JP5867400B2 - Polyphenylene sulfide fiber and nonwoven fabric - Google Patents
Polyphenylene sulfide fiber and nonwoven fabricDownload PDFInfo
- Publication number
- JP5867400B2 JP5867400B2JP2012532391AJP2012532391AJP5867400B2JP 5867400 B2JP5867400 B2JP 5867400B2JP 2012532391 AJP2012532391 AJP 2012532391AJP 2012532391 AJP2012532391 AJP 2012532391AJP 5867400 B2JP5867400 B2JP 5867400B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- crystallinity
- pps
- nonwoven fabric
- spinning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835fiberSubstances0.000titleclaimsdescription110
- 239000004734Polyphenylene sulfideSubstances0.000titleclaimsdescription92
- 229920000069polyphenylene sulfidePolymers0.000titleclaimsdescription92
- 239000004745nonwoven fabricSubstances0.000titleclaimsdescription76
- 238000009987spinningMethods0.000description51
- 229920005989resinPolymers0.000description43
- 239000011347resinSubstances0.000description43
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description29
- 238000000034methodMethods0.000description26
- 238000009835boilingMethods0.000description24
- 238000004049embossingMethods0.000description16
- 230000014759maintenance of locationEffects0.000description14
- 238000002844meltingMethods0.000description12
- 230000008018meltingEffects0.000description12
- 238000005259measurementMethods0.000description11
- 238000002425crystallisationMethods0.000description10
- 230000008025crystallizationEffects0.000description10
- 230000037303wrinklesEffects0.000description10
- 230000000052comparative effectEffects0.000description9
- 239000013078crystalSubstances0.000description7
- 238000010438heat treatmentMethods0.000description7
- 238000012360testing methodMethods0.000description7
- 239000000126substanceSubstances0.000description6
- 239000004744fabricSubstances0.000description5
- 238000004519manufacturing processMethods0.000description5
- 239000002184metalSubstances0.000description5
- RELMFMZEBKVZJC-UHFFFAOYSA-N1,2,3-trichlorobenzeneChemical compoundClC1=CC=CC(Cl)=C1ClRELMFMZEBKVZJC-UHFFFAOYSA-N0.000description4
- IJGRMHOSHXDMSA-UHFFFAOYSA-NAtomic nitrogenChemical compoundN#NIJGRMHOSHXDMSA-UHFFFAOYSA-N0.000description4
- 239000012298atmosphereSubstances0.000description4
- 239000000463materialSubstances0.000description4
- XWUCFAJNVTZRLE-UHFFFAOYSA-N7-thiabicyclo[2.2.1]hepta-1,3,5-trieneChemical groupC1=C(S2)C=CC2=C1XWUCFAJNVTZRLE-UHFFFAOYSA-N0.000description3
- 230000008859changeEffects0.000description3
- 239000002131composite materialSubstances0.000description3
- 238000001816coolingMethods0.000description3
- 229920000642polymerPolymers0.000description3
- 230000008569processEffects0.000description3
- 238000010998test methodMethods0.000description3
- SOHCOYTZIXDCCO-UHFFFAOYSA-N6-thiabicyclo[3.1.1]hepta-1(7),2,4-trieneChemical groupC=1C2=CC=CC=1S2SOHCOYTZIXDCCO-UHFFFAOYSA-N0.000description2
- 239000003795chemical substances by applicationSubstances0.000description2
- 229920006240drawn fiberPolymers0.000description2
- 238000001035dryingMethods0.000description2
- 230000004927fusionEffects0.000description2
- 230000009477glass transitionEffects0.000description2
- 239000011810insulating materialSubstances0.000description2
- 239000007788liquidSubstances0.000description2
- 230000007246mechanismEffects0.000description2
- 229910052757nitrogenInorganic materials0.000description2
- 230000035699permeabilityEffects0.000description2
- 229920001296polysiloxanePolymers0.000description2
- RNFJDJUURJAICM-UHFFFAOYSA-N2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-trieneChemical compoundN=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1RNFJDJUURJAICM-UHFFFAOYSA-N0.000description1
- ODPYDILFQYARBK-UHFFFAOYSA-N7-thiabicyclo[4.1.0]hepta-1,3,5-trieneChemical groupC1=CC=C2SC2=C1ODPYDILFQYARBK-UHFFFAOYSA-N0.000description1
- 239000000853adhesiveSubstances0.000description1
- 230000001070adhesive effectEffects0.000description1
- 239000003242anti bacterial agentSubstances0.000description1
- 229940121375antifungal agentDrugs0.000description1
- 239000003429antifungal agentSubstances0.000description1
- 230000008901benefitEffects0.000description1
- 238000007664blowingMethods0.000description1
- 238000004364calculation methodMethods0.000description1
- 239000000470constituentSubstances0.000description1
- 230000008602contractionEffects0.000description1
- 238000007334copolymerization reactionMethods0.000description1
- 239000003484crystal nucleating agentSubstances0.000description1
- 238000001938differential scanning calorimetry curveMethods0.000description1
- 239000000428dustSubstances0.000description1
- 230000000694effectsEffects0.000description1
- 238000005516engineering processMethods0.000description1
- 239000010408filmSubstances0.000description1
- 239000003063flame retardantSubstances0.000description1
- 125000005843halogen groupChemical group0.000description1
- 230000001771impaired effectEffects0.000description1
- 230000006872improvementEffects0.000description1
- 239000006224matting agentSubstances0.000description1
- 239000000155meltSubstances0.000description1
- 238000002074melt spinningMethods0.000description1
- 239000000203mixtureSubstances0.000description1
- 238000012986modificationMethods0.000description1
- 230000004048modificationEffects0.000description1
- 239000012299nitrogen atmosphereSubstances0.000description1
- 125000001997phenyl groupChemical group[H]C1=C([H])C([H])=C(*)C([H])=C1[H]0.000description1
- 230000000704physical effectEffects0.000description1
- 239000000049pigmentSubstances0.000description1
- 239000004033plasticSubstances0.000description1
- 229920003023plasticPolymers0.000description1
- 238000006116polymerization reactionMethods0.000description1
- 238000012545processingMethods0.000description1
- 238000004080punchingMethods0.000description1
- 230000005855radiationEffects0.000description1
- 230000009467reductionEffects0.000description1
- 239000011342resin compositionSubstances0.000description1
- 239000007787solidSubstances0.000description1
- 239000007921spraySubstances0.000description1
- 238000009864tensile testMethods0.000description1
- 239000002759woven fabricSubstances0.000description1
Images
Classifications
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/76—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products
- D01F6/765—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products from polyarylene sulfides
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/76—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/69—Autogenously bonded nonwoven fabric
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Artificial Filaments (AREA)
Description
Translated fromJapanese本発明は、ポリフェニレンスルフィド(以下、「PPS」と略記することがある。)を主成分とする樹脂からなる繊維およびその繊維から構成される不織布に関する。 The present invention relates to a fiber made of a resin mainly composed of polyphenylene sulfide (hereinafter sometimes abbreviated as “PPS”) and a non-woven fabric composed of the fiber.
PPS樹脂は、耐熱性、難燃性および耐薬品性に優れた特性を有し、エンジニアプラスチック、フィルム、繊維および不織布等として好適に用いられている。特に不織布については、これらの特性を活かし、耐熱性フィルター、電気絶縁材および電池セパレーターなどの産業用途への利用が期待されている。 PPS resins have excellent heat resistance, flame retardancy, and chemical resistance, and are suitably used as engineer plastics, films, fibers, nonwoven fabrics, and the like. In particular, non-woven fabrics are expected to be utilized for industrial applications such as heat-resistant filters, electrical insulating materials, and battery separators by taking advantage of these characteristics.
一方、PPS樹脂を繊維に成形し不織布化する場合、熱に対する寸法安定性が悪く、繊維あるいは不織布の熱収縮が大きいことが問題であった。 On the other hand, when forming a non-woven fabric by forming a PPS resin into a fiber, there is a problem that the dimensional stability against heat is poor and the heat shrinkage of the fiber or the non-woven fabric is large.
PPS不織布の寸法安定性を改善する手段としては、例えば、PPS樹脂をスパンボンド法により紡糸延伸して得られる布帛の第1結晶下温度以下で仮接着を施し、その後緊張下で当該第1結晶化温度以上の温度条件で熱処理して繊維の結晶化を促進した後、本接着を施す長繊維不織布が提案されている(例えば、特許文献1参照。)。またPPS樹脂を紡糸速度6,000m/分以上の高速で延伸することにより、繊維の結晶化を促進させ、熱収縮を抑制する耐熱性不織布が提案されている(例えば、特許文献2参照。)。しかしながら、いずれの提案も熱接着性に劣る問題が生じていた。
このように、耐熱性と熱接着性を両立するPPS繊維あるいはPPS不織布について何ら提案されていないのが現状である。As a means for improving the dimensional stability of the PPS nonwoven fabric, for example, temporary bonding is performed at a temperature below the first crystal of a fabric obtained by spinning and stretching a PPS resin by a spunbond method, and then the first crystal under tension is applied. There has been proposed a long-fiber nonwoven fabric that is subjected to heat treatment under a temperature condition equal to or higher than the crystallization temperature to promote fiber crystallization, and then subjected to main bonding (for example, see Patent Document 1). Further, a heat-resistant nonwoven fabric that promotes fiber crystallization and suppresses thermal shrinkage by stretching a PPS resin at a high speed of spinning speed of 6,000 m / min or more has been proposed (see, for example, Patent Document 2). . However, each proposal has a problem inferior in thermal adhesiveness.
Thus, at present, no proposal has been made regarding PPS fibers or PPS nonwoven fabrics that have both heat resistance and thermal adhesiveness.
本発明の目的は、上記従来技術の問題点に鑑み、優れた耐熱性と熱接着性を両立するPPS樹脂を主成分とする繊維およびその繊維から構成される不織布を提供することにある。 An object of the present invention is to provide a fiber mainly composed of a PPS resin that has both excellent heat resistance and thermal adhesiveness, and a nonwoven fabric composed of the fiber, in view of the above-described problems of the prior art.
前述のような公知技術において耐熱性と熱接着性とが両立しない理由としては、結晶化を促進すれば熱に対する寸法安定性は向上するが、その分、溶融して熱接着に寄与しうる、非晶部分が少なくなるためと考える。このように相容れないとも考えられる特性を両立すべく鋭意検討の結果、次の達成手段を採用するに至った。 As a reason why heat resistance and thermal adhesiveness are not compatible in the above-mentioned known technologies, dimensional stability against heat is improved if crystallization is promoted. This is because the amorphous part is reduced. As a result of intensive studies to achieve such characteristics that are considered to be incompatible with each other, the following achievement means have been adopted.
