JP4997343B1 - Sausage manufacturing method and manufacturing apparatus thereof - Google Patents
Sausage manufacturing method and manufacturing apparatus thereofDownload PDFInfo
- Publication number
- JP4997343B1 JP4997343B1JP2011286564AJP2011286564AJP4997343B1JP 4997343 B1JP4997343 B1JP 4997343B1JP 2011286564 AJP2011286564 AJP 2011286564AJP 2011286564 AJP2011286564 AJP 2011286564AJP 4997343 B1JP4997343 B1JP 4997343B1
- Authority
- JP
- Japan
- Prior art keywords
- meat
- nozzle
- sausage
- flows
- shredded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Processing Of Meat And Fish (AREA)
- Meat, Egg Or Seafood Products (AREA)
Abstract
Translated fromJapaneseDescription
Translated fromJapanese本発明は、コラーゲン、セルロースなどの人工ケーシングに練肉が充填されたソーセージの製造方法およびその製造装置に係り、特に、美観および食感に優れたソーセージの製造方法およびその製造装置に関する。 The present invention relates to a method for manufacturing sausage in which artificial casings such as collagen and cellulose are filled with kneaded meat and a manufacturing apparatus therefor, and more particularly, to a method for manufacturing sausage excellent in aesthetics and texture and a manufacturing apparatus therefor.
従来から、ソーセージを製造する際には、ケーシング内に練肉が充填されるが、このケーシングには、牛腸、豚腸、または羊腸などの天然腸が使用される他、コラーゲンケーシング、セルロースケーシング等の人工ケーシングも使用されている。尚、コラーゲンケーシングによる充填方式として、ソーセージの練肉とペースト状のコラーゲンがノズルから同時に押出されて、ロープ状のソーセージが薄いコラーゲンに被覆される充填方式が存在する。天然腸は、周方向にその性質が不均質であるため、天然腸である天然ケーシングに練肉を充填後、これを加熱した際には、天然ケーシングが不均一に収縮する。これにより、曲がりのあるソーセージを得ることができる。 Conventionally, when manufacturing sausages, the meat is filled in the casing. In this casing, a natural intestine such as cattle intestine, pig intestine, or sheep intestine is used, collagen casing, cellulose casing, etc. An artificial casing is also used. As a filling method using a collagen casing, there is a filling method in which sausage paste and paste-like collagen are simultaneously extruded from a nozzle and the rope-like sausage is covered with thin collagen. Since the natural intestine is heterogeneous in its circumferential direction, the natural casing shrinks unevenly when it is heated after filling the natural casing, which is the natural intestine, with the paste. Thereby, the sausage with a curve can be obtained.
ところで、近年、天然腸の価格が高騰しており、これに伴いソーセージのコストが増加するおそれがあることから、これに変わるケーシングとして、コラーゲンなどの可食用の人工ケーシングが利用されている。 By the way, in recent years, the price of natural intestines has soared, and the cost of sausage may increase accordingly. Therefore, edible artificial casings such as collagen are used as alternative casings.
しかしながら、このような人工ケーシングを用いた場合には、ケーシングそのもの素材が、均質であるため、人工ケーシングに練肉が充填されたソーセージを加熱したとしても、ソーセージの形状は直線的なものとなる。 However, when such an artificial casing is used, since the casing itself is homogeneous, the shape of the sausage is linear even if the sausage in which the artificial casing is filled with the paste is heated. .
このような点を鑑みて、たとえば、特許文献1に記載の技術では、人工ケーシングを用いて、曲がり形状を有したソーセージの製造方法が提案されている。ここでは、練肉を押し出すノズルの吐出口における吐出端断面を非対称形状とし、該ノズルから吐出された練肉に人工ケーシング用のコラーゲンをチューブ状に被覆し、その後、これに加熱処理を行なっている。 In view of such points, for example, in the technique described in
また、別の方法として、たとえば、特許文献2に記載の技術では、ノズル(チューブ)内において、押し出し方向に練肉の流れを部分的に制限するように制限部材を設けることにより、押し出し方向に沿って配列された練肉の部分と、ランダムに配列された練肉の部分とを、押し出し方向に沿って合わせて押し出し、その後押し出された練肉に対して、加熱処理を行なっている。 As another method, for example, in the technique described in
このように、特許文献1および2の場合には、押し出される練肉の配列を替えることにより、加熱処理時に押し出された練肉の熱収縮が、ソーセージの軸方向において異なることになるので、曲がり形状のソーセージを得ることができる。 Thus, in the case of
しかしながら、上述した製造方法で、ソーセージを製造したとしても、得られたソーセージの配列を変更しているだけであるので、天然ケーシングを用いたソーセージに比べて、ソーセージの曲がり形状は十分なものではなかった。また、ソーセージ内には、大小の肉粒が均一に分散しているため、ソーセージの食感は、これまでの直線状のソーセージの食感とあまり変化はなかった。 However, even if sausage is manufactured by the above-described manufacturing method, only the arrangement of the obtained sausage is changed, so the sausage bend shape is not sufficient compared to sausage using a natural casing. There wasn't. In addition, since the large and small meat grains are uniformly dispersed in the sausage, the texture of the sausage has not changed much from the conventional texture of the sausage.
本発明は、このような点を鑑みてなされたものであり、その目的とするところは、人工ケーシングを用いた場合であっても、天然ケーシングと同様の曲がり形状を有し、さらには、これまでにない食感を得ることができるソーセージの製造方法および製造装置を提供することにある。 The present invention has been made in view of the above points, and the object of the present invention is to have a bent shape similar to that of a natural casing, even when an artificial casing is used. An object of the present invention is to provide a sausage manufacturing method and a manufacturing apparatus capable of obtaining an unprecedented texture.
