EP2248641B1 - Device and method for portioning food products - Google Patents
Device and method for portioning food productsDownload PDFInfo
- Publication number
- EP2248641B1 EP2248641B1EP20100006820EP10006820AEP2248641B1EP 2248641 B1EP2248641 B1EP 2248641B1EP 20100006820EP20100006820EP 20100006820EP 10006820 AEP10006820 AEP 10006820AEP 2248641 B1EP2248641 B1EP 2248641B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- portioning
- chamber
- press
- plate
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/02—Means for holding or positioning work with clamping means
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
- B26D2210/04—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers controlling the volume by pressing the food product, e.g. meat to a predetermined shape before cutting
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1818—Means for removing cut-out material or waste by pushing out
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2066—By fluid current
- Y10T83/207—By suction means
Definitions
- the inventionrelates to a device and a method for portioning food, in particular meat.
- Such devicesare used to cut food into portions, for example in the form of slices, the same weight and / or thickness.
- the foodsinclude, for example, fresh meat, sausage, ham, cheese, vegetables or baked goods.
- Known devices for slicing sausage or cheeseare also referred to as slicers. Sausage or cheese differs from freshly grown meat because of its consistency in that the corresponding loaves have a solid shape with a volume determined by the production.
- the slicersare therefore equipped with a device for holding the loaves during slicing of the slices.
- pieces of fresh grown meatdo not have a solid shape or volume, unless frozen or frozen. For portioning such pieces of meat it is therefore not enough to keep the pieces of meat as in known slicers.
- Portioning devicestherefore have a pressing chamber in which the piece of meat is first compressed. After completion of the pressing process, the volume which fills the piece of meat is known. This is used during the subsequent portioning.
- Portioning devices for freshly grown meatare used, for example, in commercial kitchens, in the production of compiled and pre-packaged menus and machine packaging of sliced foods. From a piece of fresh, aged meat or another piece of food individual portions, especially quick pieces of meat, such as schnitzel, steaks or medallions are separated. It is important that the individual portions have a predetermined weight and optionally a predetermined thickness. The slices must be portioned as precisely as possible so that they coincide in their cooking time, the individual portions are not too different and the weight can be stated on a preprinted pack.
- a device for portioning food with an inserting drum having a plurality of pressing chambers and a portioning drum having a plurality of portioning chambersis known.
- the piece of foodis compressed in a pressing chamber by means of a side cover and a press ram and pressed into a portioning chamber.
- the portion located in the portioning chamberis separated from the piece of meat by means of a knife movable between the pressing chamber and the portioning chamber, and the portion is removed from the portioning chamber.
- the portioning drumis rotated.
- another portioning chamber of the portioning drumcomes in extension of the pressing chamber.
- the other Portionierhuntcan be filled again with the food. This process is repeated until the entire food is divided into portions.
- another piece of foodcan be placed in a second pressing chamber of the inserting drum. If the first piece of food is completely divided into portions, the loading drum is rotated. The portioning can then be continued with the second piece of food. In the now empty pressing chamber can be inserted again a piece of food.
- the slices in the known device after portioningcan not be further processed automatically, for example, broken into cubes or strips or provided with a necessary for Cordonbleu Schnitzel section.
- a device for portioning a material to be cutwhich has a feed module with a two-part molded tube. This allows the adaptation of the cross section of the forming tube to a material to be cut.
- the portioningis carried out by means of a portioning module with several Portionierhuntn.
- the separated portionsare ejected from a portioning chamber and stored on a transport device.
- the device according to the invention with the features of claim 1is characterized in that at least two transport devices are arranged below the Portionierplatte, and that the Portionierplatte has at least three end positions: a first end position in which a portion is cut from a larger piece, a second End position in which the portion is stored on or on the first transport device and a third end position in which the portion is deposited on or on the second transport device. It can also be provided further transport means and a corresponding number of other end positions of the portioning.
- the transport devicesmay, for example, be transport belts for depositing the portions or conveyors for packaging, for example trays or containers. On a conveyor belt, the individual portions can be stored after ejection from the Portionierhunt in groups, shingles or individually spaced from each other.
- a conveyor for packagingthe separated portions are placed after cutting directly from the portioning plate in the package.
- the relative position of the individual portions to each othercan be influenced by the speed of the conveyor. Remnants or other pieces that do not meet the weight specifications can be stored on the second conveyor. They do not affect the portions on the first conveyor and their association with particular packages. A rejection by hand is eliminated.
- portions of different weightcan be stored on the two transport devices.
- a piececan be divided by the portioning into portions of a first and a second predetermined weight.
- the portions with the first weightare stored on the first transport device and the portions of the second weight on the second transport device.
- a third transport device and a fourth end position of the portioning plateprovided to deposit remnants.
- a round portioning plate with, for example, four portioning chambersfor example, three positions for depositing a separated portion are possible in addition to the position of the actual portioning process.
- Each of these positionscan be assigned to a separate transport device. In this way, portions can be stored on different transport devices depending on their weight or quality.
- the portioning plateis arranged rotatably about an axis. It also has an even number of Portionierhuntn, which are all arranged at the same radial distance from the axis and at the same angular distance from one another in the portioning.
- the rotatable arrangement of the portioning platehas the advantage that the portioning plate can be moved faster than in a displaceable arrangement. This leads to shorter cycle times. If all Portionierhuntn in the Portionierplatte the same radial distance from the axis and the number of Portionierhuntn even, so the portioning and cutting and depositing of separated portions of different transport devices can be done simultaneously. This increases the cycle time of the device.
- the pressing unit and the portioning plateare rotatable about two parallel, spatially separated axes.
- the rotatable arrangementensures that the movement of the pressing unit and the portioning plate can proceed faster than with a displaceable arrangement.
- Two spatially separated axiscause that the pressing unit and the portioning plate are in their movements do not interfere with each other and that the ejection or removal of the separated portions from the Portionierhuntn the Portionierplatte takes place in spatial distance from the pressing unit and thus sufficient space for the transport separated portions is available.
- Parallel axesare advantageous because the cut is usually perpendicular to the direction of advance of the piece in the press chamber and the press chambers are arranged with their longitudinal axis parallel to the axis of the press unit.
- the chamber bottom to adjust the depth of the portioning chamberis arranged displaceably. In this way, portions of different thickness can be produced.
- a collecting container for collecting a plurality of portionsis arranged on the portioning plate on the side facing away from the pressing unit.
- the cross-section of the collecting containercoincides with the cross section of the Portionierhuntn.
- the chamber bottom of the portioning chamberis displaceable in the collecting container. This allows the cutting of several portions and collection of the portions before they are ejected from the portioning chamber.
- the sumpis movable together with the portioning plate, so that both parts can be transferred together to an ejection position, while the Portioniervorgang is continued with another Portionierhunt the Portionierplatte.
- an ejection elementis arranged on the portioning plate, which ejects one or more separated portions of the portioning chamber. It is about in this case, for example, a punch, which moves from one side into the portioning chamber and displaces the portions from the portioning chamber. This speeds up the process of ejecting one or more portions from the portioning chamber.
- a formis arranged on the side facing away from the ejection element of the portioning, the cross-section of which matches the cross section of the Portionierhuntn.
- the ejection elementensures that the separated portion is transferred in the form predetermined by the Portionierhunt to an additional form.
- the further processing or processing of the portioncan be done.
- the moldmay be equipped with a plurality of blades for cutting cubes or strips. The portion is thus divided during ejection from the portioning chamber into further small sections. This is done in a single operation without the need for additional stations. Furthermore, during the further processing and processing of the portion, the portioning process can be continued.
- the chamber bottom of the portioning chamberis equipped with channels for sucking and / or expelling air or other gases.
- the devicehas pins whose cross-section coincides with the cross-section of the channels or is slightly smaller.
- a pin driveis provided which retracts the pins in a certain position of the portioning plate in the channels and thereby freed the channels of impurities. Such cleaning may be performed automatically after a predetermined number of servings or as needed.
- the pressing unitis vertically aligned.
- the pressing chambersextend in their longitudinal direction in the vertical direction.
- the press ramis arranged on the underside of the press unit.
- the cutting elementis located at the top the press unit.
- the portioning plateis arranged above the cutting element.
- This arrangementis characterized in that the press chambers can be conveniently filled from the top with a piece of food.
- the opening of the pressing chamber, accessible from above,is at a comfortable height for the user.
- the feed through the ramtakes place from bottom to top.
- the portions separated from the pieceare transferred on the knife together with the Portionierhunt in an ejection position.
- the portioning chamberis released downwards.
- a top-mounted ejection elementthe separated portion is pressed down and falls onto a conveyor or transport device or a container in which the separated portions are collected.
- the device according to the invention with the features of claim 4has the advantage that it is equipped with a servo drive for the ram and / or for the chamber bottom. Press punches and / or chamber floor can thus approach different predefinable positions and maintain them.
- the positions of ram and / or chamber bottommay also depend on the force with which a piece is compressed. This is of great advantage, in particular for the pressing chamber.
- the press ramcan be pushed forward in the press chamber until the piece presses against the press ram with a certain predetermined force.
- the start-up and maintenance of a predetermined position or displacement of the press ram until reaching a predetermined counterforceis performed by a control.
- the deviceis equipped with suitable sensors which measure a distance covered, a distance between two measuring points, an absolute position with respect to a zero point or a force.
- suitable sensorswhich measure a distance covered, a distance between two measuring points, an absolute position with respect to a zero point or a force.
- motorselectric motors, pneumatic or hydraulic drives can be used.
- Particularly suitableare electric motors.
- fast drivesadvantageous that move the ram or chamber bottom in the shortest possible time to a desired position.
- the pressing die and / or the chamber bottomare equipped with a force sensor.
- the forceis measured, with which the piece presses against the ram to vice versa. The same applies to the chamber floor.
- This measured forceis input to the servo drive control.