すなわち本発明1はポリフェニレンスルフィド繊維に関し、ポリフェニレンスルフィドを主成分とし、結晶化度と剛直非晶量との和が30%以上90%以下であることを特徴とする。
また本発明2は不織布に関し、本発明1のポリフェニレンスルフィド繊維から構成されてなることを特徴とする。That is, the
In addition, the
本発明1のポリフェニレンスルフィド繊維(以下、PPS繊維ともいう。)は、結晶化度と剛直非晶量との和が30%以上、好ましくは35%以上とすることにより、熱に対する寸法安定性に優れた繊維となり、結晶化度と剛直非晶量の和が90%以下、より好ましくは70%以下、さらに好ましくは50%以下とすることで、熱接着性の点で好ましい繊維となっている。 The polyphenylene sulfide fiber (hereinafter also referred to as PPS fiber) of the
上記の結晶化度は、特定の範囲に限定されないが、5%以上、より好ましくは10%以上、さらに好ましくは15%以上とすることにより、不織ウェブを熱接着する際にシートがロールへ取られて破断してしまうことを防止することができ、一方、結晶化度を25%未満、より好ましくは23%以下、さらに好ましくは20%以下とすることにより、非晶部分(剛直非晶含む)を多く存在させ、不織ウェブを熱接着する際の熱接着性に優れた繊維とすることができるので、好ましい。 The degree of crystallinity is not limited to a specific range, but is 5% or more, more preferably 10% or more, and still more preferably 15% or more. On the other hand, it is possible to prevent the material from being broken, and on the other hand, by setting the crystallinity to less than 25%, more preferably 23% or less, and still more preferably 20% or less, an amorphous part (rigid amorphous) A large amount of (including)), and a fiber having excellent thermal adhesiveness when the nonwoven web is thermally bonded can be obtained.
また上記の不織布は、特定の製法や構造のものに限定されず、例えばスパンボンド法などを用いて製造でき、熱接着または機械的交絡によりPPS繊維を一体化させることができる。 Moreover, said nonwoven fabric is not limited to the thing of a specific manufacturing method or structure, For example, it can manufacture using a spun bond method etc., and can integrate a PPS fiber by thermal bonding or mechanical entanglement.
本発明のPPS繊維は、PPS樹脂の耐熱性、耐薬品性および難燃性の特性を有しながら、熱接着性に優れる。また従って本発明の不織布は、PPS樹脂の耐熱性、耐薬品性および難燃性の特性を有しながら、機械的強度に優れ、様々な産業用途への利用が可能となる。 The PPS fiber of the present invention is excellent in thermal adhesiveness while having the heat resistance, chemical resistance and flame retardancy characteristics of the PPS resin. Therefore, the nonwoven fabric of the present invention has excellent mechanical strength while having the heat resistance, chemical resistance and flame retardancy characteristics of PPS resin, and can be used for various industrial applications.
本発明で用いる樹脂は、PPSを主成分とする。以下、本発明で使用される、PPSを主成分とする樹脂を「PPS樹脂」とも呼ぶ。
PPSは、繰り返し単位としてp−フェニレンスルフィド単位やm−フェニレンスルフィド単位等のフェニレンスルフィド単位を有するポリマーである。なかでも、p−フェニレンスルフィド単位を90モル%以上含む実質的に線状のポリマーが、その耐熱性や曳糸性の点から好ましい。また、PPSを主成分として低融点化を図る場合は、p−フェニレンスルフィド単位にm−フェニレンスルフィド単位が共重合されたポリマーとすることが、PPSの難燃性や耐薬品性を損なうことが無いため好ましい。この共重合PPSは、複合繊維の一成分として好適に用いることができる。The resin used in the present invention contains PPS as a main component. Hereinafter, the resin mainly composed of PPS used in the present invention is also referred to as “PPS resin”.
PPS is a polymer having phenylene sulfide units such as p-phenylene sulfide units and m-phenylene sulfide units as repeating units. Among these, a substantially linear polymer containing 90 mol% or more of p-phenylene sulfide units is preferable from the viewpoint of heat resistance and spinnability. Moreover, when lowering the melting point with PPS as the main component, a polymer in which m-phenylene sulfide units are copolymerized with p-phenylene sulfide units may impair the flame retardancy and chemical resistance of PPS. Since there is no, it is preferable. This copolymerized PPS can be suitably used as a component of a composite fiber.
PPSには、トリクロルベンゼンが実質的に共重合されていないことが好ましい。トリクロルベンゼンは1ベンゼン環当り3個以上のハロゲン置換基を有し、これを共重合させることはPPSに分岐構造を与えることになり、PPS樹脂の曳糸性が劣り紡糸延伸時の糸切れが多発する傾向となるからである。トリクロルベンゼンが実質的に共重合されていない程度としては、0.05モル%以下が好ましく、より好ましくは、0.01モル%以下である。 It is preferable that trichlorobenzene is not substantially copolymerized with PPS. Trichlorobenzene has three or more halogen substituents per benzene ring, and copolymerization thereof gives the PPS a branched structure, and the spinnability of the PPS resin is inferior and yarn breakage at the time of spinning and drawing is lost. This is because it tends to occur frequently. The extent that trichlorobenzene is not substantially copolymerized is preferably 0.05 mol% or less, and more preferably 0.01 mol% or less.
PPS樹脂に対するPPSの含有量としては、耐熱性、耐薬品性などの点から、85質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。また、PPS樹脂には、本発明の効果を損なわない範囲で、結晶核剤、艶消し剤、顔料、防カビ剤、抗菌剤、難燃剤または親水剤等を添加してもよい。 The content of PPS with respect to the PPS resin is preferably 85% by mass or more, more preferably 90% by mass or more, and still more preferably 95% by mass or more from the viewpoints of heat resistance and chemical resistance. In addition, a crystal nucleating agent, a matting agent, a pigment, an antifungal agent, an antibacterial agent, a flame retardant, a hydrophilic agent, or the like may be added to the PPS resin as long as the effects of the present invention are not impaired.
本発明で使用するPPS樹脂は、ASTM D1238−70(測定温度315.5℃、測定荷重5kg荷重)に準じて測定するメルトフローレート(以下、MFRと略記することがある。)が100〜300g/10分であることが好ましい。MFRを100g/10分以上、より好ましくは140g/10分以上とすることで、適度な流動性をとり、溶融紡糸において口金の背面圧の上昇を抑え、牽引延伸する際の糸切れも抑えることができる。一方、MFRを300g/10分以下、より好ましくは225g/10分以下とすることで、重合度あるいは分子量を適度に高くとり、実用に供し得る強度や耐熱性を得ることができる。 The PPS resin used in the present invention has a melt flow rate (hereinafter sometimes abbreviated as MFR) measured according to ASTM D1238-70 (measurement temperature 315.5 ° C.,
本発明のPPS繊維は、結晶化度と剛直非晶との和が30%以上90%以下であることが重要である。
本発明で言う結晶化度とは、実施例で後述するように示差走査熱量計(DSC)による測定から求められるものである。In the PPS fiber of the present invention, it is important that the sum of crystallinity and rigid amorphous is 30% or more and 90% or less.
The crystallinity referred to in the present invention is obtained from measurement by a differential scanning calorimeter (DSC) as will be described later in Examples.
本発明で言う剛直非晶とは、次式に示すとおり、繊維を形成する結晶・非晶の全体(100%)から結晶化度[%]、可動非晶量[%]を差し引いた残りの量を言う。
剛直非晶量[%]=100[%]−結晶化度[%]−可動非晶量[%]。
ここで、本発明で言う可動非晶量とは、実施例で後述するように温度変調DSCによる測定から求められるものである。The rigid amorphous as used in the present invention is the rest of the crystal / amorphous (100%) forming the fiber minus the crystallinity [%] and the movable amorphous amount [%] as shown in the following formula. Say quantity.
Rigid amorphous amount [%] = 100 [%]-crystallinity [%]-movable amorphous amount [%].
Here, the movable amorphous amount referred to in the present invention is obtained from measurement by temperature modulation DSC as described later in Examples.
本発明者らは、熱に対する寸法安定性に結晶以外にも剛直非晶が大きく影響していることを見出している。
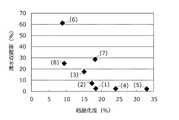
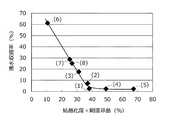
すなわち、図1の結晶化度と沸水収縮率の関係で示すとおり、結晶化度20%未満の領域では、結晶化度が同程度でも沸水収縮率に大きな差異が見られるが、図2の結晶化度と剛直非晶量の和と沸水収縮率の関係に示すとおり、結晶化度に剛直非晶量を加えることで沸水収縮率との間に強い相関が見られるようになり、剛直非晶が熱に対する寸法安定性に大きく影響していることがわかる。そのメカニズムは明らかではないが、剛直非晶は非晶でありながら熱に対する寸法安定性については結晶に類似した役割を果たしているものと考えられる。
なお、図1と図2において、データは後述の実施例と比較例に基づくものであり、それぞれグラフ中の()内に示した数字は、後述の表1中に示す対応番号に対応する。The present inventors have found that rigid amorphous influences the dimensional stability against heat in addition to crystals.
That is, as shown by the relationship between the degree of crystallinity and the boiling water shrinkage in FIG. 1, in the region where the degree of crystallinity is less than 20%, there is a large difference in the boiling water shrinkage even if the degree of crystallinity is the same. As shown in the relationship between the sum of the degree of crystallinity and the amount of rigid amorphous and the boiling water shrinkage rate, adding a rigid amorphous amount to the degree of crystallinity shows a strong correlation with the boiling water shrinkage rate. It can be seen that has a great influence on the dimensional stability against heat. Although the mechanism is not clear, it is considered that the rigid amorphous plays a role similar to the crystal in terms of dimensional stability against heat while being amorphous.
In FIG. 1 and FIG. 2, the data are based on examples and comparative examples described later, and the numbers shown in parentheses in the graphs correspond to the corresponding numbers shown in Table 1 described later.
また、図2から結晶化度と剛直非晶量の和が30%以上で沸水収縮率は20%未満となり、さらに結晶化度と剛直非晶量の和が35%以上で沸水収縮率は10%未満となる。
沸水収縮率は、熱収縮による幅入り、シワおよび表面の凹凸の発生を抑える上で20%以下が好ましく、より好ましくは15%以下、さらに好ましくは10%以下である。よって、結晶化度と剛直非晶量の和を30%以上、好ましくは35%以上とすることにより、熱に対する寸法安定性に優れた繊維とすることができる。Further, from FIG. 2, the sum of the crystallinity and the rigid amorphous amount is 30% or more and the boiling water shrinkage is less than 20%, and the sum of the crystallinity and the rigid amorphous amount is 35% or more and the boiling water shrinkage is 10%. %.
The boiling water shrinkage ratio is preferably 20% or less, more preferably 15% or less, and even more preferably 10% or less, in order to suppress generation of width, wrinkles and surface irregularities due to heat shrinkage. Therefore, by setting the sum of the crystallinity and the rigid amorphous amount to 30% or more, preferably 35% or more, a fiber having excellent dimensional stability against heat can be obtained.
