KR100840926B1 - Induction heating paper cups and manufacturing method - Google Patents
Induction heating paper cups and manufacturing methodDownload PDFInfo
- Publication number
- KR100840926B1 KR100840926B1KR1020080011046AKR20080011046AKR100840926B1KR 100840926 B1KR100840926 B1KR 100840926B1KR 1020080011046 AKR1020080011046 AKR 1020080011046AKR 20080011046 AKR20080011046 AKR 20080011046AKR 100840926 B1KR100840926 B1KR 100840926B1
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- paper
- thermoplastic resin
- paper cup
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
























Classifications
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G19/00—Table service
- A47G19/22—Drinking vessels or saucers used for table service
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/26—Opening arrangements or devices incorporated in, or attached to, containers
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/34—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/74—Large containers having means for heating, cooling, aerating or other conditioning of contents
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/32—Drying solid materials or objects by processes involving the application of heat by development of heat within the materials or objects to be dried, e.g. by fermentation or other microbiological action
- F26B3/34—Drying solid materials or objects by processes involving the application of heat by development of heat within the materials or objects to be dried, e.g. by fermentation or other microbiological action by using electrical effects
- F26B3/347—Electromagnetic heating, e.g. induction heating or heating using microwave energy
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G2400/00—Details not otherwise provided for in A47G19/00-A47G23/16
- A47G2400/10—Articles made from a particular material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Biotechnology (AREA)
- Food Science & Technology (AREA)
- Molecular Biology (AREA)
- General Engineering & Computer Science (AREA)
- Package Specialized In Special Use (AREA)
Abstract
Translated fromKoreanDescription
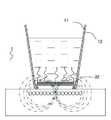
Translated fromKorean본 발명은 종이컵의 내부 바닥 상면에 고주파 유도가열체로 이루어지는 알루미늄층을 형성하여 상기 종이컵에 물을 넣고 외부의 인덕션 가열기를 사용하여 직접 종이컵 안에 들어있는 물 등의 액체 내용물을 끓이거나 데워서 먹을 수 있도록 한 인덕션 가열용 종이컵 및 그 제조방법에 관한 것이다.The present invention forms an aluminum layer made of a high frequency induction heating body on the upper surface of the inner bottom of the paper cup to put water in the paper cup and to boil or warm the liquid contents such as water directly contained in the paper cup using an induction heater outside. It relates to a paper cup for induction heating and a manufacturing method thereof.
종이컵은 현대 생활의 필수품으로서, 인스턴트 식품 문화의 발달과 더불어 수많은 종류의 1회용품과 더불어 다양한 종류가 개발되어 사용되고 있으며, 플라스틱 또는 스티로폼 재질의 합성수지 제품의 대체품으로서, 각광받게 된 것으로 그 예로써 스티로폼 재질의 컵라면 용기가 종이컵으로 정부적 차원에서 대체되고 있는 실정이다.Paper cups are a necessity of modern life, along with the development of the instant food culture, and various kinds of disposable products have been developed and used.In addition, as a substitute for plastic or styrofoam synthetic resin products, it has been in the spotlight. If it's a cup, the container is being replaced by a paper cup at the government level.
도 1에서 도시된 바와 같이, 일반적인 종이컵(1)은 작게는 소주컵으로 부터 커피용, 음료용, 라면컵, 분식 및 치킨 등을 담는 대용량의 용기로 사용되는 것까지 다양한 종류가 있으며, 커피용이나 음료용에 있어서는 단일통체로 된 것이 주로 사용되고 있으나, 컵라면 용기 등 대용량의 용기로 사용되는 것에 있어서는 내용물 의 보온과 더불어 장시간 잡고 있기에 용이한 단열구조가 요구된다.As shown in Figure 1, the general paper cup (1) is a small variety from a shochu cup to a cup of coffee, beverages, ramen cups, snacks and chicken, such as a large-capacity container containing, for coffee In the case of beverages, a single-cylinder is mainly used. However, when used as a large-capacity container such as a cup ramen container, an insulation structure that is easy to hold for a long time along with keeping the contents is required.
하지만, 상기 일반적인 종이컵(1)의 경우 물 또는 액체로 된 내용물을 담아 외부에서 열을 가해 끓이거나 데우는 것이 불가능하였다. 종이 재질 특성상 외부에서 직접 열을 가할 경우 종이가 먼저 타는 등의 문제로 종이컵에 직접 열을 가하는 것이 불가능하였다.However, in the case of the general paper cup (1) it was not possible to boil or warm the contents of the water or liquid by applying heat from the outside. Due to the nature of the paper material, it was not possible to apply heat directly to the paper cup due to problems such as burning paper first.
본 발명은 상기와 같은 문제점을 해결하기 위해 안출된 것으로, 종이 재질로 된 컵에 휴대용 또는 일반 가정에서 사용하는 인덕션 가열기를 사용하여 실내, 야외, 차량 내에서 직접 종이컵 내부에 물, 커피, 차, 라면, 죽, 스프 등의 내용물을 넣고 끓이거나 데울 수 있어 기존 종이컵의 단점인 가열이 불가능한 것을 극복하는데 목적이 있다.The present invention has been made to solve the above problems, using the induction heater used in a portable or ordinary home to a cup made of paper, indoors, outdoors, in the vehicle directly inside the paper cup water, coffee, tea, Ramen, porridge, soup and other contents can be boiled or warmed to overcome the disadvantages of heating, which is a disadvantage of conventional paper cups.
또한, 종이컵 내부 바닥면에 외부의 인덕션 가열기와의 가열이 이루어지도록 상기 종이컵의 밑 바닥재 상면에 고주파 유도가열체로 이루어지는 알루미늄층을 형성하여 물 등의 액체내용물을 넣고 인덕션 가열기를 사용하여 물 등의 액체와 직접적으로 닿아 있는 상기 알루미늄층을 가열시켜 열전달을 통해 효과적으로 물을 끓이거나 데울 수 있는 인덕션 가열용 종이컵 및 그 제조방법을 제공하는데 또 다른 목적이 있다.In addition, an aluminum layer made of a high frequency induction heater is formed on the bottom surface of the bottom of the paper cup so as to be heated with an external induction heater on the inner bottom surface of the paper cup. Another object of the present invention is to provide an induction heating paper cup and a method for manufacturing the same, which heat and heat the aluminum layer directly in contact with and heat the water effectively.
