한 방향으로 선별하여 후공정으로 공급하는 부품 공급장치에 관한 것으로, 특히 선별되지 않은 부품을 일괄적으로 공급하는 공급수단과, 상기 공급수단에서 공급된 부품을 이동시켜 크기가 큰 부품 및 방향이 다른 부품은 각각 하강시키고 선별된 부품을 일괄적으로 배출시키는 선별수단이 각각 구성되어 이루어지는 부품 공급장치에 관한 것이다.In particular, the present invention relates to a component supply apparatus for supplying components to a post-process by selecting components in a size and a predetermined direction, and more particularly, And a sorting means for moving the parts and lowering the parts having a larger size and the different directions and discharging the sorted parts collectively.
생산 공정에서 제품을 조립, 생산 등의 작업을 수행할 시 필수적으로 사용되는 볼트와 너트와 같은 부품을 공급하여야 하며, 이러한 부품은 작업인력이 직접 수작업을 통하여 이루어지게 된다.In the production process, parts such as bolts and nuts, which are essential for the assembly and production of the product, must be supplied, and these parts are manually handled by the manpower.
상기와 같이 작업인력이 부품을 공급할 때에는 작업공정마다 규격이 다른 부품을 일일이 구분하기가 쉽지 않아 잘못된 규격의 부품을 공급할 여지가 있으며, 이에 따라 작업시간이 늘어나 생산성이 저하되는 단점이 있어왔다.As described above, when the workforce supplies the parts, it is difficult to distinguish the parts different in size from each other in each work process, and there is a room for supplying the parts having the wrong size. As a result, the work time is increased and the productivity is lowered.
하지만 근래에는 산업사회가 발전하면서 각종 생산과 관련되어 인력으로 행하던 모든 일을 자동으로 처리할 수 있도록 하여 생산성을 향상시키고, 사람의 개입을 최소화시키면서 짧은 시간 안에 일정한 품질의 제품을 대량으로 생산하는 자동화 시스템으로 발전해 오고 있다.In recent years, however, as the industrial society has developed, it has become possible to automate all the work done by manpower related to various kinds of production, thereby improving productivity, automating the mass production of a certain quality product in a short time while minimizing human intervention System.
따라서 상기 생산 공정에서 부품을 조립, 용접 등의 작업을 행할 시 부품들을 정렬하여 자동으로 공급하는 공급 장치는 자동화시스템에서 중요한 요소 중 하나이며, 각양각색의 부품을 형상과 특성에 따라 일정한 방향으로 정렬하기 위해 수많은 자동 공급 시스템이 사용되고 있는 추세이다.Accordingly, a supply device that automatically aligns and supplies parts when performing operations such as assembling and welding parts in the production process is one of the important factors in an automation system, and arranges various color parts in a certain direction A number of automatic supply systems are being used to do this.
상기한 문제점을 해소하기 위해 안출된 본 발명의 목적은, 선별되지 않은 부품을 일괄적으로 공급하는 공급수단과, 상기 공급수단에서 공급된 부품을 이동시켜 크기가 큰 부품 및 방향이 다른 부품은 각각 하강시키고 선별된 부품을 일괄적으로 배출시키는 선별수단이 각각 구성되어 부품의 선별률을 향상시키면서도 고속으로 부품을 공급하여 생산성을 향상시키는 부품 공급장치를 제공하는 것이다.In order to solve the above-described problems, it is an object of the present invention to provide an image forming apparatus, comprising: a supply unit for supplying unassembled parts in a lump; and a component having a larger size and a different direction, And a sorting means for dropping the selected parts at a time and collecting the selected parts collectively. Thus, it is possible to provide a parts feeding apparatus that improves the productivity of parts by supplying parts at a high speed while improving the sorting ratio of the parts.
상기한 목적은, 본 발명에서 제공되는 하기 구성에 의해 달성된다.The above object is achieved by the following constitutions provided in the present invention.
