EP3724082B1 - Package and method for producing said package - Google Patents
Package and method for producing said packageDownload PDFInfo
- Publication number
- EP3724082B1 EP3724082B1EP18827009.4AEP18827009AEP3724082B1EP 3724082 B1EP3724082 B1EP 3724082B1EP 18827009 AEP18827009 AEP 18827009AEP 3724082 B1EP3724082 B1EP 3724082B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flange
- packaging
- package
- region
- foil half
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519manufacturing processMethods0.000titledescription10
- 238000000034methodMethods0.000claimsdescription95
- 238000007789sealingMethods0.000claimsdescription54
- 239000011888foilSubstances0.000claimsdescription34
- 239000000463materialSubstances0.000claimsdescription31
- 239000011248coating agentSubstances0.000claimsdescription28
- 238000000576coating methodMethods0.000claimsdescription28
- 235000013305foodNutrition0.000claimsdescription26
- 229910052751metalInorganic materials0.000claimsdescription12
- 239000002184metalSubstances0.000claimsdescription12
- 239000012780transparent materialSubstances0.000claimsdescription9
- 239000000853adhesiveSubstances0.000claimsdescription6
- 230000001070adhesive effectEffects0.000claimsdescription6
- 230000000284resting effectEffects0.000claimsdescription4
- 238000004806packaging method and processMethods0.000description172
- 239000010408filmSubstances0.000description60
- 239000000047productSubstances0.000description19
- 229910052782aluminiumInorganic materials0.000description12
- XAGFODPZIPBFFR-UHFFFAOYSA-NaluminiumChemical compound[Al]XAGFODPZIPBFFR-UHFFFAOYSA-N0.000description12
- 238000009434installationMethods0.000description8
- 238000012858packaging processMethods0.000description6
- 235000019219chocolateNutrition0.000description5
- 238000005452bendingMethods0.000description4
- 230000006835compressionEffects0.000description4
- 238000007906compressionMethods0.000description4
- 239000007788liquidSubstances0.000description4
- 238000003754machiningMethods0.000description4
- 239000012785packaging filmSubstances0.000description4
- 229920006280packaging filmPolymers0.000description4
- 230000000694effectsEffects0.000description3
- 239000005022packaging materialSubstances0.000description3
- 239000004033plasticSubstances0.000description3
- 229920003023plasticPolymers0.000description3
- 230000000754repressing effectEffects0.000description3
- 238000004026adhesive bondingMethods0.000description2
- 239000002131composite materialSubstances0.000description2
- 239000013039cover filmSubstances0.000description2
- 230000002093peripheral effectEffects0.000description2
- -1polypropylenesPolymers0.000description2
- 238000003825pressingMethods0.000description2
- 239000003566sealing materialSubstances0.000description2
- 239000004698PolyethyleneSubstances0.000description1
- 239000004743PolypropyleneSubstances0.000description1
- 229920003182Surlyn®Polymers0.000description1
- ATJFFYVFTNAWJD-UHFFFAOYSA-NTinChemical compound[Sn]ATJFFYVFTNAWJD-UHFFFAOYSA-N0.000description1
- 229920000704biodegradable plasticPolymers0.000description1
- 235000009508confectioneryNutrition0.000description1
- 238000010276constructionMethods0.000description1
- 238000002788crimpingMethods0.000description1
- 235000013601eggsNutrition0.000description1
- 238000003912environmental pollutionMethods0.000description1
- 230000010354integrationEffects0.000description1
- 229920000554ionomerPolymers0.000description1
- 239000004922lacquerSubstances0.000description1
- 238000013507mappingMethods0.000description1
- 238000000465mouldingMethods0.000description1
- 239000000123paperSubstances0.000description1
- 229920001200poly(ethylene-vinyl acetate)Polymers0.000description1
- 229920000573polyethylenePolymers0.000description1
- 229920000642polymerPolymers0.000description1
- 229920001155polypropylenePolymers0.000description1
- 239000006228supernatantSubstances0.000description1
- 230000001360synchronised effectEffects0.000description1
- 230000007704transitionEffects0.000description1
Images











Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/321—Both sheets being recessed
- B65D75/322—Both sheets being recessed and forming one compartment
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/005—Packaging other articles presenting special problems packaging of confectionery
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
- B65B47/06—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure using folding dies
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/02—Fixed or resiliently-mounted folders, e.g. non-driven rollers
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/02—Wrappers or flexible covers
- B65D65/16—Wrappers or flexible covers with provision for excluding or admitting light
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/46—Applications of disintegrable, dissolvable or edible materials
- B65D65/466—Bio- or photodegradable packaging materials
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
- B65D2577/2075—Lines of weakness or apertures
- B65D2577/2083—Lines of weakness or apertures in container flange
Definitions
- the present inventionrelates to packaging, in particular for food products, and to a method for producing a corresponding packaging.
- the DE 20 2017 101 402 U1describes a food packaging with at least two partial shells, which are connected to one another via opposing flanges that abut one another at least in sections, and which house a food product, the partial shells resting against the food product in a substantially contour-mapping manner, and wherein at least one of the at least two partial shells is formed from a biodegradable plastic material section is.
- the EP 2 765 081 A1describes a method and a device whereby a packaging for a food product consisting of two partial shells or consisting of two sheets of wrapping material, which are correspondingly pre-formed into two film half-shells, can be produced.
- the food productscan, for example, be hollow chocolate figures such as Easter bunnies, Santa Clauses or surprise eggs.
- the partial shellsconsist of aluminum foil or of another plastically deformable foil material which is coated on one side with a sealable layer. Form during the molding process a receiving area for the flanges surrounding the food product, via which the partial shells are connected to one another in the following process steps after the food product has been inserted.
- connectionis created by sealing and then folding over the edges or both flanges resting against one another, the so-called flanging, in the direction of the receiving area.
- This packaging processcreates a protruding edge.
- a similar procedureis also from the EP 3 145 814 A1 known.
- the WO 2016/193447 A1describes a method for flanging an at least two-ply material.
- this methodis used to produce a cell pocket for a pouch cell or a temperature control unit.
- the at least two-layer materialis folded over in such a way that at least one layer, in particular the metal foil layer, mechanically encloses the other layer.
- the at least two-layer materialis fixed between the upper and lower mold cavities.
- the flange to be folded over and flangedprotrudes over these mold cavities.
- the protruding flangeis now guided in a first step by a relative movement against a kink element, so that the flange is turned over by 90 °.
- the flange raised by 90 °should now be turned over by a further 90 °.
- an upper tool partis proposed which consists of two parts. A part of the upper part of the tool places the raised edge against the packaging by approx. 45 ° -60 ° with the help of a so-called forming stamp. The second part of the tool then presses the film horizontally by the angle that is still missing.
- the AT 221 906 Bdescribes a process for the production of hollow chocolate figures with subsequent packaging.
- the liquid chocolate massis poured into a molded partial packaging shell made from tinfoil.
- Another partial packaging shellis placed and fixed on this partial packaging shell with the product filled in, for example in a frame. Now this pack, filled with liquid chocolate mass, is spun, that is, rotated in all spatial dimensions, in such a way that the liquid chocolate mass is evenly distributed in the partial packaging shells.
- the partial packaging shellsform protruding edges on their contact surfaces. These are fixed against each other, which is done by flanging.
- the tin-plated hollow figuresare removed from their fixation and placed in a first locking tool (stand-up tool).
- Thisconsists of an upper part with a shape stamp that corresponds to the geometry of the packaging.
- the lower partconsists of a rigid frame and a spring-loaded molded insert, which also corresponds to the geometry of the packaging.
- the protruding edgeis set up by 90 °.
- the raised edgeis folded over in a further tool (flanging tool).
- the upper and lower parts of this toolare also worked out in such a way that the geometry of the packaging fits exactly into it.
- a frame that surrounds the upper part of the moldturns the raised edge.
- the framecontains a so-called hollow groove on which the packaging edges are folded inwards during movement. The packaging is now crimped.
- the EP 2 252 528 B1describes a packaging for hollow food body, which has two half-shells which rest against one another in the region of their flanges surrounding the receiving area for the hollow food body.
- the connection of the half-shellsis achieved by a mutual engagement fit of the flanges, which takes place by a joint bending or flanging of the flanges in the direction of the receiving area.
- This packaging processcreates a protruding edge.
- a method for producing a packagein which an edge formed by two superposed flanges of corresponding package half-shells, which protrudes laterally from the package, is at least partially applied to at least one half-shell during a relative movement of a die and the package.
- the DE 10 2015 101 417 B4finally describes a method for producing a packaging in which a sealing layer is provided between the adjacent edges of two partial shells, and the edges are connected to one another by sealing and folding, the sealing being carried out together with the folding or after the folding of the edges.
- the edgesare bent over together in the direction of the receiving area of the packaging and in turn form a protruding edge.
- the DE 82 23 988 U1describes a packaging for product pairs that can also be used individually, consisting of a cardboard plate and a transparent cover, the products forming the pairs being distributed on both cardboard sides under a first and a second transparent cover.
- a prefabricated food packaginga method for its production and the use of polymer-coated cardboard in the prefabricated food packaging are known.
- the packagingis made by placing a raw food in a tray in which the food is baked and by closing the tray with a lid after baking.
- a method for closing a filled container made of film materialwhich is provided with an edge flange and with a standing border delimiting the flange, in which a cover film is placed on the flange and the border is then folded over onto the flange while clamping the cover film from the DE 12 27 825 A known. While the border is being folded over, it is bent downwards together with the flange and the edge of the cover sheet that has been placed on it and is bent in a groove-like manner along the bending point, after which the still downwardly directed outer edge of the flange is compressed against the flange part with the kinking by flanging and compressing the material.
- the invention described herehas the object of creating an improved package and a method for the easier production of such a package.
- a method for mechanical closing, in particular crimping, of a packaging, in particular for food products, which is composed of at least two film half-shells, which are mechanically closed at their peripheral edge sections in contact with one another by means of a closing unit, the closing unit having a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely an erecting tool for erecting the adjacent edge sections of the film half-shells to be closed, as well as a positioning tool for applying the edge sections,comprises the following steps: inserting the film half-shells into the packaging receiving ring, the film half-shells bearing against one another with their circumferential edge sections, Setting up of the adjacent edge sections by means of the setting tool, applying the edge sections by means of the contact tool, with the packaging
- the carriercarries the packaging to be closed during the entire procedure.
- the essential characteristics of the mechanical closing processare at least two process steps. First, the raising of a packaging edge, which is formed from two stacked packaging flanges or edge sections of the film half-shells of the packaging, and second, the subsequent application of the raised edge sections to the packaging body.
- the packaging foilsare preferably thin aluminum foils with a thickness of 8 ⁇ m - 30 ⁇ m. If the packaging films are equipped with a sealing layer, sealed packaging can also be produced in a further packaging step. For this purpose, a heated element can be introduced into the process.
- the packaging carriercarries the packaging to be closed during the entire process. A repositioning or transport between two steps of the process is not necessary.
- the erection tool and the application toolcontact the packaging only in the area of their adjacent edge sections, so that the rest of the packaging remains accessible at the same time for further processing steps by means of further processing tools.
- Aluminum foil with a thickness of 8 ⁇ m - 30 ⁇ mcan preferably be used as packaging material. It is also possible to use coated aluminum foil, one side being coated, for example, with a plastic layer that can be used as a sealing layer during the packaging process. It is then possible to seal before or after the flanging process.
- the toolshould be implemented with as few components as possible in order to achieve optimum cost and reliability.
- outer ringcan also be designed in such a way that the tool can dip into it in order to apply the edge.
- This processmay also include:
- the packaging receptacle formed by the packaging carrier, including the outer ring and the packaging receiving ring,can remain unchanged during the method steps described.
- the packaging receptaclecan be arranged on a continuously moving conveyor system and the closing tools can be synchronized with the moving packaging receptacle with the aid of a further drive axis, so that no stopping is required to carry out the method steps described.
- the erection tool and the application toolcan only contact the packaging in the area of their adjacent edge sections during the respective process step erection and application, so that the rest of the packaging remains accessible at the same time for further processing steps by means of further processing tools.
- the tool for creating the edgecan only consist of one element and the edge sections can cling to the contour of this element while moving this element onto the raised edge sections.
- the applied edge sectionscan be compressed again by an additional processing tool and the packaging receptacle, formed from the outer ring and packaging receptacle ring, can remain unchanged from the previous method steps.
- a processing toolcomprising a first pushing punch can press the packaging, which consists for example of aluminum with a thickness of 8 ⁇ m-30 ⁇ m, onto the packaged product from a first direction.
- Another processing tool designed as a second repressing punchcan press the packaging, which consists for example of aluminum with a thickness of 8 ⁇ m - 30 ⁇ m, onto the packaged product from a second direction, which can be essentially opposite to the first direction, and the force applied by the first and second reprint stamp on the packaging can be adjusted so that the packaging is not pushed out of the packaging receptacle.
