JP2010052288A - Fine structure transfer mold and fine structure transfer device - Google Patents
Fine structure transfer mold and fine structure transfer deviceDownload PDFInfo
- Publication number
- JP2010052288A JP2010052288AJP2008219972AJP2008219972AJP2010052288AJP 2010052288 AJP2010052288 AJP 2010052288AJP 2008219972 AJP2008219972 AJP 2008219972AJP 2008219972 AJP2008219972 AJP 2008219972AJP 2010052288 AJP2010052288 AJP 2010052288A
- Authority
- JP
- Japan
- Prior art keywords
- transfer mold
- microstructure
- microstructure transfer
- transfer
- fine structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Abstract
Translated fromJapaneseDescription
Translated fromJapanese本発明は、被転写体の表面に、微細な凹凸からなる微細パターンを転写する微細構造転写モールド及び微細構造転写装置に関する。 The present invention relates to a fine structure transfer mold and a fine structure transfer apparatus for transferring a fine pattern composed of fine irregularities onto the surface of a transfer object.
近年、半導体集積回路は微細化及び集積化が進んでおり、その微細加工を実現するためのパターン転写技術としてフォトリソグラフィ装置の高精度化が進められてきた。しかし、加工方法が光露光の光源の波長に近づき、リソグラフィ技術も限界に近づいてきた。そのため、さらなる半導体集積回路の微細化及び集積化、並びに微細加工装置の高精度化を進めるために、リソグラフィ技術に代わり、荷電粒子線装置の一種である電子線描画装置が用いられるようになった。 2. Description of the Related Art In recent years, semiconductor integrated circuits have been miniaturized and integrated, and photolithography apparatuses have been improved in accuracy as a pattern transfer technique for realizing the fine processing. However, the processing method has approached the wavelength of the light source for light exposure, and the lithography technology has also approached its limit. Therefore, in order to advance further miniaturization and integration of semiconductor integrated circuits and higher precision of microfabrication apparatuses, an electron beam lithography apparatus, which is a kind of charged particle beam apparatus, has been used in place of lithography technology. .
電子ビームを用いたパターン形成法は、i線、エキシマレーザ等の光源を用いたパターン形成における一括露光方法とは異なり、マスクパターンを描画していく。そのため、描画するパターンが多いほど露光(描画)に時間を要し、パターン形成にも時間がかかることが欠点とされている。そして、256メガ、1ギガ、4ギガと、集積度が飛躍的に高まるにつれて、パターン形成の時間も飛躍的に長くなることになり、スループットが著しく劣ることが懸念される。そこで、電子ビーム描画装置の高速化のために、各種形状のマスクを組み合わせ、それらに一括して電子ビームを照射してマスクの組み合わせに対応した複雑な形状の電子ビームを形成する一括図形照射法の開発が進められている。この結果、パターンの微細化が進められる一方で、電子ビーム描画装置が大型化すると共にマスク位置をより高精度に制御する機構が必要になるので、装置コストが高くなるという欠点がある。 Unlike the batch exposure method in pattern formation using a light source such as i-line or excimer laser, the pattern formation method using an electron beam draws a mask pattern. Therefore, the more patterns to be drawn, the more time is required for exposure (drawing), and the longer time is required for pattern formation. As the degree of integration increases dramatically, such as 256 mega, 1 giga, and 4 giga, the pattern formation time also increases remarkably, and there is a concern that the throughput is significantly inferior. Therefore, in order to increase the speed of the electron beam lithography system, a combined figure irradiation method that combines various shaped masks and collectively irradiates them with electron beams to form complex shaped electron beams corresponding to the mask combinations. Development is underway. As a result, while miniaturization of the pattern is promoted, the electron beam lithography apparatus is increased in size and a mechanism for controlling the mask position with higher accuracy is required.
これに対し、微細なパターン形成を低コストで行うための技術が特許文献1及び特許文献2、並びに非特許文献1に開示されている。この技術は、形成する微細な凹凸パターンと同じ凹凸パターンを有するモールド(以下に、「微細構造転写モールド」ということがある)を、被転写体に対して型押しすることで凹凸パターンを転写するものである。特に特許文献2及び非特許文献1のナノインプリント技術では、シリコンウエハで形成した微細構造転写モールドを組み込んだ微細構造転写装置を使用して、25ナノメートル以下の微細な凹凸パターンが被転写体に転写されている。
しかし、シリコンウエハで形成した微細構造転写モールドを微細構造転写装置に組み込むには、微細構造転写モールドの周辺部を治具等で機械的に保持するか、又は微細構造転写モールドの裏面に設けた基材を真空吸着又は接着によって保持する必要がある。そして、これらの保持方法のうち、微細構造転写モールドの周辺部を治具等で保持する方法では、微細構造転写モールドと被転写体とを接触する際に、治具等が被転写体に干渉するので、被転写体のサイズが微細構造転写モールドの治具等で囲まれたエリアの面積よりも小さい面積のものに制限される。また、微細構造転写モールドの裏面に設けた基材を真空吸着によって保持する方法では、微細構造転写モールドと被転写体との密着力が真空吸着力よりも大きいと、型押しした微細構造転写モールドを被転写体から剥離することができない。
そして、このような従来の微細構造転写モールドは、被転写体に対して型押しと剥離とが行われるたびに微細構造転写モールドの周縁部、つまりパターン形成部の外端に応力が集中するので、更なる耐久性の向上が望まれている。However, in order to incorporate a microstructure transfer mold formed of a silicon wafer into a microstructure transfer apparatus, the periphery of the microstructure transfer mold is mechanically held by a jig or the like, or provided on the back surface of the microstructure transfer mold. It is necessary to hold the substrate by vacuum suction or adhesion. Of these holding methods, in the method of holding the periphery of the microstructure transfer mold with a jig or the like, the jig or the like interferes with the transferred object when the microstructure transfer mold and the transferred object are brought into contact with each other. Therefore, the size of the transfer object is limited to an area smaller than the area of the area surrounded by the jig or the like of the microstructure transfer mold. Further, in the method of holding the substrate provided on the back surface of the microstructure transfer mold by vacuum adsorption, if the adhesion force between the microstructure transfer mold and the transfer target is larger than the vacuum adsorption force, the pressed microstructure transfer mold Cannot be peeled off from the transfer medium.
In such a conventional fine structure transfer mold, stress is concentrated on the peripheral portion of the fine structure transfer mold, that is, the outer edge of the pattern forming portion every time embossing and peeling are performed on the transfer object. Therefore, further improvement in durability is desired.
そこで、本発明の課題は、使用可能な被転写体のサイズが制限されないように微細構造転写装置に十分な保持力で保持させることができ、耐久性に優れた微細構造転写モールド、及びこれを備えた微細構造転写装置を提供することにある。 Accordingly, an object of the present invention is to provide a fine structure transfer mold excellent in durability, which can be held with a sufficient holding force in a fine structure transfer device so that the size of usable transfer target is not limited, and An object of the present invention is to provide a fine structure transfer apparatus.
前記課題を解決する本発明の微細構造転写モールドは、表面に微細な凹凸が形成されたパターン部と、このパターン部の外側に形成された固定部と、前記パターン部と前記固定部との間に形成された傾斜部と、を備え、前記パターン部が前記固定部よりも突出していることを特徴とする。
この微細構造転写モールドでは、パターン部の微細な凹凸を被転写体に接触させて転写する際に、パターン部が固定部よりも突出しているので、例えば、パターン部と固定部とが同じ平面内に形成されているものと異なって、固定部が被転写体に干渉することが避けられる。その結果、この微細構造転写モールドでは、パターン部よりも広い面積の被転写体を使用することができ、使用可能な被転写体のサイズが制限されない。また、この微細構造転写モールドは、固定部を有しているので、この固定部を介して微細構造転写装置に十分な保持力で保持させることができる。The microstructure transfer mold of the present invention that solves the above problems includes a pattern portion having fine irregularities formed on the surface, a fixed portion formed outside the pattern portion, and a space between the pattern portion and the fixed portion. The pattern part protrudes rather than the fixed part.
In this fine structure transfer mold, when transferring the fine irregularities of the pattern portion in contact with the transfer target, the pattern portion protrudes from the fixed portion. For example, the pattern portion and the fixed portion are in the same plane. Unlike what is formed on the substrate, it is possible to avoid the fixed portion from interfering with the transfer target. As a result, in this fine structure transfer mold, a transfer object having a larger area than the pattern portion can be used, and the usable transfer object size is not limited. Further, since the microstructure transfer mold has a fixing portion, the microstructure transfer device can be held with a sufficient holding force via the fixing portion.
そして、前記課題を解決する本発明の微細構造転写装置は、表面に微細な凹凸が形成されたパターン部と、このパターン部の外側に形成された固定部と、前記パターン部が前記固定部よりも突出するように前記パターン部と前記固定部との間に設けられた傾斜部と、を有する微細構造転写モールドと、この微細構造転写モールドの前記固定部を固定する固定ブロックと、被転写体を保持するステージブロックと、前記微細構造転写モールドと前記被転写体とを接触させた後に離反させるように前記固定ブロック及び前記ステージブロックのうちの少なくとも一方を駆動する駆動機構と、を備えることを特徴とする。 And the fine structure transfer apparatus of the present invention that solves the above-mentioned problems is provided with a pattern portion having fine irregularities formed on the surface, a fixed portion formed outside the pattern portion, and the pattern portion from the fixed portion. A microstructure transfer mold having an inclined portion provided between the pattern portion and the fixing portion so as to protrude, a fixing block for fixing the fixing portion of the microstructure transfer mold, and a transfer target And a drive mechanism for driving at least one of the fixed block and the stage block so as to be separated after contacting the microstructure transfer mold and the transfer object. Features.