본 발명에 의한 부품 공급장치는, 상부가 개방되는 함체 형태로 형성되는 본체와, 상기 본체의 하측에 위치되어 부품을 공급받는 공급수단과, 상기 본체의 상측에 위치되어 공급수단으로부터 공급받은 부품을 선별하는 선별수단을 포함하여 구성되고, 상기 공급수단은, 상기 본체의 개방되는 부위로 공급되는 부품을 안착하여 고정할 수 있는 호퍼형태로 구성되며, 원호상의 방향으로 일부분이 비워진 상태로 구성되고, 비워진 방향으로 경사지도록 형성되는 공급호퍼; 상기 공급호퍼 상에 원뿔 형태로 형성되어 공급호퍼로 공급되는 부품을 공급호퍼의 외측으로 이동시키는 공급콘; 상기 공급콘에 동력을 인가하여 공급콘의 회전을 도모하는 제1동력수단; 상기 공급호퍼의 비워진 부분에 끼움되어 공급호퍼에 공급된 부품이 일괄적으로 포집되며 외측으로 테이퍼지는 형태인 공급체; 상기 공급체의 하측에 로드의 선단이 접지되어 구동에 의해 공급체의 상승 및 하강을 도모하는 작동실린더;로 구성되고, 상기 선별수단은, 상기 본체의 상측에서 중앙이 개방되어 회전 가능한 원판 형태로 구성됨과 아울러 일측은 본체의 내벽과 접지되고 타측은 개방된 상태로 이루어져 공급체로부터 부품이 안착되는 선별판; 상기 선별판으로 동력을 인가하여 선별판의 회전을 도모하는 제2동력수단; 상기 선별판의 개방된 타측과 본체 내벽 사이에서 부품이 이동되는 방향으로 연장되는 판의 형태로 이루어져 부품이 이동되는 선별판의 폭을 선택적으로 가변시켜 부품을 선별하는 선별부; 상기 선별판 및 선별의 단부로 선별된 부품을 일괄적으로 배출하는 배출부; 상기 선별부에서 본체 내측 방향으로 연장되는 판의 형태로 형성되어 선별부에서 분리된 부품을 본체 내측방향으로 안내하여 하강시키는 하강판;으로 구성됨을 특징으로 한다.A component supplying apparatus according to the present invention comprises: a main body formed in a shape of an enclosure having an open top; supply means disposed on a lower side of the main body to receive a component; Wherein the supplying means is constituted in a hopper shape in which a part to be supplied to a portion to be opened of the main body can be seated and fixed and a part thereof is emptied in the direction of a circular arc, A feed hopper formed to be inclined in a direction of being emptied; A supply cone formed in a conical shape on the supply hopper to move a part supplied to the supply hopper to the outside of the supply hopper; First power means for applying power to the supply cone to rotate the supply cone; A supply body fitted in a vacant portion of the supply hopper and having a shape in which parts supplied to the supply hopper are collectively collected and tapered outward; And an operating cylinder for lowering the supply member and grounding the rod to raise and lower the supply member by driving, and the selecting means is a disk having a central portion opened from the upper side of the main body and rotatable A separating plate having one side connected to the inner wall of the main body and the other side opened so that the component is seated from the supply member; Second power means for applying power to the sorting plate to rotate the sorting plate; A sorting unit configured in the form of a plate extending in a direction in which the component is moved between the other opened side of the sorting plate and the inner wall of the main body, thereby selectively selecting a width of the sorting plate on which the component is moved; A discharge unit for collectively discharging the sorting plate and the parts selected by the end of sorting; And a lower plate formed in the form of a plate extending in the main body in the sorting unit to guide the part separated from the sorting unit in an inward direction of the main body and lower it.
또한 상기 선별판의 하측으로 선별판과 일체로 형성되는 원형의 지지판이 구성되고, 상기 지지판의 외측으로 회전가능한 다수의 롤러 형태로 이루어져 지지판을 지지하면서도 지지판이 회전될 때 연동되어 회전되는 지지롤러가 구성됨을 특징으로 한다.The support plate is supported by the support plate and rotatable when the support plate is rotated. The support plate is rotatably supported by the support plate. .
또한 상기 선별의 외측으로 돌출되는 다수의 판의 형태로 구성되며, 상기 돌출되는 판의 표면으로 장공이 형성되는 조절판이 구성되고, 상기 조절판의 장공에 인입되도록 본체 상에서 직립되어 고정되는 볼트 및 상기 장공에 인입된 볼트와 체결되는 너트로 이루어지는 조절구가 구성되어, 상기 조절판으로 하여금 선별부를 이동시켜 선별판의 폭을 선택적으로 가변시킨 후 조절구를 체결하여 선별판의 폭을 조절하여 고정할 수 있도록 구성됨을 특징으로 한다.A bolt which is configured in the form of a plurality of plates protruding outwardly of the sorting and which is fixed upright on the main body so as to be inserted into the slot of the throttle plate, The width of the sorting plate is selectively changed, and the width of the sorting plate is adjusted so that the width of the sorting plate can be adjusted by fixing the width of the sorting plate. .
전술한 바와 같이 본 발명에 따르면, 공급수단의 공급콘에 의해 공급호퍼에 공급된 부품은 공급체로 자동으로 이동되고 공급체로 공급된 부품은 선별수단의 선별판으로 공급되어 선별판과 선별부로 하여금 크기 또는 방향에 따라 부품이 선별됨으로서 간단한 구성으로 인해 생산설비가 최소화되면서도 선별작업성을 향상시켜 부품의 선별작업을 신속하게 수행하여 후공정의 설비가동율을 향상시키는 효과가 있다.As described above, according to the present invention, the parts supplied to the supply hopper by the supply cone of the supply means are automatically moved to the supply body, and the parts supplied to the supply body are supplied to the sorting plate of the sorting means, Or the direction is selected so that the production facility can be minimized due to the simple structure, and the screening workability can be improved, so that the sorting operation of the parts can be performed quickly, thereby improving the operation rate of the post-processing equipment.
또한 선별판에 형성된 지지판이 지지롤러에 의해 본체 내에서 위치 고정된 상태에서 회전이 이루어지면서도 지지롤러가 자체회전되어 선별판의 회전력을 저하시키지 않아 선별판의 작동을 원활하게 하여 선별판에 안착된 부품의 선별작업이 안정적으로 수행되는 효과가 있다.Also, while the support plate formed on the plate is rotated and fixed in the main body by the support rollers, the support roller is rotated by itself, so that the rotation force of the plate is not lowered so that the operation of the plate is smoothly performed, So that the sorting operation of the parts can be stably performed.