発明者らは、鋭意検討を重ねた結果、これまでの製造方法では、人工ケーシングに充填される練肉の肉粒が均一であったため、たとえこれらの配列を替えたとしても、加熱処理時に十分に曲がり形状を有したソーセージを得ることができないと考えた。そこで、発明者らは、人工ケーシングに充填される練肉の肉粒の粒度分布を偏向させることにより、天然ケーシングを用いたものに近い曲がり形状を有したソーセージを得ることができ、さらには、これまでにない食感を得ることができるとの新たな知見を得た。 As a result of intensive investigations, the inventors have found that the meat grains of the meat paste filled in the artificial casing are uniform in the conventional manufacturing method, so even if these arrangements are changed, it is sufficient during the heat treatment. It was thought that sausages with bent shapes could not be obtained. Therefore, the inventors can obtain a sausage having a curved shape close to that using a natural casing, by deflecting the particle size distribution of the meat grains of the meat filled in the artificial casing, We obtained new knowledge that an unprecedented texture can be obtained.
本発明は、発明者らの上述した新たな知見に基づくものであり、本発明に係るソーセージの製造方法は、ノズルから押し出された練肉を人工ケーシング内に充填したソーセージを製造するソーセージの製造方法であって、該製造方法は、前記練肉を前記ノズル内に通過させる際に、前記ノズル内において流動する練肉を分流し、該分流した練肉を前記ノズルの出口近傍で合流させるものであり、前記流動する練肉の分流において、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる少なくとも2つ以上の流路に前記練肉を分流することを特徴とする。 The present invention is based on the above-described new findings of the inventors, and the sausage manufacturing method according to the present invention is a sausage manufacturing method for manufacturing a sausage in which a meat paste extruded from a nozzle is filled in an artificial casing. The method is a method in which when the meat is passed through the nozzle, the meat flowing in the nozzle is divided, and the divided meat is joined in the vicinity of the outlet of the nozzle. In the diversion of the fluidized meat, the flow path cut-off is performed so that the one side of the distilled shredded meat contains a larger number of meat grains than the meat contained in the shunted other side of the shredded meat. The meat paste is divided into at least two flow paths having different areas.
本発明によれば、ノズル内において、2つ以上の流路のうち、少なくとも、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように練肉が分流され、分流された一方側の練肉と、分流された他方側の練肉とが、ノズルの出口近傍で合流する。 According to the present invention, in the nozzle, at least one of the two or more flow paths has a granule larger than the granule contained in the shunted meat on the other side. The mixed meat is divided so as to be contained in a large amount, and the divided one side of the mixed meat and the divided other side of the mixed meat are merged in the vicinity of the outlet of the nozzle.
これにより、ケーシング内の練肉の肉粒の粒度分布が偏向する(大きい肉粒がソーセージの一方側に偏る)。そして、この偏向した練肉が充填されたソーセージを加熱処理することにより、粒度分布の異なるソーセージ軸方向の熱収縮差が起因となって、ソーセージにカーブを付与することができる。このようにして、得られたソーセージは、天然ケーシングを用いたものに近い曲がり形状となる。 Thereby, the particle size distribution of the meat grain of the meat paste in the casing is deflected (large meat particles are biased to one side of the sausage). And by heat-treating the sausage filled with the deflected meat paste, it is possible to give a curve to the sausage due to the heat shrinkage difference in the sausage axis direction with different particle size distribution. In this way, the obtained sausage has a bent shape close to that using a natural casing.
また、曲がり形状のソーセージの外側のカーブ近傍の肉は、内側のカーブ近傍の肉よりも、より大きな肉粒が多く含まれるので、このようなソーセージは、これまでに無い肉粒感のある食感を得ることができる。 In addition, the meat near the outer curve of bent sausage contains many larger grains than the meat near the inner curve, so such sausage has an unprecedented texture. A feeling can be obtained.
ここで、本発明にいう人工ケーシングとは、天然腸を用いた天然ケーシング以外のケーシングをいい、たとえば、コラーゲンケーシング、セルロースケーシングなどのケーシングなどを挙げることができ、特に、食用の人工ケーシングが好ましい。たとえば、コラーゲンケーシングによる充填方式を例示すると、ソーセージの練肉とペースト状のコラーゲンがノズルから同時に押出されて、ロープ状のソーセージが薄いコラーゲンに被覆されるような方法を採用してもよい。 Here, the artificial casing referred to in the present invention refers to a casing other than the natural casing using the natural intestine, and examples thereof include a casing such as a collagen casing and a cellulose casing, and an edible artificial casing is particularly preferable. . For example, as a filling method using a collagen casing, a method in which sausage paste and paste-like collagen are simultaneously extruded from a nozzle and the rope-like sausage is coated with thin collagen may be employed.
また、練肉の種類としては、例えば、鶏肉、豚肉、羊肉、牛肉、またはこれらの肉から選択して混合した肉などをミキサーなどによりひき肉にした肉などを挙げることができ、特に、その種類限定されるものではない。 In addition, examples of the type of paste include chicken, pork, lamb, beef, or meat prepared by mincing meat selected from these meats using a mixer, and the like. It is not limited.
しかしながら、より好ましい態様としては、前記練肉に、あらびき肉とほそびき肉とを混合した練肉を用い、前記分流された一方側の練肉には、前記分流された他方側の練肉に比べて、あらびき肉が多く含まれるように、前記分流を行う。 However, as a more preferred embodiment, the mixed meat is a mixed meat of roasted meat and roasted meat, and the one side of the shredded meat is the other side of the shredded meat. Compared to the above, the diversion is performed so as to contain a lot of raw meat.
この態様によれば、前記分流された一方側の練肉には、前記分流された他方側の練肉に比べて、あらびき肉が多く含まれるので、人工ケーシング内において、あらびきとほそびきとの練肉の大きさを一方側に偏らせることができる。これにより、上述したような曲がり形状のソーセージを容易に得ることができ、得られたソーセージは上述した如く、これまでにない食感となる。 According to this aspect, the shredded meat on one side contains a larger amount of ground meat than the shredded meat on the other side. The size of the paste can be biased to one side. Thereby, the bent sausage as described above can be easily obtained, and the obtained sausage has an unprecedented texture as described above.