상기와 같은 목적을 해결하기 위한 수단으로 본 발명은 식품이 수용된 종이컵(60)에 있어서,In the present invention as a means for solving the above object in the
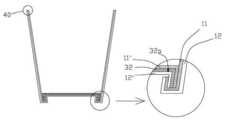
종이재질로 형성되는 제 1 종이층(12)과, 상기 제 1 종이층(12) 내측면에 형성하는 열가소성 수지로 코팅 또는 라미네이팅한 제 1 열 가소성 수지층(11)으로 이루어지는 외주면(40)과;An outer
상기 외주면(40)의 하측과 접착되고 종이재질로 형성되어 상기 종이컵의 바닥면을 이루는 제 2 종이층(12')과, 상기 제 2 종이층(12') 상면에 형성하는 열가소성 수지로 코팅 또는 라미네이팅 한 제 2 열가소성 수지층(11')이 순차적으로 적층되어 이루어진 밑 바닥재(10)와;A second paper layer 12 'bonded to a lower side of the outer
상기 밑 바닥재(10) 상면에 형성하고, 고주파 유도가열체로 이루어지는 알루미늄층(32)과, 상기 알루미늄층(32)과 상기 제2 열가소성 수지층(11')을 열 접착하기 위해 상기 알루미늄층(32) 하면에 형성한 열 접착성 수지층(33)과, 상기 알루미늄층(32) 상면에 형성하여 산화 및 부식을 방지하는 보호필름층(31)이 순차적으로 적층되어 이루어진 복합필름층(30);을 구비한다.The
또한, 상기 알루미늄층(32)의 횡단면적은 상기 종이컵(60) 바닥면에 형성한 상기 밑 바닥재(10)의 횡단면적보다 작게 형성되고, 상기 보호필름층(31)은 플라스틱 재질로 이루어지는 것을 특징으로 한다.In addition, the cross-sectional area of the
또한, 종이컵의 제조방법에 있어서,Moreover, in the manufacturing method of the paper cup,
상기 종이컵의 외주면으로 이루어지는 제 1 종이층의 내측면에 열가소성 수지로 코팅 또는 라미네이팅한 제 1 열가소성 수지층을 형성하는 1단계와;Forming a first thermoplastic resin layer coated or laminated with a thermoplastic resin on an inner surface of the first paper layer including an outer circumferential surface of the paper cup;
상기 1단계 후, 상기 종이컵의 바닥면을 이루는 제 2 종이층의 상면에 열가소성 수지로 코팅 또는 라미네이팅한 제 2 열가소성 수지층을 이루어 밑 바닥재를 형성하는 2단계와;After the first step, the second step of forming a bottom floor by forming a second thermoplastic resin layer coated or laminated with a thermoplastic resin on the upper surface of the second paper layer forming the bottom surface of the paper cup;
상기 2단계 후, 상기 밑 바닥재의 상면에 고주파 유도가열체로 이루어지는 알루미늄층을 형성하며 상기 알루미늄층 상면에 보호필름층을 형성하고, 상기 알루미늄층과 상기 제2 열가소성 수지층을 열 접착하기 위해 상기 알루미늄층 하면에 형성한 열 접착성 수지층을 형성하여 순차적으로 적층하고 복합필름층을 형성하되, 상기 복합필름층은 상기 밑 바닥재의 횡단면적보다 작게 형성하는 3단계와;After the second step, to form an aluminum layer consisting of a high frequency induction heating body on the upper surface of the bottom floor material and a protective film layer on the upper surface of the aluminum layer, the aluminum to heat-bond the aluminum layer and the second thermoplastic resin layer Forming a thermally adhesive resin layer formed on the lower surface of the layer, sequentially laminating and forming a composite film layer, wherein the composite film layer is smaller than the cross-sectional area of the bottom floor material;
상기 3단계에서 복합필름층이 형성되지 않은 상기 밑 바닥재의 원주 가장자리를 접은 후, 상기 접은 밑 바닥재와 상기 외주면의 하측과 열 접착하여 상기 종이컵을 완성하는 4단계;를 포함하는 것을 특징으로 한다.After folding the circumferential edge of the bottom flooring material is not formed in the third step, the bottom of the bottom flooring material and the bottom surface of the outer circumferential surface of the fourth step of completing the paper cup; characterized in that it comprises a.
또한, 본 발명의 다른 실시예의 종이컵으로서,In addition, as a paper cup of another embodiment of the present invention,
종이재질로 형성되는 제 1 종이층(12)과, 상기 제 1 종이층(12) 내측면에 형성하는 열가소성 수지로 코팅 또는 라미네이팅한 제 1 열 가소성 수지층(11)으로 이루어지는 외주면(40)과;An outer
상기 외주면(40)의 하측과 접착되고 종이재질로 형성되어 상기 종이컵(60)의 바닥면을 이루는 제 2 종이층(12')과;A second paper layer 12 'adhered to a lower side of the outer
상기 제 2 종이층(12') 상면에 위치하고, 상기 제 2 종이층(12')의 횡단면적보다 작게 형성되어 고주파 유도가열체로 이루어지는 알루미늄층(32)과;An
상기 알루미늄층(32)과 상기 제 2 종이층(12')을 열 접착하기 위해 상기 알루미늄층 하면에 형성한 열 접착성 수지층(33)과;A heat-
상기 종이컵(60)의 바닥내면 전체에 열가소성 수지를 코팅 또는 라미네이팅 한 제 2 열가소성 수지층(11')으로 이루어지는 밑 바닥재(10);를 구비한다.And a
또한, 본 발명의 다른 실시예의 종이컵의 제조방법으로서,In addition, as a method of manufacturing a paper cup of another embodiment of the present invention,
상기 종이컵의 외주면으로 이루어지는 제 1 종이층의 내측면에열가소성 수지로 코팅 또는 라미네이팅한 제 1 열가소성 수지층을 형성하는 1단계와;Forming a first thermoplastic resin layer coated or laminated with a thermoplastic resin on an inner surface of the first paper layer including an outer circumferential surface of the paper cup;
상기 1단계 후, 상기 종이컵의 바닥면을 이루는 제 2 종이층을 형성하는 2단계와;After the first step, forming a second paper layer forming the bottom surface of the paper cup;
상기 2단계에서 형성된 제 2 종이층의 횡단면적보다 알루미늄층의 횡단면적을 작게 형성하고, 고주파 유도가열체로 이루어지는 상기 알루미늄층 하면에 형성하는 열 접착성 수지층을 이루어 상기 제 2 종이층의 상면과 상기 열 접착성 수지층으로 열 접착하는 3단계와;The cross-sectional area of the aluminum layer is made smaller than the cross-sectional area of the second paper layer formed in the second step, and a heat-adhesive resin layer is formed on the lower surface of the aluminum layer made of a high frequency induction heater, and the upper surface of the second paper layer Three steps of thermally bonding the thermally adhesive resin layer;
상기 3단계 이 후, 상기 종이컵의 바닥내면 전체에 열가소성 수지로 코팅 또는 라미네이팅한 제 2 열가소성 수지층을 이루어 밑 바닥재를 형성하는 4단계와;After the step 3, and the fourth step of forming a bottom floor by forming a second thermoplastic resin layer coated or laminated with a thermoplastic resin on the entire bottom inner surface of the paper cup;
상기 4단계에서 형성된 밑 바닥재의 원주 가장자리를 접은 후 상기 접은 밑 바닥재와 상기 외주면의 하측과 열 접착하여 상기 종이컵을 완성하는 5단계;를 포 함하는 것을 특징으로 한다.After fold the circumferential edge of the bottom flooring material formed in the step 4 and the heat-bonding with the lower side of the folded bottom flooring and the outer peripheral surface; 5 steps to complete the paper cup; characterized in that it comprises a.