또한 조절판 및 고절구의 구성으로 인하여 부품을 선별하는 선별판의 폭을 용이하게 조절할 수 있어 사용이 편리한 효과가 있다.Further, the width of the sorting plate for sorting the parts can be easily adjusted due to the configuration of the throttle plate and the high-throttle, which is convenient to use.
도 1은 본 발명에 의한 부품 공급장치의 바람직한 형태를 나타내는 평면도,
도 2는 도 1의 A-A"부에서 도시된 본 발명의 제1동력수단에 공급콘이 회전되는 바람직한 형태를 나타내는 예시도,
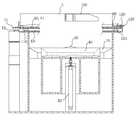
도 3은 도 1의 A-A"부에서 도시된 본 발명의 바람직한 형태를 나타내는 예시도,
도 4는 본 발명의 작동실린더에 의해 공급체가 작동되는 바람직한 형태를 나타내는 예시도,
도 5(a), (b)는 본 발명의 조절판에 의해 선별부가 이동되는 바람직한 형태를 나타내는 예시도.1 is a plan view showing a preferred embodiment of a part feeding apparatus according to the present invention,
FIG. 2 is an exemplary view showing a preferred form in which the supply cone is rotated to the first power means of the present invention shown in the AA 'portion of FIG. 1;
3 is an exemplary view showing a preferred embodiment of the present invention shown in AA "in Fig. 1;
4 is an exemplary view showing a preferred form in which the supply body is operated by the operating cylinder of the present invention,
5 (a) and 5 (b) are views showing an example of a preferred mode in which the sorting section is moved by the regulating plate of the present invention.
이하, 첨부된 도면을 참조하여 본 발명에서 바람직한 실시예로 제안하고 있는 부품 공급장치를 상세히 설명하기로 한다.DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS The present invention will be described in detail below with reference to the accompanying drawings.
도 1은 본 발명에 의한 부품 공급장치의 바람직한 형태를 나타내는 평면도도로서, 본 발명에 따른 부품 공급장치의 형태는 도 1 및 도 3에 도시된 바와 같이 상부가 개방되는 함체 형태로 형성되는 본체(1), 상기 본체(1)의 하측에서 부품을 공급받는 공급수단, 상기 본체(1)의 상측에 공급수단으로부터 공급받은 부품을 선별하는 선별수단으로 구성되어진다.FIG. 1 is a plan view showing a preferred embodiment of the component supplying apparatus according to the present invention, and the component supplying apparatus according to the present invention is a component supplying apparatus, as shown in FIGS. 1 and 3, 1), supply means for supplying a component from the lower side of the
공급수단은, 상기 본체(1)의 개방되는 부위로 공급되는 부품을 안착하여 고정할 수 있는 호퍼 형태로 구성되며, 원호상의 방향으로 일부분이 비워진 상태로 구성되고, 비워진 방향으로 경사지도록 형성되는 공급호퍼(10)가 포함되어 구성된다.The supply means is constituted by a hopper type in which a component to be supplied to a portion to be opened of the
상기 공급호퍼(10)가 비워진 방향으로 경사지도록 형성되는 것은 공급호퍼(10)로 공급된 부품이 비워진 부분으로 이동될 수 있도록 하기 위함이고, 이렇게 이동된 부품들은 후술되는 공급체(40)로 이동되기 위함이다.The
또한 공급수단은, 상기 공급호퍼(10) 상에 원뿔 형태로 형성되어 공급호퍼(10)로 공급되는 부품을 공급호퍼(10)의 외측으로 이동시키는 공급콘(20) 및 상기 공급콘(20)에 동력을 인가하여 회전을 도모하는 제1동력수단(30)이 포함되어 구성된다.The supply means includes a
즉, 상기 제1동력수단(30)에 의해 공급콘(20)이 회전될 때 공급호퍼(10)로 부품이 공급되면 공급된 부품이 공급콘(20)에 안착되어 원뿔 형태의 공급콘(20)에 의해 공급호퍼(10)의 외측으로 이동되거나 공급콘(20)의 회전에 의한 원심력으로 인해 공급호퍼(10)의 외측으로 이동된다.That is, when a part is supplied to the
또한 공급수단은, 상기 공급호퍼(10)의 비워진 부분에 끼움되어 공급호퍼(10)에 공급된 부품이 일괄적으로 포집되는 공급체(40)가 포함되어 구성되며, 앞서 언급한 바와 같이 공급호퍼(10)에 공급된 부품은 공급콘(20)에 의해 공급호퍼(10)의 외측으로 이동하게 되고, 공급체(40)가 구성되는 방향으로 경사지도록 형성되는 공급호퍼(10)의 형태로 인해 부품은 자동으로 공급체(40)로 이동되어 공급체(40)에 포집되는 것이다.The supply means is configured to include a
여기서 상기 공급체(40)는 부품의 포집을 보다 안정적으로 수행하기 위해 공급호퍼(10)의 비워진 단부측의 수평선상을 기준으로 아래쪽에 형성되어 부품이 공급호퍼(10)의 비워진 단부측에서 자유낙하하여 포집될 수 있도록 구성되며, 상기 공급체(40)는 도 4에 도시된 바와 같이 외측으로 테이퍼지는 형태로 이루어진다.
