JP7415841B2 - Automatic joining system - Google Patents
Automatic joining systemDownload PDFInfo
- Publication number
- JP7415841B2 JP7415841B2JP2020134885AJP2020134885AJP7415841B2JP 7415841 B2JP7415841 B2JP 7415841B2JP 2020134885 AJP2020134885 AJP 2020134885AJP 2020134885 AJP2020134885 AJP 2020134885AJP 7415841 B2JP7415841 B2JP 7415841B2
- Authority
- JP
- Japan
- Prior art keywords
- metal member
- movement route
- rotary tool
- friction stir
- test
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










































Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
Translated fromJapanese本発明は、自動接合システムに関する。 TECHNICAL FIELD The present invention relates to automatic joining systems.
例えば、特許文献1には、金属部材の端部同士を突き合わせて突合せ部を形成し、当該突合せ部に沿って回転ツールを移動させて摩擦攪拌接合を行う技術が開示されている。 For example,
例えば、表面の高さ位置が異なる金属部材同士の突合せ部を摩擦攪拌接合する場合、突合せ部に沿って回転ツールを進行させると、回転ツールの進行方向に対する左右位置が、金属部材の表面の高さ位置が高い方から低い方へシフトしてしまい、ルートフローが発生するおそれがある。 For example, when performing friction stir welding on abutting portions of metal members whose surfaces have different height positions, when a rotating tool is advanced along the abutting portion, the horizontal position of the rotating tool relative to the direction of movement will be There is a risk that the position will shift from the higher side to the lower side, causing root flow.
このような観点から、本発明は、表面の高さ位置が異なる金属部材同士を摩擦攪拌接合する際に、ルートフローの発生を防止することができる自動接合システムを提供することを課題とする。 From this viewpoint, an object of the present invention is to provide an automatic welding system that can prevent root flow from occurring when friction stir welding metal members having different surface height positions.
前記課題を解決するために、本発明は、架台の上に配置された第一金属部材と第二金属部材とを、前記第一金属部材の表面よりも前記第二金属部材の表面が低くなるように端面同士を突き合わせて段差を備えた突合せ部を摩擦攪拌接合する自動接合システムであって、摩擦攪拌を行う回転ツールを備え、前記突合せ部を摩擦攪拌接合する摩擦攪拌装置と、前記第一金属部材の稜線位置を測定する測定部と、前記摩擦攪拌装置を制御する制御装置と、を備え、前記回転ツールは、基端側ピン及び前記基端側ピンに連続して形成される先端側ピンを有し、前記基端側ピンのテーパー角度は、前記先端側ピンのテーパー角度よりも大きく、前記基端側ピンの外周面に階段状のピン段差部が形成され、前記制御装置は、摩擦攪拌接合を行う前の前記稜線位置に基づいて、前記突合せ部の摩擦攪拌接合を行う際に前記回転ツールが移動する目標移動ルートを設定するとともに、前記回転ツールを移動させるための指示位置となる設定移動ルートを設定し、前記制御装置は、前記回転ツールを挿入した状態で前記回転ツールを前記設定移動ルートに沿って移動するように制御して摩擦攪拌接合を行いながら移動させた走行軌跡と、前記目標移動ルートとの差分に基づいて、前記設定移動ルートの進行方向を前記目標移動ルートに対して斜めに変位させた位置に前記回転ツールの指示位置を設定した修正移動ルートを算出し、前記摩擦攪拌装置は、前記回転ツールを前記修正移動ルートに沿って移動するように制御することで、前記回転ツールの所定の狙い角度を維持しつつ、前記ピン段差部の段差底面で塑性流動材を押さえながら前記目標移動ルートに沿って摩擦攪拌接合を行うことを特徴とする。 In order to solve the above problem, the present invention provides a first metal member and a second metal member arranged on a pedestal such that the surface of the second metal member is lower than the surface of the first metal member. This is an automatic welding system for friction stir welding a butt part having a step by butting end faces together as shown in FIG. The rotary tool includes a measurement unit that measures a ridgeline position of a metal member, and a control device that controls the friction stirrer, and the rotary tool includes a proximal pin and a distal side that is formed continuously with the proximal pin. The controller has a pin, the taper angle of the proximal pin is larger than the taper angle of the distal pin, and a step-like pin stepped portion is formed on the outer peripheral surface of the proximal pin, and the control device includes: Based on the ridge line position before performing friction stir welding, a target movement route for the rotary tool to move when performing friction stir welding of the abutting portion is set, and an instruction position for moving the rotary tool is set. A set movement route is set, and the control device controls the rotary tool to move along the set movement route with the rotary tool inserted, and moves the rotary tool while performing friction stir welding. and the target movement route, calculate a corrected movement route in which the indicated position of the rotary tool is set at a position where the traveling direction of the set movement route is displaced diagonally with respect to the target movement route. , the friction stir device controls the rotary tool to move along the corrected movement route, thereby maintaining a predetermined aiming angle of the rotary tool and generating plastic flow at the bottom surface of the stepped portion of the pin step. The method is characterized in that friction stir welding is performed along the target movement route while holding down the material.
かかる自動接合システムによれば、目標移動ルートに基づいて修正移動ルートを設定し、当該修正移動ルートに沿って移動するように回転ツールを制御することで、回転ツールが実際に移動するルートを的確に設定することができる。特に、進行方向を斜めに変位させて修正移動ルートを設定することで、回転ツールの進行方向に対する左右位置がシフトするのを防ぐことができる。また、基端側ピンのピン段差部の段差底面で塑性流動材を押さえながら摩擦攪拌接合を行うことで、バリの発生やアンダーカットの発生を防ぐとともに、接合表面をきれいにすることができる。 According to this automatic joining system, by setting a corrected movement route based on the target movement route and controlling the rotary tool to move along the corrected movement route, the actual route of the rotary tool can be accurately determined. Can be set to . In particular, by setting a corrected movement route by displacing the moving direction diagonally, it is possible to prevent the left-right position of the rotary tool from shifting with respect to the moving direction. In addition, by performing friction stir welding while holding down the plastic flow material at the bottom of the pin step of the proximal pin, it is possible to prevent the occurrence of burrs and undercuts and to make the joining surface clean.
また、前記制御装置は、前記目標移動ルートから平行に変位させた位置に前記設定移動ルートを設定し、前記回転ツールを前記設定移動ルートに沿って移動するように制御した走行軌跡と、前記目標移動ルートとの差分に基づいて、前記設定移動ルートの進行方向を前記回転ツールの進行方向に向かうにつれて前記第一金属部材側に向けて前記差分だけ斜めに変位させた位置に前記修正移動ルートを算出することが好ましい。
また、前記制御装置は、前記回転ツールを前記設定移動ルートに沿って移動するように制御した走行軌跡と、前記目標移動ルートとの差分に基づいて、前記設定移動ルートの進行方向を斜めに変位させるとともに、前記目標移動ルートに対して略平行に変位させた位置に前記回転ツールの指示位置を設定した前記修正移動ルートを算出することが好ましい。The control device also sets the set travel route at a position displaced in parallel from the target travel route, and controls the rotation tool to move along the set travel route and the travel locus that is controlled to move the rotary tool along the set travel route. Based on the difference with the movement route, the corrected movement route is moved to a position where the travel direction of the set movement route is obliquely displaced by the difference toward the first metal member as it moves toward the travel direction of the rotary tool. It is preferable to calculate.
The control device also displaces the traveling direction of the set movement route diagonally based on the difference between the target movement route and a travel trajectory in which the rotary tool is controlled to move along the set movement route. It is preferable to calculate the corrected movement route in which the indicated position of the rotary tool is set at a position displaced substantially parallel to the target movement route.
かかる自動接合システムによれば、予め算出された差分に基づいて修正移動ルートを設定することにより、回転ツールが実際に移動するルートをより的確に設定することができる。 According to such an automatic joining system, by setting the corrected movement route based on the difference calculated in advance, it is possible to more accurately set the route in which the rotary tool actually moves.
また、前記制御装置は、前記目標移動ルートから平行に変位させた位置に前記設定移動ルートを設定し、前記回転ツールを前記設定移動ルートに沿って移動するように制御した走行軌跡を取得し、前記走行軌跡が前記目標移動ルートに対して斜めに変位した角度の分だけ、前記走行軌跡が変位した向きとは反対方向に向けて、前記設定移動ルートの進行方向を斜めに変位させるとともに、前記走行軌跡が前記目標移動ルートに対して略平行に変位した長さの分だけ、前記走行軌跡が変位した向きとは反対方向に向けて、前記設定移動ルートを略平行に変位させた位置に前記修正移動ルートを設定することが好ましい。 Further, the control device sets the set movement route at a position displaced in parallel from the target movement route, and acquires a travel trajectory in which the rotary tool is controlled to move along the set movement route, Displacing the travel direction of the set travel route obliquely in a direction opposite to the direction in which the travel route is displaced by an angle at which the travel route is obliquely displaced with respect to the target travel route, and The set travel route is displaced approximately parallel to the target travel route in a direction opposite to the direction in which the travel route is displaced by the length by which the travel route is displaced approximately parallel to the target travel route. It is preferable to set a modified travel route.
かかる自動接合システムによれば、回転ツールが実際に移動するルートをより的確に設定することができる。 According to such an automatic joining system, it is possible to more accurately set the route along which the rotary tool actually moves.
本発明に係る自動接合システムによれば、表面の高さ位置が異なる金属部材同士を摩擦攪拌接合する際に、ルートフローの発生を防止することができる。 According to the automatic welding system according to the present invention, it is possible to prevent root flow from occurring when friction stir welding metal members having different surface height positions.
本発明の実施形態について、適宜図面を参照しながら説明する。本発明は以下の実施形態のみに限定されるものではない。また、実施形態における構成要素は、一部又は全部を適宜組み合わせることができる。まずは、本実施形態に係る自動接合システムで用いる回転ツールについて説明する。 Embodiments of the present invention will be described with reference to the drawings as appropriate. The present invention is not limited only to the following embodiments. Furthermore, some or all of the components in the embodiments can be combined as appropriate. First, the rotary tool used in the automatic joining system according to this embodiment will be explained.
[A.回転ツール]
回転ツールは、摩擦攪拌接合に用いられるツールである。図1に示すように、回転ツールFは、例えば工具鋼で形成されており、基軸部F1と、基端側ピンF2と、先端側ピンF3とで主に構成されている。基軸部F1は、円柱状を呈し、摩擦攪拌装置の主軸に接続される部位である。[A. Rotate tool]
A rotary tool is a tool used for friction stir welding. As shown in FIG. 1, the rotary tool F is made of tool steel, for example, and mainly includes a base shaft portion F1, a proximal pin F2, and a distal pin F3. The base shaft portion F1 has a cylindrical shape and is a portion connected to the main shaft of the friction stirrer.
基端側ピンF2は、基軸部F1に連続し、先端に向けて先細りになっている。基端側ピンF2は、円錐台形状を呈する。基端側ピンF2のテーパー角度Aは適宜設定すればよいが、例えば、135~160°になっている。テーパー角度Aが135°未満であるか、又は、160°を超えると摩擦攪拌後の接合表面粗さが大きくなる。テーパー角度Aは、後記する先端側ピンF3のテーパー角度Bよりも大きくなっている。図2に示すように、基端側ピンF2の外周面には、階段状のピン段差部F21が高さ方向の全体に亘って形成されている。ピン段差部F21は、右回り又は左回りで螺旋状に形成されている。つまり、ピン段差部F21は、平面視して螺旋状であり、側面視すると階段状になっている。本実施形態では、回転ツールFを右回転させるため、ピン段差部F21は基端側から先端側に向けて左回りに設定している。 The proximal pin F2 is continuous with the base shaft portion F1 and tapers toward the distal end. The proximal pin F2 has a truncated cone shape. The taper angle A of the proximal pin F2 may be set as appropriate, and is, for example, 135 to 160°. When the taper angle A is less than 135° or more than 160°, the bonded surface roughness after friction stirring becomes large. The taper angle A is larger than the taper angle B of the tip end pin F3, which will be described later. As shown in FIG. 2, a step-like pin stepped portion F21 is formed on the outer peripheral surface of the proximal pin F2 over the entire height direction. The pin step portion F21 is spirally formed clockwise or counterclockwise. That is, the pin stepped portion F21 has a spiral shape when viewed from above, and has a stepped shape when viewed from the side. In this embodiment, in order to rotate the rotary tool F clockwise, the pin stepped portion F21 is set counterclockwise from the base end side to the distal end side.
なお、回転ツールFを左回転させる場合は、ピン段差部F21を基端側から先端側に向けて右回りに設定することが好ましい。これにより、ピン段差部F21によって塑性流動材が先端側に導かれるため、被接合金属部材の外部に溢れ出る金属を低減することができる。ピン段差部F21は、段差底面F21aと、段差側面F21bとで構成されている。隣り合うピン段差部F21の各頂点F21c,F21cの距離X1(水平方向距離)は、後記する段差角度C及び段差側面F21bの高さY1に応じて適宜設定される。 In addition, when rotating the rotary tool F to the left, it is preferable to set the pin step part F21 clockwise from the base end side to the distal end side. As a result, the plastic flow material is guided to the tip side by the pin stepped portion F21, so it is possible to reduce metal overflowing to the outside of the metal members to be welded. The pin step portion F21 includes a step bottom surface F21a and a step side surface F21b. The distance X1 (horizontal distance) between the vertices F21c and F21c of the adjacent pin step portions F21 is appropriately set according to the step angle C and the height Y1 of the step side surface F21b, which will be described later.
段差側面F21bの高さY1は適宜設定すればよいが、例えば、0.1~0.4mmで設定されている。高さY1が0.1mm未満であると接合表面粗さが大きくなる。一方、高さY1が0.4mmを超えると接合表面粗さが大きくなる傾向があるとともに、有効段差部数(被接合金属部材と接触しているピン段差部F21の数)も減少する。 The height Y1 of the stepped side surface F21b may be set as appropriate, and is set to, for example, 0.1 to 0.4 mm. When the height Y1 is less than 0.1 mm, the bonding surface roughness becomes large. On the other hand, if the height Y1 exceeds 0.4 mm, the bonding surface roughness tends to increase, and the number of effective step portions (the number of pin step portions F21 in contact with the metal member to be welded) also decreases.
段差底面F21aと段差側面F21bとでなす段差角度Cは適宜設定すればよいが、例えば、85~120°で設定されている。段差底面F21aは、本実施形態では水平面と平行になっている。段差底面F21aは、ツールの回転軸から外周方向に向かって水平面に対して-5°~15°内の範囲で傾斜していてもよい(マイナスは水平面に対して下方、プラスは水平面に対して上方)。距離X1、段差側面F21bの高さY1、段差角度C及び水平面に対する段差底面F21aの角度は、摩擦攪拌を行う際に、塑性流動材がピン段差部F21の内部に滞留して付着することなく外部に抜けるとともに、段差底面F21aで塑性流動材を押えて接合表面粗さを小さくすることができるように適宜設定する。 The step angle C formed between the step bottom surface F21a and the step side surface F21b may be set as appropriate, but is set to 85 to 120 degrees, for example. In this embodiment, the step bottom surface F21a is parallel to the horizontal plane. The step bottom surface F21a may be inclined within a range of -5° to 15° with respect to the horizontal plane from the rotation axis of the tool toward the outer circumference (minus indicates downward with respect to the horizontal plane, positive indicates downward with respect to the horizontal plane). above). The distance X1, the height Y1 of the step side surface F21b, the step angle C, and the angle of the step bottom surface F21a with respect to the horizontal plane are such that when friction stirring is performed, the plastic fluid material does not stay inside the pin step portion F21 and adhere to the outside. It is appropriately set so that the joint surface roughness can be reduced by pressing the plastic flow material at the bottom surface F21a of the step.
図1に示すように、先端側ピンF3は、基端側ピンF2に連続して形成されている。先端側ピンF3は円錐台形状を呈する。先端側ピンF3の先端は回転軸に対して垂直な平坦面F4になっている。先端側ピンF3のテーパー角度Bは、基端側ピンF2のテーパー角度Aよりも小さくなっている。図2に示すように、先端側ピンF3の外周面には、螺旋溝F31が刻設されている。螺旋溝F31は、右回り、左回りのどちらでもよいが、本実施形態では回転ツールFを右回転させるため、基端側から先端側に向けて左回りに刻設されている。 As shown in FIG. 1, the distal pin F3 is formed continuously from the proximal pin F2. The tip side pin F3 has a truncated cone shape. The tip of the tip side pin F3 is a flat surface F4 perpendicular to the rotation axis. The taper angle B of the distal pin F3 is smaller than the taper angle A of the proximal pin F2. As shown in FIG. 2, a spiral groove F31 is carved on the outer circumferential surface of the tip end pin F3. The spiral groove F31 may be clockwise or counterclockwise, but in this embodiment, in order to rotate the rotary tool F clockwise, it is carved counterclockwise from the base end toward the distal end.
なお、回転ツールFを左回転させる場合は、螺旋溝F31を基端側から先端側に向けて右回りに設定することが好ましい。これにより、螺旋溝F31によって塑性流動材が先端側に導かれるため、被接合金属部材の外部に溢れ出る金属を低減することができる。螺旋溝F31は、螺旋底面F31aと、螺旋側面F31bとで構成されている。隣り合う螺旋溝F31の頂点F31c,F31cの距離(水平方向距離)を長さX2とする。螺旋側面F31bの高さを高さY2とする。螺旋底面F31aと、螺旋側面F31bとで構成される螺旋角度DAは例えば、45~90°で形成されている。螺旋溝F31は、被接合金属部材と接触することにより摩擦熱を上昇させるとともに、塑性流動材を先端側に導く役割を備えている。 In addition, when rotating the rotary tool F counterclockwise, it is preferable to set the spiral groove F31 clockwise from the base end side to the distal end side. As a result, the plastic flow material is guided to the tip side by the spiral groove F31, so it is possible to reduce metal overflowing to the outside of the metal members to be welded. The spiral groove F31 includes a spiral bottom surface F31a and a spiral side surface F31b. The distance (horizontal distance) between the vertices F31c and F31c of adjacent spiral grooves F31 is defined as length X2. The height of the spiral side surface F31b is defined as a height Y2. The spiral angle DA formed by the spiral bottom surface F31a and the spiral side surface F31b is, for example, 45 to 90 degrees. The spiral groove F31 has the role of increasing frictional heat by contacting the metal member to be welded and guiding the plastic fluid material to the tip side.
回転ツールFは、適宜設計変更が可能である。図3は、本発明の回転ツールの第一変形例を示す側面図である。図3に示すように、第一変形例に係る回転ツールFAでは、ピン段差部F21の段差底面F21aと段差側面F21bとのなす段差角度Cが85°になっている。段差底面F21aは、水平面と平行である。このように、段差底面F21aは水平面と平行であるとともに、段差角度Cは、摩擦攪拌中にピン段差部F21内に塑性流動材が滞留して付着することなく外部に抜ける範囲で鋭角としてもよい。 The design of the rotary tool F can be changed as appropriate. FIG. 3 is a side view showing a first modification of the rotary tool of the present invention. As shown in FIG. 3, in the rotary tool FA according to the first modification, the step angle C between the step bottom surface F21a and the step side surface F21b of the pin step portion F21 is 85 degrees. The step bottom surface F21a is parallel to the horizontal surface. In this way, the step bottom surface F21a is parallel to the horizontal plane, and the step angle C may be an acute angle within a range where the plastic fluid material stays in the pin step portion F21 during friction stirring and escapes to the outside without sticking. .
図4は、本発明の回転ツールの第二変形例を示す側面図である。図4に示すように、第二変形例に係る回転ツールFBでは、ピン段差部F21の段差角度Cが115°になっている。段差底面F21aは水平面と平行になっている。このように、段差底面F21aは水平面と平行であるとともに、ピン段差部F21として機能する範囲で段差角度Cが鈍角となってもよい。 FIG. 4 is a side view showing a second modification of the rotary tool of the present invention. As shown in FIG. 4, in the rotary tool FB according to the second modification, the step angle C of the pin step portion F21 is 115°. The step bottom surface F21a is parallel to the horizontal surface. In this way, the step bottom surface F21a may be parallel to the horizontal plane, and the step angle C may be an obtuse angle within the range that functions as the pin step portion F21.
図5は、本発明の回転ツールの第三変形例を示す側面図である。図5に示すように、第三変形例に係る回転ツールFCでは、段差底面F21aがツールの回転軸から外周方向に向かって水平面に対して10°上方に傾斜している。段差側面F21bは、鉛直面と平行になっている。このように、摩擦攪拌中に塑性流動材を押さえることができる範囲で、段差底面F21aがツールの回転軸から外周方向に向かって水平面よりも上方に傾斜するように形成されていてもよい。 FIG. 5 is a side view showing a third modification of the rotary tool of the present invention. As shown in FIG. 5, in the rotary tool FC according to the third modification, the step bottom surface F21a is inclined upward by 10 degrees with respect to the horizontal plane toward the outer circumferential direction from the rotation axis of the tool. The stepped side surface F21b is parallel to the vertical plane. In this way, the step bottom surface F21a may be formed to be inclined upward from the horizontal plane toward the outer circumferential direction from the rotation axis of the tool within a range that can suppress the plastic flow material during friction stirring.