또한, 본 발명의 또 다른 실시예의 종이컵으로서,In addition, as a paper cup of another embodiment of the present invention,
종이재질로 형성되는 제 1 종이층(12)과, 상기 제 1 종이층(12) 내측면에 형성하는 열가소성 수지로 코팅 또는 라미네이팅한 제 1 열 가소성 수지층(11)으로 이루어지는 외주면(40)와;An outer
상기 외주면(40)의 하측과 접착되고 종이재질로 형성되어 상기 종이컵(60)의 바닥면을 이루는 제 2 종이층(12')와;A second paper layer 12 'adhered to a lower side of the outer
상기 제 2 종이층(12') 상면과 라미네이팅되며 고주파 유도가열체로 이루어지는 알루미늄층(32)와;An
상기 알루미늄층(32) 상면에 열가소성 수지를 코팅 또는 라미네이팅 한 제 2 열가소성 수지층(11')으로 이루어지는 밑 바닥재(10);를 구비한다.And an
또한, 상기 알루미늄층(32)은 그 내부면을 원형으로 절개시키는 제 1 절개선(32a)과, 상기 제 1 절개선(32a)에 의해 원형과 고리형태로 분리된 상기 알루미늄층(32) 중 고리형태의 알루미늄층을 반경방향으로 한 부분 이상을 절개하는 제 2 절개선(32b)을 더 포함하고, 상기 제 1 절개선(32a)의 횡단면적은 상기 알루미늄층(32)의 전체 횡단면적보다 작게 형성되는 것을 특징으로 한다.In addition, the
또한, 본 발명의 또 다른 실시예의 종이컵의 제조방법으로서,In addition, as a method of manufacturing a paper cup of another embodiment of the present invention,
상기 종이컵의 외주면으로 이루어지는 제 1 종이층의 내측면에 열가소성 수 지로 코팅 또는 라미네이팅한 제 1 열가소성 수지층을 형성하는 1단계와;Forming a first thermoplastic resin layer coated or laminated with a thermoplastic resin on an inner surface of the first paper layer including an outer circumferential surface of the paper cup;
상기 1단계 후, 상기 종이컵의 바닥면을 이루는 제 2 종이층을 형성하여 상기 제 2 종이층 상면과 라미네이팅되며 고주파 유도가열체로 이루어지는 알루미늄층을 형성하는 2단계와;After the first step, forming a second paper layer forming the bottom surface of the paper cup to form an aluminum layer laminated with the second paper layer and being made of a high frequency induction heater;
상기 2단계 후, 상기 알루미늄층의 전체 횡단면적보다 작게 제 1 절개선을 형성하여 원형으로 절개시킴과 동시에 상기 제 1 절개선에 의해 원형과 고리형태로 분리된 상기 알루미늄층 중 고리형태의 알루미늄층을 한 부분 이상으로 제 2 절개선을 통해 반경 방향으로 절개시키는 3단계와;After the second step, a ring-shaped aluminum layer of the aluminum layer separated into a circle and a ring shape by the first cut line is formed by making a first cut line smaller than the total cross-sectional area of the aluminum layer. 3 to cut in a radial direction through the second incision line to at least one portion;
상기 3단계에서 제 1 및 제 2 절개선이 형성된 알루미늄층 상면에 열가소성 수지를 코팅 또는 라미네이팅 한 제 2 열가소성 수지층을 이루어 밑 바닥재를 형성하는 4단계와;A fourth step of forming a bottom flooring material by forming a second thermoplastic resin layer coated or laminated with a thermoplastic resin on an upper surface of the aluminum layer having the first and second incisions formed in the third step;
상기 4단계에서 형성된 밑 바닥재의 원주 가장자리를 접은 후 상기 접은 밑 바닥재와 상기 외주면의 하측과 열 접착하여 상기 종이컵을 완성하는 5단계;를 포함하는 것을 특징으로 한다.And folds the circumferential edge of the bottom flooring material formed in step 4, and then heat-bonds the bottom of the bottom flooring material with the outer circumferential surface to complete the paper cup.
본 발명에 따른 종이컵 내부 바닥면에 알루미늄층을 형성시켜 인덕션 가열이 가능하게 함으로서 상기 종이컵을 사용하여 식품의 내용물을 끓이거나 데우는 것이 가능하다. 따라서 인덕션 가열기만 있으면 가정, 업소, 차량 등 장소에 구애 받지 않고 이 인덕션용 종이컵을 직접 사용하여 물을 끓이거나 상기 인덕션용 종이컵에 수용된 라면, 커피, 죽, 스프 등을 끓여 먹을 수 있어 안전하면서도 편리 하게 사용할 수 있는 효과가 있다.By forming an aluminum layer on the inner bottom surface of the paper cup according to the present invention to enable induction heating, it is possible to boil or warm the contents of the food using the paper cup. Therefore, with an induction heater, you can use this induction paper cup directly to boil water or boil ramen, coffee, porridge, soup, etc. in the induction paper cup, regardless of your home, business, or vehicle. There is an effect that can be used.