또한 공급수단은, 도 3에 도시된 바와 같이 상기 공급체(40)의 하측에 로드의 선단이 접지되어 작동에 의해 공급체(40)의 상승 및 하강을 도모하는 작동실린더(50)가 포함되어 구성되어 도 4에 도시된 바와 같이 작동실린더(50)에 의해 공급체(40)가 상승하면 외측으로 테이퍼지는 형태로 인해 공급체(40)에 포집된 부품이 선별수단으로 공급하도록 구성된다.Here, the
3, the supply means includes an
삭제delete
선별수단은, 상기 본체(1)의 상측에서 중앙이 개방되어 회전 가능한 원판 형태로 구성됨과 아울러 일측은 본체(1)의 내벽과 접지되고 타측은 개방된 상태로 이루어져 공급체(40)로부터 부품이 안착되는 선별판(60) 및 상기 선별판(60)으로 동력을 인가하여 선별판(60)의 회전을 도모하는 제2동력수단(70)이 포함되어 구성된다.The separating means is formed in the shape of a disk which is rotatable from the upper side of the
즉, 공급체(40)로부터 공급된 부품은 제2동력수단(70)에 의해 회전되는 선별판(60)을 통해 이동되도록 구성되는 것이다.That is, the parts supplied from the
선별수단은, 상기 선별판(60)의 개방된 타측과 본체(1) 내벽 사이에서 부품이 선별판(60)에 의해 이동되는 방향으로 연장되는 판의 형태로 이루어져 부품이 이동되는 선별판(60)의 폭을 선택적으로 가변시켜 부품을 선별하는 선별부(80)가 포함되어 구성된다.The sorting means includes a
또한 선별수단은, 상기 선별판(60) 및 선별부(80)의 단부로 선별된 부품을 일괄적으로 배출하는 배출부(90) 및 상기 선별부(80)에서 본체(1) 내측 방향으로 연장되는 판의 형태로 형성되어 선별판(60)의 폭 보다 커서 선별부(80)에 의해 분리된 부품을 본체(1) 내측방향으로 안내한 후 하강시켜 따로 분리하는 하강판(100)이 각각 포함되어 구성된다.The sorting means includes a
즉, 상기 선별판(60)에 안착된 부품은 선별판(60)의 회전에 의해 부품은 선별판(60) 상에서 이동하게 되고, 선별판(60) 상에서 선별부(80)에 의해 선별판(60)의 폭이 정해지면 그 폭에 인입되는 부품은 배출부(90) 측으로 이동되어 후공정으로 이동되게 되며, 선별부(80)에 의해 정해지는 선별판(60)의 폭보다 큰 부품들은 하강판(100)에 접지되어 본체(1) 아래로 하강됨으로서 부품의 선별이 이루어지게 되는 것이다.That is, the parts placed on the
여기서 상기 제1, 2동력수단(30, 70)은 공급콘(20) 및 선별판(60)을 회전시키는 구성이면 어떠한 것이라도 사용 가능하며, 이를 좀더 상세히 설명하면 도 2에 도시된 바와 같이 상기 제1동력수단(30)은, 상기 공급콘(20)의 하부방향으로 연장되는 회전축(21)이 포함되어 구성된다.As shown in FIG. 2, the first and second power means 30 and 70 may be any type of structure that rotates the
또한 상기 본체(1) 내부 하단에 직립되어 회전축(1)이 회전가능하도록 회전축(1)의 상, 하부를 각각 지지하는 고정구(31) 및 풀리 및 벨트를 이용하여 상기 회전축(21)에 동력을 전달하는 제1모터(33)가 포함되어 구성된다.A
즉, 고정구(31)의 구성으로 하여금 회전축(21)이 안정적으로 지지되어 공급콘(20)의 진동 및 손상없이 사용이 이루어지게 하는 것이다.In other words, the structure of the
상기 제2동력수단(70)은, 도 1에 도시된 바와 같이 상기 선별판(60) 외측의 원호상으로 기어 형태로 구성되는 구동부(61)가 포함되어 구성된다.As shown in FIG. 1, the
또한 상기 구동부(61)에 치합되어 선별판(60)으로 동력을 전달하는 치합부(71) 및 상기 치합부(71)를 회전시켜 선별판(60)의 회전을 도모하는 제2모터(73)가 포함되어 구성된다.A
여기서 상기 선별판(60)의 하측으로 선별판(60)과 일체로 형성되는 원형의 지지판(63)이 구성됨과 아울러 상기 지지판(63)의 외측으로 회전가능한 다수의 롤러 형태로 이루어져 지지판(61)을 지지하면서도 지지판(61)이 회전될 때 연동되어 회전되는 지지롤러(110)가 구성된다.A
따라서 상기 선별판(60)이 지지롤러(110)에 의해 본체(1) 내에서 위치 고정된 상태에서 회전이 이루어지면서도 지지롤러(11)가 자체회전됨으로서 선별판(60)의 회전력을 저하시키지 않은 상태에서 지지하여 선별판(60)의 작동을 원활하게 하는 효과를 가지게 되는 것이다.Accordingly, the rotation of the
한편, 도 5 (a), (b)에 도시된 바와 같이 상기 선별부(80)의 외측으로 돌출되는 다수의 판의 형태로 구성되며, 상기 돌출되는 판의 표면으로 장공(121)이 형성되는 조절판(120) 및 상기 조절판(120)의 장공(121)에 인입되도록 본체(1) 상에서 직립되어 고정되는 볼트 및 상기 장공(121)에 인입된 볼트와 체결되는 너트로 이루어지는 조절구(130)가 구성된다.As shown in FIGS. 5 (a) and 5 (b), the
따라서 상기 조절판(120)으로 하여금 선별부(80)를 이동시켜 선별판(60)의 폭을 선택적으로 가변시킨 후 조절구(130)를 체결하여 선별판(60)의 폭을 조절할 수 있도록 하여 용이하게 사용가능한 효과를 가지게 되는 것이다.The width of the
그리고 상기 조절판(120) 및 조절구(130)는 사용 상태에 따라 얼마든지 교체가 가능하도록 구성된다.In addition, the
삭제delete
삭제delete
여기서 본 발명은 또 다른 형태로 구성될 수 있으며, 또 다른 형태를 상세히 설명하면, 본체(1), 상기 본체(1)의 하측에서 부품을 공급받는 공급수단, 상기 본체(1)의 상측에 공급수단으로부터 공급받은 부품을 선별하는 선별수단으로 구성되는 것은 동일하며, 본체와 선별수단의 구성 또한 동일하다.Here, the present invention can be configured in another form. In another aspect, the present invention provides an electronic apparatus comprising a
