EP0388318B1 - Method for forming a new stack after the removal of a completed stack in a stacking machine, especially one associated with a printer, and device for carrying out this method - Google Patents
Method for forming a new stack after the removal of a completed stack in a stacking machine, especially one associated with a printer, and device for carrying out this methodDownload PDFInfo
- Publication number
- EP0388318B1 EP0388318B1EP90400729AEP90400729AEP0388318B1EP 0388318 B1EP0388318 B1EP 0388318B1EP 90400729 AEP90400729 AEP 90400729AEP 90400729 AEP90400729 AEP 90400729AEP 0388318 B1EP0388318 B1EP 0388318B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- flap
- strip
- supporting table
- flaps
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/02—Folding limp material without application of pressure to define or form crease lines
- B65H45/06—Folding webs
- B65H45/10—Folding webs transversely
- B65H45/101—Folding webs transversely in combination with laying, i.e. forming a zig-zag pile
- B65H45/1015—Folding webs provided with predefined fold lines; Refolding prefolded webs, e.g. fanfolded continuous forms
Definitions
- the present inventionrelates to a method for the formation of a new pile after the evacuation of a completed pile, in a machine for forming piles from an endless belt made of a flexible material, and a device for placing using this method, according to the preambles of claims 1 and 4.
- the present inventionaims to provide a solution to this problem, which is compatible with transporting the tape at high speed, without complicating the structure or requiring special control or command means.
- the deposit pendulum devicealso only comprises nozzles which emit air jets oriented on the upper face of the flaps to be deposited on the table to facilitate folding of the paper strip along the perforation lines.
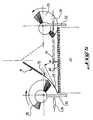
- FIG. 1schematically shows the machine according to the invention which is adapted to form batteries 2 on a support device 1 in a zigzag configuration, from an endless band 3 made of a suitable flexible material, in particular paper, which is supplied by a previous machine, not shown, for example a computer printer, of the laser type.
- This endless stripcomprises longitudinal perforations of the Caroll hole type and transverse weakening lines such as perforation lines which constitute the fold lines of the strip in its zigzag configuration on the support 1.
- the longitudinal and transverse perforationsare known per se and are not shown.
- the machinecomprises, according to the embodiment shown, successively in the direction of the advancement movement of the strip 3, indicated by the arrow F1, essentially a device 5 comprising two toothed belts with pins 6 intended to engage in the holes Caroll of the strip 3 to ensure the drive of the strip 3 forming upstream of the device 5 a loop 7, edge cutting members 8, a separation assembly 9 of the strip intended to effect a rupture of the strip along a predetermined breaking line formed by a transverse perforation line, a device 10 for returning the strip to a balancing device 11 known per se which performs a pendulum movement in an angular zone as a function of the format of the folding flaps delimited between two weakening and folding lines adjacent to the strip.
- this balancing deviceis to deposit the endless belt 3 on the support 1 in a zigzag configuration for the formation of a stack.
- the machinefurther comprises, at each lateral edge indicated at 12, a set 13 for flattening and retaining the flaps on a stack in formation and the first flap of a new stack, as will be described in detail later.
- the reference symbols 15 and 16respectively designate means for moving the support device 1 and the means for discharging a finished battery from the machine according to the invention.
- FIGS. 2 to 4the various important constituent devices of the machine shown in FIG. 1 will be described below in more detail.
- the device 9 for separating the strip 3 along the rupture line formed by the transverse perforation line connecting the last flap of the stack in formation to the first flap of the new stackcomprises essentially two pairs 18, 19 of rollers located respectively upstream and downstream of a number of elements 20 with breaking edges which are juxtaposed just below the strip 3 in the transverse direction relative to the strip.
- the two rollers 21, 22 of the two pairs of rollers 18, 19are arranged respectively below and above the strip, at a predetermined distance, their axis extending perpendicular to the direction of the movement of advance of the strip 3 , parallel to the plane of the latter when it is in its normal advancing position indicated in the form of a solid line.
- the two lower rollers 21are rotatably mounted around fixed axes and are advantageously driven in rotation by suitable motor means as indicated by arrows F2.
- the two upper rollers 22are mounted to rotate about axes which can be moved perpendicularly to the plane of the strip 3, using appropriate hydraulic cylinders mounted in a common support 23.
- the rollers 22are movable in translation between the position shown remote from the upper surface of the strip 3 and a position in which they become perpendicular to its normal position until it comes into close contact against the peripheral surface of the rollers lower motors 21. In this position the strip 3 is in the position shown in broken lines. Under the effect of the thrust force of the rollers 22, the elements with breaking edges 20 cause the strip to rupture, the lowering of the rollers 22 being controlled when the transverse perforation line forming the set rupture line is at the level of elements 20.
