EP0976337A1 - Watertight inner shoe to be used as an inner lining of a footwear, process to manufacture such an inner shoe and footwear equiped with such an inner shoe - Google Patents
Watertight inner shoe to be used as an inner lining of a footwear, process to manufacture such an inner shoe and footwear equiped with such an inner shoeDownload PDFInfo
- Publication number
- EP0976337A1 EP0976337A1EP99490022AEP99490022AEP0976337A1EP 0976337 A1EP0976337 A1EP 0976337A1EP 99490022 AEP99490022 AEP 99490022AEP 99490022 AEP99490022 AEP 99490022AEP 0976337 A1EP0976337 A1EP 0976337A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- liner
- sole
- waterproof
- rod
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519manufacturing processMethods0.000titleclaimsdescription23
- 238000000034methodMethods0.000titleclaimsdescription11
- 230000008569processEffects0.000titleclaimsdescription4
- 239000011248coating agentSubstances0.000claimsabstractdescription38
- 238000000576coating methodMethods0.000claimsabstractdescription38
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000claimsabstractdescription35
- 239000007788liquidSubstances0.000claimsabstractdescription20
- 238000005470impregnationMethods0.000claimsabstractdescription8
- 238000001035dryingMethods0.000claimsabstractdescription4
- 239000011344liquid materialSubstances0.000claimsabstractdescription4
- 239000004816latexSubstances0.000claimsdescription22
- 229920000126latexPolymers0.000claimsdescription22
- 238000002791soakingMethods0.000claimsdescription22
- 239000000463materialSubstances0.000claimsdescription20
- 230000002093peripheral effectEffects0.000claimsdescription12
- 229920003051synthetic elastomerPolymers0.000claimsdescription3
- 230000001112coagulating effectEffects0.000claimsdescription2
- 238000007598dipping methodMethods0.000claimsdescription2
- 239000000243solutionSubstances0.000description19
- 239000012528membraneSubstances0.000description10
- 239000004753textileSubstances0.000description10
- 210000002683footAnatomy0.000description8
- 238000007789sealingMethods0.000description8
- 230000008901benefitEffects0.000description6
- 230000015572biosynthetic processEffects0.000description5
- 229920002635polyurethanePolymers0.000description4
- 239000004814polyurethaneSubstances0.000description4
- 230000008595infiltrationEffects0.000description3
- 238000001764infiltrationMethods0.000description3
- -1polytetrafluoroethylenePolymers0.000description3
- 229920005830Polyurethane FoamPolymers0.000description2
- 210000003423ankleAnatomy0.000description2
- 238000010586diagramMethods0.000description2
- 239000010408filmSubstances0.000description2
- 229920000728polyesterPolymers0.000description2
- 229920001343polytetrafluoroethylenePolymers0.000description2
- 239000004810polytetrafluoroethyleneSubstances0.000description2
- 239000011496polyurethane foamSubstances0.000description2
- 229920005989resinPolymers0.000description2
- 239000011347resinSubstances0.000description2
- 238000009958sewingMethods0.000description2
- 238000007711solidificationMethods0.000description2
- 230000008023solidificationEffects0.000description2
- 238000004078waterproofingMethods0.000description2
- 229920001468CorduraPolymers0.000description1
- 229920000544Gore-TexPolymers0.000description1
- RRHGJUQNOFWUDK-UHFFFAOYSA-NIsopreneChemical compoundCC(=C)C=CRRHGJUQNOFWUDK-UHFFFAOYSA-N0.000description1
- 239000004952PolyamideSubstances0.000description1
- 239000004698PolyethyleneSubstances0.000description1
- 240000008042Zea maysSpecies0.000description1
- 230000009471actionEffects0.000description1
- 239000000853adhesiveSubstances0.000description1
- 230000001070adhesive effectEffects0.000description1
- 239000007864aqueous solutionSubstances0.000description1
- 238000005452bendingMethods0.000description1
- 230000008859changeEffects0.000description1
- 230000000295complement effectEffects0.000description1
- 239000000470constituentSubstances0.000description1
- 230000001627detrimental effectEffects0.000description1
- 239000006185dispersionSubstances0.000description1
- 229920001971elastomerPolymers0.000description1
- 239000000806elastomerSubstances0.000description1
- 239000000835fiberSubstances0.000description1
- 239000006260foamSubstances0.000description1
- 239000003292glueSubstances0.000description1
- 239000012535impuritySubstances0.000description1
- 238000009434installationMethods0.000description1
- 230000002045lasting effectEffects0.000description1
- 239000010985leatherSubstances0.000description1
- 238000012423maintenanceMethods0.000description1
- 230000014759maintenance of locationEffects0.000description1
- 239000000203mixtureSubstances0.000description1
- 230000035699permeabilityEffects0.000description1
- 239000004033plasticSubstances0.000description1
- 229920003023plasticPolymers0.000description1
- 229920002647polyamidePolymers0.000description1
- 229920000573polyethylenePolymers0.000description1
- 229920000642polymerPolymers0.000description1
- 229920001296polysiloxanePolymers0.000description1
- 238000009877renderingMethods0.000description1
- 230000035900sweatingEffects0.000description1
- 238000003786synthesis reactionMethods0.000description1
- 229920002994synthetic fiberPolymers0.000description1
- 239000012209synthetic fiberSubstances0.000description1
- 229920001187thermosetting polymerPolymers0.000description1
- 239000010409thin filmSubstances0.000description1
- 210000003371toeAnatomy0.000description1
- 235000014692zinc oxideNutrition0.000description1
- RNWHGQJWIACOKP-UHFFFAOYSA-Nzinc;oxygen(2-)Chemical class[O-2].[Zn+2]RNWHGQJWIACOKP-UHFFFAOYSA-N0.000description1
Images




Classifications
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B19/00—Shoe-shaped inserts; Inserts covering the instep
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/07—Linings therefor
Definitions
- the present inventionrelates to the technical field of manufacturing waterproof footwear, and for example but not exclusively footwear hiking, with an inner lining made from a material waterproof but permeable to water vapor. Its purpose is inner lining in the form of a waterproof liner, the method of manufacturing such a bootie, as well as an article of footwear equipped with this inner lining.
- an article of footwear waterproofsuch as for example a hiking shoe
- an inner liningthat is waterproof and that is permeable to water vapor.
- the inner liningdue to its waterproof character, has the primary function of maintaining, with the best possible efficiency, the foot of user dry. Due to its vapor permeable nature, this lining inner function has the second function of allowing the user's foot to breathe and thereby reducing the occurrence of the phenomenon of sweating, which improves user comfort.
- breathable membranesare by example in expanded microporous polytetrafluoroethylene. This type of membrane is for example described in patents US-A-3,953,566 and US-A-4,187,390. There are also other known types of breathable membranes currently marketed and produced on the basis of other microporous polymers (polyurethane, polyester, polyamide, etc.).
- a first solution proposed to date by some manufacturersis to make these inner linings in the form of a flexible bootie, which is sewn and which is made entirely of a material having the required properties impermeability to water and permeability to water vapor.
- the seams of bootiesare made perfectly waterproof, for example by means of bands waterproof that are glued to the seams or a gasket applied to the seams of the liner. This slipper is then positioned and fixed to inside the shoe.
- a second solutionconsists in not making an integral liner manufactured separately, but to integrate the steps of setting up and fixing the inner lining at the manufacturing stages of the shoe.
- this solutionduring the manufacture of the shoe, one comes fix the waterproof and breathable lining in relation to the original fitment of the shoe, by folding the free edge of the lining along its entire periphery, on the underside of the first shoe mount, and also folding the upper of the shoe on the underside of the first shoe, the edge of the lining being sandwiched between the upper of the shoe and the first of mounted.
- a sealing solefor example plastic
- This first varianthas the disadvantage of not effectively preventing water infiltration from the outside of the shoe to the inside of the lining. In water can infiltrate between the sealing sole of the original passing through the upper of the shoe, then infiltrating by capillary action towards the inside of the lining by entering the non-sealed edge of the inner lining.
- an internal foldis provided at the peripheral edge of the inner lining and a seal is applied, for example by means of a polyurethane adhesive, between the upper of the shoe and the underside of the first shoe.
- the foldadvantageously makes it possible, compared to the first aforementioned variant, to prevent the water which infiltrates through the upper of the shoe as far as the peripheral edge of the lining from being able to penetrate into the lining and rise by capillarity inside. of the lining.
- the present inventionprovides a new solution for rendering waterproof a footwear item, while allowing the user's foot to breathe, which has all the advantages of the first solution mentioned above, without present the drawback linked to the problem of fitting the liner inside shoe, and which also has the advantage of being less expensive than the first solution.
- the solution of the inventionlies in the manufacture of a lining interior, which as the first aforementioned variant embodiment of the patent US 5,253,434 is in the form of a flexible bootie which is intended to be fixed inside a footwear, and which is made by assembling a rod flexible and a flexible sole.
