KR100687462B1 - Heat exchanger capable of introducing multiple media at the same time and its manufacturing method - Google Patents
Heat exchanger capable of introducing multiple media at the same time and its manufacturing methodDownload PDFInfo
- Publication number
- KR100687462B1 KR100687462B1KR1020050076699AKR20050076699AKR100687462B1KR 100687462 B1KR100687462 B1KR 100687462B1KR 1020050076699 AKR1020050076699 AKR 1020050076699AKR 20050076699 AKR20050076699 AKR 20050076699AKR 100687462 B1KR100687462 B1KR 100687462B1
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- media
- inlet
- outer cylinder
- auxiliary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/02—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being helically coiled
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0308—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits the conduits being formed by paired plates touching each other
- F28D1/0316—Assemblies of conduits in parallel
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/06—Fastening; Joining by welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Translated fromKoreanDescription
Translated fromKorean도 1는 본 발명의 전체를 도시한 단면도1 is a cross-sectional view showing the whole of the present invention.
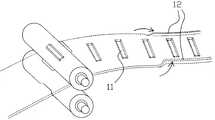
도 2a,2b는 본 발명에서 플레이트 형성단계를 도시한 상태도Figure 2a, 2b is a state diagram showing a plate forming step in the present invention
도 2c는 본 발명에서 내,외통의 형성단계를 도시한 상태도Figure 2c is a state diagram showing the step of forming the inner, outer cylinder in the present invention
도 3a,3b는 본 발명에서 플레이트의 삽입상태를 도시한 상태도Figure 3a, 3b is a state diagram showing the insertion state of the plate in the present invention
도 4는 본 발명에서 플레이트 삽입 위치를 도시한 부분 단면도Figure 4 is a partial cross-sectional view showing a plate insertion position in the present invention
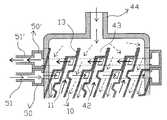
도 5는 본 발명에서 매체의 유입상태 및 종류를 도시한 단면도Figure 5 is a cross-sectional view showing the inflow state and type of media in the present invention
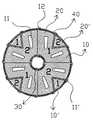
도 6은 본 발명에서 2종류 매체일 경우 매니폴더의 장착상태를 도시한 상태도Figure 6 is a state diagram showing the mounting state of the manifold in the case of two media in the present invention
도 7은 본 발명의 다른 실시예를 도시한 실시예도Figure 7 is an embodiment showing another embodiment of the present invention
도 8은 본 발명의 다른 실시예를 도시한 실시예도Figure 8 is an embodiment showing another embodiment of the present invention
도 9는 본 발명의 다른 실시예를 도시한 실시예도Figure 9 is an embodiment showing another embodiment of the present invention
< 도면의 주요부분에 대한 부호의 설명 ><Description of Symbols for Major Parts of Drawings>
10: 플레이트 10': 보조 플레이트 11: 요철면10: plate 10 ': auxiliary plate 11: uneven surface
12: 결합턱 13: 절곡면 20: 매체통로12: engaging jaw 13: bent surface 20: media passage
20a~d: 제1~4매체통로 30: 내통 31: 요입구20a ~ d: Channels 1 ~ 4 30: Inner cylinder 31: Inlet
40: 외통 41: 요입구 42: 유입구40: outer cylinder 41: inlet 42: inlet
43: 유출구 44: 주 유입관 45: 주 유출관43: outlet 44: main inlet pipe 45: main outlet pipe
46: 보조 유출구 50,50': 매니폴드 50": 보조 매니폴드46: Auxiliary Outlet 50,50 ': Manifold 50 ": Auxiliary Manifold
51: 유입관 51': 유출관 51": 보조 유출관51: inlet pipe 51 ':
60: 단열재 70: 외부 하우징60: insulation 70: outer housing
본 발명은 다중매체를 동시에 유입시킬 수 있는 열교환기 및 그 제조방법에 관한 것으로, 더욱 상세하게는 내통과 외통 사이에 다수개의 나선형 플레이트를 요입 용착시키고, 외통의 외주면으로는 매체통로와 연통되는 유입,유출구를 형성시키며, 상기 각 유입,유출구 외측으로는 매체 유입,유출관과 연결된 매니폴드를 형성함으로써, 다중의 매체를 동시에 유입 유출시킬 수 있을 뿐만 아니라, 나선형 플레이트의 연결부분을 개별적으로 용접할 필요가 없어 그 제조방법이 매우 편리한 열교환기 및 그 제조방법에 관한 것이다.The present invention relates to a heat exchanger capable of simultaneously introducing multiple media and a method of manufacturing the same, and more particularly, a plurality of spiral plates are indented and welded between an inner cylinder and an outer cylinder, and an inflow communicated with the media passage on the outer circumferential surface of the outer cylinder. By forming an outlet and forming a manifold connected to the inlet and outlet of the media outside the inlet and outlet, not only can the inlet and outlet of the multiple media simultaneously, but also weld the joints of the spiral plate individually. There is no need for a method of manufacturing the heat exchanger and its manufacturing method is very convenient.
일반적으로 열교환기는 고온의 유체(流體)가 가진 열에너지를 저온유체로 회수하는 장치로, 형식에 따라 두 유체 사이에 격판(隔板)이 있는 격판식, 축열기를 장치하여 열을 전하는 축열식(재생식), 두 유체가 직접접촉하는 직접 접촉식 등 3종류가 있다.In general, a heat exchanger is a device that recovers thermal energy of a high-temperature fluid to a low-temperature fluid. A heat exchanger is a type of diaphragm having a diaphragm and a heat accumulator between two fluids, depending on the type. There are three types such as direct contact type where two fluids are in direct contact.