- a device 25 for guiding the strip at the top and at the bottomwhich extends from from a position upstream of the first pair 18 of rollers to the deflection device 10, widening in the direction perpendicular to the plane of the strip, as indicated in FIG. 2.
- This guide channel 25has recesses in its upper and lower walls which allow the rollers 21 and 22 to penetrate inside the channel.
- the deflection device 10comprises a driving roller 26 which advantageously extends over the entire width of the strip, like the rollers 21 and 22 and for example, two or more brushes 27 which are axially juxtaposed over the width of the strip 3, parallel to the axis of the rollers 26 and arranged so as to ensure the application of the strip against the peripheral surface of the drive roller 26 by coming into pressed contact with the other surface of the strip.
- a driving roller 26which advantageously extends over the entire width of the strip, like the rollers 21 and 22 and for example, two or more brushes 27 which are axially juxtaposed over the width of the strip 3, parallel to the axis of the rollers 26 and arranged so as to ensure the application of the strip against the peripheral surface of the drive roller 26 by coming into pressed contact with the other surface of the strip.
- the guide channel 25achieves a tape buffer guiding and storage effect up to the level of the band engagement between the roller 26 and the brushes 27.
- the paper strip 3 pinched between the roller 26 and the brushes 27is introduced into the balance assembly 11 essentially comprising flat belts 29 rotating at the speed of the toothed belts 6 by guiding the strip 3 between them and rollers 30 one of which is a motor, located at the end free from pendulum.
- the stripis driven to the exit of the balance.
- the balance assemblyalternately distributes the folding flaps to the flattening and retaining 13 sets of the flaps.
- each assembly 13essentially comprises at each corner of the laying plane a rotary member 35 formed by a brush and advantageously in the form of a segment of a circle with an advantageously greater angle. at 180 ° so that a flap which has just been deposited is pressed for a short period of time at each fold by the members 35.
- Theseare in the form of a brush.
- Each of these brushes 35is rotated about an axis extending parallel to the laying plane and to the folds of the flaps located on the support 1, at a distance and a place above the laying plane of the flaps advantageously. slightly offset towards the outside. Thanks to this arrangement of the brushes 35, they constitute means for flattening and crushing the folds.
- such a brushcomprises a hub 60 which is eccentric with respect to the axis of rotation 61 of the brush so that the bristles shown at 63 vary in length on the periphery of the hub as shown .
- the length of the bristlesincreases in the opposite direction to the direction of rotation of the brush.
- the lining of the bristlesalso has a front portion 63 in which the length of the bristles decreases progressively with respect to the diameter of the brush in the direction of rotation thereof. Thanks to this front part 63, the brush 38 has a shape which ensures that the brush comes into contact with the loop of the strip 3 in a gentle manner without there being the risk of the formation of a crease primer at a place. other than the transverse perforation line separating two adjacent flaps.
- the hub 60carries, downstream of the lining of the bristles 62, a hammer device 64 for crushing the folds.
- This devicecomprises a support arm 65 of a hammer element 66 of an oblong shape.
- the support armis mounted at the periphery of the hub 60, pivoting about an axis 67 substantially parallel to the axis 61 of the brush, against a compression spring 68 oriented substantially in the direction of periphery of the brush and bearing on an element 69 integral with the hub 60.
- the element 69is located downstream of the support arm 65, relative to the direction of rotation of the brush.
- the hammer member 66has an angle of for example 120 ° relative to the support arm 65 and is oriented in the opposite direction to the direction of rotation of the brush. Under these conditions, the hammer member exerts pressure on the folding zone already flattened previously by the bristle lining of the brush and ensures the crushing of this zone under the effect of the spring then compressed 68.
- the battery support device 1essentially comprises a receiving table 47 mounted vertically mobile, under the effect of chain wheels 48 and a jack 49.
- the table 47is driven by the chain wheels 48, the jack 49 being ineffective.
- This movementstops when the propeller 40 ceases to mount on the flaps forming the stack.
- the upward movementis controlled by the jack 49.
- the reception table 47has a comb structure as is clear from FIGS. 3 and 4.
- the flaps arranged in a zigzag fashionthus rest on vertical wall elements 50 which are arranged parallel to each other. to the others, leaving a space between two adjacent elements which is used for the passage of a conveyor element in the form of an endless belt 52. All of these juxtaposed conveyor elements constitute an endless conveyor belt 53 (FIG.
- FIG. 11), for draining the finished batteries from the machine, like this is illustrated in Figure 1. It is found that such a wall 50 is located below each brush 35 and therefore serves as a bearing surface.
- 55 and 56also show upper and lower limit switch contacts of the receiving table 47, by cooperating with a boss 57 associated with the table 47, more precisely with a chain passing over the wheels. 48.
- An important feature of the inventionlies in the fact that it comprises means forming a temporary support for the first flap of a new cell to be formed during the period of evacuation of a completed cell, that is to say when the support device 1 is lowered.