- the processing toolcan comprise a heatable element and a film with a sealing layer can be used as packaging in order to enable the film half-shells to be sealed in the region of their adjacent edge sections during the pressing.
- the packaging receiving ringcan be mounted so as to be relatively displaceable to the outer ring by means of an elastic element, in particular by means of a spring unit, wherein the elastic element can in particular be designed so that it holds the packaging in the packaging receiving ring and is only compressed to the extent that it is deformed by the application tool that the process is not disrupted.
- a closing unitcan be provided for mechanically closing, in particular flanging, a packaging, in particular for food products, which is composed of at least two film half-shells which are mechanically closed at their peripheral edge sections in contact with one another by means of the closing unit, the closing unit comprising: a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely: an erecting tool for erecting the adjacent edge sections of the foil half-shells to be closed, and a positioning tool for applying the edge sections, the packaging carrier carrying the packaging to be closed during the entire process.
- a packaging for food products in particularis specified. This is intended to achieve a saving in packaging material and at the same time to provide the advantages of known packaging.
- the inventionrelates to a packaging for food products in particular, which is composed of at least two preformed film half-shells which are preformed in such a way that they each have a receiving space for a product to be received and a flange surrounding the receiving space at least in sections, the flanges being designed to to connect the film half-shells at least in sections to lie against one another.
- a first flange of a first film half-shellhas a first radial extent in relation to the receiving space, which is greater than the radial extent by an overhang second extension of the second flange of the second film half-shell, in such a way that in the connected state the first flange is bent in the area of its overhang in the direction of the receiving space in such a way that its overhang overlaps the second flange at least in sections and the second flange at least in sections on both sides of the first flange is encompassed.
- the second flangeremains unflared in the closed state of the packaging with the connected film half-shells and is instead - at least in sections - encompassed by the first flange on its top and bottom.
- the first flangeis wider, that is, longer in its radial extension (in relation to the receiving space) than the second flange, so that in the unflared state it only rests smoothly on the second flange with its proximal area (in relation to the receiving space), while it protrudes with its distal area over the second flange (protrusion).
- This protrusionis then bent or flanged, i.e. bent in a first step in the direction of the second flange by about 90 ° and then in a second step bent over the second flange by about a further 90 ° in the direction of the receiving space.
- the proximal section of the first flange in the flanged statecontinues to lie against the second flange from one side (eg on its underside) (first contact area), while the distal section of the first flange in the flanged state from the second side against the second Flange (e.g. on its upper side) is in contact (second contact area).
- the second flangeis, as it were, enclosed - at least partially - by the proximal and distal sections of the first flange.
- the protrusion and the bending sectioncan be selected such that the distal section of the first flange only overlaps an outer edge section of the second flange, or that it reaches almost as far as the transition area from the flange to the receiving space of the second film half-shell.
- the second contact areacan thus be selected to be almost the same size as the first contact area or smaller than this.
- the second flangecan be made narrower, that is to say have a smaller radial extension, as a result of which packaging material can be saved. This is advantageous both for reasons of cost and in consideration of the lower environmental pollution caused by the packaging. A material saving of around 10% is possible, which means that enormous savings can be achieved.
- a secure and sealing connection between the flanges of the two film half-shells and so that a good protection of a product contained thereincan be provided, which is particularly advantageous when it is a food product.
- At least one of the film half-shellsfor example the first film half-shell, has at least one-sided sealing coating at least in sections in the region of its flange. This can, but does not have to, extend over the entire flange; alternatively, the sealing coating can also be formed by local sealing points or areas.
- the first flangeis to have a one-sided sealing coating, ie that a sealing coating is to be provided on only one side (top or bottom) of the flange
- the sealing coatingis expediently on the side of the first flange and at least in the areas of the flange provided, which come into contact with the second flange in the connected state.
- sealing coatingcan be applied in just one work step both in the first contact area of the first flange and the second flange, in which the first flange is in contact with the second flange with its proximal section, and in the second contact area, in which the first flange rests with its distal section on the second flange, the sealing can take place.
- Heat seal lacquercan be applied locally as a sealing coating.
- polypropylenes, polyethylenes, ionomers (Surlyn) or ethylene-vinyl acetate copolymerscan be used, which are melted from the outside by applying heat on both sides.
- a coated aluminum foilone side being coated, for example, with a plastic layer that can be used as a sealing layer during the packaging process.
- At least the second film half-shellhas, at least in sections, a seal coating on one or both sides in the region of the second flange.
- sealingis always carried out against a sealing layer, i.e. two surfaces to be joined are each provided with a sealing coating.
- the sealing coatingcan, however, also be provided in the manner of an adhesive bond only on one side which, in the melted state, is suitable for establishing a connection with the respective other surface.
- thesecan in principle also be glued, i.e. instead of or in addition to a sealing coating, an adhesive coating can be provided on at least one of the film half-shells at least in sections in the area of its flange.
- a coating on both sidescan be useful, at least in the area of the second flange. What has been said above also applies here that this does not have to extend over the entire second flange or its upper and / or lower side, but can also be formed by local sealing points or areas and is expediently provided at least in the areas of the flange that come into contact with the first flange in the connected state.
- the question of the type and extent of the sealing coatingcan also depend on the point in time at which the seal is to be carried out. Sealing can be carried out before or after the flanging process. In the first case, the sealable area is limited to the first contact area, in which the first flange rests with its proximal section on the second flange, while in the second case the seal is also in the second contact area, in which the first flange rests with its distal section on the second flange rests, can be done.
- At least one of the film half-shellshas at least two sections which are made from different materials.
- a first section of the at least first film half-shellfor example in the area of the first flange, can be made of a plastically deformable, in particular metal-containing, material, and optionally a second section, for example in the area of the receiving area, made of a biodegradable and / or transparent material Material to be made.
- a section of the at least one film half-shellhas several material layers, for example a first layer made of a plastically deformable, in particular metal-containing, material and a second layer made of a biodegradable and / or transparent material.
- a simple filmfor example a transparent film, for example in the area in which the flange section is to be formed later, can be laminated with a plastically deformable material.
- the present inventionalso relates to a method with the features of claim 8. Accordingly, a method for mechanical closing, in particular flanging, a packaging for in particular food products, with the above-mentioned features of the invention is proposed, which is composed of at least two film half-shells, which in the Area of their flanges can be connected by means of a clamping unit. According to the invention, the method comprises the following steps: inserting the film half-shells into a packaging carrier of the closing unit, the film half-shells bearing against one another at least in sections with their flanges; Setting up the first flange in the region of its overhang in the direction of the second flange; and applying the raised overhang of the first flange to the second flange.
- the closing unitcan in particular comprise a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely an erecting tool for erecting the first flange of the film half-shells to be connected in the area of its overhang, as well as a positioning tool for placing the raised overhang of the first flange on the second flange.
- the packaging carriercarries the packaging to be closed during the entire process.
- the packaging receptacle formed by the packaging carrierincluding the outer ring and the packaging receiving ring, remains unchanged during the method steps according to claim 8.
- the packaging carrieris arranged on a continuously moving conveyor system, and that the processing tools of the closing unit move with the moving packaging carrier with the aid of a further drive axis, so that no stopping is required for performing the method steps according to claim 18 is.
- the tool for applicationconsists of only one element and that the raised sections of the protrusion of the first flange nestle against the contour of this element while this element is being moved onto the raised sections.
- the section of the protrusion of the first flange placed on the second flangeis additionally compressed by an additional machining tool.
- the packaging receptacle, formed from the outer ring and the packaging receiving ringremains unchanged from the preceding method steps.
- the film half-shells in the In the area of their mutually adjacent flangesat least one of the film half-shells has at least one sealing coating on one side at least in sections in the area of the flange.
- a sealing layeris usually always sealed, i.e. two surfaces to be joined are each provided with a sealing coating.
- the sealing coatingcan, however, also be provided in the form of an adhesive bond only on one side which, in the melted state, is suitable for establishing a connection with the other surface in each case.
- thesecan in principle also be glued, i.e. instead of or in addition to a sealing coating, an adhesive coating can be provided on at least one of the film half-shells at least in sections in the area of its flange.
- the step of sealingtakes place during the step of compressing, wherein for this purpose the additional processing tool for compressing can comprise a heatable element.
- the sealing stepcan also take place before or after the compression step by means of the same machining tool or by means of a further machining tool.
- the applied overhang of the first flange and the second flangewhich is at least partially encompassed on both sides by the first flange, are jointly applied in the direction of one of the receiving areas.
- the reshaped edgewhich is formed by the bent first flange, the encompassed second flange and possibly a seal and / or gluing, can also be applied to the rest of the packaging, whereby the entire packaging becomes more compact.
- the packaging receiving ringit can be provided that it is mounted so as to be relatively displaceable to the outer ring by means of an elastic element, in particular by means of a spring unit, wherein the elastic element can in particular be designed so that it is during the deformation of the protrusion of the first flange by the application tool the packaging holds in the packaging receiving ring and is only compressed to such an extent that the process is not disturbed.
- the forming of thin foilsis not a typical deep-drawing process, as is known, for example, from sheet metal forming in automobile construction. Instead, it is a folding process in which the film is pressed into a die by a punch. In doing so, it is folded and thus forms its final shape.
- a folding processin which the film is pressed into a die by a punch. In doing so, it is folded and thus forms its final shape.
- the term two preformed film half-shellsis used throughout.
- the film on which this is basedcan consist of plastic materials such as PVC, metallic and metal-containing materials such as aluminum, or composite materials.
- the filmdoes not have to be flexible in its initial state, i.e. at room temperature, but can have a certain rigidity and be heated continuously or once for better processing.
- the packaging foilsare preferably thin aluminum foils with a thickness of 8 ⁇ m - 30 ⁇ m. If the packaging films are equipped with a sealing layer, sealed packaging can also be produced in a further packaging step. For this purpose, as stated above, a heated element can be introduced into the method, such as an element with an integrated incandescent filament or the like, for example.
- the toolshould be implemented with as few components as possible in order to achieve optimum cost and reliability.
- the inventionaccordingly also relates to a corresponding tool, in particular a clamping unit, as described above.
- the present inventionis not restricted to food products, but can also be used in packaging devices for packaging products of all kinds.
- Pos. 8is a fixed element.
- Fig. 1athe upper part of the packaging shell is shown as item 1 and the lower part of the package as item 2. Both partial packaging shells lie on top of one another with their flanges (area shown in item 3), the lower partial packaging shell being inserted into the packaging receiving ring (item 4).
- the upper partial packaging shellis fixed in position and location by a product (item 5) contained in the lower partial packaging shell.
- the support surface for the flanges (item 3) of both partial packaging shells in the toolis formed by the surface section (item 6) of the packaging receiving ring.
- Pos. 7shows the installation tool.
- the installation tool (item 7)is designed as a ring surrounding the packaging.
- the ring or the installation tool (item 7)is therefore adapted to the shape of the packaging.
- the combination of the upper part of the package (item 1), the lower part of the package (item 2) and the product (item 5)is referred to below as the packaging.
- the installation tool pos. 7can be seen in a delivered position. During delivery, it pressed the upper and lower partial packaging shells (item 1 and item 2) with the spring-loaded packaging receiving ring (item 4) downwards.
- the outer ring (item 8)is fixed in space and does not move.
- the protruding flanges (item 3) on the sliding surface (item 9) of the outer ring (item 8)have been set up.
- the raised edgeis shown as pos. 13.
- FIG. 1cshows the erected flanges (item 3) of the packaging, which is located in the packaging mounting ring (item 4) during the entire packaging process.
- the positioning tool (item 10)applies the flanges that have been set up.
- the positioning tool (item 10)like the setting-up tool (item 7), is designed as a ring that surrounds the packaging.
- the positioning tool (pos. 10)is geometrically designed on the contact surfaces to the flanges (pos. 3) so that the raised flanges adhere to this geometry during the downward movement (also in Fig. 1e , Item 11, "fillet").
- Fig. 1dshows the positioning tool (item 10) lowered onto the flanges (item 3) of the packaging.
- the spring force that supports the packaging mounting ring (item 4)is selected in such a way that it pushes the packaging mounting ring (item 4) during the flange application process. 4) in an approximately fixed position.
- the packaging receiving ring (item 4)is therefore not, or only very slightly, pressed down by the deformation forces that are required for applying the flange.
- Fig. 1eshows the situation Fig. 1d in an enlargement of the contact situation consisting of a positioning tool (pos. 10), flanges (pos. 3) and packaging mounting ring (pos. 4).
- the positioning tool(pos. 10) is just before the end stop, which is specified by the packaging mounting ring (pos. 4) and the flanged flanges (pos. 3).
- the previously set up flanges(item 3) slide on the groove (item 11) of the positioning tool and are folded over in the direction of the packaging with the product (item 5).
- Fig. 1fshows the lowest position of the positioning tool (item 10).
- the flange (item 3)is now completely folded over.
- the packaging receiving ring (item 4)is spring-loaded.