また、ノズル内において練肉を分流することができるのであれば、特にその分流方法は特に限定されるものではなく、たとえば、分流した流路の流路断面積が異なるように分離板により仕切りを配置したり、ノズル内において、流路断面積の異なるパイプを配置したりする方法などを挙げることができる。 In addition, as long as the kneaded meat can be divided in the nozzle, the dividing method is not particularly limited. For example, the partition plate is divided so that the flow passage cross-sectional areas of the divided flow passages are different. Examples thereof include a method of arranging pipes having different channel cross-sectional areas in the nozzle.
しかしながら、より好ましい態様としては、前記ノズル内の分流を、該ノズル内壁に分流部材を配置することにより行い、前記分流部材として、前記一方側および他方側の練肉が流動する流路の一部を形成するように、前記練肉の押し出し方向に沿って、該押し出し方向と直交する方向に湾曲した凹部が形成された分流部材を用い、前記一方側の練肉が流動する凹部の湾曲は、前記他方側の練肉が流動する凹部の湾曲よりも大きい。 However, as a more preferable aspect, the flow dividing in the nozzle is performed by arranging a flow dividing member on the inner wall of the nozzle, and the flow dividing member is a part of the flow path through which the one side and the other side meat flow. Using a flow dividing member in which a concave portion curved in a direction perpendicular to the extrusion direction is formed along the extrusion direction of the meat paste, and the curvature of the concave portion in which the one side of the meat meat flows is It is larger than the curvature of the recess where the other side meat flows.
この態様によれば、このような湾曲した凹部を有した分流部材を用いることにより、より好適に、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、より大きな肉粒が含まれる練肉を一方側の練肉に案内しつつ、練肉を分流することができる。そして、分流された各練肉を、凹部に沿って、容易に流動させ、ノズル出口近傍でこれらを合流させることができる。 According to this aspect, by using the flow dividing member having such a curved concave portion, it is more preferable that the shredded meat on one side is more than the meat particles contained in the shrunken meat on the other side. In addition, the noodles can be diverted while guiding the kneaded meat containing larger meat grains to one side of the kneaded meat so that many larger meat grains are contained. Then, each of the divided noodles can be easily flowed along the concave portion, and these can be merged in the vicinity of the nozzle outlet.
より好ましい分流部材の態様としては、前記一方側の練肉が流動する凹部の壁面は、前記練肉が流動する上流側先端から下流側に向って傾斜している。この態様によれば、より大きな肉粒を含む練肉を一方側の練肉に案内することができる。 As a more preferable embodiment of the flow dividing member, the wall surface of the recess in which the one side of the meat is flowing is inclined toward the downstream side from the upstream tip where the meat is flowing. According to this aspect, it is possible to guide the meat containing larger meat grains to the meat on one side.
また、さらに好ましい分流部材の態様としては、前記分流部材の前記練肉が流動する下流側端面は、前記一方側の練肉が流動する凹部の端部が突出するように、傾斜している。この態様によれば、このように下流側端面を傾斜させることにより、分流部材の下流に相当するノズル出口近傍において、上述した肉粒の大きさを一方側に偏らせつつ、他方側の練肉を一方側の練肉に合流させることができる。 Furthermore, as a more preferable aspect of the flow dividing member, the downstream end surface of the flow dividing member through which the meat paste flows is inclined so that the end portion of the concave portion through which the one side meat flows flows. According to this aspect, by inclining the downstream end face in this way, in the vicinity of the nozzle outlet corresponding to the downstream of the diverting member, the size of the above-mentioned meat grains is biased to one side, while the other side meat paste Can be joined to the meat on one side.
本願では、さらに上述したソーセージを好適に製造する製造装置をも開示する。本発明に係るソーセージの製造装置は、人工ケーシング内に練肉が充填されたソーセージを製造するために、練肉を押し出すノズルを備えたソーセージの製造装置であって、前記ノズルは、ノズル内において、押し出し方向に流動する練肉を分流させるとともに、該分流された練肉が前記ノズルの出口近傍で合流する位置に、分流部材が配置されており、該分流部材により、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる少なくとも2つ以上の流路が前記ノズル内に形成されていることを特徴とする。 In this application, the manufacturing apparatus which manufactures the sausage mentioned above suitably is also indicated. A sausage manufacturing apparatus according to the present invention is a sausage manufacturing apparatus provided with a nozzle for extruding a meat paste to manufacture a sausage filled with a meat paste in an artificial casing, wherein the nozzle is disposed in the nozzle. The shredded meat flowing in the extruding direction is diverted, and a diverting member is arranged at a position where the diverged noodles merge in the vicinity of the outlet of the nozzle. At least two or more flow paths having different flow path cross-sectional areas are formed in the nozzle so that the meat paste contains a larger number of meat grains larger than the meat grains contained in the shredded meat on the other side. It is characterized by being.
本発明によれば、ノズル内に配置された分流部材を用いて、ノズル内を流動する練肉を、2つ以上の流路のうち、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる少なくとも2つの流路に分流することができる。これにより得られたソーセージは、上述したように、人工ケーシングを用いた場合であっても、天然ケーシングと同様の曲がり形状を有し、さらには、これまでにない肉粒感のある食感を得ることができる。 According to the present invention, using the flow dividing member arranged in the nozzle, the meat that flows in the nozzle is divided into one of the two or more flow channels that has been divided, and the other is divided. The flow can be divided into at least two flow paths having different flow path cross-sectional areas so that a larger number of meat grains than the meat grains contained in the side kneaded meat are included. As described above, the sausage obtained by this has a bent shape similar to that of a natural casing, even when an artificial casing is used, and further has a texture with a flesh texture that has never been seen before. Obtainable.
また、より好ましい態様としては、前記分流部材は、前記一方側および他方側の練肉が流動する流路の一部を形成するように、前記練肉の押し出し方向に沿って、該押し出し方向と直交する方向に湾曲した凹部が形成されており前記一方側の練肉が流動する凹部の湾曲は、前記他方側の練肉が流動する凹部の湾曲よりも大きい。 Further, as a more preferable aspect, the diverting member is formed along the extrusion direction of the kneaded meat so as to form a part of a flow path through which the one side and the other side of the masticated meat flow. A concave portion that is curved in a direction orthogonal to each other, and the curvature of the concave portion in which the one side meat flows is larger than the curvature of the concave portion in which the other side meat flows.