- the press die and / or the chamber bottomare equipped with a displacement or position sensor. While the displacement sensor measures a distance traveled by the ram or chamber bottom, the position sensor determines the absolute position of the ram or chamber bottom relative to a predetermined zero point. The value measured by the sensor is input to the servo drive control.
- a piece of foodis placed in an elongated pressing chamber of a Portioniervoriques and set the cross-section of the pressing chamber depending on the piece of food.
- the adjustmentcan be made automatically in dependence on the resistance which counteracts the closure element when reducing the cross section of the pressing chamber. If the cross section of the pressing chamber is set, then the cross section of the pressing punch and the cross section of the portioning chamber are automatically adapted to this cross section. In this way, an optimized positioning is possible, which is adapted to the individual piece of food.
- the cross section of a portioning chamberis adapted to the cross section of the pressing chamber.
- the force exerted by the food when reducing the pressing chamber to the pressing chamberis determined.
- this adjustmenttakes place before the beginning of the portioning process.
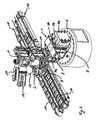
- FIGS. 1 and 2a device for portioning meat is shown in two different perspective views.
- the deviceessentially consists of a press unit 1, a portioning plate 2 and a knife rotatably arranged between the pressing unit and the portioning plate.
- the knifeis in the perspective view according to FIG. 1 and 2 not visible.
- the press unit 1has two press chambers 3a and 3b, which are each bounded by a compression chamber housing 4a and 4b and a respective closure element 5a and 5b.
- the pressing chamber 3ais below the portioning plate 2 and is therefore not visible. This also applies to the closure element 5a of the pressing chamber 3a. Only the compression chamber housing 4a is partially visible.
- the press unit 1is driven by a press unit drive for rotation.
- the pressing unit 1occupies essentially two positions. In a first in the FIGS. 1 and 2 As shown, the first pressing chamber 3a is located below the portioning plate 2 and the second pressing chamber 3b is at the maximum distance from the portioning plate 2. In this setting, the piece of meat located in this pressing chamber 3a is divided into portions. The second pressing chamber 3b is not covered by the portioning plate 2 and therefore freely accessible from above. In it a piece of meat can be introduced from above. In order to facilitate insertion, the closure element 5b is pulled out of the compression chamber housing 4b to such an extent that the cross section of the compression chamber 3b has its greatest possible initial setting.
- the closing element 5bis pushed into the pressing chamber housing 4b with the aid of a closing element drive 7 in order to reduce the cross section of the pressing chamber 3b.
- a force sensornot shown in the drawing, thereby determines the force with which the piece of meat counteracts the closure element drive 7.
- the closure element 5bis locked in position.
- the corresponding to the relevant setting of the closure element 5b cross section of the pressing chamberis determined by a, also not recognizable in the drawing displacement sensor.
- the pressing unit 1is rotated and the second portioning chamber 3b filled with a piece of meat is moved under the portioning plate 2.
- the first pressing chamber 3ais now empty and can again with a Pieces of meat are filled. This is done in the same way as described above.
- the displacement of the closure elements 5 a and 5 bcan take place before, during or after the rotation of the press unit 1.
- the two press chambers 3a and 3bare identical.
- a pressing ram 8is inserted from below into the pressing chamber 3a or 3b arranged below the portioning plate 2.
- the punchcan also be referred to as a plunger. He is in the FIGS. 1 and 2 not visible. He is in the FIGS. 3 to 7 and 15 shown.
- the pressing ram 8pushes the meat from the bottom upwards into a portioning chamber 9 of the portioning plate 2 arranged above the pressing chamber 3a or 3b.
- the portioning plate 2is equipped with a total of 4 portioning chambers 9. Above the position at which a pressing chamber 3a or 3b can be brought into coincidence with a portioning chamber 9, a chamber bottom 10 is arranged to be displaceable in the vertical direction. For moving the chamber bottom 10, a chamber bottom drive 11 is provided.
- the chamber bottom 10is inserted from above into a portioning chamber 9.
- the thickness and thus the weight of a portiondepends on how far or how deep the bottom of the chamber protrudes into the portioning chamber.
- the weight of the portions and their thicknessis thus adjustable over the position of the chamber bottom 10.
- the piece of meatis pressed from below through the press ram 8 into the portioning chamber 9 closed by the chamber bottom 10, so that the meat fills the entire portioning chamber.
- the press ram 8 and the chamber bottom 10press against each other.
- the portion, which is located in the portioning chamber 9is cut by a knife, not shown, from the piece of meat.
- To relieve the blade during the cutting process of the ram 8 and / or the chamber bottom 10can be withdrawn.
- the chamber bottom 10 through the Chamber bottom drive 11pulled upwards, so that the portioning plate 2 can be rotated by the portioning plate drive 12.
- the rotationin this case by 90 °, 180 ° or 270 °. This depends on the quality of the portion.
- End pieces of the meat piecewhich have a lower weight than the predetermined target weight, for example, can be separated from the remaining portions.
- the knifenot visible in the drawing, is rotated together with the portioning plate 2 until the separated portion is above the intended ejection position. Subsequently, the knife is returned to its original position above the pressing chamber to cut off the next portion.
- the portioning chamber 9is now open at the bottom. With the aid of a punch-like ejection element 13, the separated portion is pushed down out of the portioning chamber 9 and falls into a container 14, which is moved by a transport device 15.
- a second punch-like Ausforcestelement 16is located above a second transport means 17. Both ejectors 13 and 16 are equipped with drives 18 and 19.
- the associated closing element 5a or 5bis pulled out of the pressing chamber housing 4a or 4b, so that the cross section of the pressing chamber increases again and the insertion of a piece of meat is relieved.
- the position and the force of the shutter member 5a or 5bis continuously detected not only at the time of inserting a new piece of meat, but also during the portioning operation. If the force decreases or increases due to the shape of the piece of meat during the portioning operation, the position of the closure element can be adjusted during the portioning process.
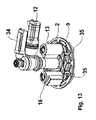
- FIGS. 3 to 7show the press stamp in different views.
- the press stamphas a holder 20, on which a in FIG. 15 recognizable press-rod 39 can be fixed, which the movement of a in the Figures 14 and 15 recognizable press ram drive 38 transmits to the ram.
- the press ram 8further has two ram elements 21 and 22, which are each equipped with finger-like projections 23.
- the first ram member 21is fixedly connected to the holder 20.
- the second press-stamp element 22is displaceable relative to the first press-stamp element.
- the second ram member 22is for this purpose in a in FIG. 6 recognizable slot of the ram 8 out.
- the guideis also reinforced by the finger-like extensions 23, with which the two press-stamp elements 21 and 22 engage with each other.
- the finger-like extensions 23 of the two punch elements and the distances between the finger-like extensions 23are formed identically in both punch elements 21, 22.
- the two pressing die elements 21 and 22are covered by a plate 24.
- two pins 25are slidably mounted. They are supported by springs, not visible in the drawing, on the second ram element 22. The springs push the two pins 25 to the outside. They ensure that without the action of an external force, the two press-stamp elements 21 and 22 in the starting position according to FIG. 4 have the greatest possible distance. Only by the action of an external force can they enter the in FIG.
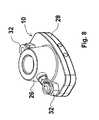
- the chamber bottom 10is shown, which is adjustable with respect to its chamber bottom surface just like the press ram.
- the structure of the chamber bottom with a holder 26, two chamber bottom elements 27 and 28, finger-like extensions 29, a plate 30 and pins 31corresponds to the structure of the press ram.
- the functionalityis identical.
- the force which presses the two chamber bottom elements 27 and 28 togetheris exerted on the chamber bottom 10 by the portioning chamber 9.
- the chamber bottomis additionally equipped with channels 32 and connections 33 to extract air from the portioning chamber or to introduce compressed air.
- the suction of airfavors the complete filling of the portioning chamber with meat.
- the introduction of compressed airpromotes the ejection of a portion from the portioning chamber.
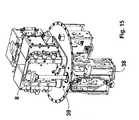
- FIG. 13shows the portioning plate 2 with two ejection elements 13 and 16, a drive 34 for the knife, and the portioning plate drive 12 and additional molds 35 below the portioning plate 2, with which a portion can be divided into cubes.
- Each of the two molds 35is equipped with a gate of several blades.
- the two ejection elements 13 and 16press a portion disposed in a portioning chamber 9 down into the molds 35, whereby the portion is cut into cubes. The cubes then fall down and are sent for further processing.
- FIG. 14shows the device in a similar view as in FIG. 1 , In contrast to FIG. 1 the second transport device 36 is only half as long the second transport device 17 is formed in FIG. 1 , In addition, the press unit 1 without pressing unit drive housing 6 is shown. Because of this, are in FIG. 14 the drive 37 for rotating the press unit 1 and the ram drive 38 can be seen. It is the punch drive 38 is a servo drive with an electric motor.
- FIG. 15shows a section FIG. 14 , In the section, only the pressing unit 1 is shown.
- the pressing chamber housing 4b and the closing element 5bare missing, so that the pressing ram 8 with the pressing ram bar 39 can be seen.
- the press ram rod 39transmits the stroke of the ram drive 38 to the ram 8.
- FIG. 16shows a further embodiment of molds 40, in which a portion can be stored after cutting by the portioning and a discharge element 13.
- the molds 40do not contain cutting tools. They only supply the portions of the further processing and thereby receive the predetermined by the Portionierhuntn form.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Beans For Foods Or Fodder (AREA)
- Manufacturing And Processing Devices For Dough (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Formation And Processing Of Food Products (AREA)
- General Preparation And Processing Of Foods (AREA)
- Processing Of Meat And Fish (AREA)
Abstract
Description
Translated fromGermanDie Erfindung geht aus von einer Vorrichtung und einem Verfahren zum Portionieren von Lebensmitteln, insbesondere Fleisch.The invention relates to a device and a method for portioning food, in particular meat.