- the spring (item 14) with the spring force F1must be designed so that it is stiff enough to only compress under the effect of the force of the flange deformation process when the flange is folded down. Repeatedly lowering the positioning tool (item 10) onto the folded flange (item 3) has the effect that this flange is compressed even more intensively.
- the spring (item 14)is compressed in this process step, which is intended to ensure that at least the spring forces act on the flange (item 3) during the application process.
- Fig. 2shows the situation with a pressure ram Pos. 12, which takes on the task of edge compression described.
- the pressure stampcan also be designed as a heated element, whereby the packaging edge can be pressed on and the packaging sealed at the same time.
- Fig. 3shows the possibility of integrating a further processing step into the installation tool ( Fig. 1 , Item 7) or in the positioning tool ( Fig. 1 , Item 10). Since the tools in this packaging process only act on the edge of the packaging, they can be designed to be open in the middle.
- a marking deviceFig. 3 , Pos. 16
- a repressing stampcan also be guided to the packaging, which presses the plastically deformable packaging, which consists, for example, of aluminum foil, once more against the packaged product.
- FIGS. 8 and 9a to 9cshow the packaging according to the invention, which is designated generally by the reference numeral 10.
- Thisis composed of two preformed film half-shells 12, 14, each of which has a receiving space 16, 18 and a flange 20, 22 encircling the receiving space 16, 18.
- the film half-shells 12, 14lie against one another in the area of their flanges 20, 22 (see also connection area VB) and together define a receptacle for a product P.
- the first flange 22rests smoothly with its proximal section (in relation to the receiving space 18) on the second flange 20 and in its distal area (in relation to the receiving space 18) has a protrusion Ü which projects radially beyond the second flange 12 and , as explained below, is reshaped, in particular crimped, to produce a connection between the film half-shells 12, 14.
- an installation tool 34is used for this, which is designed as a ring surrounding the packaging 10.
- the ring or the setting-up tool 34is therefore adapted to the packaging shape in its circumferential contact contour 34a.
- the installation tool 34can be seen in a corresponding position.
- ithas pressed the upper and lower film half-shells 12, 14 with the resiliently mounted packaging receiving ring 30 downwards.
- An outer ring 36 of the mechanical closing unit Sis fixed in space and does not move.
- the protrusion Ü of the first flange 22has been set up on the sliding surface 38 of the outer ring 36.
- the next stepincludes the creation of the erected overhang Ü of the first flange 22.
- the Figure 5cshows the raised overhang Ü, as well as the first contact area 40a (cf. also Fig. 8 ), at which the proximal section of the first flange 22 is in contact with the second flange 20.
- the first contact area 40ais in contact with the surface section 32 of the packaging receiving ring 30 during the entire closing process.
- the application tool 42applies the raised protrusion Ü of the first flange 22, ie it bends it in the direction of the receiving space 18.
- the positioning tool 42like the positioning tool 34, is designed as a ring, the contour of which is adapted to the outer contour of the packaging 10 and surrounds it.
- the positioning tool 42is geometrically designed on the contact surfaces 44 with respect to the protrusion Ü that the raised protrusion Ü adapts to this geometry during the downward movement (also in FIG Figure 5e , 44 as "fillet").
- the Fig. 5dshows the positioning tool 42 moved down onto the flanges 20, 22.
- the spring force B 2which assists the packaging receiving ring 32 starting from the spring element F, is selected so that it holds the packaging receiving ring 30 in an approximately fixed position during the flange mounting process.
- the packaging receiving ring 30is therefore not, or only very slightly , pressed downwards by the deformation forces B 1 , which are required for the flange application.
- the Figure 5eshows in an enlargement how in the course of the application the application tool 42 has arrived shortly before the end stop, which is predetermined by the packaging receiving ring 32 and the folded flanges 20, 22.
- the previously set up supernatant Ü of the firstThe flange 22 slides along the groove of the contact contour 44 of the contact tool 42 and is folded over onto the second flange 20 in the direction of the receiving space 18.
- Fig. 5fshows the lowest position of the positioning tool (item 10).
- the protrusion Ü of the first flange 22is now completely bent.
- the packaging receiving ring 30is resiliently mounted.
- the spring element (s) F with the spring force B 2is or are designed in such a way that they are stiff enough to only compress under the action of the force B 1 of the flange deformation process when the first flange 22 is knocked down. Repeatedly moving the application tool 42 down onto the folded first flange 22 has the effect that this flange 22 is compressed even more intensively.
- the spring Fis in this process step as shown in FIG Fig. 5f compressed, which is intended to ensure that at least the spring forces act on the first flange 22 or the folded over protrusion Ü of the first flange 22 during the application process.
- Fig. 6shows the situation with an additional machining tool in the form of a pressure ram 46, which takes on the described task of edge compression.
- the pressure ram 46can also comprise a heated element, as a result of which the packaging edge can be pressed on and the packaging sealed at the same time.
- FIGS. 9 a to 9 cshow different variations of a possible sealing 50.
- a seal(sealing layer 50) is provided in the second contact area 40b, ie in the area in which the protrusion Ü of the first flange 22 rests against the second flange 20 after the forming process of the flange 22 has taken place.
- a seal(sealing layer 50) is provided in the first contact area 40a, ie in the area in which the proximal section of the first flange 22 is already in contact with the second flange 20 before the forming process of the flange 22 has taken place. This sealing can consequently take place before or after the deformation process of the flange 22.
- FIG. 4shows a seal (sealing layers 50, 50) in the first contact area 40a and in the second contact area 40b.
- This sealcan be very advantageous due to a particularly pronounced tightness, especially when packaging food.
- Another advantage of this specific designis that the sealing can take place in just one work step both in the first contact area 40a and in the second contact area 40b.
- the Fig. 7shows the mechanical clamping unit S as a whole and, in this context, also the possibility of integrating a further processing step into the setting-up tool 36 or the positioning tool (cf. Figure 5c ). Since the tools in this method for mechanical closing only act on the edge of the packaging, they can be designed to be open in the middle.
- a further processing tool 48for example a marking device, which marks the packaging 10 with a batch number or with the best-before date, for example, can be guided through this opening.
- a repressing stampcan also be guided to the packaging, which presses the plastically deformable packaging, which consists, for example, of aluminum foil, once more against the packaged product.
- the packaging Vin particular at least one of the film half-shells, can have at least two sections which are made from different materials.
- a first section of the at least first film half-shell 14, for example in the area of the first flange 22,can be made of a plastically deformable, in particular metal-containing, material M1
- a second sectionfor example in the area of the receiving area 18, can be made of a biodegradable and / or made of transparent material M2.
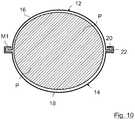
- a section of the at least one film half-shellhas several material layers, for example a first layer made of a plastically deformable, in particular metal-containing material M1 and a second layer made of a biodegradable and / or transparent material M2. This is in the Fig. 10 indicated by the thicker configuration of the flange 22.
- a simple filmfor example a transparent film, for example in the area in which the flange section is to be formed later, can be laminated with a plastically deformable material.
- a multi-layer film compositecan be designed in such a way that only one or more smaller areas appear transparent, which in turn allow a view of the captured product, similar to a window. The non-transparent material is cut out in these areas.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biodiversity & Conservation Biology (AREA)
- Packages (AREA)
Description
Translated fromGermanDie vorliegende Erfindung betrifft eine Verpackung, insbesondere für Lebensmittelprodukte und ein Verfahren zum Herstellen einer entsprechenden Verpackung.The present invention relates to packaging, in particular for food products, and to a method for producing a corresponding packaging.
Im Folgenden wird der Stand der Technik anhand von drei unterschiedlichen Verfahren und Vorrichtungen beschrieben, die nach dem Bördelverfahren arbeiten.In the following, the state of the art is described on the basis of three different methods and devices that operate according to the flanging method.
In der
Die
Die
Die
Die
Die Verpackungsteilschalen bilden an ihren Auflageflächen abstehende Ränder. Diese werden gegeneinander fixiert, was durch Umbördeln geschieht. Hierzu werden die stanniolierten Hohlfiguren aus Ihrer Fixierung entnommen und in ein erstes Verschließwerkzeug (Hochstellwerkzeug) eingelegt. Dieses besteht aus einem Oberteil mit Formstempel, der der Geometrie der Verpackung entspricht. Das Unterteil besteht aus einem starren Rahmen und einem gefederten Formeinsatz, der ebenfalls der Geometrie der Verpackung entspricht.The partial packaging shells form protruding edges on their contact surfaces. These are fixed against each other, which is done by flanging. For this purpose, the tin-plated hollow figures are removed from their fixation and placed in a first locking tool (stand-up tool). This consists of an upper part with a shape stamp that corresponds to the geometry of the packaging. The lower part consists of a rigid frame and a spring-loaded molded insert, which also corresponds to the geometry of the packaging.
Durch Andrücken des Oberteils auf den gefederten Formeinsatz des Unterteils entsteht eine Relativbewegung zu dem starren Rahmen. Hierdurch wird der abstehende Rand um 90° aufgestellt. In dem nächsten Verpackungsschritt wird in einem weiteren Werkzeug (Bördelwerkzeug) der aufgestellte Rand umgelegt. Auch in diesem Werkzeug sind Ober- und Unterteile so ausgearbeitet, dass die Geometrie der Verpackung genau hineinpasst. Beim Niederfahren des Oberteils auf das Unterteil legt ein Rahmen, der das Formoberteil umschließt, den aufgestellten Rand um. Der Rahmen beinhaltet hierzu eine sogenannte Hohlkehle an der die Verpackungsränder während des Abfahrens nach innen umgelegt werden. Die Verpackung ist nun fertig gebördelt.By pressing the upper part onto the spring-loaded mold insert of the lower part, a movement relative to the rigid frame is created. As a result, the protruding edge is set up by 90 °. In the next packaging step, the raised edge is folded over in a further tool (flanging tool). The upper and lower parts of this tool are also worked out in such a way that the geometry of the packaging fits exactly into it. When the upper part is lowered onto the lower part, a frame that surrounds the upper part of the mold turns the raised edge. For this purpose, the frame contains a so-called hollow groove on which the packaging edges are folded inwards during movement. The packaging is now crimped.
Die
Aus der
Die
Die
Aus der
In der
Ein Verfahren zum Verschließen eines aus Folienmaterial bestehenden, gefüllten Behälters, der mit einem Randflansch sowie mit einer den Flansch begrenzenden stehenden Umrandung versehen ist, bei dem eine Deckfolie auf den Flansch gelegt und anschließend die Umrandung unter Einklemmung der Deckfolie auf den Flansch umgelegt wird, ist aus der
Die hier beschriebene Erfindung hat die Aufgabe, eine verbesserte Verpackung und ein Verfahren zum einfacheren Herstellen einer solchen Verpackung zu schaffen.The invention described here has the object of creating an improved package and a method for the easier production of such a package.
Ein Verfahren zum mechanischen Verschließen, insbesondere Bördeln, einer Verpackung für insbesondere Lebensmittelprodukte, die sich aus wenigstens zwei Folienhalbschalen zusammensetzt, welche an ihren umlaufenden Randabschnitten in Anlage zueinander mittels einer Schließeinheit mechanisch verschlossen werden, wobei die Schließeinheit einen Verpackungsträger mit einem Außenring und einem Verpackungsaufnahmering, sowie wenigstens zwei Verschließwerkzeuge, nämlich ein Aufstellwerkzeug zum Aufstellen der aneinander anliegenden Randabschnitte der zu verschließenden Folienhalbschalen, sowie ein Anlegewerkzeug zum Anlegen der Randabschnitte umfasst, umfasst die nachfolgenden Schritte: Einlegen der Folienhalbschalen in den Verpackungsaufnahmering, wobei die Folienhalbschalen mit ihren umlaufenden Randabschnitten aneinander anliegen, Aufstellen der der aneinander anliegenden Randabschnitte mittels des Aufstellwerkzeugs, Anlegen der Randabschnitte mittels des Anlegewerkzeugs, wobei der Verpackungsträger die zu verschließende Verpackung während des gesamten Verfahrens trägt. Hierdurch soll der verfahrensbedingte abstehende Verpackungsrand nach dem Bördeln möglichst klein gehalten werden, um so Material einzusparen und zugleich die Optik der Verpackung zu verbessern.A method for mechanical closing, in particular crimping, of a packaging, in particular for food products, which is composed of at least two film half-shells, which are mechanically closed at their peripheral edge sections in contact with one another by means of a closing unit, the closing unit having a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely an erecting tool for erecting the adjacent edge sections of the film half-shells to be closed, as well as a positioning tool for applying the edge sections, comprises the following steps: inserting the film half-shells into the packaging receiving ring, the film half-shells bearing against one another with their circumferential edge sections, Setting up of the adjacent edge sections by means of the setting tool, applying the edge sections by means of the contact tool, with the packaging The carrier carries the packaging to be closed during the entire procedure. As a result, the process-related protruding packaging edge should be kept as small as possible after the flanging, in order to save material and at the same time improve the appearance of the packaging.