- the upperis waterproof water but permeable to water vapor and the sole is made of a material permeable to liquids; the liner also has an external coating of keeping in waterproof form, which covers the sole and only the lower part of the rod over its entire periphery, and which has the function of giving the covered parts with sufficient rigidity to keep them in shape while retaining some flexibility.
- the solecan advantageously be made of any textile material at low cost, which significantly reduces the cost of the boot compared to the first above solution.
- the coatingby its stiffening function, allows advantageously to produce a liner whose lower part can be molded according to a shape adapted to the inside of the shoe, which makes it easier to put on subsequent placement of the slipper inside the upper of the shoe, and avoid creases in the liner when attached to the inside of the upper shoe, especially at the sole of the liner.
- the upper and the soleare assembled transversely to each other, in particular by a Peripheral seam of Strobel type.
- This varianthas the advantage of simplifying the manufacture of the liner, and makes it possible to obtain a liner which intrinsically, that is to say without the tight stiffening coating, immediately presents a shape relatively well suited to the interior volume of the footwear.
- the technical characteristics of this preferred variant of embodimentdo not are however not limitative of the invention.
- two configurationsmay arise.
- the sole of the chassonhas a larger area than the article's insole footwear, and is folded so as to form a peripheral rim located in the same substantially vertical plane than the upper of the bootie.
- the sole of the bootiehas a surface which is on the contrary smaller than that of the insole of the footwear, and the upper of the bootie is folded so as to form a peripheral rim located in the same plane substantially horizontal than the sole of the bootie; in this second configuration, the seam between the upper and the sole is in practice located under the arch of the user.
- Another subject of the inventionis a method of manufacturing a liner intended to be fastened inside an article of footwear to act as a lining interior.
- a bootieis produced intermediate by assembling a rod, which is waterproof and permeable to water vapor, and a sole which is made of a material permeable to liquids; a rigid shape adapted to the interior volume of the footwear, and the lower part is impregnated intermediate liner with a liquid or semi-liquid material, capable of solidifying, so as to form a waterproof outer coating, which covers the sole and only the lower part of the upper of the intermediate liner over all its periphery, and which molds the covered parts into shape while retaining some flexibility.
- the impregnation stepis carried out by soaking the part lower of the intermediate liner in at least one bath containing in its form liquid or semi-liquid the material intended to form the stiffening coating waterproof.
- itis a latex bath or of a synthetic elastomer.
- a flexible intermediate liner 1 ′is made from a flexible upper 2 and a flexible sole 3.
- the rod 2consists of three textile pieces 2 a , 2 b and 2 c sewn together.
- the textile pieces 2 b and 2 chave the same geometry and are more particularly sewn together edge to edge according to a rear seam 4 a located at the heel of the boot.
- the opposite edges of the pieces 2 b and 2 care sewn respectively edge to edge with the textile piece 2 a according to side seams 4 b , the textile piece 2 a forming the front part of the liner.
- the seams 4 a and 4 bare for example zigzag seams.
- the textile pieces 2 a , 2 b , 2 c constituting the upper 2 of the linerare designed so as to be impermeable to water while being permeable to water vapor.
- a breathable membrane 5which is for example a film of expanded microporous polytetrafluoroethylene having the properties required above.
- each textile piece 2 a , 2 b , 2 c constituting the rod 2is formed by a laminate in four layers, comprising an outer layer 5 ′ commonly called charmeuse and consisting for example of a silicone polyethylene film, a first intermediate layer corresponding to the aforementioned breathable membrane 5, a second intermediate comfort layer 6 produced for example from a polyurethane foam, and an internal layer 7 which is chosen for example for its qualities of softness to the touch and its good capacity to absorb perspiration.
- This layer 7will for example consist of a textile based on synthetic fibers, the internal face of which, intended to come into contact with the foot, has undergone a woolen operation giving it a softer feel.
- the respective seams 4 a , 4 bare sealed off, for example by applying a fusible sealing tape 8 to these seams.
- the rod 2is assembled transversely to the sole 3, by means of a seam 9 extending over the entire periphery of the sole 3. From preferably, but not exclusively, it will be a Strobel type seam.
- the sole 3is made of a material any porous liquid permeable, and does not use unlike to the constituent elements of the upper, a breathable waterproof membrane 5 and permeable to water vapor.
- This sole 3is for example constituted by a simple knit made from polyester fibers.
- the geometryis adapted to the interior volume of the shoe in which the liner final will be inserted.
- This shape 10makes it possible to stretch the walls of the liner in it giving the appropriate geometry.
- the lower part of the liner 1 ′ which is kept in shapeis then impregnated with a liquid or semi-liquid material, which after drying solidifies in the form of a flexible external waterproof layer, such as the coating 12 of the liner.
- This impregnation stepcan be performed by any known method of coating.
- this impregnation stepis carried out by simple soaking of the lower part of the liner 1 ′ in at least one bath of a material 11 in liquid form, which after solidification forms the coating flexible 12 of the liner of Figure 4.
- the height of soaking the liner in the bathis referenced h .
- the form 10is not removed from the liner until the coating 12 has solidified, the lower part of the liner covered with this coating being thus molded into shape.
- the coating 12 after solidification of the material 11covers the outer face 3a of the sole 3, the seam 9 between the rod 2 and the sole 3, and goes back above this sewing, covering the lower part of the upper 2 over a height H , which corresponds substantially to the height of soaking h of the liner in the bath of material 11.
- the lower part of the upper 2 and the sole 3are thus advantageously molded into shape, according to a geometry perfectly adapted to the interior volume of the shoe, in which the liner is later intended to be fitted, which advantageously avoids the appearance of folds in the sole 3 and in the lower part of the upper 2 during assembly of the liner inside the shoe.
- the better shape retention of the liner at the lower part of its upper 2 and its sole 3facilitates the positioning operation of the liner relative to the upper of the shoe.
- the upper 2 of the linerhas a first front portion 2 'oriented substantially transversely to the sole 3, and which corresponds to the part of the liner commonly called the "tip" of the liner.
- This point 2 'is extended by a second portion 2 "which extends to the fold zone referenced B, which is substantially parallel to the sole 3, and which forms the part of the boot commonly called" above "the boot.
- the 2 "portion of the rod 2corresponds to the part which covers the user's foot at the level of the toes and the instep.
- the fold zone Bcorresponds to a slope change zone, beyond which the rod 2 forms a third front portion 2 '''.
- this portion 2 '''starts substantially at the ankle of the user and rises above the ankle.
- the so-called" lower "part of the rod 2, which is covered of the waterproof stiffening coating 12corresponds to the lower part of the rod 2 which extends between the sole 3 and an upper limit situated at most at the level of the bending zone B.
- the covering 12preferably extends as far as possible up to this folding zone B. More particularly, but not exclusively, the covering 12 is produced so as to extend beyond the seam 9 between the sole 3 and upper 2 over a height H at least equal to 10mm, and is preferably made so as to cover at least the tip 2 'of the boot.
- the process for producing a latex coating 12 of FIG. 3mainly comprises four successive dipping operations, in four baths, an intermediate liner 1 ′ into which the form 10 has been introduced.
- the first bathis a bath containing latex in liquid form, for example at room temperature.
- the soaking operationis carried out by immersing the intermediate liner 1 'in the first latex bath over a given soaking height h 1 , for a sufficient time for the latex in liquid form to deeply impregnate and saturate the porous structure of the sole 3 of the intermediate liner 1 '.
- the soaking operation in the first latex bathwas carried out for approximately 15 seconds.
- the intermediate liner 1 ′is covered in the lower part with a first layer of latex taken from the mass of the intermediate liner and forming on the surface of the intermediate liner a thin film of latex.
- the slipperis soaked in a second bath containing a product in liquid form capable of coagulating the latex in the usual way.
- a second bathcontaining a product in liquid form capable of coagulating the latex in the usual way.
- a product in liquid formcapable of coagulating the latex in the usual way.
- Itwill, for example, be a bath containing, in a known manner, a vulcanizing dispersion at room temperature, in the form of an aqueous solution containing one or more oxides, including for example zinc oxides, the soaking operation lasting approximately 15 seconds.
- the soaking height h 2 of the liner in this second bathis strictly less than the soaking height h 1 in the first bath.
- the bootieis then soaked in a third complementary latex bath at room temperature, for example for approximately 15 seconds.
- the soaking height h 3is provided at an intermediate level between the soaking height h 2 of the liner in the second bath and the soaking height h 1 of the liner in the first bath.
- the first soaking operation in the first latex bathis for function of forming a first layer of latex which is taken in the structure of the intermediate liner which provides a hooking surface for the second layer latex formed at the end of the third bath.
- the slipperis stripped of all impurity by being soaked in a fourth and final hot water bath, for example at a temperature of the order of 50C ° for about 15 seconds.