[B.第一実施形態]
[B-1.自動接合システム]
次に、図6に示すように、本発明の第一実施形態に係る自動接合システム1について説明する。なお、以下の説明では「裏面」の反対側の面を「表面」とする。[B. First embodiment]
[B-1. Automatic joining system]
Next, as shown in FIG. 6, an automatic joining
図6及び図7に示すように、自動接合システム1は、搬送装置2と、固定装置3と、摩擦攪拌装置4と、制御装置5とを含んで構成されている。自動接合システム1は、第一金属部材101と第二金属部材102の端部同士を自動で摩擦攪拌接合するシステムである。 As shown in FIGS. 6 and 7, the automatic joining
図7に示すように、第一金属部材101及び第二金属部材102は、アルミニウム、アルミニウム合金、チタン、チタン合金、マグネシウム、マグネシウム合金、銅、銅合金等の摩擦攪拌可能な金属で形成された板状部材である。第二金属部材102の板厚寸法は、第一金属部材101の板厚寸法よりも小さくなっている。第一金属部材101及び第二金属部材102は、本実施形態では、例えば、アルミニウム合金で形成されている。 As shown in FIG. 7, the
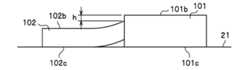
図7に示すように、第一金属部材101の端面101aと、第二金属部材102の端面102aとが突き合わされて突合せ部J1が形成されている。第一金属部材101の裏面101c及び第二金属部材102の裏面102c同士は面一となっているため、表面101b,102bには段差が形成されている。すなわち、第一金属部材101の表面101bよりも第二金属部材102の表面102bの高さ位置が低くなるように、端面101a,102a同士が突き合わされている。 As shown in FIG. 7, the
なお、第一金属部材101及び第二金属部材102は、摩擦攪拌接合工程ごとに順次搬送され、接合後に固定装置3の外部へ取り出されるが、各第一金属部材101及び第二金属部材102を識別するために、接合の順番で通し番号(以下、「ワーク番号」という。)を付すものとする。また、本実施形態では、第一金属部材101及び第二金属部材102の板厚寸法が異なっているが、第一金属部材101及び第二金属部材102の板厚寸法を同一にして表面101b,102bの高さ位置に差を設けて突き合わせてもよい。 Note that the
[B-1-1.搬送装置]
搬送装置2は、図6及び図8に示すように、アームロボット11と、基部フレーム12と、4つの吸着部13とを含んで構成されている。アームロボット11は、制御装置5と電気的に接続されている。制御装置5の搬送制御部51(図8参照)は、アームロボット11の搬送動作を制御する装置である。アームロボット11は、多関節のアーム11a及びアーム駆動部(図示省略)を備えており、搬送制御部51から送信される制御信号に基づいて立体的な動作が可能となっている。[B-1-1. Conveyance device]
As shown in FIGS. 6 and 8, the
基部フレーム12は、アームロボット11のアームの先端に取り付けられた枠状部材である。基部フレーム12は、アーム11aの軸方向に対して垂直に取り付けられている。吸着部13は、基部フレーム12の四隅に、基部フレーム12の平面に対して垂直に設けられている。吸着部13は、搬送制御部51の制御信号に基づいて、先端に設けられた吸着パッド13aに負圧又は正圧を作用させることができる。つまり、吸着パッド13aに負圧を作用させることで、第一金属部材101又は第二金属部材102の四隅を吸着することでき、正圧を作用させることにより第一金属部材101又は第二金属部材102を離脱させることができる。これにより、アームロボット11は、第一金属部材101及び第二金属部材102を固定装置3の予め設定された位置にそれぞれ搬送することができる。例えば、接合前の第一金属部材101及び第二金属部材102は、搬送装置2による第一金属部材101及び第二金属部材102の吸着が可能な範囲内の位置にある材料配置エリア(図示省略)にそれぞれ積層して配置しておくことができる。搬送装置2は、材料配置エリアに配置された第一金属部材101及び第二金属部材102を、それぞれ一部材ずつ架台21の所定位置まで搬送することができる。 The
また、アームロボット11は、摩擦攪拌接合後に、接合された第一金属部材101及び第二金属部材102(以下、「被接合金属部材103」とも言う。)を固定装置3から取り出して、所定の位置に搬送することができる。アームロボット11は、例えば、制御装置5に合格品と判定された場合は被接合金属部材103を合格品配置エリア15(図6参照)に搬送し、数値範囲外品と判定された場合は被接合金属部材103を数値範囲外品配置エリア16に搬送することができる。なお、数値範囲外品とは、制御装置5で所定の数値範囲内ではない(数値範囲外)と判定された被接合金属部材103を言う。 Further, after friction stir welding, the
[B-1-2.固定装置]
固定装置3は、第一金属部材101及び第二金属部材102を固定するとともに、摩擦攪拌接合の台座となる装置である。図6及び図8に示すように、固定装置3は、架台21と、吸引部22と、温度調整部23と、クランプ部24とを含んで構成されている。[B-1-2. Fixation device]
The fixing
<架台>
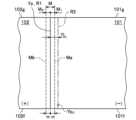
架台21は、上部の表面に第一金属部材101及び第二金属部材102が配置される台であって、外形が直方体を呈する。架台21の上部表面における中央位置には、架台21の長手方向の稜線21aに対して垂直な基準位置Y0が設定されている。基準位置Y0は、第一金属部材101及び第二金属部材102の位置決めの基準となる位置である。第一金属部材101及び第二金属部材102は、基準位置Y0の位置において突合せ部J1を形成するように配置される。ここで、以下の説明におけるX方向、Y方向、Z方向は図6,図7に示す矢印に基づく。図6,図7に示すように、X方向、Y方向、Z方向は互いに直交している。X方向は、架台21の上部平面において、基準位置Y0に対して平行となっている。Y方向は、架台21の上部平面において、基準位置Y0に対して垂直となっている。Z方向は、架台21の上部平面に対して垂直となっている。<Frame>
The
架台21の表面側の中央部には、基準位置Y0に沿って凹溝25aが形成されている。凹溝25a内には、基準位置Y0に沿って、突合せ部J1に対応する位置に載置部25が設けられている。載置部25は、本実施形態では架台21のX方向の長さと概ね同じ長さからなり、第一金属部材101と第二金属部材102との摩擦撹拌接合によって形成される塑性流動領域の幅と同程度かこれよりも大きい幅に形成されている。また、載置部25は、アルミニウム又はアルミニウム合金板で形成されている。載置部25の表面側には陽極酸化被膜が施されている。載置部25は、架台21の表面に配置されて、その上に載置された第一金属部材101及び第二金属部材102を支持するとともに、第一金属部材101及び第二金属部材102の温度調整を行うためのバッキングプレートとして機能する。 A
<吸引部>
吸引部22は、第二金属部材102の端部を裏面102c側から吸引する装置である。吸引部22は、吸引管26と、ホース28と、吸引機29とを含んで構成されている。吸引管26は、断面矩形の中空管である。図7に示すように、吸引管26は、架台21の表面側においてX方向と平行に設けられた凹溝25a内に設置されている。凹溝25a内において、第一金属部材101側に配置される載置部25と、第二金属部材102側に配置される吸引管26とが、長手方向で隣接して設置されている。吸引管26の表面と、載置部25の表面は面一になっている。本実施形態では、例えば、吸引管26の表面長手方向の第一金属部材101側の稜線26aは、基準位置Y0に対して第二金属部材102の側に位置するように設定されている。<Suction part>
The
吸引管26の表面には、所定の間隔で複数の孔部27が開口している。吸引管26は、ホース28を介して吸引機29に連結されている。吸引機29は、吸引して負圧を発生させる機械であり、制御装置5の吸引制御部52(図8参照)と電気的に接続されている。制御装置5の吸引制御部52は、吸引機29の吸引動作を制御する。つまり、吸引機29は、吸引制御部52から送信される制御信号に基づいて吸引ON又は吸引OFFとすることができる。吸引部22は、孔部27周りに負圧を発生させることにより、第二金属部材102の端部を吸引して、当該端部の浮き上がりを防ぐことができる。 A plurality of
なお、本実施形態では、第二金属部材102を吸引するようにしたが、第一金属部材101及び第二金属部材102の両方を吸引するようにしてもよい。吸引管26は複数本設けてもよい。 In this embodiment, the
<温度調整部>
温度調整部23は、図6及び図8に示すように、固定装置3の架台21の内部に設けられ、架台21の温度の測定、及び架台21表面の温度調整を行う装置である。温度調整部23は、ヒーター(図示省略)、及び温度センサ23a(図8参照)を含んで構成されている。架台21の表面側から、載置部25と、温度センサ23aと、ヒーターとが、この順で設けられている。ヒーターは、基準位置Y0に沿って、載置部25と概ね同じ位置に対応するように配置されている。温度センサ23aは載置部25の温度を測定し、ヒーターは載置部25の温度を調整する。温度調整部23は、制御装置5の温度制御部53と電気的に接続されている。温度調整部23は、温度制御部53から送信される制御信号に基づいて、ヒーターの動作を制御可能に構成されている。例えば、ヒーターを作動させることで載置部25を加温し、又はヒーターを停止させることで載置部25を室温付近まで冷却することができるように構成されている。このようにして、温度調整部23は、温度センサ23aによって架台21表面の載置部25の温度を測定し、ヒーターによって架台21表面の載置部25の温度を調整することができる。そして、載置部25の温度を調整することで、第一金属部材101及び第二金属部材102の温度を上昇又は下降させることができる。なお、温度調整部23は、さらに冷却装置を備え、この冷却装置を作動させることで載置部25を冷却するようにしてもよい。<Temperature adjustment section>
As shown in FIGS. 6 and 8, the
各摩擦攪拌接合を行う前において、温度調整部23の温度センサ23aで計測された結果は、ワーク番号と関連付けられて制御装置5の温度制御部53に送信されるとともに、記憶部44に格納される。温度センサ23aで計測された結果は、ワーク番号とともに制御装置5の表示部43に表示されるようにしてもよい。 Before performing each friction stir welding, the results measured by the
<クランプ部>
クランプ部24は、図7及び図8に示すように、架台21の周囲に移動可能に配置され、架台21に対して第一金属部材101及び第二金属部材102を固定又は解除する装置である。クランプ部24は、制御装置5のクランプ制御部54(図8参照)から送信される制御信号に基づいて、第一金属部材101及び第二金属部材102の固定又は解除を行う。つまり、クランプ部24は、架台21に第一金属部材101及び第二金属部材102が配置された後、第一金属部材101及び第二金属部材102に近接しつつ、第一金属部材101及び第二金属部材102を架台21に移動不能に拘束する。一方、クランプ部24は、摩擦攪拌接合が終了したら拘束を解除して、被接合金属部材103を取り出す際に干渉しない位置まで退避する。<Clamp part>
As shown in FIGS. 7 and 8, the
[B-1-3.摩擦攪拌装置]
摩擦攪拌装置4は、図6及び図8に示すように、アームロボット31と、回転駆動部32と、荷重付与部33と、測定部34と、荷重測定部35とを含んで構成されている。摩擦攪拌装置4は、回転ツールFを回転させつつ移動させて第一金属部材101と第二金属部材102とを摩擦攪拌接合する装置である。[B-1-3. Friction stirrer]
As shown in FIGS. 6 and 8, the
アームロボット31は、制御装置5と電気的に接続されている。制御装置5の摩擦攪拌制御部55(図8参照)は、アームロボット31の摩擦攪拌接合動作を制御する装置である。アームロボット31は、多関節のアーム31a及びアーム駆動部(図示省略)を備えており、摩擦攪拌制御部55から送信される制御信号に基づいて立体的な動作が可能となっている。 The
回転駆動部32は、回転ツールFを回転させるモータ等の回転駆動手段を含んで構成されている。回転駆動部32、荷重付与部33及び荷重測定部35は、筐体39(図6参照)内に収容されている。回転駆動部32の先端には、回転ツールFを着脱可能なチャック部が設けられている。摩擦攪拌制御部55(図8参照)は、回転ツールFが所定の回転数となるように回転駆動部32を制御する。 The
荷重付与部33(図8参照)は、回転ツールFの軸方向に移動可能なシリンダ機構等を含んで構成されており、摩擦攪拌接合中において、第一金属部材101及び第二金属部材102に対する回転ツールFの押圧力を調整する部位である。 The load applying unit 33 (see FIG. 8) is configured to include a cylinder mechanism that is movable in the axial direction of the rotary tool F, and is configured to apply pressure to the
荷重測定部35は、回転ツールFとモータ等の回転駆動手段との間に介設されており、摩擦攪拌接合中に回転ツールFが受ける軸方向の反力荷重を測定する装置である。荷重測定部35で計測された結果は、ワーク番号と関連付けられて制御装置5の摩擦攪拌制御部55に送信されるとともに、記憶部44に格納される。 The
荷重測定部35で計測された結果は、ワーク番号とともに制御装置5の表示部43に表示されるようにしてもよい。摩擦攪拌制御部55は、回転ツールFの反力荷重が、予め設定された設定荷重に近づくように荷重付与部33をフィードバック制御する。 The results measured by the
回転ツールFの押圧力(設定荷重)は、本実施形態では、例えば、2000~8000Nに設定されている。回転ツールFの押圧力は、通常、2000N以上、好ましくは2500N以上、より好ましくは3000Nである。また、回転ツールFの押圧力は、通常8000N以下、好ましくは6000N以下、より好ましくは4000N以下、特に好ましくは3500N以下である。 In this embodiment, the pressing force (set load) of the rotary tool F is set to, for example, 2000 to 8000N. The pressing force of the rotary tool F is usually 2000N or more, preferably 2500N or more, and more preferably 3000N. Further, the pressing force of the rotary tool F is usually 8000N or less, preferably 6000N or less, more preferably 4000N or less, particularly preferably 3500N or less.
<測定部>
測定部34は、回転駆動部32の外側に取り付けられた測定装置である。測定部34は、本実施形態ではラインセンサを用いている。測定部34は、照射されたラインレーザの反射光により、突合せ部J1(接合部)周りの凹凸、隙間、形状等を取得可能になっている。測定部34で計測された結果は、ワーク番号と関連付けられて制御装置5の摩擦攪拌制御部55に送信されるとともに、記憶部44に格納される。測定部34で計測された結果は、ワーク番号とともに制御装置5の表示部43に表示されるようにしてもよい。<Measurement part>
The measuring
より詳しくは、測定部34は、摩擦攪拌接合を行う前にアームロボット31によって突合せ部J1に沿って移動することにより、突合せ部J1の段差寸法h、隙間量D及び第一金属部材101の稜線位置Ypを測定することができる。段差寸法hは、第一金属部材101の表面101bから第二金属部材102の表面102bまでの高さ寸法である。隙間量Dは、第一金属部材101の端面101aから第二金属部材102の端面102aまでの距離である。稜線位置Ypは、図7に示すように、第一金属部材101の突合せ部J1に面する上面側の稜線101eの形状(XY平面上の位置)である。 More specifically, before friction stir welding is performed, the measuring
また、測定部34は、摩擦攪拌接合中の回転ツールFの位置Yn(XY平面上の位置:図11参照)を測定することができる。また、測定部34は、摩擦攪拌接合前の回転ツールFの位置Yb(初期位置Yb0:図9参照)を測定することができる。この初期位置Yb0は、摩擦攪拌接合を行う際に、回転ツールFを第一金属部材101及び第二金属部材102に挿入する直前の回転ツールFの位置である。 Furthermore, the measuring
また、測定部34は、摩擦攪拌接合後に突合せ部J1(接合部)に沿って移動することにより、接合部のバリ高さS(アンダーカット)及び表面粗さRaを測定することができる。つまり、測定部34は、摩擦攪拌接合後に接合部の状態、接合品質を確認するための検査部として機能することもできる。アンダーカットとは、第一金属部材101及び第二金属部材102の各表面101b,102bが接合前よりも凹んでいる(削れている)状態を言う。なお、本実施形態では、測定部34は、接合部のバリ高さS(アンダーカット)及び表面粗さRaの少なくとも一方を測定するようにしてもよい。また、測定部(検査部)34は、回転駆動部32を収容する筐体39の外側に取り付けたが、例えば、他のアームロボットに取り付けてもよい。また、測定部と検査部とは別の装置であってもよい。 Furthermore, the
[B-1-4.制御装置]
制御装置5は、図8に示すように、搬送装置2、固定装置3及び摩擦攪拌装置4の全体の動作を制御する制御装置である。制御装置5は、演算部(CPU(Central ProcessingUnit):図示省略)と、キーボード、タッチパネル等の入力部42と、モニター、ディスプレイ等の表示部43と、RAM(Random Access Memory)、ROM(Read only memory)等の記憶部44とを含んで構成されている。[B-1-4. Control device]
The
また、制御装置5は、主制御部41と、搬送制御部51と、吸引制御部52と、温度制御部53と、クランプ制御部54と、摩擦攪拌制御部55とを備えている。主制御部41は、搬送制御部51、吸引制御部52、温度制御部53、クランプ制御部54及び摩擦攪拌制御部55の各制御を統括する部位である。また、主制御部41は、一の摩擦攪拌接合が完了した後、記憶部44からそのワーク番号の判定結果を読み出して、当該第一金属部材101及び第二金属部材102(被接合金属部材103)が数値範囲外品と判定されたか否かを判定する判定部(図示省略)を備えている。 The
主制御部41、搬送制御部51、吸引制御部52、温度制御部53、クランプ制御部54、及び摩擦攪拌制御部55は、自動接合プログラムとしてROMに格納されている。演算部がROMから自動接合プログラムを読み込んで、RAMに展開して実行することで、主制御部41、搬送制御部51、吸引制御部52、温度制御部53、クランプ制御部54、及び摩擦攪拌制御部55の各部位として機能させる。自動接合プログラムは、CD-ROM(Compact Disc Read only memory)、DVD-ROM(Digital Versatile Disc Read only memory)等の光ディスク;USB(Universal Serial Bus)メモリ、SDメモリ等のフラッシュメモリ等の記録媒体に記録されて配布されてもよく、インターネット、イントラネット等の通信ネットワークを通じて配布されてもよい。制御装置5は、記録媒体から自動接合プログラムを読みだしたり、通信ネットワークを介して自動接合プログラムを受信したりすることで、自動接合プログラムを取得して実行することができる。 The
なお、本実施形態では、各制御部を制御装置5内に一括して設けたが、装置ごとに制御部を設けてもよいし、制御装置5と各装置で制御部を共有してもよい。 Note that in this embodiment, each control unit is provided in the
<搬送制御部>
搬送制御部51は、搬送装置2に制御信号を送信して第一金属部材101及び第二金属部材102を架台21の所定位置まで搬送する制御を行う。一方、搬送制御部51は、一の摩擦攪拌接合が終了しクランプ部24が退避したら、架台21から被接合金属部材103を取り出す制御を行う。<Transport control unit>
The
また、搬送制御部51は、一度でも数値範囲外品との判定を受けたと主制御部41で判定された場合、架台21から当該被接合金属部材103を取り出して、数値範囲外品配置エリア16に搬送する制御を行う。一方、搬送制御部51は、主制御部41で数値範囲外品との判定を一度も受けていないと判定された場合、架台21から当該被接合金属部材103を取り出して、合格品配置エリア15に搬送する制御を行う。なお、数値範囲外品か否かの判定によらず、摩擦攪拌接合後に被接合金属部材103を同じ位置に搬送するように制御してもよい。 Furthermore, if the
<吸引制御部>
吸引制御部52は、クランプ部24が第一金属部材101及び第二金属部材102を架台21に固定した後、吸引部22に制御信号を送信して吸引機29を吸引ONとし、架台21に固定された第二金属部材102の端部を吸引する制御を行う。吸引制御部52は、その摩擦攪拌接合が終了したら、吸引OFFとする制御を行う。<Suction control section>
After the
<温度制御部>
温度制御部53は、温度調整部23に制御信号を送信して設定された温度となるようにヒーターを作動又は停止させる制御を行う。温度調整部23の所定の数値範囲は、適宜設定すればよいが、例えば、30~120℃に設定し、好ましくは60~90℃に設定する。<Temperature control section>
The
また、温度制御部53は、判定部66を備えている。判定部66は、一の摩擦攪拌接合の直前において、温度制御部53の温度センサ23aから送信された結果(温度T)が所定の数値範囲内か否かを判定する。なお、温度Tは、架台21表面の温度、より具体的には載置部25の温度を表すものである。 Furthermore, the
判定部66は、温度Tを所定の数値範囲外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部66は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。また、判定部66は、主制御41に設けてもよい。 When the
なお、温度センサ23aから送信された結果が所定の数値範囲外と判定された場合、温度制御部53は、温度調整部23のヒーターの制御により載置部25を加温又は冷却させて、温度センサ23aから送信される結果が所定の数値範囲に含まれるように制御してもよい。 Note that when it is determined that the result transmitted from the
<クランプ制御部>
クランプ制御部54は、クランプ部24に制御信号を送信して架台21に載置された第一金属部材101及び第二金属部材102を固定(セット)する制御を行う。また、摩擦攪拌接合が終了したら、クランプ部24に制御信号を送信して第一金属部材101及び第二金属部材102の固定を解除する制御を行う。<Clamp control section>
The
なお、摩擦攪拌接合前の固定状態(段差寸法h、隙間量D、温度T)が所定の数値範囲外と判定された場合、クランプ部24は、直ちに第一金属部材101及び第二金属部材102の固定を解除する制御を行ってもよい。この場合、例えば、搬送装置2のアームロボット11で第一金属部材101及び第二金属部材102の位置を微修正するようにしてもよいし、当該第一金属部材101及び第二金属部材102を架台21から取り出して、新たな第一金属部材101及び第二金属部材102を配置するようにしてもよい。 Note that if it is determined that the fixed state (step dimension h, gap amount D, temperature T) before friction stir welding is outside the predetermined numerical range, the
<摩擦攪拌制御部>
摩擦攪拌制御部55は、摩擦攪拌装置4に制御信号を送信して第一金属部材101と第二金属部材102とを摩擦攪拌接合する制御を行う。摩擦攪拌制御部55は、目標移動ルート生成部61と、許容範囲生成部62と、設定移動ルート生成部65と、修正移動ルート生成部63と、判定部64とを備えている。<Friction stir control section>
The friction
目標移動ルート生成部61は、図9に示すように、回転ツールFの目標移動ルートR1を生成する部位である。ここで、図9は、摩擦撹拌接合を行う際に回転ツールFが移動する目標移動ルートR1と、無負荷の状態で回転ツールFが移動する修正移動ルートR2との関係を示す模式図である。目標移動ルートR1は、突合せ部J1の摩擦攪拌接合を行う際に、回転ツールFが移動する目標となる軌跡を設定するものである。目標移動ルート生成部61は、摩擦攪拌接合を行う前に測定部34から送信された稜線位置Ypを目標移動ルートR1として算出する。第一金属部材101の稜線101eは、公差等により必ずしも直線にはなっていないため、稜線位置Ypは概ねギザギザな線となる。目標移動ルートR1は、稜線位置Ypと同一のルート(ギザギザなルート)としてもよいし、最小二乗法等に基づいて直線としてもよい。 The target movement