본 발명은 전열면(傳熱面)을 금속판으로 쓰는 격판식에 해당하는 것으로, 격판식 열교환기는 두 유체가 완전히 분리되어 있기 때문에, 화학공업·식품공업 등에서와 같이 유체의 혼합을 피해야 하는 경우나 실내의 열을 회수하는 열교환 환풍기 및 연소가스로 가열하는 보일러 등에 쓰인다.The present invention corresponds to a diaphragm which uses a heat transfer surface as a metal plate, and since a diaphragm heat exchanger completely separates two fluids, it is necessary to avoid mixing of fluids as in the chemical industry and the food industry. It is used for heat exchange fans to recover heat in a room, and boilers heated by combustion gases.
격판식 열교환기는 본 발명인이 선출원한 선출원 제10-2003-1250호 '다중 나사식 열교환기'에서 제시된 바와 같이 다수개의 나선형 내판을 다단으로 적층 용착시켜 다수개의 나선형 통로를 형성한 것이나, 이는 분리된 다수개의 나선형 내판을 내통 외주면으로 각도를 조절해가며 일일이 용접한 후, 다시 외통 내주면과 내판을 용접해야 하므로 그 작업과정이 매우 복잡하고 정밀성이 요구되며 생산비용이 증대된다. 즉, 각도를 맞추며 용접을 하는 것은 주로 수작업으로 이루어지게 되므로 비생산적일 뿐만 아니라, 각도를 잘못 설정할 경우 매체통로가 불균일하여 열교환 효율이 저하되는 등의 문제가 발생하고 있는 실정이다.The plate heat exchanger is formed by stacking and welding a plurality of spiral inner plates in multiple stages to form a plurality of spiral passages, as shown in the present application filed in Korean Patent Application No. 10-2003-1250, 'Multi-Screw Heat Exchanger'. Since a number of spiral inner plates are welded individually by adjusting the angle to the outer circumferential surface of the inner cylinder, the inner circumferential surface of the outer cylinder and the inner plate must be welded again, and thus, the work process is very complicated, precision is required, and production cost is increased. In other words, welding at an angle is mainly performed by hand, which is not only productive but also causes problems such as poor heat exchange efficiency due to uneven media paths.
본 발명의 목적은 종래의 이와같은 문제점을 해소하고자 한 데 있는 것으로, 다수개의 매체통로를 형성할 수 있어 열교환 효율을 증대시키고, 하나의 나선형 플레이트로도 내,외통에 매체통로를 용이하게 형성시킬 수 있어 용접하는데 소모되는 시간을 단축시킬 수 있으며, 요철면 및 시작점과 끝점을 상이하게 형성한 플레 이트를 통해 매체의 열교환 통과거리를 균일화시키는데 그 목적이 있다.An object of the present invention is to solve such a problem in the prior art, it is possible to form a plurality of media passages to increase the heat exchange efficiency, easily to form a media passage in the inner and outer cylinders with a single spiral plate It is possible to shorten the time required for welding and to uniformize the heat exchange passage distance of the medium through the uneven surface and the plate having different starting and end points.
상기 목적을 달성하기 위한 수단으로, 내통 외주면과 외통 내주면에 다수개의 나선형 요입구를 형성하고, 내,외통의 각 요입구 사이에 나선형 플레이트를 요입하며, 나선형 플레이트가 돌출된 내통의 내주면과 외통의 외주면에는 브레이징 용접을 한 후, 나선형 플레이트의 요입을 통해 형성된 다수개의 매체통로와 연통되는 유입구와 유출구를 외통 상측과 외통 하측에 각각 형성하고, 상기 유입구와 유출구 외측으로 유입,유출관과 연결된 매니폴드를 형성한 다중매체를 동시에 유입시킬 수 있는 열교환기 및 그 제조방법을 제공코자 한다.As a means for achieving the above object, a plurality of spiral inlet is formed on the outer circumferential surface of the inner cylinder and the inner circumferential surface of the outer cylinder, injecting a spiral plate between each inlet of the inner and outer cylinders, the inner circumferential surface of the inner cylinder and the outer cylinder of the inner cylinder protruding the spiral plate After brazing welding on the outer circumferential surface, inlets and outlets communicating with a plurality of media passages formed through the inlet of the spiral plate are formed at the upper side and the outer side of the outer cylinder, respectively. An object of the present invention is to provide a heat exchanger and a method of manufacturing the same, which can simultaneously introduce multiple media formed thereon.
상측으로 유입관이 형성되고 하측으로 유출관이 형성된 외통과 내통 사이에는, 상면에 요철면이 형성되고 내,외주연으로는 결합턱이 형성된 다수개의 나선형 플레이트가 다단 용착되어 다수개의 매체통로가 형성된 통상의 열교환기에 있어서, 상기 내통과 외통 표면에는 다수개의 나선형 요입구가 형성되어져 있고, 상기 각 요입구 사이에는 일체로 프레스 성형된 나선형 플레이트가 삽입 용착되어져 있으며, 외통 상측과 하측에는 상기 플레이트와 플레이트 사이에 형성된 매체통로와 연통되는 유입구와 유출구가 형성되어져 있되, 상기 각 유입구와 유출구 외측으로는 매니폴드가 각각 형성되어져 있고, 상기 매니폴드 일측으로는 유입관과 유출관이 각각 형성되어져 있음을 특징으로 하는 것이다.Between the outer cylinder and the inner cylinder having the inlet pipe formed on the upper side and the outlet pipe formed on the lower side, the uneven surface is formed on the upper surface, and a plurality of spiral passages are formed in the inner and outer circumferential edges to form a plurality of spiral passages. In a typical heat exchanger, a plurality of spiral inlets are formed on the inner cylinder and the outer cylinder surface, and a spiral plate integrally press-formed is welded between the respective inlets, and the plate and the plate are provided on the upper and lower sides of the outer cylinder. Inlets and outlets are formed in communication with the media passage formed therebetween, the manifold is formed on each of the inlets and outlets, the inlet and outlet are formed on one side of the manifold, respectively. It is to be done.