Derartige Vorrichtungen werden eingesetzt, um Lebensmittel in Portionen, beispielsweise in Form von Scheiben, gleichen Gewichts und/ oder gleicher Dicke aufzuschneiden. Zu den Lebensmitteln zählen beispielsweise frisches gewachsenes Fleisch, Wurst, Schinken, Käse, Gemüse oder Backwaren. Bekannte Vorrichtungen zum Aufschneiden von Wurst oder Käse werden auch als Slicer bezeichnet. Wurst oder Käse unterscheidet sich von frischem gewachsenem Fleisch aufgrund seiner Konsistenz dadurch, dass die entsprechenden Laibe eine feste Form mit einem durch die Herstellung vorgegebenen Volumen aufweisen. Die Slicer sind daher mit einer Vorrichtung zum Halten der Laibe während des Schneidens der Scheiben ausgestattet. Im Unterschied dazu weisen Stücke frischen gewachsenen Fleisches keine feste Form und kein vorgegebenes Volumen auf, sofern sie nicht tiefgekühlt oder gefroren sind. Zum Portionieren derartiger Fleischstücke genügt es daher nicht, die Fleischstücke wie bei bekannten Slicern zu halten. Vorrichtungen zum Portionieren weisen daher eine Presskammer auf, in der das Fleischstück zunächst zusammengepresst wird. Nach Abschluss des Pressvorgangs ist das Volumen, welches das Fleischstück ausfüllt, bekannt. Dies wird beim anschließenden Portionieren ausgenutzt.Such devices are used to cut food into portions, for example in the form of slices, the same weight and / or thickness. The foods include, for example, fresh meat, sausage, ham, cheese, vegetables or baked goods. Known devices for slicing sausage or cheese are also referred to as slicers. Sausage or cheese differs from freshly grown meat because of its consistency in that the corresponding loaves have a solid shape with a volume determined by the production. The slicers are therefore equipped with a device for holding the loaves during slicing of the slices. In contrast, pieces of fresh grown meat do not have a solid shape or volume, unless frozen or frozen. For portioning such pieces of meat it is therefore not enough to keep the pieces of meat as in known slicers. Portioning devices therefore have a pressing chamber in which the piece of meat is first compressed. After completion of the pressing process, the volume which fills the piece of meat is known. This is used during the subsequent portioning.
Portioniervorrichtungen für frisches gewachsenes Fleisch werden beispielsweise in Großküchen, bei der Herstellung von zusammengestellten und abgepackten Menüs und beim maschinellen Verpacken von aufgeschnittenen Lebensmitteln eingesetzt. Von einem Stück frischem, gewachsenem Fleisch oder einem anderen Lebensmittelstück werden einzelne Portionen, insbesondere Schnellbratstücke, wie Schnitzel, Steaks oder Medaillons abgetrennt. Dabei kommt es darauf an, dass die einzelnen Portionen ein vorgegebenes Gewicht und gegebenenfalls eine vorgegebene Dicke aufweisen. Die Scheiben müssen möglichst exakt portioniert sein, damit sie in ihrer Garzeit übereinstimmen, die einzelnen Portionen nicht zu unterschiedlich sind und das Gewicht auf einer vorgedruckten Packung angegeben werden kann.Portioning devices for freshly grown meat are used, for example, in commercial kitchens, in the production of compiled and pre-packaged menus and machine packaging of sliced foods. From a piece of fresh, aged meat or another piece of food individual portions, especially quick pieces of meat, such as schnitzel, steaks or medallions are separated. It is important that the individual portions have a predetermined weight and optionally a predetermined thickness. The slices must be portioned as precisely as possible so that they coincide in their cooking time, the individual portions are not too different and the weight can be stated on a preprinted pack.
Aus dem Stand der Technik der
Als nachteilig erweist sich bei diesem bekannten Stand der Technik, dass der Querschnitt der Presskammern, des Pressstempels und der Portionierkammern fest vorgegeben ist und nicht an das jeweilige Lebensmittel angepasst werden kann. Dies ist jedoch bei Fleisch wichtig, da die zu portionierenden Stücke hinsichtlich ihrer Größe und ihrer Konsistenz stark voneinander abweichen können. Zur Anpassung kann der Benutzer allenfalls die Einlegetrommel und die Portioniertrommel austauschen, was mit einem hohen Aufwand an Zeit und Kosten verbunden ist. Verzichtet der Benutzer auf eine Anpassung, so führt dies zu unerwünschten Abweichungen beim Gewicht der einzelnen Portionen.A disadvantage proves in this prior art that the cross section of the press chambers, the ram and the Portionierkammern is fixed and can not be adapted to the particular food. However, this is important in the case of meat, since the pieces to be portioned can differ greatly in terms of their size and consistency. For adaptation, the user can replace at most the inserting drum and the portioning drum, which is associated with a high expenditure of time and costs. If the user refrains from adapting, this leads to undesirable variations in the weight of the individual portions.
Ferner erweist sich als nachteilig, dass die Scheiben bei der bekannten Vorrichtung nach dem Portionieren nicht automatisch weiterbearbeitet werden können, zum Beispiel in Würfel oder Streifen zerlegt oder mit einem für Cordonbleu-Schnitzel notwendigen Schnitt versehen werden.Furthermore, it proves to be disadvantageous that the slices in the known device after portioning can not be further processed automatically, for example, broken into cubes or strips or provided with a necessary for Cordonbleu Schnitzel section.
Aus der
Es erweist sich als nachteilig, dass aus den abgetrennten Scheiben üblicherweise von Hand die Reststücke ausgesondert werden müssen, die die Vorgaben hinsichtlich des Gewichts nicht erfüllen. Derartige Scheiben fallen beispielsweise als letzte Scheibe eines in Portionen aufzuteilenden Stücks an. Ferner ist es nicht möglich, Scheiben mit unterschiedlichen Vorgaben hinsichtlich des Gewichts von einem Stück abzuschneiden und diese Schreiben automatisch zu sortieren.It proves to be disadvantageous that from the separated slices usually by hand, the residual pieces must be discarded, which do not meet the requirements in terms of weight. Such slices fall, for example, as the last slice of a piece to be divided into portions. Furthermore, it is not possible to cut off slices with different specifications regarding the weight of one piece and to sort these letters automatically.
Darüber hinaus ist es nicht möglich, den Pressstempel der Presskammer oder den Kammerboden der Portionierkammer an eine exakt vorgegebene Position zu fahren und diese Position zu variieren oder die Position auf die Kraft abzustimmen, mit der das Stück zusammengepresst wird.In addition, it is not possible to move the pressing die of the pressing chamber or the chamber bottom of the portioning chamber to a precisely predetermined position and to vary this position or to adjust the position to the force with which the piece is compressed.
Die erfindungsgemäße Vorrichtung mit den Merkmalen des Anspruchs 1 zeichnet sich dadurch aus, dass mindestens zwei Transporteinrichtungen unterhalb der Portionierplatte angeordnet sind, und dass die Portionierplatte mindestens drei Endstellungen aufweist: eine erste Endstellung, in der eine Portion von einem größeren Stück abgeschnitten wird, eine zweite Endstellung, in der die Portion an oder auf der ersten Transporteinrichtung abgelegt wird und eine dritte Endstellung, in der die Portion an oder auf der zweiten Transporteinrichtung abgelegt wird. Es können auch weitere Transporteinrichtung und eine entsprechende Zahl weiterer Endstellungen der Portionierplatte vorgesehen sein. Bei den Transporteinrichtungen kann es sich beispielsweise um Transportbänder zum Ablegen der Portionen oder um Förderer für Verpackungen, zum Beispiel Schalen oder Behälter, handeln. Auf einem Transportband können die einzelnen Portionen nach dem Auswerfen aus der Portionierkammer in Gruppen, schindelartig oder einzeln mit Abstand zueinander abgelegt werden. Dies hängt von der Geschwindigkeit des Transportbandes in Relation zu der Geschwindigkeit des Portioniervorgangs ab. Bei einem Förderer für Verpackungen werden die abgetrennten Portionen nach dem Schneiden direkt von der Portionierplatte in der Verpackung abgelegt. Auch hier kann die relative Position der einzelnen Portionen zueinander durch die Geschwindigkeit des Förderers beeinflusst werden. Reststücke oder sonstige Stücke, die die Gewichtsvorgaben nicht erfüllen, können auf der zweiten Transporteinrichtung abgelegt werden. Sie beeinträchtigen die Portionen auf der ersten Fördereinrichtung und ihre Zuordnung zu bestimmten Verpackungen nicht. Ein Aussondern von Hand entfällt. Ferner können an den zwei Transporteinrichtungen Portionen unterschiedlichen Gewichts abgelegt werden. So kann ein Stück durch die Portioniervorrichtung in Portionen eines ersten und eines zweiten vorgegebenen Gewichts aufgeteilt werden. Die Portionen mit dem ersten Gewicht werden auf der ersten Transporteinrichtung und die Portionen des zweiten Gewichts auf der zweiten Transporteinrichtung abgelegt. In diesem Fall sind vorteilhafterweise eine dritte Transporteinrichtung und eine vierte Endstellung der Portionierplatte vorgesehen, um Reststücke abzulegen.The device according to the invention with the features of claim 1 is characterized in that at least two transport devices are arranged below the Portionierplatte, and that the Portionierplatte has at least three end positions: a first end position in which a portion is cut from a larger piece, a second End position in which the portion is stored on or on the first transport device and a third end position in which the portion is deposited on or on the second transport device. It can also be provided further transport means and a corresponding number of other end positions of the portioning. The transport devices may, for example, be transport belts for depositing the portions or conveyors for packaging, for example trays or containers. On a conveyor belt, the individual portions can be stored after ejection from the Portionierkammer in groups, shingles or individually spaced from each other. This depends on the speed of the conveyor in relation to the speed of the portioning process. In a conveyor for packaging, the separated portions are placed after cutting directly from the portioning plate in the package. Again, the relative position of the individual portions to each other can be influenced by the speed of the conveyor. Remnants or other pieces that do not meet the weight specifications can be stored on the second conveyor. They do not affect the portions on the first conveyor and their association with particular packages. A rejection by hand is eliminated. Furthermore, portions of different weight can be stored on the two transport devices. Thus, a piece can be divided by the portioning into portions of a first and a second predetermined weight. The portions with the first weight are stored on the first transport device and the portions of the second weight on the second transport device. In this case, advantageously, a third transport device and a fourth end position of the portioning plate provided to deposit remnants.