許容範囲生成部62は、摩擦攪拌接合中に回転ツールFのY方向の移動を許容する許容範囲Mを設定する。図9に示すように、許容範囲Mは、例えば、稜線位置Ypを中心として幅方向に距離m,mとなる境界線Ma,Mbで囲まれた範囲として算出する。より詳しくは、許容範囲Mは、境界線Ma,Mb、第一金属部材101の稜線101f,101g、第二金属部材102の稜線102f,102gで囲まれた範囲となる。許容範囲Mの大きさは、摩擦攪拌接合で要求される精度等に合わせて適宜設定すればよいが、例えば、距離mを0.3~0.6mmで設定してもよい。特には、第一金属部材101側の許容範囲M1を、第二金属部材102側の許容範囲M2よりも広く設定することが好ましい。なお、許容範囲Mの境界線Ma,Mbは稜線位置Ypに応じてギザギザな線としてもよいし、最小二乗法等に基づいて直線としてもよい。また、境界線Ma,Mbは本実施形態では稜線位置Ypから等距離としたが、異なる距離に設定してもよい。The
設定移動ルート生成部65は、設定移動ルートを生成する部位である。設定移動ルートは、回転ツールFを移動させるための指示位置(ティーチング位置)となるものである。設定移動ルートは、回転ツールFが通過する軌跡を座標位置によって指定している。設定移動ルートは、例えば、回転ツールが移動する始点と終点の座標位置を指定するとともに、始点と終点の間の線上を回転ツールが移動する軌跡として指定することができる。摩擦攪拌制御部55は、設定移動ルートに基づいてアームロボット31に制御信号を送信して動作させることで、回転ツールFが設定移動ルートで指定される軌跡に沿って移動するように制御する。設定移動ルートに沿って回転ツールFを移動するように制御すると、接合時の状況に応じて、回転ツールFが設定移動ルートで指定した座標位置を通過せずに軌跡が変位する場合がある。このような回転ツールFの軌跡の変位を利用して修正移動ルートR2を生成するために、設定移動ルートは用いられる。 The set travel
修正移動ルート生成部63は、修正移動ルートR2を生成する部位である。修正移動ルートR2は、設定移動ルートと同様に、回転ツールFを移動させるための指示位置となるものである。特には、修正移動ルートR2は、突合せ部J1の摩擦攪拌接合を行う際に、回転ツールFがこのルートに沿って移動するように制御される軌跡を示す。回転ツールFを修正移動ルートR2に沿って移動するように制御することで、回転ツールFは目標移動ルートR1に沿って移動するように摩擦攪拌接合が行われる。また、後述するように、修正移動ルートは、設定移動ルートを利用して設定される。 The modified movement
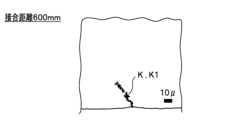
ここで、図10は、テスト軌跡Q1と、テスト軌跡Q2とを示す模式図である。図10に示すように、摩擦攪拌接合を行う前に、一対の金属部材301,302を用いて修正移動ルートR2を生成するためのテスト試行を行う。金属部材301,302は、実際に摩擦攪拌接合を行う第一金属部材101及び第二金属部材102と同じ、若しくは、近い材料、厚さ等であることが好ましい。つまり、第一金属部材101及び第二金属部材102による突合せ部J1と同様に、金属部材301,302同士を突き合わせて突合せ部J30を形成する。すなわち、このテスト試行では、第一金属部材101及び第二金属部材102と比して、同様の材種の金属からなり、同様の板厚寸法を有する板状部材を、同様の高さの段差を形成するようにして突き合わせた、表面の高さ位置が異なる二つの金属部材301,302を用いることが好ましい。 Here, FIG. 10 is a schematic diagram showing a test trajectory Q1 and a test trajectory Q2. As shown in FIG. 10, before performing friction stir welding, a test trial is performed to generate a modified movement route R2 using a pair of
テスト軌跡Q1は、回転ツールFを金属部材301,302に挿入しないで、予め設定された設定移動ルートに従って、試験的に摩擦攪拌装置4を移動させた走行軌跡を示している。つまり、テスト軌跡Q1は、無負荷状態で摩擦攪拌装置4のアームロボット31を移動させた走行軌跡である。このとき、回転ツールを金属部材301,302に挿入せずに無負荷の状態で移動させたものであれば、回転ツールFを取り付けずに移動させたものであってもよい。なお、本明細書において、「走行軌跡」は、単に「軌跡」と称することがある。 The test trajectory Q1 indicates a travel trajectory in which the
一方、テスト軌跡Q2は、回転ツールFを金属部材301,302に挿入して、予め設定されたテスト軌跡Q1と同じ設定移動ルートに従って、試験的に摩擦攪拌を行った軌跡である。テスト軌跡Q1とテスト軌跡Q2は、いずれも同じ設定移動ルートにしたがって移動させたにも関わらず、実際に摩擦攪拌を行うことで所定の差分(差分YL)が発生する。ここでの差分は、テスト軌跡Q2がテスト軌跡Q1に対して、接合方向と直行する方向に差分YLだけ略平行に変位している。 On the other hand, the test trajectory Q2 is a trajectory in which the rotary tool F is inserted into the
これは、表面の高さ位置が異なるように突き合わされた二つの金属部材に回転ツールFが接触することで、アームロボット31に生じるたわみによって回転ツールFの位置がテスト軌跡Q1からテスト軌跡Q2に変位することに起因すると推察される。また、アームロボット31の癖、金属部材の材料抵抗等にも影響を受けていると推察される。したがって、摩擦攪拌接合でテスト軌跡Q2を走行させたい場合は、差分YLを考慮して設定移動ルートを設定する必要がある。差分YLは、第一金属部材101及び第二金属部材102の摩擦攪拌接合前に、金属部材に回転ツールFを挿入した状態で摩擦攪拌接合を行ったテスト試行と、無負荷の状態で行ったテスト試行とを行い、これらに基づいて予め算出することができる。より詳しくは、差分YLは、第一金属部材101及び第二金属部材102による突合せ部J1と同様に突合せ部を形成した金属部材に回転ツールFを挿入した状態で摩擦攪拌接合を行いながら回転ツールFを移動させた場合のテスト軌跡Q2と、回転ツールFを金属部材に挿入せずに無負荷の状態で移動させた場合のテスト軌跡Q1との走行軌跡の差分(差分の平均)から算出することができる。なお、テスト軌跡Q1及びテスト軌跡Q2を得るための設定移動ルートは、突き合わせた金属部材の突合せ部J30をテスト軌跡Q2が通過するように設定することが好ましい。特には、テスト軌跡Q2の開始位置付近で突合せ部J30を通過して、突合せ部J30に沿って、厚板の金属部材側に向けて移動するように設定移動ルートを設定することが好ましい。テスト試行を行う際は、金属部材301,302の少なくとも一方に回転ツールFを挿入してテスト軌跡Q1,Q2を取得すればよい。 This is because when the rotary tool F comes into contact with two metal members that are butted against each other so that their surface heights are different, the position of the rotary tool F changes from the test trajectory Q1 to the test trajectory Q2 due to the deflection that occurs in the
修正移動ルート生成部63では、図9に示すように、目標移動ルートR1及び差分YLに基づいて、修正移動ルートR2を算出する。本実施形態では、図10に示すように、回転ツールFを挿入した状態で摩擦攪拌接合を行ったテスト軌跡Q2は、無負荷の状態のテスト軌跡Q1から左側(薄板側)へ差分YLだけ略平行に変位する傾向があるため、修正移動ルートR2は、目標移動ルートR1に対して右側(厚板(第一金属部材101)側)へ差分YLだけ変位させた位置に設定する。言い換えれば、修正移動ルート生成部63は、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2が無負荷の状態での走行軌跡であるテスト軌跡Q1に対して略平行に変位した長さ(差分YL)の分だけ、テスト軌跡Q2が変位した向きとは反対方向に向けて、目標移動ルートR1を略平行に変位させた位置に修正移動ルートR2を設定する。つまり、摩擦攪拌制御部55は、修正移動ルートR2で回転ツールFが移動するように制御することにより、差分YLが吸収されて、目標移動ルートR1上を回転ツールFが移動して、摩擦撹拌接合が行われるようになる。 The corrected movement
なお、テスト軌跡Q1及びテスト軌跡Q2の差分YLが小さい又は無い場合は、修正移動ルートは設定せずに、目標移動ルートR1に基づいて回転ツールFを移動させてもよい。また、差分YLの取得(算出)は摩擦攪拌接合ごとに行う必要はないが、例えば、回転ツールFを交換する場合、第一金属部材101及び第二金属部材102の板厚寸法、材種、表面の高さ位置等を変更する場合に応じて取得し、差分YLと修正移動ルートR2を算出することが好ましい。 Note that if the difference YL between the test trajectory Q1 and the test trajectory Q2 is small or absent, the rotary tool F may be moved based on the target movement route R1 without setting a corrected movement route. Although it is not necessary to obtain (calculate) the difference YL for each friction stir welding, for example, when replacing the rotary tool F, the plate thickness dimension, material type, etc. of the
修正移動ルート生成部63は、判定部64によって摩擦攪拌接合中の回転ツールFの位置が許容範囲M外と判定された場合、摩擦攪拌接合中の回転ツールFの位置に応じて回転ツールFの位置を再設定した修正移動ルートR2を算出することが好ましい。具体的には、摩擦攪拌接合中の回転ツールFのY方向の位置が第一金属部材101側となっていた箇所では、この箇所の回転ツールFの位置が第二金属部材102側となるように修正移動ルートR2を再設定する。同様に、摩擦攪拌接合中の回転ツールFのY方向の位置が第二金属部材102側となっていた箇所では、この箇所の回転ツールFの位置が第一金属部材101側となるように修正移動ルートR2を再設定する。 When the
判定部64は、図8に示すように、測定部34から送信される結果が所定の数値範囲内か否かを判定する部位である。つまり、判定部64は、摩擦攪拌接合前の段差寸法h、隙間量D、温度T、回転ツールFの初期位置Yb0がそれぞれ所定の数値範囲内か否かを判定する。また、判定部64は、摩擦攪拌接合中の回転ツールFの位置Ynが所定の数値範囲(許容範囲M)内か否かを判定する。特には、判定部64は、摩擦攪拌接合中の回転ツールFの位置Ynのうち、進行方向に対する左右位置が所定の数値範囲(許容範囲M)内か否かを判定する。また、判定部64は、摩擦攪拌接合後の接合部のバリ高さS及び表面粗さRaの両方が所定の数値範囲内か否かを判定する。また、判定部64は、回転ツールFに作用する軸方向の反力荷重が所定の数値範囲内か否かを判定する。判定部64は、上述した判定項目のうちいずれか一つについて判定を行うようにしてもよく、上述した判定項目から二つ以上を組み合わせたものについて判定を行うようにしてもよい。例えば、判定部64は、摩擦攪拌接合中の回転ツールFの位置Yn及び摩擦攪拌接合中の荷重の少なくとも一方に対して、所定の数値範囲内であるか否かを判定するようにしてもよい。本実施形態では、摩擦攪拌接合前のセット状態(段差寸法h、隙間量D、温度T、回転ツールFの初期位置Yb0)、摩擦攪拌接合中の回転ツールFの位置Yn、摩擦攪拌接合後の接合部のバリ高さS及び表面粗さRaについて判定を行う場合を例示して説明する。 As shown in FIG. 8, the determining
<段差寸法h>
判定部64は、摩擦攪拌接合を行う前に測定部34を突合せ部J1に沿って移動させることで、測定部34から送信された結果(段差寸法h(mm))が、所定の数値範囲内か否かを判定する。<Step dimension h>
The determining
本実施形態では、第一金属部材101の板厚寸法は2.0mmであり、第二金属部材102の板厚寸法は1.2mmに設定しているため、設定段差寸法は0.8mmである。段差寸法hの所定の数値範囲は適宜設定すればよいが、例えば、第一金属部材101及び第二金属部材102の設定段差寸法hが0.8mmである場合、0.75≦h≦0.93と設定することができる。判定対象となる段差寸法hは、測定部34で取得された全数でもよいし、接合長全体に対する段差寸法の平均値であってもよいし、最大値であってもよいし、もしくは所定間隔ごとの複数の段差寸法を抽出してそれぞれ判定してもよい。 In this embodiment, the plate thickness of the
判定部64は、段差寸法hを所定の数値範囲外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部64は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 When determining that the step dimension h is outside the predetermined numerical range, the determining
<隙間量D>
また、判定部64は、摩擦攪拌接合を行う前に測定部34を突合せ部J1に沿って移動させることで、測定部34から送信された隙間量D(mm)が、所定の数値範囲内か否かを判定する。隙間量Dの所定範囲は適宜設定すればよいが、例えば、0≦D≦0.4と設定することができる。判定する隙間量Dは、測定部34で取得された全数でもよいし、接合長全体に対する隙間量の平均値でもよいし、最大値であってもよいし、もしくは所定間隔ごとの複数の隙間量を抽出してそれぞれ判定してもよい。<Gap amount D>
Furthermore, by moving the measuring
判定部64は、隙間量Dを所定の数値範囲外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部64は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 When the
<初期位置>
また、判定部64は、摩擦攪拌接合を行う前に、測定部34によって回転ツールFの初期位置Yb0を測定することで、測定部34から送信された初期位置Yb0が、修正移動ルートR2の開始位置に対して所定の数値範囲内か否かを判定する。初期位置Yb0の所定
範囲は適宜設定すればよいが、修正移動ルートR2の開始位置を中心として、例えば、0mm以上、0.3mm以下の範囲内と設定することができる。特には、修正移動ルートR2の開始位置を中心として、Y方向に0mm以上、0.3mm以下の範囲内と設定することができる。<Initial position>
In addition, the determining
判定部64は、初期位置Yb0を所定の数値範囲外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部64は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 When the
<許容範囲M>
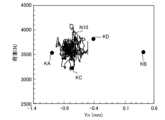
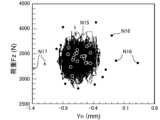
また、判定部64は、摩擦攪拌接合中に測定部34から送信された回転ツールFの位置Ynが、許容範囲(数値範囲)M内か否かを判定する。図11は、摩擦攪拌接合を行った後の回転ツールFの位置Yn(走行軌跡)を示す模式図である。図11では、説明の便宜上、Y方向の移動が理解しやすいようにX方向とY方向の縮尺を変更して描画している。図11では、図中の下側から上側に向けて回転ツールFを移動させており、回転ツールFの位置Ynは許容範囲M内を移動している。<Tolerance range M>
Further, the determining
許容範囲Mの範囲は適宜設定すればよいが、例えば、稜線位置Ypの全長方向に対して稜線位置Ypを中心としたY方向の第一金属部材101側に0.6mm(m=0.6)、第二金属部材102側に0.3mm(m=0.3)となる位置で囲まれた領域と設定することができる。 The range of the allowable range M may be set as appropriate, but for example, 0.6 mm (m=0.6 ), it can be set as an area surrounded by a position of 0.3 mm (m=0.3) on the
判定部64は、摩擦攪拌接合中の回転ツールFの位置Ynを許容範囲(数値範囲)M外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部64は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 When the
<バリ高さS及び表面粗さRa>
また、判定部64は、摩擦攪拌接合後において、摩擦攪拌装置4の測定部(検査部)34を接合部(塑性化領域W)に沿って移動させることによって得られたバリ高さS及び表面粗さRaの両方が所定の数値範囲内か否かを判定する。バリ高さSは適宜設定すればよいが、例えば、0≦S≦0.1mmに設定することができる。また、表面粗さRaは適宜設定すればよいが、例えば、0≦Ra≦5.0μmに設定することができる。判定するバリ高さS及び表面粗さRaは、測定部34で取得された全数でもよいし、接合長全体に対する平均値でもよいし、最大値であってもよいし、もしくは所定間隔ごとの複数のバリ高さS及び表面粗さRaを抽出してそれぞれ判定してもよい。<Burr height S and surface roughness Ra>
In addition, after friction stir welding, the
図12は、本実施形態に係る回転ツールの挿入状態を示す断面図である。図12に示すように、摩擦攪拌接合中においては、回転ツールFを鉛直線に対して第二金属部材102側に所定の狙い角度θで傾けた状態で移動させる。回転ツールFの走行軌跡には塑性化領域Wが形成されている。狙い角度θは、適宜設定すればよい。本実施形態では、例えば、上方から見た場合に先端側ピンF3の平坦面の中心F5が目標移動ルートR1と重なるように設定している。 FIG. 12 is a sectional view showing the inserted state of the rotary tool according to this embodiment. As shown in FIG. 12, during friction stir welding, the rotary tool F is moved while being inclined at a predetermined target angle θ toward the
摩擦攪拌接合における挿入深さは、適宜設定すればよいが、本実施形態では基端側ピンF2の外周面を第一金属部材101の表面101b及び第二金属部材102の表面102bにそれぞれ接触させつつ、先端側ピンF3が架台21に接触しない程度に設定している。 The insertion depth in friction stir welding may be set appropriately, but in this embodiment, the outer peripheral surface of the proximal pin F2 is brought into contact with the
本実施形態では、回転ツールFを右回転させて、進行方向右側に第一金属部材101が位置するように回転ツールFの回転方向及び進行方向を設定している。回転ツールFの回転方向及び進行方向は適宜設定すればよいが、本実施形態では回転ツールFの走行軌跡に形成される塑性化領域Wのうち、第二金属部材102側がシアー側となり、第一金属部材101側がフロー側となるように設定している。 In this embodiment, the rotating direction and advancing direction of the rotating tool F are set so that the rotating tool F is rotated clockwise and the
なお、シアー側(Advancing side:アドバンシング側)とは、被接合部に対する回転ツールの外周の相対速度が、回転ツールの外周における接線速度の大きさに移動速度の大きさを加算した値となる側を意味する。一方、フロー側(Retreating side:リトリーティング側)とは、回転ツールの移動方向の反対方向に回転ツールが回動することで、被接合部に対する回転ツールの相対速度が低速になる側を言う。 In addition, the shear side (Advancing side) means that the relative speed of the outer circumference of the rotary tool to the part to be welded is the value obtained by adding the magnitude of the moving speed to the magnitude of the tangential velocity at the outer circumference of the rotary tool. means side. On the other hand, the flow side (Retreating side) refers to the side where the rotation tool rotates in the opposite direction to the moving direction of the rotation tool, so that the relative speed of the rotation tool with respect to the welded part becomes low.
なお、本実施形態の自動接合システム1では、例えば、摩擦攪拌接合を行う際に、回転ツールFの傾斜角度を進行方向に対して所定の角度で前傾又は後傾させてもよい。 In addition, in the
[B-2.動作フロー]
次に、本実施形態に係る自動接合システム1の動作フローの一例について説明する。図13は、本実施形態に係る自動接合システムの動作の一例を示すフローチャートである。本実施形態に係る自動接合システム1では、制御装置5から各装置に送信される制御信号に基づいて自動で摩擦攪拌接合を行う。[B-2. Operation flow]
Next, an example of the operation flow of the automatic joining
図13に示すように、ステップST1において、搬送制御部51は、搬送装置2を制御して第一金属部材101及び第二金属部材102を固定装置3の所定位置に搬送させる。第一金属部材101及び第二金属部材102はクランプ部24で固定されるとともに、吸引部22によって第二金属部材102の端部が吸引される。 As shown in FIG. 13, in step ST1, the
ステップST2において、摩擦攪拌制御部55は、摩擦攪拌装置4の測定部34を突合せ部J1に沿って移動させて固定状態(セット状態)を測定させる。つまり、測定部34で、段差寸法h、隙間量D及び第一金属部材101の稜線101eを測定する。また、測定部34で、回転ツールFの初期位置Yb0を測定する。測定部34は測定結果を摩擦攪拌制御部55に送信する。また、温度調整部23の温度センサ23aは、測定結果を温度制御部53に送信する。 In step ST2, the friction
ステップST3において、温度制御部53の判定部66及び摩擦攪拌制御部55の判定部64は、第一金属部材101及び第二金属部材102のセット状態が所定の数値範囲内か否かをそれぞれ判定する。判定部64,66が、段差寸法h、隙間量D、温度T、回転ツールFの初期位置Yb0の全てを数値範囲内と判定した場合(ステップST3のYES)、ステップST5に移行する。段差寸法h、隙間量D、温度T、及び回転ツールFの初期位置Yb0の少なくとも一つが数値範囲外と判定された場合(ステップST3のNO)、判定部64又は判定部66はワーク番号と関連付けてその第一金属部材101及び第二金属部材102を数値範囲外品と判定し(ステップST4)、ステップST5に移行する。 In step ST3, the
ステップST5において、摩擦攪拌制御部55(修正移動ルート生成部63)は、稜線位置Yp及び予め取得した差分YLに基づいて修正移動ルートR2を生成する。具体的には、稜線位置Ypを目標移動ルートR1として算出するとともに、目標移動ルートR1に対して厚板側へ略平行に差分YLだけ変位させた位置に修正移動ルートR2を設定する。 In step ST5, the friction stir control unit 55 (corrected movement route generation unit 63) generates a corrected movement route R2 based on the ridgeline position Yp and the difference YL obtained in advance. Specifically, the ridgeline position Yp is calculated as the target movement route R1, and a corrected movement route R2 is set at a position displaced approximately parallel to the thick plate side by a difference YL with respect to the target movement route R1.