상기에서, 내,외통의 각 요입구 사이에 보조 요입구가 형성되어져 있고, 상 기 보조 요입구에는 일측이 절곡되고 상,하단으로 결합턱이 형성된 보조 플레이트가 장착되어져 있다.In the above, an auxiliary inlet is formed between each inlet of the inner and outer cylinders, and the auxiliary inlet is equipped with an auxiliary plate having one side bent and an engaging jaw formed at the upper and lower ends thereof.
상기에서, 플레이트는 내통과 외통 상측의 시작부분과 내통과 외통 하측의 끝부분의 위치가 서로 반대방향으로 형성되어져 있고, 플레이트의 선단에는 용접을 위한 절곡면이 형성되어져 있되, 플레이트는 유입되는 매체의 수에 따라 선단과 종단의 시작 및 끝 위치가 상이하게 형성되어져 있다.In the above, the plate is formed in the position of the upper end of the inner cylinder and the outer cylinder and the end of the inner cylinder and the outer cylinder in the opposite direction, and the bent surface for the welding is formed at the tip of the plate, the plate is introduced medium The start and end positions of the tip and the end are formed differently according to the number of.
상기에서, 매니폴드의 수는 유입되는 매체의 수에 따라 가변된다.In the above, the number of manifolds varies depending on the number of media introduced.
상기에서, 외통의 중심부에는 유출되는 매체의 매체통로와 연통되는 다수개의 보조 유출구가 형성되어져 있고, 상기 보조 유출구 외측으로는 보조 유출관과 연결되는 보조 매니폴더가 형성되어져 있다.In the above, a plurality of auxiliary outlets are formed in the central portion of the outer cylinder communicating with the medium passage of the outflowing medium, and an auxiliary manifold connected to the auxiliary outlet pipe is formed outside the auxiliary outlet.
상측으로 유입관이 형성되고 하측으로 유출관이 형성된 외통과 내통 사이에는, 상면에 요철면이 형성되고 내,외주연으로는 결합턱이 형성된 다수개의 나선형 플레이트가 다단 용착되어 다수개의 매체통로가 형성된 통상의 열교환기에 있어서, 상기 내통과 외통 표면에는 다수개의 나선형 요입구가 형성되어져 있고, 상기 각 요입구 사이에는 일체로 프레스 성형된 나선형 플레이트가 삽입 용착되어져 있으며, 상기 플레이트와 플레이트 사이에 형성된 각 매체통로상에는 일측이 절곡된 보조 플레이트가 형성되어져 있되, 외통 상,하측에는 원주방향으로 매체통로와 연통되는 유입구와 유출구가 형성되어져 있고, 상기 각 유입구와 유출구 외측으로는 매니폴드가 각각 형성되어져 있으며, 상기 매니폴드 일측으로는 유입관과 유출관이 각각 형성되어져 있음을 특징으로 하는 것이다.Between the outer cylinder and the inner cylinder having the inlet pipe formed on the upper side and the outlet pipe formed on the lower side, the uneven surface is formed on the upper surface, and a plurality of spiral passages are formed in the inner and outer circumferential edges to form a plurality of spiral passages. In a typical heat exchanger, a plurality of spiral inlets are formed on the inner cylinder and outer cylinder surfaces, and a spiral plate integrally press-molded is welded between each recess, and each medium formed between the plates and the plates. An auxiliary plate bent on one side is formed on the passage, but inlets and outlets are formed on the outer and upper sides thereof in communication with the media passage in the circumferential direction. One side of the manifold is formed with an inlet pipe and an outlet pipe It is characterized by the presence.
상기에서, 외통의 각 요입구 사이에는 보조 요입구가 형성되어져 있고, 상기 보조 유입구에 보조 플레이트가 장착되어져 있으며, 보조 플레이트의 상,하단으로는 결합턱이 형성되어져 있다.In the above, an auxiliary inlet is formed between each inlet of the outer cylinder, an auxiliary plate is attached to the auxiliary inlet, and the engaging jaw is formed at the upper and lower ends of the auxiliary plate.
상기에서, 플레이트는 내통과 외통 상측의 시작부분과 내통과 외통 하측의 끝부분의 위치가 서로 반대방향으로 형성되어져 있고, 플레이트의 선단에는 용접을 위한 절곡면이 형성되어져 있되, 플레이트는 유입되는 매체의 수에 따라 선단과 종단의 시작 및 끝 위치가 상이하게 형성되어져 있다.In the above, the plate is formed in the position of the upper end of the inner cylinder and the outer cylinder and the end of the inner cylinder and the outer cylinder in the opposite direction, and the bent surface for the welding is formed at the tip of the plate, the plate is introduced medium The start and end positions of the tip and the end are formed differently according to the number of.
상기에서, 매니폴드의 수는 유입되는 매체의 수에 따라 가변된다.In the above, the number of manifolds varies depending on the number of media introduced.
상기에서, 외통의 중심부에는 유출되는 매체의 매체통로와 연통되는 다수개의 보조 유출구가 형성되어져 있고, 상기 보조 유출구 외측으로는 보조 유출관과 연결되는 보조 매니폴더가 형성되어져 있다.In the above, a plurality of auxiliary outlets are formed in the central portion of the outer cylinder communicating with the medium passage of the outflowing medium, and an auxiliary manifold connected to the auxiliary outlet pipe is formed outside the auxiliary outlet.