또한, 고주파 유도가열체로 이루어지는 알루미늄층은 종이컵 내부에서 물과 직접적으로 닿아 있기 때문에 외부에 대한 열 손실이 없이 높은 에너지효율로 물과 같은 내용물을 가열할 수 있고, 상기 알루미늄층은 지속적으로 물에 열전달을 하기 때문에 온도가 과열되지 않아 알루미늄층과 열 접착 되어 있는 종이층이 타지 않고 내용물을 끓이거나 데울 수 있는 또 다른 효과가 있다.
In addition, since the aluminum layer made of a high frequency induction heater is in direct contact with water inside the paper cup, it is possible to heat contents such as water with high energy efficiency without heat loss to the outside, and the aluminum layer continuously heat transfers to water. Because the temperature is not overheated, the aluminum layer and the heat-bonded paper layer has another effect that can boil or warm the contents without burning.
삭제delete
이하 본 발명의 바람직한 실시 예를 첨부된 도면의 참조와 함께 상세히 설명한다. 본 발명을 설명함에 있어서, 관련된 공지기능 혹은 구성에 대한 구체적인 설명이 본 발명의 요지를 불필요하게 흐릴 수 있다고 판단된 경우 그 상세한 설명은 생략한다.Hereinafter, exemplary embodiments of the present invention will be described in detail with reference to the accompanying drawings. In describing the present invention, if it is determined that the detailed description of the related known function or configuration may unnecessarily obscure the subject matter of the present invention, the detailed description thereof will be omitted.
도 2는 본 발명에 따른 인덕션 가열용 종이컵의 사시도이고, 도 3a,b,c,d,e,f,g는 인덕션 가열용 종이컵의 종 단면 분해 사시도이며, 도 6은 인덕션 가열용 종이컵의 제조공정도이다.Figure 2 is a perspective view of the induction heating paper cup according to the present invention, Figure 3a, b, c, d, e, f, g is a longitudinal cross-sectional exploded perspective view of the induction heating paper cup, Figure 6 is a production of induction heating paper cup It is a process chart.
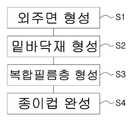
상기 도 2a에서 도시된 바와 같이, 종이컵의 외주면(40)으로 종이 재질로 이루어지는 제 1 종이층(12)과, 상기 제 1 종이층(12) 내측면에 열가소성 수지로 코팅 또는 라미네이팅한 제 1 열가소성 수지층(11)을 형성한다(S1).As shown in FIG. 2A, a
상기 종이컵(60)의 바닥면 또한 종이 재질로 이루어지는 제 2 종이층(12')과 상기 제 2 종이층(12') 상면에 열가소성 수지로 코팅 또는 라미네이팅한 제 2 열가소성 수지층(11')을 이루어 밑 바닥재(10)를 형성한다(S2).The bottom surface of the
상기 제 2 열가소성 수지층(11') 상면과 알루미늄층(32)을 열 접착하는데에 있어, 상기 알루미늄층(32) 하면에는 열 접착성 수지층(33)이 형성되고 상기 열 접착성 수지층(33) 상면에 외부의 인덕션 가열기로 가열하기 위해 고주파 유도가열체로 이루어지는 알루미늄층(32)을 형성하고 그 상면에는 상기 알루미늄층(32)의 산화 등 부식을 방지하는 플라스틱 재질로 이루어진 보호필름층(31)을 형성하여 상기 도 3a에서와 도시된 바와 같이 상기 밑 바닥재(10) 상면에 순차적으로 적층하여 복합필름층(30)을 형성한 후(S3), 상기 밑 바닥재(10)의 상면인 제 2 열가소성 수지층(11') 상면과 상기 복합필름층(30)의 최 하단면인 열 접착성 수지층을 상기 도 3b, 도 3c에서 도시된 바와 같이 열 접착을 하여 상기 바닥면 전체를 완성한다.In thermally bonding the upper surface of the second
여기서, 상기 복합필름층(30)은 상기 밑 바닥재(10)의 횡단면적보다 작게 형성한다.Here, the
즉, 상기 복합필름층(30)을 형성하는 가운데에 있어 상기 알루미늄층(32)을 기준으로 상기 열 접착성 수지층(33)과 상기 보호필름층(31)의 횡단면적을 형성하는 것이다. 상기 복합필름층(30)이 상기 밑 바닥재(10)의 횡단면적 보다 작게 형성하는 이유는 상기 복합필름층(30)의 중심인 상기 알루미늄층(32)의 단면이 용기에 들어있는 식품이 직접적으로 닿아 있는 알루미늄층(32)을 가열시켜 열전달을 통해 효과적으로 물을 끓이거나 데울 수 있는 것을 특징으로 한다.That is, in the middle of forming the
상기 복합필름층(30)이 형성되지 않은 상기 밑 바닥재(10)의 원주 가장자리를 상기 도 3d에서 도시된 바와 같이 접은 후, 상기 도 3e, 도 3f에 도시처럼 상기 접은 밑 바닥재(10)와 상기 외주면(40)의 하측이 절곡(折曲) 된 부분과 열 접착하여 상기 종이컵(60)을 완성(S4) 하여 외부의 인덕션 가열기로 가열할 때 상기 알루미늄층(32)이 발열 되어 액체로 된 내용물을 데우거나 끓이도록 용이하게 가열을 하는데 특징이 있다.After folding the circumferential edge of the
도 4a,b,c,d,e,f,g는 본 발명에 따른 인덕션 가열용 종이컵의 다른 실시예의 종 단면 분해 사시도이고, 도 7은 인덕션 가열용 종이컵의 다른 실시예의 제조공정도이다.Figure 4a, b, c, d, e, f, g is a longitudinal cross-sectional exploded perspective view of another embodiment of the induction heating paper cup according to the present invention, Figure 7 is a manufacturing process diagram of another embodiment of the induction heating paper cup.