- the intermediate liner maintained in shapeis dried for example by passing through a tunnel oven at a temperature around 100 ° C. After drying, remove shape 10 from the liner, which is ready to be routed to the next stage of manufacturing.
- the boot 1 of FIG. 4can, before being integrated into a shoe, go through an intermediate step to check its tightness, which allows advantageously the manufacturer to subsequently guarantee the user the watertightness of the shoe.
- This control stepwill be carried out for example by immersing the slipper in a water bath for a predetermined period.
- the liner 1 of FIG. 4is, in a first step manufacturing shoe, positioned relative to the rod 13 of the shoe and made integral with this rod 13, being sewn for example in the upper part with this rod.
- the rod 13is formed of an internal coating 13 a for example of Cordura, and of an external coating 13 b , for example of split leather.
- the assembly thus formedis positioned on a shape 14 introduced inside the liner 1.
- This shape 14has the same geometry as the shape 10 used previously during the manufacturing step of the boot 1.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
Description
Translated fromFrenchLa présente invention concerne le domaine technique de la fabricationd'articles chaussants étanches, et par exemple mais non exclusivement de chaussuresde randonnées, comportant une doublure intérieure réalisée à partir d'un matériauimperméable à l'eau mais perméable à la vapeur d'eau. Elle a pour objet unedoublure intérieure se présentant sous la forme d'un chausson imperméable à l'eau,le procédé de fabrication d'un tel chausson, ainsi qu'un article chaussant équipé decette doublure intérieure.The present invention relates to the technical field of manufacturingwaterproof footwear, and for example but not exclusively footwearhiking, with an inner lining made from a materialwaterproof but permeable to water vapor. Its purpose isinner lining in the form of a waterproof liner,the method of manufacturing such a bootie, as well as an article of footwear equipped withthis inner lining.
Il est à ce jour connu de rendre imperméable un article chaussant, tel quepar exemple une chaussure de randonnée, en fixant à l'intérieur de la tige de lachaussure une doublure intérieure qui est imperméable à l'eau et qui est perméable àla vapeur d'eau. La doublure intérieure, de par son caractère imperméable à l'eau, apour première fonction de maintenir, avec la meilleure efficacité possible, le pied del'utilisateur au sec. De par son caractère perméable à la vapeur d'eau, cette doublureintérieure a pour seconde fonction de permettre au pied de l'utilisateur de respirer etpar là-même de réduire l'apparition du phénomène de transpiration, ce qui améliorele confort de l'usager. A ce jour, la plupart des doublures intérieures sont réaliséessous la forme d'un stratifié comportant une membrane externe respirante dans unmatériau microporeux ou hydrophile imperméable à l'eau et perméable à la vapeurd'eau, et une ou plusieurs couches internes, dont par exemple une couche de moussepolyuréthanne pour le confort de l'usager. Les membranes respirantes sont parexemple en polytétrafluoréthylène microporeux expansé. Ce type de membrane estpar exemple décrit dans les brevets US-A-3 953 566 et US-A-4 187 390. Il existeégalement d'autre types connus de membranes respirantes actuellementcommercialisées et réalisées à base d'autres polymères microporeux (polyuréthanne,polyester, polyamide, etc...).To date, it is known to make an article of footwear waterproof, such asfor example a hiking shoe, by attaching to the inside of the upper of theshoe an inner lining that is waterproof and that is permeable towater vapor. The inner lining, due to its waterproof character, hasthe primary function of maintaining, with the best possible efficiency, the foot ofuser dry. Due to its vapor permeable nature, this lininginner function has the second function of allowing the user's foot to breathe andthereby reducing the occurrence of the phenomenon of sweating, which improvesuser comfort. To date, most of the interior linings are madein the form of a laminate comprising a breathable outer membrane in amicroporous or hydrophilic material waterproof and vapor permeableof water, and one or more internal layers, including for example a layer of foampolyurethane for user comfort. The breathable membranes are byexample in expanded microporous polytetrafluoroethylene. This type of membrane isfor example described in patents US-A-3,953,566 and US-A-4,187,390. There arealso other known types of breathable membranes currentlymarketed and produced on the basis of other microporous polymers (polyurethane,polyester, polyamide, etc.).
Une première solution proposée à ce jour par certains fabricants consiste àréaliser ces doublures intérieures sous la forme d'un chausson souple, qui est cousuet qui est réalisé intégralement dans un matériau possédant les propriétés requisesd'imperméabilité à l'eau et de perméabilité à la vapeur d'eau. Les coutures duchausson sont rendues parfaitement étanches, par exemple au moyen de bandesimperméables à l'eau qui sont collées sur les coutures ou d'un joint d'étanchéitéappliqué sur les coutures du chausson. Ce chausson est ensuite positionné et fixé àl'intérieur de la chaussure.A first solution proposed to date by some manufacturers is tomake these inner linings in the form of a flexible bootie, which is sewnand which is made entirely of a material having the required propertiesimpermeability to water and permeability to water vapor. The seams ofbooties are made perfectly waterproof, for example by means of bandswaterproof that are glued to the seams or a gasketapplied to the seams of the liner. This slipper is then positioned and fixed toinside the shoe.
Cette première solution est par exemple décrite dans le brevet US 5 253434. Plus particulièrement, dans cette publication, il est enseigné dans une premièrevariante de réalisation illustrée sur les figures 1 à 4, de réaliser un chausson parassemblage d'une première pièce textile souple formant la tige et d'une secondepièce textile souple formant la semelle. La semelle et la tige sont réalisées dans lemême matériau perméable à la vapeur d'eau et imperméables aux liquides et parexemple dans une membrane GORE-TEX ®. Toutes les coutures du chausson, c'est-à-direla couture périphérique entre la tige et la semelle, et la couture arrière de latige, sont rendues étanches par application d'un matériau tel que par exemple dulatex synthétique ou naturel.This first solution is for example described in US Pat. No. 5,253434. More particularly, in this publication, it is taught in a firstvariant embodiment illustrated in FIGS. 1 to 4, to produce a liner byassembly of a first flexible textile piece forming the upper and a secondflexible textile piece forming the sole. The sole and the upper are made in thesame material permeable to water vapor and impermeable to liquids and byexample in a GORE-TEX ® membrane. All the seams of the liner, i.e.the peripheral seam between the upper and the sole, and the rear seam of therod, are made waterproof by application of a material such as for examplesynthetic or natural latex.
La première solution précitée présente deux avantages principaux :
- le chausson qui enveloppe le pied étant parfaitement étanche, on évite toutproblème d'infiltration d'eau,
- il est possible au cours du procédé de fabrication de la chaussure de contrôler lorsd'une étape intermédiaire, l'étanchéité du chausson, par exemple en le plongeantdans l'eau, avant sa mise en place à l'intérieur de la chaussure, ce qui permet aufabricant de garantir l'étanchéité des chaussures.
- the slipper which envelops the foot being perfectly waterproof, any problem of water infiltration is avoided,
- it is possible during the shoe manufacturing process to check, during an intermediate step, the tightness of the liner, for example by immersing it in water, before it is placed inside the shoe, which allows the manufacturer to guarantee the waterproofness of the shoes.
Cette première solution présente toutefois deux inconvénients principaux :
- elle engendre un coût élevé de fabrication lié principalement au coût de lamembrane respirante imperméable à l'eau mais perméable à la vapeur d'eau, qui estutilisée pour former le chausson dans son intégralité,
- le chausson n'a pas une forme parfaitement adaptée au volume intérieur de lachaussure dans laquelle il est fixé ultérieurement, et l'opération de mise en place etde fixation de ce chausson à l'intérieur de la chaussure est délicate et se traduit laplupart du temps par la formation de plis dans le chausson, qui sont tout-à-faitpréjudiciables au confort de l'usager.
- it generates a high manufacturing cost linked mainly to the cost of the breathable waterproof membrane but permeable to water vapor, which is used to form the entire liner,
- the liner does not have a shape perfectly suited to the interior volume of the shoe in which it is subsequently fixed, and the operation of fitting and fixing this liner inside the shoe is delicate and results in the mostly by the formation of folds in the liner, which are completely detrimental to the comfort of the user.
Une deuxième solution consiste à ne pas réaliser un chausson intégralfabriqué séparément, mais à intégrer les étapes de mise en place et de fixation de ladoublure intérieure aux étapes de fabrication de la chaussure. D'une manièregénérale, dans cette solution, au cours de la fabrication de la chaussure, on vientfixer la doublure imperméable et respirante par rapport à la première de monte de lachaussure, en repliant le bord libre de la doublure selon toute sa périphérie, sur laface inférieure de la première de monte de la chaussure, et en repliant également latige de la chaussure sur la face inférieure de la première de monte, le bord de ladoublure étant pris en sandwich entre la tige de la chaussure et la première demonte.A second solution consists in not making an integral linermanufactured separately, but to integrate the steps of setting up and fixing theinner lining at the manufacturing stages of the shoe. In a waygeneral, in this solution, during the manufacture of the shoe, one comesfix the waterproof and breathable lining in relation to the original fitment of theshoe, by folding the free edge of the lining along its entire periphery, on theunderside of the first shoe mount, and also folding theupper of the shoe on the underside of the first shoe, the edge of thelining being sandwiched between the upper of the shoe and the first ofmounted.