통상의 열교환기 제조방법에 있어서, 플레이트를 디스크 형상으로 프레스 성형하는 프레스성형단계; 성형된 플레이트를 상하로 인장시키는 인장단계; 플레이트의 상면에 요철면을 형성하고, 내,외주연으로는 결합턱을 형성하며, 플레이트의 일단에는 절곡면을 형성하는 포밍단계; 관경이 상이한 내,외통 표면에 나선형의 요입구를 성형한 후, 내,외통 상,하측 외주면의 각 요입구 사이에는 매체 유입구 및 유출구를 형성하고, 상기 요입구에는 플레이트를 삽입하여 다수개의 매체통로를 형성하는 매체통로형성단계; 각 요입구를 통해 결합턱이 돌출된 내통 내주면과 외통 외주면을 브레이징 용접하고, 매체통로의 선단에 해당하는 플레이트의 절곡면을 매체의 수에 따라 택일적으로 용접하는 용접단계; 외통 상,하측 외주면으로 형성된 각 유입구와 유출구 외측으로 유입관과 유출관이 각각 형성된 매니폴드를 형성하는 매니폴드형성단계; 외통 외측으로 단열재와 외부 하우징을 형성하는 하우징형성단계;를 거쳐 제조됨을 특징으로 하는 것이다.A conventional heat exchanger manufacturing method comprising: a press molding step of press molding a plate into a disc shape; A tensioning step of tensioning the molded plate up and down; Forming a concave-convex surface on the upper surface of the plate, forming a coupling jaw at inner and outer circumferences, and forming a bent surface at one end of the plate; After the spiral inlet is formed on the inner and outer cylinder surfaces of different diameters, a media inlet and an outlet are formed between each inlet of the upper and lower outer peripheral surfaces of the inner and outer cylinders, and a plurality of media passages are inserted into the inlet. Forming a media passage; A welding step of brazing the inner cylinder inner circumferential surface and the outer cylinder outer circumferential surface where the engaging jaw protrudes through each recess, and alternatively welding the bent surface of the plate corresponding to the front end of the medium passage according to the number of media; A manifold forming step of forming a manifold in which an inlet tube and an outlet tube are respectively formed on each of the inlets and outlets formed by outer and upper outer circumferential surfaces of the outer cylinder; And a housing forming step of forming a heat insulating material and an outer housing to the outside of the outer cylinder.
상기에서, 매체통로형성단계에서는 관경이 상이한 내통과 외통 표면에 나선형의 요입구를 형성하고, 외통의 각 요입구 사이에는 보조 요입구를 형성한 후, 상기 요입구에는 나선형 플레이트를 삽입하고, 보조 요입구에는 일측이 절곡된 보조 플레이트를 삽입하여 다수개의 매체통로를 반복 형성할 수도 있다.In the above, in the medium passage forming step, a spiral inlet is formed on the inner and outer cylinder surfaces having different diameters, and an auxiliary recess is formed between each recess of the outer cylinder, and then a spiral plate is inserted into the recess. A plurality of media passages may be repeatedly formed by inserting an auxiliary plate bent at one side into the concave inlet.
이하 첨부된 도면을 참조하여 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자가 본 발명의 기술적 사상을 용이하게 실시할 수 있도록 상세하게 설명하면 다음과 같다.Hereinafter, the present invention will be described in detail with reference to the accompanying drawings so that those skilled in the art may easily implement the technical idea of the present invention.
도 1는 본 발명의 전체를 도시한 단면도, 도 2a,2b는 본 발명에서 플레이트 형성단계를 도시한 상태도, 도 2c는 본 발명에서 내,외통의 형성단계를 도시한 상태도, 도 3a,3b는 본 발명에서 플레이트의 삽입상태를 도시한 상태도, 도 4는 본 발명에서 플레이트 삽입 위치를 도시한 부분 단면도, 도 5는 본 발명에서 매체의 유입상태 및 종류를 도시한 단면도, 도 6은 본 발명에서 2종류 매체일 경우 매니폴더의 장착상태를 도시한 상태도, 도 7은 본 발명의 다른 실시예를 도시한 실시예도, 도 8은 본 발명의 다른 실시예를 도시한 실시예도, 도 9는 본 발명의 다른 실시예를 도시한 실시예도로서,1 is a cross-sectional view showing the whole of the present invention, Figures 2a, 2b is a state diagram showing the plate forming step in the present invention, Figure 2c is a state diagram showing the forming step of the inner, outer cylinder in the present invention, Figure 3a, Figure 3b is a state diagram showing the insertion state of the plate in the present invention, Figure 4 is a partial cross-sectional view showing the plate insertion position in the present invention, Figure 5 is a cross-sectional view showing the inflow state and type of media in the present invention, Figure 6 In the present invention, in the case of two kinds of media, a state diagram showing a mounting state of a manifold, FIG. 7 is an embodiment showing another embodiment of the present invention, and FIG. 8 is an embodiment view showing another embodiment of the present invention. 9 is an embodiment showing another embodiment of the present invention,