상기 도 4a에서 도시된 바와 같이, 종이컵의 외주면(40)을 형성하는 부분은 상기에 설명한 바와 같이 동일하다(S1).As shown in FIG. 4A, portions forming the outer
상기 종이컵(60)의 바닥면 또한 종이 재질로 이루어지는 제 2 종이층(12')을 형성한다(S2). A bottom surface of the
상기 제 2 종이층(12')의 횡단면적보다 외부의 인덕션 가열기로 가열하기 위해 고주파 유도가열체로 이루어지는 알루미늄층(32)의 횡단면적을 작게 형성하여 상기 알루미늄층(32) 하면에 형성하는 열 접착성 수지층(33)을 이루고 상기 도 4b에서 도시된 바와 같이 상기 제 2 종이층(12')의 상면과 상기 열 접착성 수지 층(33)으로 열 접착을 한다(S3).Thermal bonding formed on the lower surface of the
상기 도 4c와 도 4d에서 도시된 바와 같이 상기 제 2 종이층(12')과 상기 알루미늄층(32)을 감싸 열가소성 수지로 코팅 또는 라미네이팅한 제 2 열가소성 수지층(11')을 이루어 밑 바닥재(10)를 형성하여(S4) 바닥면 전체를 완성한다.As shown in FIGS. 4C and 4D, the second floor layer 12 'and the
상기 도 4e, 도 4f, 도 4g에 도시된 바와 같이 상기 밑 바닥재(10)의 원주 가장자리를 접은 후, 상기 접은 밑 바닥재(10)와 상기 외주면(40)의 하측이 절곡(折曲) 된 부분과 열 접착하여 상기 종이컵(60)을 완성한다(S5).4E, 4F, and 4G, after folding the circumferential edge of the
도 5a,b,c,d,e,f,g,h는 본 발명에 따른 인덕션 가열용 종이컵의 또 다른 실시예의 종 단면 분해 사시도이고, 도 8은 인덕션 가열용 종이컵의 또 다른 실시예의 제조공정도이다.Figure 5a, b, c, d, e, f, g, h is a longitudinal cross-sectional exploded perspective view of another embodiment of the induction heating paper cup according to the invention, Figure 8 is a manufacturing process diagram of another embodiment of the induction heating paper cup to be.
상기 도 5a에서 도시된 바와 같이, 종이컵의 외주면(40)을 형성하는 부분은 상기에 설명한 바와 같이 동일하다(S1).As shown in FIG. 5A, portions forming the outer
상기 도 5b에 도시된 바와 같이 상기 종이컵(60)의 바닥면 또한 종이 재질로 이루어지는 제 2 종이층(12')을 형성하여 상기 제 2 종이층(12') 상면과 라미네이팅되며 고주파 유도가열체로 이루어지는 알루미늄층(32)을 형성한다(S2).As shown in FIG. 5B, the bottom surface of the
이때 상기 제 2 종이층(12')과 상기 알루미늄층(32)의 접착은 라미네이팅 또는 접착제로 접착될 수 있다.In this case, the adhesion of the
상기 도 5c에 도시된 바와 같이 알루미늄층(32)의 제 1 및 제 2 절개선(32a,32b)을 형성(S3)하는 가운데 상기 알루미늄층(32)의 전체 횡단면적보다 제 1 절개선(32a)을 작게 형성하여 원형으로 절개시킴과 동시에 상기 제 1 절개선(32a)에 의해 원형과 고리형태로 분리된 상기 알루미늄층(32) 중 고리형태의 알루미늄층을 한 부분 이상으로 제 2 절개선을 통해 반경 방향으로 절개시킨다.As shown in FIG. 5C, the first and
상기 도 5d에 도시된 바와 같이 제 1 및 제 2 절개선(32a, 32b)이 형성된 알루미늄층(32) 상면에 열가소성 수지로 코팅 또는 라미네이팅한 제 2 열가소성 수지층(11')을 이루어 밑 바닥재(10)를 형성하여(S4) 바닥면 전체를 완성한다.As shown in FIG. 5D, the bottom surface is formed by forming a second
여기서 상기 알루미늄층(32)을 절개하는 이유는 상기 알루미늄층(32)인 제 1 절개선(32a)의 원형 내부면에서만 상기 도 5e에서 (가)에 도시된 바와 같이 고주파 유도가열이 이루어진다. 상기 제 1 절개선(32a)에 의해 분리된 고리형태의 알루미늄층(32)인 제 2 절개선(32b)을 반경 방향으로 절개함으로써 고주파 유도가열이 이루어 지지 않기 위한 것이다.The reason for cutting the
상기 제 2 절개선(32b)은 1부분 혹은 여러개의 절개선으로 형성된다. 이렇게 형성된 알루미늄층(32)의 제 1 절개선(32a) 형성된 원형(알루미늄층의 내부면)에서만 고주파 유도가열이 가능하며 고리형태의 알루미늄층(32b)은 열이 발생되지 않아 상기 도 5g에 도시된 바와 같이 액체 내용물이 직접 닿지 않는 종이컵 모서리 부분이 타지 않고 상기 제 1 절개선(32a)의 원형 내부에서만 알루미늄층(32)이 발열 되어 액체로 된 내용물을 데우거나 끓일 수 있는 것을 특징으로 한다.The
이어서 설명하면 상기 도 5f에 도시된 바와 같이 상기 밑 바닥재(10)의 원주 가장자리를 접은 후, 상기 접은 밑 바닥재(10)와 상기 외주면(40)의 하측이 절곡(折曲) 된 부분과 열 접착하여 상기 도 5h에 도시된 바와 같이 상기 종이컵(60)을 완성한다(S5).Subsequently, as shown in FIG. 5F, after folding the circumferential edge of the
이상으로 상기 종이컵(60)은 식품이 수용될 종류와 형태에 따라 대응되는 것을 선택하도록 하며, 그 모양과 크기를 한정하지 않는다.As described above, the
상술한 바와 같이 본 발명의 바람직한 실시예를 설명하였지만, 본 발명은 상기한 실시예에 한정되지 않고, 이하의 특허청구범위에서 청구하는 본 발명의 요지를 벗어남이 없이 당해 발명이 속하는 분야에서 통상의 지식을 가진자라면 누구든 다양한 변경 실시가 가능한 범위까지 본 발명의 기술적 정신이 있다고 할 것이다.As described above, preferred embodiments of the present invention have been described, but the present invention is not limited to the above-described embodiments, and the present invention is not limited to the scope of the present invention as claimed in the following claims. Anyone with knowledge will have the technical spirit of the present invention to the extent that various modifications can be made.
도 1은 종래의 종이컵에 관한 사시도.1 is a perspective view of a conventional paper cup.
도 2는 본 발명에 따른 인덕션 가열용 종이컵의 사시도.Figure 2 is a perspective view of the induction heating paper cup according to the present invention.
도 3a,b,c,d,e,f,g는 본 발명에 따른 인덕션 가열용 종이컵의 종 단면 분해 사시도.Figure 3a, b, c, d, e, f, g is a longitudinal cross-sectional exploded perspective view of the paper cup for induction heating according to the present invention.