ステップST6において、摩擦攪拌制御部55は、摩擦攪拌装置4を制御して所定の回転速度で回転する回転ツールFを第一金属部材101及び第二金属部材102に挿入して移動させることで摩擦攪拌接合を行わせる。具体的には、摩擦攪拌制御部55は、回転ツールFを修正移動ルートR2に沿って移動するように制御する。このとき、第一金属部材101及び第二金属部材102への回転ツールFの挿入に伴い、回転ツールFの位置は、修正移動ルートR2の開始位置付近となる挿入前の初期位置Yb0から第二金属部材102側に差分YLの変位が生じて、稜線位置Yp付近に移動する。このようにして、回転ツールFが目標移動ルートR1に沿って移動するようにして摩擦攪拌接合が行われる。 In step ST6, the friction
ステップST7において、摩擦攪拌制御部55の判定部64は、摩擦攪拌接合中の回転ツールFの位置Ynが、許容範囲(数値範囲)M内か否かを判定する。判定部64が、回転ツールFの位置Ynを許容範囲M内であると判定した場合(ステップST7のYES)、ステップST9に移行する。摩擦攪拌接合中の回転ツールFの位置Ynが一部でも許容範囲M外であると判定された場合(ステップST7のNO)、判定部64はワーク番号と関連付けてその第一金属部材101及び第二金属部材102を数値範囲外品と判定し(ステップST8)、ステップST9に移行する。 In step ST7, the
ステップST9において、摩擦攪拌接合が終了した後、摩擦攪拌制御部55は、摩擦攪拌装置4の測定部34を突合せ部J1に沿って移動させてバリ高さS及び表面粗さRaを測定させる。 In step ST9, after the friction stir welding is completed, the friction
ステップST10において、摩擦攪拌制御部55の判定部64は、摩擦攪拌接合後のバリ高さS及び表面粗さRaの両方が所定の数値範囲内か否かを判定する。バリ高さS及び表面粗さRaの両方が所定の数値範囲内であると判定された場合(ステップST10のYES)、ステップST12に移行する。バリ高さS及び表面粗さRaの少なくとも一方が所定の数値範囲外と判定された場合(ステップST10のNO)、判定部64はワーク番号と関連付けてその被接合金属部材103を数値範囲外品と判定し(ステップST11)、ステップST12に移行する。 In step ST10, the
ステップST12において、主制御部41は、一の摩擦攪拌接合工程中に数値範囲外品との判定を一度も受けていないか判定する。主制御部41が、数値範囲外品との判定を一度も受けていないと判定した場合(ステップST12のYES)、ステップST13に移行する。主制御部41が、数値範囲外品の判定を一度でも受けたと判定した場合(ステップST12のNO)、ステップST14に移行する。 In step ST12, the
ステップST13において、搬送制御部51は、搬送装置2を制御して被接合金属部材103を取り出し、被接合金属部材103を合格品配置エリア15(図6参照)に配置して終了する。 In step ST13, the
ステップST14において、搬送制御部51は、搬送装置2を制御して被接合金属部材103を取り出し、被接合金属部材103を数値範囲外品として数値範囲外品配置エリア16に配置して終了する。 In step ST14, the
以上本実施形態の動作フローの一例を説明したが、適宜変更が可能である。例えば、ステップST3においてセット状態に不具合がある場合、つまり、段差寸法h、隙間量Dが所定の数値範囲外である場合、クランプ部24を解除して、例えば、アームロボット11で第一金属部材101及び第二金属部材102の位置の修正を行ってもよいし、第一金属部材101及び第二金属部材102を固定装置3から取り出して、新たな第一金属部材101及び第二金属部材102を配置してもよい。また、ステップST3において、回転ツールFの初期位置Yb0が所定の数値範囲外である場合、回転ツールFの位置の調整を行ってもよい。 Although an example of the operation flow of this embodiment has been described above, changes can be made as appropriate. For example, if there is a problem with the set state in step ST3, that is, if the step dimension h and the gap amount D are outside the predetermined numerical range, the
また、ステップST3において、段差寸法h、隙間量D、温度T、及び回転ツールFの初期位置Yb0を判定しているが、これらの少なくとも一つを判定対象としてもよい。また、ステップST3において、温度Tが所定の数値範囲外であると判定された場合、温度調整部23によって加熱又は冷却して温度Tが所定の数値範囲内になってからステップST5に移行するようにしてもよい。なお、温度調整部23による温度Tの判定、及び加熱又は冷却は、摩擦攪拌接合工程中に行うようにしてもよい。 Further, in step ST3, the step size h, the gap amount D, the temperature T, and the initial position Yb0 of the rotary tool F are determined, but at least one of these may be determined. Further, if it is determined in step ST3 that the temperature T is outside the predetermined numerical range, the
また、ステップST3及びステップST7においてNOと判定された場合、自動接合システム1を停止させたり、当該判定結果を表示部43に表示させたり、さらには、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 Further, if the determination is NO in step ST3 and step ST7, the automatic joining
また、図13のフローチャートを参照した動作フローの説明では省略したが、ステップST5における、修正移動ルート生成部63による修正移動ルートR2の生成に先立って、差分YLを取得しておくことが好ましい。差分YLの取得は、まず、目標移動ルート生成部61が目標移動ルートR1を設定し、設定移動ルート生成部65が設定移動ルートを生成する。次に、生成された設定移動ルートに従って、金属部材301,302に回転ツールFを挿入しないで無負荷の状態で移動させたテスト軌跡Q1と、金属部材301,302に回転ツールFを挿入して摩擦攪拌接合を行いながら移動させたテスト軌跡Q2とをそれぞれ得る。そして、テスト軌跡Q1とテスト軌跡Q2との差分から、差分YLを取得する。差分YLの取得は、ステップST5よりも前のタイミングで行えばよいが、第一金属部材101及び第二金属部材102をセットするステップST1よりも前に予め行っておくことが好ましい。 Further, although omitted in the explanation of the operation flow with reference to the flowchart of FIG. 13, it is preferable to obtain the difference YL prior to the generation of the corrected movement route R2 by the corrected movement
[B-3.作用効果]
第一金属部材101の稜線101e(図7参照)は、本来直線であることが好ましいが、公差等もあり厳密には直線にはなっていない。また、搬送装置2で第一金属部材101及び第二金属部材102を架台21に搬送し固定する際に、固定位置(セット位置)がずれることもある。したがって、架台21に設定された基準位置Y0(図6参照)をなぞるように回転ツールFを直線移動させたとしても、実際にセットされた突合せ部J1から回転ツールFがずれてしまい、接合品質が低下するおそれがある。特に、本実施形態のように第一金属部材101と第二金属部材102との表面101b,102bの高さ位置が異なる場合、接合位置がわずかにずれるだけでも不具合が発生する傾向がある。[B-3. Effect]
Although it is preferable that the
しかし、本発明者らの検討により、突合せ部J1の摩擦撹拌接合を行う際に回転ツールFが実際に移動する位置の軌跡は、回転ツールFの移動が制御される位置の軌跡に対して、第二金属部材102側(薄板側)に向けて略平行に変位していることが見いだされた。このような略平行の変位は、主として、表面の高さ位置が異なるように突き合わされた二つの金属部材のセット状態に起因して生じると考えられる。すなわち、第一金属部材101,301と第二金属部材102,302とは、第一金属部材101,301の表面が第二金属部材102,302の表面よりも高くなるように端面同士を突き合わせて段差を備えた突合せ部J1,J30が形成されている。このようにセットされた状態において、回転ツールFを挿入した状態で摩擦攪拌接合を行う場合、回転ツールFが厚板側の第一金属部材101,301からの反力を受けることで、回転ツールFの位置が、接合長さの全体にわたって薄板側の第二金属部材102,302側へと移動する。このようにして、略平行の変位が生じると考えられる。 However, the inventors' studies have revealed that the locus of the position where the rotary tool F actually moves when performing friction stir welding of the butt portion J1 is different from the locus of the position where the movement of the rotary tool F is controlled. It was found that it was displaced substantially parallel toward the
本実施形態に係る自動接合システム1によれば、摩擦攪拌接合を行う前に測定した第一金属部材101の稜線位置Ypに基づいて回転ツールFの目標移動ルートR1を設定するとともに、目標移動ルートR1に対して第一金属部材101側(厚板側)に略平行に変位させた位置に修正移動ルートR2を設定する。そして、回転ツールFを修正移動ルートR2に沿って移動するように制御することで、回転ツールFを目標移動ルートR1に沿って摩擦攪拌接合を行うことができるようになった。このように、セットされた第一金属部材101ごとの稜線位置Ypに基づいて、突合せ部J1の摩擦撹拌接合を行う際に生じる変位を補償した位置に回転ツールFを移動するように制御することで、回転ツールFの変位を抑えた的確な移動ルートを容易に設定することができる。これにより接合品質を高めることができる。特には、本実施形態では、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2と、無負荷の状態での走行軌跡であるテスト軌跡Q1との差分YLの長さに基づいて、目標移動ルートR1を略平行に変位させた位置に修正移動ルートR2を設定する。これにより、金属部材101,102のセット状態に応じて生じる、回転ツールFの走行軌跡の略平行の変位を抑えた移動ルートを設定して、接合品質を高めることができる。 According to the
また、アームロボット31は、機械のたわみ、癖等があるとともに、回転ツールFが第一金属部材101及び第二金属部材102から受ける抵抗もあるため、制御装置5が設定した修正移動ルートR2に対して、回転ツールFが実際に移動するルートが目標移動ルートR1とずれる場合がある。この点、本実施形態では、稜線位置Ypに基づいた目標移動ルートR1と、予め算出された差分YLに基づいて修正移動ルートR2を設定することにより、回転ツールFが実際に移動するルートをより的確に設定することができる。このとき、本実施形態の目標移動ルートR1又は修正移動ルートR2によれば、その第一金属部材101及び第二金属部材102に応じた適切な位置で回転ツールFを移動させることができる。これにより接合品質をいっそう高めることができる。 In addition, the
また、本実施形態に係る自動接合システム1によれば、制御装置5が設定移動ルートを設定する。そして、制御装置5は、回転ツールFを挿入した状態で設定移動ルートに沿って移動するように制御して摩擦攪拌接合を行いながら移動させた走行軌跡と、回転ツールFを設定移動ルートに沿って移動するように制御して無負荷の状態で移動させた走行軌跡との差分に基づいて、目標移動ルートR1を第一金属部材101側に差分YLだけ略平行に変位させた位置に修正移動ルートR2を算出する。このように、摩擦攪拌接合を行いながら移動させた走行軌跡に対して、摩擦攪拌装置4を無負荷の状態で移動させた場合の走行軌跡と比較して差分YLを得るため、実際に摩擦攪拌装置4を運転させた場合に生じる影響を補償することができる。 Further, according to the automatic joining
また、回転ツールFを薄板側の第二金属部材102側に狙い角度θで傾けつつ、基端側ピンF2のピン段差部F21の段差底面F21aで塑性流動材を押さえながら摩擦攪拌接合を行うことで、バリの発生やアンダーカットの発生を防ぐとともに、接合表面をきれいにすることができる。 Further, friction stir welding is performed while tilting the rotary tool F toward the
より詳しくは、基端側ピンF2の外周面を第一金属部材101及び第二金属部材102の表面101b,102bに接触させて塑性流動材を押さえることにより、バリの発生を抑制することができる。また、基端側ピンF2の外周面で塑性流動材を押えることができるため、接合表面(表面101b,102b)に形成される段差凹溝を無くすか若しくは小さくすることができるとともに、段差凹溝の脇に形成される膨出部を無くすか若しくは小さくすることができる。また、基端側ピンF2の階段状のピン段差部F21は浅く、かつ、出口が広いため、塑性流動材を段差底面F21aで押えつつ塑性流動材がピン段差部F21の外部に抜けやすくなっている。そのため、基端側ピンF2で塑性流動材を押えても基端側ピンF2の外周面に塑性流動材が付着し難い。よって、表面粗さRaを小さくすることができるとともに、接合品質を好適に安定させることができる。 More specifically, by bringing the outer circumferential surface of the proximal pin F2 into contact with the
また、段差寸法hが所定の数値範囲外であると、バリ高さSが減少して、アンダーカットが発生するおそれがある。また、隙間量Dが所定の数値範囲外であると、バリ高さSが減少して、アンダーカットが発生するおそれがある。この点、本実施形態によれば、測定部34で摩擦攪拌接合前に得られた段差寸法h、隙間量Dのいずれかが所定の数値範囲外である場合、例えば、第一金属部材101及び第二金属部材102を固定装置3に再セットすることで、適切にセットした状態で摩擦攪拌接合を好適に行うことができる。また、所定の数値範囲外である場合、例えば、第一金属部材101及び第二金属部材102(被接合金属部材103)を数値範囲外品と判定することで品質管理を容易に行うことができる。 Furthermore, if the step dimension h is outside the predetermined numerical range, the burr height S may decrease and an undercut may occur. Furthermore, if the gap amount D is outside the predetermined numerical range, the burr height S may decrease and an undercut may occur. In this regard, according to the present embodiment, if either the step dimension h or the gap amount D obtained by the
ここで、回転ツールの移動ルートを設定して移動を制御したとしても、実際に摩擦撹拌接合を行った場合には、回転ツールの走行軌跡が変化して、稜線位置に沿って回転ツールが移動しない場合がある。例えば、摩擦攪拌装置4、中でもアームロボット31によっては、目標移動ルートR1に向けた回転ツールFの変位量が変化することがある。また、アームロボット31によっては、稜線位置Ypに対する回転ツールFの移動方向の傾きに変化が生じたり、回転ツールFの走行軌跡が部分的に変化したりすることがある。この他、回転ツールFの損耗や架台21の損傷によっても、回転ツールFの走行軌跡が変化することがある。また、第一金属部材101及び第二金属部材102、並びにこれらの突合せ条件が変わった場合にも、回転ツールFの走行軌跡が変化することがある。 Here, even if the movement route of the rotary tool is set and the movement is controlled, when friction stir welding is actually performed, the traveling trajectory of the rotary tool changes and the rotary tool moves along the ridgeline position. It may not. For example, depending on the
本実施形態に係る自動接合システム1によれば、摩擦攪拌接合中において、判定部64は、実際に移動している回転ツールFの位置Ynが許容範囲(所定の数値範囲)M内か否かを判定するため、接合品質をより向上させることができる。 According to the
また、修正移動ルート生成部63は、摩擦攪拌接合中の回転ツールFの位置が許容範囲M外と判定された場合には、摩擦攪拌接合中の回転ツールFの位置に応じて回転ツールFの位置を再設定した修正移動ルートR2を算出する。これにより、実際に移動している回転ツールFの位置Ynに基づいて、摩擦攪拌接合中の情報をフィードバックすることで、回転ツールFの走行軌跡をより的確に修正して、接合品質をさらに向上させることができる。 In addition, when it is determined that the position of the rotary tool F during friction stir welding is outside the allowable range M, the modified movement
さらに、摩擦攪拌接合後においては、検査部(本実施形態では測定部34と兼用)で摩擦攪拌接合後の接合部のバリ高さS及び表面粗さRaを測定することにより、接合品質をより高めることができる。 Furthermore, after friction stir welding, the inspection section (also used as the
つまり、本実施形態の自動接合システム1によれば、摩擦攪拌接合を行う全数をモニタリングすることができ、全数に対して品質検査を行うことができるため、品質管理を容易に行うことができる。また、摩擦攪拌接合前のセット状態(段差寸法h、隙間量D、温度T、回転ツールFの初期位置Yb0)を、品質管理の判断要素に入れることで、接合品質(品質の信頼度)をより向上させることができる。 That is, according to the
また、工程の途中で数値範囲外品と判定されても最後まで摩擦攪拌接合を行うことで、システムを停止させたり、第一金属部材101及び第二金属部材102を再セットさせたりする場合に比べて作業効率を高めることができる。また、工程の途中で数値範囲外品と判定されても、最後まで摩擦攪拌接合を行うことにより、数値範囲外品のデータを蓄積して、より好適な接合条件や数値範囲の設定に資することができる。 Furthermore, even if a product is determined to be outside the numerical range during the process, friction stir welding can be performed until the end, making it easier to stop the system or reset the
また、本実施形態の自動接合システム1では、摩擦攪拌接合前、摩擦攪拌接合中及び摩擦攪拌接合後の要因を品質管理の判断要素に繰り入れることで、品質管理をバランスよく行うことができる。 Further, in the
また、本実施形態では、摩擦攪拌装置4の荷重付与部33及び荷重測定部35により、反力荷重をフィードバックさせて回転ツールFが受ける反力荷重が概ね一定となるように荷重制御されているため、接合精度を高めることができる。つまり、本実施形態では、Y方向に関しては許容範囲Mを設けるとともに、Z方向については荷重制御がされているため接合精度をより高めることができる。 In addition, in this embodiment, the
また、架台21の表面側に載置部25が設けられるとともに、載置部25の表面側に陽極酸化被膜が施されているため、架台21の耐摩耗性、耐食性等を高めることができる。 Further, since the mounting
ここで、第二金属部材102は、板厚寸法が小さいためその端部が浮き上がりやすくなっている。また、後記する実施例でも示すように、第二金属部材102の端部が浮き上がり段差寸法hが過少となると接合不良になりやすい傾向もみられる。この点、本実施形態によれば、第二金属部材102の端部を裏面102c側から吸引する吸引部22を備えているため、第二金属部材102の端部の浮き上がりを抑制することができる。これにより、接合の精度をより向上させることができる。 Here, since the
また、隙間量Dについては、後記する実施例に示すように、バリ高さSは終了位置側よりも開始位置側の隙間量に大きく影響する傾向がみられる。したがって、隙間量Dの判定対象については、例えば、開始位置から所定距離(例えば、5~15cm)における隙間量Dを抽出して、所定の数値範囲と対比・判定させてもよい。 Regarding the gap amount D, as shown in the examples described later, the burr height S tends to have a greater effect on the gap amount on the start position side than on the end position side. Therefore, regarding the determination target of the gap amount D, for example, the gap amount D at a predetermined distance (for example, 5 to 15 cm) from the starting position may be extracted and compared and determined with a predetermined numerical range.
また、下記の実施例で示すように、温度Tが、例えば、30℃未満であると空洞欠陥が大きくなり、60~120℃であると空洞欠陥が小さいか、発生しない傾向がみられる。本実施形態のように、温度Tの所定の数値範囲を設定し、品質管理の判断要素に入れることで接合品質をより向上させることができる。 Further, as shown in the examples below, when the temperature T is, for example, less than 30° C., cavity defects become large, and when the temperature T is 60 to 120° C., cavity defects tend to be small or not occur. As in this embodiment, by setting a predetermined numerical range for the temperature T and incorporating it into the quality control judgment factor, it is possible to further improve the bonding quality.
[C.第一変形例]
[C-1.自動接合システム]
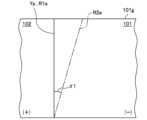
次に、前記した第一実施形態の第一変形例について説明する。第一変形例では、修正移動ルートの算出方法が前記した実施形態と相違する。第一変形例では、前記した実施形態と相違する部分を中心に説明する。前記した第一実施形態では、目標移動ルートR1に対して略平行に移動させた位置に修正移動ルートR2を設定したが(図9参照)、第一変形例では、図14に示すように、目標移動ルートR1aに対して斜めに変位させた位置に修正移動ルートR2aを設定する。[C. First variation]
[C-1. Automatic joining system]
Next, a first modification of the first embodiment described above will be explained. In the first modification, the method of calculating the corrected movement route is different from the above-described embodiment. In the first modified example, the explanation will focus on parts that are different from the above-described embodiment. In the first embodiment described above, the corrected movement route R2 was set at a position moved approximately parallel to the target movement route R1 (see FIG. 9), but in the first modification, as shown in FIG. A corrected movement route R2a is set at a position obliquely displaced with respect to the target movement route R1a.