Selon une première variante de mise en oeuvre de cette deuxième solution,pour assurer l'étanchéité au niveau de la première de monte, on vient coller unesemelle d'étanchéité, par exemple en plastique, sur la face inférieure de la premièrede monte, de telle sorte que les bords de la tige de la chaussure et de la doubluresont pris en sandwich entre la semelle d'étanchéité et la première de monte. Cettepremière variante présente toutefois l'inconvénient de ne pas empêcher efficacementl'infiltration d'eau de l'extérieur de la chaussure vers l'intérieur de la doublure. Eneffet, l'eau peut s'infiltrer entre la semelle d'étanchéité de la première de monte enpassant par la tige de la chaussure, puis s'infiltrer par capillarité vers l'intérieur de ladoublure en pénétrant dans le bord non étanché de la doublure intérieure.According to a first variant of implementation of this second solution,to ensure sealing at the level of the original assembly, we just stick asealing sole, for example plastic, on the underside of the firstto rise, so that the edges of the upper of the shoe and the liningare sandwiched between the waterproofing sole and the original one. Thisfirst variant, however, has the disadvantage of not effectively preventingwater infiltration from the outside of the shoe to the inside of the lining. Inwater can infiltrate between the sealing sole of the originalpassing through the upper of the shoe, then infiltrating by capillary action towards the inside of thelining by entering the non-sealed edge of the inner lining.
Dans une deuxième variante connue de mise en oeuvre de la deuxièmesolution précitée, on prévoit un repli interne au niveau du bord périphérique de ladoublure intérieure et on vient appliquer un joint d'étanchéité, par exemple aumoyen d'une colle polyuréthanne, entre la tige de la chaussure et la face inférieurede la première de monte. Le repli permet avantageusement comparativement à la première variante précitée, d'éviter que l'eau qui s'infiltre par la tige de la chaussurejusqu'au bord périphérique de la doublure ne puisse pénétrer dans la doublure etremonter par capillarité à l'intérieur de la doublure. Dans une troisième variante demise en oeuvre de la deuxième solution précitée, décrite notamment dans lademande de brevet internationale
WO-A-9801049, après avoir replié le bord de la doublure intérieure sous la faceinférieure de la première de monte, on fixe par couture le bord de la doublure surune pièce de fermeture, puis on applique entre cette pièce de fermeture et la tige dela chaussure une couche d'étanchéité qui s'étend au moins jusqu'à la couture entre lapièce de fermeture et le bord périphérique de la doublure intérieure.In a second known variant of implementation of the aforementioned second solution, an internal fold is provided at the peripheral edge of the inner lining and a seal is applied, for example by means of a polyurethane adhesive, between the upper of the shoe and the underside of the first shoe. The fold advantageously makes it possible, compared to the first aforementioned variant, to prevent the water which infiltrates through the upper of the shoe as far as the peripheral edge of the lining from being able to penetrate into the lining and rise by capillarity inside. of the lining. In a third variant of implementation of the aforementioned second solution, described in particular in the international patent application
WO-A-9801049, after having folded the edge of the inner lining under the underside of the original fitting, the edge of the lining is fixed by sewing on a closing piece, then applied between this closing piece and the upper of the shoe a sealing layer which extends at least as far as the seam between the closure piece and the peripheral edge of the inner lining.
L'inconvénient principal de la deuxième solution précitée, quelle quesoit la variante de réalisation, est lié à l'impossibilité de contrôler l'étanchéité dela chaussure sans la détériorer, contrairement au contrôle d'étanchéité qui peutavantageusement être réalisé à un stade intermédiaire sur le chausson dans lecadre de la première solution précitée.The main disadvantage of the aforementioned second solution, whatevereither the variant embodiment, is linked to the impossibility of checking the tightness ofthe shoe without damaging it, unlike the leak test which canadvantageously be carried out at an intermediate stage on the liner in thepart of the first solution mentioned above.
La présente invention propose une nouvelle solution pour rendreétanche un article chaussant, tout en permettant au pied de l'usager de respirer,qui présente tous les avantages de la première solution précitée, sans enprésenter l'inconvénient lié au problème d'adaptation du chausson à l'intérieurde la chaussure, et qui présente en outre l'avantage d'être moins onéreuse que lapremière solution.The present invention provides a new solution for renderingwaterproof a footwear item, while allowing the user's foot to breathe,which has all the advantages of the first solution mentioned above, withoutpresent the drawback linked to the problem of fitting the liner insideshoe, and which also has the advantage of being less expensive than thefirst solution.
La solution de l'invention réside dans la fabrication d'une doublureintérieure, qui comme la première variante de réalisation précitée du brevetUS 5 253 434 se présente sous la forme d'un chausson souple qui est destiné à êtrefixé à l'intérieur d'un article chaussant, et qui est réalisé par assemblage d'une tigesouple et d'une semelle souple.The solution of the invention lies in the manufacture of a lininginterior, which as the first aforementioned variant embodiment of the patentUS 5,253,434 is in the form of a flexible bootie which is intended to befixed inside a footwear, and which is made by assembling a rodflexible and a flexible sole.
De manière caractéristique selon l'invention, la tige est imperméableà l'eau mais perméable à la vapeur d'eau et la semelle est réalisée dans un matériauperméable aux liquides ; le chausson comporte en outre un revêtement externe demaintien en forme imperméable à l'eau, qui recouvre la semelle et uniquement la partie basse de la tige sur toute sa périphérie, et qui a pour fonction de conférer auxparties recouvertes une rigidité suffisante pour les maintenir en forme tout en leurconservant une certaine souplesse.Characteristically according to the invention, the upper is waterproofwater but permeable to water vapor and the sole is made of a materialpermeable to liquids; the liner also has an external coating ofkeeping in waterproof form, which covers the sole and only thelower part of the rod over its entire periphery, and which has the function of giving thecovered parts with sufficient rigidity to keep them in shape whileretaining some flexibility.
Dans le chausson de l'invention, la semelle peut avantageusementêtre réalisée dans un matériau textile quelconque à faible prix de revient, ce quidiminue sensiblement le prix de revient du chausson par rapport à la premièresolution précitée. Le revêtement, de par sa fonction de rigidification, permetavantageusement de réaliser un chausson dont la partie basse peut être moulée selonune forme adaptée à l'intérieur de la chaussure, ce qui permet de faciliter la mise enplace ultérieure du chausson à l'intérieur de la tige de la chaussure, et d'éviter laformation de plis dans le chausson lors de sa fixation à l'intérieur de la tige de lachaussure, notamment au niveau de la semelle du chausson.In the boot of the invention, the sole can advantageouslybe made of any textile material at low cost, whichsignificantly reduces the cost of the boot compared to the firstabove solution. The coating, by its stiffening function, allowsadvantageously to produce a liner whose lower part can be molded according toa shape adapted to the inside of the shoe, which makes it easier to put onsubsequent placement of the slipper inside the upper of the shoe, and avoidcreases in the liner when attached to the inside of the uppershoe, especially at the sole of the liner.
Il a certes déjà été proposé à ce jour dans le brevet US 4 901 450 deréaliser une botte intérieure pour chaussure de ski dont la partie basse au niveau dupied est recouverte d'un revêtement d'étanchéification à base par exemple depolyuréthanne. Cependant, il convient de souligner que cette botte est un articlerigide qui, conformément à l'enseignement du brevet US 4 901 450, est réalisé enune seule pièce moulée à partir par exemple d'une mousse de polyuréthanne. Avecce type d'article rigide ne se pose pas le problème précité que vise à résoudrel'invention, et qui est inhérent à la mise en oeuvre d'un chausson souple, c'est-à-direles difficultés rencontrées lors de l'opération de mise en place et de fixation duchausson souple à l'intérieur de la chaussure, lesquelles difficultés découlentnotamment d'une forme mal adaptée du chausson souple au volume intérieur de lachaussure et de la formation de plis dans le chausson. Dans le brevet US 4 901 450,le revêtement a uniquement une fonction d'étanchéification. Il convient d'ailleurs desouligner que dans ce brevet US 4 901 450, l'application du revêtementd'étanchéification sur la partie basse de la tige de la botte n'est pas motivé par unmaintien en forme de cette partie basse, mais se justifie uniquement par le fait que latige est dans un matériau perméable à l'eau contrairement à la tige du chausson del'invention qui est réalisée dans un matériau imperméable à l'eau.It has certainly already been proposed to date in US Patent 4,901,450 tomake an inner boot for ski boot, the lower part of whichfoot is covered with a sealing coating based for example onpolyurethane. However, it should be emphasized that this boot is an articlerigid which, in accordance with the teaching of US Pat. No. 4,901,450, is made ofa single piece molded from, for example, polyurethane foam. Withthis type of rigid article does not arise the aforementioned problem which aims to solvethe invention, and which is inherent in the implementation of a flexible bootie, that is to saythe difficulties encountered during the operation of setting up and fixing thesoft liner inside the shoe, which difficulties arisein particular of an ill-adapted shape of the flexible liner to the interior volume of theshoe and creases in the liner. In US patent 4,901,450,the coating only has a sealing function. It should also beemphasize that in this patent US 4,901,450, the application of the coatingsealing on the lower part of the boot upper is not motivated by amaintaining the shape of this lower part, but is only justified by the fact that theupper is in a material permeable to water unlike the upper of the linerthe invention which is made of a waterproof material.