먼저 도 2a에 도시된 바와 같이 디스크 형상의 플레이트(10)를 프레스 성형 한 후, 플레이트(10)의 일측을 절단하여 절단면의 선단과 종단을 통상의 롤링장치를 통해 상,하로 인장시키는데, 인장시 절단면의 시작부분이 끝부분과 반대방향 즉 약 180°방향에 위치되도록 인장하여, 추후 플레이트(10)를 통해 형성되는 매체통로(20)에 매체가 균일하게 유입될 수 있도록 한다.First, as shown in FIG. 2A, the disk-
상기 인장을 통해 나선형으로 형성된 플레이트(10)는 도 2b에 도시된 바와 같이 통상의 포밍장치를 통해 상면으로 다수개의 요철면(11)이 형성을 형성하고, 내,외주연으로는 결합턱(12)을 형성하며, 플레이트(10)의 선단에는 추후 용접을 위한 소정너비의 절곡면(13)을 형성한다.As shown in FIG. 2B, the
상기와 같이 형성된 나선형 플레이트(10)는 도 3a,3b에 도시된 바와 같이 내통(30)과 외통(40)의 각 요입구(31)(41) 사이에 삽입시키는데, 삽입전 먼저 도 2c에 도시된 바와 같이 내,외통(30)(40) 표면에는 나선형의 요입구(31)(41)를 동일한 수로 형성하고, 외통(40) 상측과 하측부분에 해당하는 각 요입구(41) 사이에는 나선형 매체통로(20)와 연통될 유입구(42)와 유출구(43)를 형성한다. 상기 각 유입구(42)와 유출구(43)는 플레이트(10) 사이에 형성될 공간인 매체통로(20)의 일측면을 절개하여 매체의 총 통과면적을 크게하기 위함으로, 매체의 종류에 따라 그 성형 위치를 달리하는데, 동일한 매체일 경우에 동일 라인에 유출구(43) 및 유입구(42)가 각각 성형되고, 다른 매체일 경우에는 다른 라인에 유출구(43) 및 유입구(42)가 각각 성형되어 매체의 종류에 따라 유출구(43) 및 유입구(42) 라인의 수가 달라진다.The
그리고 플레이트(10)를 삽입시 도 4에 도시된 바와 같이 매체의 수에 따라 삽입된 플레이트(10)의 선단 및 종단의 위치가 상이하게 형성되는데, 이는 유입구(42)와 유출구(43)가 동일라인에 형성되지 않고 서로 다른 라인에 다단으로 형성되므로, 유입구(42)와 유출구(43)가 형성된 위치와 매체통로(20)의 시작 및 끝 위치를 일치시키기 위함이다. 즉, 유입구(42) 및 유출구(43)의 위치와 매체통로(20)의 시작 및 끝 위치가 불일치될 경우에는 유입구(42)의 상측에 위치하는 매체통로(20) 일부분과 유출구(43) 하측에 위치하는 매체통로(20) 일부분에 공기가 차서 원활한 매체의 유입 및 유출이 어렵기 때문이다.And when the
삽입시 플레이트(10)에 형성된 결합턱(12)은 내통(30) 내주면과 외통(40) 외주면으로 각각 돌출되어 플레이트(10)가 바르게 삽입되도록 가이드하게 된다.Coupling jaw (12) formed in the
그리고 플레이트(10) 중 추후 외통(40) 상,하부에 형성될 주 유입관(44)과 주 유출관(45)을 통해 매체를 유입하는 매체통로(20) 이외, 나머지 매체통로(20)를 형성하는 플레이트(10) 선단의 절곡면(13)은 용접을 통해 완전히 밀봉한다. 즉, 주 유입관(44)과 주 유출관(45)과 연결되는 매체통로(20)의 선단과 종단은 개방되져 있는 반면, 나머지 매체통로(20)의 선단과 종단은 용착 밀봉되어진다.In addition to the
또한 플레이트(10)가 삽입된 내,외통(30)(40)에는 플레이트(10)를 고정하는 동시에 매체통로(20)를 완전 밀폐하기 위하여 브레이징 용접을 수행하는데, 이때 용접은 플레이트(10)의 결합턱(12)이 돌출된 내통(30) 내주면과 외통(40) 외주면으로만 한번에 수행되어 작업시간을 단축시킬 수 있게 된다.In addition, to fix the
플레이트(10)가 고정되어 형성된 매체통로(20)는 도 5에 도시된 바와 같이 위에서 볼 때 부채꼴 형상으로 형성되는데, 이는 내통(30)과 외통(40)의 관경이 서로 상이하므로 내통(30)과 외통(40)에 동일한 수의 요입구(31)(41)를 형성할 경우, 내통(30)에 형성된 요입구(31)의 이격간격이 좁고 외통(40)에 형성된 요입구(41)의 이격간격은 넓어 요입구(31)(41)에 삽입된 플레이트(10)의 상면이 부채꼴로 형성되는 것이다.The
그리고 외통(40)의 상,하부에는 주 유입관(44)과 주 유출관(45)을 형성하고, 상,하측 외주면에 형성된 유입구(42) 및 유출구(43) 외측으로는 매체 유입관(51)과 유출관(51')이 각각 연결된 매니폴드(50)(50')를 형성하는데, 이때 매니폴드(50)(50')는 유입구(42) 및 유출구(43)가 매체의 수나 종류에 따라 다단으로 형성되는 것과 같이, 매체의 수나 종류에 따라 매니폴드(50)(50')가 형성되는 수가 달라진다.The
따라서 이종의 2가지 매체를 이용할 경우에는 외통(40) 상,하측으로 매니폴드(50)(50')가 각각 1단, 이종의 4가지 매체를 이용할 경우에는 외통(40) 상,하측으로 매니폴드(50)(50')가 각각 3단, 이종의 10가지 매체를 이용할 경우에는 외통(40) 상,하측으로 매니폴드(50)(50')가 각각 9단으로 형성된다. 여기서 매체의 수와 매니폴드(50)(50')의 형성 단이 동일하지 않은 것은 주 유입관(44)과 주 유출관(45)으로 하나의 매체가 유입되기 때문이다.Therefore, if two different media are used, the
즉, 4가지 매체일 경우, 외통(40)의 상측에는 매체가 유입되는 유입관(51)이 연결된 매니폴드(50) 1단과 상기 매니폴드(50) 하측으로 매체가 유출되는 유출관(51')이 연결된 매니폴드(50') 2단으로 총 3단이 형성되고, 외통(40)의 하측에는 매체가 유출되는 유출관(51')이 연결된 매니폴드(50') 1단과 상기 매니폴드(50') 하측으로 매체가 유입되는 유입관(51)이 연결된 매니폴드(50) 2단으로 총 3단이 형성된다.That is, in the case of four media, the upper side of the
상기와 같이 매니폴드(50)(50')가 형성되면 외통(40) 외주면으로 단열재(60) 및 외부 하우징(70)을 장착하여 본 고안에서 구현하고자 하는 열교환기로 완성된다.When the
그리고 본 발명의 다른 실시예로 도 7에 도시된 바와 같이 매체통로(20) 이외의 보조 매체통로(20')를 형성할 수도 있는데, 이는 외통(40)의 각 요입구(41) 사이에 보조 요입구(41')를 형성한 후, 상기 각 보조 요입구(41')에 일측으로 절곡된 ">" 형상의 보조 플레이트(10')를 삽입한다. 이때 보조 플레이트(10')는 상,하단으로 플레이트(10)와 동일한 결합턱(11')이 형성되어 삽입이 용이하고, 삽입된 후에는 플레이트(10)와 함께 브레이징 용접을 통해 고정 밀폐된다.In another embodiment of the present invention, as shown in FIG. 7, an