この態様によれば、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、より大きな肉粒が含まれる練肉を一方側の練肉に案内しつつ、練肉を分流することができる。そして、分流された各練肉を、凹部に沿って、容易に流動させ、ノズル出口近傍でこれらを合流させることができる。この態様によれば、より大きな肉粒を含む練肉を一方側の練肉に案内することができる。 According to this aspect, the one side of the shredded shredded meat contains larger meat grains than the meat grain of the shredded other side shredded meat. The shredded meat can be diverted while guiding it to the one side of the ground meat. Then, each of the divided noodles can be easily flowed along the concave portion, and these can be merged in the vicinity of the nozzle outlet. According to this aspect, it is possible to guide the meat containing larger meat grains to the meat on one side.
さらに好ましい態様としては、前記一方側の練肉が流動する凹部の壁面は、前記練肉が流動する上流側先端から下流側に向って傾斜している。この態様によれば、より大きな肉粒を含む練肉を一方側の練肉に案内することができる。 As a more preferable aspect, the wall surface of the recess in which the one side of the meat flows flows is inclined toward the downstream side from the upstream tip where the meat flows. According to this aspect, it is possible to guide the meat containing larger meat grains to the meat on one side.
さらに好ましい態様としては、前記分流部材の前記練肉が流動する下流側端面は、前記一方側の練肉が流動する凹部の端部が突出するように、傾斜している。この態様によれば、このように下流側端面を傾斜させることにより、分流部材の下流に相当するノズル出口近傍において、上述した肉粒の大きさを一方側に偏らせつつ、他方側の練肉を一方側の練肉に合流させることができる。 In a more preferred embodiment, the downstream end surface of the flow dividing member through which the meat is flowing is inclined so that the end of the recess through which the one side of the meat flows is projected. According to this aspect, by inclining the downstream end face in this way, in the vicinity of the nozzle outlet corresponding to the downstream of the diverting member, the size of the above-mentioned meat grains is biased to one side, while the other side meat paste Can be joined to the meat on one side.
本発明によれば、人工ケーシングを用いた場合であっても、天然ケーシングと同様の曲がり形状を有し、さらには、これまでにない肉粒感のある食感を有したソーセージを得ることができる。 According to the present invention, even when an artificial casing is used, it is possible to obtain a sausage having a curved shape similar to that of a natural casing, and further having a texture with a flesh texture that has never been seen before. it can.
以下に、図面に基づき、本発明に係るソーセージの製造方法の実施形態を説明する。 Below, based on drawing, embodiment of the manufacturing method of the sausage which concerns on this invention is described.
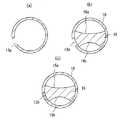
図1は、本発明の実施形態に係るソーセージの製造装置の模式的断面図である。図2は、図1に示すソーセージの製造装置のノズルを説明するための図であり、(a)は、ノズルの概観の模式的上面図、(b)は、(a)に示すノズルのA−A線矢視断面図、(c)は、(b)に示すノズルのB−B線矢視断面図である。図3は、図2(a)に示すノズルの内部に配置された分流部材の模式的斜視図である。 FIG. 1 is a schematic cross-sectional view of a sausage manufacturing apparatus according to an embodiment of the present invention. 2A and 2B are diagrams for explaining the nozzle of the sausage manufacturing apparatus shown in FIG. 1, wherein FIG. 2A is a schematic top view of the nozzle appearance, and FIG. 2B is a nozzle A shown in FIG. -A arrow sectional drawing, (c) is a BB arrow sectional drawing of the nozzle shown to (b). FIG. 3 is a schematic perspective view of the flow dividing member disposed inside the nozzle shown in FIG.
図4は、図2(a)に示すノズルの内部に配置された分流部材の固定方法を説明するための図であり、(a)は、ノズル10に穴加工を行った状態を示した図、(b)は、ノズル10内に分流部材15を配置した状態を示した図、(c)は、ノズル10の内部に分流部材15を固定した状態を示した図である。図5は、図1に示すソーセージの製造装置のノズル内の練肉の流れを説明するための模式的図であり、(a)は、練肉の押し出し方向の沿ったノズルの断面図、(b)は、(a)のC−C線矢視断面図である。 FIG. 4 is a view for explaining a fixing method of the flow dividing member arranged inside the nozzle shown in FIG. 2A, and FIG. 4A is a view showing a state in which the
本実施形態に係るソーセージは、人工ケーシングであるコラーゲンケーシングに、練肉を充填したソーセージである。練肉(ソーセージバッター)としては、鶏肉、豚肉、羊肉、牛肉、またはこれらの肉から選択して混合した肉などをミキサーなどによりひき肉にした肉などを挙げることができ、本実施形態では、あらびきの練肉と、ほそびきの練肉とを均一に混合した練肉を用いている。 The sausage according to the present embodiment is a sausage in which a collagen casing, which is an artificial casing, is filled with kneaded meat. Examples of the meat paste (sausage batter) include chicken, pork, mutton, beef, or meat obtained by mixing and mixing meat selected from these meats using a mixer or the like. It uses a kneaded meat that is a uniform mixture of noodles of soba and soba.