Dans une variante préférée de réalisation, la tige et la semelle sontassemblées transversalement l'une par rapport à l'autre, en particulier par unecouture périphérique de type Strobel. Cette variante présente l'avantage de simplifierla confection du chausson, et permet d'obtenir un chausson qui intrinsèquement,c'est-à-dire sans le revêtement étanche de rigidification, présente d'emblée uneforme relativement bien adaptée au volume intérieur de l'article chaussant. Enparticulier, il est possible de choisir une semelle dont la géométrie estidentique ou quasi-identique à la géométrie de la semelle intérieure de l'articlechaussant. Les caractéristiques techniques de cette variante préférée de réalisation nesont toutefois pas limitatives de l'invention. En particulier, dans une autre variantede réalisation moins avantageuse de l'invention, il est envisageable de mettre enoeuvre une semelle et une tige qui sont assemblées bord à bord dans un même plan,par exemple par une couture à plat. Dans le cadre de cette autre variante, deuxconfigurations peuvent se présenter. Dans une première configuration la semelle duchasson présente une surface plus importante que la semelle intérieure de l'articlechaussant, et est pliée en sorte de former un rebord périphérique situé dans le mêmeplan sensiblement vertical que la tige du chausson. Dans une seconde configuration,la semelle du chausson présente une surface qui est au contraire plus petite que cellede la semelle intérieure de l'article chaussant, et c'est la tige du chausson qui estpliée en sorte de fomer un rebord périphérique situé dans le même plan sensiblementhorizontal que la semelle du chausson ; dans cette seconde configuration, la coutureentre la tige et la semelle est en pratique située sous la voûte plantaire de l'usager.In a preferred embodiment, the upper and the sole areassembled transversely to each other, in particular by aPeripheral seam of Strobel type. This variant has the advantage of simplifyingthe manufacture of the liner, and makes it possible to obtain a liner which intrinsically,that is to say without the tight stiffening coating, immediately presents ashape relatively well suited to the interior volume of the footwear. Inparticular, it is possible to choose a sole whose geometry isidentical or almost identical to the geometry of the article's insolefootwear. The technical characteristics of this preferred variant of embodiment do notare however not limitative of the invention. In particular, in another variantless advantageous embodiment of the invention, it is conceivable to implementworks a sole and a rod which are assembled edge to edge in the same plane,for example by a flat seam. In the context of this other variant, twoconfigurations may arise. In a first configuration, the sole of thechasson has a larger area than the article's insolefootwear, and is folded so as to form a peripheral rim located in the samesubstantially vertical plane than the upper of the bootie. In a second configuration,the sole of the bootie has a surface which is on the contrary smaller than thatof the insole of the footwear, and the upper of the bootie isfolded so as to form a peripheral rim located in the same plane substantiallyhorizontal than the sole of the bootie; in this second configuration, the seambetween the upper and the sole is in practice located under the arch of the user.
L'invention a pour autre objet un procédé de fabrication d'un chaussondestiné à être fixé à l'intérieur d'un article chaussant pour faire office de doublureintérieure.Another subject of the invention is a method of manufacturing a linerintended to be fastened inside an article of footwear to act as a lininginterior.
De manière caractéristique selon l'invention, on réalise un chaussonintermédiaire par assemblage d'une tige, qui est imperméable à l'eau et perméable àla vapeur d'eau, et d'une semelle qui est réalisée dans un matériau perméable auxliquides ; on introduit dans le chausson intemédiaire une forme rigide adaptée auvolume intérieur de l'article chaussant, et on imprégne la partie inférieure du chausson intermédiaire avec un matériau liquide ou semi-liquide, apte à se solidifier,en sorte de former un revêtement externe imperméable à l'eau, qui recouvre lasemelle et uniquement la partie basse de la tige du chausson intermédiaire sur toutesa périphérie, et qui permet de mouler en forme les parties recouvertes tout en leurconservant une certaine souplesse.Typically according to the invention, a bootie is producedintermediate by assembling a rod, which is waterproof and permeable towater vapor, and a sole which is made of a material permeable toliquids; a rigid shape adapted to theinterior volume of the footwear, and the lower part is impregnatedintermediate liner with a liquid or semi-liquid material, capable of solidifying,so as to form a waterproof outer coating, which covers thesole and only the lower part of the upper of the intermediate liner over allits periphery, and which molds the covered parts into shape whileretaining some flexibility.
De préférence, l'étape d'imprégnation est réalisée par trempage de la partieinférieure du chausson intermédiaire dans au moins un bain contenant sous sa formeliquide ou semi-liquide le matériau destiné à former le revêtement de rigidificationétanche. Dans une variante préférée de réalisation, il s'agit d'un bain de latex oud'un élastomère de synthèse.Preferably, the impregnation step is carried out by soaking the partlower of the intermediate liner in at least one bath containing in its formliquid or semi-liquid the material intended to form the stiffening coatingwaterproof. In a preferred embodiment, it is a latex bath orof a synthetic elastomer.
D'autres caractéristiques et avantages de l'invention apparaítront plusclairement à la lecture de la description ci-après d'un exemple préféré de fabricationd'un chausson conforme à l'invention et d'une chaussure étanche mettant en oeuvrece chausson, laquelle description est donnée à titre d'exemple non limitatif et enréférence au dessin annexé sur lequel :
- les figures 1 et 2 sont des vues de principe en coupe illustrant les deux étapesprincipales de fabrication d'un chausson conforme à l'invention,
- la figure 3 est un synoptique illustrant les principales opérations qui sont misessuccessivement en oeuvre pour la formation d'un revêtement de rigidificationétanche en latex,
- la figure 4 est une représentation schématique en perspective du chausson obtenu àl'issu des étapes des figures 1 et 2,
- les figures 5 et 6 illustrent les deux principales étapes de la fabrication d'unechaussure intégrant le chausson de la figure 4,
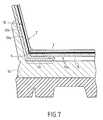
- la figure 7 est une vue en coupe partielle au niveau du talon d'une chaussureobtenue à l'issue des étapes des figures 5 et 6.
- FIGS. 1 and 2 are principle views in section illustrating the two main stages in the manufacture of a liner according to the invention,
- FIG. 3 is a block diagram illustrating the main operations which are successively implemented for the formation of a tight rigidification coating in latex,
- FIG. 4 is a diagrammatic perspective representation of the boot obtained at the end of the steps of FIGS. 1 and 2,
- FIGS. 5 and 6 illustrate the two main stages in the manufacture of a shoe incorporating the slipper of FIG. 4,
- FIG. 7 is a partial sectional view at the heel of a shoe obtained at the end of the steps of FIGS. 5 and 6.
En référence aux figures 1 à 3 vont à présent être détaillées les étapesprincipales de fabrication de la variante particulière de réalisation d'un chausson del'invention illustrée à la figure 4.With reference to FIGS. 1 to 3, the steps will now be detailed.main manufacturing methods of the particular variant of a bootiethe invention illustrated in Figure 4.