도 4a,b,c,d,e,f,g는 본 발명에 따른 인덕션 가열용 종이컵의 다른 실시예의 종 단면 분해 사시도.4a, b, c, d, e, f, g are longitudinal cross-sectional exploded perspective views of another embodiment of the induction heating paper cup according to the present invention.
도 5a,b,c,d,e,f,g,h는 본 발명에 따른 인덕션 가열용 종이컵의 또 다른 실시예의 종 단면 분해 사시도.Figure 5a, b, c, d, e, f, g, h is a longitudinal cross-sectional exploded perspective view of another embodiment of an induction heating paper cup according to the present invention.
도 6은 본 발명에 따른 인덕션 가열용 종이컵의 제조공정도.Figure 6 is a manufacturing process of the induction heating paper cup according to the present invention.
도 7은 본 발명에 따른 인덕션 가열용 종이컵의 다른 실시예의 제조공정도.Figure 7 is a manufacturing process of another embodiment of the induction heating paper cup according to the present invention.
도 8은 본 발명에 따른 인덕션 가열용 종이컵의 또 다른 실시예의 제조공정도.Figure 8 is a manufacturing process of another embodiment of the induction heating paper cup according to the present invention.
**도면의 주요명칭**** Main Names of Drawings **
11: 제 1 열 가소성 수지층 12: 제 1 종이층11: first thermoplastic resin layer 12: first paper layer
31: 보호필름층 32: 알루미늄층31: protective film layer 32: aluminum layer
33: 열 접착성 수지층 30: 복합필름층33: heat adhesive resin layer 30: composite film layer
10: 밑 바닥재 60: 종이컵10: base material 60: paper cup
Claims (10)
Translated fromKoreanApplications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020070119884 | 2007-11-22 | ||
| KR20070119884 | 2007-11-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR100840926B1true KR100840926B1 (en) | 2008-06-24 |
Family
ID=39772329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020080011046AActiveKR100840926B1 (en) | 2007-11-22 | 2008-02-04 | Induction heating paper cups and manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR100840926B1 (en) |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8057896B2 (en) | 2005-01-06 | 2011-11-15 | Selig Sealing Products, Inc. | Pull-tab sealing member with improved heat distribution for a container |
| US8201385B2 (en) | 2007-08-24 | 2012-06-19 | Selig Sealing Products, Inc. | Multi-purpose covering and method of hygienically covering a container top |
| US8308003B2 (en) | 2007-06-22 | 2012-11-13 | Selig Sealing Products, Inc. | Seal for a container |
| US8522990B2 (en) | 2007-03-23 | 2013-09-03 | Selig Sealing Products, Inc. | Container seal with removal tab and holographic security ring seal |
| US8703265B2 (en) | 2007-03-23 | 2014-04-22 | Selig Sealing Products, Inc. | Container seal with removal tab and piercable holographic security seal |
| US8715825B2 (en) | 2005-01-06 | 2014-05-06 | Selig Sealing Products, Inc. | Two-piece pull-tab sealing member with improved heat distribution for a container |
| US8746484B2 (en) | 2011-06-24 | 2014-06-10 | Selig Sealing Products, Inc. | Sealing member with removable portion for exposing and forming a dispensing feature |
| US8852725B2 (en) | 2006-03-20 | 2014-10-07 | Selig Sealing Products, Inc. | Vessel closing laminate |
| US8906185B2 (en) | 2006-12-20 | 2014-12-09 | Selig Sealing Products, Inc. | Laminate |
| WO2015020324A1 (en)* | 2013-08-05 | 2015-02-12 | 주식회사 캔 | Automatic ramyeon cooker for preventing burning and fire by using nonmetallic cooking container |
| US9028963B2 (en) | 2012-09-05 | 2015-05-12 | Selig Sealing Products, Inc. | Tamper evident tabbed sealing member having a foamed polymer layer |
| US9193513B2 (en) | 2012-09-05 | 2015-11-24 | Selig Sealing Products, Inc. | Tabbed inner seal |
| US9221579B2 (en) | 2013-03-15 | 2015-12-29 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| KR101618768B1 (en)* | 2015-01-23 | 2016-05-09 | 주식회사 에코퀸 | Manufactruing method for magnesium alloy kitchen bowl for using at the induction range |
| US9440768B2 (en) | 2013-03-15 | 2016-09-13 | Selig Sealing Products, Inc. | Inner seal with an overlapping partial tab layer |
| US9533805B2 (en) | 2005-04-15 | 2017-01-03 | Selig Sealing Products, Inc. | Seal stock laminate |
| US9624008B2 (en) | 2007-03-23 | 2017-04-18 | Selig Sealing Products, Inc. | Container seal with removal tab and security ring seal |
| US9834339B2 (en) | 2011-03-28 | 2017-12-05 | Selig Sealing Products, Inc. | Laminate structure to stabilize a dimensionally unstable layer |
| US10259626B2 (en) | 2012-03-08 | 2019-04-16 | Selig Sealing Products, Inc. | Container sealing member with protected security component and removal tab |
| US10556732B2 (en) | 2015-03-03 | 2020-02-11 | Selig Sealing Products, Inc. | Tabbed seal concepts |
| US10604315B2 (en) | 2014-02-05 | 2020-03-31 | Selig Sealing Products, Inc. | Dual aluminum tamper indicating tabbed sealing member |
| US10899506B2 (en) | 2016-10-28 | 2021-01-26 | Selig Sealing Products, Inc. | Single aluminum tamper indicating tabbed sealing member |
| US10934069B2 (en) | 2016-10-28 | 2021-03-02 | Selig Sealing Products, Inc. | Sealing member for use with fat containing compositions |
| WO2022015789A1 (en)* | 2020-07-15 | 2022-01-20 | Graphic Packaging International, Llc | Blanks, constructs, and associated methods for induction heating of food products |
| US11254481B2 (en) | 2018-09-11 | 2022-02-22 | Selig Sealing Products, Inc. | Enhancements for tabbed seal |
| US11708198B2 (en) | 2018-07-09 | 2023-07-25 | Selig Sealing Products, Inc. | Grip enhancements for tabbed seal |
| US11866242B2 (en) | 2016-10-31 | 2024-01-09 | Selig Sealing Products, Inc. | Tabbed inner seal |
| US12240672B2 (en) | 2021-12-10 | 2025-03-04 | Graphic Packaging International, Llc | Packaging material |
| US12269659B2 (en) | 2019-11-29 | 2025-04-08 | Selig Sealing Products, Inc. | Foil free tabbed seal |
| US12377630B2 (en) | 2020-05-29 | 2025-08-05 | Selig Sealing Products, Inc. | Dispensing liner |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1170993A (en) | 1997-08-29 | 1999-03-16 | Nippon Tetra Pack Kk | Liquid food containers |