本発明によれば、使用可能な被転写体のサイズが制限されずに微細構造転写装置に十分な保持力で保持させることができ、耐久性に優れた微細構造転写モールド、及びこれを備えた微細構造転写装置を提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, the fine structure transfer mold which can be made to hold | maintain with sufficient holding | maintenance force to a fine structure transfer apparatus, without restrict | limiting the size of the to-be-transferred object which can be used, and this were provided. A microstructure transfer device can be provided.
以下に、本発明の微細構造転写モールド及びこれを備えた微細構造転写装置の実施形態について詳細に説明する。
(第1の実施形態)
ここでは、微細構造転写装置について説明した後に、微細構造転写モールドについて説明する。参照する図面において、図1は、第1の実施形態に係る微細構造転写装置の構成説明図である。図2は、図1の微細構造転写装置に組み込まれた微細構造転写モールドの構成説明図である。Hereinafter, embodiments of the microstructure transfer mold of the present invention and the microstructure transfer apparatus including the same will be described in detail.
(First embodiment)
Here, after describing the microstructure transfer device, the microstructure transfer mold will be described. In the drawings to be referred to, FIG. 1 is a configuration explanatory view of a fine structure transfer apparatus according to a first embodiment. FIG. 2 is a configuration explanatory view of a microstructure transfer mold incorporated in the microstructure transfer apparatus of FIG.
<微細構造転写装置>
図1に示すように、第1の実施形態に係る微細構造転写装置11は、筐体としての真空チャンバ12内に、昇降機構13で昇降すると共に被転写体10を保持するステージブロック14と、後記する微細構造転写モールド1a(図2参照)を固定して保持する固定ブロック15とを備えている。<Microstructure transfer device>
As shown in FIG. 1, the microstructure transfer device 11 according to the first embodiment includes a stage block 14 that moves up and down by a lifting mechanism 13 and holds a
昇降機構13は、特許請求の範囲にいう「駆動機構」に相当し、真空チャンバ12内の底部に配置されている。そして、この昇降機構13では、推力が図示しないボールネジを介したモータ駆動や電空レギュレータで調整された流体圧力により発生し、調整可能となっている。昇降機構13は、この発生した推力を、図示しない駆動軸を介してステージブロック14に入力することでステージブロック14を昇降するようになっている。 The elevating mechanism 13 corresponds to a “drive mechanism” in the claims, and is disposed at the bottom of the
本実施形態での被転写体10は、円盤形状であって、基板10aと、この基板10aの表面に積層された樹脂層10bとを備えている。
基板10aとしては、要求される強度と加工精度が実現できれば特に制限はなく、例えば、シリコンウエハ、各種金属材料、ガラス、石英、セラミック、プラスチック等が挙げられる。
本実施形態での樹脂層10bは、熱可塑性樹脂からなるものを想定しているが、これに限定されるものではなく、この熱可塑性樹脂に代えて熱硬化性樹脂や光硬化性樹脂からなるものであってよい。The transferred
The
Although the
このような被転写体10は、樹脂層10bが微細構造転写モールド1aと向き合うように、ステージブロック14の上面に保持具14bで保持されている。この保持具14bは、円盤形状の被転写体10の外周に沿うように等間隔で3箇所配置されている。つまり、保持具14bは、ステージブロック14上で被転写体10の外周を120度間隔で保持している。
この被転写体10は、前記したように、昇降機構13でステージブロック14が昇降することで、その樹脂層10bが微細構造転写モールド1aに押し当てられ、又はその樹脂層10bが微細構造転写モールド1aから離反することとなる。Such a member to be transferred 10 is held by a
As described above, when the stage block 14 is moved up and down by the elevating mechanism 13, the
そして、ステージブロック14の被転写体10を搭載する部分には、厚さ1mmのシリコーン製の緩衝層14cが配置されており、この緩衝層14cは、被転写体10が微細構造転写モールド1aに押し当てられた際に被転写体10に加わる衝撃荷重を軽減するものである。また、ステージブロック14の内部には、抵抗加熱器と冷却管とを備えた加熱冷却機構14aが内蔵されている。この加熱冷却機構14aは、被転写体10の樹脂層10bを加熱し、又は冷却するものである。 A 1 mm-thick
固定ブロック15は、ステージブロック14の上方に配置されており、微細構造転写モールド1aがステージブロック14上の被転写体10と向き合うように、固定ブロック15の下面で微細構造転写モールド1aを固定している。
この固定ブロック15の内部には、抵抗加熱器と冷却管とを備えた加熱冷却機構15aが内蔵されている。この加熱冷却機構15aは、被転写体10の樹脂層10bに押し当てる微細構造転写モールド1aを加熱し、又は樹脂層10bに押し当てられている微細構造転写モールド1aを冷却するものである。The fixed
Inside the fixed
固定ブロック15は、真空チャンバ12内の天井部に取り付けられた支持ブロック16にその一端が軸16aで軸支されている。つまり、固定ブロック15は、微細構造転写モールド1aと被転写体10とが昇降機構13によって離反する際に、図1中、破線で示すように、固定ブロック15の他端が軸16a周りに回動することで、図1中、二点鎖線で示す被転写体10に対して、図1中、破線で示す微細構造転写モールド1aが傾斜するようになっている。 One end of the fixed
また、固定ブロック15は、その他端がばね部材16bを介して支持ブロック16に支持されている。このばね部材16bは、固定ブロック15を支持ブロック16側に引き寄せる方向に付勢している。このばね部材16bの付勢力は、後記するように、被転写体10に接触している微細構造転写モールド1aを被転写体10から離反させる(剥離する)際に「微小な伸び」を示すが、当該「微小な伸び」の量を超えると、被転写体10に対する微細構造転写モールド1aの接着力に抗して微細構造転写モールド1aを被転写体10から剥離する程度に設定される。ちなみに、本実施形態では、ばね部材16bの付勢力を規定する前記した「微小な伸び」の量は、2mm程度となるように設定されている。 The other end of the fixed
また、微細構造転写装置11は、気体射出機構17を更に備えている。
この気体射出機構17は、ノズル17aと、このノズル17aに高速高圧の気体を供給する気体の加圧源(図示省略)とで構成することができ、後記する微細構造転写モールド1aの傾斜部4aに向かってノズル17aから気体を射出するように構成されている。そして、この気体射出機構17は、被転写体10から微細構造転写モールド1aを剥離する際に気体を傾斜部4aに射出することで、被転写体10からの微細構造転写モールド1aの剥離を促進することとなる。The fine structure transfer device 11 further includes a
The
また、ノズル17aから射出する気体は、電荷を帯びた気体を含むことが望ましい。この電荷を帯びた気体は、特許請求の範囲にいう「荷電粒子」に相当し、例えば、イオナイザを使用して発生させることができる。このような電荷を帯びた気体は、被転写体10から微細構造転写モールド1aを剥離する際に生起する静電気を中和することで、被転写体10からの微細構造転写モールド1aの剥離を更に容易にする。 Moreover, it is desirable that the gas injected from the
<微細構造転写モールド>
次に、微細構造転写モールド1aについて説明する。微細構造転写モールド1aの平面形状としては、特に制限はなく、例えば、円形、楕円形、多角形等が挙げられ、中でも円形が望ましい。ここでは平面形状が円形の微細構造転写モールド1aについて以下に説明する。<Microstructure transfer mold>
Next, the
微細構造転写モールド1aは、図2に示すように、表面に微細な凹凸からなる微細パターンPが形成されたパターン部2aと、このパターン部2aの外側に形成された固定部3aとを備えている。
微細パターンPは、被転写体10(図1参照)の樹脂層10b(図1参照)に転写される凹凸形状であって、本実施形態での微細パターンPは、ナノメータオーダの微細な凹凸で構成されている。
なお、本実施形態で図示する凹凸は、作図の便宜上実寸よりも大幅に拡大して記載している。As shown in FIG. 2, the
The fine pattern P is a concavo-convex shape transferred to the
In addition, the unevenness | corrugation illustrated by this embodiment is expanded greatly and described rather than the actual size for convenience of drawing.