Dans une première étape, on confectionne un chausson intermédiaire 1'souple, à partir d'une tige 2 souple et d'une semelle 3 souple. Dans l'exempleparticulier illustré aux figures 1 et 4, la tige 2 est constituée de trois pièces textiles2a, 2b et 2c cousues ensemble. Les pièces textiles 2b et 2c ont la même géométrie etsont plus particulièrement cousues ensemble bord à bord selon une couture arrière 4asituée au niveau du talon du chausson. Les bords opposés des pièces 2b et 2c sontcousus respectivement bord à bord avec la pièce textile 2a selon des coutureslatérales 4b, la pièce textile 2a formant la partie avant du chausson. Conformémentà l'exemple illustré, les coutures 4a et 4b sont par exemple des coutures de typezigzag.In a first step, a flexible
Les pièces textile 2a, 2b, 2c constitutives de la tige 2 du chausson sontconçues en sorte d'être imperméables à l'eau tout en étant perméables à la vapeurd'eau. Si l'on se réfère à la figure 1, cette double propriété est obtenue par la miseen oeuvre d'une membrane respirante 5, qui est par exemple un film depolytétrafluoréthylène microporeux expansé présentant les propriétés requises ci-dessus.Plus particulièrement, dans l'exemple illustré, chaque pièce textile 2a, 2b,2c constitutive de la tige 2 est formée par un stratifié en quatre couches, comportantune couche externe 5' communément appelée charmeuse et constituée par exempled'un film de polyéthylène siliconé, une première couche intermédiaire correspondantà la membrane respirante 5 précitée, une seconde couche intermédiaire de confort 6réalisée par exemple à partir d'une mousse polyuréthanne, et une couche interne 7qui est choisie par exemple pour ses qualités de douceur au toucher et sa bonnecapacité d'absorption de la transpiration. Cette couche 7 sera par exemple constituéed'un textile à base de fibres synthétiques, dont la face interne, destinée à venir aucontact du pied, a subi une opération de lainage lui conférant un toucher plus doux.The
Une fois les pièces 2a, 2b et 2c constitutives de la tige 2 assembléesensemble, on vient étancher leurs coutures respectives 4a, 4b, par exemple enappliquant sur ces coutures un ruban thermocollant d'étanchéité 8.Once the
Une fois la tige 2 formée, elle est assemblée transversalement à la semelle3, au moyen d'une couture 9 s'étendant sur toute la périphérie de la semelle 3. De préférence, mais non exclusivement, il s'agira d'une couture du type Strobel.Once the
Conformément à l'invention la semelle 3 est réalisée dans un matériauquelconque poreux perméable aux liquides, et ne met pas en oeuvre contrairementaux éléments constitutifs de la tige, une membrane respirante 5 imperméable à l'eauet perméable à la vapeur d'eau. Cette semelle 3 est par exemple constituée par unsimple tricot à base de fibres polyester.According to the invention the sole 3 is made of a materialany porous liquid permeable, and does not use unliketo the constituent elements of the upper, a breathable
Une fois l'étape de confection du chausson 1' de la figure 1 réalisée, onintroduit à l'intérieur du chausson 1' une forme rigide 10 (figure 2) dont lagéométrie est adaptée au volume intérieur de la chaussure dans lequel le chaussonfinal sera inséré. Cette forme 10 permet de tendre les parois du chausson en luiconférant la géométrie appropriée.Once the step of making the
On imprègne ensuite la partie inférieure du chausson 1' maintenue enforme avec un matériau liquide ou semi-liquide, qui après séchage se solidifie sousla forme d'une couche externe souple imperméable à l'eau, tel que le revêtement12 du chausson de la figure 4. Cette étape d'imprégnation pourra être réalisée partoute méthode connue d'enduction. De préférence, tel qu'illustré sur la figure 2,cette étape d'imprégnation est réalisée par simple trempage de la partie inférieure duchausson 1' dans au moins un bain d'un matériau 11 sous forme liquide, qui aprèssolidification forme le revêtement souple 12 du chausson de la figure 4. Sur cettefigure, la hauteur de trempage du chausson dans le bain est référencéeh. Demanière essentielle, la forme 10 n'est retirée du chausson qu'après solidification durevêtement 12, la partie inférieure du chausson recouverte de ce revêtement étantainsi moulée en forme.The lower part of the
En référence à la figure 4, le revêtement 12 après solidification du matériau11, recouvre la face extérieure 3a de la semelle 3, la couture 9 reliant la tige 2 à lasemelle 3, et remonte, au-dessus de cette couture, en recouvrant la partie basse de latige 2 sur une hauteurH, qui correspond sensiblement à la hauteur de trempageh duchausson dans le bain de matériau 11. Ce revêtement 12, outre sa fonctiond'imperméabilisation de la semelle 3 et de la couture périphérique 9, remplitégalement une autre fonction importante qui est de conférer à la semelle 3 et à la partie basse de la tige 2, une rigidité suffisante pour maintenir en forme ces parties,après retrait de la forme 10, tout en conservant pour ces parties du chausson unecertaine souplesse permettant au chausson de suivre le mouvement du pied au coursde la marche. La partie basse de la tige 2 et la semelle 3 sont ainsi avantageusementmoulées en forme, selon une géométrie parfaitement adaptée au volume intérieurede la chaussure, dans laquelle le chausson est destiné ultérieurement à être monté, cequi permet avantageusement d'éviter l'apparition de plis dans la semelle 3 et dans lapartie basse de la tige 2 lors du montage du chausson à l'intérieur de la chaussure.En outre, le meilleur maintien en forme du chausson au niveau de la partie basse desa tige 2 et de sa semelle 3 facilite l'opération de positionnement du chausson parrapport à la tige de la chaussure.Referring to Figure 4, the
On comprend que plus le revêtement de rigidification étanche 12 remonteen hauteur sur la tige 2, et meilleur est le maintien en forme de la tige 2.Néanmoins, il faut souligner que ce revêtement étanche 12 fait obstacle au passagede la vapeur d'eau. Par conséquent, les parties de la tige 2 sur lesquelles sontappliquées le revêtement 12 ne laissent plus passer la vapeur d'eau. C'est la raisonpour laquelle le revêtement 12 doit être appliqué seulement en partie basse de la tige2 et ne doit pas remonter trop haut sur la tige 2. Il revient à l'homme du métier defixer au cas par cas la limite supérieure de ce revêtement 12, c'est-à-dire lors del'étape de trempage précitée, de fixer la profondeur de trempage du chausson. Entout état de cause, le revêtement 12 ne doit pas recouvrir l'intégralité de la surfacede la tige 2.It is understood that the more the
Si l'on se réfère à la figure 4, on a référencé par la lettre A la zone dejonction avant entre la semelle 3 et la tige 2 qui est opposée au talon T du chausson.A partir de cette zone de jonction avant A, la tige 2 du chausson comporte unepremière portion avant 2' orientée sensiblement transversalement à la semelle 3, etqui correspond à la partie du chausson couramment appelée "pointe" du chausson.Cette pointe 2' se prolonge par une deuxième portion 2" qui s'étend jusqu'au la zonede pliure référencée B, qui est sensiblement parallèle à la semelle 3, et qui forme lapartie du chausson communément appelée "dessus" du chausson. En pratique le portion 2" de la tige 2 correspond à la partie qui recouvre le pied de l'usager auniveau des orteils et du cou-de-pied. La zone de pliure B correspond à une zone dechangement de pente, au delà de laquelle la tige 2 forme une troisième portion avant2'''. En pratique, cette portion 2''' démarre sensiblement au niveau de la cheville del'usager et remonte au-dessus de la cheville. Compte-tenu des définitions précitéesdes portions 2', 2" et 2''' de la tige 2, et à la lumière de l'exemple de la figure 4, lapartie dite "basse" de la tige 2, qui est recouverte du revêtement de rigidificationétanche 12, correspond à la partie inférieure de la tige 2 qui s'étend entre la semelle3 et une limite supérieure située au maximum au niveau de la zone de pliure B. End'autre termes, dans le cadre de l'invention, le revêtement 12 s'étend de préférenceau maximum jusqu'à cette zone de pliure B. Plus particulièrment, mais nonexclusivement, le revêtement 12 est réalisé en sorte de s'étendre au-delà de lacouture 9 entre la semelle 3 et la tige 2 sur une hauteurH au moins égale à 10mm,et de préférence est réalisé en sorte de couvrir au moins la pointe 2' du chausson.If we refer to FIG. 4, we referenced by the letter A the front junction zone between the sole 3 and the upper 2 which is opposite to the heel T of the boot. From this front junction zone A, the upper 2 of the liner has a first front portion 2 'oriented substantially transversely to the sole 3, and which corresponds to the part of the liner commonly called the "tip" of the liner. This point 2 'is extended by a
Plusieurs types de matériaux 11 peuvent convenir pour réaliser lerevêtement souple 12. Il peut s'agir par exemple d'une résine ou d'un mélange derésines thermodurcissables, d'une solution à base d'un ou plusieurs élastomères desynthèse ou d'une solution de latex.Several types of
Un exemple particulier de réalisation de formation d'un revêtement 12 enlatex va à présent être détaillé en référence au synoptique de la figure 3.A particular example of embodiment of forming a
Le procédé de réalisation d'un revêtement 12 en latex de la figure 3comporte principalement quatre opérations successives de trempage, dans quatrebains, d'un chausson intermédiaire 1' dans lequel a été introduit la forme 10.The process for producing a
Le premier bain est un bain contenant du latex sous forme liquide, parexemple à température ambiante. L'opération de trempage est réalisée en plongeantle chausson intermédiaire 1' dans le premier bain de latex sur une hauteur detrempageh1 donnée, pendant une durée suffisante pour que le latex sous formeliquide imprègne en profondeur et sature la structure poreuse de la semelle 3 duchausson intermédiaire 1'. A titre d'exemple, l'opération de trempage dans lepremier bain de latex était réalisée pendant environ 15 secondes. A l'issue de l'opération de trempage dans le premier bain, le chausson intermédiaire 1' estrecouvert en partie inférieure d'une première couche de latex prise dans la masse duchausson intermédaire et formant en surface du chausson intermédiaire une finepellicule de latex.The first bath is a bath containing latex in liquid form, for example at room temperature. The soaking operation is carried out by immersing the intermediate liner 1 'in the first latex bath over a given soaking heighth1 , for a sufficient time for the latex in liquid form to deeply impregnate and saturate the porous structure of the sole 3 of the intermediate liner 1 '. By way of example, the soaking operation in the first latex bath was carried out for approximately 15 seconds. At the end of the soaking operation in the first bath, the
Ensuite, le chausson est trempé dans un deuxième bain contenant unproduit sous forme liquide apte à coaguler de manière usuelle le latex. Il s'agira parexemple d'un bain contenant de manière connue une dispersion vulcanisante àtempérature ambiante, sous la forme d'une solution aqueuse contenant un ouplusieurs oxydes, dont par exemple des oxydes de zinc, l'opération de trempagedurant approximativement 15 secondes. La hauteur de trempageh2 du chausson dansce deuxième bain est strictement inférieure à la hauteur de trempageh1 dans lepremier bain.Then, the slipper is soaked in a second bath containing a product in liquid form capable of coagulating the latex in the usual way. It will, for example, be a bath containing, in a known manner, a vulcanizing dispersion at room temperature, in the form of an aqueous solution containing one or more oxides, including for example zinc oxides, the soaking operation lasting approximately 15 seconds. The soaking heighth2 of the liner in this second bath is strictly less than the soaking heighth1 in the first bath.