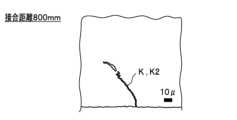
図15は、テスト軌跡Q1aと、テスト軌跡Q2aをと示す模式図である。図15に示すように、第一変形例では、摩擦攪拌接合を行う前に、一対の金属部材301,302を用いて修正移動ルートR2aを生成するためのテスト試行を行う。金属部材301,302は、実際に摩擦攪拌接合を行う第一金属部材101及び第二金属部材102と同じ、若しくは、近い材料、厚さ等であることが好ましい。つまり、第一金属部材101及び第二金属部材102による突合せ部J1と同様に、金属部材301,302同士を突き合わせて突合せ部J30を形成する。すなわち、このテスト試行では、第一金属部材101及び第二金属部材102と比して、同様の材種の金属からなり、同様の板厚寸法を有する板状部材を、同様の高さの段差を形成するようにして突き合わせた、表面の高さ位置が異なる二つの金属部材301,302を用いることが好ましい。 FIG. 15 is a schematic diagram showing a test trajectory Q1a and a test trajectory Q2a. As shown in FIG. 15, in the first modification, a test trial is performed to generate a modified movement route R2a using a pair of
テスト軌跡Q1aは、回転ツールFを金属部材301,302に挿入しないで、予め設定された設定移動ルートに従って、試験的に摩擦攪拌装置4を移動させた走行軌跡を示している。つまり、テスト軌跡Q1aは、無負荷状態で摩擦攪拌装置4のアームロボット31を移動させた走行軌跡である。このとき、回転ツールを金属部材301,302に挿入せずに無負荷の状態で移動させたものであれば、回転ツールFを取り付けずに移動させたものであってもよい。 The test trajectory Q1a shows a traveling trajectory in which the
一方、テスト軌跡Q2aは、回転ツールFを金属部材301,302に挿入して、予め設定されたテスト軌跡Q1aと同じ設定移動ルートに従って、試験的に摩擦攪拌を行った軌跡である。テスト軌跡Q1a及びテスト軌跡Q2aはいずれも金属部材301,302手前側から奥側に向けて回転ツールFを移動させた。テスト軌跡Q1aとテスト軌跡Q2aは、いずれも同じ設定移動ルートにしたがって移動させたにも関わらず、実際に摩擦攪拌を行うことで所定の角度の差分σ1が発生する。テスト軌跡Q1aとテスト軌跡Q2aは摩擦攪拌の始点の位置では一致しているものの、テスト軌跡Q2aは、無負荷の状態のテスト軌跡Q1aから、左側(薄板(第二金属部材302)側)へ角度σ1の差分をもって斜めに変位している。これにより、テスト軌跡Q1aとテスト軌跡Q2aとは、奥側の差分YLbが、中間付近側の差分YLaよりも大きくなっている。つまり、接合方向と直行する方向の差分YLは、回転ツールFが進行するにつれて徐々に大きくなるようになっている。 On the other hand, the test trajectory Q2a is a trajectory obtained by inserting the rotary tool F into the
このような回転ツールFのずれは、表面の高さ位置が異なるように突き合わされた二つの金属部材に回転ツールFが接触することで、アームロボット31に生じるたわみによって回転ツールFの位置がテスト軌跡Q1aからテスト軌跡Q2aに変位することに起因すると推察される。また、アームロボット31の癖、金属部材の材料抵抗等にも影響を受けていると推察される。 Such a deviation of the rotary tool F is caused by the position of the rotary tool F being tested due to the deflection that occurs in the
したがって、摩擦攪拌接合でテスト軌跡Q2aを走行させたい場合は、差分σ1を考慮して設定移動ルートを設定する必要がある。差分σ1は、第一金属部材101及び第二金属部材102の摩擦攪拌接合前に、金属部材に回転ツールFを挿入した状態で摩擦攪拌接合を行ったテスト試行と、無負荷の状態で行ったテスト試行とを行い、これらに基づいて予め算出することができる。より詳しくは、差分σ1は、第一金属部材101及び第二金属部材102による突合せ部J1と同様に突合せ部を形成した金属部材に回転ツールFを挿入した状態で摩擦攪拌接合を行いながら回転ツールFを移動させた場合のテスト軌跡Q2aと、回転ツールFを金属部材に挿入せずに無負荷の状態で移動させた場合のテスト軌跡Q1aとの走行軌跡の角度の差分σ1から算出することができる。 Therefore, when it is desired to run the test trajectory Q2a in friction stir welding, it is necessary to set the set movement route in consideration of the difference σ1. The difference σ1 was determined between a test trial in which friction stir welding was performed with the rotary tool F inserted into the metal member before friction stir welding of the
なお、テスト軌跡Q1a及びテスト軌跡Q2aを得るための設定移動ルートは、突き合わせた金属部材の突合せ部J30付近をテスト軌跡Q2aが通過するように設定することが好ましい。特には、テスト軌跡Q2aの開始位置付近で突合せ部J30を通過して、突合せ部J30に沿って、厚板の金属部材側に向けて移動するように設定移動ルートを設定することが好ましい。なお、テスト試行を行う際は、金属部材301,302の少なくとも一方に回転ツールFを挿入してテスト軌跡Q1a,Q2aを取得すればよい。 Note that the travel route set for obtaining the test trajectory Q1a and the test trajectory Q2a is preferably set such that the test trajectory Q2a passes near the abutting portion J30 of the abutted metal members. In particular, it is preferable to set the set movement route so as to pass through the abutment J30 near the start position of the test trajectory Q2a and move along the abutment J30 toward the metal member side of the thick plate. In addition, when performing a test trial, the rotary tool F may be inserted into at least one of the
修正移動ルート生成部63では、図14に示すように、目標移動ルートR1a及び差分σ1に基づいて、修正移動ルートR2aを算出する。本変形例では、図15に示すように、回転ツールFを挿入した状態で摩擦攪拌接合を行ったテスト軌跡Q2aは、無負荷の状態のテスト軌跡Q1aから左側(薄板側)へ差分σ1だけ斜めに変位する傾向があるため、修正移動ルートR2aは、目標移動ルートR1aに対して右側(厚板(第一金属部材101)側)へ差分σ1だけ斜めに変位させた位置に設定する。言い換えれば、修正移動ルート生成部63は、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2aが無負荷の状態での走行軌跡であるテスト軌跡Q1aに対して斜めに変位した角度σ1の分だけ、テスト軌跡Q2aが変位した向きとは反対方向に向けて、目標移動ルートR1aの進行方向(傾き)を斜めに変位させた位置に修正移動ルートR2aを設定する。つまり、修正移動ルートR2aは、回転ツールFの進行方向に向かうにつれて目標移動ルートR1aから徐々に離間するように設定する。摩擦攪拌制御部55は、修正移動ルートR2aで回転ツールFが移動するように制御することにより、差分σ1が吸収されて、目標移動ルートR1a上を回転ツールFが移動して、摩擦撹拌接合が行われるようになる。 As shown in FIG. 14, the corrected movement
第一変形例において、修正移動ルート生成部63は、判定部64によって摩擦攪拌接合中の回転ツールFの位置が許容範囲M外と判定された場合、摩擦攪拌接合中の回転ツールFの位置に応じて回転ツールFの位置を再設定した修正移動ルートR2aを算出することが好ましい。具体的には、摩擦攪拌接合中の回転ツールFのY方向の位置が第一金属部材101側となっていた箇所では、この箇所の回転ツールFの位置が第二金属部材102側となるように修正移動ルートR2aを再設定する。同様に、摩擦攪拌接合中の回転ツールFのY方向の位置が第二金属部材102側となっていた箇所では、この箇所の回転ツールFの位置が第一金属部材101側となるように修正移動ルートR2aを再設定する。 In the first modification, when the
また、判定部64は、摩擦攪拌接合中の回転ツールFの位置が許容範囲M外と判定された場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定してもよい。 Further, when it is determined that the position of the rotary tool F during friction stir welding is outside the allowable range M, the
なお、テスト軌跡Q1a及びテスト軌跡Q2aの差分σ1が小さい又は無い場合は、修正移動ルートは設定せずに、目標移動ルートR1aに基づいて回転ツールFを移動させてもよい。また、差分σ1の取得(算出)は摩擦攪拌接合ごとに行う必要はないが、例えば、回転ツールFを交換する場合、第一金属部材101及び第二金属部材102の板厚寸法、材種、表面の高さ位置等を変更する場合に応じて取得し、差分σ1と修正移動ルートR2aを算出することが好ましい。 Note that if the difference σ1 between the test trajectory Q1a and the test trajectory Q2a is small or absent, the rotary tool F may be moved based on the target movement route R1a without setting the corrected movement route. Although it is not necessary to obtain (calculate) the difference σ1 for each friction stir welding, for example, when replacing the rotary tool F, the plate thickness dimension, material type, It is preferable to obtain the difference σ1 and the corrected movement route R2a according to the case where the height position of the surface, etc. is changed.
[C-2.動作フロー]
本変形例に係る自動接合システム1は、図13を参照して説明した第一実施形態に係る自動接合システムの動作フローと同様に動作を行うことができる。[C-2. Operation flow]
The automatic joining
本変形例に係る自動接合システム1では、ステップST5において、摩擦攪拌制御部55(修正移動ルート生成部63)は、稜線位置Yp及び予め取得した差分σ1に基づいて修正移動ルートR2aを生成する。具体的には、稜線位置Ypを目標移動ルートR1aとして算出するとともに、目標移動ルートR1aに対して斜めに差分σ1だけ変位させた位置に修正移動ルートR2aを設定する。 In the automatic joining
ステップST5における、修正移動ルート生成部63による修正移動ルートR2aの生成に先立って、差分σ1を取得しておくことが好ましい。差分σ1の取得は、まず、目標移動ルート生成部61が目標移動ルートR1aを設定し、設定移動ルート生成部65が設定移動ルートを生成する。次に、生成された設定移動ルートに従って、金属部材301,302に回転ツールFを挿入しないで無負荷の状態で移動させたテスト軌跡Q1aと、金属部材301,302に回転ツールFを挿入して摩擦攪拌接合を行いながら移動させたテスト軌跡Q2aとをそれぞれ得る。そして、テスト軌跡Q1aとテスト軌跡Q2aとの差分から、差分σ1を取得する。差分σ1の取得は、ステップST5よりも前のタイミングで行えばよいが、第一金属部材101及び第二金属部材102をセットするステップST1よりも前に予め行っておくことが好ましい。 It is preferable to obtain the difference σ1 before the modified travel
[C-3.作用効果]
回転ツールFを挿入した状態で所定の移動ルートに沿って移動するように制御して摩擦攪拌接合を行いながら移動させると、回転ツールFの走行軌跡が移動ルートからずれしまい、ルートフローが生じるなどして接合品質が低下するおそれがある。例えば、図6に示すように、アームロボット31を備える摩擦攪拌装置4によって、第一金属部材101及び第二金属部材102との突合せ部J1に対して平行な移動ルートを通過して摩擦攪拌接合しようとした場合には、突合せ部J1から回転ツールFの走行軌跡が斜めに変位して、回転ツールFの位置が進行方向に進むにつれてずれが広がってしまうことがあった。[C-3. Effect】
If the rotating tool F is inserted and controlled to move along a predetermined moving route while performing friction stir welding, the running trajectory of the rotating tool F will deviate from the moving route, causing route flow, etc. There is a risk that the bonding quality will deteriorate. For example, as shown in FIG. 6, the friction stir welding is performed by a
本発明者らの検討により、突合せ部J1の摩擦撹拌接合を行う際に回転ツールFが実際に移動する走行軌跡は、回転ツールFの移動が制御される位置の軌跡に対して、斜めに変位しているケースが見いだされた。このような斜めの変位は、主として、摩擦攪拌装置4のアームロボット31の姿勢に起因して生じると考えられる。すなわち、金属部材101,102の突合せ部J1上での接合に伴って接合方向に向けて回転ツールFが進むにつれて、先端に回転ツールFが取り付けられたアームロボット31の姿勢が変化する。例えば、アームロボット31が多関節のアーム31aを備える場合、多関節のアーム31aを伸ばし広げるようにして摩擦攪拌装置4の本体から遠い位置を接合する場合と、多関節のアーム31aを折り縮めるようにして摩擦攪拌装置4の本体から近い位置を接合する場合とでは、その姿勢は異なることになる。走行位置によってアームロボット31の姿勢が変化すると、アームロボット31が力を受ける方向が変わり、アームロボット31のばね定数が変化することになる。回転ツールFを金属部材101,102に挿入することでアームロボット31にたわみが生じることになるが、回転ツールFの走行位置によってアームロボット31のばね定数が変化することで、アームロボット31のたわみ量が変化することになる。回転ツールFを所定の移動ルートに沿って移動するように制御して移動させた場合には、回転ツールFが移動するにつれてアームロボット31のたわみ量が大きくなり、回転ツールFの走行軌跡が所定の移動ルートからずれていくことになる。このようにして、斜めの変位が生じると考えられる。 The inventors' studies have revealed that the travel locus that the rotary tool F actually moves when performing friction stir welding of the butt portion J1 is obliquely displaced with respect to the locus of the position where the movement of the rotary tool F is controlled. A case was found where this was the case. It is thought that such oblique displacement occurs mainly due to the posture of the
本変形例に係る自動接合システム1によれば、摩擦攪拌接合を行う前に測定した第一金属部材101の稜線位置Ypに基づいて回転ツールFの目標移動ルートR1aを設定するとともに、目標移動ルートR1aに対して斜めに変位させた位置に修正移動ルートR2aを設定する。そして、回転ツールFを修正移動ルートR2aに沿って移動するように制御することで、回転ツールFを目標移動ルートR1aに沿って摩擦攪拌接合を行うことができるようになった。このように、セットされた第一金属部材101ごとの稜線位置Ypに基づいて、突合せ部J1の摩擦撹拌接合を行う際に生じる変位を補償した位置に回転ツールFを移動するように制御することで、回転ツールFの変位を抑えた的確な移動ルートを容易に設定することができる。これにより接合品質を高めることができる。特には、本変形例では、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2aと、無負荷の状態での走行軌跡であるテスト軌跡Q1aとの差分σ1の角度に基づいて、目標移動ルートR1aの進行方向(傾き)を斜めに変位させた位置に修正移動ルートR2aを設定する。これにより、金属部材101,102を接合するための摩擦攪拌装置4のアームロボット31の姿勢に応じて生じる、回転ツールFの走行軌跡の斜めの変位を抑えた移動ルートを設定して、接合品質を高めることができる。 According to the
[D.第二変形例]
次に、前記した第一実施形態の第二変形例について説明する。前記した実施形態では、摩擦攪拌接合を行う前に段差寸法hを測定したが、段差寸法hに換えて又は段差寸法hに加えて第一厚さ寸法t11及び第二厚さ寸法t12(図12参照)を測定してもよい。[D. Second modification]
Next, a second modification of the first embodiment described above will be described. In the embodiment described above, the step dimension h was measured before performing friction stir welding, but instead of or in addition to the step dimension h, the first thickness dimension t11 and the second thickness dimension t12 (FIG. 12 ) may also be measured.
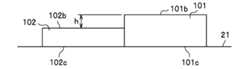
図12に示すように、第一厚さ寸法t11は、架台21の表面から第一金属部材101の表面101bまでの距離(高さ寸法)を言う。第二厚さ寸法t12は、架台21の表面から第二金属部材102の表面102bまでの距離(高さ寸法)を言う。 As shown in FIG. 12, the first thickness dimension t11 refers to the distance (height dimension) from the surface of the
第一厚さ寸法t11及び第二厚さ寸法t12は、例えば、測定部34で測定することができる。つまり、摩擦攪拌接合を行う前に、突合せ部J1に沿って測定部34を移動させることにより、第一厚さ寸法t11及び第二厚さ寸法t12を得ることができる。このとき、突合せ部J1に加え、架台21の表面の高さ位置を測定することができるように測定部34を移動させることで、架台21の表面から第一金属部材101の表面101b及び第二金属部材102の表面102bまでの距離を計測することができる。 The first thickness dimension t11 and the second thickness dimension t12 can be measured by the
第二変形例では、判定部64は、摩擦攪拌接合を行う前又は摩擦攪拌接合中において測定部34から送信された結果(第一厚さ寸法t11及び第二厚さ寸法t12)が、所定の数値範囲内か否かを判定する。判定部64は、第一厚さ寸法t11及び第二厚さ寸法t12が所定の数値範囲外と判定した場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定する。判定部64は、当該判定結果を主制御部41に送信するとともに記憶部44に格納する。当該判定結果は、表示部43に表示させるようにしてもよいし、判定結果に応じて音や光などを出力する報知手段で報知するようにしてもよい。 In the second modification, the
また、摩擦攪拌接合を行う前又は摩擦攪拌接合中において第一厚さ寸法t11及び第二厚さ寸法t12が所定の数値範囲外と判定された場合、クランプ部24は、直ちに第一金属部材101及び第二金属部材102の固定を解除する制御を行ってもよい。この場合、例えば、搬送装置2のアームロボット11で第一金属部材101及び第二金属部材102の位置を微修正(再セット)するようにしてもよいし、当該第一金属部材101及び第二金属部材102を架台21から取り出して、新たな第一金属部材101及び第二金属部材102を配置するようにしてもよい。 Further, if it is determined that the first thickness dimension t11 and the second thickness dimension t12 are outside the predetermined numerical range before or during friction stir welding, the
ここで、摩擦攪拌接合の際、第一金属部材101及び第二金属部材102の板厚は接合品質に大きな影響を与える。第一金属部材101及び第二金属部材102の板厚の組み合わせによっては、回転ツールFをどのように制御しても接合不良となる場合もある。また、例えば、海外で部材を調達する場合は、第一金属部材101及び第二金属部材102の板厚のばらつきが大きくなる傾向がある。 Here, during friction stir welding, the plate thicknesses of the
この点、第二変形例のように、摩擦攪拌接合を行う前又は摩擦攪拌接合中において第一厚さ寸法t11及び第二厚さ寸法t12を測定しつつ、これらの測定結果が所定の数値範囲か否かを判定することにより、品質管理の精度をより高めることができる。 In this respect, as in the second modification, the first thickness dimension t11 and the second thickness dimension t12 are measured before or during friction stir welding, and these measurement results are within a predetermined numerical range. By determining whether this is the case, the accuracy of quality control can be further improved.
また、第二変形例の制御装置5は、第一厚さ寸法t11及び第二厚さ寸法t12が所定の数値範囲外と判定した場合、回転ツールFの狙い角、前進角、挿入量及び回転ツールFの位置の少なくとも一つを予め設定されていた条件から変更するように制御してもよい。第一厚さ寸法t11及び第二厚さ寸法t12に対する回転ツールFの狙い角、前進角、挿入量及び回転ツールFの位置については、厚さの異なる第一金属部材101及び第二金属部材102を複数準備して事前に行った試験から最適又は最適に近い条件を用意することができる。このような第二変形例によれば、第一厚さ寸法t11及び第二厚さ寸法t12に応じて、最適又は最適に近い条件で摩擦攪拌接合を行うことができるため、安定した接合品質維持することができる。 In addition, when the
なお、前進角とは、進行方向に対して回転ツールFを側方から見た場合、鉛直軸に対する回転ツールFの回転中心軸Uの角度を言う。挿入量とは、第一金属部材101の表面101bから先端側ピンF3の平坦面の中心F5(図12参照)までの距離を言う。 Note that the forward angle refers to the angle of the rotation center axis U of the rotary tool F with respect to the vertical axis when the rotary tool F is viewed from the side with respect to the advancing direction. The insertion amount refers to the distance from the
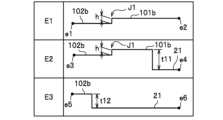
ここで、第一厚さ寸法t11及び第二厚さ寸法t12の測定は、摩擦攪拌接合を行う前に、段差寸法h等の測定とは別に測定してもよい。測定部は、例えば、ラインセンサ(レーザー変位計)を用いることができる。図17に示すように、板厚の大きい第一金属部材101と、板厚の小さい第二金属部材102とを突き合わせて突合せ部J1を形成する場合、当該測定部をルートE1、ルートE2及びルートE3と位置を変えて複数回(ここでは3回)移動させることで摩擦攪拌接合前の第一厚さ寸法t11及び第二厚さ寸法t12を測定することができる。 Here, the first thickness dimension t11 and the second thickness dimension t12 may be measured separately from the measurement of the step dimension h and the like before performing friction stir welding. For example, a line sensor (laser displacement meter) can be used as the measurement unit. As shown in FIG. 17, when a
図16に示すように、ルートE1は、第二金属部材102の表面102bの点e1から第一金属部材101の表面101bの点e2まで突合せ部J1に対して斜めに測定部を移動させる。つまり、測定部は第二金属部材102の表面102b、突合せ部J1及び第一金属部材101の表面101bを通過する。これにより、図17の上段に示すように、段差寸法hを測定することができる。 As shown in FIG. 16, the route E1 moves the measuring section obliquely with respect to the abutting portion J1 from a point e1 on the
また、ルートE2は、第二金属部材102の表面102bの点e3から架台21の表面の点e4まで突合せ部J1に対して斜めに測定部を移動させる。ルートE2とルートE1とは平行になっている。つまり、測定部は第二金属部材102の表面102b、突合せ部J1、第一金属部材101の表面101b及び架台21を通過する。これにより、図17の中段に示すように、段差寸法h及び架台21の表面から第一金属部材101の表面101bまでの距離(第一厚さ寸法t11)を測定することができる。 In addition, the route E2 moves the measuring section obliquely with respect to the abutting section J1 from the point e3 on the
また、ルートE3は、第二金属部材102の表面102bの点e5から架台21の表面の点e6まで突合せ部J1に対して斜めに測定部を移動させる。ルートE3とルートE2とは平行になっている。つまり、測定部は第二金属部材102の表面102b及び架台21を通過する。これにより、図17の下段に示すように、架台21の表面から第二金属部材102の表面102bまでの距離(第二厚さ寸法t12)を測定することができる。 In addition, the route E3 moves the measuring section obliquely with respect to the abutting section J1 from the point e5 on the
以上のようにして第一厚さ寸法t11及び第二厚さ寸法t12を測定してもよい。また、第一厚さ寸法t11及び第二厚さ寸法t12は他の方法、他の器具で測定してもよい。 The first thickness dimension t11 and the second thickness dimension t12 may be measured as described above. Moreover, the first thickness dimension t11 and the second thickness dimension t12 may be measured by other methods or other instruments.
[E.第二実施形態]
次に、本発明の第二実施形態について説明する。第二実施形態では、修正移動ルートの算出方法が前記した第一実施形態と相違する。第二実施形態では、第一実施形態と相違する部分を中心に説明する。前記した第一実施形態では、回転ツールFを挿入した状態で移動させた走行軌跡と、回転ツールFを無負荷の状態で移動させた走行軌跡との差分に基づいて、目標移動ルートR1を変位させた位置に修正移動ルートR2を設定した。第二実施形態では、回転ツールFを挿入した状態で移動させた走行軌跡と、目標移動ルートとの差分に基づいて、設定移動ルートP1bを変位させた位置に修正移動ルートR2bを設定する。第二実施形態において、設定移動ルートP1bを略平行に変位させた位置に修正移動ルートR2bを設定する手法は、上記の第一実施形態で説明した差分YLに基づく修正移動ルートR2の設定と同様に行うことができる。また、第二実施形態において、設定移動ルートP1bを斜めに変位させた位置に修正移動ルートR2bを設定する手法は、上記の第一実施形態の第一変形例で説明した差分σ1に基づく修正移動ルートR2aの設定と同様に行うことができる。[E. Second embodiment]
Next, a second embodiment of the present invention will be described. The second embodiment is different from the first embodiment described above in the method of calculating the corrected movement route. The second embodiment will be mainly described with respect to parts that are different from the first embodiment. In the first embodiment described above, the target movement route R1 is displaced based on the difference between the travel trajectory traveled with the rotary tool F inserted and the travel trajectory traveled with the rotary tool F moved with no load. A corrected movement route R2 was set at the position. In the second embodiment, a corrected movement route R2b is set at a position to which the set movement route P1b is displaced based on the difference between the travel trajectory moved with the rotary tool F inserted and the target movement route. In the second embodiment, the method of setting the corrected moving route R2b at a position where the set moving route P1b is displaced approximately parallel to the set moving route P1b is the same as the setting of the corrected moving route R2 based on the difference YL described in the first embodiment. can be done. In addition, in the second embodiment, the method of setting the corrected movement route R2b at a position where the set movement route P1b is obliquely displaced is based on the corrected movement route R2b based on the difference σ1 explained in the first modification of the first embodiment above. This can be done in the same way as setting route R2a.
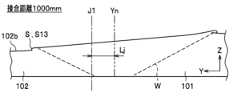
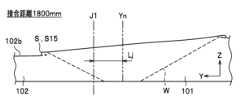
図18は、第二実施形態に係る修正移動ルートの算出方法を説明するための模式平面図である。図18では、目標移動ルートR1bと、設定移動ルートP1bと、テスト軌跡Q2bと、修正移動ルートR2bとを示している。第二実施形態に係る修正移動ルートの算出方法では、一対の金属部材301,302を用いて修正移動ルートR2bを生成するためのテスト試行を行う。金属部材301,302は、実際に摩擦攪拌接合を行う第一金属部材101及び第二金属部材102と同じ、若しくは、近い材料、厚さ等であることが好ましい。つまり、第一金属部材101及び第二金属部材102による突合せ部J1と同様に、金属部材301,302同士を突き合わせて突合せ部J30を形成する。すなわち、このテスト試行では、第一金属部材101及び第二金属部材102と比して、同様の材種の金属からなり、同様の板厚寸法を有する板状部材を、同様の高さの段差を形成するようにして突き合わせた、表面の高さ位置が異なる二つの金属部材301,302を用いることが好ましい。 FIG. 18 is a schematic plan view for explaining a method of calculating a corrected movement route according to the second embodiment. FIG. 18 shows a target movement route R1b, a set movement route P1b, a test trajectory Q2b, and a modified movement route R2b. In the method for calculating a corrected movement route according to the second embodiment, a test trial is performed using a pair of
目標移動ルートR1bは、第一実施形態で説明した目標移動ルートR1と同様に、突合せ部J1の摩擦攪拌接合を行う際に、回転ツールFが移動する目標となる軌跡を設定するものである。 Similar to the target movement route R1 described in the first embodiment, the target movement route R1b is used to set a target trajectory along which the rotary tool F moves when performing friction stir welding of the butt portion J1.