このような微細パターンPの形成方法としては、例えば、フォトリソグラフィ、電子線描画法等を使用することができ、これらの形成方法は、所望する加工精度に応じて適宜に選択される。また、微細構造転写モールド1aの微細パターンPは、所定の原版から転写して複製した微細パターンPであってもよい。ちなみに、原版は、所定の基材に微細パターンPをフォトリソグラフィ、電子線描画法等で形成して製造することができる。原版用の基材としては、要求される強度と加工精度が実現できれば特に制限はなく、例えば、シリコンウエハ、各種金属材料、ガラス、石英、セラミック、プラスチック等が挙げられる。特に、Si、SiC、SiN、多結晶Si、ガラス、Ni、Cr及びCuが好ましい。 As a method for forming such a fine pattern P, for example, photolithography, an electron beam drawing method, or the like can be used, and these forming methods are appropriately selected according to desired processing accuracy. Further, the fine pattern P of the fine
このようなパターン部2aの外側、つまり微細構造転写モールド1aの周縁部には、前記したように、固定ブロック15(図1参照)に固定される固定部3aが形成されている。この固定部3aには、ボルト挿通穴Hが形成されている。このボルト挿通穴Hは、微細構造転写モールド1aの外周に沿うように等間隔で3箇所形成されている。つまり、微細構造転写モールド1aは、その外周に120度間隔で設けられたボルト挿通穴Hに挿通されたボルトB(図1参照)で固定ブロック15(図1参照)に固定されている。ちなみに、このボルトBの位置は、図1に示すステージブロック14に設けられた保持具14bの位置から60度ずれるように設定されている。 As described above, the fixing
そして、この微細構造転写モールド1aにおいては、図2に示すように、パターン部2aと固定部3aとの間に、パターン部2aが固定部3aよりも突出するように傾斜部4aが設けられている。この傾斜部4aは、固定部3aとパターン部2aとの間に段差を設けることで、後記するように、パターン部2aが被転写体10と接触する際に、固定部3aと被転写体10との間にクリアランスを形成することとなる。なお、この段差は、ボルトBの頭部が固定部3aから突出する高さよりも大きくなるように設定される。 In the
また、このような傾斜部4aとパターン部2aとは、曲面5aを介してなだらかに連続している。つまり、この曲面5aには、稜線や角部、頂点、溝等が形成されていない。
このような曲面5aの曲率半径は、固定部3aとパターン部2aとの段差の1/2の長さよりも大きいことが望ましい。そして、この曲面5aが複数の曲率半径を有する場合には、曲率半径の最小値が段差の1/2の長さよりも大きいことが望ましい。Further, the
It is desirable that the radius of curvature of the
微細構造転写モールド1aの材料としては、例えば、微細構造転写モールド1aに可撓性を付与することが可能な金属が挙げられる。この金属の具体例としては、銅、鉄、ニッケル等の他、ニッケル・リン、ニッケル・マンガン、ニッケル・鉄、ニッケル・コバルト、コバルト・モリブデン、コバルト・タングステン、ニッケル・モリブデン、ニッケル・タングステン等の合金が挙げられる。中でもニッケルを主成分とする金属は微細構造転写モールド1aの材料として望ましい。
また、微細構造転写モールド1aの材料としては、樹脂が挙げられる。中でも、ポリイミド樹脂は耐熱性及び機械的耐久性に優れているので望ましい。また、樹脂は、光硬化性樹脂が望ましい。Examples of the material for the fine
Moreover, resin is mentioned as a material of the
<微細構造転写モールドの製造方法>
次に、微細構造転写モールド1aの製造方法について説明する。ここで参照する図3(a)から(e)は、第1の実施形態に係る微細構造転写モールドの製造方法を説明するための工程図である。
図3(a)に示すように、この製造方法では、まず、微細パターンPが形成された原版20上に、図示しない無電解めっき層を介して電気めっき層21が形成される。
次に、図3(b)に示すように、原版20から電気めっき層21を剥離することで、微細パターンPが転写された電気めっき層21からなるレプリカ22が得られる。
そして、図3(c)に示すように、このレプリカ22に鍛造等の加工が施されることで、微細パターンPの形成面側が凸となって、パターン部2a、固定部3a、傾斜部4a及び曲面5aが形成される。
次に、図3(d)に示すように、レプリカ22の微細パターンPを有する側の面が保護樹脂層27で被覆される共に、これと反対側の面には電気めっき層21が更に厚付けされる。
そして、図3(e)に示すように、電気めっき層21が厚付けされた側の面(図3(d)の紙面上側の面)が平坦となるように研磨処理が施されると共に、固定部3aの所定の位置にボルト挿通穴Hが形成される。その後、保護樹脂層27(図3(d)参照)が除去されることで、第1の実施形態に係る微細構造転写モールド1aが得られる。なお、微細パターンPを有する側の面には、離型処理を施すこともできる。<Production method of microstructure transfer mold>
Next, a method for manufacturing the
As shown in FIG. 3A, in this manufacturing method, first, an
Next, as shown in FIG. 3B, the
Then, as shown in FIG. 3C, the
Next, as shown in FIG. 3D, the surface of the
And as shown in FIG.3 (e), while the surface by which the
以上のような微細構造転写モールド1aの製造方法においては、原版の微細パターンPが転写されたレプリカ22から微細構造転写モールド1aを製造しているが、次に説明する製造方法のように、一旦、原版の微細パターンPが転写されたレプリカ22から更に微細パターンPを転写する工程を有するものであってもよい。ここで参照する図4(a)から(f)は、第1の実施形態に係る微細構造転写モールドの他の製造方法を説明するための工程図である。 In the manufacturing method of the fine
ここでの微細構造転写モールド1aの製造方法においては、図4(a)に示すように、原版から転写された微細パターンPを有するレプリカ22が準備される。このレプリカ22は、図3(b)に示す電気めっきからなるレプリカ22と同様のものである。
次に、図4(b)に示すように、微細パターンPの形成面の反対側の面が凸となるようにこのレプリカ22に鍛造等の加工が施される。
そして、図4(c)に示すように、凹となったレプリカ22の微細パターンPの形成面には、保護レジスト23が設けられる。また、この形成面の反対側の面には電気めっき層21が更に厚付けされた後に、この厚付けされた電気めっき層21が研磨されて平坦化される。
次に、レプリカ22から保護レジスト23が除去されることで、図4(d)に示すように、凹部に微細パターンPを有する母型24が形成される。なお、母型24の凹部には、離型処理が施されることが望ましい。
そして、図4(e)に示すように、母型24の凹部に硬化性樹脂25が充填されると共にこの硬化性樹脂25上にはフラットプレート26が配置される。次いで、この硬化性樹脂25を硬化させた後にフラットプレート26及び母型24が除去される。
このようにフラットプレート26及び母型24が除去されることで、図4(f)に示すように、微細パターンPの形成面側が凸となって、パターン部2a、固定部3a、傾斜部4a及び曲面5aが形成される。そして、固定部3aの所定の位置にボルト挿通穴Hが形成されることで、微細構造転写モールド1aが得られる。
なお、この製造方法での硬化性樹脂25としては、光硬化性樹脂又は熱硬化性樹脂を想定しているが、これらの樹脂に代えて熱可塑性樹脂が使用されてもよい。このような熱可塑性樹脂からなる微細構造転写モールド1aは、そのガラス転移温度を下回る温度の範囲で好適に使用することができる。In the manufacturing method of the fine
Next, as shown in FIG. 4B, the
And as shown in FIG.4 (c), the protective resist 23 is provided in the formation surface of the fine pattern P of the
Next, by removing the protective resist 23 from the
Then, as shown in FIG. 4E, the concave portion of the mother die 24 is filled with the
By removing the
In addition, although the photocurable resin or the thermosetting resin is assumed as the
<転写方法>
次に、図1に示す微細構造転写装置11を使用して、図2に示す微細構造転写モールド1aの微細パターンPを被転写体10(図1参照)に転写する方法について説明する。ここで参照する図5(a)から(d)は、第1の実施形態に係る微細構造転写モールドを使用した転写方法を説明するための工程図である。<Transfer method>
Next, a method of transferring the fine pattern P of the fine
この転写方法では、図5(a)に示すように、まず、微細構造転写モールド1aの微細パターンPと、被転写体10の樹脂層10bとが対向するように配置される。この際、微細構造転写モールド1a及び被転写体10は、前記したように、微細構造転写装置11(図1参照)の真空チャンバ12内で、固定ブロック15(図1参照)及びステージブロック14(図1参照)のそれぞれに固定される。 In this transfer method, as shown in FIG. 5A, first, the fine pattern P of the fine
次に、図5(b)に示すように、微細構造転写モールド1aに被転写体10が押し当てられる。この際、図1に示す昇降機構13は、発生した推力でステージブロック14を上昇させることで微細構造転写モールド1aに被転写体10を押し当てる。そして、微細構造転写モールド1aに被転写体10を押し当てる際の圧力は、前記した電空レギュレータ(図示省略)又はモータ(図示省略)のトルク等で調整される。また、図1に示す緩衝層14cが緩衝作用を発揮することで、微細構造転写モールド1aに被転写体10が押し当てられる際の衝撃荷重が軽減されて、微細パターンP(図2参照)の損傷が防止される。
また、図5(b)に示すように、樹脂層10bの温度(T)は、ステージブロック14(図1参照)内に設けられた加熱冷却機構14a(図1参照)によって、樹脂層10bの熱可塑性樹脂のガラス転移温度(Tg)を超える温度に設定されている。そして、微細構造転写モールド1aの温度も、固定ブロック15(図1参照)内に設けられた加熱冷却機構15a(図1参照)によってガラス転移温度(Tg)を超える温度に設定される。
その結果、樹脂層10bは、塑性変形することで微細構造転写モールド1aの微細パターンPに倣った形状となる。Next, as shown in FIG. 5B, the
Further, as shown in FIG. 5B, the temperature (T) of the
As a result, the
次に、図5(c)に示すように、樹脂層10bの温度(T)が、ガラス転移温度(Tg)を下回る温度に設定される。その結果、樹脂層10bの熱可塑性樹脂は硬化する。この際、樹脂層10bの温度(T)は、ステージブロック14(図1参照)内に設けられた加熱冷却機構14a(図1参照)によって、ガラス転移温度(Tg)を下回る温度に設定される。そして、微細構造転写モールド1aの温度も、固定ブロック15内に設けられた加熱冷却機構15aによってガラス転移温度(Tg)を下回る温度に設定される。 Next, as shown in FIG. 5C, the temperature (T) of the
次に、図5(d)に示すように、微細構造転写モールド1aから被転写体10が剥離される。この際、図1に示す昇降機構13は、発生した推力でステージブロック14を下降させることで微細構造転写モールド1aから被転写体10を離反させる。そして、図1に示す固定ブロック15は、硬化した樹脂層10bが微細構造転写モールド1aを接着していることで、微細構造転写モールド1aから被転写体10が離反するにつれて、ばね部材16bを伸ばしながら、図1中、破線で示すように、固定ブロック15の他端が軸16a周りに回動する。つまり、図1中、二点鎖線で示す被転写体10に対して破線で示す微細構造転写モールド1aが傾斜する。その結果、剥離起点が軸16a側に生起する。 Next, as shown in FIG. 5D, the
また、微細構造転写モールド1aから被転写体10が離反する際には、図1に示す気体射出機構17のノズル17aから微細構造転写モールド1aの傾斜部4aに向かって高速高圧の気体が射出されるので、微細構造転写モールド1aからの被転写体10の剥離が促進される。また、電荷を帯びた気体を使用することで、この剥離によって生じた静電気が中和されて微細構造転写モールド1aからの被転写体10の剥離が更に容易となる。
そして、微細構造転写モールド1aから被転写体10が剥離した後の固定ブロック15は、ばね部材16bの付勢力によって、支持ブロック16側に引き寄せられて元の位置に復元する。
このように微細構造転写モールド1aから被転写体10が剥離されることで、図5(d)に示すように、樹脂層10bに微細パターンPが転写された微細構造体が得られる。When the
Then, the fixed
As shown in FIG. 5D, a fine structure in which the fine pattern P is transferred to the
以上のような微細構造転写装置11によれば、次のような効果を奏することができる。
この微細構造転写装置11は、前記したように、微細構造転写モールド1aから被転写体10を剥離する際に、固定ブロック15が軸16a周りに回動することで、微細構造転写モールド1aが被転写体10に対して傾斜する。その結果、軸16a寄りでの剥離応力と、この軸16aから離れた側、つまりばね部材16b寄りでの剥離応力とに差が生じる。言い換えれば、剥離応力が微細構造転写モールドと被転写体との密着界面の一部、特に軸16a寄りの端部において局在化する。このことによって微細構造転写モールド1aは、被転写体10から容易に剥離することができる。According to the fine structure transfer device 11 as described above, the following effects can be obtained.