一方、剛直非晶だけでなく可動非晶も10%以上、より好ましくは30%以上、さらに好ましくは50%以上含む方が、熱接着性の点で好ましい。そのメカニズムは明らかではないが、繊維同士が熱接着する際、可動非晶もある程度含む方が圧接に応じた組成変形を起こしやすいためと考えている。すなわちPPS繊維における結晶化度と剛直非晶量の和としては90%以下、より好ましくは70%以下、さらに好ましくは50%以下が好ましい。 On the other hand, not only rigid amorphous but also movable amorphous is preferably 10% or more, more preferably 30% or more, and still more preferably 50% or more in view of thermal adhesiveness. Although the mechanism is not clear, it is considered that when fibers are thermally bonded to each other, the composition including movable amorphous material is likely to cause compositional deformation corresponding to the pressure contact. That is, the sum of the crystallinity and the amount of rigid amorphous in the PPS fiber is preferably 90% or less, more preferably 70% or less, and still more preferably 50% or less.
また本発明におけるPPS繊維の結晶化度は、5%以上25%未満であることが好ましい。
結晶化度については、従来は前述の特許文献2にも記載されているように、PPS繊維に熱寸法安定性を安定的に付与するには、結晶化度は25%以上が必要であると考えられていた。しかし、本発明によれば結晶化度が25%未満であっても剛直非晶を増加させることによりPPS繊維の熱収縮を小さくすることができる。従来、PPS繊維の結晶化度が小さければ非晶部分が多く熱寸法安定性に劣り、結晶化度が大きければ非晶部分が少なく熱接着性に劣るという関係にあったが、本発明によれば非晶部分の中でも剛直非晶を大きくし、熱寸法安定性を付与することで、良好な熱寸法安定性と熱接着性の両立が可能となる。Moreover, it is preferable that the crystallinity degree of the PPS fiber in this invention is 5% or more and less than 25%.
Regarding the degree of crystallinity, as described in
本発明のPPS繊維の結晶化度を5%以上、より好ましくは10%以上、さらに好ましくは15%以上とすることにより、不織ウェブを熱接着する際にシートがロールへ取られて破断してしまうことを防止することができる。一方、結晶化度を25%未満、より好ましくは23%以下、さらに好ましくは20%以下とすることにより、非晶部分(剛直非晶含む)を多く存在させ、不織ウェブを熱接着する際の熱接着性に優れた繊維とすることができる。 By setting the crystallinity of the PPS fiber of the present invention to 5% or more, more preferably 10% or more, and even more preferably 15% or more, the sheet is taken to a roll and fractured when the nonwoven web is thermally bonded. Can be prevented. On the other hand, when the degree of crystallinity is less than 25%, more preferably 23% or less, and even more preferably 20% or less, a large amount of amorphous part (including rigid amorphous) is present and the nonwoven web is thermally bonded. It can be set as the fiber excellent in thermal adhesiveness.
本発明のPPS繊維の断面形状としては、円形、中空丸形、楕円形、扁平型、多角型および(X型、Y型等の)多葉型などいずれの形状でも良い。
また本発明のPPS繊維は、複合の形態であっても構わない。係る複合形態としては例えば、芯鞘型、芯鞘偏心型、海島型、並列型、放射型、多葉型等をあげることができる。なかでも、繊維の曳糸性に優れる芯鞘型が好ましい。The cross-sectional shape of the PPS fiber of the present invention may be any shape such as a circular shape, a hollow round shape, an elliptical shape, a flat shape, a polygonal shape, and a multi-leaf shape (such as X-type and Y-type).
The PPS fiber of the present invention may be in a composite form. Examples of the composite form include a core-sheath type, a core-sheath eccentric type, a sea-island type, a parallel type, a radiation type, and a multi-leaf type. Of these, a core-sheath type excellent in fiber spinnability is preferable.
本発明のPPS繊維の平均単繊維繊度としては、0.5〜10dtexが好ましい。
平均単繊維繊度を0.5dtex以上、より好ましくは1dtex以上、さらに好ましくは2dtex以上とすることにより、繊維の曳糸性を保ち、紡糸中に糸切れが多発するのを抑えることができる。
また、平均単繊維繊度を10dtex以下、より好ましくは5dtex以下、さらに好ましくは4dtex以下とすることで、紡糸口金単孔当たりの溶融樹脂の吐出量を抑え繊維に対して十分な冷却を施すことができ、繊維間の融着による紡糸性の低下を抑えることができる。また、不織布としたときの目付ムラを抑え、表面の品位を優れたものとすることができる。また不織布をフィルター等に適用する場合のダスト捕集性能の観点からも、平均単繊維繊度は10dtex以下が好ましく、より好ましくは5dtex以下、さらに好ましくは4dtex以下である。The average single fiber fineness of the PPS fiber of the present invention is preferably 0.5 to 10 dtex.
By setting the average single fiber fineness to 0.5 dtex or more, more preferably 1 dtex or more, and even more preferably 2 dtex or more, it is possible to maintain the spinnability of the fiber and to prevent frequent yarn breakage during spinning.
In addition, by setting the average single fiber fineness to 10 dtex or less, more preferably 5 dtex or less, and even more preferably 4 dtex or less, it is possible to suppress the discharge amount of the molten resin per spinneret single hole and sufficiently cool the fibers. And a reduction in spinnability due to fusion between fibers can be suppressed. Moreover, the fabric weight per unit area when the nonwoven fabric is formed can be suppressed, and the surface quality can be improved. Further, from the viewpoint of dust collection performance when the nonwoven fabric is applied to a filter or the like, the average single fiber fineness is preferably 10 dtex or less, more preferably 5 dtex or less, and further preferably 4 dtex or less.
本発明のPPS繊維は、織物や不織布等のあらゆる布帛を構成する繊維として用いることができるが、熱接着性に優れることから、中でも熱圧着により構造を固定する不織布の構成繊維として好適に用いることができる。
本発明のPPS不織布は、長繊維、短繊維のいずれの態様も採用することができるが、生産性に優れる点からスパンボンド法による長繊維不織布が好ましい。The PPS fiber of the present invention can be used as a fiber constituting any fabric such as a woven fabric and a non-woven fabric. However, since it has excellent thermal adhesiveness, it is preferably used as a constituent fiber of a non-woven fabric that fixes the structure by thermocompression bonding. Can do.
The PPS nonwoven fabric of the present invention can employ either a long fiber or a short fiber, but a long fiber nonwoven fabric by a spunbond method is preferred from the viewpoint of excellent productivity.
本発明の不織布の目付としては、10〜1000g/m2が好ましい。目付を10g/m2以上、より好ましくは100g/m2以上、さらに好ましくは200g/m2以上とすることにより、実用に供し得る機械的強度の不織布を得ることができる。一方、フィルター等で使用する場合には、目付を1000g/m2以下、より好ましくは700g/m2以下、さらに好ましくは500g/m2以下とすることにより、適度な通気性を有し、高圧損となることを抑制することができる。As a fabric weight of the nonwoven fabric of this invention, 10-1000 g / m <2 > is preferable. By setting the basis weight to 10 g / m2 or more, more preferably 100 g / m2 or more, and even more preferably 200 g / m2 or more, it is possible to obtain a non-woven fabric having mechanical strength that can be practically used. On the other hand, when used in a filter or the like, having a basis weight of 1000 g / m2 or less, more preferably 700 g / m2 or less, and even more preferably 500 g / m2 or less, it has moderate air permeability and high pressure. Loss can be suppressed.
また本発明のPPS不織布は、200℃における熱収縮率が、たて方向、よこ方向のいずれにおいても5%以下であることが好ましい。PPS不織布はその特性から、高温下で使用されることが多く、200℃における熱収縮を5%以下、より好ましくは3%以下とすることで寸法変化による機能性低下を抑制し、実用に供し得ることができる。 The PPS nonwoven fabric of the present invention preferably has a thermal shrinkage rate at 200 ° C. of 5% or less in both the vertical direction and the horizontal direction. PPS nonwoven fabrics are often used at high temperatures because of their characteristics, and their functional shrinkage due to dimensional changes is suppressed by making heat shrinkage at 200 ° C. 5% or less, more preferably 3% or less, and they are put to practical use. Can be obtained.
本発明のPPS不織布は、空気中、210℃の温度で1500時間の耐熱暴露試験におけるたて引張強力保持率が80%以上であることが好ましい。たて引張強力保持率が80%以上、より好ましくは85%以上、さらに好ましくは90%以上であれば、高温下で長期間使用される耐熱性フィルター等の使用にも耐えうることができる。たて引張強力保持率の上限値は特に定めるものでは無いが、150%以下であることが好ましい。 The PPS nonwoven fabric of the present invention preferably has a vertical tensile strength retention of 80% or more in a heat resistant exposure test for 1500 hours at a temperature of 210 ° C. in air. If the tensile strength retention is 80% or more, more preferably 85% or more, and still more preferably 90% or more, it can withstand the use of a heat-resistant filter or the like that is used for a long time at a high temperature. The upper limit of the tensile strength retention is not particularly defined, but is preferably 150% or less.
次に、本発明のPPS繊維およびPPS不織布の好ましい態様としてスパンボンド法によるPPS不織布の製造方法を以下に説明する。
スパンボンド法は、樹脂を溶融し、紡糸口金から紡糸した後、冷却固化した糸条に対し、エジェクターで牽引、延伸し、移動するネット上に捕集して不織ウェブ化した後、熱接着または機械的交絡により一体化する工程を要する製造方法である。
紡糸口金やエジェクターの形状としては、丸形や矩形等種々のものを採用することができる。なかでも、圧縮エアの使用量が比較的少なく、糸条同士の融着や擦過が起こりにくい点から矩形口金と矩形エジェクターの組み合わせが好ましい。Next, the manufacturing method of the PPS nonwoven fabric by the spunbond method is demonstrated below as a preferable aspect of the PPS fiber and PPS nonwoven fabric of this invention.
In the spunbond method, the resin is melted and spun from the spinneret, and then the cooled and solidified yarn is pulled and stretched by an ejector and collected on a moving net to form a nonwoven web, followed by thermal bonding. Or it is a manufacturing method which requires the process of integrating by mechanical confounding.
As the shape of the spinneret or the ejector, various shapes such as a round shape and a rectangular shape can be adopted. Among these, a combination of a rectangular base and a rectangular ejector is preferable because the amount of compressed air used is relatively small and the yarns are not easily fused or scratched.
PPSを溶融し紡糸する際の紡糸温度は、290〜380℃が好ましく、より好ましくは295〜360℃、さらに好ましくは300〜340℃である。紡糸温度を上記範囲内とすることで、安定した溶融状態とし、優れた紡糸安定性を得ることができる。
紡出された繊維の糸条を冷却する方法としては例えば、冷風を強制的に糸条に吹き付ける方法、糸条周りの雰囲気温度にて自然冷却する方法、紡糸口金とエジェクター間の距離を調整する方法、またはこれらの組み合わせを採用することができる。また、冷却条件は、紡糸口金の単孔あたりの吐出量、紡糸する温度、雰囲気温度等を考慮し適宜調整し採用することができる。The spinning temperature for melting and spinning PPS is preferably 290 to 380 ° C, more preferably 295 to 360 ° C, and further preferably 300 to 340 ° C. By setting the spinning temperature within the above range, a stable molten state can be obtained, and excellent spinning stability can be obtained.