Le chausson est ensuite trempé dans un troisième bain complémentaire delatex à température ambiante, par exemple pendant approximativement 15 secondes.La hauteur de trempageh3 est prévue à un niveau intermédiaire entre la hauteur detrempageh2 du chausson dans le deuxième bain et la hauteur de trempageh1 duchausson dans le premier bain.The bootie is then soaked in a third complementary latex bath at room temperature, for example for approximately 15 seconds. The soaking heighth3 is provided at an intermediate level between the soaking heighth2 of the liner in the second bath and the soaking heighth1 of the liner in the first bath.
La première opération de trempage dans le premier bain de latex a pourfonction de former une première couche de latex qui est prise dans la structure duchausson intermédiaire et qui offre une surface d'accrochage pour la seconde couchede latex formée à l'issue du troisième bain.The first soaking operation in the first latex bath is forfunction of forming a first layer of latex which is taken in the structure of theintermediate liner which provides a hooking surface for the second layerlatex formed at the end of the third bath.
Le chausson est débarrasé de toute impureté en étant trempé dans unquatrième et ultime bain d'eau chaude, par exemple à une température de l'ordre de50C° pendant environ 15 secondes. Au final, le chausson intermédiaire maintenuen forme est séché par exemple par passage dans un four tunnel à une températurede l'ordre 100°C. Après séchage, on retire la forme 10 du chausson, lequel est prêtà être acheminé jusqu'à l'étape suivante de fabrication.The slipper is stripped of all impurity by being soaked in afourth and final hot water bath, for example at a temperature of the order of50C ° for about 15 seconds. In the end, the intermediate liner maintainedin shape is dried for example by passing through a tunnel oven at a temperaturearound 100 ° C. After drying, remove
Le procédé particulier qui vient d'être décrit en référence au synoptique dela figure 3, et qui repose essentiellement sur des opérations simples de trempage du chausson dans plusieurs bains successifs, présente l'avantage de pouvoir êtrefacilement et complètement automatisé, contrairement par exemple à la deuxièmesolution connue de l'état de la technique précédemment décrite qui nécessite aumoins une opération manuelle pour la mise en place de la doublure intérieure sur lapremière de monte et pour réaliser l'étanchéité de la chaussure au niveau de lapremière de monte.The particular process which has just been described with reference to the synoptic ofFigure 3, and which is essentially based on simple operations of soaking theslipper in several successive baths, has the advantage of being able to beeasily and completely automated, unlike for example the secondknown solution of the state of the art previously described which requires at leastminus a manual operation for the installation of the inner lining on thefirst fit and to seal the shoe at the level of thefirst ride.
Le chausson 1 de la figure 4 peut, avant d'être intégré dans une chaussure,passer par une étape intermédiaire de contrôle de son étanchéité, ce qui permetavantageusement au fabricant de garantir ultérieurement à l'utilisateur l'étanchéité dela chaussure. Cette étape de contrôle sera réalisée par exemple en plongeant lechausson dans un bain d'eau pendant une durée prédéterminée.The
Les opérations d'assemblage d'une chaussure intégrant le chausson 1 de lafigure 4 vont à présent être détaillées en référence aux figures 5 à 7. En référence àla figure 5, le chausson 1 de la figure 4 est, dans une première étape de fabricationde la chaussure, positionné par rapport à la tige 13 de la chaussure et rendu solidairede cette tige 13, en étant cousu par exemple en partie haute avec cette tige. Dansl'exemple illustré, la tige 13 est formée d'un revêtement interne 13a par exemple enCordura, et d'un revêtement externe 13b, par exemple en croûte de cuir. Ensuite, enréférence à la figure 6, on positionne l'ensemble ainsi formé sur une forme 14introduite à l'intérieur du chausson 1. Cette forme 14 a la même géométrie que laforme 10 utilisée précédemment au cours de l'étape de fabrication du chausson 1.On vient ensuite coller la première de monte 15 de la chaussure sur la face inférieuredu chausson 1, c'est-à-dire au contact de la partie du revêtement 12 recouvrant laface inférieure 3a de la semelle 3. Ensuite on soude sur toute sa périphériel'extrémité libre 13c de la tige 13 sur la face inférieure 15a de la première de monte15. Enfin, dans une étape ultime, on colle sur la partie inférieure de la tige 13 unesemelle externe rapportée 16 (semelle d'usure), en sorte d'obtenir la chaussure dontune vue en coupe de principe partielle au niveau du talon est représentée sur la figure7. Le chausson 1 fait office de doublure intérieure imperméable à l'eau, mais laissant passer lavapeur d'eau au niveau des parties du chausson non recouvertes par le revêtement 12.The operations for assembling a shoe integrating the
Claims (16)
Translated fromFrenchApplications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9809950AFR2781652B1 (en) | 1998-07-30 | 1998-07-30 | WATERPROOF SLIPPERS FOR FORMING THE INTERIOR LINING OF A FOOTWEAR, METHOD OF MANUFACTURING SUCH FOOTWEAR, AND FOOTWEAR PROVIDED WITH SUCH FOOTWEAR |
| FR9809950 | 1998-07-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0976337A1true EP0976337A1 (en) | 2000-02-02 |
Family
ID=9529347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99490022AWithdrawnEP0976337A1 (en) | 1998-07-30 | 1999-07-29 | Watertight inner shoe to be used as an inner lining of a footwear, process to manufacture such an inner shoe and footwear equiped with such an inner shoe |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0976337A1 (en) |
| FR (1) | FR2781652B1 (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1034713A1 (en)* | 1999-03-12 | 2000-09-13 | HTM SPORT S.p.A. | Sports shoe |
| WO2000063007A3 (en)* | 1999-04-16 | 2001-01-04 | Gore W L & Ass Gmbh | Clothing part |
| WO2001030190A1 (en)* | 1999-10-26 | 2001-05-03 | W.L. Gore & Associates Gmbh | Inner shoe |
| WO2002011571A1 (en)* | 2000-08-07 | 2002-02-14 | Nextec S.R.L. | Process and device for waterproofing semimanufactured shoes, clothing items and accessories, and semimanufactured products obtained with said process |
| WO2003092425A1 (en)* | 2002-05-03 | 2003-11-13 | Karlheinz Schlecht | Method for producing shoes, in addition to a shoe produced by said method |
| EP1219191A3 (en)* | 2000-12-22 | 2004-01-14 | Salomon S.A. | Shoe |
| EP1522228A1 (en)* | 2003-10-10 | 2005-04-13 | Framis Italia S.P.A. | Sock-shaped footwear lining, and footwear incorporating said lining |
| WO2005096859A1 (en) | 2004-04-05 | 2005-10-20 | Marc Gibson-Collinson | Sock-like footwear with a padded sole and method for making the same |
| EP1980168A1 (en)* | 2007-01-18 | 2008-10-15 | A.K.A. Advanced Kit Art S.R.L. | Waterproof footwear |
| WO2008124163A1 (en)* | 2007-04-10 | 2008-10-16 | Reebok International Ltd. | Smooth shoe uppers and methods for producing them |
| EP2132998A1 (en)* | 2008-06-12 | 2009-12-16 | Rossignol Lange S.R.L. | Innerboot for a sports shoe |
| WO2010036557A1 (en)* | 2008-09-29 | 2010-04-01 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| FR3001616A1 (en)* | 2013-02-05 | 2014-08-08 | Salomon Sas | Shoe for e.g. walking in mountain, has fitting element including envelope and bottom, support presenting lateral margin, and medial side attached at bottom, where support extends from lateral margin to medial side away from bottom |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2825241B1 (en) | 2001-06-05 | 2004-07-23 | Promiles | WATERPROOF SHOE WITH INJECTED SOLE ON UPPER |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1008975A (en)* | 1950-01-21 | 1952-05-23 | Process for manufacturing waterproof shoes and shoes obtained by this process | |