Wesentliches Kennzeichen des mechanischen Verschließverfahrens sind dabei mindestens zwei Verfahrensschritte. Zuerst das Hochstellen eines Verpackungsrandes, der aus zwei übereinanderliegenden Verpackungsflanschen bzw. Randabschnitten der Folienhalbschalen der Verpackung gebildet wird und zweitens das darauffolgende Anlegen der hochgestellten Randabschnitte an den Verpackungskörper.The essential characteristics of the mechanical closing process are at least two process steps. First, the raising of a packaging edge, which is formed from two stacked packaging flanges or edge sections of the film half-shells of the packaging, and second, the subsequent application of the raised edge sections to the packaging body.
Die Verpackungsfolien sind vorzugsweise dünne Aluminiumfolien in den Dicken von 8µm - 30µm. Sofern die Verpackungsfolien mit einer Siegelschicht ausgerüstet sind, kann in einem weiteren Verpackungsschritt auch eine versiegelte Verpackung erzeugt werden. Hierzu kann ein beheiztes Element in das Verfahren eingeführt werden.The packaging foils are preferably thin aluminum foils with a thickness of 8 µm - 30 µm. If the packaging films are equipped with a sealing layer, sealed packaging can also be produced in a further packaging step. For this purpose, a heated element can be introduced into the process.
Dabei trägt der Verpackungsträger die zu verschließende Verpackung während des gesamten Verfahrens. Ein Umsetzen oder Transport zwischen zwei Schritten des Verfahrens ist nicht nötig.The packaging carrier carries the packaging to be closed during the entire process. A repositioning or transport between two steps of the process is not necessary.
Zusätzlich soll eine zeitgleiche zusätzliche Bearbeitung der Verpackungsteilschalen bzw. Folienhalbschalen der Verpackung beispielsweise durch Markieren möglich sein. Demgemäß kontaktieren das Aufstellwerkzeug und das Anlegewerkzeug während des jeweiligen Verfahrensschrittes Aufstellen und Anlegen die Verpackung nur im Bereich ihrer aneinander anliegenden Randabschnitte, so dass die übrige Verpackung gleichzeitig für weitere Bearbeitungsschritte mittels weiterer Bearbeitungswerkzeuge zugänglich verbleibt.In addition, simultaneous additional processing of the partial packaging shells or film half-shells of the packaging, for example by marking, should be possible. Accordingly, during the respective process step of erecting and applying, the erection tool and the application tool contact the packaging only in the area of their adjacent edge sections, so that the rest of the packaging remains accessible at the same time for further processing steps by means of further processing tools.
Als Verpackungsmaterial kann vorzugsweise Aluminiumfolie in den Stärken 8µm - 30µm in Verwendung sein. Ebenso ist es möglich beschichtete Aluminiumfolie zu verwenden, wobei eine Seite beispielsweise mit einer Kunststoffschicht beschichtet ist, die im Verlauf des Verpackungsprozesses als Siegelschicht verwendet werden kann. Es ist dann möglich, dass vor oder nach dem Bördelprozess gesiegelt wird.Aluminum foil with a thickness of 8 µm - 30 µm can preferably be used as packaging material. It is also possible to use coated aluminum foil, one side being coated, for example, with a plastic layer that can be used as a sealing layer during the packaging process. It is then possible to seal before or after the flanging process.
Weiterhin soll das Werkzeug mit möglichst wenigen Bauteilen realisiert werden, um ein Kosten- und Zuverlässigkeitsoptimum zu schaffen.Furthermore, the tool should be implemented with as few components as possible in order to achieve optimum cost and reliability.
Die einzelnen Merkmale der Erfindung sind den Ansprüchen und der nachfolgenden Figurenbeschreibung zu entnehmen. Als weitere alternative Ausgestaltungen ist es auch denkbar, die Verschließwerkzeuge nach oben geschlossen auszuführen und keine Zugänglichkeit zur Verpackung zur ermöglichen.The individual features of the invention can be found in the claims and the following description of the figures. As a further alternative embodiment, it is also conceivable to design the closing tools closed at the top and not allow access to the packaging.
Weiterhin kann der Außenring auch so ausgeführt sein, dass das Werkzeug zum Randanlegen in ihn eintauchen kann.Furthermore, the outer ring can also be designed in such a way that the tool can dip into it in order to apply the edge.
Dieses Verfahren kann des Weiteren folgendes umfassen:
Die durch den Verpackungsträger gebildete Verpackungsaufnahme, umfassend den Außenring und den Verpackungsaufnahmering, kann während der beschriebenen Verfahrensschritte unverändert bleiben.This process may also include:
The packaging receptacle formed by the packaging carrier, including the outer ring and the packaging receiving ring, can remain unchanged during the method steps described.
Die Verpackungsaufnahme kann auf einem sich kontinuierlich bewegenden Fördersystem angeordnet sein und die Verschließwerkzeuge können sich mit Hilfe einer weiteren Antriebsachse auf die sich bewegende Verpackungsaufnahme aufsynchronisieren, so dass kein Anhalten für die Durchführung der beschriebenen Verfahrensschritte erforderlich ist.The packaging receptacle can be arranged on a continuously moving conveyor system and the closing tools can be synchronized with the moving packaging receptacle with the aid of a further drive axis, so that no stopping is required to carry out the method steps described.
Das Aufstellwerkzeug und das Anlegewerkzeug können während des jeweiligen Verfahrensschrittes Aufstellen und Anlegen die Verpackung nur im Bereich ihrer aneinander anliegenden Randabschnitte kontaktieren, so dass die übrige Verpackung gleichzeitig für weitere Bearbeitungsschritte mittels weiterer Bearbeitungswerkzeuge zugänglich verbleibt.The erection tool and the application tool can only contact the packaging in the area of their adjacent edge sections during the respective process step erection and application, so that the rest of the packaging remains accessible at the same time for further processing steps by means of further processing tools.
Das Werkzeug zum Randanlegen kann nur aus einem Element bestehen und die Randabschnitte können sich während des Abfahrens dieses Elementes auf die hochgestellten Randabschnitte an die Kontur dieses Elementes anschmiegen.The tool for creating the edge can only consist of one element and the edge sections can cling to the contour of this element while moving this element onto the raised edge sections.
In einem Verfahrensschritt nach dem Randanlegen können die angelegten Randabschnitte durch ein zusätzliches Bearbeitungswerkzeug noch einmal komprimiert werden und die Verpackungsaufnahme, gebildet aus Außenring und Verpackungsaufnahmering kann ausgehend von den vorhergehenden Verfahrensschritten unverändert bleiben.In a process step after the edge application, the applied edge sections can be compressed again by an additional processing tool and the packaging receptacle, formed from the outer ring and packaging receptacle ring, can remain unchanged from the previous method steps.
In einem weiteren Verfahrensschritt kann ein einen ersten Nachdrückstempel umfassendes Bearbeitungswerkzeug die Verpackung, die beispielsweise aus Aluminium in den Dicken 8µm - 30µm besteht, von einer ersten Richtung an das verpackte Produkt andrücken.In a further method step, a processing tool comprising a first pushing punch can press the packaging, which consists for example of aluminum with a thickness of 8 μm-30 μm, onto the packaged product from a first direction.
Ein weiteres als zweiter Nachdrückstempel ausgebildetes Bearbeitungswerkzeug kann die Verpackung, die beispielsweise aus Aluminium in den Dicken 8µm - 30µm besteht, von einer zweiten Richtung, die der ersten Richtung im Wesentlichen entgegengesetzt sein kann, an das verpackte Produkt andrücken, und die Krafteinwirkung des ersten und zweiten Nachdrückstempels auf die Verpackung kann so eingestellt werden, dass die Verpackung nicht aus der Verpackungsaufnahme gedrückt wird.Another processing tool designed as a second repressing punch can press the packaging, which consists for example of aluminum with a thickness of 8 µm - 30 µm, onto the packaged product from a second direction, which can be essentially opposite to the first direction, and the force applied by the first and second reprint stamp on the packaging can be adjusted so that the packaging is not pushed out of the packaging receptacle.
Das Bearbeitungswerkzeug kann ein beheizbares Element umfassen und als Verpackung kann eine Folie mit einer Siegelschicht eingesetzt werden, um während des Andrückens ein Versiegeln der Folienhalbschalen im Bereich ihrer aneinander anliegenden Randabschnitte zu ermöglichen.The processing tool can comprise a heatable element and a film with a sealing layer can be used as packaging in order to enable the film half-shells to be sealed in the region of their adjacent edge sections during the pressing.
Der Verpackungsaufnahmering kann mittels eines elastischen Elements, insbesondere mittels einer Federeinheit relativ verschiebbar zu dem Außenring gelagert sein, wobei das elastische Element insbesondere so ausgelegt sein kann, dass es während der Verformung der Randabschnitte durch das Anlegewerkzeug die Verpackung im Verpackungsaufnahmering hält und nur soweit komprimiert wird, dass das Verfahren nicht gestört wird.The packaging receiving ring can be mounted so as to be relatively displaceable to the outer ring by means of an elastic element, in particular by means of a spring unit, wherein the elastic element can in particular be designed so that it holds the packaging in the packaging receiving ring and is only compressed to the extent that it is deformed by the application tool that the process is not disrupted.
Des Weiteren kann eine Schließeinheit zum mechanischen Verschließen, insbesondere Bördeln, einer Verpackung für insbesondere Lebensmittelprodukte vorgesehen sein, die sich aus wenigstens zwei Folienhalbschalen zusammensetzt, welche an ihren umlaufenden Randabschnitten in Anlage zueinander mittels der Schießeinheit mechanisch verschlossen werden, wobei die Schießeinheit umfasst: einen Verpackungsträger mit einem Außenring und einem Verpackungsaufnahmering, sowie wenigstens zwei Verschließwerkzeuge, nämlich: ein Aufstellwerkzeug zum Aufstellen der aneinander anliegenden Randabschnitte der zu verschließenden Folienhalbschalen, sowie ein Anlegewerkzeug zum Anlegen der Randabschnitte, wobei der Verpackungsträger die zu verschließende Verpackung während des gesamten Verfahrens trägt.Furthermore, a closing unit can be provided for mechanically closing, in particular flanging, a packaging, in particular for food products, which is composed of at least two film half-shells which are mechanically closed at their peripheral edge sections in contact with one another by means of the closing unit, the closing unit comprising: a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely: an erecting tool for erecting the adjacent edge sections of the foil half-shells to be closed, and a positioning tool for applying the edge sections, the packaging carrier carrying the packaging to be closed during the entire process.
In Anspruch 1 ist eine Verpackung für insbesondere Lebensmittelprodukte angegeben. Hierdurch soll eine Einsparung von Verpackungsmaterial erreicht werden und zugleich sollen die Vorteile bekannter Verpackungen bereitgestellt werden.In
Demgemäß betrifft die Erfindung eine Verpackung für insbesondere Lebensmittelprodukte, die sich aus wenigstens zwei vorgeformte Folienhalbschalen zusammensetzt, welche derart vorgeformt sind, dass sie jeweils einen Aufnahmeraum für ein aufzunehmendes Produkt sowie einen den Aufnahmeraum zumindest abschnittsweise umgebenden Flansch aufweisen, wobei die Flansche dazu ausgebildet sind, zur Verbindung der Folienhalbschalen zumindest abschnittsweise aneinander anzuliegen.Accordingly, the invention relates to a packaging for food products in particular, which is composed of at least two preformed film half-shells which are preformed in such a way that they each have a receiving space for a product to be received and a flange surrounding the receiving space at least in sections, the flanges being designed to to connect the film half-shells at least in sections to lie against one another.
Erfindungsgemäß hat ein erster Flansch einer ersten Folienhalbschale eine bezogen auf den Aufnahmeraum radiale erste Erstreckung, die um einen Überstand größer ist als die radiale zweite Erstreckung des zweiten Flanschs der zweiten Folienhalbschale, derart dass im verbundenen Zustand der erste Flansch im Bereich seines Überstandes derart in Richtung zu dem Aufnahmeraum umgebogen ist, dass er mit seinem Überstand den zweiten Flansch zumindest abschnittsweise übergreift und der zweite Flansch zumindest abschnittsweise beidseitig von dem ersten Flansch umgriffen ist.According to the invention, a first flange of a first film half-shell has a first radial extent in relation to the receiving space, which is greater than the radial extent by an overhang second extension of the second flange of the second film half-shell, in such a way that in the connected state the first flange is bent in the area of its overhang in the direction of the receiving space in such a way that its overhang overlaps the second flange at least in sections and the second flange at least in sections on both sides of the first flange is encompassed.