Bei einer runden Portionierplatte mit beispielsweise vier Portionierkammern sind neben der Position des eigentlichen Portioniervorgang beispielsweise drei Positionen zum Ablegen einer abgetrennten Portion möglich. Jeder dieser Positionen kann eine separate Transporteinrichtung zugeordnet werden. Auf diese Weise können Portionen in Abhängigkeit von ihrem Gewicht oder ihrer Qualität auf unterschiedlichen Transporteinrichtungen abgelegt werden.In a round portioning plate with, for example, four portioning chambers, for example, three positions for depositing a separated portion are possible in addition to the position of the actual portioning process. Each of these positions can be assigned to a separate transport device. In this way, portions can be stored on different transport devices depending on their weight or quality.
Nach einer vorteilhaften Ausgestaltung der Erfindung ist die Portionierplatte um eine Achse drehbar angeordnet. Sie weist ferner eine geradzahlige Anzahl an Portionierkammern auf, die alle im gleichen radialen Abstand zur Achse und im gleichen Winkelabstand zueinander in der Portionierplatte angeordnet sind. Die drehbare Anordnung der Portionierplatte hat den Vorteil, dass die Portionierplatte schneller bewegt werden kann als bei einer verschiebbaren Anordnung. Die führt zu kürzeren Taktzeiten. Haben alle Portionierkammern in der Portionierplatte denselben radialen Abstand zur Achse und ist die Anzahl der Portionierkammern geradzahlig, so kann das Portionieren und Schneiden und das Ablegen von abgetrennten Portionen an unterschiedlichen Transporteinrichtungen gleichzeitig erfolgen. Dadurch wird die Taktzeit der Vorrichtung erhöht.According to an advantageous embodiment of the invention, the portioning plate is arranged rotatably about an axis. It also has an even number of Portionierkammern, which are all arranged at the same radial distance from the axis and at the same angular distance from one another in the portioning. The rotatable arrangement of the portioning plate has the advantage that the portioning plate can be moved faster than in a displaceable arrangement. This leads to shorter cycle times. If all Portionierkammern in the Portionierplatte the same radial distance from the axis and the number of Portionierkammern even, so the portioning and cutting and depositing of separated portions of different transport devices can be done simultaneously. This increases the cycle time of the device.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung sind die Presseinheit und die Portionierplatte um zwei parallele, räumlich getrennte Achsen drehbar. Die drehbare Anordnung sorgt dafür, dass die Bewegung der Presseinheit und der Portionierplatte schneller ablaufen kann als bei einer verschiebbaren Anordnung. Zwei räumlichen getrennte Achse führen dazu, dass die Presseinheit und die Portionierplatte sind in ihren Bewegungen nicht gegenseitig behindern und dass das Auswerfen oder Ablegen der abgetrennten Portionen aus den Portionierkammern der Portionierplatte in räumlicher Distanz zu der Presseinheit erfolgt und damit genügten Platz für den Transport der abgetrennten Portionen zur Verfügung steht. Parallele Achsen sind von Vorteil, da der Schnitt üblicherweise senkrecht zur Richtung des Vorschubs des Stücks in der Presskammer erfolgt und die Presskammern mit ihrer Längsachse parallel zu der Achse der Presseinheit angeordnet sind.According to a further advantageous embodiment of the invention, the pressing unit and the portioning plate are rotatable about two parallel, spatially separated axes. The rotatable arrangement ensures that the movement of the pressing unit and the portioning plate can proceed faster than with a displaceable arrangement. Two spatially separated axis cause that the pressing unit and the portioning plate are in their movements do not interfere with each other and that the ejection or removal of the separated portions from the Portionierkammern the Portionierplatte takes place in spatial distance from the pressing unit and thus sufficient space for the transport separated portions is available. Parallel axes are advantageous because the cut is usually perpendicular to the direction of advance of the piece in the press chamber and the press chambers are arranged with their longitudinal axis parallel to the axis of the press unit.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist der Kammerboden zur Einstellung der Tiefe der Portionierkammer verschiebbar angeordnet. Auf diese Weise können Portionen unterschiedlicher Dicke hergestellt werden. Darüber hinaus ist es möglich, mehrere Portionen in der Portionierkammer zu sammeln, bevor diese gemeinsam aus der Portionierkammer ausgeworfen werden. In diesem Fall verbleibt nach dem Abtrennen eine Portion in der Portionierkammer und der Kammerboden wird derart verschoben, dass eine weitere Portion in der Portionierkammer Platz findet. Diese Schritte können mehrfach wiederholt werden, bis die gesamte vorgegebene Tiefe der Portionierkammer ausgeschöpft ist und der Kammerboden in einer Endstellung angelangt ist.According to a further advantageous embodiment of the invention, the chamber bottom to adjust the depth of the portioning chamber is arranged displaceably. In this way, portions of different thickness can be produced. In addition, it is possible to collect several portions in the portioning chamber before they are ejected together from the portioning chamber. In this case, after separation, a portion remains in the portioning chamber and the bottom of the chamber is displaced such that there is room for another portion in the portioning chamber. These steps can be repeated several times until the entire predetermined depth of the Portionierkammer has been exhausted and the chamber bottom has reached an end position.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist an der Portionierplatte auf der der Presseinheit abgewandten Seite ein Sammelbehälter zum Sammeln mehrerer Portionen angeordnet. Der Querschnitt des Sammelbehälters stimmt mit dem Querschnitt der Portionierkammern überein. Der Kammerboden der Portionierkammer ist in dem Sammelbehälter verschiebbar. Dies ermöglicht das Abschneiden mehrerer Portionen und Sammeln der Portionen, bevor diese aus der Portionierkammer ausgeworfen werden. In bevorzugter Weise ist der Sammelbehälter zusammen mit der Portionierplatte bewegbar, so dass beide Teile gemeinsam in eine Auswurfposition überführt werden können, während der Portioniervorgang mit einer anderen Portionierkammer der Portionierplatte fortgesetzt wird.According to a further advantageous embodiment of the invention, a collecting container for collecting a plurality of portions is arranged on the portioning plate on the side facing away from the pressing unit. The cross-section of the collecting container coincides with the cross section of the Portionierkammern. The chamber bottom of the portioning chamber is displaceable in the collecting container. This allows the cutting of several portions and collection of the portions before they are ejected from the portioning chamber. Preferably, the sump is movable together with the portioning plate, so that both parts can be transferred together to an ejection position, while the Portioniervorgang is continued with another Portionierkammer the Portionierplatte.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist an der Portionierplatte ein Ausstoßelement angeordnet, welches eine oder mehrere abgetrennte Portionen aus der Portionierkammer ausstößt. Es handelt sich hierbei beispielsweise um einen Stempel, der von einer Seite in die Portionierkammer einfährt und die Portionen aus der Portionierkammer verdrängt. Dadurch wird der Vorgang des Auswerfens einer oder mehrerer Portionen aus der Portionierkammer beschleunigt.According to a further advantageous embodiment of the invention, an ejection element is arranged on the portioning plate, which ejects one or more separated portions of the portioning chamber. It is about in this case, for example, a punch, which moves from one side into the portioning chamber and displaces the portions from the portioning chamber. This speeds up the process of ejecting one or more portions from the portioning chamber.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist an der dem Ausstoßelement abgewandten Seite der Portionierplatte eine Form angeordnet, deren Querschnitt mit dem Querschnitt der Portionierkammern übereinstimmt. Das Ausstoßelement sorgt dafür, dass die abgetrennte Portion in der durch die Portionierkammer vorgegebenen Form an eine zusätzliche Form übergeben wird. In dieser Form kann die weitere Be- oder Verarbeitung der Portion erfolgen. So kann die Form beispielsweise mit mehreren Klingen zum Schneiden von Würfeln oder Streifen ausgestattet sein. Die Portion wird damit während des Ausstoßens aus der Portionierkammer in weitere kleine Abschnitte aufgeteilt. Dies erfolgt in einem Arbeitsgang, ohne dass zusätzliche Stationen notwendig sind. Ferner kann während der weiteren Ver- und Bearbeitung der Portion der Portioniervorgang fortgesetzt werden.According to a further advantageous embodiment of the invention, a form is arranged on the side facing away from the ejection element of the portioning, the cross-section of which matches the cross section of the Portionierkammern. The ejection element ensures that the separated portion is transferred in the form predetermined by the Portionierkammer to an additional form. In this form, the further processing or processing of the portion can be done. For example, the mold may be equipped with a plurality of blades for cutting cubes or strips. The portion is thus divided during ejection from the portioning chamber into further small sections. This is done in a single operation without the need for additional stations. Furthermore, during the further processing and processing of the portion, the portioning process can be continued.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist der Kammerboden der Portionierkammer mit Kanälen zum Ansaugen und/ oder Ausstoßen von Luft oder sonstiger Gase ausgestattet. Die Vorrichtung weist Stifte auf, deren Querschnitt mit dem Querschnitt der Kanäle übereinstimmt oder geringfügig kleiner ist. Ferner ist ein Stiftantrieb vorgesehen, der die Stifte bei einer bestimmten Stellung der Portionierplatte in die Kanäle einfährt und die Kanäle dabei von Verunreinigungen befreit. Eine derartige Reinigung kann automatisch nach einer vorgegebenen Anzahl von Portionen oder bei Bedarf durchgeführt werden.According to a further advantageous embodiment of the invention, the chamber bottom of the portioning chamber is equipped with channels for sucking and / or expelling air or other gases. The device has pins whose cross-section coincides with the cross-section of the channels or is slightly smaller. Further, a pin drive is provided which retracts the pins in a certain position of the portioning plate in the channels and thereby freed the channels of impurities. Such cleaning may be performed automatically after a predetermined number of servings or as needed.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist die Presseinheit vertikal ausgerichtet. Dabei verlaufen die Presskammern in ihrer Längsrichtung in vertikaler Richtung. Der Pressstempel ist an der Unterseite der Presseinheit angeordnet. Das Schneidelement befindet sich an der Oberseite der Presseinheit. Die Portionierplatte ist oberhalb des Schneidelements angeordnet. Diese Anordnung zeichnet sich dadurch aus, dass die Presskammern bequem von oben mit einem Stück Lebensmittel befüllt werden können. Die von oben zugängliche Öffnung der Presskammer befindet sich in einer für den Benutzer angenehmen Höhe. Der Vorschub durch den Pressstempel erfolgt von unten nach oben. Die von dem Stück abgetrennten Portionen werden auf dem Messer liegend zusammen mit der Portionierkammer in eine Auswurfposition überführt. Bei der weiteren Rotationsbewegung des Schneidelements wird die Portionierkammer nach unten freigegeben. Durch ein von oben ansetzendes Ausstoßelement wird die abgetrennte Portion nach unten gedrückt und fällt auf eine Förder- oder Transporteinrichtung oder einen Behälter, in dem die abgetrennten Portionen gesammelt werden.According to a further advantageous embodiment of the invention, the pressing unit is vertically aligned. The pressing chambers extend in their longitudinal direction in the vertical direction. The press ram is arranged on the underside of the press unit. The cutting element is located at the top the press unit. The portioning plate is arranged above the cutting element. This arrangement is characterized in that the press chambers can be conveniently filled from the top with a piece of food. The opening of the pressing chamber, accessible from above, is at a comfortable height for the user. The feed through the ram takes place from bottom to top. The portions separated from the piece are transferred on the knife together with the Portionierkammer in an ejection position. During the further rotational movement of the cutting element, the portioning chamber is released downwards. By a top-mounted ejection element, the separated portion is pressed down and falls onto a conveyor or transport device or a container in which the separated portions are collected.