設定移動ルートP1bは、第一実施形態で説明した設定移動ルート生成部65と同様に、回転ツールFを移動させるための指示位置となるものである。設定移動ルートP1bは、回転ツールFの軌跡の変位を利用して、修正移動ルートR2bを生成するために用いられる。 The set movement route P1b is a designated position for moving the rotary tool F, similar to the set movement
テスト軌跡Q2bは、回転ツールFを金属部材301,302に挿入して、回転ツールFを設定移動ルートP1bに沿って移動するように制御して摩擦攪拌接合を行いながら移動させた走行軌跡である。 The test trajectory Q2b is a travel trajectory in which the rotary tool F is inserted into the
修正移動ルートR2bは、第一実施形態で説明した修正移動ルートR2と同様に、回転ツールFを移動させるための指示位置となるものである。特には、修正移動ルートR2bは、突合せ部J1の摩擦攪拌接合を行う際に、回転ツールFがこのルートに沿って移動するように制御される軌跡を示す。回転ツールFを修正移動ルートR2bに沿って移動するように制御することで、回転ツールFは目標移動ルートR1bに沿って移動するように摩擦攪拌接合が行われる。また、後述するように、修正移動ルートR2bは、テスト軌跡Q2b及び目標移動ルートR1bを利用して設定される。 The corrected movement route R2b is a designated position for moving the rotary tool F, similar to the corrected movement route R2 described in the first embodiment. In particular, the corrected movement route R2b indicates a trajectory along which the rotary tool F is controlled to move when performing friction stir welding of the butt portion J1. By controlling the rotary tool F to move along the corrected movement route R2b, friction stir welding is performed so that the rotary tool F moves along the target movement route R1b. Furthermore, as will be described later, the corrected movement route R2b is set using the test trajectory Q2b and the target movement route R1b.
第二実施形態に係る修正移動ルートの算出方法では、まず、目標移動ルート生成部61が、目標移動ルートR1bを設定する。目標移動ルートR1bは、回転ツールFを実際に移動させたいルートである。目標移動ルートR1bは、本変形例では第一金属部材301の表面に突合せ部J30と平行に設定する。 In the method for calculating a corrected movement route according to the second embodiment, first, the target movement
次に、設定移動ルート生成部65が、目標移動ルートR1bから平行に変位させた位置に設定移動ルートP1bを設定する。設定移動ルートP1bは、摩擦攪拌装置4に入力して定まる仮想の移動ルートである。設定移動ルートP1bは、目標移動ルートR1bに対して突合せ部J30とは反対側に設定されている。 Next, the set movement
次に、設定移動ルートP1bに沿って回転ツールFを移動させてテスト軌跡(走行軌跡)Q2bを取得する。テスト軌跡Q2bは、測定データに基づく近似直線として得ることができる。ここでは、回転ツールFを第一金属部材301の表面に挿入し、設定移動ルートP1bに沿って回転ツールFを移動させる。このとき、前記したように、突合せ部J30に沿って回転ツールFを移動させると、第一金属部材301及び第二金属部材302と回転ツールFとが接触することで、アームロボット31の姿勢に応じて回転ツールFの走行軌跡が斜めに変位する。また、金属部材302の板厚が、金属部材301の板厚よりも薄いため、回転ツールFの走行軌跡が、薄板側(金属部材302)へ略平行に変位する。これにより、回転ツールFを進行させるにつれて、テスト軌跡Q2bと目標移動ルートR1bとは、傾きと距離において差分が生じる。 Next, the rotary tool F is moved along the set movement route P1b to obtain a test trajectory (traveling trajectory) Q2b. The test trajectory Q2b can be obtained as an approximate straight line based on measurement data. Here, the rotary tool F is inserted into the surface of the
そこで、修正移動ルート生成部63は、このようなテスト軌跡Q2bと目標移動ルートR1bとの差分に基づいて、修正移動ルートR2bを設定する。具体的には、修正移動ルート生成部63は、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2bが目標移動ルートR1bに対して斜めに変位した角度の分だけ、テスト軌跡Q2bが変位した向きとは反対方向に向けて、設定移動ルートP1bの進行方向(傾き)を斜めに変位させるとともに、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2bが目標移動ルートR1bに対して略平行に変位した長さの分だけ、テスト軌跡Q2bが変位した向きとは反対方向に向けて、設定移動ルートP1bを略平行に変位させた位置に修正移動ルートR2bを設定する。 Therefore, the corrected movement
修正移動ルートR2bに沿って回転ツールFを移動させることにより、回転ツールFが目標移動ルートR1b上を移動するようになる。 By moving the rotation tool F along the corrected movement route R2b, the rotation tool F is moved on the target movement route R1b.
このように第二実施形態では、修正移動ルートR2bを設定することができる。摩擦攪拌制御部55は、修正移動ルートR2bで回転ツールFが移動するように制御することにより、差分が吸収されて、目標移動ルートR1b上を回転ツールFが移動して、摩擦撹拌接合が行われるようになる。すなわち、本実施形態では、回転ツールFを挿入した状態での走行軌跡であるテスト軌跡Q2bと、目標移動ルートR1bとの差分の角度に基づいて、設定移動ルートP1bの進行方向(傾き)を斜めに変位させた位置に修正移動ルートR2bを設定する。これにより、第一実施形態の第一変形例と同様に、金属部材101,102を接合するための摩擦攪拌装置4のアームロボット31の姿勢に応じて生じる、回転ツールFの走行軌跡の斜めの変位を抑えた移動ルートを設定して、接合品質を高めることができる。また、本実施形態では、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2bと、目標移動ルートR1bとの差分YLの長さに基づいて、設定移動ルートP1bを略平行に変位させた位置に修正移動ルートR2bを設定する。これにより、第一実施形態と同様に、金属部材101,102のセット状態に応じて生じる、回転ツールFの走行軌跡の略平行の変位を抑えた移動ルートを設定して、接合品質を高めることができる。したがって、設定移動ルートP1bの進行方向を斜めに変位させるとともに、略平行に変位させた位置に修正移動ルートR2bを設定することで、接合を行う摩擦攪拌装置による影響と、接合を行う金属部材による影響との両方の影響を緩和して摩擦攪拌を行うことで、接合品質をいっそう高めることが可能となる。 In this way, in the second embodiment, the modified movement route R2b can be set. The friction
また、第二実施形態では、ツールを挿入した状態での走行軌跡であるテスト軌跡Q2bと、目標移動ルートR1bとの差分に基づいて、設定移動ルートP1bを変位させた位置に修正移動ルートR2bを設定する。これにより、本実施形態では、前記した第一実施形態で説明したように無負荷状態で回転ツールFを移動させる必要がないため、無負荷状態での試験運転を行わずとも接合時の走行軌跡と目標移動ルートと比較することで、修正移動ルートR2bの設定を容易に行うことができる。 In addition, in the second embodiment, based on the difference between the test trajectory Q2b, which is the travel trajectory with the tool inserted, and the target movement route R1b, the corrected movement route R2b is set at a position where the set movement route P1b is displaced. Set. As a result, in this embodiment, there is no need to move the rotary tool F in a no-load state as explained in the first embodiment, so that the running trajectory during welding can be adjusted without performing a test run in a no-load state. By comparing the corrected movement route R2b with the target movement route, it is possible to easily set the corrected movement route R2b.
なお、上述した第二実施形態では、一対の金属部材301,302を用いて修正移動ルートR2bを生成するためのテスト試行を行う場合を例に挙げて説明したが、第一金属部材101及び第二金属部材102を用いて得られる接合結果を利用して、修正移動ルートR2bを生成するようにしてもよい。すなわち、第一金属部材101と第二金属部材102との突合せ部J1に対する略同等の条件での摩擦攪拌接合を連続して複数回行っている場合において、ある回の接合の際の目標移動ルートR1b、設定移動ルートP1b、及びテスト軌跡Q2bに応じて修正移動ルートR2bを設定し、この修正移動ルートR2bを以降の回の接合における設定移動ルートP1bとして利用するようにしてもよい。 Note that in the second embodiment described above, the case where a test trial for generating the corrected movement route R2b is performed using the pair of
[F.その他]
上述した各実施形態及び各変形例は、適宜組み合わせることができる。
例えば、自動接合システム1は、第一実施形態で説明した修正移動ルートの設定と、第一実施形態の第一変形例で説明した修正移動ルートの設定とを組み合わせて、修正移動ルートを設定するようにしてもよい。[F. others]
Each embodiment and each modification example mentioned above can be combined as appropriate.
For example, the automatic joining
この場合、制御装置5は、図19及び図20に示すように、稜線位置Ypに基づいて目標移動ルートR1cを設定して、目標移動ルートR1cに対して第一金属部材101側に斜めに変位させるとともに、目標移動ルートR1cに対して第一金属部材101側に略平行に変位させた位置に修正移動ルートR2cを算出する。 In this case, as shown in FIGS. 19 and 20, the
より具体的には、図20に示すように、制御装置5は、一対の金属部材301,302の少なくとも一方に回転ツールFを挿入した状態で、回転ツールFを所定の設定移動ルートに沿って移動するように制御して摩擦攪拌接合を行いながら移動させたテスト軌跡Q2cを取得する。また、制御装置5は、回転ツールFを金属部材301,302に挿入せずに無負荷の状態で、回転ツールFをテスト軌跡Q2cを取得した際と同等の設定移動ルートに沿って移動するように制御して移動させたテスト軌跡Q1cを取得する。テスト軌跡Q2cは、無負荷の状態のテスト軌跡Q1cから左側(薄板(第二金属部材302)側)へ差分YLだけ略平行に変位する(仮想線r参照)とともに、左側(薄板(第二金属部材302)側)へ角度σ2の差分をもって斜めに変位している。図19に示すように、修正移動ルート生成部63は、テスト軌跡Q2cとテスト軌跡Q1cとの差分YLと差分σ2に基づいて、目標移動ルートR1cの進行方向を回転ツールFの進行方向に向かうにつれて厚板(第一金属部材101)側に向けて差分σ2だけ斜めに変位させる(図19の仮想線r参照)とともに、変位させた目標移動ルートR1c(仮想線r)を厚板(第一金属部材101)側に差分YLだけに略平行に変位させた位置に回転ツールFの指示位置を設定した修正移動ルートR2cを算出する。 More specifically, as shown in FIG. 20, the
これにより、修正移動ルート生成部63は、金属部材101,102のセット状態に応じて生じる、回転ツールFの走行軌跡の略平行の変位を抑えた移動ルートを設定することができる。また、修正移動ルート生成部63は、金属部材101,102を接合するための摩擦攪拌装置4のアームロボット31の姿勢に応じて生じる、回転ツールFの走行軌跡の斜めの変位を抑えた移動ルートを設定することができる。したがって、接合を行う金属部材による影響と、接合を行う摩擦攪拌装置による影響との両方の影響を緩和して、摩擦攪拌を行うことで、接合品質をいっそう高めることができる。 Thereby, the corrected movement
<試験1:段差寸法hとバリ高さSとの関係>
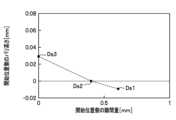
次に、本発明の実施例について説明する。まず、段差寸法hとバリ高さSとの関係を確認するための試験1を行った。試験1では、図21Aに示すように、第一金属部材101及び第二金属部材102を用意した。段差寸法hとは、第一金属部材101の表面101bから第二金属部材102の表面102bまでの寸法を言う。バリ高さSは、第二金属部材102の表面102bからバリの先端までの距離を測定部34で測定した。<Test 1: Relationship between step dimension h and burr height S>
Next, examples of the present invention will be described. First,
第一金属部材101及び第二金属部材102はいずれもアルミニウム合金である。第一金属部材101の板厚寸法は2.0mmであり、第二金属部材102の板厚寸法は1.2mmである。したがって、図21Aに示すように、第一金属部材101及び第二金属部材102の裏面101c,102cの全面が架台21に面接触すると段差寸法hは0.8mmとなる。 Both the
図21Bは、実施例の試験1において、第一金属部材及び第二金属部材の段差寸法が大きい状態を示す模式側面図である。図21Bに示すように、両部材を突き合わせた際に、第一金属部材101の端部が上方に反り上がってしまうと、段差寸法hが大きくなる(過大となる)場合がある。第一金属部材101と架台21との間にゴミなどの異物が入り込んで反り上がることもある。 FIG. 21B is a schematic side view showing a state in which the step size of the first metal member and the second metal member is large in
一方、図21Cは、実施例の試験1において、第一金属部材及び第二金属部材の段差寸法が小さい状態を示す模式側面図である。図21Cに示すように、両部材を突き合わせた際に、第二金属部材102の端部が上方に反り上がってしまうと、段差寸法hが小さくなる(過少となる)場合がある。第二金属部材102と架台21との間にゴミなどの異物が入り込んで反り上がることもある。 On the other hand, FIG. 21C is a schematic side view showing a state in which the step size of the first metal member and the second metal member is small in
また、図21Dは、実施例の試験1において、第一金属部材及び第二金属部材の段差寸法が小さい他の状態を示す模式側面図である。図21Dに示すように、両部材を突き合わせた際に、第二金属部材102の端部が湾曲してしまうと、段差寸法hが小さくなる(過少となる)場合がある。特に、第二金属部材102は板厚が小さいため、端部が反ったり湾曲したりしやすい。 Moreover, FIG. 21D is a schematic side view showing another state in which the step size of the first metal member and the second metal member is small in
試験1では、第一金属部材101及び第二金属部材102で一組の試験体を複数用意し、それぞれの試験体について突合せ部J1の全長にわたって測定部34を移動させて段差寸法hを測定した後、それぞれ同じ条件で摩擦攪拌接合を行った。接合後にも各試験体について突合せ部J1の全長にわたって測定部34を移動させてバリ高さSを計測した。 In
図22は、実施例の試験1の段差寸法とバリ高さとの関係を示すグラフである。図22では、複数の試験体から2体抽出し、さらにそれぞれの試験体から2地点を抽出して段差寸法hとバリ高さSを確認した。図22の結果G1は、一方の試験体において段差寸法hが小さい位置を抽出しており、段差寸法h=0.73mmであり、バリ高さS=-0.185mmである。バリ高さSがマイナスの場合、アンダーカットになっていることを意味している。 FIG. 22 is a graph showing the relationship between the step size and the burr height in
図22の結果G2は、一方の試験体において段差寸法hが概ね中央値となる位置を抽出しており、段差寸法h=0.75mmであり、バリ高さS=0.067mmである。 The result G2 in FIG. 22 extracts the position where the step dimension h is approximately the median value in one test specimen, the step dimension h=0.75 mm, and the burr height S=0.067 mm.
図22の結果V1は、他方の試験体において段差寸法hが概ね中央値となる位置を抽出しており、段差寸法0.78mmであり、バリ高さS=0.065mmである。結果V2は、他方の試験体において段差寸法が大きい位置を抽出しており、段差寸法h=0.093mmであり、バリ高さS=0mmである。 The result V1 in FIG. 22 extracts the position where the step dimension h is approximately the median value in the other test specimen, the step dimension is 0.78 mm, and the burr height S is 0.065 mm. The result V2 extracts a position where the step size is large in the other test piece, and the step size h=0.093 mm and the burr height S=0 mm.
図22の結果から、段差寸法hは、バリ高さSに影響していることがわかる。結果G1であるとアンダーカットが発生しているため、段差寸法hは過小となっている。また、結果V2に示すように、段差寸法h=0.93mmを超えると、アンダーカットが発生する傾向がみられる。したがって、段差寸法hの所定の数値範囲は、例えば、0.75≦h≦0.93と設定することが好ましい。 From the results shown in FIG. 22, it can be seen that the step size h influences the burr height S. If the result is G1, an undercut has occurred, so the step dimension h is too small. Further, as shown in result V2, when the step dimension h=0.93 mm is exceeded, there is a tendency for undercutting to occur. Therefore, it is preferable that the predetermined numerical range of the step size h be set to, for example, 0.75≦h≦0.93.
また、試験1によると、段差寸法hが中央値(0.8mm)付近から次第に大きくなると回転ツールFの位置Ynが、板厚が小さい第二金属部材102側に変位してバリ高さSが小さくなる傾向がみられた。一方、段差寸法hが過少になると(0.73mm程度になると)回転ツールFの位置Ynへの影響は小さいものの、第二金属部材102の端部の浮き上がり分だけ回転ツールFが第二金属部材102の端部を削り取り、アンダーカットが発生したと推察される。 According to
また、段差寸法hの過少側のグラフの傾きは、過大側のグラフの傾きよりも大きい。つまり、バリ高さSの低下量は、第二金属部材102の浮き上がりに大きく影響すると考えられる。 Further, the slope of the graph on the smaller side of the step size h is larger than the slope of the graph on the larger side. In other words, it is considered that the amount of decrease in the burr height S greatly affects the lifting of the
<試験2:隙間量Dとバリ高さSの関係>
次に、隙間量Dとバリ高さSとの関係を確認するための試験2を行った。試験2では、第一金属部材101及び第二金属部材102で一組の試験体を各6体(試験体TP11,TP12,TP13,TP14,TP15,TP16)用意して、摩擦攪拌接合を行った。摩擦攪拌接合を行う前に、測定部34を突合せ部J1に沿って移動させて隙間量Dをそれぞれ計測した。隙間量Dは、摩擦攪拌接合前における各部材同士の隙間寸法である。第一金属部材101及び第二金属部材102はいずれもアルミニウム合金である。第一金属部材101と第二金属部材102との段差寸法hは0.8mmである。接合長は1800mmである。<Test 2: Relationship between gap amount D and burr height S>
Next,
図23は、実施例の試験2の走行距離と接合前の隙間量との関係を示すグラフである。図23に示すように、試験体TP11,TP12,TP13は、開始位置(走行距離0mm)から1000mmまでの隙間量を計測した結果である。試験体TP14,TP15,TP16は、終了位置(走行距離1800mmの位置)から1000mmまでの隙間量を計測した結果である。図23に示すように、摩擦攪拌接合前の隙間量Dは、開始位置側では開始位置から離れるにつれて隙間量Dが徐々に小さくなっている。一方、摩擦攪拌接合前の隙間量Dは、走行距離の真ん中付近から終了位置に近づくにつれて隙間量Dが徐々に大きくなっている。第一金属部材101及び第二金属部材102の端面101a及び102aは、通常は略直線状に形成されている。このため、第一金属部材101及び第二金属部材102を突き合わせた際に、開始位置及び終了位置のいずれか一方が近接して、他方には隙間が生じるように、第一金属部材101及び第二金属部材102が平行よりもやや開いた状態で配置されることで、開始位置又は終了位置に近づくにつれて隙間量Dが大きくなったと考えられる。 FIG. 23 is a graph showing the relationship between the running distance and the amount of gap before joining in
図24は、実施例の試験2の開始位置側の隙間量と、開始位置側のバリ高さとの関係を示すグラフである。図24は、実施例の試験2の終了位置側の隙間量と、終了位置側のバリ高さとの関係を示すグラフである。 FIG. 24 is a graph showing the relationship between the gap amount on the start position side and the burr height on the start position side in
図24では、図23の試験体TP11から結果Ds1を抽出し、図23の試験体TP12から結果Ds2を抽出し、図23の試験体TP13から結果Ds3を抽出した。
結果Ds1では、隙間量D=0.6mm、バリ高さS=-0.01mmであった。
結果Ds2では、隙間量D=0.4mm、バリ高さS=0mmであった。
結果Ds3では、隙間量D=0mm、バリ高さS=0.029mmであった。In FIG. 24, a result Ds1 was extracted from the test specimen TP11 in FIG. 23, a result Ds2 was extracted from the test specimen TP12 in FIG. 23, and a result Ds3 was extracted from the test specimen TP13 in FIG.
In the result Ds1, the gap amount D=0.6 mm and the burr height S=-0.01 mm.
In the result Ds2, the gap amount D=0.4 mm and the burr height S=0 mm.
In the result Ds3, the gap amount D=0 mm and the burr height S=0.029 mm.
図25では、図23の試験体TP14から結果De1を抽出し、試験体TP15から結果De2を抽出し、試験体TP16から結果De3を抽出した。
結果De1では、隙間量D=0.95mm、バリ高さS=0.06mmであった。
結果De2では、隙間量D=0.70mm、バリ高さS=0.05mmであった。
結果De3では、隙間量D=0.30mm、バリ高さS=0.06mmであった。In FIG. 25, a result De1 was extracted from the test body TP14 in FIG. 23, a result De2 was extracted from the test body TP15, and a result De3 was extracted from the test body TP16.
In the result De1, the gap amount D=0.95 mm and the burr height S=0.06 mm.
In the result De2, the gap amount D=0.70 mm and the burr height S=0.05 mm.
In the result De3, the gap amount D=0.30 mm and the burr height S=0.06 mm.