Anders als im bekannten Stand der Technik verbleibt der zweite Flansch im geschlossenen Zustand der Verpackung mit den verbundenen Folienhalbschalen ungebördelt und wird stattdessen - zumindest abschnittsweise - an seiner Ober- und Unterseite von dem ersten Flansch umgriffen. Der erste Flansch indes ist breiter, d.h. in seiner radialen Erstreckung (bezogen auf den Aufnahmeraum) länger, als der zweite Flansch, so dass er im ungebördelten Zustand nur mit seinem (bezogen auf den Aufnahmeraum) proximalen Bereich glatt an dem zweiten Flansch anliegt, während er mit seinem distalen Bereich über den zweiten Flansch übersteht (Überstand).In contrast to the known state of the art, the second flange remains unflared in the closed state of the packaging with the connected film half-shells and is instead - at least in sections - encompassed by the first flange on its top and bottom. The first flange, however, is wider, that is, longer in its radial extension (in relation to the receiving space) than the second flange, so that in the unflared state it only rests smoothly on the second flange with its proximal area (in relation to the receiving space), while it protrudes with its distal area over the second flange (protrusion).
Dieser Überstand wird dann umgebogen bzw. gebördelt, d.h. in einem ersten Schritt in Richtung zu dem zweiten Flansch um etwa 90° umgebogen und dann in einem zweiten Schritt über den zweiten Flansch um etwa weitere 90° in Richtung zu dem Aufnahmeraum umgebogen. Auf diese Weise liegt der proximale Abschnitt des ersten Flanschs im gebördelten Zustand weiterhin von einer Seite an dem zweiten Flansch (z.B. an dessen Unterseite) an (erster Anlagebereich), während der distale Abschnitt des ersten Flanschs im gebördelten Zustand von der zweiten Seite an dem zweiten Flansch (z.B. an dessen Oberseite) anliegt (zweiter Anlagebereich). Der zweite Flansch wird quasi von dem proximalen und distalen Abschnitt des ersten Flansch - zumindest teilweise - umschlossen. Dabei kann der Überstand und der Biegeabschnitt derart gewählt sein, dass der distale Abschnitt des ersten Flansches nur einen äußeren Randabschnitt des zweiten Flanschs übergreift, oder dass er fast bis an den Übergangsbereich von Flansch zu Aufnahmeraum der zweiten Folienhalbschale heranreicht. Somit kann der zweite Anlagebereich nahezu gleichgroß wie der erste Anlagebereich oder kleiner als dieser gewählt sein.This protrusion is then bent or flanged, i.e. bent in a first step in the direction of the second flange by about 90 ° and then in a second step bent over the second flange by about a further 90 ° in the direction of the receiving space. In this way, the proximal section of the first flange in the flanged state continues to lie against the second flange from one side (eg on its underside) (first contact area), while the distal section of the first flange in the flanged state from the second side against the second Flange (e.g. on its upper side) is in contact (second contact area). The second flange is, as it were, enclosed - at least partially - by the proximal and distal sections of the first flange. The protrusion and the bending section can be selected such that the distal section of the first flange only overlaps an outer edge section of the second flange, or that it reaches almost as far as the transition area from the flange to the receiving space of the second film half-shell. The second contact area can thus be selected to be almost the same size as the first contact area or smaller than this.
Dadurch, dass nur ein Flansch umgebogen werden muss, kann der zweite Flansch schmaler ausgebildet werden, d.h. eine geringere radiale Erstreckung aufweisen, wodurch Verpackungsmaterial eingespart werden kann. Dies ist sowohl aus Kostengründen als auch unter Berücksichtigung der geringeren durch die Verpackung anfallenden Umweltverschmutzung von Vorteil. So ist eine Materialeinsparung von etwa 10% möglich, wodurch enorme Einsparungen erzielt werden können. Zugleich kann durch die zweifache Umbiegung des ersten Flanschs weiterhin eine sichere und dichtende Verbindung der Flansche der beiden Folienhalbschalen und damit ein guter Schutz eines darin aufgenommenen Produktes bereitgestellt werden, was insbesondere dann von Vorteil ist, wenn es sich dabei um ein Lebensmittelprodukt handelt.Because only one flange has to be bent over, the second flange can be made narrower, that is to say have a smaller radial extension, as a result of which packaging material can be saved. This is advantageous both for reasons of cost and in consideration of the lower environmental pollution caused by the packaging. A material saving of around 10% is possible, which means that enormous savings can be achieved. At the same time, by bending the first flange twice, a secure and sealing connection between the flanges of the two film half-shells and so that a good protection of a product contained therein can be provided, which is particularly advantageous when it is a food product.
Weiterhin kann vorgesehen sein, dass wenigstens eine der Folienhalbschalen, beispielsweise die erste Folienhalbschale wenigstens abschnittsweise im Bereich ihres Flansches eine wenigstens einseitige Siegelbeschichtung aufweist. Diese kann sich, muss sich aber nicht, flächendeckend über den gesamten Flansch erstrecken; alternativ kann die Siegelbeschichtung auch durch lokale Siegelpunkte oder -bereiche gebildet sein.Furthermore, it can be provided that at least one of the film half-shells, for example the first film half-shell, has at least one-sided sealing coating at least in sections in the region of its flange. This can, but does not have to, extend over the entire flange; alternatively, the sealing coating can also be formed by local sealing points or areas.
Hierdurch kann wiederum ein besonders ressourcenschonender Einsatz einer Siegelbeschichtung gegenüber dem Stand der Technik erreicht werden. Zugleich wird durch die zusätzliche Siegelung eine verbesserte Dichtigkeit der Verpackung erreicht, was wiederum im Falle von aufzunehmenden Lebensmittelprodukten von besonders großer Relevanz ist, da so die Haltbarkeit des verpackten Produktes verlängert wird.This in turn enables a particularly resource-saving use of a sealing coating compared to the prior art to be achieved. At the same time, the additional sealing improves the tightness of the packaging, which in turn is of particularly great relevance in the case of food products to be picked up, since this extends the shelf life of the packaged product.
Für den Fall dass beispielsweise der erste Flansch eine einseitige Siegelbeschichtung aufweisen soll, d.h. dass nur auf einer Seite (Oberseite oder Unterseite) des Flansches eines Siegelbeschichtung vorgesehen sein soll, wird die Siegelbeschichtung sinnvollerweise auf der Seite des ersten Flansches und zumindest in den Bereichen des Flansches vorgesehen, die im verbundenen Zustand in Anlage mit dem zweiten Flansch gelangt bzw. gelangen.In the event that, for example, the first flange is to have a one-sided sealing coating, ie that a sealing coating is to be provided on only one side (top or bottom) of the flange, the sealing coating is expediently on the side of the first flange and at least in the areas of the flange provided, which come into contact with the second flange in the connected state.
Ein weiterer Vorteil dieser spezifischen Gestaltung ist darin zu sehen, dass die Siegelbeschichtung in nur einem Arbeitsgang sowohl im ersten Anlagebereich von erstem Flansch und zweitem Flansch, in dem der erste Flansch mit seinem proximalen Abschnitt an dem zweiten Flansch anliegt, als auch im zweiten Anlagebereich, in dem der erste Flansch mit seinem distalen Abschnitt an dem zweiten Flansch anliegt, die Siegelung erfolgen kann.Another advantage of this specific design is that the sealing coating can be applied in just one work step both in the first contact area of the first flange and the second flange, in which the first flange is in contact with the second flange with its proximal section, and in the second contact area, in which the first flange rests with its distal section on the second flange, the sealing can take place.
Als Siegelbeschichtung kann lokal Heißsiegellack aufgetragen werden. Alternativ können beispielsweise Polypropylene, Polyethylene, lonomere (Surlyn) oder Ethylen-VinylacetatCopolymere eingesetzt werden, welche durch beidseitigen Wärmeintrag von außen aufgeschmolzen werden. So ist es beispielsweise möglich, eine beschichtete Aluminiumfolie zu verwenden, wobei eine Seite beispielsweise mit einer Kunststoffschicht beschichtet ist, die im Verlauf des Verpackungsprozesses als Siegelschicht verwendet werden kann.Heat seal lacquer can be applied locally as a sealing coating. Alternatively, for example, polypropylenes, polyethylenes, ionomers (Surlyn) or ethylene-vinyl acetate copolymers can be used, which are melted from the outside by applying heat on both sides. For example, it is possible to use a coated aluminum foil, one side being coated, for example, with a plastic layer that can be used as a sealing layer during the packaging process.
Alternativ oder zusätzlich kann vorgesehen sein, dass wenigstens die zweite Folienhalbschale wenigstens abschnittsweise im Bereich des zweiten Flansches eine ein- oder beidseitige Siegelbeschichtung aufweist.Alternatively or additionally, it can be provided that at least the second film half-shell has, at least in sections, a seal coating on one or both sides in the region of the second flange.
In der Regel wird immer gegen eine Siegelschicht gesiegelt, d.h. zwei miteinander zu verbindende Oberflächen sind jeweils mit einer Siegelbeschichtung versehen. Je nach Art des verwendeten Siegelmaterials kann die Siegelbeschichtung in der Art einer Verklebung jedoch auch nur auf einer Seite vorgesehen sein, die im aufgeschmolzenen Zustand geeignet ist, eine Verbindung mit der jeweils anderen Oberfläche einzugehen.As a rule, sealing is always carried out against a sealing layer, i.e. two surfaces to be joined are each provided with a sealing coating. Depending on the type of sealing material used, the sealing coating can, however, also be provided in the manner of an adhesive bond only on one side which, in the melted state, is suitable for establishing a connection with the respective other surface.
Alternativ oder zusätzlich zum Versiegeln der Folienhalbschalen können diese grundsätzlich auch geklebt sein, d.h. anstelle oder zusätzlich zu einer Siegelbeschichtung kann an wenigstens einer der Folienhalbschalen wenigstens abschnittsweise im Bereich ihres Flansches eine Klebebeschichtung vorgesehen sein.As an alternative or in addition to sealing the film half-shells, these can in principle also be glued, i.e. instead of or in addition to a sealing coating, an adhesive coating can be provided on at least one of the film half-shells at least in sections in the area of its flange.
Für den Fall, dass nur die zweite Folienhalbschale eine Siegelbeschichtung aufweisen soll, kann eine beidseitige Beschichtung zumindest im Bereich des zweiten Flansches sinnvoll sein. Auch hier gilt das vorstehend Gesagte, dass diese sich nicht flächendeckend über den gesamten zweiten Flansch bzw. dessen Ober- und/oder Unterseite erstrecken muss, sondern auch durch lokale Siegelpunkte oder -bereiche gebildet sein kann und sinnvollerweise zumindest in den Bereichen des Flansches vorgesehen ist, die im verbundenen Zustand in Anlage mit dem ersten Flansch gelangen.In the event that only the second film half-shell is to have a sealing coating, a coating on both sides can be useful, at least in the area of the second flange. What has been said above also applies here that this does not have to extend over the entire second flange or its upper and / or lower side, but can also be formed by local sealing points or areas and is expediently provided at least in the areas of the flange that come into contact with the first flange in the connected state.
Die Frage nach der Art und dem Umfang der Siegelbeschichtung kann auch davon abhängen, zu welchem Zeitpunkt versiegelt werden soll. So kann vor oder nach dem Bördelprozess gesiegelt werden. In ersterem Fall beschränkt sich der siegelbare Bereich auf den ersten Anlagebereich, in dem der erste Flansch mit seinem proximalen Abschnitt an dem zweiten Flansch anliegt, während im zweiten Fall die Siegelung auch im zweiten Anlagebereich, in dem der erste Flansch mit seinem distalen Abschnitt an dem zweiten Flansch anliegt, erfolgen kann.The question of the type and extent of the sealing coating can also depend on the point in time at which the seal is to be carried out. Sealing can be carried out before or after the flanging process. In the first case, the sealable area is limited to the first contact area, in which the first flange rests with its proximal section on the second flange, while in the second case the seal is also in the second contact area, in which the first flange rests with its distal section on the second flange rests, can be done.
Weiterhin kann unabhängig von dem Aspekt einer Siegelbeschichtung vorgesehen sein, dass wenigstens eine der Folienhalbschalen wenigstens zwei Abschnitte aufweist, die aus unterschiedlichen Materialien hergestellt sind.Furthermore, regardless of the aspect of a sealing coating, it can be provided that at least one of the film half-shells has at least two sections which are made from different materials.
So kann beispielsweise ein erster Abschnitt der wenigstens ersten Folienhalbschale , beispielsweise im Bereich des ersten Flanschs, aus einem plastisch umformbaren, insbesondere metallhaltigen, Material hergestellt sein, und optional ein zweiter Abschnitt, beispielsweise im Bereich des Aufnahmebereichs, aus einem biologisch abbaubaren und/oder durchsichtigem Material hergestellt sein.For example, a first section of the at least first film half-shell, for example in the area of the first flange, can be made of a plastically deformable, in particular metal-containing, material, and optionally a second section, for example in the area of the receiving area, made of a biodegradable and / or transparent material Material to be made.
Auf diese Weise ist es möglich, eine gute Umformbarkeit im Bereich des ersten Flanschs für eine sichere und dichtende Bördelverbindung bereitzustellen und zugleich eine besonders umweltfreundliche und/oder optisch ansprechende Verpackung bereitzustellen, die beispielsweise im Falle einer Herstellung aus durchsichtigem Material einen Blick auf das aufgenommene Produkt ermöglicht.In this way, it is possible to provide good deformability in the area of the first flange for a secure and sealing flanged connection and at the same time to provide a particularly environmentally friendly and / or visually appealing packaging which, for example, in the case of production from transparent material, allows a view of the received product enables.