Die erfindungsgemäße Vorrichtung mit den Merkmalen des Anspruchs 4 hat den Vorteil, dass sie mit einem Servoantrieb für den Pressstempel und/ oder für den Kammerboden ausgestattet ist. Pressstempel und/ oder Kammerboden können damit verschiedene vorgebbare Positionen anfahren und diese beibehalten. Die Positionen von Presstempel und/ oder Kammerboden können außerdem von der Kraft abhängig sein, mit der ein Stück zusammengepresst wird. Dies ist insbesondere für die Presskammer von großem Vorteil. Der Pressstempel kann solange in der Presskammer vorwärts geschoben werden, bis das Stück mit einer bestimmten, vorgebbaren Kraft gegen den Pressstempel drückt. Das Anfahren und Beibehalten einer vorgegebenen Position oder Verschieben des Pressstempels bis zum Erreichen einer vorgegebenen Gegenkraft wird durch eine Regelung vorgenommen. Hierzu ist die Vorrichtung mit geeigneten Sensoren ausgestattet, die einen zurückgelegten Weg, einen Abstand zwischen zwei Messpunkten, eine absolute Position bezogen auf einen Nullpunkt oder eine Kraft messen. Als Motoren können Elektromotoren, Pneumatik- oder Hydraulikantriebe eingesetzt werden. Besonders geeignet sind Elektromotoren. Zu Erzielung hoher Taktzeiten sind schnelle Antriebe von Vorteil, die den Pressstempel oder den Kammerboden in möglichst kurzer Zeit an eine gewünschte Position verschieben.The device according to the invention with the features of claim 4 has the advantage that it is equipped with a servo drive for the ram and / or for the chamber bottom. Press punches and / or chamber floor can thus approach different predefinable positions and maintain them. The positions of ram and / or chamber bottom may also depend on the force with which a piece is compressed. This is of great advantage, in particular for the pressing chamber. The press ram can be pushed forward in the press chamber until the piece presses against the press ram with a certain predetermined force. The start-up and maintenance of a predetermined position or displacement of the press ram until reaching a predetermined counterforce is performed by a control. For this purpose, the device is equipped with suitable sensors which measure a distance covered, a distance between two measuring points, an absolute position with respect to a zero point or a force. As motors electric motors, pneumatic or hydraulic drives can be used. Particularly suitable are electric motors. To achieve high cycle times are fast drives advantageous that move the ram or chamber bottom in the shortest possible time to a desired position.
Nach einer vorteilhaften Ausgestaltung der Erfindung sind der Pressstempel und/ oder der Kammerboden mit einem Kraftsensor ausgestattet. Über diesen Kraftsensor wird die Kraft gemessen, mit der das Stück gegen den Pressstempel drückt um umgekehrt. Entsprechendes gilt für den Kammerboden. Diese gemessene Kraft wird in die Regelung des Servoantriebs eingegeben.According to an advantageous embodiment of the invention, the pressing die and / or the chamber bottom are equipped with a force sensor. About this force sensor, the force is measured, with which the piece presses against the ram to vice versa. The same applies to the chamber floor. This measured force is input to the servo drive control.
Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung sind der Pressstempel und/ oder der Kammerboden mit einem Weg- oder Positionssensor ausgestattet. Während der Wegsensor einen von dem Pressstempel oder dem Kammerboden zurückgelegten Weg messen, bestimmt der Positionssensor die absolute Position des Pressstempels oder des Kammerbodens bezogen auf einen vorgegebenen Nullpunkt. Der durch den Sensor gemessene Wert wird in die Regelung des Servoantriebs eingegeben.According to a further advantageous embodiment of the invention, the press die and / or the chamber bottom are equipped with a displacement or position sensor. While the displacement sensor measures a distance traveled by the ram or chamber bottom, the position sensor determines the absolute position of the ram or chamber bottom relative to a predetermined zero point. The value measured by the sensor is input to the servo drive control.
Nach dem erfindungsgemäßen Verfahren zum Portionieren von Lebensmitteln mit den Merkmalen des Anspruchs 7 wird ein Stück Lebensmittel in eine längliche Presskammer einer Portioniervorrichtung eingelegt und der Querschnitt der Presskammer in Abhängigkeit von dem Stück Lebensmittel eingestellt. Die Einstellung kann automatisch in Abhängigkeit von dem Widerstand erfolgen, der dem Verschlusselement beim Verkleinern des Querschnitts der Presskammer entgegen wirkt. Ist der Querschnitt der Presskammer eingestellt, so wird der Querschnitt des Pressstempels und der Querschnitt der Portionierkammer automatisch an diesen Querschnitt angepasst. Auf diese Weise ist eine optimierte Positionierung möglich, die jeweils an das individuelle Stück Lebensmittel angepasst ist. Darüber hinaus wird der Querschnitt einer Portionierkammer an den Querschnitt der Presskammer angepasst.According to the method for portioning food according to the invention with the features of
Ferner wird die Kraft, die das Lebensmittel beim Verkleinern der Presskammer auf die Presskammer ausübt, bestimmt. Vorteilhafterweise wird der Querschnitt der Presskammer vor Beginn des Portioniervorgangs solange verkleinert, bis eine maximale vorgegebene Kraft erreicht ist. Anschließend verbleibt das Verschlusselement der Presskammer in dieser Position und der Querschnitt bleibt erhalten.Further, the force exerted by the food when reducing the pressing chamber to the pressing chamber is determined. Advantageously, the cross section the pressing chamber before starting the Portioniervorgangs reduced until a maximum predetermined force is reached. Subsequently, the closure element of the pressing chamber remains in this position and the cross section is retained.
In bevorzugter Weise erfolgt diese Einstellung vor Beginn des Portioniervorgangs. Es ist jedoch auch möglich, während des Portionierens den Querschnitt der Presskammer kontinuierlich anzupassen, so dass die vorgegebene maximale Kraft erhalten bleibt. Anhand von Kraft- und Wegsensoren wird der Querschnitt der Presskammer eingestellt und der eingestellte Querschnitt bestimmt.Preferably, this adjustment takes place before the beginning of the portioning process. However, it is also possible to continuously adjust the cross-section of the pressing chamber during the portioning so that the predetermined maximum force is maintained. On the basis of force and displacement sensors, the cross-section of the pressing chamber is adjusted and the set cross section determined.
Weitere Vorteile und vorteilhafte Ausgestaltungen der Erfindung sind der nachfolgenden Beschreibung, der Zeichnung und den Ansprüchen zu entnehmen.Further advantages and advantageous embodiments of the invention will become apparent from the following description, the drawings and the claims.
In der Zeichnung ist ein Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung dargestellt. Es zeigen:
- Figur 1
- perspektivische Ansicht einer Vorrichtung zum Portionieren von Fleisch mit einer Presseinheit, einer Portionierplatte und mehreren Transporteinrichtungen,
Figur 2- weitere perspektivische Ansicht der Vorrichtung gemäß
Figur 1 , - Figur 3
- perspektivische Ansicht des Pressstempels mit kleinst möglicher Pressfläche einer Vorrichtung gemäß
Figur 1 , - Figur 4
- perspektivische Ansicht des Pressstempels gemäß
Figur 3 mit größtmöglicher Pressfläche, - Figur 5
- Pressstempel gemäß
Figur 3 mit vollständig herausgezogenem Pressstempelelement, - Figur 6
- Seitenansicht des Pressstempels gemäß
Figur 5 , Figur 7- Schnitt durch den Pressstempel gemäß
Figuren 3 bis 6 entlang der inFigur 6 mit A - A gekennzeichneten Ebene, Figur 8- perspektivische Ansicht eines Kammerbodens mit kleinstmöglicher Kammerbodenfläche,
Figur 9Kammerboden gemäß Figur 8 mit größtmöglicher Kammerbodenflä- che,Figur 10Kammerboden gemäß Figuren 8 und9 mit vollständig herausgezo- genem Kammerbodenelement,- Figur 11
- Seitenansicht des Kammerbodens gemäß
Figur 10 , Figur 12- Schnitt durch den
Kammerboden gemäß Figuren 8 bis 11 entlang der inFigur 11 mit A - A markierten Ebene, Figur 13- Portionierplatte einer Vorrichtung gemäß
Figuren 1 und2 mit zusätzlichen Formen zum Würfelschneiden, Figur 14- perspektivische Ansicht der Vorrichtung gemäß
Figur 1 ohne Presseinheit-Antrieb-Gehäuse, Figur 15Ausschnitt aus Figur 14 betreffend die Presseinheit,Figur 16- Portionierplatte einer Vorrichtung gemäß
Figuren 1 und2 mit zusätzlichen Formen zum weiteren Verarbeiten der Portionen.