- These temporary support meansessentially comprise at least two nozzles 70 on each side of the laying plane, between the two flattening brushes 35.
- the nozzles 70are located in the space between the laying plane and the lowest point of the trajectory of the end of the pendulum 11. They are oriented so as to produce two jets 71 of a gaseous fluid under pressure, advantageously air, intended to form a cushion of bearing fluid for the front edge of the first flap of the new stack to be formed, as illustrated in FIG. 5 where the aforementioned first flap and the front edge thereof are indicated at 72 and 73 respectively.
- the nozzles 70are supplied with fluid from a source of pressurized fluid 75, by means of a pressure adjusting device schematically indicated in 76.
- the jets 71are oriented perpendicular to the folds of the flaps.
- the number of nozzles 70 on each side of the installation planeis also a function of the specific weight or the dimensions of the flaps.
- the measurement propellers 40rotate in synchronism with the brushes 35.
- the propellersare freely movable upwards on their axis of rotation under the effect of the increase in the number of flaps deposited on the reception table 47. They can pass over the stack of flaps deposited by virtue of their raised part 41.
- the corresponding propellercontrols, by means of an electrical contact, the breaking of the brake 44 and the start-up of the gear motor 45.
- the reception table 47then descends, driven by the chain wheels 48. The movement stops when the propeller ceases to mount on the batteries of the flaps removed.
- the two cylinders 23 of the device 9then raise the rollers 22.
- the end of the strip, that is to say the last flap of the stack being formed and the first flap of the new stack to be formedare held between the guides of the device 25.
- the roller 26 and the brushes 27maintain the separate strip at the speed of the belts 6. It should be noted that the difference between the last flap indicated at 60 (FIG. 5) of the completed stack and of the first flap 72 of the stack to be formed is very weak.
- the nozzles 70 which are on the opposite side of the laying planeare started. on the side where the front edge 73 of the flap 72 is located, that is to say the nozzles situated on the right of FIG. 5.
- Theseproduce the air jets 71 which come into contact with the lower surface of the free end of the flap 72 also retained in the balance 11.
- the pressurized air cushionthus formed maintains the area of the front edge 73 in the position shown.
- the angle ⁇ formed by the front edge zone and the laying planeis advantageously less than 30 ° to ensure the correct positioning of the front edge 73 subsequently on the upper surface of the reception table 47 when the latter has returned to its high working position. Because of its angular position shown, the brush 35 can contribute to maintaining the flap 73 in a well-defined position suitable for the subsequent correct installation of the flap on the table 47.
- the brake 44is released and the jack 49 lowers this table quickly. This is in the form of a comb and it passes through the belts of the conveyor belt 53.
- the closing of the contact elements 27 and 57stops the descent of the table and controls the starting of the motor 54 which puts the bands 52 of the evacuation belt 53 in movement so that it evacuates the stack or the finished package, as shown in FIG. 1.
- the jack 49rapidly raises the reception table 47 to '' that the boss 57 engages the contact 56, which controls the end of the rise of the table, the application of the brake 44 and resets the belt drive devices 3 so that the balance 11 and the flattening assemblies 13 can form the new stack.
- the nozzlesare stopped, so that the flap 72 can land on the table 47.
- the number of nozzlesmay be greater depending on the format of the flaps.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Pile Receivers (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
- Control Or Security For Electrophotography (AREA)
- Secondary Cells (AREA)
Abstract
Description
Translated fromFrenchLa présente invention concerne un procédé pour la formation d'une nouvelle pile après l'évacuation d'une pile achevée, dans une machine de formation de piles à partir d'une bande sans fin en un matériau souple, et un dispositif pour la mise en oeuvre de ce procédé, selon les préambules des revendications 1 et 4.The present invention relates to a method for the formation of a new pile after the evacuation of a completed pile, in a machine for forming piles from an endless belt made of a flexible material, and a device for placing using this method, according to the preambles of
Un procédé et un dispositif de ce type sont décrits dans le document EP-A- 187 344. Dans le dispositif décrit dans ce document, lorsque le balancier s'arrête après la rupture de la bande, le premier volet de la nouvelle pile à former est retenu dans le balancier de façon que seulement le bord avant en fait légèrement saillie. Cette façon de procéder présente l'inconvénient que l'arrêt se fait à une position intermédiaire, c'est-à-dire dans une position qui n'est pas une position définitive et ainsi clairement définie. Cet inconvénient devient encore plus gênant au fur et à mesure que la vitesse de transport de la bande augmente.A method and a device of this type are described in document EP-A-187 344. In the device described in this document, when the pendulum stops after the rupture of the strip, the first flap of the new stack to be formed is retained in the balance so that only the front edge protrudes slightly. This procedure has the disadvantage that the stop is made in an intermediate position, that is to say in a position which is not a final position and thus clearly defined. This drawback becomes even more troublesome as the conveyor speed increases.