Alternativ oder zusätzlich kann vorgesehen sein, dass ein Abschnitt der wenigstens einen Folienhalbschale mehrere Materiallagen, beispielsweise eine erste Lage aus einem plastisch umformbaren, insbesondere metallhaltigen, Material und eine zweite Lage aus einem biologisch abbaubaren und/oder durchsichtigem Material, aufweist.Alternatively or additionally, it can be provided that a section of the at least one film half-shell has several material layers, for example a first layer made of a plastically deformable, in particular metal-containing, material and a second layer made of a biodegradable and / or transparent material.
Bei dieser Variante kann eine einfache Folie, beispielsweise eine durchsichtige Folie, beispielsweise in dem Bereich, in dem später der Flanschabschnitt geformt werden soll, mit einem plastisch umformbaren Material kaschiert sein.In this variant, a simple film, for example a transparent film, for example in the area in which the flange section is to be formed later, can be laminated with a plastically deformable material.
Es ist aufgrund des Erfindungsgedanken nach Anspruch 1, wonach nur einer der Flansche der beiden Folienhalbschalen zum Herstellen der Verbindung umgeformt werden soll, auch denkbar (unabhängig von den vorstehend genannten Erwägungen zur Materialwahl) Folienschalen aus unterschiedlichen Materialen vorzusehen, da insbesondere die zweite Folienschale im Bereich ihres Flansches keine ausgeprägten Umformeigenschaften aufweisen muss.Due to the inventive concept of
Die vorliegende Erfindung betrifft auch ein Verfahren mit den Merkmalen des Anspruchs 8. Demgemäß wird ein Verfahren zum mechanischen Verschließen, insbesondere Bördeln, einer Verpackung für insbesondere Lebensmittelprodukte, mit den vorstehend genannten Merkmalen der Erfindung vorgeschlagen, die sich aus wenigstens zwei Folienhalbschalen zusammensetzt, welche im Bereich ihrer Flansche mittels einer Schließeinheit verbunden werden. Erfindungsgemäß umfasst das Verfahren die nachfolgenden Schritte: Einlegen der Folienhalbschalen in einen Verpackungsträger der Schließeinheit, wobei die Folienhalbschalen mit ihren Flanschen zumindest abschnittsweise aneinander anliegen; Aufstellen des ersten Flansches im Bereich seines Überstandes in Richtung zu dem zweiten Flansch; und Anlegen des aufgestellten Überstandes des ersten Flansches an den zweiten Flansch.The present invention also relates to a method with the features of
Zum Durchführen des Verfahrens kann die Schließeinheit insbesondere einen Verpackungsträger mit einem Außenring und einem Verpackungsaufnahmering, sowie wenigstens zwei Verschließwerkzeuge umfassen, nämlich ein Aufstellwerkzeug zum Aufstellen des ersten Flansches der zu verbindenden Folienhalbschalen im Bereich seines Überstands, sowie ein Anlegewerkzeug zum Anlegen des aufgestellten Überstandes des ersten Flansches an den zweiten Flansch.To carry out the method, the closing unit can in particular comprise a packaging carrier with an outer ring and a packaging receiving ring, as well as at least two closing tools, namely an erecting tool for erecting the first flange of the film half-shells to be connected in the area of its overhang, as well as a positioning tool for placing the raised overhang of the first flange on the second flange.
Dabei kann vorgesehen sein, dass der Verpackungsträger die zu verschließende Verpackung während des gesamten Verfahrens trägt.It can be provided that the packaging carrier carries the packaging to be closed during the entire process.
Alternativ oder zusätzlich kann vorgesehen sein, dass während des jeweiligen Verfahrensschrittes Aufstellen und Anlegen die Verpackung von den Bearbeitungswerkzeuge der Schließeinheit nur im Bereich der Flansche kontaktiert wird, so dass die übrige Verpackung gleichzeitig für weitere Bearbeitungsschritte mittels weiterer Bearbeitungswerkzeuge zugänglich verbleibt. So kann eine zeitgleiche zusätzliche Bearbeitung der Folienhalbschalen bspw. durch Markieren möglich sein.Alternatively or additionally, it can be provided that during the respective process step of setting up and applying the packaging is only contacted by the processing tools of the clamping unit in the area of the flanges, so that the remaining packaging remains accessible for further processing steps by means of further processing tools. Simultaneous additional processing of the film half-shells, for example by marking, can thus be possible.
Alternativ oder zusätzlich kann vorgesehen sein, dass die durch den Verpackungsträger gebildete Verpackungsaufnahme, umfassend den Außenring und den Verpackungsaufnahmering während der Verfahrensschritte nach Anspruch 8 unverändert bleibt.Alternatively or additionally, it can be provided that the packaging receptacle formed by the packaging carrier, including the outer ring and the packaging receiving ring, remains unchanged during the method steps according to
Insbesondere kann weiter vorgesehen sein, dass der Verpackungsträger auf einem sich kontinuierlich bewegenden Fördersystem angeordnet ist, und dass sich die Bearbeitungswerkzeuge der Schließeinheit mit Hilfe einer weiteren Antriebsachse mit dem sich bewegenden Verpackungsträger mitbewegen, so dass kein Anhalten für die Durchführung der Verfahrensschritte nach Anspruch 18 erforderlich ist.In particular, it can further be provided that the packaging carrier is arranged on a continuously moving conveyor system, and that the processing tools of the closing unit move with the moving packaging carrier with the aid of a further drive axis, so that no stopping is required for performing the method steps according to
Alternativ oder zusätzlich kann vorgesehen sein, dass das Werkzeug zum Anlegen nur aus einem Element besteht und sich die hochgestellten Abschnitte des Überstand des ersten Flansches während des Abfahrens dieses Elementes auf die hochgestellten Abschnitte an die Kontur dieses Elementes anschmiegen.Alternatively or additionally it can be provided that the tool for application consists of only one element and that the raised sections of the protrusion of the first flange nestle against the contour of this element while this element is being moved onto the raised sections.
Alternativ oder zusätzlich kann vorgesehen sein, dass in einem Verfahrensschritt nach dem Anlegen des Überstands des ersten Flansches an den zweiten Flansch, der an den zweiten Flansch angelegten Abschnitt des Überstandes des ersten Flansches durch ein zusätzliches Bearbeitungswerkzeug zusätzlich komprimiert wird. In diesem Zusammenhang kann vorgesehen sein, dass die Verpackungsaufnahme, gebildet aus Außenring und Verpackungsaufnahmering ausgehend von dem vorhergehenden Verfahrensschritten unverändert bleibt.Alternatively or additionally, it can be provided that in a method step after the protrusion of the first flange has been placed on the second flange, the section of the protrusion of the first flange placed on the second flange is additionally compressed by an additional machining tool. In this context, it can be provided that the packaging receptacle, formed from the outer ring and the packaging receiving ring, remains unchanged from the preceding method steps.
Alternativ oder zusätzlich kann vorgesehen sein, dass in einem Verfahrensschritt nach dem Anlegen des Überstands des ersten Flansches an den zweiten Flansch, die Folienhalbschalen im Bereich ihrer aneinander anliegenden Flansch versiegelt werden, wobei wenigstens eine der Folienhalbschalen hierzu wenigstens abschnittsweise im Bereich des Flansches wenigstens eine einseitige Siegelbeschichtung aufweist.Alternatively or additionally, it can be provided that in a method step after the protrusion of the first flange has been placed on the second flange, the film half-shells in the In the area of their mutually adjacent flanges, at least one of the film half-shells has at least one sealing coating on one side at least in sections in the area of the flange.
Wie bereits vorstehend ausgeführt, wird in der Regel immer gegen eine Siegelschicht gesiegelt, d.h. zwei miteinander zu verbindende Oberflächen sind jeweils mit einer Siegelbeschichtung versehen. Je nach Art des verwendeten Siegelmaterials kann die Siegelbeschichtung jedoch auch in der Art einer Verklebung nur auf einer Seite vorgesehen sein, die im aufgeschmolzenen Zustand geeignet ist, eine Verbindung mit der jeweils anderen Oberfläche einzugehen.As already stated above, a sealing layer is usually always sealed, i.e. two surfaces to be joined are each provided with a sealing coating. Depending on the type of sealing material used, the sealing coating can, however, also be provided in the form of an adhesive bond only on one side which, in the melted state, is suitable for establishing a connection with the other surface in each case.
Alternativ oder zusätzlich zum Versiegeln der Folienhalbschalen können diese grundsätzlich auch geklebt sein, d.h. anstelle oder zusätzlich zu einer Siegelbeschichtung kann an wenigstens einer der Folienhalbschalen wenigstens abschnittsweise im Bereich ihres Flansches eine Klebebeschichtung vorgesehen sein.As an alternative or in addition to sealing the film half-shells, these can in principle also be glued, i.e. instead of or in addition to a sealing coating, an adhesive coating can be provided on at least one of the film half-shells at least in sections in the area of its flange.
Insbesondere kann hierzu vorgesehen sein, dass der Schritt des Versiegelns (oder des Verklebens) während des Schrittes des Komprimierens erfolgt, wobei hierzu das zusätzliche Bearbeitungswerkzeug zum Komprimieren ein beheizbares Element umfassen kann. Alternativ kann der Schritt des Versiegelns aber auch vor oder nach dem Schritt des Komprimierens mittels des gleichen Bearbeitungswerkzeuges oder mittels eines weiteren Bearbeitungswerkzeugs erfolgen. Auch ist es alternativ denkbar die Versiegelung vor dem Bördeln durzuführen. In diesem Fall wird nur im ersten Anlagebereich, in dem der proximale Abschnitt des ersten Flansches an dem zweiten Flansch anliegt, versiegelt.In particular, it can be provided for this purpose that the step of sealing (or gluing) takes place during the step of compressing, wherein for this purpose the additional processing tool for compressing can comprise a heatable element. Alternatively, however, the sealing step can also take place before or after the compression step by means of the same machining tool or by means of a further machining tool. Alternatively, it is also conceivable to carry out the sealing before the flanging. In this case, only the first contact area, in which the proximal section of the first flange is in contact with the second flange, is sealed.
Weiterhin kann alternativ oder zusätzlich vorgesehen sein, dass in einem weiteren Verfahrensschritt der angelegte Überstand des ersten Flansches und der zweite Flansch, der zumindest abschnittsweise beidseitig von dem ersten Flansch umgriffen ist, gemeinsam in Richtung eines der Aufnahmebereiche angelegt werden. Somit kann der umgeformte Rand, der durch den umgebogenen ersten Flansch, den umgriffenen zweiten Flansch und gegebenenfalls einer Versiegelung und/oder Verklebung gebildet wird, zusätzlich an die restliche Verpackung angelegt werden, wodurch die gesamte Verpackung kompakter wird.Furthermore, it can alternatively or additionally be provided that, in a further method step, the applied overhang of the first flange and the second flange, which is at least partially encompassed on both sides by the first flange, are jointly applied in the direction of one of the receiving areas. Thus, the reshaped edge, which is formed by the bent first flange, the encompassed second flange and possibly a seal and / or gluing, can also be applied to the rest of the packaging, whereby the entire packaging becomes more compact.
Schließlich kann bezüglich des Verpackungsaufnahmerings vorgesehen sein, dass dieser mittels eines elastischen Elements, insbesondere mittels einer Federeinheit relativ verschiebbar zu dem Außenring gelagert ist, wobei das elastische Element insbesondere so ausgelegt sein kann, dass es während der Verformung des Überstands des ersten Flanschs durch das Anlegewerkzeug die Verpackung im Verpackungsaufnahmering hält und nur soweit komprimiert wird, dass das Verfahren nicht gestört wird.Finally, with regard to the packaging receiving ring, it can be provided that it is mounted so as to be relatively displaceable to the outer ring by means of an elastic element, in particular by means of a spring unit, wherein the elastic element can in particular be designed so that it is during the deformation of the protrusion of the first flange by the application tool the packaging holds in the packaging receiving ring and is only compressed to such an extent that the process is not disturbed.
Allgemein ist das Umformen von dünnen Folien (mit oder ohne Beschichtung), beispielsweise aus Aluminium oder Papier mit einer Dicke von beispielsweise 8µm bis ca. 100µm kein typischer Tiefziehvorgang, wie er beispielsweise aus der Blechumformung im Automobilbau bekannt ist. Stattdessen handelt es sich dabei um einen Faltvorgang, bei dem die Folie durch einen Stempel in eine Matrize gedrückt wird. Dabei wird sie verfaltet und bildet so ihre endgültige Form. Es finden folglich je nach Material nur geringfügige Fließvorgänge bis ca. 10% statt, jedoch keine Fließvorgänge, wie sie beispielsweise aus der Blechumformung bekannt sind.In general, the forming of thin foils (with or without coating), for example made of aluminum or paper with a thickness of, for example, 8 μm to approx. 100 μm, is not a typical deep-drawing process, as is known, for example, from sheet metal forming in automobile construction. Instead, it is a folding process in which the film is pressed into a die by a punch. In doing so, it is folded and thus forms its final shape. As a result, depending on the material, only slight flow processes of up to approx. 10% take place, but no flow processes such as are known, for example, from sheet metal forming.