図24及び図25に示すように、開始位置側の隙間量Dが大きくなると、開始位置側のバリ高さSは小さくなった。ただし、結果Ds1では、アンダーカットになっている。隙間量Dが大きくなると、同じ設定荷重(押込荷重)であっても回転ツールが深く挿入され、回転ツールFが板厚の小さい第二金属部材102側に変位したと考えられる。 As shown in FIGS. 24 and 25, as the gap amount D on the starting position side became larger, the burr height S on the starting position side became smaller. However, the result Ds1 is undercut. It is considered that when the gap D increases, the rotary tool is inserted deeply even under the same set load (pushing load), and the rotary tool F is displaced toward the
図25に示すように、終了位置側では、終了位置側の隙間量Dによらず、終了位置側のバリ高さSは概ね一定だった。これは、突合せ部J1が接合されて摩擦攪拌接合が終了位置側に進むにつれて、隙間が徐々に小さくなることに起因すると推察される。また、摩擦熱によって第一金属部材101と第二金属部材102が膨張して隙間が小さくなることに起因すると推察される。図24及び図25の結果に鑑みると、終了位置側よりも開始位置側の隙間量Dの方がバリ高さSに大きく影響することが分かった。つまり、隙間量Dと所定の数値範囲を対比する際に、突合せ部J1の全長の隙間量を対象としてもよいが、例えば、開始位置から所定の距離(例えば、50~100mm)の隙間量を抽出して対比することが好ましい。 As shown in FIG. 25, on the end position side, the burr height S on the end position side was almost constant regardless of the gap amount D on the end position side. This is presumed to be due to the fact that the gap gradually becomes smaller as the abutting portion J1 is joined and the friction stir welding progresses toward the end position. It is also presumed that this is due to the fact that the
<試験3:摩擦攪拌接合中の回転ツールFの位置とバリ高さ及び酸化被膜との関係>
次に、摩擦攪拌接合中の回転ツールFの位置とバリ高さ及び酸化被膜との関係を確認するための試験3を行った。図26に示すように、試験3では、第一金属部材101と第二金属部材102とを突き合わせて突合せ部J1を形成した後、回転ツールFを突合せ部J1沿って移動させるのではなく、あえて突合せ部J1から徐々に離間するように斜めに移動させ、回転ツールFの位置Ynと、バリ高さS及び酸化被膜Kとの関係について確認した。図26及び図27では、説明の便宜上、Y方向の移動が理解しやすいようにX方向とY方向の縮尺を変更して描画している。図26では、図面の手前側から奥側に向けて回転ツールFを移動させている。<Test 3: Relationship between the position of rotating tool F and burr height and oxide film during friction stir welding>
Next,
図26では、回転ツールFを無負荷状態で移動させる際に制御する設定移動ルートRtと、回転ツールFを金属部材に挿入して摩擦攪拌を行った際に実際に通過した移動ルートRnとの関係を示している。図26に示すように、本実施例では、回転ツールFの移動ルートRnは、地点αから地点βを通るように設定した。地点αは突合せ部J1上で、かつ、接合距離が100mmの位置である。地点βは接合距離が1800mmの位置で、かつ、突合せ部J1から第一金属部材101側へ1.0mmの位置である。 In FIG. 26, a set movement route Rt that is controlled when moving the rotary tool F in a no-load state and a movement route Rn that is actually passed when the rotary tool F is inserted into a metal member and subjected to friction stirring are shown. It shows a relationship. As shown in FIG. 26, in this example, the movement route Rn of the rotary tool F is set to pass from point α to point β. The point α is on the abutting portion J1 and the joining distance is 100 mm. Point β is a position where the bonding distance is 1800 mm, and is a position 1.0 mm from the abutting portion J1 to the
図27は、本実施例において接合距離とY方向位置との関係を示したグラフである。図27の設定移動ルートRtは、テスト試行用に設定した移動ルートである。位置Ytは、回転ツールFを挿入せずに、設定移動ルートRtに沿って移動させたときに、摩擦攪拌装置4の回転駆動手段の回転中心軸が実際に通った軌跡を示している。当該軌跡は、測定部34(ラインセンサ)で測定することができる。図27中のマイナス側は、突合せ部J1を挟んで第一金属部材101側であり、プラス側は第二金属部材102側である。位置Ytに示すように、回転ツールFを装着せずに、無負荷状態で移動させると設定移動ルートRtと、回転中心軸が実際に通った軌跡は概ね重なる。 FIG. 27 is a graph showing the relationship between the joining distance and the position in the Y direction in this example. The set travel route Rt in FIG. 27 is a travel route set for a test trial. The position Yt indicates the locus that the rotation center axis of the rotation drive means of the
一方、図27に示すように、回転ツールFを装着し、設定移動ルートRtに沿って実際に摩擦攪拌接合を行うと、回転ツールFは回転ツールFの位置Ynで表される軌跡を通る。つまり、機械(アームロボット31)のたわみ、癖等があるとともに、回転ツールFが第一金属部材101及び第二金属部材102から受ける抵抗もあるため、開始位置で設定移動ルートRt上に回転ツールFを挿入しても、本実施例では回転ツールFは直ちにY=0の付近に変位し、その後は設定移動ルートRtからずれた位置を、設定移動ルートRtと概ね平行に移動する。図27の(Yn-Yt)値で示すように、この実施例では、設定移動ルートRtと位置Ynで表される軌跡との間に約1.5mmずれ(差分)が発生している。したがって、摩擦攪拌接合では、この軌跡の差分を考慮して移動ルート(修正移動ルート)を設定することが好ましい。 On the other hand, as shown in FIG. 27, when the rotary tool F is attached and friction stir welding is actually performed along the set movement route Rt, the rotary tool F passes along a trajectory represented by the position Yn of the rotary tool F. In other words, since the machine (arm robot 31) has deflections, quirks, etc., and there is also resistance that the rotary tool F receives from the
図28Aは、実施例の試験3の接合距離が100mmの位置の断面図である。図28Bは、実施例の試験3の接合距離が600mmの位置の断面図である。図28Cは、実施例の試験3の接合距離が800mmの位置の断面図である。図29Aは、実施例の試験3の接合距離が1000mmの位置の断面図である。図29Bは、実施例の試験3の接合距離が1200mmの位置の断面図である。図29Cは、実施例の試験3の接合距離が1800mmの位置の断面図である。 FIG. 28A is a cross-sectional view at a position where the bonding distance is 100 mm in
図28A~28C、図29A~29Cは、突合せ部J1から摩擦攪拌接合中の回転ツールFの位置Ynが、接合距離が進むにつれて突合せ部J1から離間している状態を示している。図中の点線は、回転ツールFの塑性化領域Wの範囲を示している。バリ高さSは、第二金属部材102の表面102bからの高さ寸法を計測している。 28A to 28C and FIGS. 29A to 29C show a state in which the position Yn of the rotary tool F during friction stir welding from the abutting portion J1 moves away from the abutting portion J1 as the welding distance progresses. The dotted line in the figure indicates the range of the plasticizing region W of the rotary tool F. The burr height S measures the height of the
図28Aに示すように、接合距離100mmの位置の突合せ部J1と回転ツールFの位置Ynは一致している。バリ高さS(S10)は0.034mmである。
図28Bに示すように、接合距離600mmの位置の突合せ部J1から回転ツールFの位置Ynまでの距離Ljは554μmである。バリ高さS(S11)は0.095mmである。As shown in FIG. 28A, the abutting portion J1 at a position where the welding distance is 100 mm and the position Yn of the rotary tool F coincide. The burr height S (S10) is 0.034 mm.
As shown in FIG. 28B, the distance Lj from the abutting portion J1 at a position where the joining distance is 600 mm to the position Yn of the rotary tool F is 554 μm. The burr height S (S11) is 0.095 mm.
図28Cに示すように、接合距離800mmの位置の距離Ljは686μmである。バリ高さS(S12)は0.105mmである。 As shown in FIG. 28C, the distance Lj at the position where the bonding distance is 800 mm is 686 μm. The burr height S (S12) is 0.105 mm.
図29Aに示すように、接合距離1000mmの位置の距離Ljは743μmである。バリ高さS(S13)は0.092mmである。
図29Bに示すように、接合距離1200mmの位置の距離Ljは840μmである。バリ高さS(S14)は0.113mmである。As shown in FIG. 29A, the distance Lj at a position where the bonding distance is 1000 mm is 743 μm. The burr height S (S13) is 0.092 mm.
As shown in FIG. 29B, the distance Lj at the position where the bonding distance is 1200 mm is 840 μm. The burr height S (S14) is 0.113 mm.
図29Cに示すように、接合距離1800mmの距離Ljは1085μmである。バリ高さS(S15)は0.123mmである。 As shown in FIG. 29C, the distance Lj of the bonding distance of 1800 mm is 1085 μm. The burr height S (S15) is 0.123 mm.
図28A~28C、図29A~29Cに示すように、回転ツールFの位置Ynが突合せ部J1から離間するにつれて、バリ高さS(第二金属部材102側のバリ高さ)が徐々に大きくなっていることがわかる。換言すると、回転ツールFの位置Ynが第二金属部材102側に寄るとバリ高さSが小さくなることがわかる。 As shown in FIGS. 28A to 28C and 29A to 29C, as the position Yn of the rotary tool F moves away from the abutting portion J1, the burr height S (the burr height on the
図30Aは、実施例の試験3の接合距離が100mmの位置における突合せ部のマクロ断面図である。図30Bは、実施例の試験3の接合距離が600mmの位置における突合せ部のマクロ断面図である。図30Cは、実施例の試験3の接合距離が800mmの位置における突合せ部のマクロ断面図である。図31Aは、実施例の試験3の接合距離が1000mmの位置における突合せ部のマクロ断面図である。図31Bは、実施例の試験3の接合距離が1200mmの位置における突合せ部のマクロ断面図である。図32は、実施例の試験3の接合距離が1800mmの位置における突合せ部のマクロ断面図である。つまり、図30A~30C、図31A,31B、図32は、各位置における突合せ部J1周りのマクロ断面図であって、酸化被膜Kの大きさ、形状を示している。 FIG. 30A is a macro cross-sectional view of the butt portion at a position where the joining distance is 100 mm in
図30Aに示すように、接合距離が100mmの位置(回転ツールFの位置Yn=0)における酸化被膜は存在しない(K0)。
図30Bに示すように、接合距離が600mmの位置(回転ツールFの位置Yn=554μm)における酸化被膜K(K1)は33μmである。As shown in FIG. 30A, there is no oxide film (K0) at a position where the bonding distance is 100 mm (position Yn=0 of rotary tool F).
As shown in FIG. 30B, the oxide film K (K1) at a position where the bonding distance is 600 mm (position Yn of rotary tool F = 554 μm) is 33 μm.
図30Cに示すように、接合距離が800mmの位置(回転ツールFの位置Yn=686μm)における酸化被膜K(K2)は59μmである。
図31Aに示すように、接合距離が1000mmの位置(回転ツールFの位置Yn=743μm)における酸化被膜K(K3)は72μmである。As shown in FIG. 30C, the oxide film K (K2) at the position where the bonding distance is 800 mm (position Yn of rotary tool F = 686 μm) is 59 μm.
As shown in FIG. 31A, the oxide film K (K3) at the position where the bonding distance is 1000 mm (position Yn of rotary tool F = 743 μm) is 72 μm.
図31Bに示すように、接合距離が1200mmの位置(回転ツールFの位置Yn=840μm)における酸化被膜K(K4)は115μmである。
図32に示すように、接合距離が1800mmの位置(回転ツールFの位置Yn=1085μm)における酸化被膜K(K5)は235μmである。As shown in FIG. 31B, the oxide film K (K4) at the position where the bonding distance is 1200 mm (position Yn of rotary tool F = 840 μm) is 115 μm.
As shown in FIG. 32, the oxide film K (K5) at a position where the bonding distance is 1800 mm (position Yn of rotary tool F = 1085 μm) is 235 μm.
図33は、実施例の試験3において、回転ツールの位置とバリ高さ及び酸化被膜高さとの関係を示すグラフである。図33に示すように、バリ高さSは、摩擦攪拌接合中の回転ツールFの位置Ynが突合せ部J1から離間するにつれて徐々に大きくなっている。また、酸化被膜Kも、摩擦攪拌接合中の回転ツールFの位置Ynが突合せ部J1から離間するにつれて徐々に大きくなっている。換言すると、摩擦攪拌接合中の回転ツールFの位置Ynが、突合せ部J1に近接すると、バリ高さS及び酸化被膜Kのいずれも小さくなる。 FIG. 33 is a graph showing the relationship between the position of the rotary tool, the burr height, and the oxide film height in
図33の結果によると、例えば、バリ高さS及び酸化被膜Kの高さの閾値を0.10mmと設定した場合、回転ツールFの位置Ynは、突合せ部J1から第二金属部材102側に向けて0.6mm(600μm)以内に設定することが好ましい。 According to the results in FIG. 33, for example, when the threshold values for the burr height S and the oxide film K height are set to 0.10 mm, the position Yn of the rotary tool F is from the abutting portion J1 to the
したがって、図34に示すように、測定部34を突合せ部J1に沿って移動させて第一金属部材101の稜線を測定して稜線Ypを測定した場合、稜線Ypを中心にして第一金属部材101側に0.6mm(m=0.6mm)、第二金属部材102側に0.3mm(m=0.3)の範囲を許容範囲Mと設定することが好ましい。なお、当該許容範囲Mの範囲は、あくまで例示であって、要求される接合精度等に基づいて適宜設定すればよい。 Therefore, as shown in FIG. 34, when the measuring
<試験4:温度と空洞欠陥サイズの関係>
次に、温度と空洞欠陥サイズとの関係を確認するための試験4を行った。試験4では、第一金属部材101及び第二金属部材102を4体(試験体TP41,TP42,TP43,TP44)用意して接合前に温度を設定し、それぞれの試験体で摩擦攪拌接合を行った。<Test 4: Relationship between temperature and cavity defect size>
Next,
試験体TP41では、ヒーターなし(室温20℃)で摩擦攪拌接合を行い、接合速度を500mm/minから1250mm/minまで上昇させた。試験体TP42では、温度調整部23で30℃に設定して摩擦攪拌接合を行い、接合速度を600mm/minから1000mm/minまで上昇させた。 For test specimen TP41, friction stir welding was performed without a heater (room temperature: 20° C.), and the welding speed was increased from 500 mm/min to 1250 mm/min. In the test specimen TP42, friction stir welding was performed with the
また、試験体TP43では、温度調整部23で60℃に設定して接合速度を600mm/minから1000mm/minまで上昇させた。また、試験体TP44では、温度調整部23で90℃に設定した接合速度を600mm/minから1000min/minまで上昇させた。 Further, in the test specimen TP43, the
図35に示すように、試験体TP41では、温度調整部23の温度が20℃であり、空洞欠陥のサイズが著しく大きかった。接合速度を上昇させると、上昇させるにつれて空洞欠陥サイズは大きくなった。試験体TP42では、温度調整部23の温度が30℃であり、空洞欠陥サイズの大きさは約50μm2であった。温度調整部23の温度を60~90℃に設定すると、空洞欠陥はほぼ見られなかった。この場合、接合速度を上昇させても空洞欠陥は見られなかった。 As shown in FIG. 35, in the test specimen TP41, the temperature of the
以上より、温度調整部23の温度Tの所定の数値範囲は60≦T≦90と設定することが好ましい。この場合、接合速度を上昇させても空洞欠陥が発生しづらいため、空洞欠陥の発生を抑制しつつ、接合時間を短くすることができる。 From the above, it is preferable to set the predetermined numerical range of the temperature T of the
<試験5:回転ツールFの走行軌跡の確認>
次に、設定した回転ツールFの移動ルートと実際に摩擦攪拌接合を行った際の回転ツールFの軌跡との差分を確認するための試験(試験5)を行った。試験5では、第一金属部材101と第一金属部材101よりも板厚が小さい第二金属部材102とを突き合わせて突合せ部J1を形成し、回転ツールFを用いて突合せ部J1を摩擦攪拌接合した。突合せ部J1の長さは1300mmである。<Test 5: Checking the running trajectory of rotary tool F>
Next, a test (Test 5) was conducted to confirm the difference between the set movement route of the rotary tool F and the trajectory of the rotary tool F during actual friction stir welding. In
図36は、試験5における回転ツールの走行軌跡を示したグラフである。横軸がX方向(回転ツールFの進行方向)を示し、縦軸がY方向(回転ツールFの進行方向の左右方向)を示している。突合せ部J1をゼロとし、突合せ部J1から第一金属部材101側をマイナスとしている。図36に示すように、試験5の設定移動ルート(第一移動ルート)Q1bは、Yn=-3.8mmの位置に、突合せ部J1(Yn=0)に対して平行に設定した。設定移動ルートP1bは、第一金属部材101上に設定している。 FIG. 36 is a graph showing the running trajectory of the rotary tool in
試験5の走行軌跡N1は、設定移動ルートP1bに沿って摩擦攪拌接合を行った際に、回転ツールFが実際に移動した軌跡である。走行軌跡N1に示すように、回転ツールFは、設定移動ルートP1bよりも突合せ部J1側(第二金属部材102側)を移動する。また、回転ツールFは、進行方向に向けて徐々に突合せ部J1に近接するように変位する。つまり、設定移動ルートP1bは突合せ部J1に平行に設定しているにもかかわらず、実際に摩擦攪拌接合を行うと、進行するにしたがい回転ツールFは薄板側(第二金属部材102)にシフトする。試験5では、概ねYn=-1.3~-0.5の範囲で回転ツールFが移動したことが分かった。 The traveling trajectory N1 of
図37は、試験5における各位置のマクロ組織図及びミクロ組織図である。マクロ組織図は回転ツールFの進行方向に対する縦断面図である。ミクロ組織図は各位置の塑性化領域の一部の拡大図である。ここでは、採取位置X=115,675,1205mmの位置の接合状況を確認した。図37に示すように、採取位置X=115の位置では、ルートフロー(接合欠陥)が0.16mm発生していた。一方、採取位置X=675,1205mmの位置では、ルートフローがほぼ発生していない。つまり、突合せ部J1から離れるほどルートフローが発生するおそれが高くなることが分かった。また、目標移動ルートに対してその差分だけ平行移動させて修正移動ルートを設定した場合、目標移動ルートと摩擦攪拌接合を行った回転ツールFの走行軌跡とがずれるおそれがあることが分かった。 FIG. 37 is a macrostructure diagram and a microstructure diagram of each position in
<試験6:修正移動ルートを斜めに設定する>
そこで、試験5の条件下で前記した第二変形例を行って修正移動ルート(第二移動ルート)R2bを算出し、当該修正移動ルートR2bに沿って摩擦攪拌接合を行った際の接合精度を確認するための試験(試験6)を行った。図38は、試験6に係る修正移動ルートの算出方法を説明するための模式平面図である。図38に示すように、目標移動ルートR1bをYn=-0.9mmの位置に設定した。目標移動ルートR1bは、突合せ部J1(Yn=0)に対して平行になっている。目標移動ルートR1bは、摩擦攪拌接合を行った際に、回転ツールFを走行させたいルートである。<Test 6: Setting the corrected movement route diagonally>
Therefore, the second modified example described above was performed under the conditions of
設定移動ルート(第一移動ルート)Q1bは、試験5と同じようにYn=-3.8mmの位置に、突合せ部J1(Yn=0)と平行に設定した。テスト軌跡(走行軌跡)Q2bは、試験5の走行軌跡N1から得られた近似直線である。 The set movement route (first movement route) Q1b was set parallel to the abutting portion J1 (Yn=0) at a position of Yn=-3.8 mm, as in
まず、目標移動ルートR1b、設定移動ルートP1b及びテスト軌跡Q2bに基づいて修正移動ルートR2bを算出する。修正移動ルートR2bは、目標移動ルートR1bに対して線対称となるようにテスト軌跡Q2bの傾きを反転させつつ、目標移動ルートR1bから所定の距離で突合せ部J1から離間する方向に平行に移動させて算出する。所定の距離は、設定移動ルートP1bからテスト軌跡Q2bまでの最短距離Dbを言う。 First, a corrected movement route R2b is calculated based on the target movement route R1b, the set movement route P1b, and the test trajectory Q2b. The corrected movement route R2b is made by reversing the inclination of the test trajectory Q2b so that it is line symmetrical with respect to the target movement route R1b, and moving the test trajectory Q2b in parallel in a direction away from the abutting portion J1 at a predetermined distance from the target movement route R1b. Calculate. The predetermined distance refers to the shortest distance Db from the set travel route P1b to the test trajectory Q2b.
次に、修正移動ルートR2bに沿って回転ツールFを移動させて突合せ部J1に対して実際に摩擦攪拌接合を行う。図39は、試験6における回転ツールの走行軌跡を示したグラフである。図39に示すように、試験6の走行軌跡N2は、修正移動ルートR2bに沿って摩擦攪拌接合を行った際に、回転ツールFが実際に移動した軌跡である。線形Q3aは、走行軌跡N2の近似直線である。線形Q3aをX軸及びY軸で示される一次関数で表すとy=0.0001x-0.955となる。 Next, the rotary tool F is moved along the corrected movement route R2b to actually perform friction stir welding on the butt portion J1. FIG. 39 is a graph showing the running trajectory of the rotary tool in Test 6. As shown in FIG. 39, the running trajectory N2 of Test 6 is the trajectory that the rotary tool F actually moved when friction stir welding was performed along the modified movement route R2b. Linear line Q3a is an approximate straight line of traveling trajectory N2. When linear Q3a is expressed as a linear function indicated by the X axis and the Y axis, y=0.0001x-0.955.
一方、試験5で行った走行軌跡N1の近似直線であるテスト軌跡Q2bをX軸及びY軸で示される一次関数を表すと、y=0.0007x-1.332となる。このように、修正移動ルートR2bに沿って回転ツールFを移動させて得られた線形Q3aは、テスト軌跡Q2bよりも傾きが小さく、かつ、線形Q3aの切片が目標移動ルートR1b(Yn=-0.9mm、図38参照)に近い値となっている。 On the other hand, when the test trajectory Q2b, which is an approximate straight line of the traveling trajectory N1 performed in
図40は、試験6における各位置のマクロ組織図である。マクロ組織図は回転ツールFの進行方向に対する縦断面図である。図41は、試験6における各位置のミクロ組織図である。ミクロ組織図は各位置の塑性化領域の一部の拡大図である。ここでは、採取位置X=115,450,675,1205mmの位置の接合状況を確認した。Yn値は各位置における突合せ部J1からの距離である。FzNは各位置における回転ツールFの軸方向に作用する反力荷重である。図40に示すように、修正移動ルートR2bに沿って摩擦攪拌接合を行った場合、各採取位置とも接合状態は良好であった。図41に示すように、修正移動ルートR2bに沿って摩擦攪拌接合を行った場合、各採取位置ともバリ(段差)は小さくすることができた。また、各採取位置ともルートフローは発生しなかった。 FIG. 40 is a macro-organizational diagram of each position in Test 6. The macro organization chart is a longitudinal cross-sectional view of the rotating tool F in the direction of movement. FIG. 41 is a microstructure diagram of each position in Test 6. The microstructure diagram is an enlarged view of a portion of the plasticized region at each location. Here, the bonding conditions at sampling positions X=115, 450, 675, and 1205 mm were confirmed. The Yn value is the distance from the butt portion J1 at each position. FzN is a reaction load acting in the axial direction of the rotary tool F at each position. As shown in FIG. 40, when friction stir welding was performed along the modified movement route R2b, the welding state was good at each sampling position. As shown in FIG. 41, when friction stir welding was performed along the modified movement route R2b, burrs (steps) could be reduced at each sampling position. In addition, root flow did not occur at any of the sampling locations.
以上より、設定移動ルートP1bに沿って回転ツールFを移動させた場合に比べ、修正移動ルートR2bに沿って回転ツールFを移動させた方が、より目標移動ルートR1bにより近い位置を摩擦攪拌接合できることが分かった。また、修正移動ルートR2bに沿って回転ツールFを移動させた場合、接合部の接合状況は良好であった。 From the above, compared to moving the rotary tool F along the set movement route P1b, moving the rotary tool F along the modified movement route R2b allows friction stir welding to be performed at a position closer to the target movement route R1b. I found out that it can be done. Further, when the rotary tool F was moved along the corrected movement route R2b, the welding condition of the joint portion was good.