또 다른 형태의 공급수단은, 상기 본체(1)의 개방되는 부위로 공급되는 부품을 안착하여 고정할 수 있는 호퍼 형태로 구성되며, 원호상의 방향으로 일부분이 비워진 상태로 구성되고, 비워진 방향으로 바닥면이 경사지도록 형성되는 공급호퍼(10)가 포함되어 구성된다.Another type of supplying means is constituted by a hopper type in which a part to be supplied to the opening portion of the
상기 공급호퍼(10)가 비워진 방향으로 형성되는 경사각은 20 ~ 25°로 유지되는 것이 바람직하며,이는 공급호퍼(10)의 기능은 유지하면서도 부품이 안정적으로 비워진 방향으로 이동되도록 하기 위함이다.The inclination angle formed in the direction in which the
상기 공급호퍼(10)가 비워진 방향으로 경사지도록 형성되는 것은 공급호퍼(10)로 공급된 부품이 비워진 부분으로 이동될 수 있도록 하기 위함이고, 이렇게 이동된 부품들은 후술되는 공급체(40)로 이동되기 위함이다.The
또한 공급수단은, 상기 공급호퍼(10)의 비워진 부분에 끼움되어 공급호퍼(10)에 공급된 부품이 일괄적으로 포집되는 공급체(40)가 포함되어 구성되며, 앞서 언급한 바와 같이 공급체(40)가 구성되는 방향으로 경사지도록 형성되는 공급호퍼(10)의 형태로 인해 부품은 자동으로 공급체(40)로 이동되어 공급체(40)에 포집되는 것이다.The supply means is constituted to include a
또한 공급수단은, 도 3에 도시된 바와 같이 상기 공급체(40)의 하측에 로드의 선단이 접지되어 작동에 의해 공급체(40)의 상승 및 하강을 도모하는 작동실린더(50)가 포함되어 구성되어 선별수단으로 부품을 공급하도록 구성된다.3, the supply means includes an
1 : 본체10 : 공급호퍼
20 : 공급콘21 : 회전축
30 : 제1동력수단31 : 고정구
33 : 제1모터40 : 공급체
50 : 작동실린더60 : 선별판
61 : 구동부63 : 지지판
70 : 제2동력수단71 : 치합부
73 : 제2모터80 : 선별부
90 : 배출부100 : 하강판
110 : 지지롤러120 : 조절판
121 : 장공130 : 조절구
140 : 수거수단141 : 수거통
143 : 스크류콘베어145 : 포집통1: Main body 10: Feed hopper
20: supply cone 21: rotating shaft
30: first power means 31: fastener
33: first motor 40: supply body
50: operating cylinder 60: sorting plate
61: driving part 63:
70: second power means 71:
73: second motor 80: selector
90: discharge part 100: lower steel plate
110: support roller 120: throttle plate
121: elongated hole 130:
140: Collection means 141:
143: screw conveyor 145: collecting container
Claims (7)
Translated fromKorean상기 공급수단은,
상기 본체(1)의 개방되는 부위로 공급되는 부품을 안착하여 고정할 수 있는 호퍼형태로 구성되며, 원호상의 방향으로 일부분이 비워진 상태로 구성되고, 비워진 방향으로 경사지도록 형성되는 공급호퍼(10); 상기 공급호퍼(10) 상에 원뿔 형태로 형성되어 공급호퍼(10)로 공급되는 부품을 공급호퍼(10)의 외측으로 이동시키는 공급콘(20); 상기 공급콘(20)에 동력을 인가하여 공급콘(20)의 회전을 도모하는 제1동력수단(30); 상기 공급호퍼(10)의 비워진 부분에 끼움되어 공급호퍼(10)에 공급된 부품이 일괄적으로 포집되며 외측으로 테이퍼지는 형태인 공급체(40); 상기 공급체(40)의 하측에 로드의 선단이 접지되어 구동에 의해 공급체(40)의 상승 및 하강을 도모하는 작동실린더(50);
로 구성되고,
상기 선별수단은,
상기 본체(1)의 상측에서 중앙이 개방되어 회전 가능한 원판 형태로 구성됨과 아울러 일측은 본체(1)의 내벽과 접지되고 타측은 개방된 상태로 이루어져 공급체(40)로부터 부품이 안착되는 선별판(60); 상기 선별판(60)으로 동력을 인가하여 선별판(60)의 회전을 도모하는 제2동력수단(70); 상기 선별판(60)의 개방된 타측과 본체(1) 내벽 사이에서 부품이 이동되는 방향으로 연장되는 판의 형태로 이루어져 부품이 이동되는 선별판(60)의 폭을 선택적으로 가변시켜 부품을 선별하는 선별부(80); 상기 선별판(60) 및 선별부(80)의 단부로 선별된 부품을 일괄적으로 배출하는 배출부(90); 상기 선별부(80)에서 본체(1) 내측 방향으로 연장되는 판의 형태로 형성되어 선별부(80)에서 분리된 부품을 본체(1) 내측방향으로 안내하여 하강시키는 하강판(100);
으로 구성됨을 특징으로 하는 부품 공급장치.A main body 1 formed in a shape of an enclosure with its top opened; a supply means provided below the main body 1 to receive a component; and a component disposed on the upper side of the main body 1, And sorting means for sorting,
Wherein the supplying means comprises:
A supply hopper 10 formed in a hopper shape in which a part to be supplied to the opened part of the main body 1 can be seated and fixed, a part of which is empty in the direction of a circular arc, ; A supply cone 20 formed in a conical shape on the supply hopper 10 to move a part supplied to the supply hopper 10 to the outside of the supply hopper 10; First power means (30) for applying power to the supply cone (20) to rotate the supply cone (20); A supply body 40 fitted in the empty portion of the supply hopper 10 so that the parts supplied to the supply hopper 10 are collectively collected and tapered outward; An operation cylinder (50) for lowering the supply body (40) and for leading up and down the supply body (40) by driving the rod at the lower end thereof;
≪ / RTI >
The selection means,
And the other side is opened so that the component is seated from the supply body 40. In this case, the component is mounted on the upper surface of the main body 1, (60); Second power means (70) for applying power to the sorting plate (60) to rotate the sorting plate (60); The width of the separating plate 60, which is formed in the form of a plate extending in a direction in which the component is moved between the other opened side of the sorting plate 60 and the inner wall of the main body 1, A selecting unit 80 for selecting a desired image; A discharge unit 90 for collectively discharging the sorted parts by the end of the sorting plate 60 and the sorting unit 80; A descending plate 100 formed in the form of a plate extending inwardly of the main body 1 in the sorting unit 80 and guiding and lowering the parts separated from the sorting unit 80 inwardly of the main body 1;
And a component supplying device for supplying the component to the component supplying device.
상기 제1동력수단(30)은,
상기 공급콘(20)의 하부방향으로 연장되는 회전축(21)이 구성되고,
상기 본체(1) 내부 하단에 직립되어 회전축(21)이 회전가능하도록 회전축(21)의 상, 하부를 각각 지지하는 고정구(31)가 구성되고,
풀리 및 벨트를 이용하여 상기 회전축(21)에 동력을 전달하는 제1모터(33)로 구성됨을 특징으로 하는 부품 공급장치.The method according to claim 1,
The first power means (30)
A rotating shaft 21 extending downward of the supply cone 20 is formed,
A fastener 31 is provided which supports the upper and lower portions of the rotary shaft 21 so that the rotary shaft 21 can be rotated upright on the lower end of the main body 1,
And a first motor (33) for transmitting power to the rotary shaft (21) by using a pulley and a belt.
상기 제2동력수단(70)은,
상기 선별판(60) 외측의 원호상으로 기어 형태로 구성되는 구동부(61)가 구성되고,
상기 구동부(61)에 치합되어 선별판(60)으로 동력을 전달하는 치합부(71) 및 상기 치합부(71)를 회전시켜 선별판(60)의 회전을 도모하는 제2모터(73)로 구성됨을 특징으로 하는 부품 공급장치.The method according to claim 1,
The second power means (70)
A drive unit 61 configured in a gear shape on an arc outside the sorting plate 60 is constructed,
A mating portion 71 which meshes with the driving portion 61 and transmits power to the sorting plate 60 and a second motor 73 which rotates the mating portion 71 to rotate the sorting plate 60 Wherein the component supply device comprises:
상기 선별판(60)의 하측으로 선별판(60)과 일체로 형성되는 원형의 지지판(63)이 구성되고,
상기 지지판(63)의 외측으로 회전가능한 다수의 롤러 형태로 이루어져 지지판(63)을 지지하면서도 지지판(63)이 회전될 때 연동되어 회전되는 지지롤러(110)가 구성됨을 특징으로 하는 부품 공급장치.The method of claim 3,
A circular support plate 63 formed integrally with the sorting plate 60 is formed below the sorting plate 60,
Wherein the supporting roller is configured to be rotatable to the outside of the supporting plate and supports the supporting plate and rotates when the supporting plate is rotated.