- FIG. 1
- Perspective view of a device for portioning meat with a pressing unit, a portioning plate and several transport devices,
- FIG. 2
- further perspective view of the device according to
FIG. 1 . - FIG. 3
- perspective view of the press ram with the smallest possible pressing surface of a device according to
FIG. 1 . - FIG. 4
- perspective view of the ram according to
FIG. 3 with the largest possible pressing surface, - FIG. 5
- Press stamp according to
FIG. 3 with completely pulled out pressing stamp element, - FIG. 6
- Side view of the ram according to
FIG. 5 . - FIG. 7
- Section through the ram according to
FIGS. 3 to 6 along the inFIG. 6 plane marked A - A, - FIG. 8
- perspective view of a chamber floor with the smallest possible chamber bottom area,
- FIG. 9
- Chamber floor according to
FIG. 8 with the largest possible chamber bottom area, - FIG. 10
- Chamber floor according to
FIGS. 8 and9 with fully withdrawn chamber floor element, - FIG. 11
- Side view of the chamber floor according to
FIG. 10 . - FIG. 12
- Section through the chamber floor according to
FIGS. 8 to 11 along the inFIG. 11 with A - A marked plane, - FIG. 13
- Portioning plate of a device according to
FIGS. 1 and2 with additional forms for dicing, - FIG. 14
- perspective view of the device according to
FIG. 1 without press unit drive housing, - FIG. 15
- Extract from
FIG. 14 concerning the press unit, - FIG. 16
- Portioning plate of a device according to
FIGS. 1 and2 with additional molds for further processing of the portions.
In den
Sobald das in der ersten Presskammer 3a angeordnete Fleischstück vollständig in Portionen aufgeteilt wurde, wird die Presseinheit 1 gedreht und die mit einem Fleischstück befüllte zweite Portionierkammer 3b unter die Portionierplatte 2 bewegt. Die erste Presskammer 3a ist nun leer und kann erneut mit einem Fleischstück befüllt werden. Dies erfolgt auf dieselbe Weise wie zuvor beschrieben. Das Verschieben der Verschlusselemente 5a und 5b kann vor, während oder nach der Rotation der Presseinheit 1 erfolgen.As soon as the piece of meat arranged in the first pressing chamber 3a has been completely divided into portions, the pressing unit 1 is rotated and the second portioning chamber 3b filled with a piece of meat is moved under the portioning
Die beiden Presskammern 3a und 3b sind identisch aufgebaut.The two press chambers 3a and 3b are identical.
Zum Portionieren wird in die unterhalb der Portionierplatte 2 angeordnete Presskammer 3a oder 3b von unten ein Pressstempel 8 eingeführt. Der Pressstempel kann auch als Presskolben bezeichnet werden. Er ist in den
Das Fleischstück wird von unten durch den Pressstempel 8 in die durch den Kammerboden 10 verschlossene Portionierkammer 9 gepresst, so dass das Fleisch die gesamte Portionierkammer ausfüllt. Dabei drücken der Pressstempel 8 und der Kammerboden 10 gegeneinander. Die Portion, welche sich in der Portionierkammer 9 befindet, wird durch ein nicht dargestelltes Messer vom Fleischstück abgeschnitten. Zur Entlastung des Messers während des Schneidvorgangs können der Pressstempel 8 und/ oder der Kammerboden 10 zurückgezogen werden. Anschließend wird der Kammerboden 10 durch den Kammerboden-Antrieb 11 nach oben gezogen, so dass die Portionierplatte 2 durch den Portionierplatten-Antrieb 12 gedreht werden kann. Die Drehung erfolgt in diesem Fall um 90°, 180° oder 270°. Dies hängt von der Qualität der Portion ab. Endstücke des Fleischstücks, die ein geringeres Gewicht aufweisen als das vorgegebene Sollgewicht, können beispielsweise von den übrigen Portionen getrennt werden. Das in der Zeichnung nicht erkennbare Messer wird zusammen mit der Portionierplatte 2 gedreht, bis sich die abgetrennte Portion oberhalb der vorgesehenen Auswurfposition befindet. Anschließend wird das Messer in seine Ausgangsposition oberhalb der Presskammer zurückgeführt, um die nächste Portion abzuschneiden. Die Portionierkammer 9 ist nun nach unten offen. Mit Hilfe eines stempelartigen Ausstoßelements 13 wird die abgetrennte Portion nach unten aus der Portionierkammer 9 herausgedrückt und fällt in einen Behälter 14, der durch eine Transporteinrichtung 15 bewegt wird. Ein zweites stempelartiges Austoßstelement 16 befindet sich oberhalb einer zweiten Transporteinrichtung 17. Beide Auswurfelemente 13 und 16 sind mit Antrieben 18 und 19 ausgestattet.The piece of meat is pressed from below through the
Während eine Portion mit Hilfe eines der beiden Auswurfelemente 13 oder 16 aus einer Portionierkammer 9 ausgestoßen und in einen Behälter 14 abgelegt wird, wird in einer weiteren Portionierkammer 9 der Portionierplatte 2, welche sich oberhalb der Presskammer 3a befindet, eine Portion abgemessen und durch das Messer von dem Fleischstück abgeschnitten. Dieser Vorgang wird so oft wiederholt, bis das gesamte in der Presskammer 3a angeordnete Fleischstück in Portionen aufgeteilt ist. Anschließend wird die Presseinheit 1 gedreht, um ein weiteres Fleischstück auf dieselbe Weise in Portionen aufzuteilen.While a portion with the aid of one of the two
Beim Übergang von der Position einer Presskammer 3a oder 3b unterhalb der Portionierplatte 2 in eine Position zum Befüllen der Presskammer wird das zugehörige Verschlusselement 5a oder 5b aus dem Presskammergehäuse 4a oder 4b herausgezogen, so dass sich der Querschnitt der Presskammer wieder vergrößert und das Einlegen eines Fleischstücks erleichtert wird. Die Position und die Kraft des Verschlusselements 5a oder 5b werden nicht nur beim Einlegen eines neuen Fleischstücks, sondern auch während des Portioniervorganges kontinuierlich erfasst. Fällt die Kraft aufgrund der Form des Fleischstücks während des Portioniervorgangs ab oder steigt sie an, so kann die Position des Verschlusselements während des Portioniervorgangs angepasst werden.In the transition from the position of a pressing chamber 3a or 3b below the portioning
Die
In den
- 11
- Presseinheitpress unit
- 22
- Portionierplatteportioning
- 3a3a
- Presskammerbaling chamber
- 3b3b
- Presskammerbaling chamber
- 4a4a
- PresskammergehäusePress chamber housing
- 4b4b
- PresskammergehäusePress chamber housing
- 5a5a
- Verschlusselementclosure element
- 5b5b
- Verschlusselementclosure element
- 66
- Presseinheit-Antrieb-GehäusePress unit driving housing
- 77
- Verschlusselement-AntriebFastener-driving
- 88th
- Pressstempelpress die
- 99
- Portionierkammerportioning
- 1010
- Kammerbodenchamber floor
- 1111
- Kammerboden-AntriebChamber floor drive
- 1212
- Portionierplatten-AntriebPortionierplatten drive
- 1313
- Ausstoßelementejection element
- 1414
- Behältercontainer
- 1515
- Transporteinrichtungtransport means
- 1616
- zweites Ausstoßelementsecond ejection element
- 1717
- zweite Transporteinrichtungsecond transport device
- 1818
- Antrieb des ersten AusstoßelementsDrive the first ejection element
- 1919
- Antrieb des zweiten AusstoßelementsDrive the second ejection element
- 2020
- Halterung am PressstempelHolder on the press ram
- 2121
- PressstempelelementPress plunger element
- 2222
- PressstempelelementPress plunger element
- 2323
- fingerartiger Fortsatzfinger-like extension
- 2424
- Platteplate
- 2525
- Stiftpen
- 2626
- Halterung am KammerbodenHolder on the bottom of the chamber
- 2727
- KammerbodenelementChamber floor element
- 2828
- KammerbodenelementChamber floor element
- 2929
- fingerartiger Fortsatzfinger-like extension
- 3030
- Platteplate
- 3131
- Stiftpen
- 3232
- Kanal für DruckluftDuct for compressed air
- 3333
- Anschluss für DruckluftConnection for compressed air
- 3434
- Messerantriebknife drive
- 3535
- Form zum WürfelschneidenShape for dicing
- 3636
- zweite Transporteinheitsecond transport unit
- 3737
- Antrieb zum Rotieren der PresseinheitDrive for rotating the press unit
- 3838
- Pressstempel-AntriebPress punch drive
- 3939
- PressstempelstangePress plunger rod
- 4040
- Formshape
Claims (7)
- Device for portioning food products, in particular meat, into portions with a predetermined weight and/or a predetermined thickness with a pressing unit (1) with at least two elongate press chambers (3a, 3b), with at least one plunger (8) for the press chambers (3a, 3b), which is equipped with a plunger drive (38) to move the plunger (8) in the longitudinal direction of the press chamber (3a, 3b),
with a portioning plate (2) with several portioning chambers (9), with a portioning plate drive (12) to move the portioning plate (2) relative to the pressing unit (1),
with a cutting element between the pressing unit (1) and the portioning plate (2) and
with a cutting element drive (34) to move the cutting element relative to the pressing unit (1),characterised by the following additional features:- at least two transport devices (15, 17, 36) located below the portioning plate (2) that take on the separated portions from the portioning plate (2) and transport them,- at least three end positions of the portioning plate (2): one initial end position in which a portion is portioned and cut, one second end position in which a portion is deposited on the first transport device (15) and at least one third end position in which a portion is deposited on the second transport device (17, 36). - Device according to claim 1,characterised in that the portioning plate (2) is arranged in a rotatable manner around an axis, that it has an even number of portioning chambers (9) which are all arranged at the same radial distance from the axis and at the same angular distance from one another in the portioning plate (2).