| JP2004344410A (en) | 2003-05-22 | 2004-12-09 | Fuji Seal Inc | Container for induction cooking and multilayered sheet for container |
| JP2007296037A (en)* | 2006-04-28 | 2007-11-15 | Toppan Printing Co Ltd | Paper electromagnetic induction heating container |
- 2008
- 2008-02-04KRKR1020080011046Apatent/KR100840926B1/enactiveActive
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1170993A (en) | 1997-08-29 | 1999-03-16 | Nippon Tetra Pack Kk | Liquid food containers |
| JP2004344410A (en) | 2003-05-22 | 2004-12-09 | Fuji Seal Inc | Container for induction cooking and multilayered sheet for container |
| JP2007296037A (en)* | 2006-04-28 | 2007-11-15 | Toppan Printing Co Ltd | Paper electromagnetic induction heating container |
Cited By (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9815589B2 (en) | 2005-01-06 | 2017-11-14 | Selig Sealing Products, Inc. | Tabbed sealing member with improved heat distribution for a container |
| US8057896B2 (en) | 2005-01-06 | 2011-11-15 | Selig Sealing Products, Inc. | Pull-tab sealing member with improved heat distribution for a container |
| US9102438B2 (en) | 2005-01-06 | 2015-08-11 | Selig Sealing Products, Inc. | Tabbed sealing member with improved heat distribution for a container |
| US8715825B2 (en) | 2005-01-06 | 2014-05-06 | Selig Sealing Products, Inc. | Two-piece pull-tab sealing member with improved heat distribution for a container |
| US9533805B2 (en) | 2005-04-15 | 2017-01-03 | Selig Sealing Products, Inc. | Seal stock laminate |
| US8852725B2 (en) | 2006-03-20 | 2014-10-07 | Selig Sealing Products, Inc. | Vessel closing laminate |
| US8906185B2 (en) | 2006-12-20 | 2014-12-09 | Selig Sealing Products, Inc. | Laminate |
| US10005598B2 (en) | 2006-12-20 | 2018-06-26 | Selig Sealing Products, Inc. | Laminate |
| US8703265B2 (en) | 2007-03-23 | 2014-04-22 | Selig Sealing Products, Inc. | Container seal with removal tab and piercable holographic security seal |
| US8522990B2 (en) | 2007-03-23 | 2013-09-03 | Selig Sealing Products, Inc. | Container seal with removal tab and holographic security ring seal |
| US9624008B2 (en) | 2007-03-23 | 2017-04-18 | Selig Sealing Products, Inc. | Container seal with removal tab and security ring seal |
| US8308003B2 (en) | 2007-06-22 | 2012-11-13 | Selig Sealing Products, Inc. | Seal for a container |
| US8201385B2 (en) | 2007-08-24 | 2012-06-19 | Selig Sealing Products, Inc. | Multi-purpose covering and method of hygienically covering a container top |
| US9278506B2 (en) | 2007-08-24 | 2016-03-08 | Selig Sealing Products, Inc. | Non-metallic, tabbed multi-purpose covering for hygienically covering a container top |
| US9834339B2 (en) | 2011-03-28 | 2017-12-05 | Selig Sealing Products, Inc. | Laminate structure to stabilize a dimensionally unstable layer |
| US8746484B2 (en) | 2011-06-24 | 2014-06-10 | Selig Sealing Products, Inc. | Sealing member with removable portion for exposing and forming a dispensing feature |
| US9278793B2 (en) | 2011-06-24 | 2016-03-08 | Selig Sealing Products, Inc. | Sealing member with removable portion for exposing and forming a dispensing feature |
| US10259626B2 (en) | 2012-03-08 | 2019-04-16 | Selig Sealing Products, Inc. | Container sealing member with protected security component and removal tab |
| US9193513B2 (en) | 2012-09-05 | 2015-11-24 | Selig Sealing Products, Inc. | Tabbed inner seal |
| US9028963B2 (en) | 2012-09-05 | 2015-05-12 | Selig Sealing Products, Inc. | Tamper evident tabbed sealing member having a foamed polymer layer |
| US10196174B2 (en) | 2012-09-05 | 2019-02-05 | Selig Sealing Products, Inc. | Tamper evident tabbed sealing member having a foamed polymer layer |
| US10954032B2 (en) | 2012-09-05 | 2021-03-23 | Selig Sealing Products, Inc. | Tamper evident tabbed sealing member having a foamed polymer layer |
| US9994357B2 (en) | 2013-03-15 | 2018-06-12 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US9227755B2 (en) | 2013-03-15 | 2016-01-05 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US9221579B2 (en) | 2013-03-15 | 2015-12-29 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US9440768B2 (en) | 2013-03-15 | 2016-09-13 | Selig Sealing Products, Inc. | Inner seal with an overlapping partial tab layer |
| US10000310B2 (en) | 2013-03-15 | 2018-06-19 | Selig Sealing Products, Inc. | Inner seal with an overlapping partial tab layer |
| US9676513B2 (en) | 2013-03-15 | 2017-06-13 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US10150590B2 (en) | 2013-03-15 | 2018-12-11 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US10150589B2 (en) | 2013-03-15 | 2018-12-11 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| US9440765B2 (en) | 2013-03-15 | 2016-09-13 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| WO2015020324A1 (en)* | 2013-08-05 | 2015-02-12 | 주식회사 캔 | Automatic ramyeon cooker for preventing burning and fire by using nonmetallic cooking container |
| US10604315B2 (en) | 2014-02-05 | 2020-03-31 | Selig Sealing Products, Inc. | Dual aluminum tamper indicating tabbed sealing member |
| KR101618768B1 (en)* | 2015-01-23 | 2016-05-09 | 주식회사 에코퀸 | Manufactruing method for magnesium alloy kitchen bowl for using at the induction range |
| US11059644B2 (en) | 2015-03-03 | 2021-07-13 | Selig Sealing Products, Inc. | Tabbed seal concepts |
| US10556732B2 (en) | 2015-03-03 | 2020-02-11 | Selig Sealing Products, Inc. | Tabbed seal concepts |
| US11401080B2 (en) | 2016-10-28 | 2022-08-02 | Selig Sealing Products, Inc. | Single aluminum tamper indicating tabbed sealing member |
| US10899506B2 (en) | 2016-10-28 | 2021-01-26 | Selig Sealing Products, Inc. | Single aluminum tamper indicating tabbed sealing member |