As described above, the fine structure transfer device 11 rotates the fixed
以上のような微細構造転写モールド1aによれば、次のような効果を奏することができる。
この微細構造転写モールド1aは、前記したように、固定部3aがパターン部2aの外側に形成され、パターン部2aが固定部3aよりも突出している。そして、この微細構造転写モールド1aは、微細構造転写装置11内で被転写体10と向き合うように固定ブロック15に固定される。したがって、この微細構造転写モールド1aによれば、パターン部2aの微細パターンPを被転写体10に接触させて転写する際に、固定部3aが被転写体10に干渉することが避けられる。その結果、この微細構造転写モールド1aでは、パターン部2aよりも広い面積の被転写体10を使用することができ、使用可能な被転写体10のサイズが制限されない。また、この微細構造転写モールド1aは、固定部3aを有しているので、この固定部3aを介して微細構造転写装置11に十分な保持力で保持させることができる。According to the fine
As described above, in the fine
また、この微細構造転写モールド1aは、従来の微細構造転写モールドのように、その裏面を接着によって微細構造転写装置に保持するものと異なって、固定部3aがボルトB等の治具によって固定ブロック15に保持されるので、微細構造転写モールド1aの交換時の微細構造転写装置11に対する着脱が容易となる。 Further, unlike the conventional microstructure transfer mold, the
また、この微細構造転写モールド1aは、被転写体10に対して押し当てと剥離とが行われるたびに、パターン部2aの外端に応力が集中する。しかし、この微細構造転写モールド1aでは、パターン部2aが固定部3aよりも突出することで、前記した応力が集中するパターン部2aの外端における厚さを稼ぐこととなる。その結果、第1の実施形態に係る微細構造転写モールド1aは、固定部3aとパターン部2aとが同一面内に形成される従来の微細構造転写モールドと異なって、その耐久性が向上する。 In the
また、この微細構造転写モールド1aは、パターン部2aと傾斜部4aとが曲面5aを介してなだらかに連続しているので、パターン部2aの外端に応力が集中することが防止される。したがって、この微細構造転写モールド1aによれば、より確実にその耐久性が向上する。 Further, in the
また、この微細構造転写モールド1aは、パターン部2aと傾斜部4aとの間に曲面5aが形成されていることで、微細構造転写モールド1aから被転写体10を剥離する際の剥離起点が形成されやすくなる。その結果、この微細構造転写モールド1aは、被転写体10との剥離性を向上させる。 Further, the fine
また、この微細構造転写モールド1aでは、微細構造転写装置11の気体射出機構17(ノズル17a)から射出される気体を傾斜部4aが受けると、この気体は、傾斜部4aに沿って流れてパターン部2aと被転写体10との接触界面により確実に導かれる。その結果、この微細構造転写モールド1aは、被転写体10に対する剥離性が向上する。 Further, in the fine
そして、この微細構造転写モールド1aで微細パターンPを被転写体10に転写する方法によれば、集積化された微細パターンPを効率良く転写できる。また、このような転写方法によれば、従来の電子ビームを用いたパターン形成法によるものと異なって、装置コストの低減化を達成することができる。また、この転写方法によれば、例えば、微細なピラーの集合からなる複雑な形状の微細パターンPを被転写体10に転写することができる。 Then, according to the method of transferring the fine pattern P to the
また、微細構造転写モールド1aで微細パターンPが転写された被転写体10は、各種バイオデバイス、DNAチップ等の免疫系分析装置、使い捨てのDNAチップ、半導体多層配線、プリント基板やRF MEMS、光又は磁気ストレージ、導波路、回折格子、マイクロレンズ、偏光素子等の光デバイス、フォトニック結晶、有機EL照明用基板、LCDディスプレイ、FEDディスプレイ、太陽電池や燃料電池などのエネルギー関連デバイス等に広く使用することができる。 In addition, the transferred
(第2の実施形態)
ここでは、第2の実施形態に係る微細構造転写モールドについて説明するが、微細構造転写装置については、係る微細構造転写モールドを除いて前記した第1の実施形態での微細構造転写装置と同様の構成となっているのでその詳細な説明は省略する。ここで参照する図6は、第2の実施形態に係る微細構造転写モールドの構成説明図である。図7(a)から(c)は、図6の微細構造転写モールドの製造方法を説明するための工程図である。(Second Embodiment)
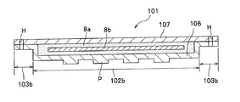
Here, the microstructure transfer mold according to the second embodiment will be described. However, the microstructure transfer apparatus is the same as the microstructure transfer apparatus according to the first embodiment except for the microstructure transfer mold. Since it is configured, detailed description thereof is omitted. FIG. 6 referred to here is a configuration explanatory view of the microstructure transfer mold according to the second embodiment. FIGS. 7A to 7C are process diagrams for explaining the manufacturing method of the microstructure transfer mold of FIG.
<微細構造転写モールド>
図6に示すように、この微細構造転写モールド1bは、表面層6と、この表面層6と向き合うように配置された基材層7とを備えている。
なお、この微細構造転写モールド1bの平面形状は円形となっているが、第1の実施形態に係る微細構造転写モールド1aと同様に、その平面形状に制限はなく、例えば、楕円形や多角形等であってもよい。<Microstructure transfer mold>
As shown in FIG. 6, the microstructure transfer mold 1 b includes a
Although the planar shape of the microstructure transfer mold 1b is circular, the planar shape is not limited as in the
表面層6は、表面に微細な凹凸からなる微細パターンPが形成されたパターン部2bと、このパターン部2bの外側、つまり微細構造転写モールド1bの周縁部に形成された固定部3bとを備えている。微細パターンPは、ナノメータオーダの微細な凹凸で構成されているが、ここで図示する凹凸は、作図の便宜上実寸よりも大幅に拡大して記載している。
そして、表面層6は、パターン部2bと固定部3bとの間に、パターン部2bが固定部3bよりも突出するように傾斜部4bが設けられている。この傾斜部4bは、固定部3bとパターン部2bとの間に段差を設けている。また、パターン部2bと傾斜部4bとは、曲面5bを介してなだらかに連続している。The
The
このような表面層6の材料としては、第1の実施形態に係る微細構造転写モールド1aの材料と同様のものが挙げられる。 Examples of the material for the
基材層7は、平坦な層であって、前記したように表面層6と向き合うように配置されることで、表面層6との間に放熱性充填物8aとヒータ8bとを内包している。
なお、ここでの放熱性充填物8aは、特許請求の範囲にいう「充填物」に相当し、ヒータ8bは「発熱源」に相当する。
この基材層7は、表面層6のパターン部2bと傾斜部4bとに向き合う基材層本体部7aと、この基材層本体部7aの周囲で表面層6の固定部3bと合わせられて接触する基材層固定部7bとで構成されている。この表面層6の固定部3bと基材層固定部7bとの合わせ部には、固定ブロック15(図1参照)に固定するボルトB(図1参照)を挿通するボルト挿通穴Hが形成されている。
このような基材層7の材料としては、所定の強度と有すると共に要求される精度で加工可能なものであれば特に制限はなく、例えば、ステンレス、アルミ、シリコンのような金属、ガラス、石英、セラミック、プラスチック等が挙げられる。The
Here, the
The
The material of the
また、基材層7の基材層本体部7aと、基材層固定部7bとは相互に異なる材料で形成されていてもよく、基材層本体部7aの材料としては、基材層本体部7aの弾性率が表面層6の弾性率及び基材層固定部7bの弾性率よりも小さくなるものが望ましく、耐熱性を有するものは更に望ましい。このような基材層本体部7aの材料の具体例としては、例えば、ジメチルシリコーンゴム、フルオロシリコーンゴム、パーフルオロゴム、パーフルオロフォスファーゼンゴムのような合成ゴム、ポリアセタール樹脂、ポリアミド樹脂、ポリフェニレンスルフィド樹脂、シンジオタクチックポリスチレン樹脂、ポリイミド樹脂等のエンジニアリングプラスチックやスーパーエンジニアプラスチック等が挙げられる。また、これらの材料には、更にガラス繊維等の充填材が配合されて使用されてもよい。ちなみに、このような材料で基材層本体部7aが形成されている場合の基材層固定部7bの材料は、前記した基材層7の材料で形成されることとなる。 Moreover, the base material layer main body part 7a and the base material
放熱性充填物8aとしては、所定の熱伝導性と耐熱性を有していればよく、例えば、放熱性シリコーンゲル等が挙げられる。また、放熱性充填物8aは、その弾性率が表面層6の弾性率よりも小さいものが望ましい。
ヒータ8bとしては、例えば、抵抗加熱器、誘導加熱器等が挙げられる。ちなみに、ヒータ8bは、第1の実施形態での固定ブロック15に設けられた加熱冷却機構15aの抵抗加熱器と同様に機能する。The
Examples of the
<微細構造転写モールドの製造方法>
次に、この微細構造転写モールド1bの製造方法について説明する。
この製造方法では、図7(a)に示すように、微細パターンPを有するレプリカ22が準備される。このレプリカ22は、図3(c)に示す電気めっきからなるレプリカ22と同様のものであって、微細パターンPの形成面が凸となるように鍛造等の加工が施されたものである。ちなみに、このレプリカ22は、微細構造転写モールド1bの表面層6となる。
次に、図7(b)に示すように、レプリカ22の凹となった側に、ヒータ8bと放熱性充填物8aとが配置される。このヒータ8bは、レプリカ22の凹となった側に放熱性充填物8aで埋設される。
そして、図7(c)に示すように、レプリカ22との間に放熱性充填物8aとヒータ8bとが内包されるように、基材層7が表面層6と向き合うように配置される。その後、表面層6の固定部3bと基材層固定部7bとの合わせ部にボルト挿通穴H(図6参照)が形成されることで図6に示す微細構造転写モールド1bが得られる。<Production method of microstructure transfer mold>
Next, a method for manufacturing the microstructure transfer mold 1b will be described.