- Device according to claim 1,characterised in that the pressing unit (1) and the portioning plate (2) can be rotated around two parallel axes that are spatially separated.
- Device according to one of the previous claims,characterised in that it is equipped with a servo drive (11, 38) for the plunger (8) and/or for the chamber base (10).
- Device according to claim 4,characterised in that the plunger (8) and/or the chamber base (10) is equipped with a force sensor.
- Device according to claim 4 or 5,characterised in that the plunger and/or the chamber base (10) is equipped with a displacement or position sensor.
- Method for portioning food products, in particular meat, into portions with a predetermined weight and/or a predetermined thickness, using a device according to claim 5 with the following procedural steps
Insertion of a piece of food in an elongate press chamber (3a, 3b) of a portioning device,
setting the cross-section of the press chamber (3a, 3b) depending on the piece of food,
adjustment of the cross-section of a plunger (8) that can be displaced in the axial direction of the press chamber (3a, 3b) to the cross-section of the press chamber,
adjustment of the cross-section of a portioning chamber (9) arranged at the press chamber (3a, 3b) for the specification of the size of the portions to be separated.
Determination of the force that the food product exerts on the press chamber (3a, 3b) when reducing the cross-section and/or the length of the press chamber.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10006820TPL2248641T3 (en) | 2007-05-04 | 2008-05-05 | Device and method for portioning food products |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007021509 | 2007-05-04 | ||
| EP20080758005EP2144735B1 (en) | 2007-05-04 | 2008-05-05 | Apparatus for portioning food |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08758005.6Division | 2008-05-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2248641A1 EP2248641A1 (en) | 2010-11-10 |
| EP2248641B1true EP2248641B1 (en) | 2012-02-22 |
Family
ID=39766831
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080758005ActiveEP2144735B1 (en) | 2007-05-04 | 2008-05-05 | Apparatus for portioning food |
| EP20100006821ActiveEP2241421B1 (en) | 2007-05-04 | 2008-05-05 | Device for portioning food |
| EP20100006820ActiveEP2248641B1 (en) | 2007-05-04 | 2008-05-05 | Device and method for portioning food products |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080758005ActiveEP2144735B1 (en) | 2007-05-04 | 2008-05-05 | Apparatus for portioning food |
| EP20100006821ActiveEP2241421B1 (en) | 2007-05-04 | 2008-05-05 | Device for portioning food |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8622727B2 (en) |
| EP (3) | EP2144735B1 (en) |
| AT (2) | ATE546264T1 (en) |
| DE (2) | DE502008002815D1 (en) |
| DK (1) | DK2144735T3 (en) |
| ES (2) | ES2381438T3 (en) |
| PL (2) | PL2144735T3 (en) |
| WO (1) | WO2008135025A2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009054081B4 (en)* | 2009-11-20 | 2012-03-22 | Thomas Völkl | dicer |
| US20130337135A1 (en)* | 2012-06-13 | 2013-12-19 | Michael F. Vieira | Apparatuses for producing food products from fish and chicken shims and associated systems and methods |
| US10849329B2 (en)* | 2016-02-08 | 2020-12-01 | Angela Marie Hotz | Hamburger press patty express |
| DE102018106300B4 (en) | 2018-03-19 | 2024-03-14 | Tvi Entwicklung Und Produktion Gmbh | Method for pressing and slicing elastic loaves and cutting machine therefor |
| DE102018132899B3 (en)* | 2018-12-19 | 2020-03-26 | Martin Bergmann | Magazine turret device for portioning machine |
| DE102024107415A1 (en)* | 2024-03-15 | 2025-09-18 | Tvi Entwicklung Und Produktion Gmbh | slicing machine |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3687067A (en)* | 1969-11-20 | 1972-08-29 | Bettcher Industries | Food press |
| US3648600A (en)* | 1970-03-02 | 1972-03-14 | Jaccard Corp | Meat-pressing apparatus |
| US3943601A (en)* | 1970-04-27 | 1976-03-16 | Kuhlman Harvey G | Moldable food depositing apparatus |
| US3683797A (en)* | 1970-08-27 | 1972-08-15 | Bettcher Industries | Food press |
| US3724026A (en)* | 1970-10-30 | 1973-04-03 | Armour & Co | Producing molded meat sticks |
| US3704665A (en)* | 1971-04-21 | 1972-12-05 | Bettcher Industries | Food press and dies |
| US3753398A (en)* | 1971-08-20 | 1973-08-21 | Cashin System | Meat press |
| US3756231A (en)* | 1971-10-18 | 1973-09-04 | H Ross | Meat-forming press |
| US3887964A (en)* | 1972-01-24 | 1975-06-10 | Formax Inc | Food patty molding machine |
| USRE30096E (en)* | 1972-01-24 | 1979-09-18 | Formax, Inc. | Food patty molding machine |
| CA965753A (en)* | 1972-09-01 | 1975-04-08 | A.B.R. Food Machinery (Canada) Limited | Meat packaging and pressing apparatus |
| US3992734A (en)* | 1973-05-03 | 1976-11-23 | Agence Nationale De Valorisation De La Recherche (Anvar) | Boning meat |
| US4043728A (en)* | 1975-10-06 | 1977-08-23 | Hollymatic Corporation | Molding apparatus |
| US4037827A (en)* | 1975-12-15 | 1977-07-26 | F.P.E.C. Corporation | Food product mixer with an improved door mechanism |
| US4057874A (en)* | 1976-03-26 | 1977-11-15 | Walker Jr Fred T | Food pattie molding tool |
| US4113415A (en)* | 1976-11-01 | 1978-09-12 | Hollymatic Corporation | Molding apparatus |
| US4229859A (en)* | 1978-05-01 | 1980-10-28 | Gagliardi Bros., Inc. | Meat patty processing method and apparatus |
| US4276318A (en)* | 1978-11-09 | 1981-06-30 | Armour And Company | Apparatus and method for molding meat patties |
| US4193167A (en)* | 1978-11-09 | 1980-03-18 | Armour And Company | Apparatus for molding meat patties |
| US4302868A (en)* | 1979-10-22 | 1981-12-01 | Hollymatic Corporation | Molding apparatus |
| US4483046A (en)* | 1980-08-21 | 1984-11-20 | Briddell Charles D | Crab meat processing machine |
| US4516291A (en)* | 1983-05-31 | 1985-05-14 | Goldberger Foods Inc. | Apparatus and process for forming meat patties |
| US4646385A (en)* | 1985-02-04 | 1987-03-03 | C. D. Briddell Inc. | Methods and apparatus for forming loose meat into lumps |
| JPS61282063A (en)* | 1985-06-10 | 1986-12-12 | Kibun Kk | Device for extrusion molding of food |
| JPS63501682A (en)* | 1985-10-31 | 1988-07-14 | ベヒト−ルド・ウアルテル | Manufacturing equipment for meat products with patterns on the cut surface |
| US4807524A (en)* | 1986-03-25 | 1989-02-28 | Kabushiki Kaisha Ikeuchi Tekkosho | Method and apparatus for producing a food product |
| US4735031A (en)* | 1986-09-12 | 1988-04-05 | Langen Research B.V. | Apparatus for packing and processing a meat product |
| DE3783003T2 (en)* | 1986-09-22 | 1993-04-22 | Langen Research | METHOD AND DEVICE FOR BONING MEAT PARTS. |
| DE3705118C2 (en) | 1987-02-18 | 1995-12-21 | Toni Reifenhaeuser | Method and device for cutting a piece of meat |
| DE3729061A1 (en)* | 1987-08-31 | 1989-03-09 | Glass Horst | METHOD AND DEVICE FOR CUTTING FOOD STRIPS |
| US5021025A (en)* | 1989-09-12 | 1991-06-04 | Wagner Richard C | Method and machine for making food patties |
| US5030164A (en)* | 1989-09-12 | 1991-07-09 | Hollymatic Corporation | Method and machine for making food patties |
| KR930701112A (en)* | 1991-05-13 | 1993-06-11 | 미노루 나카무라 | Production equipment such as ham |
| US5445512A (en)* | 1994-01-27 | 1995-08-29 | Marlen Research Corporation | Segmented piston face plate assembly for patty forming apparatus |
| US5569070A (en)* | 1995-06-07 | 1996-10-29 | Smith; Jeffrey P. | Controlled volume meat apportioner |
| US5730650A (en)* | 1996-08-29 | 1998-03-24 | Progressive Technology Of Wisconsin, Inc. | Food patty molding machine |
| US5655436A (en)* | 1996-08-29 | 1997-08-12 | Progressive Technology Of Manitowoc, Inc. | Food patty molding machine |
| FR2754207B1 (en)* | 1996-10-07 | 1998-11-06 | Emsens Michel | MACHINE FOR CUTTING CALIBERATED PIECES OF FOOD PRODUCTS |
| DE19806561C2 (en)* | 1998-02-17 | 2000-04-27 | Thomas Voelkl | Calibration cutting device |
| US6383068B1 (en)* | 1998-04-09 | 2002-05-07 | Tyson Foods, Inc. | Food portioning apparatus and method |
| JP3365758B2 (en)* | 2000-05-09 | 2003-01-14 | 株式会社タカミ | Meat cutting machine and meat cutting method |
| ITRE20020010A1 (en)* | 2002-02-01 | 2003-08-01 | Giorgio Grasselli | METHOD AND DEVICE FOR CUTTING PIECES OF MEAT IN SLICES OF EQUAL WEIGHT. |
| US6688961B2 (en)* | 2002-02-07 | 2004-02-10 | Jeffrey P. Smith | Poultry breast meat apportioning method |
| US6921326B2 (en)* | 2002-02-07 | 2005-07-26 | Jeffrey P. Smith | Poultry breast meat apportioning method |
| US20090255419A1 (en)* | 2002-11-08 | 2009-10-15 | Kirsch Sam A | Method and apparatus for making a flaky meat product |
| DE10304773A1 (en) | 2003-02-05 | 2004-08-19 | Maja-Maschinenfabrik Hermann Schill Gmbh & Co. Kg | Device and method for portioning a piece of food |
| DE102004041915B4 (en)* | 2004-08-30 | 2017-08-24 | Tvi Entwicklung Und Produktion Gmbh | Devices and methods for portioning |
| US7204748B2 (en)* | 2004-10-29 | 2007-04-17 | Remington Holdings Llc | Poultry breast portion sizing apparatus |
| ATE494114T1 (en) | 2005-05-19 | 2011-01-15 | Marel Hf | PORTIONING FOOD |
| WO2008091949A2 (en)* | 2007-01-23 | 2008-07-31 | Formax, Inc. | Food patty molding machine |
| US8029265B2 (en)* | 2008-03-28 | 2011-10-04 | Progressive International Corporation | Burger press |
- 2008
- 2008-05-05ESES10006820Tpatent/ES2381438T3/enactiveActive
- 2008-05-05EPEP20080758005patent/EP2144735B1/enactiveActive
- 2008-05-05EPEP20100006821patent/EP2241421B1/enactiveActive
- 2008-05-05USUS12/598,863patent/US8622727B2/ennot_activeExpired - Fee Related
- 2008-05-05ESES08758005Tpatent/ES2361086T3/enactiveActive
- 2008-05-05ATAT10006820Tpatent/ATE546264T1/enactive
- 2008-05-05DKDK08758005Tpatent/DK2144735T3/enactive
- 2008-05-05WOPCT/DE2008/000744patent/WO2008135025A2/enactiveApplication Filing