이와 같이 보조 플레이트(10')를 장착하여 매체통로(20)를 추가할 수 있는데, 만약 기본 4개의 매체통로(20)를 형성하는 구조에서 보조 플레이트(10')를 형성하면 총 8개의 매체통로(20)가 형성되어 2종류의 매체를 통과시킬 경우 각 매체가 매체통로(20)와 보조 매체통로(20')에 교차되게 유입되어 전열면적을 증대시킬 수 있게 된다.As such, the
그리고 본 발명의 또 다른 실시예로 도 8에 도시된 바와 같이 외통(40)의 중심부에 열교환된 후 유출되는 매체통로(20)와 관통되는 보조 유출구(46)를 형성하고, 상기 보조 유출구(46) 외측으로는 보조 유출관(51")과 연결되는 보조 매니폴더(50")를 형성하여 용도에 따라 완전히 열교환되지 않은 일부 열교환된 매체를 유출시킬 수 있도록 하였다.In another embodiment of the present invention, as shown in FIG. 8, a secondary outlet 46 penetrates the
이상과 같이 형성된 열교환기의 작동과정에 대해 좀 더 상세히 설명하면,Referring to the operation of the heat exchanger formed as described above in more detail,
먼저 2가지의 매체를 열교환시키기 위해 총 4개의 매체통로(20)를 형성할 경우 열교환기의 구조는, 제 1~4 매체통로(20a)(20b)(20c)(20d)가 순차적으로 지정되어져 있고, 제 1~4 매체통로(20a)(20b)(20c)(20d)와 연통되는 매니폴드(50)(50')가 외통(40) 상,하측으로 각각 1단씩 형성되어져 있고, 그에 따라 매니폴드(50)(50')에는 각 매체가 유입,유출되는 유입관(51)과 유출관(51')이 형성되어져 있다.First of all, when four
따라서 먼저 주 유입관(44)을 통해 제 1 매체를 유입시키는 동시에 외통(40) 하측에 형성되어져 있는 유입관(51)을 통해 제 2 매체를 유입시키면, 주 유입관(44)으로 유입된 제 1 매체는 개방된 제 1,2 매체통로(20a)(20b)로 직접 유입되고, 외통(40) 하부 일측의 유입관(51)으로 유입된 제 2 매체는 매니폴드(50)를 통해 외통(40) 상부 일측 유출구(43)와 상응하는 매니폴드(50')와 연통되는 외통(40) 하측의 유입구(42)로 각 매체가 유입되는데, 이때 각 매체는 가장 가까운 쪽 유입구(42)로 많이 유입되려는 성향이 발생하므로 반대편 유입구(42)쪽으로는 많이 유입 되지 않게 되나, 플레이트(10)의 시작부분과 끝부분이 반대쪽으로 형성되어져 있어 가까운 유입구(42) 뿐만 아니라 반대편 유입구(42)에도 매체가 균일하게 유입된다. 또한 여기서 유입된 매체는 플레이트(10) 상면에 형성된 요철면(11)으로 인하여 플레이트(10) 안쪽까지 균일하게 유입된다.Therefore, when the first medium is introduced through the
그리고 제 1~4 매체통로(20)로 유입 순환되는 제 1,2 매체는 플레이트(10)를 통해 열을 교환하게 되고, 열교환된 제 1,2 매체는 외통(40) 상측에 형성된 각 유출구(43)를 통해 매니폴드(50')로 유출되는 동시에 외통(40) 하측에 형성된 주 유출관(45)을 통해서도 유출된다.In addition, the first and second media flowing in and out of the first to
제 1~5 매체와 제 6~10 매체로 구분된 총 10가지의 매체를 열교환시키기 위해 총 10개의 매체통로(20)를 형성할 경우 열교환기의 구조는, 도 9에 도시된 바와 같이 제 1~10 매체통로(20)가 순차적으로 지정되어져 있고, 제 1~10 매체통로(20)와 연통되는 매니폴드(50)(50')가 외통(40) 상,하측으로 각각 9단씩 형성되어져 있고, 그에 따라 매니폴드(50)(50')에는 각 매체가 유입,유출되는 유입관(51)과 유출관(51')이 형성되어져 있다.When a total of 10
따라서 주 유입관(44)과 유출관(45) 및 외통(40) 상,하측에 형성되어져 있는 각 유입관(51)과 유출관(51')을 통해 제 1~10 매체를 유,출입시키면, 주 유입관(44) 및 주 유출관(45)을 통해 유,출입된 매체는 개방된 매체통로(20)로 바로 유,출입되고, 나머지는 각 유입관(51) 및 유출관(51')과 연결된 매니폴드(50)(50')를 통해 매니폴드(50)(50')와 연통되는 외통(40) 상,하측의 유입구(42) 및 유출구(43) 로 유,출입된다.Accordingly, when the first to the tenth medium flows in and out through each of the
상기에서 제 1~10 매체통로(20)로 유입 순환되는 제 1~10 매체는 플레이트(10)를 통해 상호간 열교환된 후, 외통(40) 상,하측에 형성된 각 유출구(43)를 통해 매니폴드(50')로 빠져나가고, 이어 유출관(51')으로 유출되는 동시에 외통(40) 하측에 형성된 주 유출관(45)을 통해서도 유출된다.After the first to the tenth medium is introduced and circulated in the first to tenth
여기서 10개의 매체통로(20)에 10가지 매체가 아니라 2개나 4개의 매체만을 유입시킬 수도 있는데, 이때는 기존에 이종의 매체가 유입되던 관로를 하나로 통합하여 유입될 수 있도록 하여 매체의 수가 가변되어도 기존의 열교환기를 그대로 활용할 수 있어 매우 실용적이다.In this case, only two or four media may be introduced into the ten
이상에서 살펴본 바와 같이 본 발명은 분리된 플레이트를 각도조절하며 일일이 용접해야 하는 종래의 열교환기에 비해 그 제조방법이 매우 편리할 뿐만 아니라, 동종 또는 이종 매체의 유입을 원활히 유도하여 열교환 효율을 증대시키며, 보조 플레이트(10')를 통해 전열면적을 크게하고, 그에 따라 매체통로(20)를 용이하게 확장할 수 있어 매우 실용적이다.As described above, the present invention not only makes the manufacturing method very convenient as compared with the conventional heat exchanger which requires angle adjustment of the separated plate and welds one by one, and also smoothly induces the inflow of homogeneous or heterogeneous media, thereby increasing heat exchange efficiency. It is very practical to increase the heat transfer area through the auxiliary plate (10 '), thereby easily expanding the medium passage (20).