In this manufacturing method, as shown in FIG. 7A, a
Next, as shown in FIG. 7B, the
Then, as shown in FIG. 7C, the
このような第2の実施形態に係る微細構造転写モールド1bによれば、前記した第1の実施形態に係る微細構造転写モールド1aと同様の作用効果を奏すると共に、ヒータ8bを備えることで、例えば、図5(b)に示すように、被転写体10の樹脂層10bに微細パターンPを転写する際に、樹脂層10bの温度(T)をより効果的に高めることができる。つまり、微細構造転写モールド1bによれば、樹脂層10bの温度(T)をより効果的に高めることができるので、より速やかに、かつより確実にガラス転移温度(Tg)を上回るように樹脂層10bの温度(T)を設定することができる。 According to the microstructure transfer mold 1b according to the second embodiment as described above, the same effects as the
また、この微細構造転写モールド1bによれば、微細構造転写モールド1bを複数の材料で形成することができるので、微細構造転写モールド1bの特性を部分的に調節することができる。更に具体的に説明すると、例えば、基材層本体部7aの弾性率が、表面層6の弾性率及び基材層固定部7bの弾性率よりも小さくなるような材料を選択した微細構造転写モールド1bは、被転写体10(樹脂層10b)の表面にうねりや反りが生じていても、その被転写体10に対する追従性が向上する。その結果、この微細構造転写モールド1bによれば、被転写体10に対する微細パターンPの転写不良を防止することができる。また、この微細構造転写モールド1bによれば、放熱性充填物8aの弾性率を表面層6の弾性率よりも小さく設定することで、うねりや反りが生じている被転写体10に対しても追従性が向上する。その結果、被転写体10に対する微細パターンPの転写不良を防止することができる。 Further, according to the microstructure transfer mold 1b, the microstructure transfer mold 1b can be formed of a plurality of materials, and therefore the characteristics of the microstructure transfer mold 1b can be partially adjusted. More specifically, for example, a microstructure transfer mold in which a material is selected such that the elastic modulus of the base layer main body portion 7a is smaller than the elastic modulus of the
以上、本発明の第1の実施形態及び第2の実施形態について説明したが、本発明はこれらの実施形態に限定されず種々の形態で実施することができる。
前記実施形態では、ステージブロック14を昇降機構13で昇降させることで、被転写体10を微細構造転写モールド1a又は微細構造転写モールド1bに押し当てるようになっているが、本発明は微細構造転写モールド1a又は微細構造転写モールド1bを駆動することで被転写体10に押し当てる駆動装置を備える微細構造転写装置であってもよい。また、本発明の微細構造転写装置は、微細構造転写モールド1a又は微細構造転写モールド1bと、被転写体10との両方を駆動させる駆動装置を備えるものであってもよい。Although the first embodiment and the second embodiment of the present invention have been described above, the present invention is not limited to these embodiments and can be implemented in various forms.
In the embodiment, the stage block 14 is moved up and down by the elevating mechanism 13 so as to press the
前記実施形態では、微細構造転写モールド1a又は微細構造転写モールド1bを固定ブロック15にボルトBで固定するようになっているが、本発明はこれに限定されることなく、クリップ等の他の締結具で固定してもよい。また、本発明ではこれらの締結具による固定と共に、真空吸着や磁力による固定を併用してもよい。 In the embodiment, the fine
また、前記実施形態では、被転写体10の樹脂層10bとして熱可塑性樹脂で形成された層を想定しているが、本発明での樹脂層10bは、光硬化性樹脂又は熱硬化性樹脂で形成された層であってもよい。そして、光硬化性樹脂で形成された樹脂層10bに微細パターンPを転写する微細構造転写装置11においては、加熱冷却機構14a,15aに代えて樹脂層10bに光を照射して硬化させる光源が配置されることとなる。 Moreover, in the said embodiment, although the layer formed with the thermoplastic resin was assumed as the
また、前記実施形態では、微細構造転写モールド1a及び微細構造転写モールド1bの製造方法として、原版20から微細パターンPを転写したレプリカ22を使用する方法について説明したが、本発明はパターン部2a,2bに微細パターンPをフォトリソグラフ法等で直接形成したものであってもよい。 In the above embodiment, as a method for manufacturing the fine
また、前記実施形態では、微細構造転写モールド1a及び微細構造転写モールド1bの製造方法として、微細パターンPが転写されたレプリカ22を鍛造等で加工することによってパターン部2a,2bを固定部3a,3bよりも突出させる製造方法について説明しているが、固定部3a,3bよりも突出するパターン部2a,2bを有するレプリカ22を型内で形成する微細構造転写モールド1a及び微細構造転写モールド1bの製造方法であってもよい。ここで参照する図8(a)及び(b)は、固定部よりも突出するパターン部を有するレプリカを型内で形成する形成方法を説明するための工程図である。 Moreover, in the said embodiment, as a manufacturing method of the fine
ここでのレプリカ22の製造方法は、図8(a)に示すように、まず、上型30aと下型30bとが用意される。これらの上型30aと下型30bとの間には、レプリカ22に対応する形状のキャビティ30cが形成されており、下型30bには微細パターンPが形成されている。
次に、このキャビティ30c内にレプリカ22の材料(図示省略)が配置されると共に、このキャビティ30c内でこの材料が硬化される。
そして、上型30aと下型30bとが取り除かれることで、図8(b)に示すように、微細パターンPを有すると共に固定部3a(3b)よりも突出するパターン部2a(2b)を有するレプリカ22が得られる。
また、図示しないが、プレス成形によって、微細パターンPを形成すると共に、パターン部2a(2b)が突出するように形成することもできる。In the manufacturing method of the
Next, the material of the replica 22 (not shown) is disposed in the
Then, by removing the
Although not shown, the fine pattern P can be formed by press molding so that the
次に、実施例を示しながら本発明をさらに具体的に説明する。
(実施例1)
この実施例1では、図3(a)から(e)に示す工程で微細構造転写モールド1aが製造された。
まず、外径8インチ(20.3cm)のシリコンウエハの表面に、内径が200nmで、深さが300nmのビア(ピット)が複数配置された、微細パターンPを有する原版20(図3(a)参照)が用意された。そして、この原版20の表面には、図示しない無電解ニッケルめっき層を介してニッケルからなる電気めっき層21(図3(a)参照)が形成された。Next, the present invention will be described more specifically with reference to examples.