As a method for cooling the spun fiber yarn, for example, a method of forcing cold air to the yarn, a method of natural cooling at the ambient temperature around the yarn, and adjusting the distance between the spinneret and the ejector. Methods or combinations thereof can be employed. The cooling conditions can be appropriately adjusted and adopted in consideration of the discharge amount per single hole of the spinneret, the spinning temperature, the atmospheric temperature, and the like.
次に、冷却固化した糸条は、エジェクターから噴射する圧縮エアにて牽引、延伸される。エジェクターでの牽引、延伸の方法や条件は特に限定されるものではないが、PPS繊維の結晶化を抑制しつつ、剛直非晶を増加させる手段として、エジェクターから噴射する圧縮エアを100℃以上、好ましくは140℃以上、より好ましくは180℃以上に加熱し、牽引、延伸する方法が好ましく採用される。加熱した圧縮エアを用いることで糸条を牽引、延伸すると同時に糸条は熱処理されるが、糸条が熱処理される時間は極めて短い時間であるために、結晶と非晶の中間状態である剛直非晶を特異的に増加させることができる。尚、加熱した圧縮エアの温度上限は、融点以下である。 Next, the cooled and solidified yarn is pulled and stretched by compressed air ejected from the ejector. The method and conditions for pulling and stretching with the ejector are not particularly limited, but as a means for increasing rigid amorphous while suppressing crystallization of PPS fibers, the compressed air injected from the ejector is 100 ° C. or higher, Preferably, a method of heating to 140 ° C. or higher, more preferably 180 ° C. or higher, pulling and stretching is preferably employed. By using heated compressed air, the yarn is pulled and drawn, and at the same time, the yarn is heat-treated. However, since the yarn is heat-treated for a very short time, it is a rigid state that is an intermediate state between crystal and amorphous. Amorphous can be increased specifically. In addition, the temperature upper limit of the heated compressed air is below melting | fusing point.
一方、牽引、延伸中に熱処理する方法として、エジェクター前か後にヒータを設置する手段があるが、直接繊維に高温熱風を吹き付ける上記手法に比べて、熱伝導性が劣り、剛直非晶の増加に寄与せず好ましくない。 On the other hand, as a method of heat treatment during pulling and stretching, there is a means to install a heater before or after the ejector, but compared to the above method of blowing hot hot air directly on the fiber, the thermal conductivity is inferior and the increase of rigid amorphous It does not contribute and is not preferable.
紡糸速度は、3,000m/分以上6,000m/分未満であることが好ましい。紡糸速度を3,000m/分以上、より好ましくは3,500m/分以上、さらに好ましくは4,000m/分以上とすることで、PPS繊維の結晶性を高め、不織ウェブを熱接着する際にシートがロールへ取られて破断してしまうことを防止することができる。一方、紡糸速度を6,000m/分未満とすることで、過度に結晶性が向上することを抑制することができ、また紡糸安定性に優れるため好ましい。 The spinning speed is preferably 3,000 m / min or more and less than 6,000 m / min. When the spinning speed is 3,000 m / min or more, more preferably 3,500 m / min or more, and still more preferably 4,000 m / min or more, the crystallinity of the PPS fibers is increased and the nonwoven web is thermally bonded. It is possible to prevent the sheet from being taken on the roll and broken. On the other hand, it is preferable to set the spinning speed to less than 6,000 m / min since it is possible to suppress an excessive improvement in crystallinity and excellent spinning stability.
続いて、延伸により得られたPPS繊維を移動するネット上に捕集して不織ウェブ化し、得られた不織ウェブを熱接着、あるいは機械的交絡により一体化することにより不織布を得ることができる。
不織布を一体化する方式としては、上下一対のロール表面にそれぞれ彫刻が施された熱エンボスロール、片方のロール表面がフラット(平滑)なロールと他方のロール表面に彫刻が施されたロールとの組み合わせからなる熱エンボスロール、上下一対のフラット(平滑)ロールの組み合わせからなる熱カレンダーロールなど各種ロールにより熱圧着する熱接着法、ニードルパンチやウォータージェットパンチによる機械的交絡法を好適に採用することができる。Subsequently, the PPS fibers obtained by stretching are collected on a moving net to form a nonwoven web, and the nonwoven web obtained is integrated by thermal bonding or mechanical entanglement to obtain a nonwoven fabric. it can.
As a method of integrating the nonwoven fabric, a hot embossing roll engraved on each of the upper and lower pair of roll surfaces, a roll with one roll surface flat (smooth) and a roll engraved on the other roll surface The heat-embossing roll that consists of a combination, the thermal calendar method that consists of a combination of a pair of upper and lower flat (smooth) rolls, etc. Can do.
熱エンボスロールを用いて熱圧着する場合、熱エンボスロールに施される彫刻の形状としては、円形、楕円形、正方形、長方形、平行四辺形、ひし形、正六角形および正八角形などを用いることができる。 When thermocompression bonding is performed using a hot embossing roll, the shape of the engraving applied to the hot embossing roll can be circular, elliptical, square, rectangular, parallelogram, rhombus, regular hexagon, regular octagon, etc. .
熱エンボスロールの表面温度としては、PPSの融点に対し−30〜−5℃とすることが好ましい。熱エンボスロールの表面温度をPPSの融点に対し−30℃以上、より好ましくは−25℃以上、さらに好ましくは−20℃以上とすることで、十分に熱接着させ不織布の剥離や毛羽の発生を抑えることができる。また、PPSの融点に対し−5℃以下とすることにより、繊維の融解により圧着部に穴あきが発生するのを防ぐことができる。 The surface temperature of the hot embossing roll is preferably −30 to −5 ° C. with respect to the melting point of PPS. By setting the surface temperature of the hot embossing roll to −30 ° C. or higher, more preferably −25 ° C. or higher, more preferably −20 ° C. or higher with respect to the melting point of PPS, it is possible to sufficiently heat-bond the nonwoven fabric and generate fluff. Can be suppressed. In addition, by setting the melting point of PPS to −5 ° C. or lower, it is possible to prevent perforation from occurring in the crimped portion due to melting of the fibers.
熱接着時の熱エンボスロールの線圧としては200〜1500N/cmが好ましい。ロールの線圧を200N/cm以上、より好ましくは300N/cm以上とすることで、十分に熱接着させシートの剥離や毛羽の発生を抑えることができる。一方、ロールの線圧を1500N/cm以下、より好ましくは1000N/cm以下とすることで、彫刻の凸部が不織布にくい込んでロールから不織布が剥離しにくくなったり不織布が破断するのを防ぐことができる。 The linear pressure of the hot embossing roll at the time of heat bonding is preferably 200 to 1500 N / cm. By setting the linear pressure of the roll to 200 N / cm or more, more preferably 300 N / cm or more, it is possible to sufficiently heat-bond and suppress the peeling of the sheet and the generation of fluff. On the other hand, by setting the linear pressure of the roll to 1500 N / cm or less, more preferably 1000 N / cm or less, it is possible to prevent the nonwoven fabric from being peeled off from the roll and preventing the nonwoven fabric from being broken due to the convex portions of the sculpture getting into the nonwoven fabric. Can do.
熱エンボスロールによる接着面積としては8〜40%が好ましい。接着面積を8%以上、より好ましくは10%以上、さらに好ましくは12%以上とすることで、不織布として実用に供しうる強度を得ることができる。一方、接着面積を40%以下、より好ましくは30%以下、さらに好ましくは20%以下とすることで、フィルムライクとなり通気性などの不織布としての特長が得られ難くなるのを防ぐことができる。ここでいう接着面積とは、一対の凹凸を有するロールにより熱接着する場合は、上側ロールの凸部と下側ロールの凸部とが重なって不織ウェブに当接する部分の不織布全体に占める割合のことを言う。また、凹凸を有するロールとフラットロールにより熱接着する場合は、凹凸を有するロールの凸部が不織ウェブに当接する部分の不織布全体に占める割合のことを言う。 The adhesion area by the hot embossing roll is preferably 8 to 40%. By setting the adhesion area to 8% or more, more preferably 10% or more, and still more preferably 12% or more, it is possible to obtain strength that can be practically used as a nonwoven fabric. On the other hand, when the adhesion area is 40% or less, more preferably 30% or less, and even more preferably 20% or less, it is possible to prevent film-like and difficult to obtain the characteristics as a nonwoven fabric such as air permeability. The term “adhesive area” as used herein refers to the ratio of the portion of the nonwoven fabric in which the convex portion of the upper roll and the convex portion of the lower roll overlap and contact the nonwoven web when thermally bonded by a pair of concave and convex rolls. Say that. Moreover, when heat-bonding by the roll which has an unevenness | corrugation, and the flat roll, the convex part of the roll which has an unevenness | corrugation means the ratio which occupies for the whole nonwoven fabric of the part which contact | abuts a nonwoven web.
一方、ニードルパンチで機械的に交絡する場合は、針形状や単位面積当たりの針本数等を適宜選択、調整して実施される。特に単位面積当たりの針本数としては、強度や形態保持の点から少なくとも100本/cm2以上とすることが好ましい。またニードルパンチ前の不織ウェブにシリコーン系の油剤を噴霧し、針で繊維が切断されることを防止し、繊維同士の交絡性を向上させることが好ましい。On the other hand, when mechanically entangled with a needle punch, the needle shape, the number of needles per unit area, and the like are appropriately selected and adjusted. In particular, the number of needles per unit area is preferably at least 100 needles / cm2 or more from the viewpoint of strength and form retention. It is also preferable to spray a silicone-based oil on the nonwoven web before needle punching to prevent the fibers from being cut by the needle and to improve the entanglement between the fibers.
また機械的交絡をウォータージェットパンチで実施する場合、水は柱状流の状態で行うことが好ましい。柱状流を得るには、通常、直径0.05〜3.0mmのノズルから圧力1〜60MPaで噴出させる方法が好適に用いられる。不織ウェブを効率的に交絡し、一体化させるための圧力としては、少なくとも1回は10MPa以上の圧力で処理することが好ましく、15MPa以上がより好ましい。 When mechanical entanglement is performed by a water jet punch, water is preferably performed in a columnar flow state. In order to obtain a columnar flow, generally, a method of ejecting from a nozzle having a diameter of 0.05 to 3.0 mm at a pressure of 1 to 60 MPa is suitably used. As a pressure for efficiently entwining and integrating the nonwoven web, it is preferable to treat at least once with a pressure of 10 MPa or more, and more preferably 15 MPa or more.
また熱接着や機械的交絡前の不織ウェブに対し、搬送性向上や不織布の厚みコントロールを目的とし、温度70〜170℃、線圧50〜700N/cmでカレンダーロールによる仮接着を行う工程を施すこともできる。カレンダーロールとしては、上下金属ロールの組み合わせや金属ロールと樹脂あるいはペーパーロールとの組み合わせのものを用いることができる。 In addition, for the purpose of improving the transportability and controlling the thickness of the nonwoven fabric on the nonwoven web before thermal bonding or mechanical entanglement, a process of temporarily bonding with a calender roll at a temperature of 70 to 170 ° C. and a linear pressure of 50 to 700 N / cm It can also be applied. As the calender roll, a combination of upper and lower metal rolls or a combination of a metal roll and a resin or paper roll can be used.