| US3953566A (en) | 1970-05-21 | 1976-04-27 | W. L. Gore & Associates, Inc. | Process for producing porous products |
| US4901450A (en) | 1987-09-10 | 1990-02-20 | Salomon S.A. | Ski boot liner |
| US5253434A (en) | 1990-11-14 | 1993-10-19 | Reebok International Ltd. | Waterproof article of manufacture and method of manufacturing the same |
| WO1996019127A1 (en)* | 1994-12-19 | 1996-06-27 | Meling, Nina | Multi-skinned boots |
| WO1997024940A1 (en)* | 1996-01-10 | 1997-07-17 | Akzo Nobel N.V. | Waterproof shoe |
| WO1998001049A1 (en) | 1996-07-04 | 1998-01-15 | W.L. Gore & Associates Gmbh | Waterproof footwear |
- 1998
- 1998-07-30FRFR9809950Apatent/FR2781652B1/ennot_activeExpired - Fee Related
- 1999
- 1999-07-29EPEP99490022Apatent/EP0976337A1/ennot_activeWithdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1008975A (en)* | 1950-01-21 | 1952-05-23 | Process for manufacturing waterproof shoes and shoes obtained by this process | |
| US3953566A (en) | 1970-05-21 | 1976-04-27 | W. L. Gore & Associates, Inc. | Process for producing porous products |
| US4187390A (en) | 1970-05-21 | 1980-02-05 | W. L. Gore & Associates, Inc. | Porous products and process therefor |
| US4901450A (en) | 1987-09-10 | 1990-02-20 | Salomon S.A. | Ski boot liner |
| US5253434A (en) | 1990-11-14 | 1993-10-19 | Reebok International Ltd. | Waterproof article of manufacture and method of manufacturing the same |
| WO1996019127A1 (en)* | 1994-12-19 | 1996-06-27 | Meling, Nina | Multi-skinned boots |
| WO1997024940A1 (en)* | 1996-01-10 | 1997-07-17 | Akzo Nobel N.V. | Waterproof shoe |
| WO1998001049A1 (en) | 1996-07-04 | 1998-01-15 | W.L. Gore & Associates Gmbh | Waterproof footwear |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1034713A1 (en)* | 1999-03-12 | 2000-09-13 | HTM SPORT S.p.A. | Sports shoe |
| WO2000063007A3 (en)* | 1999-04-16 | 2001-01-04 | Gore W L & Ass Gmbh | Clothing part |
| WO2001030190A1 (en)* | 1999-10-26 | 2001-05-03 | W.L. Gore & Associates Gmbh | Inner shoe |
| DE19951542C2 (en)* | 1999-10-26 | 2002-07-04 | Gore W L & Ass Gmbh | Shoe with removable liner and method of making the liner |
| WO2002011571A1 (en)* | 2000-08-07 | 2002-02-14 | Nextec S.R.L. | Process and device for waterproofing semimanufactured shoes, clothing items and accessories, and semimanufactured products obtained with said process |
| EP1219191A3 (en)* | 2000-12-22 | 2004-01-14 | Salomon S.A. | Shoe |
| WO2003092425A1 (en)* | 2002-05-03 | 2003-11-13 | Karlheinz Schlecht | Method for producing shoes, in addition to a shoe produced by said method |
| EP1522228A1 (en)* | 2003-10-10 | 2005-04-13 | Framis Italia S.P.A. | Sock-shaped footwear lining, and footwear incorporating said lining |
| WO2005096859A1 (en) | 2004-04-05 | 2005-10-20 | Marc Gibson-Collinson | Sock-like footwear with a padded sole and method for making the same |
| EP1980168A1 (en)* | 2007-01-18 | 2008-10-15 | A.K.A. Advanced Kit Art S.R.L. | Waterproof footwear |
| WO2008124163A1 (en)* | 2007-04-10 | 2008-10-16 | Reebok International Ltd. | Smooth shoe uppers and methods for producing them |
| US8544191B2 (en) | 2007-04-10 | 2013-10-01 | Reebok International Limited | Smooth shoe uppers and methods for producing them |
| US9101179B2 (en) | 2007-04-10 | 2015-08-11 | Reebok International Limited | Smooth shoe uppers and methods for producing them |
| US9808047B2 (en) | 2007-04-10 | 2017-11-07 | Reebok International Limited | Smooth shoe uppers and methods for producing them |
| EP2132998A1 (en)* | 2008-06-12 | 2009-12-16 | Rossignol Lange S.R.L. | Innerboot for a sports shoe |
| WO2010036557A1 (en)* | 2008-09-29 | 2010-04-01 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| CN102137600A (en)* | 2008-09-29 | 2011-07-27 | 耐克国际有限公司 | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| US8347438B2 (en) | 2008-09-29 | 2013-01-08 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| CN102137600B (en)* | 2008-09-29 | 2015-02-11 | 耐克创新有限合伙公司 | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| US9833041B2 (en) | 2008-09-29 | 2017-12-05 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| US10694815B2 (en) | 2008-09-29 | 2020-06-30 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| US11571041B2 (en) | 2008-09-29 | 2023-02-07 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| FR3001616A1 (en)* | 2013-02-05 | 2014-08-08 | Salomon Sas | Shoe for e.g. walking in mountain, has fitting element including envelope and bottom, support presenting lateral margin, and medial side attached at bottom, where support extends from lateral margin to medial side away from bottom |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2781652B1 (en) | 2001-02-16 |
| FR2781652A1 (en) | 2000-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2238850B1 (en) | Waterproof and vapor-permeable shoe | |
| AU2008233950B2 (en) | Method for manufacturing a waterproof and vapor-permeable shoe and shoe obtained with the method | |
| EP1197158B1 (en) | Waterproof shoe with sole or mid-sole molded onto the upper | |
| EP0976337A1 (en) | Watertight inner shoe to be used as an inner lining of a footwear, process to manufacture such an inner shoe and footwear equiped with such an inner shoe | |
| EP3801102B1 (en) | Method for producing a shoe and shoe that can be obtained by said method | |
| TW200812516A (en) | Waterproof vapor-permeable shoe | |
| FR2803179A1 (en) | Shoe having waterproof lining sleeve and water drainer | |
| JP2007518502A (en) | Shoes with breathable and waterproof sole and upper | |
| FR2850251A1 (en) | Waterproof shoe for use on foot has cup with wall that projects laterally and upwardly from the cup bottom, and extends around the toe region and the heel region | |
| EP3614872B1 (en) | Shoe with upper at least partially rendered impermeable | |
| WO2016156676A1 (en) | Item of footwear having an impermeable structure | |
| EP1195100A1 (en) | Footwear with gasket | |
| EP1264554B1 (en) | Watertight shoe with a sole injected to the upper | |
| FR2635651A1 (en) | Injection pocket for obtaining an inner sole (insole) for a boot with a rigid shell, method for obtaining such a sole and sole thus obtained | |
| EP1609381B1 (en) | Removable innerboot for sports shoe | |
| EP1250859A1 (en) | Sole for a shoe | |
| BE520649A (en) | ||
| HK1147041B (en) | Waterproof and vapor-permeable shoe | |
| BE435878A (en) | ||
| HK1167581B (en) | Method for manufacturing a waterproof and vapor-permeable shoe and shoe obtained with the method | |
| TH95566A (en) | Manufacturing methods for waterproof and vapor permeable shoes And the shoes obtained from the above method | |
| TH42044B (en) | Manufacturing methods for waterproof and vapor permeable shoes And the shoes obtained from the above method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase | Free format text:ORIGINAL CODE: 0009012 | |
| AK | Designated contracting states | Kind code of ref document:A1 Designated state(s):DE ES FR GB IT PT | |
| AX | Request for extension of the european patent | Free format text:AL;LT;LV;MK;RO;SI | |
| 17P | Request for examination filed | Effective date:20000720 | |
| AKX | Designation fees paid | Free format text:DE ES FR GB IT PT | |
| GRAH | Despatch of communication of intention to grant a patent | Free format text:ORIGINAL CODE: EPIDOS IGRA | |
| RIN1 | Information on inventor provided before grant (corrected) | Inventor name:CACHALOU LAURENT Inventor name:LABARRE STEPHANE | |
| GRAS | Grant fee paid | Free format text:ORIGINAL CODE: EPIDOSNIGR3 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN | |
| 18D | Application deemed to be withdrawn | Effective date:20040203 |