상기 선별부(80)의 외측으로 돌출되는 다수의 판의 형태로 구성되며, 상기 돌출되는 판의 표면으로 장공(121)이 형성되는 조절판(120)이 구성되고,
상기 조절판(120)의 장공(121)에 인입되도록 본체(1) 상에서 직립되어 고정되는 볼트 및 상기 장공(121)에 인입된 볼트와 체결되는 너트로 이루어지는 조절구(130)가 구성되어,
상기 조절판(120)으로 하여금 선별부(80)를 이동시켜 선별판(60)의 폭을 선택적으로 가변시킨 후 조절구(130)를 체결하여 선별판(60)의 폭을 조절하여 고정할 수 있도록 구성됨을 특징으로 하는 부품 공급장치.The method according to claim 1,
A control plate 120 formed in the form of a plurality of plates protruding outward of the sorting unit 80 and having elongated holes 121 formed on the surface of the protruding plate,
An adjuster 130 is formed of a bolt fixed upright on the main body 1 to be inserted into the slot 121 of the throttle plate 120 and a nut fastened to the bolt drawn into the slot 121,
The width of the sorting plate 60 can be selectively changed by moving the sorting unit 80 to the adjusting plate 120 so that the width of the sorting plate 60 can be adjusted by fixing the adjusting member 130 Wherein the component supply device comprises:
상기 공급수단은,
상기 본체(1)의 개방되는 부위로 공급되는 부품을 안착하여 고정할 수 있는 호퍼형태로 구성되며, 원호상의 방향으로 일부분이 비워진 상태로 구성되고, 비워진 방향으로 바닥면이 경사지도록 형성되는 공급호퍼(10);
상기 공급호퍼(10)의 비워진 부분에 끼움되어 공급호퍼(10)에 공급된 부품이 이동되어 일괄적으로 포집되며 외측으로 테이퍼지는 형태인 공급체(40); 상기 공급체(40)의 하측에 로드의 선단이 접지되어 구동에 의해 공급체(40)의 상승 및 하강을 도모하는 작동실린더(50);
로 구성되고,
상기 선별수단은,
상기 본체(1)의 상측에서 중앙이 개방되어 회전 가능한 원판 형태로 구성됨과 아울러 일측은 본체(1)의 내벽과 접지되고 타측은 개방된 상태로 이루어져 공급체(40)로부터 부품이 안착되는 선별판(60); 상기 선별판(60)으로 동력을 인가하여 선별판(60)의 회전을 도모하는 제2동력수단(70); 상기 선별판(60)의 개방된 타측과 본체(1) 내벽 사이에서 부품이 이동되는 방향으로 연장되는 판의 형태로 이루어져 부품이 이동되는 선별판(60)의 폭을 선택적으로 가변시켜 부품을 선별하는 선별부(80); 상기 선별판(60) 및 선별부(80)의 단부로 선별된 부품을 일괄적으로 배출하는 배출부(90); 상기 선별부(80)에서 본체(1) 내측 방향으로 연장되는 판의 형태로 형성되어 선별부(80)에서 분리된 부품을 본체(1) 내측방향으로 안내하여 하강시키는 하강판(100);
으로 구성됨을 특징으로 하는 부품 공급장치.A main body 1 formed in a shape of an enclosure with its top opened; a supply means provided below the main body 1 to receive a component; and a component disposed on the upper side of the main body 1, And sorting means for sorting,
Wherein the supplying means comprises:
A hopper configured to be able to seat and fix a component to be supplied to a part of the main body to be opened, a part of which is empty in the direction of a circular arc, (10);
A supply body 40 fitted in the empty portion of the supply hopper 10 so that the components supplied to the supply hopper 10 are moved and collectively collected and tapered outward; An operation cylinder (50) for lowering the supply body (40) and for leading up and down the supply body (40) by driving the rod at the lower end thereof;
≪ / RTI >
The selection means,
And the other side is opened so that the component is seated from the supply body 40. In this case, the component is mounted on the upper surface of the main body 1, (60); Second power means (70) for applying power to the sorting plate (60) to rotate the sorting plate (60); The width of the separating plate 60, which is formed in the form of a plate extending in a direction in which the component is moved between the other opened side of the sorting plate 60 and the inner wall of the main body 1, A selecting unit 80 for selecting a desired image; A discharge unit 90 for collectively discharging the sorted parts by the end of the sorting plate 60 and the sorting unit 80; A descending plate 100 formed in the form of a plate extending inwardly of the main body 1 in the sorting unit 80 and guiding and lowering the parts separated from the sorting unit 80 inwardly of the main body 1;
And a component supplying device for supplying the component to the component supplying device.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130058785AKR101438321B1 (en) | 2013-05-24 | 2013-05-24 | Part supply device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130058785AKR101438321B1 (en) | 2013-05-24 | 2013-05-24 | Part supply device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR101438321B1true KR101438321B1 (en) | 2014-09-16 |
Family
ID=51759514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130058785AActiveKR101438321B1 (en) | 2013-05-24 | 2013-05-24 | Part supply device |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101438321B1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107617571A (en)* | 2017-11-01 | 2018-01-23 | 成都大学 | Fruit sieving machine by classification |
| CN108722879A (en)* | 2018-05-05 | 2018-11-02 | 浙江万得凯流体设备科技股份有限公司 | A kind of triple valve ball selecting device |
| KR20210125207A (en)* | 2020-04-08 | 2021-10-18 | 최필수 | Automatic object sorting and loading device |
| KR102545224B1 (en) | 2022-11-30 | 2023-06-20 | 최주오 | Apparatus of arranging and supplying parts automatically |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10203637A (en)* | 1996-11-21 | 1998-08-04 | Daizen:Kk | Article aligning sorting device |
| JP2006016206A (en)* | 2004-07-02 | 2006-01-19 | Tetsuya Asada | Supply device |
| JP2011241056A (en)* | 2010-05-19 | 2011-12-01 | Aisin Seiki Co Ltd | Workpiece aligning device |