さらに熱接着の前、あるいは機械的交絡前後の不織ウェブ、または不織布に対し、熱に対する安定性向上を目的とし、ピンテンターやクリップテンター等を使用した緊張下での熱処理や、熱風乾燥機等を使用した無緊張(フリー)での熱処理を実施することもできる。熱処理の温度としては、不織ウェブ、または不織布を構成するPPS繊維の結晶化温度以上、融点以下であることが好ましい。 Furthermore, heat treatment under tension using pin tenters or clip tenters, hot air dryers, etc., for the purpose of improving heat stability of nonwoven webs or nonwoven fabrics before or after thermal entanglement It is also possible to carry out the heat treatment without tension (free) used. The temperature of the heat treatment is preferably not less than the crystallization temperature of the PPS fibers constituting the nonwoven web or the nonwoven fabric and not more than the melting point.
[測定方法]
(1)メルトフローレート(MFR)(g/10分)
PPSのMFRは、ASTM D1238−70に準じて、測定温度315.5℃、測定荷重5kgの条件で測定した。[Measuring method]
(1) Melt flow rate (MFR) (g / 10 min)
The MFR of PPS was measured under the conditions of a measurement temperature of 315.5 ° C. and a measurement load of 5 kg according to ASTM D1238-70.
(2)平均単繊維繊度(dtex)
ネット上に捕集した不織ウェブからランダムに小片サンプル10個を採取し、マイクロスコープで500〜1000倍の表面写真を撮影し、各サンプルから10本ずつ計100本の繊維の幅を測定し、平均値を算出した。単繊維の幅平均値を、丸形断面形状を有する繊維の平均直径とみなし、使用する樹脂の固形密度から長さ10,000m当たりの重量を平均単繊維繊度として、小数点以下第二位を四捨五入して算出した。(2) Average single fiber fineness (dtex)
Ten pieces of small sample are taken at random from the nonwoven web collected on the net, a surface photograph of 500 to 1000 times is taken with a microscope, and the width of 100 fibers, 10 pieces from each sample, is measured. The average value was calculated. The average width of single fibers is regarded as the average diameter of fibers having a round cross-sectional shape, and the weight per 10,000 m in length is taken as the average single fiber fineness from the solid density of the resin used, rounded off to the second decimal place. And calculated.
(3)紡糸速度(m/分)
繊維の平均単繊維繊度(dtex)と各条件で設定した紡糸口金単孔から吐出される樹脂の吐出量(以下、単孔吐出量と略記する。)(g/分)から、次の式に基づき、紡糸速度を算出した。
紡糸速度=(10000×単孔吐出量)/平均単繊維繊度。(3) Spinning speed (m / min)
From the average single fiber fineness (dtex) of the fiber and the discharge amount of the resin discharged from the spinneret single hole set under each condition (hereinafter abbreviated as single hole discharge amount) (g / min), the following equation is obtained. Based on this, the spinning speed was calculated.
Spinning speed = (10000 × single hole discharge amount) / average single fiber fineness.
(4)結晶化度(%)
延伸後の繊維からランダムに試料3点を採取し、示差走査熱量計(TA Instruments社製、Q1000)を用いて、次の条件と式で測定と結晶化度を算出し、平均値を算出した。下記の「冷結晶化による発熱量」とは冷結晶化に由来する発熱ピーク面積であり、「融解による吸熱量」とは融解に由来する吸熱ピーク面積である。熱量(ピーク面積)算出時のベースラインは、非晶のガラス転移後の液体状態と結晶の融解後の液体状態の熱流を直線で結んだものとし、このベースラインとDSC曲線の交点を境界として、発熱側と吸熱側を切り分けた。また、完全結晶時の融解熱量を146.2J/gとした。
・測定雰囲気:窒素流(50ml/分)
・温度範囲 :0〜350℃
・昇温速度 :10℃/分
・試料量 :5mg
結晶化度={〔(融解による吸熱量[J/g])−(冷結晶化による発熱量[J/g])〕/146.2[J/g]}×100。(4) Crystallinity (%)
Three samples were randomly collected from the stretched fiber, and the average value was calculated by calculating the measurement and crystallinity with the following conditions and formula using a differential scanning calorimeter (TA Instruments, Q1000). . The following “exothermic amount due to cold crystallization” is an exothermic peak area derived from cold crystallization, and “endothermic amount due to melting” is an endothermic peak area derived from melting. The baseline for calculating the amount of heat (peak area) is a straight line connecting the heat flow in the liquid state after the amorphous glass transition and the liquid state after melting the crystal, with the intersection of this baseline and the DSC curve as the boundary. The exothermic side and the endothermic side were separated. In addition, the heat of fusion during complete crystallization was 146.2 J / g.
・ Measurement atmosphere: Nitrogen flow (50ml / min)
-Temperature range: 0-350 ° C
・ Temperature increase rate: 10 ° C./min ・ Sample amount: 5 mg
Crystallinity = {[(Endothermic amount by melting [J / g]) − (Exothermic amount by cold crystallization [J / g])] / 146.2 [J / g]} × 100.
(5)可動非晶量(%)
延伸後の繊維からランダムに試料3点を採取し、温度変調DSC(TA Instruments社製、Q1000)を用いて、次の条件と式で測定と可動非晶量を算出し、平均値を算出した。また、完全非晶時の比熱量を0.2699J/g℃とした。
・測定雰囲気:窒素流(50ml/分)
・温度範囲 :60〜200℃
・昇温速度 :2℃/分
・試料量 :5mg
可動非晶量[%]=(ガラス転移温度前後の比熱変化量[J/g℃])/0.2699[J/g℃]×100。(5) Movable amorphous amount (%)
Three samples were randomly collected from the drawn fiber, and the temperature and the DSC (TA Instruments, Q1000) were used to calculate the measurement and the amount of movable amorphous under the following conditions and formula, and the average value was calculated. . In addition, the specific heat amount when completely amorphous was 0.2699 J / g ° C.
・ Measurement atmosphere: Nitrogen flow (50ml / min)
-Temperature range: 60-200 ° C
・ Temperature increase rate: 2 ° C./min ・ Sample amount: 5 mg
Movable amorphous amount [%] = (specific heat change amount before and after glass transition temperature [J / g ° C.]) / 0.2699 [J / g ° C.] × 100.
(6)剛直非晶量(%)
上記(5)で求めた結晶化度と上記(6)で求めた可動非晶量から、次式にて剛直非晶量を算出した。
剛直非晶量[%]=100[%]−結晶化度[%]−可動非晶量[%]。(6) Rigid amorphous amount (%)
From the degree of crystallinity obtained in (5) above and the movable amorphous amount obtained in (6) above, the rigid amorphous amount was calculated by the following equation.
Rigid amorphous amount [%] = 100 [%] − crystallinity [%] − movable amorphous amount [%].
(7)沸水収縮率(%)
延伸後の繊維をランダムに採取し、繊維5本を引き揃えて一つの試料(約10cmの長さ)とした。この試料に下記記載の荷重をかけて長さ(L0)を測定した後、試料を無張力状態で沸騰水中に20分間浸漬させた後、沸水中から取り出し、自然乾燥させ、再び同じ荷重をかけて測定した長さ(L1)から沸水収縮率を算出し、試料4点の平均値を求めた。荷重と沸水収縮率の算出式を以下に示す。荷重は、小数点以下第三位を四捨五入した。
荷重(g)=0.9×単孔吐出量(g/分)
沸水収縮率(%)={(L0−L1)/L0}×100。(7) Boiling water shrinkage (%)
The drawn fibers were collected at random, and five fibers were aligned to form one sample (about 10 cm long). After measuring the length (L0) by applying the following load to this sample, the sample was immersed in boiling water for 20 minutes in a non-tension state, then taken out from the boiling water, naturally dried, and again subjected to the same load. The boiling water shrinkage was calculated from the measured length (L1), and the average value of 4 samples was obtained. Calculation formulas for load and boiling water shrinkage are shown below. The load was rounded off to the second decimal place.
Load (g) = 0.9 x single-hole discharge rate (g / min)
Boiling water shrinkage (%) = {(L0−L1) / L0} × 100.
(8)不織布の目付(g/m2)
JIS L 1913:2010「一般不織布試験方法」の6.2「単位面積当たりの質量(ISO法)」に基づき、20cm×25cmの試験片を、試料の幅1m当たり3枚採取し、標準状態におけるそれぞれの質量(g)を量り、その平均値を1m2当たりの質量(g/m2)で表した。(8) Fabric weight of nonwoven fabric (g / m2 )
Based on 6.2 “mass per unit area (ISO method)” of JIS L 1913: 2010 “General nonwoven fabric test method”, three test pieces of 20 cm × 25 cm were collected per 1 m width of the sample, and in a standard state Each mass (g) was measured, and the average value was expressed in terms of mass per 1 m2 (g / m2 ).
(9)不織布の引張強さ
JIS L 1913:2010「一般不織布試験方法」の、6.3「引張強さ及び伸び率(ISO法)」の6.3.1「標準時」に準じ、サンプルサイズ5cm×30cm、つかみ間隔20cm、引張速度10cm/分の条件でたて方向3点の引張試験を行い、サンプルが破断した時の強力をたて引張強力(N/5cm)平均値について小数点以下第一位を四捨五入して算出した。(9) Tensile strength of nonwoven fabric Sample size according to 6.3 “Standard time” of 6.3 “Tensile strength and elongation (ISO method)” of JIS L 1913: 2010 “General nonwoven fabric test method” Tensile test of 3 points in the vertical direction is performed under the conditions of 5 cm × 30 cm, gripping
(10)不織布の熱収縮率(%)
JIS L 1913:2010「一般不織布試験方法」の、6.10「寸法変化率(JIS法)」の6.10.3「乾熱寸法変化率」に準じて測定した。恒温乾燥機内の温度を200℃とし、10分間熱処理した。(10) Thermal shrinkage of nonwoven fabric (%)
It was measured according to 6.10.3 “Dry-heat dimensional change rate” of 6.10 “Dimensional change rate (JIS method)” of JIS L 1913: 2010 “General nonwoven fabric test method”. The temperature in the constant temperature dryer was set to 200 ° C. and heat treated for 10 minutes.