Im Zusammenhang mit der vorliegenden Erfindung wird durchgängig der Begriff zweier vorgeformter Folienhalbschalen verwendet. Die hierfür zugrundeliegende Folie kann dabei aus Kunststoffmaterialien, wie beispielsweise PVC, metallischen und metallhaltigen Materialien, wie beispielsweise Aluminium, oder aus Verbundwerkstoffen bestehen. Die Folie muss zudem im Ausgangszustand, d.h. bei Raumtemperatur, nicht flexibel sein, sondern kann eine gewisse Steifigkeit aufweisen, und zur besseren Bearbeitung kontinuierlich oder einmalig erwärmt werden.In connection with the present invention, the term two preformed film half-shells is used throughout. The film on which this is based can consist of plastic materials such as PVC, metallic and metal-containing materials such as aluminum, or composite materials. In addition, the film does not have to be flexible in its initial state, i.e. at room temperature, but can have a certain rigidity and be heated continuously or once for better processing.
Die Verpackungsfolien sind vorzugsweise dünne Aluminiumfolien in den Dicken von 8µm - 30µm. Sofern die Verpackungsfolien mit einer Siegelschicht ausgerüstet sind, kann in einem weiteren Verpackungsschritt auch eine versiegelte Verpackung erzeugt werden. Hierzu kann, wie vorstehend ausgeführt, ein beheiztes Element in das Verfahren eingeführt werden, wie beispielsweise ein Element mit einem integrierten Glühwendel oder dergleichen.The packaging foils are preferably thin aluminum foils with a thickness of 8 µm - 30 µm. If the packaging films are equipped with a sealing layer, sealed packaging can also be produced in a further packaging step. For this purpose, as stated above, a heated element can be introduced into the method, such as an element with an integrated incandescent filament or the like, for example.
Weiterhin soll das Werkzeug mit möglichst wenigen Bauteilen realisiert werden, um ein Kosten- und Zuverlässigkeitsoptimum zu schaffen. Die Erfindung betrifft dementsprechend auch ein entsprechendes Werkzeug, insbesondere eine Schließeinheit, wie sie vorstehend beschrieben ist.Furthermore, the tool should be implemented with as few components as possible in order to achieve optimum cost and reliability. The invention accordingly also relates to a corresponding tool, in particular a clamping unit, as described above.
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels der Erfindung sowie aus den Unteransprüchen.Further features and advantages of the invention emerge from the following description of an exemplary embodiment of the invention and from the subclaims.
Die vorliegende Erfindung ist nicht auf Lebensmittelprodukte beschränkt, sondern kann auch bei Verpackungsvorrichtungen zur Verpackung von Produkten aller Art zur Anwendung kommen.The present invention is not restricted to food products, but can also be used in packaging devices for packaging products of all kinds.
Die Erfindung ist nachfolgend unter Bezugnahme auf die beigefügten Figuren näher beschrieben. Die Figuren zeigen mehrere Merkmale der Erfindung in Kombination miteinander.The invention is described in more detail below with reference to the accompanying figures. The figures show several features of the invention in combination with one another.
Es zeigen schematisch:
- Fig. 1a - 1f
- die einzelnen, aufeinanderfolgenden Verfahrensschritte des hier behandelten Verschließverfahrens in Detailansicht gemäß dem
Detailausschnitt der Figur 4 , - Fig. 2
- die Möglichkeit der zusätzlichen Randkomprimierens,
- Fig. 3
- die Möglichkeit der Integration eines weiteren Bearbeitungsschrittes in das Aufstellwerkzeug (Pos. 7) oder in das Anlegewerkzeug (Pos. 10),
- Fig. 4
- eine teilgeschnittene Ansicht der erfindungsgemäßen Schließeinheit,
- Fig. 5a - 5f
- die einzelnen Verfahrensschritte zum mechanischen Verschließen einer erfindungsgemäßen Verpackung in einer ausgeschnittenen Detailansicht,
- Fig. 6
- den Verfahrensschritt des Komprimierens und/oder Siegelns einer erfindungsgemäßen Verpackung,
- Fig. 7
- den Aufbau einer Schließeinheit zum Durchführen des Verfahrens zum mechanischen Verschließen einer erfindungsgemäßen Verpackung in Gesamtansicht,
- Fig. 8
- eine erfindungsgemäße Verpackung im verbundenen Zustand,
- Fig. 9a - 9c
- die erfindungsgemäße Verpackung mit unterschiedlichen Varianten einer möglichen Versiegelung, und
- Fig. 10
- die erfindungsgemäße Verpackung mit unterschiedlichen Materialabschnitten.
- Figures 1a-1f
- the individual, successive process steps of the closure process dealt with here in a detailed view according to the detail section of FIG
Figure 4 , - Fig. 2
- the possibility of additional edge compression,
- Fig. 3
- the possibility of integrating a further processing step in the installation tool (item 7) or in the lay-on tool (item 10),
- Fig. 4
- a partially sectioned view of the locking unit according to the invention,
- Figures 5a-5f
- the individual process steps for the mechanical closing of a packaging according to the invention in a cut-out detailed view,
- Fig. 6
- the process step of compressing and / or sealing a packaging according to the invention,
- Fig. 7
- the structure of a closing unit for performing the method for mechanically closing a packaging according to the invention in an overall view,
- Fig. 8
- a packaging according to the invention in the connected state,
- Figures 9a-9c
- the packaging according to the invention with different variants of a possible seal, and
- Fig. 10
- the packaging according to the invention with different material sections.
In den
In
In
Der nächste Verfahrensschritt beinhaltet das Anlegen der aufgestellten Flansche.
Bei dickeren Verpackungsfolien (ab ca. 20µm) ist es möglich, dass diese im Randbereich nach dem Randanlegen noch einmal in einem zusätzlichen Bearbeitungsschritt nachgedrückt, beziehungsweise komprimiert werden müssen. Dieses hätte einen noch komprimierteren Verpackungsrand zur Folge. Dies kann nach den geschilderten Verfahrensschritten erfolgen, wobei die Verpackung nach wie vor auf dem Verpackungsaufnahmering Pos. 4 liegt.
Der Andrückstempel kann auch als beheiztes Element ausgeführt sein, wodurch ein Andrücken des Verpackungsrandes und Versiegeln der Verpackung zum selben Zeitpunkt durchgeführt werden kann.The pressure stamp can also be designed as a heated element, whereby the packaging edge can be pressed on and the packaging sealed at the same time.
In den
Die
In
Der erste Flansch 22 liegt mit seinem proximalen Abschnitt (bezogen auf den Aufnahmeraum 18) an dem zweiten Flansch 20 glatt an und weist in seinem distalen Bereich (bezogen auf den Aufnahmeraum 18) einen Überstand Ü auf, der über den zweiten Flansch 12 radial hinausragt und, wie nachfolgend erläutert, zum Herstellen einer Verbindung der Folienhalbschalen 12, 14 umgeformt, insbesondere gebördelt wird.The
In einem ersten Schritt wird hierzu ein Aufstellwerkzeug 34 benutzt, das als ein die Verpackung 10 umlaufender Ring ausgeführt ist. Der Ring, respektive das Aufstellwerkzeug 34 ist also der Verpackungsform in seiner umlaufenden Anlagekontur 34a angepasst.In a first step, an
In
Der nächste Verfahrensschritt beinhaltet das Anlegen der aufgestellten Überstandes Ü des ersten Flansches 22. Die
In diesem Verfahrensschritt gemäß
Die
Die
Bei dickeren Verpackungsfolien (ab ca. 20µm) ist es möglich, dass diese im Randbereich nach dem Randanlegen noch einmal in einem zusätzlichen Bearbeitungsschritt nachgedrückt, beziehungsweise komprimiert werden müssen. Dieses hätte einen noch komprimierteren Verpackungsrand zur Folge. Dies kann nach den geschilderten Verfahrensschritten erfolgen, wobei die Verpackung nach wie vor auf dem Verpackungsaufnahmering 30 liegt. Die
Der Andrückstempel 46 kann auch ein beheiztes Element umfassen, wodurch ein Andrücken des Verpackungsrandes und Versiegeln der Verpackung zum selben Zeitpunkt durchgeführt werden kann. Bezüglich einer möglichen Versiegelung der Verpackung 10 wird auch auf die Figuren 9a bis 9c verwiesen, die unterschiedliche Variationen einer möglichen Versiegelung 50 zeigen.The
In der ersten Variante der
In der zweiten Variante der
Die dritte Variante der
Die
Im Zusammenhang mit der
So kann beispielsweise ein erster Abschnitt der wenigstens ersten Folienhalbschale 14, beispielsweise im Bereich des ersten Flanschs 22, aus einem plastisch umformbaren, insbesondere metallhaltigen, Material M1 hergestellt sein, und ein zweiter Abschnitt, beispielsweise im Bereich des Aufnahmebereichs 18, aus einem biologisch abbaubaren und/oder durchsichtigem Material M2 hergestellt sein.For example, a first section of the at least first film half-
Auf diese Weise ist es möglich, eine gute Umformbarkeit im Bereich des ersten Flanschs 22 für eine sichere und dichtende Bördelverbindung bereitzustellen und zugleich eine besonders umweltfreundliche und/oder optisch ansprechende Verpackung 10 bereitzustellen, die beispielsweise im Falle einer Herstellung aus durchsichtigem Material einen Blick auf das aufgenommene Produkt P ermöglicht.In this way, it is possible to provide good formability in the area of the
Alternativ oder zusätzlich kann vorgesehen sein, dass ein Abschnitt der wenigstens einen Folienhalbschale mehrere Materiallagen, beispielsweise eine erste Lage aus einem plastisch umformbaren, insbesondere metallhaltigen, Material M1 und eine zweite Lage aus einem biologisch abbaubaren und/oder durchsichtigem Material M2, aufweist. Dies ist in der
Bei dieser Variante kann eine einfache Folie, beispielsweise eine durchsichtige Folie, beispielsweise in dem Bereich, in dem später der Flanschabschnitt geformt werden soll, mit einem plastisch umformbaren Material kaschiert sein. Weiterhin kann ein mehrlagiger Folienverbund so gestaltet sein, dass auch nur ein oder mehrere kleinere Bereiche durchsichtig erscheinen, die dann wiederum ähnlich einem Fenster den Blick auf das aufgenommene Produkt ermöglichen. Das nicht transparente Material ist in diesen Bereichen ausgespart.In this variant, a simple film, for example a transparent film, for example in the area in which the flange section is to be formed later, can be laminated with a plastically deformable material. Furthermore, a multi-layer film composite can be designed in such a way that only one or more smaller areas appear transparent, which in turn allow a view of the captured product, similar to a window. The non-transparent material is cut out in these areas.
Claims (15)
- A package (10) for in particular food products, which is assembled from at least two preformed foil half shells (12, 14), which are preformed in such a way that they each have a receiving space (16, 18) for a product (P) to be received and a flange (20, 22) at least partially surrounding the receiving space (16, 18), wherein the flanges (20, 22) are designed to be attached to one another, at least partially, to connect the foil half shells (12, 14),
wherein a first flange (22) of a first foil half shell (14) has a first radial extent, based on the receiving space (18), which is greater by a projection (U) than the second radial extent of the second flange (20) of the second foil half shell (12), in such a way that, when connected, the first flange (22) is bent over in the region of its projection (U) in the direction of the receiving space (18) in such a way that it at least partially encompasses the second flange (20) with its projection (U) and the second flange (20) is at least partially encompassed on both sides by the first flange (22). - The package (10) as claimed in claim 1,characterized in that at least one of the foil half shells (12, 14), for example the first foil half shell (14), has a sealing coating (50) or adhesive coating, at least on one side, at least partially in the region of its flange (22).
- The package (10) as claimed in claim 1 or 2,characterized in that at least the second foil half shell (12) has a sealing coating (50) on both sides, at least partially in the region of the second flange (20).
- The package (10) as claimed in one of the preceding claims,characterized in that at least one of the foil half shells (12, 14) has at least two sections, which are produced from different materials.
- The package (10) as claimed in claim 4,characterized in that a first section of the least first foil half shell (14) is produced from a plastically deformable, in particular metal-containing, material (M1) for example in the region of the first flange (22) andin that, optionally, a second section, for example in the region of the receiving region (18), is produced from a biodegradable and/or transparent material (M2).
- The package (10) as claimed in claim 4 or 5,characterized in that a section of the at least one foil half shell (14) has a plurality of metal layers, for example a first layer of a plastically deformable, in particular metal-containing, material (M1) and a second layer of a biodegradable and/or transparent material (M2).