図1に示すように、本実施形態に係るソーセージの製造装置1は、練肉Mを押し出す筒状のノズル10を備えている。ノズルの周りには、インナーコーン20とアウターコーン30が同心状に配置されている。 As shown in FIG. 1, the
インナーコーン20は、ノズル10に対して回転自在に装着されており、アウターコーン30は、インナーコーン20に対して回転自在の装着されている。さらにインナーコーン20およびアウターコーン30は、回転駆動装置(図示ぜず)に接続さており、相互間で相対的な回転が付与されるようになっている。インナーコーン20とアウターコーン30の間には、ノズル10の出口11側に向かって、人工ケーシング用のペースト状のコラーゲンCが流動するように、環状間隙21が形成されている。 The
このようにして、インナーコーン20とアウターコーン30とを相対的に回転させ、環状間隙21から吐出されるコラーゲンの厚さを均一にすると共に、人工ケーシングの強度を増すことができる。そして、ソーセージの練肉と同時に押し出されたコラーゲンCはノズル10の出口11に押し出された練肉の周りに被覆される。なお、このときに塩水をコラーゲンCに塗布することにより、コラーゲンからなるケーシングが得られる。コラーゲンCが被覆された練肉(加熱処理前のソーセージ)はロープ状となり、クリンパー(図示せず)によって、所定の長さに切断される。 In this way, the
ここで、本実施形態のノズルは、図1,図2(a)〜(c)に示すように、ノズル10は、入口側には、製造装置本体に固定させるねじ部14が形成されている。さらに、ノズル10の練肉が押し出される入口12には、練肉を押し出す押し出し機(図示せず)に接続されている。 Here, as for the nozzle of this embodiment, as shown to FIG. 1, FIG. 2 (a)-(c), as for the
ここで、本実施形態に係るノズル10は、ノズル10(練肉が流動する流路17)内において、押し出し方向Rに流動する練肉Mを分流させる分流部材15が配置されている。より具体的には、分流部材15は、分流された練肉M1,M2がノズル10の出口近傍で合流する位置に配置されている(図1および図5参照)。 Here, the
なお、分流部材15の出口側端部15gは、ノズルの内径を8〜20mmとしたときに、ノズル10の出口11からの距離L1が5mm〜30mmの範囲に配置されていることが好ましい。このような範囲とすることにより、流動する練肉Mの上流側において、分流部材15により分流された練肉を好適に合流させることができる。 In addition, it is preferable that the distance L1 from the
ここで、分流部材15により、分流された一方側の練肉M1に、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる第1の流路17aと第2の流路17bがノズル10内に形成される(図2(b),(c)および図5(a)参照)。具体的には、第1の流路17aの流路断面積は、第2の流路17bの流路断面積よりも大きくなっている。 Here, the flow-path cross-sectional area is set so that the shredded
ここでは、第1および第2の流路17a,17bの断面積の比率および形状は、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒が多く含まれるように定められており、練肉種類および粒径、練肉の押し出し速度、ノズル内径等の因子に依存するものであり、これらの値は、実験的に求めることができる。なお、ここでは、第1および第2の流路17a,17bの2つの流路としたが、上述した分流が行えるのであれば、2つの流路に限定されず、それ分流部材を用いて以上の流路を形成してもよい。 Here, the ratio and the shape of the cross-sectional areas of the first and
本実施形態では、図3に示すように、分流部材15は、前記一方側および他方側の練肉が流動する第1および第2の流路17a,17bの一部を形成するように、練肉の押し出し方向Rに沿って、押し出し方向Rと直交する方向に湾曲した第1の凹部15aおよび第2の凹部15bが、ノズル10の内壁に対して平行に形成されている。 In the present embodiment, as shown in FIG. 3, the
一方側の練肉M1が流動する第1の凹部15aの湾曲は、他方側の練肉M2が流動する第2の凹部15bの湾曲よりも大きくなっている。本実施形態では、図3に示すように、第1および第2の凹部15a,15bは、ラウンド加工をされており、ラウンド加工による第1の凹部15aの半径R1は、第2の凹部15bの第2半径R2よりも大きくなっている。The curvature of the
ここで、具体的には、R1/R2は、1.5〜3.5であることが好ましい。このような範囲にすることにより、より好適に、分流された一方側の練肉M1に、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒が多く含まれるように、分流することができる。Here, specifically,
また、一方側の練肉M1が流動する第1の凹部15aの壁面15cは、この湾曲形状を保った状態で、練肉M1が流動する上流側先端15dから下流側に向って傾斜しており(図2(b)および図4参照)、その先端15dの縁部15eは、中央が凹むように湾曲している。また、傾斜した壁部15cの長手方向の長さL3は、傾斜していない壁部の長手方向の長さL2よりも短い。 The
なお、図2(b)に示す壁面15cの傾斜角度θ1は、押し出し方向に対して、15°〜45°であることが好ましい。このような範囲の角度とすることにより、第1の流路17aに向かって、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒を多く含む練肉M1を好適に流動させることができる。 In addition, it is preferable that inclination | tilt angle (theta) 1 of the
さらに、分流部材15の練肉が流動する下流側端面15fは、一方側の練肉M1が流動する第1の凹部15aの端部15gが突出するように、傾斜している。図2(b)に示す下流側端面15fの傾斜角度θ2は、押し出し方向と直交する方向に対して、5°〜35°であることが好ましい。このような範囲の角度θ2とすることにより、後述するように、より好適に、上述した肉粒の大きさを一方側に偏らせつつ、他方側の練肉M2を一方側の練肉M1に合流させることができる。 Further, the downstream
ここで、分流部材15は、図4(a)〜(c)に示すようにして、ノズル10に固定される。まず、図4(a)に示すように、ノズル10の、分流部材15を固定する位置に、穴13aを加工する。次に、図4(b)に示すように、ノズル10の内部の所定の位置に分流部材15を挿入して、分流部材15の位置決めを行う。最後に、図4(c)に示すように、ノズル10に形成された穴13aを介して、分流部材15を溶接部13bにより固定し、ノズル10の外周面に合わせて、溶接部13bを研磨する。このようにして、分流部材15をノズル10の内部に固定することができる。 Here, the
このようにして得られたノズル10を用いることにより、図5(a)、(b)に示すように、練肉Mをノズル10内に通過させる際に、ノズル10の内部において流動する練肉Mを練肉M1,M2分流し、分流した練肉M1,M2をノズル10の出口近傍で合流することができる。 By using the
このとき、分流された一方側の練肉M1に、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる第1および第2流路に練肉M1を分流することができる。 At this time, the first and second flow paths having different cross-sectional areas are included so that the shredded meat M1 on the one side contains a larger number of meat grains than the meat contained in the shredded meat M2 on the other side. The ground meat M1 can be divided into two flow paths.