이와 같이 된 본 발명은 일체로 프레스된 플레이트를 요입구가 형성된 내,외통에 삽입한 후, 브레이징 용접을 통해 한번에 플레이트를 고정 밀폐시킴으로써 그 제조방법 매우 편리하고 작업시간 및 비용을 절감시킬 수 있다. 또한 매니폴드와 유입,유출구를 통해 매체의 유입을 원활하게 유도할 수 있을 뿐만 아니라, 보조 플레이트를 통해 기존 매체통로를 그대로 활용하면서 매체통로의 수는 증대시킬 수 있는 동시에 전열면적을 최대화시킬 수 있는데 그 효과가 있다.According to the present invention, the plate is integrally pressed into the inner and outer cylinders with the inlet formed therein, and the plate is fixed and sealed at one time by brazing welding so that the manufacturing method is very convenient and the working time and cost can be reduced. In addition, the manifold, inlet, and outlet can smoothly guide the inflow of the media, and the auxiliary plate can be used to increase the number of media passages while maximizing the heat transfer area. It works.
Claims (12)
Translated fromKoreanPriority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020050076699AKR100687462B1 (en) | 2005-08-22 | 2005-08-22 | Heat exchanger capable of introducing multiple media at the same time and its manufacturing method |
| CNB2005101126101ACN100498181C (en) | 2005-08-22 | 2005-10-11 | Multi-thread type heat exchanger and the manufacture method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020050076699AKR100687462B1 (en) | 2005-08-22 | 2005-08-22 | Heat exchanger capable of introducing multiple media at the same time and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20050090108A KR20050090108A (en) | 2005-09-12 |
| KR100687462B1true KR100687462B1 (en) | 2007-02-27 |
Family
ID=37272243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020050076699AExpired - Fee RelatedKR100687462B1 (en) | 2005-08-22 | 2005-08-22 | Heat exchanger capable of introducing multiple media at the same time and its manufacturing method |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR100687462B1 (en) |
| CN (1) | CN100498181C (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3009862B1 (en)* | 2013-08-26 | 2015-09-11 | Commissariat Energie Atomique | HEAT EXCHANGER BETWEEN TWO FLUIDS, USE OF THE EXCHANGER WITH LIQUID METAL AND GAS, APPLICATION TO A QUICK-NEUTRON NUCLEAR REACTOR COOLED WITH LIQUID METAL |
| CN103464984B (en)* | 2013-09-18 | 2016-08-10 | 江苏省水利机械制造有限公司 | Band is accurately positioned steel plate flight processing and forming frock and the processing method in hole |
| CN104457346A (en)* | 2013-09-25 | 2015-03-25 | 王心宇 | Heat exchange device |
| US20150300745A1 (en)* | 2014-04-16 | 2015-10-22 | Enterex America LLC | Counterflow helical heat exchanger |
| CN104215098A (en)* | 2014-09-16 | 2014-12-17 | 张家港市华菱化工机械有限公司 | Heat exchanger for polypropylene chemical process |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20030011115A (en)* | 2003-01-09 | 2003-02-06 | 정문화 | Multi-thread type heat exchanger |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4697321A (en)* | 1985-07-31 | 1987-10-06 | Kamui Company Ltd. | Method of manufacturing baffles for shell and tube type heat exchangers |
| CN2221198Y (en)* | 1994-09-13 | 1996-02-28 | 刘崇华 | Spiral plate heat exchanger |
| JPH0926281A (en) | 1995-07-11 | 1997-01-28 | Nhk Spring Co Ltd | Heat exchanger |
| CN2290831Y (en)* | 1996-05-31 | 1998-09-09 | 青岛建筑工程学院 | Spiral plate heat exchanger |
- 2005
- 2005-08-22KRKR1020050076699Apatent/KR100687462B1/ennot_activeExpired - Fee Related
- 2005-10-11CNCNB2005101126101Apatent/CN100498181C/ennot_activeExpired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20030011115A (en)* | 2003-01-09 | 2003-02-06 | 정문화 | Multi-thread type heat exchanger |
Non-Patent Citations (1)
| Title |
|---|
| 1020030011115 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1920461A (en) | 2007-02-28 |
| KR20050090108A (en) | 2005-09-12 |
| CN100498181C (en) | 2009-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5946991B2 (en) | Distribution pipe | |
| TWI427258B (en) | Heat exchanger | |
| CN102483308B (en) | heat exchanger | |
| US8230909B2 (en) | Heat exchanger and its manufacturing method | |
| US11353268B2 (en) | Plate type heat exchanger | |