- The package (10) as claimed in one of the preceding claims,characterized in that the second flange (20) remains unbeaded in the closed state of the package with the connected foil half shells (12, 14) and at least partially is encompassed by the first flange (22) on its upper and lower side.
- A method for mechanically closing, in particular beading, a package (10) for in particular food products, which is assembled from at least two foil half shells (12, 14) having the features of claim 1, which are connected to one another in the region of the flange (20, 22) by means of a closing unit (S),
the method comprising the following steps:- inserting the foil half shells (12, 14) into a package carrier (V) of the closing unit (S), the foil half shells (12, 14) resting at least partially on one another with their flanges (20, 22),- raising the first flange (22) in the region of its projection (U),characterized in that the method comprises the following step:- attaching the projection (U) of the first flange (22) to the second flange (20) in such a way that the second flange (20) is at least partially encompassed on both sides by the first flange (22). - The method as claimed in claim 8,characterized in that the package carrier (V) carries the package (10) to be closed during the entire method.
- The method as claimed in one of preceding claims 8 or 9,
characterized in that during the respective method step of raising and attachment, the package (10) is contacted by the processing tools (30, 34, 42) of the closing unit (S) only in the region of their flanges (20, 22), so that the remainder of the package simultaneously remains accessible to further processing steps by means of further processing tools (48). - The method as claimed in of preceding claims 8, 9 or 10,
characterized in that the package carrier (V) is arranged on a continuously moving conveying system, andin that the processing tools (30, 34, 42) of the closing unit (S) move together with the moving package carrier (V) with the aid of a further drive shaft, so that no stoppage is required to carry out the method steps as claimed in claim 7. - The method as claimed in one of preceding claims 8 to 11,
characterized in that in a method step following the attachment of the projection of the first flange (22) to the second flange (20), the section of the projection (U) of the first flange which is attached to the second flange is additionally compressed by an additional processing tool (46). - The method as claimed in one of preceding claims 8 to12,
characterized in that in a method step following the attachment of the projection of the first flange (22) to the second flange (20), the foil half shells (12, 14) are sealed or adhesively bonded in the region of their flanges (20, 22) resting on one another, wherein at least one of the foil half shells (12, 14) has a sealing coating (50) or adhesive coating, at least on one side, at least partially in the region of the flange (20, 22), for this purpose. - The method as claimed in one of preceding claims 8 to 13,
characterized in that in a further method step, the attached projection of the first flange (22) and the second flange (20) which is at least partially encompassed on both sides by the first flange (22), are attached jointly in the direction of one of the receiving regions. - The method as claimed in one of preceding claims 8 to 14,characterized in that at least one of the foil half shells (12, 14) has at least two sections, which are produced from different materials.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017129969.6ADE102017129969A1 (en) | 2017-12-14 | 2017-12-14 | packaging device |
| DE102018101864.9ADE102018101864A1 (en) | 2018-01-27 | 2018-01-27 | Packaging and process for its production |
| PCT/EP2018/084927WO2019115756A1 (en) | 2017-12-14 | 2018-12-14 | Packaging apparatus and package, and method for producing said package |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3724082A1 EP3724082A1 (en) | 2020-10-21 |
| EP3724082B1true EP3724082B1 (en) | 2021-05-19 |
Family
ID=64901513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18827009.4AActiveEP3724082B1 (en) | 2017-12-14 | 2018-12-14 | Package and method for producing said package |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210009330A1 (en) |
| EP (1) | EP3724082B1 (en) |
| HU (1) | HUE055225T2 (en) |
| WO (1) | WO2019115756A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202024100300U1 (en) | 2024-01-22 | 2024-02-26 | Stampac Gmbh | Packaging for a food product |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT221906B (en) | 1960-02-04 | 1962-06-25 | Malba Ges Mit Beschraenkter Ha | Method and device for the production of casting and shell molds from metal foils for figurines made from confectionery |
| DE1260949B (en)* | 1960-06-18 | 1968-02-08 | Malba G M B H | Process for the production of figures encased with thin metal foils from confectionery masses or the like. |
| DE1227825B (en) | 1962-06-05 | 1966-10-27 | Alupak A G | Method and device for closing a container made of film material with a cover film |
| US3226236A (en) | 1964-03-12 | 1965-12-28 | Kitchens Of Sara Lee Inc | Method of forming a food package |
| DE8223988U1 (en) | 1982-08-25 | 1983-04-07 | Hohenstein, Hans-Jürgen, 7000 Stuttgart | Double-sided blister packaging |
| FI20040415A7 (en) | 2004-03-18 | 2005-09-19 | Stora Enso Oyj | Food packaging and its manufacturing method |
| WO2009104207A1 (en) | 2008-02-20 | 2009-08-27 | Soremartec S.A. | Packaging for an ovoidal body with easy opening system |
| IT1398896B1 (en)* | 2010-03-16 | 2013-03-21 | Soremartec Sa | DEVICE AND PLANT TO WIND AN ITEM INTO A SHEET OF MATERIAL IN SHEET AND ITS PROCEDURE |
| ITTO20130097A1 (en) | 2013-02-06 | 2014-08-07 | Soremartec Sa | PROCEDURE FOR REALIZING A PACKAGE OF A FOOD PRODUCT, IN PARTICULAR A SWEET PRODUCT |
| TR201904421T4 (en) | 2014-05-19 | 2019-05-21 | Soremartec Sa | Process for producing a package for a food product, particularly a confectionery product. |
| DE102015101417B4 (en) | 2015-01-30 | 2016-09-01 | Chocal Aluminiumverpackungen Gmbh | Method for producing a packaging |
| DE102015108843A1 (en) | 2015-06-03 | 2016-12-08 | Hörnlein Umformtechnik GmbH | A method for flanging at least a two-ply material, a method for making a pouch cell pouch using the method of flanging at least two-ply material, a method of making a tempering unit using the method of flanging at least two-ply material, Pouch cell having one Battery bag made of an at least two-ply material and tempering of one of at least two-ply material |
| DE102015217593A1 (en)* | 2015-09-15 | 2017-03-16 | Chocal Aluminiumverpackungen Gmbh | Method and device for applying an edge |
| DE102016216444B4 (en)* | 2016-08-31 | 2025-05-15 | Chocal Packaging Solutions Gmbh | Device for producing a food packaging and method for producing packaging part trays of a food packaging |
- 2018
- 2018-12-14WOPCT/EP2018/084927patent/WO2019115756A1/ennot_activeCeased
- 2018-12-14HUHUE18827009Apatent/HUE055225T2/enunknown
- 2018-12-14USUS16/772,716patent/US20210009330A1/ennot_activeAbandoned
- 2018-12-14EPEP18827009.4Apatent/EP3724082B1/enactiveActive
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202024100300U1 (en) | 2024-01-22 | 2024-02-26 | Stampac Gmbh | Packaging for a food product |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210009330A1 (en) | 2021-01-14 |
| EP3724082A1 (en) | 2020-10-21 |
| WO2019115756A1 (en) | 2019-06-20 |
| HUE055225T2 (en) | 2021-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1905698B1 (en) | Container with a tear open lid, tear open lid and tear open lid ring | |
| AT508081B1 (en) | COMBI PACKAGING CONTAINER AND METHOD FOR THE PRODUCTION THEREOF | |
| EP1713612B1 (en) | Method and device for producing a can body and can body | |
| DE2541912C2 (en) | Containers, in particular packaging containers, as well as a method for producing such a container and a device for carrying out the method | |
| DE10105699C2 (en) | Process and label for producing a diffusion-tight plastic container | |
| EP2804706B1 (en) | Method for producing a can with a ring pull top, and can with a ring pull top | |
| EP3724082B1 (en) | Package and method for producing said package | |
| CH700257A1 (en) | Method and apparatus for the production of tear-open. | |
| DE3228437A1 (en) | METHOD FOR PRODUCING A PAPER CONTAINER FROM HEAT-SEALABLE SURFACE-PROTECTED CARDBOARD | |
| DE3409425A1 (en) | PAPER CONTAINER WITH A DOUBLE WALL WINDED SHEATH AND METHOD FOR THE PRODUCTION THEREOF | |
| DE19741859A1 (en) | Multi-purpose can | |
| EP3137382A1 (en) | Method and device for thermally activating packaging sheaths | |
| EP3350082A1 (en) | Method and device for producing an edge | |
| DE2659521A1 (en) | CONTAINER AND METHOD FOR ITS MANUFACTURING | |
| EP1882637B1 (en) | Packing container | |
| DE102017129969A1 (en) | packaging device | |
| WO2010130361A1 (en) | Can, method for producing a closure unit for a can, and device for producing such a closure unit | |
| EP2928665B1 (en) | Method for producing a combi-packing container and combi-packing container | |
| DE4102053C1 (en) | ||
| DE102018101864A1 (en) | Packaging and process for its production | |
| DE69903516T2 (en) | METHOD FOR PRODUCING A METAL CONTAINER WITH AN INSERT FOR PACKAGING, EXAMPLE, A FOOD, AND SUCH A CONTAINER | |
| EP1006053B1 (en) | Easy-open can lid | |
| EP0021299A1 (en) | Container lid made of a rigid and deformable sheet material | |
| WO2005090168A1 (en) | Method for producing a cardboard/plastic composite packaging provided with a pouring element, and corresponding packaging | |
| WO2006053457A2 (en) | Sealing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: UNKNOWN | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE | |
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase | Free format text:ORIGINAL CODE: 0009012 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: REQUEST FOR EXAMINATION WAS MADE | |
| 17P | Request for examination filed | Effective date:20200710 | |
| AK | Designated contracting states | Kind code of ref document:A1 Designated state(s):AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR | |
| AX | Request for extension of the european patent | Extension state:BA ME | |
| GRAP | Despatch of communication of intention to grant a patent | Free format text:ORIGINAL CODE: EPIDOSNIGR1 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: GRANT OF PATENT IS INTENDED | |
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| INTG | Intention to grant announced | Effective date:20210223 | |
| GRAS | Grant fee paid | Free format text:ORIGINAL CODE: EPIDOSNIGR3 | |
| GRAA | (expected) grant | Free format text:ORIGINAL CODE: 0009210 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: THE PATENT HAS BEEN GRANTED | |
| AK | Designated contracting states | Kind code of ref document:B1 Designated state(s):AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR | |
| REG | Reference to a national code | Ref country code:GB Ref legal event code:FG4D Free format text:NOT ENGLISH | |
| REG | Reference to a national code | Ref country code:CH Ref legal event code:EP | |
| REG | Reference to a national code | Ref country code:DE Ref legal event code:R096 Ref document number:502018005369 Country of ref document:DE | |
| REG | Reference to a national code | Ref country code:AT Ref legal event code:REF Ref document number:1393747 Country of ref document:AT Kind code of ref document:T Effective date:20210615 | |
| REG | Reference to a national code | Ref country code:IE Ref legal event code:FG4D Free format text:LANGUAGE OF EP DOCUMENT: GERMAN | |
| REG | Reference to a national code | Ref country code:LT Ref legal event code:MG9D | |
| REG | Reference to a national code | Ref country code:NL Ref legal event code:MP Effective date:20210519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:BG Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210819 Ref country code:FI Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:LT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:HR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| REG | Reference to a national code | Ref country code:HU Ref legal event code:AG4A Ref document number:E055225 Country of ref document:HU | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:SE Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:RS Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:PT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210920 Ref country code:PL Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:NO Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210819 Ref country code:LV Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:GR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210820 Ref country code:IS Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210919 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:NL Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:EE Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:ES Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:SK Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:RO Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:SM Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:DK Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 Ref country code:CZ Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| REG | Reference to a national code | Ref country code:DE Ref legal event code:R097 Ref document number:502018005369 Country of ref document:DE | |
| PLBE | No opposition filed within time limit | Free format text:ORIGINAL CODE: 0009261 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT | |
| 26N | No opposition filed | Effective date:20220222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:IS Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210919 Ref country code:AL Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:MC Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| REG | Reference to a national code | Ref country code:BE Ref legal event code:MM Effective date:20211231 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:LU Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20211214 Ref country code:IE Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20211214 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:FR Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20211231 Ref country code:BE Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20211231 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:HU Payment date:20221205 Year of fee payment:5 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:CH Payment date:20230103 Year of fee payment:5 | |
| P01 | Opt-out of the competence of the unified patent court (upc) registered | Effective date:20230519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:CY Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:MK Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| REG | Reference to a national code | Ref country code:CH Ref legal event code:PL | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:MT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20210519 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:CH Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20231231 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:HU Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20231215 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:HU Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20231215 Ref country code:CH Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20231231 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:DE Payment date:20241206 Year of fee payment:7 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:GB Payment date:20241112 Year of fee payment:7 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:IT Payment date:20241121 Year of fee payment:7 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:TR Payment date:20241209 Year of fee payment:7 | |
| REG | Reference to a national code | Ref country code:AT Ref legal event code:MM01 Ref document number:1393747 Country of ref document:AT Kind code of ref document:T Effective date:20231214 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:AT Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20231214 |