本実施形態では、練肉Mに、あらびき肉とほそびき肉とを混合した練肉を用いたので、第2の流路17bに比べて流路断面の大きい第1の流路17aを通過する練肉M1には、流速が速く、分流された他方側の練肉M2に比べて、あらびき肉が多く含まれるように、練肉M1分流することができる。 In the present embodiment, the paste M is made of mixed meat of roasted meat and roasted meat, and therefore passes through the
特に、本実施形態では、湾曲した第1および第2の凹部15a,15bを有した分流部材15を用いることにより、より好適に、分流された一方側の練肉M1に、分流された他方側の練肉M2に含まれる肉粒よりも大きい肉粒(あらびきの肉粒)が多く含まれるように、より大きな肉粒が含まれる練肉を一方側の練肉M1に案内しつつ、練肉Mを分流することができる。 In particular, in the present embodiment, by using the
また、一方側の練肉が流動する凹部15aの壁面15cを、練肉Mが流動する上流側先端15dから下流側に向って傾斜させたので、より大きな肉粒を含む練肉を、第1の流路17aに案内することができる。 Further, since the
さらに、第1の凹部15aの端部15gが突出するように、分流部材15の練肉M1,M2が流動する下流側端面15fを傾斜させたので、分流部材15の下流に相当するノズル出口近傍において、上述した肉粒の大きさを一方側に偏らせつつ、他方側の練肉M2を一方側の練肉M1に合流させることができる。 Furthermore, since the
このようにして、上述した如くコラーゲンのケーシング内に練肉が充填されたソーセージは、ケーシング内の練肉の肉粒の粒度分布が偏向する。そして、この偏向した練肉が充填されたソーセージを加熱処理することにより、図6に示すように、ソーセージSにカーブを付与することができ、得られたソーセージSは、天然ケーシングを用いたものに近い曲がり形状となる。 In this manner, as described above, sausage in which the meat is filled in the collagen casing has a deviation in the particle size distribution of the meat grains in the casing. Then, by heating the sausage filled with the deflected paste, the sausage S can be curved as shown in FIG. 6, and the obtained sausage S uses a natural casing. Bend shape close to
また、曲がり形状のソーセージSの外側のカーブ近傍S1の肉は、内側のカーブ近傍S2の肉よりも、分流された練肉M1により大きな肉粒が多く含まれるので、このようなソーセージは、これまでに無い肉粒感のある食感を得ることができる。 Further, since the meat in the vicinity of the curve S1 on the outer side of the bent sausage S contains more large grains in the shredded meat M1 than the meat in the vicinity of the inner curve S2, such a sausage An unprecedented texture can be obtained.
以下の本実施形態を実施例により説明する。
(実施例1)
豚肉からなるあらびきの練肉とほそびきの練肉とを、2.7:1の重量比で混合した練肉を製造した。次に、図1にしめす製造装置を用いて、300mm/sで練肉を押し出すと共に、その周りにコラーゲンを被覆し、ロープ状のソーセージを製造し、これをクリンパーでカットした。その後、カットしたソーセージを、80℃で加熱処理した。The following embodiment will be described by way of examples.
Example 1
A mixed noodle made of pork and mixed noodles in a weight ratio of 2.7: 1 was produced. Next, using the production apparatus shown in FIG. 1, the meat paste was extruded at 300 mm / s, and the surrounding area was covered with collagen to produce a rope-like sausage, which was cut with a crimper. Then, the cut sausage was heat-processed at 80 degreeC.
なお、図7には、押し出し方向に沿った形状のノズル断面と、押し出し方向に対して直交する方向のノズル断面を示しており、図2(b),(c)に相当するものである。ここでは、ノズル内径を、14mmとし、ノズル出口から12mmの位置に、分流部材の下流側の端部が位置するように、分流部材を配置した。さらに、分流部材の第1の凹部のR1を12mmとし、第2の凹部のR2を7mmとした。また、第1の凹部の壁面の上流側先端から下流側に向っての傾斜角度θ1は、28°であり、下流側端面の傾斜角度θ2は、19°である。FIG. 7 shows a nozzle cross section having a shape along the extrusion direction, and a nozzle cross section in a direction orthogonal to the extrusion direction, and corresponds to FIGS. 2B and 2C. Here, the nozzle inner diameter is 14 mm, and the flow dividing member is arranged so that the downstream end of the flow dividing member is located at a
(実施例2)
実施例1と同じようにして、ソーセージを製造した。実施例1と相違する点は、図7に示すように、分流部材の形状である。具体的には、分流部材の第1の凹部のR1を24mmとし、第2の凹部のR2を7mmとした。(Example 2)
Sausages were produced in the same manner as in Example 1. The difference from the first embodiment is the shape of the flow dividing member as shown in FIG. Specifically, R1 of the first recess of the flow dividing member was 24 mm, and R2 of the second recess was 7 mm.
(実施例3)
実施例1と同じようにして、ソーセージを製造した。実施例1と相違する点は、図7に示すように、分流部材の形状である。具体的には、分流部材に第2の凹部を2つ設けた点である。(Example 3)
Sausages were produced in the same manner as in Example 1. The difference from the first embodiment is the shape of the flow dividing member as shown in FIG. Specifically, two second recesses are provided in the flow dividing member.
(比較例1)
実施例1と同じようにして、ソーセージを製造した。実施例1と相違する点は、図7に示すように、分流部材の形状である。具体的には、分流部材に第1の凹部のみを設けたものであり、上述した特許文献2に記載されたノズルに相当する。(Comparative Example 1)
Sausages were produced in the same manner as in Example 1. The difference from the first embodiment is the shape of the flow dividing member as shown in FIG. Specifically, only the first recess is provided in the flow dividing member, which corresponds to the nozzle described in
(比較例2)
実施例1と同じようにして、ソーセージを製造した。実施例1と相違する点は、図7に示すように、分流部材の形状である。具体的には、吐出端断面を非対称形状となるような分流部材を用いた点である。(Comparative Example 2)
Sausages were produced in the same manner as in Example 1. The difference from the first embodiment is the shape of the flow dividing member as shown in FIG. Specifically, a flow dividing member having an asymmetric shape at the discharge end cross section is used.