(11)耐熱暴露試験とたて引張強力保持率
熱風オーブン(エスペック株式会社製、TABAI SAFETY OVEN SHPS−222)を用い、長さ30cm、幅5cmのたて方向のサンプルを必要数投入し、熱風空気雰囲気下、210℃×1500時間、空気循環量300L/分で曝露させた。耐熱暴露試験前後のサンプルについて、上記(9)に記載の方法で引張強力を測定し、下記式を用いてたて引張強力保持率を算出した。
たて引張強力保持率(%)={耐熱暴露試験後たて引張強力(N/5cm)/耐熱暴露試験前たて引張強力(N/5cm)}×100。(11) Heat resistance exposure test and vertical tensile strength retention rate Using a hot air oven (TABAI SAFETY OPEN SHPS-222, manufactured by Espec Co., Ltd.), the required number of samples in the vertical direction with a length of 30 cm and a width of 5 cm were added. Under an air atmosphere, exposure was performed at 210 ° C. × 1500 hours at an air circulation rate of 300 L / min. For the samples before and after the heat resistance exposure test, the tensile strength was measured by the method described in (9) above, and the tensile strength retention rate was calculated using the following formula.
Vertical tensile strength retention rate (%) = {Vertical tensile strength after heat-resistant exposure test (N / 5 cm) / Vertical tensile strength before heat-resistant exposure test (N / 5 cm)} × 100.
[実施例1]
(PPS樹脂)
トリクロルベンゼンが意図的に共重合されていない100モル%の線状ポリフェニレンサルファイド樹脂(東レ株式会社製、品番:E2280、MFR:160g/10分)を、窒素雰囲気中で160℃の温度で10時間乾燥して用いた。[Example 1]
(PPS resin)
A 100 mol% linear polyphenylene sulfide resin (product number: E2280, MFR: 160 g / 10 min, manufactured by Toray Industries, Inc.), in which trichlorobenzene is not intentionally copolymerized, is kept at a temperature of 160 ° C. for 10 hours in a nitrogen atmosphere. Used after drying.
(紡糸・不織ウェブ化)
上記PPS樹脂を押出機で溶融し、紡糸温度320℃で、孔径φ0.50mmの矩形紡糸口金から単孔吐出量1.38g/分で紡出した。紡出した糸条を、矩形紡糸口金から矩形エジェクターまでの距離を55cmとして室温20℃の雰囲気下で冷却固化した。冷却固化された糸条を矩形エジェクターに通し、エジェクターから、空気加熱器で230℃の温度に加熱しエジェクター圧力0.15MPaとした圧縮エアを噴射させ、糸条を牽引、延伸し、移動するネット上に捕集して不織ウェブ化した。
得られた長繊維の平均単繊維繊度は2.8dtex、結晶化度は18.4%、剛直非晶量と結晶化度の和は38.2%、沸水収縮率は2.3%であった。また、紡糸速度は4,998m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。(Spun / nonwoven web)
The PPS resin was melted with an extruder and spun at a spinning temperature of 320 ° C. from a rectangular spinneret having a hole diameter of φ0.50 mm at a single hole discharge rate of 1.38 g / min. The spun yarn was cooled and solidified in a 20 ° C. atmosphere at a distance of 55 cm from the rectangular spinneret to the rectangular ejector. The cooled and solidified thread is passed through a rectangular ejector, and the ejector is heated to a temperature of 230 ° C. with an air heater and ejected with compressed air with an ejector pressure of 0.15 MPa, pulling, stretching and moving the thread. Collected on top to make a nonwoven web.
The average filament fineness of the obtained long fiber was 2.8 dtex, the crystallinity was 18.4%, the sum of the rigid amorphous amount and the crystallinity was 38.2%, and the boiling water shrinkage was 2.3%. It was. The spinning speed was 4,998 m / min, and the spinnability was as good as 0 yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、得られた不織ウェブを、インライン上に設置された金属製の上下一対のカレンダーロールで、線圧200N/cmおよび仮接着温度100℃で仮接着した。次いで、金属製で水玉柄の彫刻がなされた上ロールと金属製でフラットな下ロールとから構成される上下一対の、接着面積12%のエンボスロールにより、線圧1000N/cm、熱接着温度270℃で熱接着し、実施例1の長繊維不織布を得た。
得られた不織布は、エンボスロールによる熱接着の際、熱収縮による大きな幅入りもなく、シワのない品位良好なものであった。また、得られた長繊維不織布の目付は248g/m2、たて方向引張強さは434N/5cmであり、熱収縮率はたて方向で0.0%、よこ方向で0.1%、たて引張強力保持率は99%であった。(Temporary bonding / thermal bonding)
Subsequently, the obtained nonwoven web was temporarily bonded at a linear pressure of 200 N / cm and a temporary bonding temperature of 100 ° C. with a pair of upper and lower metal calender rolls installed on the inline. Next, a linear pressure of 1000 N / cm and a thermal bonding temperature of 270 are formed by a pair of upper and lower embossed rolls composed of an upper roll made of metal and engraved with a polka dot pattern and a lower roll made of metal and flat. The long fiber nonwoven fabric of Example 1 was obtained by heat bonding at ° C.
The obtained non-woven fabric was of good quality without wrinkles and no wrinkles due to thermal shrinkage during thermal bonding with an embossing roll. The basis weight of the obtained long fiber nonwoven fabric is 248 g / m2 , the vertical tensile strength is 434 N / 5 cm, and the thermal shrinkage is 0.0% in the vertical direction, 0.1% in the horizontal direction, The tensile strength retention rate was 99%.
[実施例2]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアの温度を200℃としたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は2.8dtex、結晶化度は17.3%、剛直非晶と結晶化度の和は37.3%、沸水収縮率は7.0%であった。また、紡糸速度は4,991m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Example 2]
(PPS resin, spinning, non-woven web)
A non-woven web was formed by spinning in the same manner as in Example 1 except that the same PPS resin as that used in Example 1 was used and the temperature of the compressed air was 200 ° C.
The obtained long fiber had an average single fiber fineness of 2.8 dtex, a crystallinity of 17.3%, a sum of rigid amorphous and crystallinity of 37.3%, and a boiling water shrinkage of 7.0%. It was. The spinning speed was 4,991 m / min, and the spinnability was as good as zero yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施して、実施例2の長繊維不織布を得た。
得られた不織布は、エンボスロールによる熱接着の際も熱収縮による大きな幅入りもなく、シワのない品位良好なものであった。また、得られた長繊維不織布の目付は253g/m2、たて方向引張強さは454N/5cm、熱収縮率はたて方向で0.1%、よこ方向で0.2%、たて引張強力保持率は99%であった。(Temporary bonding / thermal bonding)
Subsequently, the non-woven web was temporarily bonded and thermally bonded in the same manner as in Example 1 to obtain the long fiber nonwoven fabric of Example 2.
The obtained non-woven fabric was of a good quality without wrinkles, without any large width due to thermal shrinkage, even during thermal bonding with an embossing roll. The basis weight of the obtained long fiber nonwoven fabric is 253 g / m2 , the vertical tensile strength is 454 N / 5 cm, the thermal shrinkage is 0.1% in the vertical direction, and 0.2% in the horizontal direction. The tensile strength retention was 99%.
[実施例3]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアの温度を140℃としたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は2.9dtex、結晶化度は15.1%、剛直非晶と結晶化度の和は31.3%、沸水収縮率は17.5%であった。また、紡糸速度は4,824m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Example 3]
(PPS resin, spinning, non-woven web)
A non-woven web was formed by spinning in the same manner as in Example 1 except that the same PPS resin as that used in Example 1 was used and the temperature of the compressed air was 140 ° C.
The obtained long fibers had an average single fiber fineness of 2.9 dtex, a crystallinity of 15.1%, a rigid amorphous and a crystallinity of 31.3%, and a boiling water shrinkage of 17.5%. It was. The spinning speed was 4,824 m / min, and the spinnability was as good as 0 yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施して、実施例3の長繊維不織布を得た。
得られた不織布は、エンボスロールによる熱圧着の際も熱収縮による大きな幅入りもなく、シワのない品位良好なものであった。また、得られた長繊維不織布の目付は245g/m2、たて方向引張強さは472N/5cm、熱収縮率はたて方向で0.0%、よこ方向で0.1%、たて引張強力保持率は99%であった。(Temporary bonding / thermal bonding)
Subsequently, the nonwoven web was temporarily bonded and thermally bonded in the same manner as in Example 1 to obtain the long fiber nonwoven fabric of Example 3.
The obtained non-woven fabric was of good quality without wrinkles and no wrinkles due to thermal shrinkage even during thermocompression bonding with an embossing roll. The basis weight of the obtained long fiber nonwoven fabric is 245 g / m2 , the vertical tensile strength is 472 N / 5 cm, the thermal shrinkage is 0.0% in the vertical direction, and 0.1% in the horizontal direction. The tensile strength retention was 99%.
[実施例4]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアの温度を200℃、エジェクター圧力を0.21MPaとしたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は2.4dtex、結晶化度は24.1%、剛直非晶と結晶化度の和は49.2%、沸水収縮率は2.2%であった。また、紡糸速度は5,663m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Example 4]
(PPS resin, spinning, non-woven web)
The same PPS resin as used in Example 1 was used, and the spinning was performed in the same manner as in Example 1 except that the temperature of the compressed air was 200 ° C. and the ejector pressure was 0.21 MPa. It was.
The obtained long fibers had an average single fiber fineness of 2.4 dtex, a crystallinity of 24.1%, a rigid amorphous and a sum of crystallinity of 49.2%, and a boiling water shrinkage of 2.2%. It was. The spinning speed was 5,663 m / min, and the spinnability was as good as 0 yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施して、実施例4の長繊維不織布を得た。
得られた不織布は、エンボスロールによる熱圧着の際も熱収縮による大きな幅入りもなく、シワのない品位良好なものであった。また、得られた長繊維不織布の目付は256g/m2、たて方向引張強さは421N/5cm、熱収縮率はたて方向で0.0%、よこ方向で0.1%、たて引張強力保持率は98%であった。(Temporary bonding / thermal bonding)
Subsequently, the nonwoven web was temporarily bonded and thermally bonded in the same manner as in Example 1 to obtain the long fiber nonwoven fabric of Example 4.
The obtained non-woven fabric was of good quality without wrinkles and no wrinkles due to thermal shrinkage even during thermocompression bonding with an embossing roll. The basis weight of the obtained long fiber nonwoven fabric is 256 g / m2 , the vertical tensile strength is 421 N / 5 cm, the thermal shrinkage is 0.0% in the vertical direction, and 0.1% in the horizontal direction. The tensile strength retention was 98%.
[実施例5]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアの温度を200℃、エジェクター圧力を0.25MPaとしたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は2.2dtex、結晶化度は33.0%、剛直非晶と結晶化度の和は67.4%、沸水収縮率は2.0%であった。また、紡糸速度は6,198m/分であり、紡糸性は1時間の紡糸において糸切れが2回発生した。[Example 5]
(PPS resin, spinning, non-woven web)
The same PPS resin as used in Example 1 was used, and the spinning was performed in the same manner as in Example 1 except that the temperature of the compressed air was 200 ° C. and the ejector pressure was 0.25 MPa. It was.