- 2008-05-05PLPL08758005Tpatent/PL2144735T3/enunknown
- 2008-05-05EPEP20100006820patent/EP2248641B1/enactiveActive
- 2008-05-05DEDE200850002815patent/DE502008002815D1/enactiveActive
- 2008-05-05PLPL10006820Tpatent/PL2248641T3/enunknown
- 2008-05-05ATAT08758005Tpatent/ATE500935T1/enactive
- 2008-05-05DEDE102008022173Apatent/DE102008022173A1/ennot_activeWithdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| ES2361086T3 (en) | 2011-06-13 |
| WO2008135025A3 (en) | 2010-05-14 |
| EP2248641A1 (en) | 2010-11-10 |
| PL2144735T3 (en) | 2011-07-29 |
| DE102008022173A1 (en) | 2008-11-06 |
| ATE500935T1 (en) | 2011-03-15 |
| EP2144735B1 (en) | 2011-03-09 |
| PL2248641T3 (en) | 2012-07-31 |
| DK2144735T3 (en) | 2011-06-20 |
| US20110159162A1 (en) | 2011-06-30 |
| ATE546264T1 (en) | 2012-03-15 |
| US8622727B2 (en) | 2014-01-07 |
| ES2381438T3 (en) | 2012-05-28 |
| WO2008135025A2 (en) | 2008-11-13 |
| EP2241421A1 (en) | 2010-10-20 |
| EP2241421B1 (en) | 2012-07-11 |
| DE502008002815D1 (en) | 2011-04-21 |
| EP2144735A2 (en) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3448642B1 (en) | Cutting machine, and method for cutting elastic strands, in particular meat strands | |
| EP2532493B1 (en) | Portioning machine | |
| EP2248641B1 (en) | Device and method for portioning food products | |
| DE102009054081B4 (en) | dicer | |
| EP2227964B1 (en) | Device and portioning method | |
| EP3760049A1 (en) | Pressing device and contact element for a pressing device | |
| EP1445078B1 (en) | Apparatus and method for portioning food | |
| EP1819489B1 (en) | Portioning device and method | |
| EP1003631B2 (en) | Device for slicing pieces of meat | |
| DE102005047796A1 (en) | Device for prepackaging articles has first assembly station for filling of articles in container, transportation mechanism, computer to generate difference from target weight, portioning and cutting device for precise cutting of weight | |
| DE3608780A1 (en) | METHOD AND DEVICE FOR CUTTING FOODSTUFFS | |
| EP2754540B1 (en) | Method and device for cutting food | |
| WO2006024469A2 (en) | Portioning device and method | |
| EP1595456A2 (en) | Moulding press and method for pressing meat | |
| DE19921047A1 (en) | Device for portioning a piece of meat | |
| EP3607824B1 (en) | Production of disc-shaped blanks | |
| DE29723638U1 (en) | Device for portioning a piece of meat | |
| DE29923724U1 (en) | DEVICE FOR PORTIONING A PIECE OF MEAT |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase | Free format text:ORIGINAL CODE: 0009012 | |
| AC | Divisional application: reference to earlier application | Ref document number:2144735 Country of ref document:EP Kind code of ref document:P | |
| AK | Designated contracting states | Kind code of ref document:A1 Designated state(s):AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR | |
| 17P | Request for examination filed | Effective date:20110215 | |
| GRAP | Despatch of communication of intention to grant a patent | Free format text:ORIGINAL CODE: EPIDOSNIGR1 | |
| RIC1 | Information provided on ipc code assigned before grant | Ipc:B26D 7/18 20060101ALI20111010BHEP Ipc:B26D 7/06 20060101AFI20111010BHEP | |
| GRAS | Grant fee paid | Free format text:ORIGINAL CODE: EPIDOSNIGR3 | |
| GRAA | (expected) grant | Free format text:ORIGINAL CODE: 0009210 | |
| AC | Divisional application: reference to earlier application | Ref document number:2144735 Country of ref document:EP Kind code of ref document:P | |
| AK | Designated contracting states | Kind code of ref document:B1 Designated state(s):AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR | |
| REG | Reference to a national code | Ref country code:GB Ref legal event code:FG4D Free format text:NOT ENGLISH | |
| REG | Reference to a national code | Ref country code:CH Ref legal event code:EP | |
| REG | Reference to a national code | Ref country code:AT Ref legal event code:REF Ref document number:546264 Country of ref document:AT Kind code of ref document:T Effective date:20120315 | |
| REG | Reference to a national code | Ref country code:IE Ref legal event code:FG4D Free format text:LANGUAGE OF EP DOCUMENT: GERMAN | |
| REG | Reference to a national code | Ref country code:DE Ref legal event code:R096 Ref document number:502008006511 Country of ref document:DE Effective date:20120412 | |
| REG | Reference to a national code | Ref country code:ES Ref legal event code:FG2A Ref document number:2381438 Country of ref document:ES Kind code of ref document:T3 Effective date:20120528 | |
| REG | Reference to a national code | Ref country code:NL Ref legal event code:T3 | |
| LTIE | Lt: invalidation of european patent or patent extension | Effective date:20120222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:HR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:LT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:NO Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120522 Ref country code:IS Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120622 | |
| REG | Reference to a national code | Ref country code:PL Ref legal event code:T3 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:GR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120523 Ref country code:LV Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:PT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120622 Ref country code:FI Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| REG | Reference to a national code | Ref country code:IE Ref legal event code:FD4D | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:CY Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:SI Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:RO Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:IE Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:DK Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:SE Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:EE Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 Ref country code:CZ Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:SK Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| PLBE | No opposition filed within time limit | Free format text:ORIGINAL CODE: 0009261 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:MC Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20120531 | |
| REG | Reference to a national code | Ref country code:CH Ref legal event code:PL | |
| 26N | No opposition filed | Effective date:20121123 | |
| GBPC | Gb: european patent ceased through non-payment of renewal fee | Effective date:20120522 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:LI Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20120531 Ref country code:CH Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20120531 | |
| REG | Reference to a national code | Ref country code:DE Ref legal event code:R097 Ref document number:502008006511 Country of ref document:DE Effective date:20121123 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:GB Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20120522 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:BG Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120522 Ref country code:MT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:TR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20120222 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:LU Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20120505 | |
| REG | Reference to a national code | Ref country code:AT Ref legal event code:MM01 Ref document number:546264 Country of ref document:AT Kind code of ref document:T Effective date:20130505 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:HU Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:20080505 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:AT Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20130505 | |
| REG | Reference to a national code | Ref country code:FR Ref legal event code:PLFP Year of fee payment:9 | |
| REG | Reference to a national code | Ref country code:FR Ref legal event code:PLFP Year of fee payment:10 | |
| REG | Reference to a national code | Ref country code:FR Ref legal event code:PLFP Year of fee payment:11 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:NL Payment date:20190521 Year of fee payment:12 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:SE Payment date:20190531 Year of fee payment:11 Ref country code:PL Payment date:20190425 Year of fee payment:12 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:BE Payment date:20190521 Year of fee payment:12 Ref country code:FR Payment date:20190521 Year of fee payment:12 | |
| REG | Reference to a national code | Ref country code:NL Ref legal event code:MM Effective date:20200601 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:NL Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20200601 | |
| REG | Reference to a national code | Ref country code:BE Ref legal event code:MM Effective date:20200531 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:FR Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20200531 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:BE Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20200531 | |
| REG | Reference to a national code | Ref country code:ES Ref legal event code:FD2A Effective date:20210927 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:ES Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20200506 | |
| P01 | Opt-out of the competence of the unified patent court (upc) registered | Effective date:20230514 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:PL Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20200505 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:DE Payment date:20240418 Year of fee payment:17 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:IT Payment date:20240418 Year of fee payment:17 |