(結果および考察)
実施例1に係るソーセージが最も天然ケーシングを用いたものに近い曲がり形状であり、肉粒感があり食感がよかった。次に、実施例2、実施例3のソーセージが、比較例1および2のものに比べて、形状および食感が良好であった。(Results and Discussion)
The sausage according to Example 1 has a bent shape that is closest to that using a natural casing, and has a flesh texture and a good texture. Next, the sausages of Example 2 and Example 3 were better in shape and texture than those of Comparative Examples 1 and 2.
比較例1および2のソーセージのケーシング内の練肉の肉粒の大きさが略均一に分散しているのに対して、実施例1〜3のソーセージは、ケーシング内の練肉の肉粒の粒度分布が偏っており、曲がり形状のソーセージSの外側のカーブ近傍の肉は、内側のカーブ近傍の肉よりも、より大きな肉粒が多く含まれていた。 In contrast to the sausages of Comparative Examples 1 and 2, the size of the granulated meat in the casing of the sausage is substantially uniformly dispersed, whereas the sausages in Examples 1 to 3 are of the size of the granulated meat in the casing. The particle size distribution is biased, and the meat in the vicinity of the outer curve of the bent sausage S contained many larger meat grains than the meat in the vicinity of the inner curve.
この結果から、ノズル内における流動する練肉の分流において、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、あらびきとほそびきとからなる練肉の肉粒が分流されたからであると考えられる。 From this result, in the split flow of the flowing meat in the nozzle, so that the one side of the shredded shredded meat contains many meat grains larger than the meat grain contained in the shredded other side of the shredded meat, This is thought to be due to the shattered meat of shrimp and soba.
以上、本発明の実施形態について詳述したが、本発明は、前記の実施形態に限定されるものではなく、特許請求の範囲に記載された本発明の精神を逸脱しない範囲で、種々の設計変更を行うことができるものである。 Although the embodiments of the present invention have been described in detail above, the present invention is not limited to the above-described embodiments, and various designs can be made without departing from the spirit of the present invention described in the claims. It can be changed.
1:ソーセージの製造装置、10:ノズル、11:出口、12:入口、15:分流部材、13a:穴、13b:溶接部、14:ねじ部、15a:第1の凹部、15b:第2の凹部、15c:壁面、15d:先端、15e:縁部、15f:下流側端面、15g:端部、17:流路、17a:第1の流路、17b:第2の流路、20:インナーコーン、21:環状間隙、30:アウターコーン、40:切断部、C:コラーゲン、M,M1,M2:練肉、R:押し出し方向、S:ソーセージ、S1:外側のカーブ近傍、S2:内側のカーブ近傍 1: sausage manufacturing apparatus, 10: nozzle, 11: outlet, 12: inlet, 15: flow dividing member, 13a: hole, 13b: welded portion, 14: screw portion, 15a: first recess, 15b: second Recessed portion, 15c: wall surface, 15d: tip, 15e: edge, 15f: downstream end surface, 15g: end, 17: flow channel, 17a: first flow channel, 17b: second flow channel, 20: inner Cone, 21: annular gap, 30: outer cone, 40: cutting part, C: collagen, M, M1, M2: meat paste, R: extrusion direction, S: sausage, S1: near the outer curve, S2: inside Near the curve
Claims (9)
Translated fromJapanese該製造方法は、前記練肉を前記ノズル内に通過させる際に、前記ノズル内において流動する練肉を分流し、該分流した練肉を前記ノズルの出口近傍で合流させるものであり、
前記流動する練肉の分流において、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる少なくとも2つ以上の流路に前記練肉を分流することを特徴とするソーセージの製造方法。A sausage manufacturing method for manufacturing a sausage in which an artificial casing is filled with noodles extruded from a nozzle,
In the production method, when the meat paste is passed through the nozzle, the meat meat flowing in the nozzle is divided, and the divided meat mixture is merged in the vicinity of the outlet of the nozzle,
In the flowing shredded meat, the flow path cross-sectional areas are different so that the shredded one side of the shredded meat contains more meat grains than the shattered other side of the shredded meat. A method for producing sausage, characterized in that the meat paste is divided into at least two flow paths.
前記分流された一方側の練肉には、前記分流された他方側の練肉に比べて、あらびき肉が多く含まれるように、前記分流を行うことを特徴とする請求項1に記載のソーセージの製造方法。Using the mixed meat, mixed meat of roasted and roasted meat,
The shunting is performed such that the shredded meat on one side contains a larger amount of ground meat than the shredded meat on the other side. Sausage manufacturing method.
前記分流部材として、前記一方側および他方側の練肉が流動する流路の一部を形成するように、前記練肉の押し出し方向に沿って、該押し出し方向と直交する方向に湾曲した凹部が形成された分流部材を用い、
前記一方側の練肉が流動する凹部の湾曲は、前記他方側の練肉が流動する凹部の湾曲よりも大きいことを特徴とする請求項1または2に記載のソーセージの製造方法。The diversion in the nozzle is performed by arranging a diversion member on the inner wall of the nozzle,
As the flow dividing member, there is a concave portion that is curved in a direction perpendicular to the extrusion direction along the extrusion direction of the meat so as to form a part of a flow path through which the meat on the one side and the other side flows. Using the formed diversion member,
The method for producing sausage according to claim 1 or 2, wherein the curvature of the concave portion in which the one side meat flows is larger than the curvature of the concave portion in which the other side meat flows.
前記ノズルは、ノズル内において、押し出し方向に流動する練肉を分流させるとともに、該分流された練肉が前記ノズルの出口近傍で合流する位置に、分流部材が配置されており、
該分流部材により、分流された一方側の練肉に、分流された他方側の練肉に含まれる肉粒よりも大きい肉粒が多く含まれるように、流路断面積の異なる少なくとも2つ以上の流路が前記ノズル内に形成されていることを特徴とするソーセージの製造装置。In order to produce sausage filled with kneaded meat in an artificial casing, a sausage producing apparatus provided with a nozzle for extruding the kneaded meat,
The nozzle is configured to divide the noodles flowing in the extrusion direction in the nozzle, and a diversion member is disposed at a position where the diverged noodles merge in the vicinity of the outlet of the nozzle,
At least two or more different cross-sectional areas of the flow path so that the shredded meat on one side by the flow dividing member contains a larger number of meat grains than the meat contained in the shredded meat on the other side The sausage manufacturing apparatus is characterized in that a flow path is formed in the nozzle.