| JP2012071921A (en)* | 2010-09-28 | 2012-04-12 | Aisin Seiki Co Ltd | Workpiece aligning apparatus |
- 2013
- 2013-05-24KRKR1020130058785Apatent/KR101438321B1/enactiveActive
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10203637A (en)* | 1996-11-21 | 1998-08-04 | Daizen:Kk | Article aligning sorting device |
| JP2006016206A (en)* | 2004-07-02 | 2006-01-19 | Tetsuya Asada | Supply device |
| JP2011241056A (en)* | 2010-05-19 | 2011-12-01 | Aisin Seiki Co Ltd | Workpiece aligning device |
| JP2012071921A (en)* | 2010-09-28 | 2012-04-12 | Aisin Seiki Co Ltd | Workpiece aligning apparatus |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107617571A (en)* | 2017-11-01 | 2018-01-23 | 成都大学 | Fruit sieving machine by classification |
| CN107617571B (en)* | 2017-11-01 | 2023-11-17 | 成都大学 | Fruit classification screening machine |
| CN108722879A (en)* | 2018-05-05 | 2018-11-02 | 浙江万得凯流体设备科技股份有限公司 | A kind of triple valve ball selecting device |
| KR20210125207A (en)* | 2020-04-08 | 2021-10-18 | 최필수 | Automatic object sorting and loading device |
| KR102317395B1 (en)* | 2020-04-08 | 2021-10-25 | 최필수 | Automatic object sorting and loading device |
| KR102545224B1 (en) | 2022-11-30 | 2023-06-20 | 최주오 | Apparatus of arranging and supplying parts automatically |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101438321B1 (en) | Part supply device | |
| CN110052393B (en) | Drum-type fritillary bulb sorter | |
| CN105562345A (en) | Equal-diameter roller type fresh tea grading device and method | |
| JP6001986B2 (en) | Fruit seed shell separation and separation device | |
| CN110405118B (en) | Thread rolling equipment for part machining | |
| CN205253581U (en) | Chain trade axle class part automatic separation device | |
| CN107486404B (en) | A kind of dedicated sorting equipment of bolt | |
| CN107413966A (en) | A kind of necking equipment of copper pipe | |
| CN112936116B (en) | Be applied to shot-blasting on shot-blasting machine and use recovery processing device | |
| KR101530890B1 (en) | High-speed rotary separator | |
| CN105170456A (en) | Seed screening machine | |
| KR102084456B1 (en) | Capsale automatic separation apparatus | |
| CN109894690A (en) | A kind of machinery processing apparatus with sorting function | |
| CN107413978A (en) | Adjustable rack | |
| CN113145464B (en) | Screening device with automatic separation function for medlar material selection | |
| KR20200048503A (en) | Automatic steel ball sorting apparatus | |
| CN116329068B (en) | Gangue sorting equipment with adjustable specification | |
| CN201815462U (en) | Sieving machine for camellia seed | |
| CN202366864U (en) | Trommel screen | |
| CN205095865U (en) | System sand for building machine with divide material function | |
| CN211109798U (en) | Automatic feeding device | |
| CN204768926U (en) | High -efficient system sand machine for building | |
| CN104828575B (en) | A kind of automatic feeder and its method of feeding | |
| CN210935962U (en) | Magnetic ring outer diameter sorting machine | |
| CN209288702U (en) | A kind of washer mounting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application | Patent event code:PA01091R01D Comment text:Patent Application Patent event date:20130524 | |
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection | Comment text:Notification of reason for refusal Patent event date:20140523 Patent event code:PE09021S01D | |
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration | Patent event code:PE07011S01D Comment text:Decision to Grant Registration Patent event date:20140827 | |
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment | Comment text:Registration of Establishment Patent event date:20140829 Patent event code:PR07011E01D | |
| PR1002 | Payment of registration fee | Payment date:20140829 End annual number:3 Start annual number:1 | |
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment | Payment date:20170724 Year of fee payment:4 | |
| PR1001 | Payment of annual fee | Payment date:20170724 Start annual number:4 End annual number:4 | |
| FPAY | Annual fee payment | Payment date:20190624 Year of fee payment:6 | |
| PR1001 | Payment of annual fee | Payment date:20190624 Start annual number:6 End annual number:6 | |
| PR1001 | Payment of annual fee | Payment date:20200810 Start annual number:7 End annual number:7 | |
| PR1001 | Payment of annual fee | Payment date:20210923 Start annual number:8 End annual number:8 | |
| PR1001 | Payment of annual fee | Payment date:20220711 Start annual number:9 End annual number:9 | |
| PR1001 | Payment of annual fee | Payment date:20230710 Start annual number:10 End annual number:10 | |
| PR1001 | Payment of annual fee | Payment date:20240710 Start annual number:11 End annual number:11 | |
| PR1001 | Payment of annual fee | Payment date:20250623 Start annual number:12 End annual number:12 |