Example 1
In Example 1, the
First, a
なお、無電解ニッケルめっき層は、原版20の表面にアドテック社製のネオガント834を塗布してパラジウム触媒層を形成した後、この原版20を60℃の無電解ニッケルめっき液(奥野製薬工業製のトップケミアロイ66)に3分間浸漬することによって形成した。また、電気めっき層21は、無電解ニッケルめっき層を形成した原版20を50℃のスルファミン酸ニッケルめっき浴に浸漬し、電流密度0.5A/dm2で20分間、次いで電流密度1.5A/dm2で60分間、更に電流密度3.0A/dm2で60分間電鋳を行って形成した。ちなみに、スルファミン酸ニッケルめっき浴は、スルファミン酸ニッケル60%水溶液に、ホウ酸をめっき浴1L当り40g、塩化ニッケルをめっき浴1L当り5g、日本化学工業製のピットレスSをめっき浴1L当り5mL、及び光沢剤(日本化学工業製のNSF−E)を適量混合して調製した。The electroless nickel plating layer was formed by applying a neogant 834 made by Adtech Co. to the surface of the
次に、図3(b)に示すように、原版20から電気めっき層21を剥離することで、厚さ100μmのレプリカ22が得られた。 Next, as shown in FIG. 3B, the
そして、図3(c)に示すように、このレプリカ22に鍛造等の加工が施されることで、微細パターンPの形成面が凸となるように、パターン部2a、固定部3a、傾斜部4a及び曲面5aが形成された。パターン部2aの直径は、6インチ(15.2cm)であり、パターン部2aと固定部3aとの段差は、5mmであり、曲面5aの曲率半径は、2.5mmであった。 Then, as shown in FIG. 3C, the
次に、図3(d)に示すように、レプリカ22の微細パターンPを有する側の面が保護樹脂層27で被覆される共に、これと反対側の面にはニッケルからなる電気めっき層21が更に厚付けされた。保護樹脂層27は、東京応化社製の液状レジストPMERを塗布することによって形成した。電気めっき層21の厚付けは、前記したスルファミン酸ニッケルめっき浴と同じめっき浴が使用された。 Next, as shown in FIG. 3 (d), the surface of the
そして、図3(e)に示すように、電気めっき層21が厚付けされた側の面(図3(d)の紙面上側の面)が平坦となるように研磨処理が施されると共に固定部3aの所定の位置にボルト挿通穴Hが形成された。その後、保護樹脂層27(図3(d)参照)が除去されることで、微細構造転写モールド1a(図2参照)が得られた。
この微細構造転写モールド1aのパターン部2a(図2参照)の厚さ(微細パターンPの凹凸は測定誤差範囲として考慮せず)は7mmで、固定部3a(図2参照)の厚さは2mmであった。そして、得られた微細構造転写モールド1aの全表面にフッ素系離型剤(ダイキン社製のオプツールDSXの0.5%溶液)を塗布することで離型処理が施された。Then, as shown in FIG. 3 (e), the surface on which the
The thickness of the
次に、得られた微細構造転写モールド1aを組み込んだ図1に示す微細構造転写装置11を使用して、被転写体10に微細パターンP(図2参照)が転写された。この被転写体10には、外径8インチ(20.3cm)のシリコンウエハからなる基板10a上に、樹脂層10bとしての、厚さ1μmのポリスチレン層を形成したものが使用された。 Next, the fine pattern P (see FIG. 2) was transferred to the
この微細構造転写装置11(図1参照)を使用した転写方法では、真空チャンバ12内が1kPaまで減圧された後に、加熱冷却機構14a,15aによって、被転写体10(樹脂層10b)及び微細構造転写モールド1aが、150℃に加熱された。
次に、昇降機構13がステージブロック14を上昇させることで、被転写体10が微細構造転写モールド1aに1MPaの圧力で30秒間押し当てられた。その後、加熱冷却機構14a,15aによって、被転写体10(樹脂層10b)及び微細構造転写モールド1aが80℃まで冷却された後、昇降機構13がステージブロック14を降下させることで、被転写体10が微細構造転写モールド1aから離反した。In the transfer method using the fine structure transfer device 11 (see FIG. 1), after the
Next, the elevating mechanism 13 raised the stage block 14 so that the
この際、微細構造転写モールド1aから被転写体10が離反するにつれて、ばね部材16bを伸ばしながら、固定ブロック15の他端が軸16a周りに回動した。そして、被転写体10に対して微細構造転写モールド1aが傾斜した結果、軸16a側に剥離起点が生じて被転写体10は微細構造転写モールド1aから容易に剥離した。 At this time, as the
また、微細構造転写モールド1aから被転写体10が剥離する際に、気体射出機構17のノズル17aから微細構造転写モールド1aの傾斜部4aに向かって高速高圧の窒素ガスが射出された。この窒素ガスは、予めイオナイザ(図示省略)によりイオン化されたものである。その結果、微細構造転写モールド1aからの被転写体10の剥離が促進された。
なお、微細構造転写モールド1aから被転写体10が剥離した後の固定ブロック15は、ばね部材16bの付勢力によって、支持ブロック16側に引き寄せられて元の位置に復元した。Further, when the transferred
The fixed
この実施例1では、このような転写工程が、100回繰り返して行われた。その間、微細構造転写装置11においては、微細構造転写モールド1aから被転写体10が剥離する際に、微細構造転写モールド1aが固体ブロック15から脱落することがなく、被転写体10がステージブロック14から脱落することもなかった。
また、転写工程を100回繰り返した後の微細構造転写モールド1aを観察したところ、微細構造転写モールド1aに損傷は認められなかった。In Example 1, such a transfer process was repeated 100 times. Meanwhile, in the fine structure transfer device 11, the fine
Moreover, when the fine
(実施例2)
この実施例2では、図4(a)から(f)に示す工程で微細構造転写モールド1aが製造された。
図4(a)に示すレプリカ22は、実施例1のレプリカ22(図3(a)参照)と同様にして作製された。そして、図4(e)に示す母型24の凹部に充填される硬化性樹脂25には、ポリジメチルシロキサン系の液状光硬化性樹脂が使用された。そして、母型24内の硬化性樹脂25は、紫外線を照射されることで硬化して微細構造転写モールド1a(図4(f)参照)を形成した。
そして、この実施例2では、得られた微細構造転写モールド1aを組み込んだ図1に示す微細構造転写装置11を使用して、実施例1と同様に、転写工程が100回繰り返して行われた。その間、微細構造転写装置11においては、微細構造転写モールド1aから被転写体10が剥離する際に、微細構造転写モールド1aが固体ブロック15から脱落することがなく、被転写体10がステージブロック14から脱落することもなかった。
また、転写工程を100回繰り返した後の微細構造転写モールド1aを観察したところ、微細構造転写モールド1aに損傷は認められなかった。(Example 2)
In Example 2, the
The
In Example 2, the transfer process was repeated 100 times as in Example 1 using the microstructure transfer apparatus 11 shown in FIG. 1 incorporating the obtained
Moreover, when the fine
(実施例3)
この実施例3では、硬化性樹脂25として前記したポリジメチルシロキサン系の液状光硬化性樹脂に代えて、熱硬化型の反応性ポリイミド樹脂(宇部興産製のPETI330)を使用した以外は、実施例2と同様にして微細構造転写モールド1aを製造した。なお、硬化性樹脂25は、2MPaの圧力下に370℃で加熱することで硬化させた。
そして、この実施例3では、得られた微細構造転写モールド1aを組み込んだ図1に示す微細構造転写装置11を使用して、実施例1と同様に、転写工程が100回繰り返して行われた。その間、微細構造転写装置11においては、微細構造転写モールド1aから被転写体10が剥離する際に、微細構造転写モールド1aが固体ブロック15から脱落することがなく、被転写体10がステージブロック14から脱落することもなかった。
また、転写工程を100回繰り返した後の微細構造転写モールド1aを観察したところ、微細構造転写モールド1aに損傷は認められなかった。(Example 3)
In this Example 3, instead of the polydimethylsiloxane liquid photocurable resin described above as the
In Example 3, the transfer process was repeated 100 times as in Example 1 using the microstructure transfer apparatus 11 shown in FIG. 1 incorporating the obtained
Moreover, when the fine
(実施例4)
この実施例4では、図6に示す微細構造転写モールド1bが製造された。この微細構造転写モールド1bは、図7(a)から(c)に示す工程で製造された。
図7(a)に示すレプリカ22は、実施例1のレプリカ22(図3(c)参照)と同様にして作製された。そして、図7(b)に示す放熱性充填物8aとしては、放熱性シリコーンゲル(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製のTSE3081)が使用され、ヒータ8bとしては、プレート型ヒータが使用された。また、基材層7としては、厚さ2mmアルミ製が使用された。そして、この実施例4では、放熱性シリコーンゲルを、図7(c)に示すように、ニッケルの電気めっき層からなるレプリカ22(表面層6)とアルミからなる基材層7との間に配置した後に100℃で1時間加熱して硬化させ、図6に示すボルト挿通穴Hを形成することで微細構造転写モールド1bを製造した。
なお、ニッケルの電気めっき層からなる表面層6の弾性率は、約200GPaであった。そして、硬化した放熱性シリコーンゲルからなる放熱性充填物8aは、表面層6の弾性率よりも小さい1MPa以下の弾性率を示すゲル状であった。
そして、この実施例4では、得られた微細構造転写モールド1bを組み込んだ図1に示す微細構造転写装置11を使用して、実施例1と同様に、転写工程が100回繰り返して行われた。その間、微細構造転写装置11においては、微細構造転写モールド1aから被転写体10が剥離する際に、微細構造転写モールド1aが固体ブロック15から脱落することがなく、被転写体10がステージブロック14から脱落することもなかった。そして、放熱性充填物8aの弾性率を表面層6の弾性率よりも小さく設定したことで、微細パターンPの転写不良は認められなかった。
また、転写工程を100回繰り返した後の微細構造転写モールド1aを観察したところ、微細構造転写モールド1aに損傷は認められなかった。Example 4
In Example 4, the microstructure transfer mold 1b shown in FIG. 6 was manufactured. This microstructure transfer mold 1b was manufactured by the steps shown in FIGS. 7A to 7C.
A
The elastic modulus of the
And in this Example 4, the transfer process was repeated 100 times like Example 1 using the microstructure transfer apparatus 11 shown in FIG. 1 incorporating the obtained microstructure transfer mold 1b. . Meanwhile, in the fine structure transfer device 11, the fine
Moreover, when the fine
(実施例5)
この実施例5では、図8(a)に示す上型30aと下型30bとの間のキャビティ30c内で、熱硬化型のポリイミド樹脂(宇部興産製のPETI330)を硬化させることで、図8(b)に示すレプリカ22を製造し、このレプリカ22を使用した以外は、実施例4と同様にして図6に示す微細構造転写モールド1bが製造された(図7(a)から(c)参照)。つまり、この実施例5では、ポリイミド樹脂からなる表面層6と、アルミからなる基材層7とを備える微細構造転写モールド1bが製造された。ちなみに、ポリイミド樹脂は、2MPaの圧力下に370℃で加熱することで硬化させた。
なお、下型30bは、実施例2の母型24(図4(d)参照)と同様に製造したものが使用された。また、上型30bは、図6に示す微細構造転写モールド1bの凹部側の形状を模ったものがニッケルの電鋳で製造された。
そして、この実施例5では、得られた微細構造転写モールド1bを組み込んだ図1に示す微細構造転写装置11を使用して、実施例1と同様に、転写工程が100回繰り返して行われた。その間、微細構造転写装置11においては、微細構造転写モールド1aから被転写体10が剥離する際に、微細構造転写モールド1aが固体ブロック15から脱落することがなく、被転写体10がステージブロック14から脱落することもなかった。
また、転写工程を100回繰り返した後の微細構造転写モールド1aを観察したところ、微細構造転写モールド1aに損傷は認められなかった。(Example 5)
In Example 5, a thermosetting polyimide resin (PET 330 made by Ube Industries) is cured in the
In addition, what was manufactured similarly to the mother die 24 (refer FIG.4 (d)) of Example 2 was used for the lower mold |
In Example 5, the transfer process was repeated 100 times in the same manner as in Example 1 using the microstructure transfer apparatus 11 shown in FIG. 1 incorporating the obtained microstructure transfer mold 1b. . Meanwhile, in the fine structure transfer device 11, the fine
Moreover, when the fine
(比較例1)
この比較例1では、次の微細構造転写装置を使用して被転写体に転写が行われた。ここで参照する図9は、比較例1で使用した微細構造転写装置の構成説明図である。
図9に示すように、この微細構造転写装置111は、真空チャンバ12内に、昇降機構113で昇降すると共に被転写体110を保持するステージブロック114と、微細構造転写モールド101を固定する固定ブロック115とを備えている。(Comparative Example 1)
In Comparative Example 1, transfer was performed on the transfer target using the following fine structure transfer device. FIG. 9 referred to here is a configuration explanatory diagram of the fine structure transfer apparatus used in Comparative Example 1. FIG.