| US20110017428A1 (en) | Plane type heat exchanger | |
| JP2003329376A (en) | Double tube type heat exchanger | |
| KR100687462B1 (en) | Heat exchanger capable of introducing multiple media at the same time and its manufacturing method | |
| JP2005127684A (en) | Double tube type heat exchanger | |
| CN106225523B (en) | Alternating flow heat exchanger | |
| CN104024780A (en) | Modular heat exchanger | |
| JP2732559B2 (en) | Gas boiler stacked heat exchanger | |
| KR20100060864A (en) | Heat exchanger | |
| CN211084908U (en) | Heat exchange layer, core and heat exchanger | |
| CN117948473A (en) | Pipeline connection structure, thermal management assembly and battery pack | |
| KR102330582B1 (en) | Micro-channel Printed Heat Exchanger and manufacturing there of | |
| WO2011039563A1 (en) | A heat exchanger | |
| CN113028884B (en) | Flat tubes and heat exchangers | |
| JP4221260B2 (en) | Heat exchanger and manufacturing method thereof | |
| JP2005024109A (en) | Heat exchanger | |
| CN100476336C (en) | Heat exchanger and method for manufacturing the same | |
| CN110530178A (en) | Heat exchange layer, fuse and heat exchanger | |
| CN217383935U (en) | Flat tube connection structure and microchannel heat exchanger | |
| CN218410858U (en) | Liquid equalizing device for shell-and-tube heat exchanger and shell-and-tube heat exchanger | |
| CN222581246U (en) | Thermal management assembly, thermal management system and battery pack |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application | St.27 status event code:A-0-1-A10-A12-nap-PA0109 | |
| PA0201 | Request for examination | St.27 status event code:A-1-2-D10-D11-exm-PA0201 | |
| PG1501 | Laying open of application | St.27 status event code:A-1-1-Q10-Q12-nap-PG1501 | |
| D13-X000 | Search requested | St.27 status event code:A-1-2-D10-D13-srh-X000 | |
| D14-X000 | Search report completed | St.27 status event code:A-1-2-D10-D14-srh-X000 | |
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection | St.27 status event code:A-1-2-D10-D21-exm-PE0902 | |
| T11-X000 | Administrative time limit extension requested | St.27 status event code:U-3-3-T10-T11-oth-X000 | |
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration | St.27 status event code:A-1-2-D10-D22-exm-PE0701 | |
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment | St.27 status event code:A-2-4-F10-F11-exm-PR0701 | |
| PR1002 | Payment of registration fee | St.27 status event code:A-2-2-U10-U11-oth-PR1002 Fee payment year number:1 | |
| PG1601 | Publication of registration | St.27 status event code:A-4-4-Q10-Q13-nap-PG1601 | |
| R17-X000 | Change to representative recorded | St.27 status event code:A-5-5-R10-R17-oth-X000 | |
| R18-X000 | Changes to party contact information recorded | St.27 status event code:A-5-5-R10-R18-oth-X000 | |
| PR1001 | Payment of annual fee | St.27 status event code:A-4-4-U10-U11-oth-PR1001 Fee payment year number:4 | |
| FPAY | Annual fee payment | Payment date:20110303 Year of fee payment:5 | |
| PR1001 | Payment of annual fee | St.27 status event code:A-4-4-U10-U11-oth-PR1001 Fee payment year number:5 | |
| LAPS | Lapse due to unpaid annual fee | ||
| PC1903 | Unpaid annual fee | St.27 status event code:A-4-4-U10-U13-oth-PC1903 Not in force date:20120222 Payment event data comment text:Termination Category : DEFAULT_OF_REGISTRATION_FEE | |
| PC1903 | Unpaid annual fee | St.27 status event code:N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text:Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date:20120222 | |
| P22-X000 | Classification modified | St.27 status event code:A-4-4-P10-P22-nap-X000 | |
| R18-X000 | Changes to party contact information recorded | St.27 status event code:A-5-5-R10-R18-oth-X000 |