The obtained long fibers had an average single fiber fineness of 2.2 dtex, a crystallinity of 33.0%, a sum of rigid amorphous and crystallinity of 67.4%, and a boiling water shrinkage of 2.0%. It was. Further, the spinning speed was 6,198 m / min, and the spinnability was broken twice in 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施して、実施例5の長繊維不織布を得た。
得られた不織布は、エンボスロールによる熱圧着の際も熱収縮による大きな幅入りもなく、シワのない品位良好なものであった。また、得られた長繊維不織布の目付は254g/m2、たて方向引張強さは245N/5cm、熱収縮率はたて方向で0.0%、よこ方向で0.1%、たて引張強力保持率は99%であった。(Temporary bonding / thermal bonding)
Subsequently, the non-woven web was temporarily bonded and thermally bonded in the same manner as in Example 1 to obtain the long fiber nonwoven fabric of Example 5.
The obtained non-woven fabric was of good quality without wrinkles and no wrinkles due to thermal shrinkage even during thermocompression bonding with an embossing roll. The basis weight of the obtained long fiber nonwoven fabric is 254 g / m2 , the vertical tensile strength is 245 N / 5 cm, the thermal shrinkage is 0.0% in the vertical direction, and 0.1% in the horizontal direction. The tensile strength retention was 99%.
[実施例6]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、実施例1と同様にして紡糸し、不織ウェブ化を行った。[Example 6]
(PPS resin, spinning, non-woven web)
Using the same PPS resin as that used in Example 1, spinning was performed in the same manner as in Example 1 to form a nonwoven web.
(仮接着・ニードルパンチ)
引き続き、上記不織ウェブに実施例1と同様にして仮接着を施した後、油剤(SM7060:東レ・ダウコーニング・シリコーン株式会社製)を繊維重量に対し2重量%付与し、バーブ数1、バーブ深さ0.06mmのニードルを用いて、ニードルパンチを300本/cm2の交絡処理を施して、実施例6の長繊維不織布を得た。
得られた長繊維不織布の目付は301g/m2、たて方向引張強さは490N/5cm、熱収縮率はたて方向で1.6%、よこ方向で1.8%、たて引張強力保持率は99%であった。(Temporary bonding / needle punch)
Subsequently, after temporarily bonding the nonwoven web in the same manner as in Example 1, 2% by weight of an oil agent (SM7060: manufactured by Toray Dow Corning Silicone Co., Ltd.) was added to the fiber weight, and the number of barbs was 1, Using a needle having a barb depth of 0.06 mm, the needle punch was subjected to entanglement treatment of 300 needles / cm2 to obtain a long fiber nonwoven fabric of Example 6.
The basis weight of the obtained non-woven fabric is 301 g / m2 , the vertical tensile strength is 490 N / 5 cm, the thermal shrinkage is 1.6% in the vertical direction, 1.8% in the horizontal direction, and the vertical tensile strength The retention rate was 99%.
[実施例7]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、実施例1と同様にして紡糸し、不織ウェブ化を行った。[Example 7]
(PPS resin, spinning, non-woven web)
Using the same PPS resin as that used in Example 1, spinning was performed in the same manner as in Example 1 to form a nonwoven web.
(仮接着・ウォータージェットパンチ)
引き続き、上記不織ウェブに実施例1と同様にして仮接着を施した後、ノズルが孔径0.10mm、ピッチ0.1mmであるウォータージェットパンチ(WJP)を用い、表裏を交互に15MPaの圧力で交絡処理を施し、設定温度を100℃とした熱風乾燥機で乾燥させることで、実施例7の長繊維不織布を得た。
得られた長繊維不織布の目付は285g/m2、たて方向引張強さは462N/5cm、熱収縮率はたて方向で1.4%、よこ方向で1.7%、たて引張強力保持率は99%であった。(Temporary bonding, water jet punch)
Subsequently, after temporarily bonding the nonwoven web in the same manner as in Example 1, a water jet punch (WJP) having a nozzle diameter of 0.10 mm and a pitch of 0.1 mm was used, and the pressure on the front and back surfaces was alternately changed to 15 MPa. The long fiber nonwoven fabric of Example 7 was obtained by performing an entanglement process with and drying with a hot air dryer with a set temperature of 100 ° C.
The basis weight of the obtained non-woven fabric is 285 g / m2 , the vertical tensile strength is 462 N / 5 cm, the thermal shrinkage is 1.4% in the vertical direction, 1.7% in the transverse direction, and the tensile strength is vertical. The retention rate was 99%.
[比較例1]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアを常温(30℃)とし、エジェクター圧力を0.15MPaとしたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は3.1dtex、結晶化度は8.9%、剛直非晶と結晶化度の和は10.7%、沸水収縮率は61.2%であった。また、紡糸速度は4,435m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Comparative Example 1]
(PPS resin, spinning, non-woven web)
The same PPS resin as used in Example 1 was used, and the spinning was performed in the same manner as in Example 1 except that the compressed air was at room temperature (30 ° C.) and the ejector pressure was 0.15 MPa. Went.
The obtained long fiber had an average single fiber fineness of 3.1 dtex, a crystallinity of 8.9%, a sum of rigid amorphous and crystallinity of 10.7%, and a boiling water shrinkage of 61.2%. It was. The spinning speed was 4,435 m / min, and the spinnability was as good as zero yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施すことを試みた。しかし、エンボスロールによる熱接着の際、不織ウェブの熱収縮による幅入りが大きく、収縮固化しエンボス加工ができない状態であった。(Temporary bonding / thermal bonding)
Subsequently, an attempt was made to perform temporary adhesion and thermal adhesion on the nonwoven web in the same manner as in Example 1. However, when heat-bonding with an embossing roll, the width of the nonwoven web due to heat shrinkage was large, and the material was shrunk and solidified and could not be embossed.
[比較例2]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアを常温(30℃)とし、エジェクター圧力を0.20MPaとしたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は2.6dtex、結晶化度は18.2%、剛直非晶と結晶化度の和は25.3%、沸水収縮率は28.5%であった。また、紡糸速度は5,331m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Comparative Example 2]
(PPS resin, spinning, non-woven web)
The same PPS resin as used in Example 1 was used, and the spinning was performed in the same manner as in Example 1 except that the compressed air was at room temperature (30 ° C.) and the ejector pressure was 0.20 MPa. Went.
The obtained long fibers had an average single fiber fineness of 2.6 dtex, a crystallinity of 18.2%, a rigid amorphous and a crystallinity of 25.3%, and a boiling water shrinkage of 28.5%. It was. The spinning speed was 5,331 m / min, and the spinnability was as good as 0 yarn breakage during 1 hour spinning.
(仮接着・熱接着)
引き続き、上記不織ウェブに実施例1と同様にして仮接着および熱接着を施すことを試みた。しかし、エンボスロールによる熱接着の際、不織ウェブの熱収縮による幅入りが大きく、収縮固化しエンボス加工ができない状態であった。(Temporary bonding / thermal bonding)
Subsequently, an attempt was made to perform temporary adhesion and thermal adhesion on the nonwoven web in the same manner as in Example 1. However, when heat-bonding with an embossing roll, the width of the nonwoven web due to heat shrinkage was large, and the material was shrunk and solidified and could not be embossed.
[比較例3]
(PPS樹脂・紡糸・不織ウェブ化)
実施例1で用いたものと同様のPPS樹脂を用い、圧縮エアの温度を230℃とし、エジェクター圧力を0.10MPaとしたこと以外は実施例1と同様にして紡糸し、不織ウェブ化を行った。
得られた長繊維は、平均単繊維繊度は4.9dtex、結晶化度は9.4%、剛直非晶と結晶化度の和は26.8%、沸水収縮率は25.0%であった。また、紡糸速度は2,794m/分であり、紡糸性は1時間の紡糸において糸切れ0回と良好であった。[Comparative Example 3]
(PPS resin, spinning, non-woven web)
The same PPS resin as used in Example 1 was used, the compressed air temperature was set to 230 ° C., and the ejector pressure was set to 0.10 MPa. went.
The obtained long fiber had an average single fiber fineness of 4.9 dtex, a crystallinity of 9.4%, a sum of rigid amorphous and crystallinity of 26.8%, and a boiling water shrinkage of 25.0%. It was. The spinning speed was 2,794 m / min, and the spinnability was as good as 0 yarn breakage during 1 hour spinning.
(仮接着・ニードルパンチ)
引き続き、上記不織ウェブに実施例1と同様にして仮接着を施した後、実施例6と同様にニードルパンチを施して、比較例3の長繊維不織布を得た。
しかし、得られた長繊維不織布の熱収縮率はたて方向で21.2%、よこ方向で23.4%と大きく、熱処理後の表面はシワや凹凸が発生していた。なお、その長繊維不織布の目付は295g/m2、たて方向引張強さは472N/5cmであり、耐熱暴露試験は熱収縮が大きいために実施不可であった。(Temporary bonding / needle punch)
Subsequently, the nonwoven web was temporarily bonded in the same manner as in Example 1 and then needle punched in the same manner as in Example 6 to obtain a long fiber nonwoven fabric of Comparative Example 3.
However, the heat shrinkage rate of the obtained long fiber nonwoven fabric was as large as 21.2% in the vertical direction and 23.4% in the transverse direction, and the surface after the heat treatment was wrinkled and uneven. The basis weight of the long-fiber non-woven fabric was 295 g / m2 , the vertical tensile strength was 472 N / 5 cm, and the heat-resistant exposure test was not possible due to large thermal shrinkage.
上記の各実施例と比較例の製造・加工条件と物性等の測定結果を表1に示す。
表1に記載のように、結晶化度と剛直非晶の和を31.3〜67.4%とする実施例1〜5は、エンボスロールによるPPS繊維同士の熱接着が可能であり、しかも200℃の温度における熱収縮もほとんどなく、熱寸法安定性に優れていた。中でも結晶化度が15.1〜24.1%である実施例1〜4は、熱接着性が良好で機械的強力に優れていた。 As shown in Table 1, in Examples 1 to 5 in which the sum of crystallinity and rigid amorphous is 31.3 to 67.4%, PPS fibers can be thermally bonded to each other by an embossing roll, and There was almost no thermal shrinkage at a temperature of 200 ° C., and the thermal dimensional stability was excellent. Among them, Examples 1 to 4 having a crystallinity of 15.1 to 24.1% had good thermal adhesiveness and excellent mechanical strength.
また結晶化度と剛直非晶の和が38.2%である不織ウェブを用いてニードルパンチやウォータージェットパンチによる機械的交絡を施して得た実施例6と実施例7の長繊維不織布についても、200℃の温度における熱収縮もほとんどなく、熱寸法安定性に優れていた。 Further, the non-woven fabrics of Examples 6 and 7 obtained by mechanical entanglement with a needle punch or a water jet punch using a nonwoven web having a sum of crystallinity and rigid amorphous of 38.2%. However, there was almost no thermal contraction at a temperature of 200 ° C., and the thermal dimensional stability was excellent.