As shown in FIG. 9, the
被転写体110は、基板110aと、この基板110aの表面に積層された樹脂層110bとを備えている。この被転写体110は、昇降機構113でステージブロック114が昇降することで、その樹脂層110bが微細構造転写モールド101に押し当てられ、又はその樹脂層110bが微細構造転写モールド101から離反することとなる。 The transferred
比較例1での微細構造転写モールド101は、傾斜部4a(図2参照)を有しておらず、微細パターンPが形成される側の面及びその反対側の面がフラット形状となっている。この微細構造転写モールド101は、ニッケルからなる電気めっきで形成されており、固定ブロック115に真空吸着で保持されている。なお、図9中、符号114a及び符号115aは、被転写体110を加熱冷却する加熱冷却機構である。
そして、この比較例1では、この微細構造転写装置111を使用して、被転写体110に転写が行われたが、被転写体110から微細構造転写モールド101を剥離しようとした際に、固定ブロック115から微細構造転写モールド101が脱落した。The
In the first comparative example, the fine
(比較例2)
この比較例2では、次の微細構造転写モールドが製造された。ここで参照する図10は、比較例2で製造した微細構造転写モールドの構成説明図である。
図10に示すように、この微細構造転写モールド101は、表面層106と基材層107との間に放熱性充填物8aとヒータ8bとが配置されている。
そして、この微細構造転写モールド101は、表面層106が傾斜部4a(図2参照)を有しておらず、固定部103bからパターン部102bへの立ち上がりが略直角となっている。つまり、この表面層106は、実施例4の微細構造転写モールド1bの表面層6(図6参照)と異なって、パターン部102bの端に角部が形成されている。
この比較例2での微細構造転写モールド101は、パターン部102bの端に角部が形成されている以外は、実施例4の微細構造転写モールド1bと同様に製造されている。
そして、この比較例2では、得られた微細構造転写モールド101を組み込んだ図1に示す微細構造転写装置11を使用して、実施例1と同様に、転写工程が100回繰り返して行われた。
そして、転写工程を100回繰り返した後の微細構造転写モールド101を観察したところ、パターン部102bの端の角部にクラック状の破断が発生していた。(Comparative Example 2)
In Comparative Example 2, the following microstructure transfer mold was manufactured. FIG. 10 referred to here is a configuration explanatory view of the microstructure transfer mold manufactured in Comparative Example 2. FIG.
As shown in FIG. 10, in the
In the
The
In Comparative Example 2, the transfer process was repeated 100 times as in Example 1 using the microstructure transfer apparatus 11 shown in FIG. 1 incorporating the obtained
Then, when the
(実施例及び比較例での微細構造転写モールドの評価)
図9に示すように、比較例1の微細構造転写モールド101は、フラット形状となっているので、例えば、ボルト等の締結具で固定ブロック115に保持させると、微細構造転写モールド101を被転写体110に押し当てる際に、ボルト等の締結具が被転写体110に干渉することとなる。したがって、この比較例1では、この干渉を避けるために、微細構造転写モールド101を固定ブロック115に真空吸着で保持させている。
その結果、この微細構造転写装置111では、固定ブロック115に対する微細構造転写モールド101の保持力が不十分となっている。ちなみに、微細構造転写モールド101をボルト等の締結具で固定ブロック115に保持させると、ボルト等の締結具の被転写体110に対する干渉を避けるために、被転写体110を微細構造転写モールド101よりも小さくする必要がある。(Evaluation of microstructure transfer molds in Examples and Comparative Examples)
As shown in FIG. 9, the
As a result, in the fine
これに対して、図2及び図6に示すように、実施例1から実施例5の微細構造転写モールド1a,1bは、パターン部2a,2bが固定部3a,3bよりも突出しているので、固定部3a,3bに取り付けたボルトBが被転写体10に干渉することがない。したがって、この微細構造転写モールド1a,1bは、使用可能な被転写体10のサイズが制限されることなく微細構造転写装置11に十分な保持力で保持させることができた。 On the other hand, as shown in FIGS. 2 and 6, in the fine
そして、比較例2の微細構造転写モールド101は、パターン部102bの端の角部にクラック状の破断が発生した。これは、微細構造転写モールド101対する被転写体110の押し当て及び剥離を繰り返す際に、角部に応力が集中したためと考えられる。 In the
これに対して、図2及び図6に示すように、実施例1から実施例5の微細構造転写モールド1a,1bは、パターン部2a,2bが固定部3a,3bから突出しており、パターン部2a,2bの端で厚みを稼いでいる。そして、微細構造転写モールド1a,1bは、パターン部2a,2bと傾斜部4a,4bとが、曲面5a,5bでなだらかに連続しているので、前記した応力の集中は確実に防止される。その結果、微細構造転写モールド1a,1bは、パターン部2a,2bの端における破断の発生が防止されて耐久性に優れたものとなった。 On the other hand, as shown in FIGS. 2 and 6, in the
1a 微細構造転写モールド
1b 微細構造転写モールド
2a パターン部
2b パターン部
3a 固定部
3b 固定部
4a 傾斜部
4b 傾斜部
5a 曲面
5b 曲面
6 表面層
7 基材層
7a 基材層本体部
7b 基材層固定部
10 被転写体
10a 基板
10b 樹脂層
11 微細構造転写装置
13 昇降機構(駆動機構)
14 ステージブロック
15 固定ブロック
16a 軸
16b ばね部材
17 気体射出機構
22 レプリカ
P 微細パターンDESCRIPTION OF
14
Claims (20)
Translated fromJapaneseこのパターン部の外側に形成された固定部と、
前記パターン部が前記固定部よりも突出するように前記パターン部と前記固定部との間に設けられた傾斜部と、
を備えることを特徴とする微細構造転写モールド。A pattern portion having fine irregularities formed on the surface;
A fixed portion formed outside the pattern portion;
An inclined portion provided between the pattern portion and the fixed portion so that the pattern portion protrudes from the fixed portion;
A fine structure transfer mold comprising:
このパターン部の外側に形成された固定部と、
前記パターン部が前記固定部よりも突出するように前記パターン部と前記固定部との間に設けられた傾斜部と、
を有する表面層を基材層上に備えることを特徴とする微細構造転写モールド。A pattern portion having fine irregularities formed on the surface;
A fixed portion formed outside the pattern portion;
An inclined portion provided between the pattern portion and the fixed portion so that the pattern portion protrudes from the fixed portion;
A microstructure transfer mold comprising a surface layer having a surface layer on a substrate layer.
前記表面層の前記傾斜部及び前記パターン部に向き合う基材層本体部と、
前記表面層の前記固定部と接触する基材層固定部と、
を有し、
前記基材層本体部の弾性率が、前記表面層の弾性率及び前記基材層固定部の弾性率よりも小さいことを特徴とする請求項7に記載の微細構造転写モールド。The base material layer is
A base material layer body portion facing the inclined portion and the pattern portion of the surface layer;
A base material layer fixing portion in contact with the fixing portion of the surface layer;
Have
The microstructure transfer mold according to claim 7, wherein an elastic modulus of the base layer main body is smaller than an elastic modulus of the surface layer and an elastic modulus of the base layer fixing part.