| US10934069B2 (en) | 2016-10-28 | 2021-03-02 | Selig Sealing Products, Inc. | Sealing member for use with fat containing compositions |
| US11866242B2 (en) | 2016-10-31 | 2024-01-09 | Selig Sealing Products, Inc. | Tabbed inner seal |
| US11708198B2 (en) | 2018-07-09 | 2023-07-25 | Selig Sealing Products, Inc. | Grip enhancements for tabbed seal |
| US11724863B2 (en) | 2018-07-09 | 2023-08-15 | Selig Sealing Products, Inc. | Tabbed seal with oversized tab |
| US11254481B2 (en) | 2018-09-11 | 2022-02-22 | Selig Sealing Products, Inc. | Enhancements for tabbed seal |
| US12269659B2 (en) | 2019-11-29 | 2025-04-08 | Selig Sealing Products, Inc. | Foil free tabbed seal |
| US12377630B2 (en) | 2020-05-29 | 2025-08-05 | Selig Sealing Products, Inc. | Dispensing liner |
| CN116234481A (en)* | 2020-07-15 | 2023-06-06 | 印刷包装国际有限责任公司 | Blank, structure and related methods for induction heating of food products |
| WO2022015789A1 (en)* | 2020-07-15 | 2022-01-20 | Graphic Packaging International, Llc | Blanks, constructs, and associated methods for induction heating of food products |
| US12240672B2 (en) | 2021-12-10 | 2025-03-04 | Graphic Packaging International, Llc | Packaging material |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100840926B1 (en) | Induction heating paper cups and manufacturing method | |
| AU701229B2 (en) | Multi-layered insulated cup formed from folded sheet | |
| JP3148460U (en) | Structurally improved cup container | |
| TW201221434A (en) | Improved thermal insulation structure of paper cup | |
| CN104995097A (en) | Conical container | |
| JP2004018101A (en) | Paper cup and manufacturing method thereof | |
| US20050199697A1 (en) | Disposable cup with Mylar insulation | |
| KR200472348Y1 (en) | Self-Assembly Cooking Container Made of Paper | |
| KR101928025B1 (en) | Disposable cooking container and manufacturing thereof | |
| JP6419412B2 (en) | Microwave paper cup | |
| JP2009220863A (en) | Heat-insulating vessel for microwave oven and method of manufacturing heat-insulating vessel for microwave oven | |
| JP2000062753A (en) | Heat insulating double paper cup | |
| US20170238764A1 (en) | Reusable thermal insulating container sleeve | |
| US20210292079A1 (en) | Disposable insulated drinking vessel and method of making the same | |
| JP5772218B2 (en) | Cup type paper container | |
| JP2012192965A (en) | Packaging container for microwave oven cooking and package using the same | |
| JP2011178446A (en) | Paper container | |
| JP4334958B2 (en) | Microwave-compatible paper container | |
| JP2003052534A (en) | Instant food containers for induction cookers | |
| JPH11171160A (en) | Insulated cup | |
| JP2015020776A (en) | Insulating container | |
| RU200061U1 (en) | HEAT-SAVING DISHES | |
| TWI224500B (en) | Microwave oven-compatible paper cup and method of manufacturing the paper cup | |
| JP5810569B2 (en) | Microwave cooking packaging container | |
| JP2004231196A (en) | Microwave paper cup |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| PA0109 | Patent application | Patent event code:PA01091R01D Comment text:Patent Application Patent event date:20080204 | |
| PA0201 | Request for examination | ||
| PA0302 | Request for accelerated examination | Patent event date:20080204 Patent event code:PA03022R01D Comment text:Request for Accelerated Examination | |
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection | Comment text:Notification of reason for refusal Patent event date:20080416 Patent event code:PE09021S01D | |
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration | Patent event code:PE07011S01D Comment text:Decision to Grant Registration Patent event date:20080611 | |
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment | Comment text:Registration of Establishment Patent event date:20080618 Patent event code:PR07011E01D | |
| PR1002 | Payment of registration fee | Payment date:20080618 End annual number:3 Start annual number:1 | |
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee | Payment date:20110411 Start annual number:4 End annual number:4 | |
| PR1001 | Payment of annual fee | Payment date:20120523 Start annual number:5 End annual number:5 | |
| FPAY | Annual fee payment | Payment date:20130415 Year of fee payment:6 | |
| PR1001 | Payment of annual fee | Payment date:20130415 Start annual number:6 End annual number:6 | |
| FPAY | Annual fee payment | Payment date:20140408 Year of fee payment:7 | |
| PR1001 | Payment of annual fee | Payment date:20140408 Start annual number:7 End annual number:7 | |
| FPAY | Annual fee payment | Payment date:20160412 Year of fee payment:9 | |
| PR1001 | Payment of annual fee | Payment date:20160412 Start annual number:9 End annual number:9 | |
| FPAY | Annual fee payment | Payment date:20170321 Year of fee payment:10 | |
| PR1001 | Payment of annual fee | Payment date:20170321 Start annual number:10 End annual number:10 | |
| FPAY | Annual fee payment | Payment date:20180329 Year of fee payment:11 | |
| PR1001 | Payment of annual fee | Payment date:20180329 Start annual number:11 End annual number:11 | |
| FPAY | Annual fee payment | Payment date:20190322 Year of fee payment:12 | |
| PR1001 | Payment of annual fee | Payment date:20190322 Start annual number:12 End annual number:12 | |
| PR1001 | Payment of annual fee | Payment date:20210601 Start annual number:14 End annual number:14 | |
| PR1001 | Payment of annual fee | Payment date:20220105 Start annual number:15 End annual number:15 | |
| PR1001 | Payment of annual fee | Payment date:20230111 Start annual number:16 End annual number:16 | |
| PR1001 | Payment of annual fee | Payment date:20240111 Start annual number:17 End annual number:17 | |
| PR1001 | Payment of annual fee | Payment date:20250114 Start annual number:18 End annual number:18 |