これに対し、結晶化度と剛直非晶の和がそれぞれ10.7%、25.3%である比較例1と比較例2は、沸水収縮率が大きいために、熱接着の際、不織ウェブの熱収縮による幅入りが大きく、収縮固化しエンボス加工ができない状態であった。また、結晶化度と剛直非晶の和が26.8%である比較例3では、ニードルパンチによる機械的交絡を施して得た長繊維不織布の200℃の温度における熱収縮が大きく、実用に供し得るものではなかった。 On the other hand, Comparative Example 1 and Comparative Example 2 in which the sum of the crystallinity and the rigid amorphous is 10.7% and 25.3%, respectively, have a large boiling water shrinkage ratio. The width of the web due to heat shrinkage was large, and the web was shrunk and solidified and could not be embossed. Further, in Comparative Example 3 in which the sum of crystallinity and rigid amorphous is 26.8%, the thermal shrinkage at a temperature of 200 ° C. of the long fiber nonwoven fabric obtained by mechanical entanglement with a needle punch is large, which is practical. It was not something that could be served.
上記の実施形態や実施例で説明したポリフェニレンスルフィド繊維とこの繊維から構成される不織布は、本発明の技術的思想を具体化するために例示したものであり、樹脂の組成や紡糸・延伸条件、不織ウエブ化条件、単繊維繊度、結晶化度や剛直非晶量等をこれらの実施形態や実施例のものに限定するものではなく、本発明の特許請求の範囲内において種々の変更を加え得るものである。
例えば上記の実施例では、スパンボンド法により不織ウエブ化する場合について説明した。しかし本発明では、他の方法により不織ウエブ化したものであってもよい。使用するPPS樹脂の種類は、上記の実施例のものに限定されないことはいうまでもない。The polyphenylene sulfide fiber described in the above embodiments and examples and the nonwoven fabric composed of this fiber are illustrated in order to embody the technical idea of the present invention, and the resin composition, spinning and stretching conditions, The nonwoven web forming conditions, single fiber fineness, crystallinity, rigid amorphous amount, etc. are not limited to those of these embodiments and examples, and various modifications are made within the scope of the claims of the present invention. To get.
For example, in the above embodiment, the case where the nonwoven web is formed by the spunbond method has been described. However, in the present invention, the nonwoven web may be formed by other methods. It goes without saying that the type of PPS resin to be used is not limited to that of the above-mentioned embodiment.
本発明のポリフェニレンスルフィド繊維で構成される不織布は、PPS樹脂の耐熱性、耐薬品性および難燃性の特性を有しながら、機械的強度に優れるので、耐熱性フィルター、電気絶縁材、電池セパレーターをはじめ、様々な産業用途への利用に有用である。 The nonwoven fabric composed of the polyphenylene sulfide fiber of the present invention has the heat resistance, chemical resistance and flame retardancy characteristics of the PPS resin, and is excellent in mechanical strength. Therefore, the heat resistance filter, electrical insulating material, battery separator This is useful for various industrial uses.
Claims (3)
Translated fromJapanesePriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012532391AJP5867400B2 (en) | 2011-06-02 | 2012-06-01 | Polyphenylene sulfide fiber and nonwoven fabric |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011123994 | 2011-06-02 | ||
| JP2011123994 | 2011-06-02 | ||
| JP2012532391AJP5867400B2 (en) | 2011-06-02 | 2012-06-01 | Polyphenylene sulfide fiber and nonwoven fabric |
| PCT/JP2012/064256WO2012165608A1 (en) | 2011-06-02 | 2012-06-01 | Polyphenylene sulfide fibers and nonwoven fabric |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012165608A1 JPWO2012165608A1 (en) | 2015-02-23 |
| JP5867400B2true JP5867400B2 (en) | 2016-02-24 |
Family
ID=47259459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012532391AActiveJP5867400B2 (en) | 2011-06-02 | 2012-06-01 | Polyphenylene sulfide fiber and nonwoven fabric |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140187115A1 (en) |
| EP (1) | EP2716800A4 (en) |
| JP (1) | JP5867400B2 (en) |
| KR (1) | KR101948637B1 (en) |
| CN (1) | CN103562446B (en) |
| AU (1) | AU2012263373B2 (en) |
| WO (1) | WO2012165608A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103328704B (en)* | 2011-03-22 | 2015-03-18 | 东丽株式会社 | Polyphenylene sulfide composite fiber and nonwoven fabric |
| KR101958692B1 (en)* | 2012-02-24 | 2019-03-15 | 도레이 카부시키가이샤 | Polyphenylene sulfide fiber, filter cloth comprising polyphenylene sulfide fiber, and method for producing polyphenylene sulfide fiber |
| JP6357747B2 (en)* | 2013-09-26 | 2018-07-18 | 東レ株式会社 | Melt blown nonwoven fabric made of polyphenylene sulfide fiber |
| KR102302375B1 (en)* | 2014-08-27 | 2021-09-15 | 도레이 카부시키가이샤 | Melt-blown nonwoven fabric and method for manufacturing same |
| CN107075742B (en)* | 2014-09-30 | 2020-04-03 | 东丽株式会社 | polyphenylene sulfide fiber |
| KR102592387B1 (en)* | 2016-03-30 | 2023-10-20 | 주식회사 쿠라레 | Heat-resistant fiber structure |
| JP6997527B2 (en)* | 2017-03-30 | 2022-01-17 | 旭化成株式会社 | Polyphenylene sulfide non-woven fabric |
| KR102801606B1 (en) | 2018-07-27 | 2025-04-25 | 도레이 카부시키가이샤 | Spunbonded nonwoven fabric, and air filter comprising spunbonded nonwoven fabric |
| CN112714808B (en)* | 2018-09-27 | 2023-05-12 | 东丽株式会社 | Copolymerized polyphenylene sulfide fiber |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1260174A (en)* | 1984-06-29 | 1989-09-26 | Kureha Chemical Ind Co Ltd | Para-phenylene sulfide, block copolymers, process for the production of the same and use thereof |
| DE4006397A1 (en)* | 1989-05-17 | 1990-11-29 | Bayer Ag | METHOD FOR THE PRODUCTION OF MONO- AND MULTIFILAMENTS AND STAPLE FIBERS BASED ON POLYARYLENE SULFIDES, AND HIGH-STRENGTH POLYARYLENE SULFIDE FIBERS |
| DE3942416A1 (en)* | 1989-09-14 | 1991-03-28 | Bayer Ag | HIGH MOLECULAR COPOLYARYL SULFIDES AND THEIR USE |
| JP2001329076A (en)* | 2000-05-25 | 2001-11-27 | Toray Ind Inc | Polyphenylene sulfide film and capacitor |
| US7279440B2 (en)* | 2002-05-20 | 2007-10-09 | 3M Innovative Properties Company | Nonwoven amorphous fibrous webs and methods for making them |
| JP4852104B2 (en)* | 2006-09-21 | 2012-01-11 | 旭化成せんい株式会社 | Heat resistant nonwoven fabric |
| JP2008223209A (en)* | 2007-02-13 | 2008-09-25 | Toyobo Co Ltd | Continuous fiber nonwoven fabric and fiber material using the same |
| WO2010007919A1 (en)* | 2008-07-18 | 2010-01-21 | 東レ株式会社 | Polyphenylene sulfide fiber, process for producing the same, wet-laid nonwoven fabric, and process for producing wet-laid nonwoven fabric |
| JP5263294B2 (en)* | 2009-03-25 | 2013-08-14 | 東レ株式会社 | Manufacturing method of long fiber nonwoven fabric |
| WO2010117612A2 (en)* | 2009-03-31 | 2010-10-14 | 3M Innovative Properties Company | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| CN101532212A (en)* | 2009-04-23 | 2009-09-16 | 华南理工大学 | PPS spunbonded nonwoven cloth, composite product and preparation method thereof |
| JP5672009B2 (en)* | 2009-12-09 | 2015-02-18 | 東レ株式会社 | Manufacturing method of long fiber nonwoven fabric |
- 2012
- 2012-06-01USUS14/122,114patent/US20140187115A1/ennot_activeAbandoned
- 2012-06-01CNCN201280026741.6Apatent/CN103562446B/enactiveActive
- 2012-06-01JPJP2012532391Apatent/JP5867400B2/enactiveActive
- 2012-06-01AUAU2012263373Apatent/AU2012263373B2/ennot_activeCeased
- 2012-06-01KRKR1020137034150Apatent/KR101948637B1/enactiveActive
- 2012-06-01WOPCT/JP2012/064256patent/WO2012165608A1/enactiveApplication Filing
- 2012-06-01EPEP12792614.5Apatent/EP2716800A4/ennot_activeWithdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CN103562446A (en) | 2014-02-05 |
| KR20140032452A (en) | 2014-03-14 |
| AU2012263373B2 (en) | 2016-11-17 |
| US20140187115A1 (en) | 2014-07-03 |
| JPWO2012165608A1 (en) | 2015-02-23 |
| EP2716800A1 (en) | 2014-04-09 |
| WO2012165608A1 (en) | 2012-12-06 |
| KR101948637B1 (en) | 2019-02-15 |
| AU2012263373A1 (en) | 2014-01-09 |
| EP2716800A4 (en) | 2014-11-05 |
| CN103562446B (en) | 2015-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5867400B2 (en) | Polyphenylene sulfide fiber and nonwoven fabric | |
| JP5672009B2 (en) | Manufacturing method of long fiber nonwoven fabric | |
| JP5263294B2 (en) | Manufacturing method of long fiber nonwoven fabric | |
| CN101512057B (en) | Heat-resistant non-woven fabric | |
| US9011567B2 (en) | Spunbonded nonwoven fabric and filter using same | |
| JP6102932B2 (en) | Polyphenylene sulfide composite fiber and non-woven fabric | |
| JP5725426B2 (en) | Polyphenylene sulfide composite fiber and non-woven fabric | |
| JP5887799B2 (en) | Manufacturing method of fiber sheet | |
| JP2020006294A (en) | Non-woven fabric for filter medium bonding and laminate non-woven fabric, and method for producing them | |
| JP6201558B2 (en) | Polyphenylene sulfide fiber and nonwoven fabric | |
| JP6357747B2 (en) | Melt blown nonwoven fabric made of polyphenylene sulfide fiber | |
| JP6102141B2 (en) | Polyphenylene sulfide fiber nonwoven fabric | |
| JP2013245425A (en) | Spun-bonded nonwoven fabric and method for producing the same | |
| JP2014167191A (en) | Polyphenylene sulfide composite fiber and nonwoven fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination | Free format text:JAPANESE INTERMEDIATE CODE: A621 Effective date:20150324 | |
| A131 | Notification of reasons for refusal | Free format text:JAPANESE INTERMEDIATE CODE: A131 Effective date:20151006 | |
| A521 | Request for written amendment filed | Free format text:JAPANESE INTERMEDIATE CODE: A523 Effective date:20151113 | |
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) | Free format text:JAPANESE INTERMEDIATE CODE: A01 Effective date:20151208 | |
| A61 | First payment of annual fees (during grant procedure) | Free format text:JAPANESE INTERMEDIATE CODE: A61 Effective date:20151221 | |
| R151 | Written notification of patent or utility model registration | Ref document number:5867400 Country of ref document:JP Free format text:JAPANESE INTERMEDIATE CODE: R151 |