この微細構造転写モールドの前記固定部を固定する固定ブロックと、
被転写体を保持するステージブロックと、
前記微細構造転写モールドと前記被転写体とを接触させた後に離反させるように前記固定ブロック及び前記ステージブロックのうちの少なくとも一方を駆動する駆動機構と、
を備えることを特徴とする微細構造転写装置。A pattern portion having fine irregularities formed on the surface, a fixing portion formed outside the pattern portion, and the pattern portion and the fixing portion so that the pattern portion protrudes from the fixing portion. A microstructured transfer mold having an inclined portion provided, and
A fixing block for fixing the fixing portion of the microstructure transfer mold;
A stage block for holding the transfer object;
A drive mechanism for driving at least one of the fixed block and the stage block so that the fine structure transfer mold and the transfer target body are separated after being brought into contact with each other;
A fine structure transfer apparatus comprising:
この微細構造転写モールドの前記固定部を固定する固定ブロックと、
被転写体を保持するステージブロックと、
前記微細構造転写モールドと前記被転写体とを接触させた後に離反させるように前記微細構造転写モールド及び前記被転写体のうちの少なくとも一方を駆動する駆動機構と、
を備えることを特徴とする微細構造転写装置。A pattern portion having fine irregularities formed on the surface, a fixing portion formed outside the pattern portion, and the pattern portion and the fixing portion so that the pattern portion protrudes from the fixing portion. A microstructured transfer mold in which a surface layer having a sloped portion is formed on a substrate layer;
A fixing block for fixing the fixing portion of the microstructure transfer mold;
A stage block for holding the transfer object;
A drive mechanism for driving at least one of the microstructure transfer mold and the transferred body so that the microstructure transfer mold and the transfer target body are separated from each other, and
A fine structure transfer apparatus comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219972AJP5161707B2 (en) | 2008-08-28 | 2008-08-28 | MICROSTRUCTURE TRANSFER MOLD AND MICROSTRUCTURE TRANSFER APPARATUS |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219972AJP5161707B2 (en) | 2008-08-28 | 2008-08-28 | MICROSTRUCTURE TRANSFER MOLD AND MICROSTRUCTURE TRANSFER APPARATUS |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052288Atrue JP2010052288A (en) | 2010-03-11 |
| JP5161707B2 JP5161707B2 (en) | 2013-03-13 |
Family
ID=42068720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219972AExpired - Fee RelatedJP5161707B2 (en) | 2008-08-28 | 2008-08-28 | MICROSTRUCTURE TRANSFER MOLD AND MICROSTRUCTURE TRANSFER APPARATUS |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5161707B2 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006219A (en)* | 2010-06-24 | 2012-01-12 | Dainippon Printing Co Ltd | Mold for nanoimprint |
| CN103676472A (en)* | 2012-09-20 | 2014-03-26 | 李永春 | Pattern transfer substrate device and pattern transfer substrate thereof |
| CN103717376A (en)* | 2011-06-02 | 2014-04-09 | Scivax股份有限公司 | Fluid pressure imprint device and imprint method |
| KR101499600B1 (en)* | 2011-01-14 | 2015-03-06 | 제이엑스 닛코닛세키 에네루기 가부시키가이샤 | Method for producing mold for fine pattern transfer, method for producing diffraction grating using same, and method for manufacturing organic el element which comprises the diffraction grating |
| CN104698743A (en)* | 2013-12-10 | 2015-06-10 | 佳能株式会社 | Imprint apparatus and method of manufacturing article |
| JP2015140015A (en)* | 2014-01-29 | 2015-08-03 | エヌエムテック コリア カンパニー リミテッド | Method for manufacturing panel by high-frequency fusion, and panel manufactured by the method |
| JP2016048762A (en)* | 2014-08-28 | 2016-04-07 | 株式会社東芝 | Method for creating pattern data, template, and method for manufacturing semiconductor device |
| EP3243624A1 (en)* | 2016-05-13 | 2017-11-15 | Fujifilm Corporation | Production method of mold, manufacturing method of pattern sheet, production method of electroform, production method of mold using electroform, and original |
| KR20180055464A (en)* | 2016-11-17 | 2018-05-25 | 정연일 | Manufacturing apparatus for bed panel |
| CN110033704A (en)* | 2019-04-19 | 2019-07-19 | 京东方科技集团股份有限公司 | Transfer device and transfer method |
| CN115976472A (en)* | 2021-10-15 | 2023-04-18 | 南京微纳科技研究院有限公司 | Apparatus and method for preparing film on substrate |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6689177B2 (en) | 2016-11-25 | 2020-04-28 | キオクシア株式会社 | Pattern forming method, semiconductor device manufacturing method, and imprint apparatus |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006035547A (en)* | 2004-07-26 | 2006-02-09 | Japan Steel Works Ltd:The | Method and apparatus for producing molded body |
| JP2006175756A (en)* | 2004-12-22 | 2006-07-06 | Hitachi Maxell Ltd | Manufacturing method of molded products |
| JP2007305944A (en)* | 2006-05-15 | 2007-11-22 | Univ Waseda | Transfer device and transfer method |
- 2008
- 2008-08-28JPJP2008219972Apatent/JP5161707B2/ennot_activeExpired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006035547A (en)* | 2004-07-26 | 2006-02-09 | Japan Steel Works Ltd:The | Method and apparatus for producing molded body |
| JP2006175756A (en)* | 2004-12-22 | 2006-07-06 | Hitachi Maxell Ltd | Manufacturing method of molded products |
| JP2007305944A (en)* | 2006-05-15 | 2007-11-22 | Univ Waseda | Transfer device and transfer method |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006219A (en)* | 2010-06-24 | 2012-01-12 | Dainippon Printing Co Ltd | Mold for nanoimprint |
| KR101499600B1 (en)* | 2011-01-14 | 2015-03-06 | 제이엑스 닛코닛세키 에네루기 가부시키가이샤 | Method for producing mold for fine pattern transfer, method for producing diffraction grating using same, and method for manufacturing organic el element which comprises the diffraction grating |
| US9291754B2 (en) | 2011-01-14 | 2016-03-22 | Jx Nippon Oil & Energy Corporation | Method for producing mold for minute pattern transfer, method for producing diffraction grating using the same, and method for producing organic EL element including the diffraction grating |
| CN103717376A (en)* | 2011-06-02 | 2014-04-09 | Scivax股份有限公司 | Fluid pressure imprint device and imprint method |
| CN103676472A (en)* | 2012-09-20 | 2014-03-26 | 李永春 | Pattern transfer substrate device and pattern transfer substrate thereof |
| KR101520182B1 (en) | 2012-09-20 | 2015-05-13 | 내셔널 청쿵 유니버시티 | Pattern-transferring substrate apparatus and pattern-transferring substrate thereof |
| US10067420B2 (en) | 2013-12-10 | 2018-09-04 | Canon Kabushiki Kaisha | Imprint apparatus and method of manufacturing article |
| CN104698743A (en)* | 2013-12-10 | 2015-06-10 | 佳能株式会社 | Imprint apparatus and method of manufacturing article |
| KR101765373B1 (en)* | 2013-12-10 | 2017-08-07 | 캐논 가부시끼가이샤 | Imprint apparatus and method of manufacturing article |
| CN104698743B (en)* | 2013-12-10 | 2019-08-16 | 佳能株式会社 | The method of imprinting apparatus and manufacture article |
| JP2015140015A (en)* | 2014-01-29 | 2015-08-03 | エヌエムテック コリア カンパニー リミテッド | Method for manufacturing panel by high-frequency fusion, and panel manufactured by the method |
| JP2016048762A (en)* | 2014-08-28 | 2016-04-07 | 株式会社東芝 | Method for creating pattern data, template, and method for manufacturing semiconductor device |
| US9971342B2 (en) | 2014-08-28 | 2018-05-15 | Toshiba Memory Corporation | Pattern data creating method, template, and semiconductor device manufacturing method |
| EP3243624A1 (en)* | 2016-05-13 | 2017-11-15 | Fujifilm Corporation | Production method of mold, manufacturing method of pattern sheet, production method of electroform, production method of mold using electroform, and original |
| KR20180055464A (en)* | 2016-11-17 | 2018-05-25 | 정연일 | Manufacturing apparatus for bed panel |
| KR102060561B1 (en) | 2016-11-17 | 2020-02-11 | 정연일 | Manufacturing apparatus for bed panel |
| CN110033704A (en)* | 2019-04-19 | 2019-07-19 | 京东方科技集团股份有限公司 | Transfer device and transfer method |
| CN115976472A (en)* | 2021-10-15 | 2023-04-18 | 南京微纳科技研究院有限公司 | Apparatus and method for preparing film on substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5161707B2 (en) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5161707B2 (en) | MICROSTRUCTURE TRANSFER MOLD AND MICROSTRUCTURE TRANSFER APPARATUS | |
| JP5117318B2 (en) | Nanoimprinting stamper and fine structure transfer apparatus using the stamper | |
| JP5002422B2 (en) | Resin stamper for nanoprint | |
| JP4340086B2 (en) | Nanoprinting stamper and fine structure transfer method | |
| CN100584636C (en) | Nano-printing mold, manufacturing method thereof, nano-printing device and method | |
| JP4467611B2 (en) | Optical imprint method | |
| JP5411557B2 (en) | Microstructure transfer device | |
| US8535035B2 (en) | Fine-structure transfer apparatus | |
| JP4226067B2 (en) | Modeling method, lens manufacturing method, and modeling apparatus | |
| JPWO2008126312A1 (en) | Thermal imprint apparatus and thermal imprint method | |
| WO2007099907A1 (en) | Imprinting mold and method of imprinting | |
| JPWO2008142784A1 (en) | Imprint device | |
| JP2008012844A (en) | Fine structure transfer apparatus and fine structure transfer method | |
| JP5383110B2 (en) | Imprint device | |
| CN105584030B (en) | Method for stamping, Embosser, molds and products manufacturing method | |
| JP5062781B2 (en) | Imprint method and apparatus using ultrasonic vibration | |
| US8021141B2 (en) | Imprint apparatus | |
| JPWO2005057634A1 (en) | Pattern formation method using nanoimprint and apparatus for executing the method | |
| JPWO2004093171A1 (en) | Pattern forming apparatus and pattern forming method | |
| CN103522165B (en) | The manufacture method of grinding pad mould, grinding pad mould and grinding pad | |
| JP2005186557A (en) | Pattern forming device, mold holding head | |
| TW202134168A (en) | Device and method for embossing micro- and/or nanostructures | |
| JP2006142711A (en) | Processing method, processing apparatus, and fine structure manufactured by the method | |
| CN104730859A (en) | Imprint method, imprint apparatus, and production method for article | |
| JP4944158B2 (en) | Nanoprinting stamper and fine structure transfer method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination | Free format text:JAPANESE INTERMEDIATE CODE: A621 Effective date:20100316 | |
| A977 | Report on retrieval | Free format text:JAPANESE INTERMEDIATE CODE: A971007 Effective date:20120330 | |
| A131 | Notification of reasons for refusal | Free format text:JAPANESE INTERMEDIATE CODE: A131 Effective date:20120911 | |
| A521 | Request for written amendment filed | Free format text:JAPANESE INTERMEDIATE CODE: A523 Effective date:20121107 | |
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) | Free format text:JAPANESE INTERMEDIATE CODE: A01 Effective date:20121204 | |
| A61 | First payment of annual fees (during grant procedure) | Free format text:JAPANESE INTERMEDIATE CODE: A61 Effective date:20121214 | |
| R150 | Certificate of patent or registration of utility model | Free format text:JAPANESE INTERMEDIATE CODE: R150 | |
| FPAY | Renewal fee payment (event date is renewal date of database) | Free format text:PAYMENT UNTIL: 20151221 Year of fee payment:3 | |
| LAPS | Cancellation because of no payment of annual fees |