図42は、試験5及び試験6の回転ツールの走行軌跡の差分を示すグラフである。線形N1aは、試験5の走行軌跡N1と設定移動ルートP1bとの差分を表したものである。線形N2aは、試験6の走行軌跡N2と修正移動ルートR2bとの差分である。図42に示すように、線形N1aと線形N2aは概ね同じ値となっている。これは、回転ツールFを進行させてアームロボット31の姿勢が変化することで、アーム31aが力を受ける方向が変わり、断面二次モーメントが変化するとともにたわみ量も変化するためと考えられる。つまり、たわみ量(差分)は、アームロボット31の姿勢(走行位置X方向の姿勢)によって決まるものであると推察される。 FIG. 42 is a graph showing the difference between the running trajectories of the rotary tool in
<試験7:回転ツールの左右位置及び回転ツールに作用する反力荷重>
図43は、試験7の接合部を示す断面図である。試験7では、第一金属部材101と第一金属部材101よりも板厚が小さい第二金属部材102とを突き合わせて突合せ部J1を形成し、回転ツールFを用いて突合せ部J1を摩擦攪拌接合した。図43に示すように、ここでは、摩擦攪拌接合を行った際に、Y位置(回転ツールFの進行方向に対する左右位置)と、Z位置を測定して、これらが接合部に与える影響について確認するための試験(試験7)を行った。試験7は条件を変えて三種類(試験7(1)、試験7(2)、試験7(3))行った。<Test 7: Left and right position of the rotating tool and reaction load acting on the rotating tool>
FIG. 43 is a cross-sectional view showing the joint in Test 7. In test 7, a
図43に示すように、Y位置は、突合せ部J1から先端側ピンF3の平坦面の中心F5までの距離を言う。Z位置は、厚板側の第一金属部材101の表面から先端側ピンF3の平坦面の中心F5までの深さを言い、回転ツールFの軸方向に受ける荷重(反力荷重)Fzを測定することで把握することができる。図44は、試験7(1)における回転ツールのY位置及び荷重の関係を示すグラフである。 As shown in FIG. 43, the Y position refers to the distance from the abutting portion J1 to the center F5 of the flat surface of the tip end pin F3. The Z position refers to the depth from the surface of the
試験7(1)では、任意の設定移動ルートを設定し、その設定移動ルートに沿って回転ツールFを移動させて摩擦攪拌接合を行う。突合せ部J1の接合長さは1300mmである。図44に示すように、線形H1は回転ツールFの走行軌跡を示している。線形H1によれば、回転ツールFは突合せ部J1よりも厚板側(第一金属部材101)を突合せ部J1に対して概ね平行に移動している。線形H2は、試験7(1)を行った際に回転ツールFの軸方向に作用した荷重Fzを示している。荷重Fzは多少の増減はあるものの概ね一定の値になっている。 In test 7 (1), an arbitrary set movement route is set, and the rotary tool F is moved along the set movement route to perform friction stir welding. The joining length of the butt portion J1 is 1300 mm. As shown in FIG. 44, a line H1 indicates a travel locus of the rotary tool F. According to the line H1, the rotary tool F is moving the plate side (first metal member 101) that is thicker than the abutting portion J1 substantially parallel to the abutting portion J1. Linear H2 indicates the load Fz that was applied in the axial direction of the rotary tool F when Test 7(1) was performed. Although the load Fz increases and decreases to some extent, it is generally a constant value.
図45は、試験7(1)における各位置のマクロ組織図である。マクロ組織図は回転ツールFの進行方向に対する縦断面図である。ここでは、採取位置Xα(手前側部分)、Xβ(中央部分)、Xγ(奥側部分)の位置の接合状況を確認した。図45に示すように、採取位置Xα,Xβ,Xγの各位置において接合状況は良好であった。 FIG. 45 is a macro organizational chart of each position in Test 7(1). The macro organization chart is a longitudinal cross-sectional view of the rotating tool F in the direction of movement. Here, the bonding conditions at the sampling positions Xα (front part), Xβ (center part), and Xγ (back part) were confirmed. As shown in FIG. 45, the bonding conditions were good at each of the sampling positions Xα, Xβ, and Xγ.
図46は、試験7(1)において回転ツールのYn値と荷重Fzの関係を示すグラフである。このグラフでは、回転ツールの位置Ynは、負の値が大きくなると厚板側に向かい、正の値が大きくなると薄板側に向かうように示している。グラフの線形N10は、試験7(1)における回転ツールFの位置Ynと荷重Fzの軌跡を表している。線形N10は、ある程度まとまった範囲内に収まっていることが分かる。 FIG. 46 is a graph showing the relationship between the Yn value of the rotary tool and the load Fz in Test 7(1). In this graph, the position Yn of the rotary tool is shown such that as the negative value increases, it moves toward the thick plate, and as the positive value increases, it moves toward the thin plate. Linear line N10 of the graph represents the trajectory of the position Yn of the rotary tool F and the load Fz in Test 7(1). It can be seen that the line N10 falls within a certain range.
図47は、試験7(1)においてケースKA,KB,KC,KDのマクロ組織図及びミクロ組織図を示している。マクロ組織図は進行方向に対する縦断面図である。ミクロ組織図は各ケースの塑性化領域の一部の拡大図である。図47のミクロ組織に示すように、ケースKA,KCではルートフローが発生している。また、マクロ組織に示すように、ケースKBでは接合部の板厚が大きく減少している。一方、ケースKDではルートフローの発生や接合部の板厚の減少は発生していない。つまり、回転ツールFの位置Yn及び荷重Fzが許容範囲(所定の数値範囲)を外れると接合欠陥が発生するおそれがあることが分かった。 FIG. 47 shows the macro-organizational diagram and micro-organizational diagram of cases KA, KB, KC, and KD in Test 7(1). The macro organization chart is a longitudinal sectional view in the direction of progress. The microstructure diagram is an enlarged view of a part of the plasticized region in each case. As shown in the microstructure of FIG. 47, root flow occurs in cases KA and KC. Furthermore, as shown in the macrostructure, in case KB, the plate thickness at the joint portion is greatly reduced. On the other hand, in case KD, there was no occurrence of root flow or reduction in plate thickness at the joint. In other words, it has been found that if the position Yn of the rotary tool F and the load Fz are out of the allowable range (predetermined numerical range), there is a possibility that a joining defect may occur.
図48は、試験7(2)において回転ツールのYn値と荷重Fzの相関関係を示すグラフである。図48の線形N11は、試験7(2)における回転ツールFの位置Ynと荷重Fzの軌跡を表している。試験7(2)では、試験7(1)に対してY位置及び荷重を変えて摩擦攪拌接合を行った。 FIG. 48 is a graph showing the correlation between the Yn value of the rotary tool and the load Fz in Test 7(2). A line N11 in FIG. 48 represents the locus of the position Yn of the rotary tool F and the load Fz in Test 7(2). In test 7(2), friction stir welding was performed with the Y position and load changed from test 7(1).
プロットN12(〇印)における条件では、ミクロ組織の観察結果が良好であった。プロットN13(△印)の条件では、ミクロ組織の観察結果が概ね良好だが、小さいルートフローが発生した。プロットN14(×印)の条件では、ミクロ組織の観察結果が不良であった。 Under the conditions of plot N12 (marked with a circle), the observation results of the microstructure were good. Under the conditions of plot N13 (triangle mark), the observation results of the microstructure were generally good, but a small root flow occurred. Under the conditions of plot N14 (x mark), the observation results of the microstructure were poor.
図49は、試験7(3)において回転ツールのYn値と荷重Fzの関係を示すグラフである。図49の線形N15は、試験(3)における回転ツールFの位置Ynと荷重Fzの軌跡を表している。試験7(3)ではY位置及び荷重の条件を変えて13種類の摩擦攪拌接合を行い、その結果を重ね合わせて表示している。プロットN16(〇印)における条件では、ミクロ組織の観察結果が良好であった。プロットN17(×印)における条件では、ミクロ組織の観察結果が不良であった。 FIG. 49 is a graph showing the relationship between the Yn value of the rotary tool and the load Fz in Test 7(3). A line N15 in FIG. 49 represents the locus of the position Yn of the rotary tool F and the load Fz in test (3). In test 7 (3), 13 types of friction stir welding were performed by changing the Y position and load conditions, and the results are displayed in an overlapping manner. Under the conditions of plot N16 (marked with a circle), the observation results of the microstructure were good. Under the conditions of plot N17 (x mark), the observation results of the microstructure were poor.
また、試験7(1)~(3)によれば、回転ツールFの位置Ynが大きくなるほど(回転ツールFが突合せ部J1から離れて薄板側に向かうほど)、接合部の板厚が小さくなる傾向があることが分かった。また、回転ツールFの位置Ynが小さくなるほど(回転ツールFが突合せ部J1から遠ざかり厚板側に向かうほど)、ルートフローが増大する傾向があることが分かった。また、荷重が小さくなるほど、ルートフローが増大する傾向があることが分かった。なお、荷重が過大となると、接合部の板厚が小さくなる傾向にあると考えられる。 Furthermore, according to Tests 7 (1) to (3), the larger the position Yn of the rotary tool F becomes (as the rotary tool F moves away from the abutting portion J1 and toward the thin plate side), the thinner the plate thickness of the joint becomes. It turns out that there is a trend. It was also found that the smaller the position Yn of the rotary tool F (as the rotary tool F gets farther away from the butt portion J1 and toward the thick plate side), the more the root flow tends to increase. It was also found that the smaller the load, the more the root flow tends to increase. It is considered that when the load becomes excessive, the plate thickness at the joint portion tends to become smaller.
このように、回転ツールFの摩擦攪拌接合中の回転ツールFの位置Yn及び回転ツールFの軸方向に作用する荷重(反力荷重)Fzの少なくとも一方を測定し、これらの測定結果のうち少なくとも一方が許容範囲か否か判定するようにしてもよい。修正移動ルート生成部63は、判定部64によって摩擦攪拌接合中の回転ツールFの左右位置及び回転ツールFの軸方向に作用する反力荷重の少なくとも一方が許容範囲外と判定された場合、つまり、予め設定された所定の数値範囲外と判定された場合、摩擦攪拌接合中の回転ツールFの位置に応じて回転ツールFの位置を再設定した修正移動ルートを算出することが好ましい。また、反力荷重をフィードバックさせて回転ツールFが受ける反力荷重が概ね一定となるように荷重制御を行うことが好ましい。これにより、接合精度をより高めることができる。 In this way, at least one of the position Yn of the rotary tool F during friction stir welding of the rotary tool F and the load (reaction load) Fz acting in the axial direction of the rotary tool F is measured, and at least one of these measurement results is measured. It may be determined whether one of the two is within the allowable range. When the determining
また、判定部64は、摩擦攪拌接合中の回転ツールFの左右位置及び荷重Fzの少なくとも一方が許容範囲外と判定された場合、その第一金属部材101及び第二金属部材102をワーク番号と関連付けて数値範囲外品と判定してもよい。これにより、品質管理を容易に行うことができる。なお、摩擦攪拌接合中の回転ツールFの左右位置及び荷重Fzのうち、回転ツールFの左右方向位置のみを測定し、当該測定結果に基づいて許容範囲か否か判定するようにしてもよい。また、摩擦攪拌接合中の回転ツールFの左右位置及び荷重Fzのうち、荷重Fzのみを測定し、当該測定結果に基づいて許容範囲か否か判定するようにしてもよい。また、各許容範囲については、予め適宜設定すればよい。 Furthermore, when it is determined that at least one of the left and right positions and the load Fz of the rotary tool F during friction stir welding is outside the allowable range, the
1 自動接合システム
2 搬送装置
3 固定装置
4 摩擦攪拌装置
5 制御装置
22 吸引部
F 回転ツール
F2 基端側ピン
F3 先端側ピン
R1 目標移動ルート
R2 修正移動ルート
θ 狙い角度
h 段差寸法
D 隙間量
T 温度1
Claims (4)
Translated fromJapanese摩擦攪拌を行う回転ツールを備え、前記突合せ部を摩擦攪拌接合する摩擦攪拌装置と、
前記第一金属部材の稜線位置を測定する測定部と、
前記摩擦攪拌装置を制御する制御装置と、を備え、
前記回転ツールは、基端側ピン及び前記基端側ピンに連続して形成される先端側ピンを有し、前記基端側ピンのテーパー角度は、前記先端側ピンのテーパー角度よりも大きく、前記基端側ピンの外周面に階段状のピン段差部が形成され、
前記制御装置は、摩擦攪拌接合を行う前の前記稜線位置に基づいて、前記突合せ部の摩擦攪拌接合を行う際に前記回転ツールが移動する目標移動ルートを設定するとともに、前記回転ツールを移動させるための指示位置となる設定移動ルートを設定し、
前記制御装置は、前記回転ツールを挿入した状態で前記回転ツールを前記設定移動ルートに沿って移動するように制御して摩擦攪拌接合を行いながら移動させた走行軌跡と、前記目標移動ルートとの差分に基づいて、前記設定移動ルートの進行方向を前記目標移動ルートに対して斜めに変位させた位置に前記回転ツールの指示位置を設定した修正移動ルートを算出し、
前記摩擦攪拌装置は、前記回転ツールを前記修正移動ルートに沿って移動するように制御することで、前記回転ツールの所定の狙い角度を維持しつつ、前記ピン段差部の段差底面で塑性流動材を押さえながら前記目標移動ルートに沿って摩擦攪拌接合を行うことを特徴とする自動接合システム。A first metal member and a second metal member placed on a pedestal are butted with a step by abutting their end surfaces such that the surface of the second metal member is lower than the surface of the first metal member. An automatic welding system for friction stir welding parts,
a friction stir device that includes a rotating tool that performs friction stir and performs friction stir welding of the abutting portion;
a measurement unit that measures the ridgeline position of the first metal member;
A control device that controls the friction stir device,
The rotary tool has a proximal pin and a distal pin formed continuously with the proximal pin, and the proximal pin has a taper angle larger than the distal pin; A stepped pin step portion is formed on the outer peripheral surface of the proximal pin,
The control device sets a target movement route for the rotary tool to move when performing friction stir welding of the abutting portion based on the ridge line position before performing friction stir welding, and also moves the rotary tool. Set the movement route that will be the indicated position for
The control device controls the rotary tool to move along the set movement route in a state in which the rotary tool is inserted, and makes a difference between a travel trajectory in which the rotary tool is moved while performing friction stir welding and the target movement route. Based on the difference, calculate a corrected movement route in which the indicated position of the rotary tool is set at a position where the traveling direction of the set movement route is displaced diagonally with respect to the target movement route;
The friction stir device controls the rotary tool to move along the corrected movement route, thereby maintaining a predetermined aiming angle of the rotary tool and stirring the plastic fluid material at the bottom surface of the stepped portion of the pin step. An automatic welding system characterized in that friction stir welding is performed along the target movement route while holding down.
前記目標移動ルートから平行に変位させた位置に前記設定移動ルートを設定し、
前記回転ツールを前記設定移動ルートに沿って移動するように制御した走行軌跡と、前記目標移動ルートとの差分に基づいて、前記設定移動ルートの進行方向を前記回転ツールの進行方向に向かうにつれて前記第一金属部材側に向けて前記差分だけ斜めに変位させた位置に前記修正移動ルートを算出することを特徴とする請求項1に記載の自動接合システム。The control device includes:
setting the set movement route at a position displaced in parallel from the target movement route;
Based on the difference between the travel trajectory in which the rotating tool is controlled to move along the set moving route and the target moving route, the moving direction of the set moving route is changed toward the moving direction of the rotating tool. 2. The automatic joining system according to claim 1, wherein the corrected movement route is calculated at a position obliquely displaced by the difference toward the first metal member.
前記目標移動ルートから平行に変位させた位置に前記設定移動ルートを設定し、
前記回転ツールを前記設定移動ルートに沿って移動するように制御した走行軌跡を取得し、
前記走行軌跡が前記目標移動ルートに対して斜めに変位した角度の分だけ、前記走行軌跡が変位した向きとは反対方向に向けて、前記設定移動ルートの進行方向を斜めに変位させるとともに、前記走行軌跡が前記目標移動ルートに対して略平行に変位した長さの分だけ、前記走行軌跡が変位した向きとは反対方向に向けて、前記設定移動ルートを略平行に変位させた位置に、前記修正移動ルートを設定することを特徴とする請求項1乃至請求項3のいずれか一項に記載の自動接合システム。
The control device includes:
setting the set movement route at a position displaced in parallel from the target movement route;
obtaining a travel trajectory in which the rotation tool is controlled to move along the set movement route;
Displacing the travel direction of the set travel route obliquely in a direction opposite to the direction in which the travel route is displaced by an angle at which the travel route is obliquely displaced with respect to the target travel route, and to a position where the set travel route is displaced substantially parallel to the target travel route in a direction opposite to the direction in which the travel trajectory is displaced by a length by which the travel trajectory is displaced approximately parallel to the target travel route; The automatic joining system according to any one of claims 1 to 3, wherein the modified movement route is set.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/633,506US11794272B2 (en) | 2019-08-08 | 2020-08-07 | Automatic joining system |
| PCT/JP2020/030453WO2021025155A1 (en) | 2019-08-08 | 2020-08-07 | Automatic joining system |
| JP2020134885AJP7415841B2 (en) | 2020-08-07 | 2020-08-07 | Automatic joining system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020134885AJP7415841B2 (en) | 2020-08-07 | 2020-08-07 | Automatic joining system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022030706A JP2022030706A (en) | 2022-02-18 |
| JP7415841B2true JP7415841B2 (en) | 2024-01-17 |
Family
ID=80324341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020134885AActiveJP7415841B2 (en) | 2019-08-08 | 2020-08-07 | Automatic joining system |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7415841B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7216235B1 (en) | 2022-05-13 | 2023-01-31 | 株式会社日立パワーソリューションズ | Friction Stir Welding Apparatus and Method for Determining Welding Quality |
| JP7445355B1 (en) | 2023-11-01 | 2024-03-07 | 京浜ラムテック株式会社 | Rotating member for friction stirring, joining device, and joining method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000263254A (en) | 1997-07-23 | 2000-09-26 | Hitachi Ltd | Friction stir welding method |
| JP2001269779A (en) | 2000-03-24 | 2001-10-02 | Nippon Light Metal Co Ltd | Joining method, tailored blank plate and joining tool |
| JP2002153983A (en) | 2001-10-15 | 2002-05-28 | Nippon Light Metal Co Ltd | Friction stir welding apparatus and friction stir welding method |
| JP2002301579A (en) | 2002-02-27 | 2002-10-15 | Hitachi Ltd | Friction welding method and apparatus |
| JP2004136305A (en) | 2002-10-16 | 2004-05-13 | Mitsubishi Heavy Ind Ltd | Method and equipment of friction stir welding |
| JP2016215264A (en) | 2015-05-26 | 2016-12-22 | 株式会社東芝 | Friction stir welding tool and friction stir welding apparatus |
- 2020
- 2020-08-07JPJP2020134885Apatent/JP7415841B2/enactiveActive
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000263254A (en) | 1997-07-23 | 2000-09-26 | Hitachi Ltd | Friction stir welding method |
| JP2001269779A (en) | 2000-03-24 | 2001-10-02 | Nippon Light Metal Co Ltd | Joining method, tailored blank plate and joining tool |
| JP2002153983A (en) | 2001-10-15 | 2002-05-28 | Nippon Light Metal Co Ltd | Friction stir welding apparatus and friction stir welding method |
| JP2002301579A (en) | 2002-02-27 | 2002-10-15 | Hitachi Ltd | Friction welding method and apparatus |
| JP2004136305A (en) | 2002-10-16 | 2004-05-13 | Mitsubishi Heavy Ind Ltd | Method and equipment of friction stir welding |
| JP2016215264A (en) | 2015-05-26 | 2016-12-22 | 株式会社東芝 | Friction stir welding tool and friction stir welding apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022030706A (en) | 2022-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021025155A1 (en) | Automatic joining system | |
| JP7415841B2 (en) | Automatic joining system | |
| JP7415844B2 (en) | Automatic joining system | |
| JP7415843B2 (en) | Automatic joining system | |
| US10525551B2 (en) | Cladding-by-welding device, erosion shield forming method, and turbine blade manufacturing method | |
| JP7415842B2 (en) | Automatic joining system | |
| JP5040029B2 (en) | Cylinder head support device for valve seat formation | |
| JP4865608B2 (en) | Repair method and repair device for welded part | |
| JP6333670B2 (en) | Laser welding apparatus and welding method thereof | |
| JP4277247B2 (en) | Friction stir welding equipment | |
| JP5249638B2 (en) | Laser arc welding method and laser arc combined welding apparatus | |
| CN114206536B (en) | automatic joining system | |
| CN112004637B (en) | Laser welding method | |
| JP7293964B2 (en) | Automatic joining system | |
| JP7293965B2 (en) | Automatic joining system | |
| CN113560580A (en) | Laser repairing method and device for metal parts | |
| JP3555612B2 (en) | Laser brazing processing method and processing apparatus | |
| JP2005138126A (en) | Welding system | |
| CN113084197B (en) | Inching repair method for thin-wall structural part based on laser additive manufacturing | |
| JP7273705B2 (en) | Distance measuring device, friction stir welding device, and friction stir welding method | |
| CN117047263A (en) | Laser processing machine and method for correcting condensing diameter of laser processing machine | |
| JP2008246582A (en) | Friction stir welding equipment | |
| CN119407324B (en) | Microchannel cold plate and method of manufacturing the same | |
| WO2018129763A1 (en) | U-shaped tube axial movement detecting device and method of tube-tube sheet welding system | |
| JP6049449B2 (en) | Copy welding equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination | Free format text:JAPANESE INTERMEDIATE CODE: A621 Effective date:20230330 | |
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) | Free format text:JAPANESE INTERMEDIATE CODE: A01 Effective date:20231205 | |
| A61 | First payment of annual fees (during grant procedure) | Free format text:JAPANESE INTERMEDIATE CODE: A61 Effective date:20231218 | |
| R150 | Certificate of patent or registration of utility model | Ref document number:7415841 Country of ref document:JP Free format text:JAPANESE INTERMEDIATE CODE: R150 |