前記一方側の練肉が流動する凹部の湾曲は、前記他方側の練肉が流動する凹部の湾曲よりも大きいことを特徴とする請求項6に記載のソーセージの製造装置。The diversion member has a concave portion curved in a direction perpendicular to the extrusion direction along the extrusion direction of the meat so as to form a part of a flow path through which the meat on the one side and the other side flows. Formed,
The sausage manufacturing apparatus according to claim 6, wherein the curvature of the concave portion in which the one side meat flows is greater than the curvature of the concave portion in which the other side meat flows.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011286564AJP4997343B1 (en) | 2011-12-27 | 2011-12-27 | Sausage manufacturing method and manufacturing apparatus thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011286564AJP4997343B1 (en) | 2011-12-27 | 2011-12-27 | Sausage manufacturing method and manufacturing apparatus thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4997343B1true JP4997343B1 (en) | 2012-08-08 |
| JP2013132280A JP2013132280A (en) | 2013-07-08 |
Family
ID=46793911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011286564AActiveJP4997343B1 (en) | 2011-12-27 | 2011-12-27 | Sausage manufacturing method and manufacturing apparatus thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4997343B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10212555B1 (en)* | 2017-09-13 | 2019-02-19 | Microsoft Technology Licensing, Llc | Enabling and disabling location sharing based on environmental signals |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0723692A (en)* | 1993-07-06 | 1995-01-27 | Marudai Shokuhin Kk | Method of manufacturing curved extruded meat product and nozzle for manufacturing |
| EP0720816A1 (en)* | 1995-01-04 | 1996-07-10 | Unilever Plc | Method of manufacturing a food product |
| JP2007006892A (en)* | 2005-06-30 | 2007-01-18 | Albert Handtmann Mas Fab Gmbh & Co Kg | Device and method for producing sausage skein of desired geometric profile |
| JP4319910B2 (en)* | 2001-10-22 | 2009-08-26 | ストーク タウンゼント ベスローテン フェンノートシャップ | Method and apparatus for producing a meat extruded product having a curved contour, and a meat extruded product having a curved contour |
- 2011
- 2011-12-27JPJP2011286564Apatent/JP4997343B1/enactiveActive
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0723692A (en)* | 1993-07-06 | 1995-01-27 | Marudai Shokuhin Kk | Method of manufacturing curved extruded meat product and nozzle for manufacturing |
| EP0720816A1 (en)* | 1995-01-04 | 1996-07-10 | Unilever Plc | Method of manufacturing a food product |
| JP4319910B2 (en)* | 2001-10-22 | 2009-08-26 | ストーク タウンゼント ベスローテン フェンノートシャップ | Method and apparatus for producing a meat extruded product having a curved contour, and a meat extruded product having a curved contour |
| JP2007006892A (en)* | 2005-06-30 | 2007-01-18 | Albert Handtmann Mas Fab Gmbh & Co Kg | Device and method for producing sausage skein of desired geometric profile |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013132280A (en) | 2013-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2340193C2 (en) | Method of manufacturing sausage product with outer profile of any geometrical shape and device for its implementation | |
| US4060361A (en) | Extruder apparatus for forming a tubular casing | |
| EP2190305B1 (en) | Low shear meat analog | |
| US3404430A (en) | Method and apparatus for making sausage products | |
| US5048405A (en) | Apparatus for manufacturing fibrous fish or shellfish "neriseihin" product | |
| US6613372B1 (en) | Method for producing an animal feed or food item and a product produced according to said method | |
| PL187289B1 (en) | Extrusion apparatus, extrusion nozzle and meat product | |
| JP4997343B1 (en) | Sausage manufacturing method and manufacturing apparatus thereof | |
| US20160081359A1 (en) | Separation chambers for deboning machines | |
| AU2005311080B2 (en) | Apparatus and method for extruding a product | |
| JP5900824B2 (en) | Method for producing foodstuffs by coextrusion | |
| JP4338668B2 (en) | Rubber extruder | |
| ES2599825T3 (en) | Procedures and apparatus for producing multiple extruded food products | |
| US11337430B2 (en) | Device and procedure for processing a foodstuff material | |
| JP2005506077A (en) | Method and apparatus for producing a meat extruded product having a curvilinear contour, and meat extruded product having a curvilinear contour | |
| EP2798961B1 (en) | Device for producing a string of sausages | |
| JP2628220B2 (en) | String kneaded product using extruder mainly composed of fish and shellfish and method for producing the same | |
| JPS60214869A (en) | Apparatus for molding food | |
| RU2563683C1 (en) | Method to produce feed for animals or food and product made by this method | |
| KR20170001321A (en) | Hamburger Steak and extrusion molding device | |
| WO1998021973A1 (en) | Collagen casing and apparatus for manufacturing the same | |
| JPS62104566A (en) | Production of composite food | |
| WO2024171955A1 (en) | Cooling die and method for producing meat-like food | |
| JPH0661249B2 (en) | Method and apparatus for producing two-layer food in which inner material is covered with outer skin | |
| JPH034182B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) | Free format text:JAPANESE INTERMEDIATE CODE: A01 | |
| A61 | First payment of annual fees (during grant procedure) | Free format text:JAPANESE INTERMEDIATE CODE: A61 Effective date:20120514 | |
| FPAY | Renewal fee payment (event date is renewal date of database) | Free format text:PAYMENT UNTIL: 20150518 Year of fee payment:3 | |
| R150 | Certificate of patent or registration of utility model | Ref document number:4997343 Country of ref document:JP Free format text:JAPANESE INTERMEDIATE CODE: R150 Free format text:JAPANESE INTERMEDIATE CODE: R150 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 | |
| R250 | Receipt of annual fees | Free format text:JAPANESE INTERMEDIATE CODE: R250 |