La présente invention a pour but de proposer une solution à ce problème, qui est compatible avec un transport de la bande à haute vitesse, sans compliquer la structure ou nécessiter des moyens de contrôle ou commande particulière.The present invention aims to provide a solution to this problem, which is compatible with transporting the tape at high speed, without complicating the structure or requiring special control or command means.
Pour atteindre ce but, le procédé et le dispositif présentent les caractéristiques qui sont énoncées dans les parties caractérisantes des revendications 1 et 4.To achieve this aim, the method and the device have the characteristics which are set out in the characterizing parts of
L'utilisation des coussins d'air comme support temporaire ne ressort pas du document EP-A-187 344. En effet, les tuyères utilisées dans ce dispositif ont pour fonction de faciliter le pliage de la bande sur la table, lors de la formation d'une pile. Les jets d'air émis par les tuyères sont donc orientés sur la surface supérieure d'un volet à déposer. Etant donné qu'en plus selon le document, pendant l'absence de la table de support pour l'évacuation de la pile qui vient d'être formée, le bord avant du premier volet de la nouvelle pile à former ne fait saillie que faiblement du balancier, il est exclu que l'invention puisse être considérée comme découlant de façon évidente de l'état de la technique ressortant de ce document.The use of air cushions as a temporary support does not appear from document EP-A-187 344. In fact, the nozzles used in this device have the function of facilitating the folding of the strip on the table, during training. of a pile. The air jets emitted by the nozzles are therefore oriented on the upper surface of a flap to be deposited. Since in addition according to the document, during the absence of the support table for the evacuation of the stack which has just been formed, the front edge of the first flap of the new stack to form only protrudes weakly from the pendulum, it is excluded that the invention can be considered to be evident from the state of the art shown in this document.
Il en est de même pour le document DE-A-33 44 347, dans la mesure où le dispositif à balancier de dépôt ne comporte également que des tuyères qui émettent des jets d'air orientés sur la face supérieure des volets à déposer sur la table pour faciliter le pliage de la bande de papier le long des lignes de perforation.It is the same for document DE-A-33 44 347, insofar as the deposit pendulum device also only comprises nozzles which emit air jets oriented on the upper face of the flaps to be deposited on the table to facilitate folding of the paper strip along the perforation lines.
D'autres avantages de l'invention ressortent des revendications qui sont rattachées aux revendications principales 1 et 4.Other advantages of the invention emerge from the claims which are attached to the
L'invention sera mieux comprise, et d'autres buts, caractéristiques, détails et avantages de celles-ci apparaîtront plus clairement au cours de la description explicative qui va suivre faite en référence aux dessins schématiques annexés donnés uniquement à titre d'exemple illustrant un mode de réalisation de l'invention, et dans lesquels :
- La figure 1 est une vue schématique en élévation d'une machine de formation de piles, pour la mise en oeuvre du procédé selon l'invention ;
- La figure 2 montre, de façon schématique, à plus grande échelle, la partie indiquée en II à la figure 1 et comprenant le dispositif de mise en oeuvre spécifique du procédé selon l'invention ;
- La figure 3 est une vue en direction de la flèche III-III de la figure 2, la pile en cours de formation et la partie inférieure de la machine ayant été supprimées ;
- La figure 4 est une vue partielle en direction de la flèche IV de la figure 2 ; et
- La figure 5 est une illustration schématique du procédé selon la présente invention.
- Figure 1 is a schematic elevational view of a battery forming machine, for the implementation of the method according to the invention;
- FIG. 2 schematically shows, on a larger scale, the part indicated in II in FIG. 1 and comprising the device for specific implementation of the method according to the invention;
- Figure 3 is a view towards arrow III-III of Figure 2, the stack being formed and the lower part of the machine having been removed;
- Figure 4 is a partial view in the direction of arrow IV of Figure 2; and
- Figure 5 is a schematic illustration of the method according to the present invention.
La figure 1 montre schématiquement la machine selon l'invention qui est adaptée pour former sur un dispositif de support 1 des piles 2 en une configuration en zigzag, à partir d'une bande sans fin 3 en un matériau souple approprié, notamment du papier, qui est fourni par une machine précédente, non représentée, par exemple une imprimante d'ordinateur, du type à laser. Cette bande sans fin comporte des perforations longitudinales du type trous Caroll et des lignes d'affaiblissement transversales telles que des lignes de perforations qui constituent les lignes de pliage de la bande dans sa configuration en zigzag sur le support 1. Les perforations longitudinales et transversales sont connues en soi et ne sont pas représentées.FIG. 1 schematically shows the machine according to the invention which is adapted to form batteries 2 on a
La machine comporte, selon le mode de réalisation représenté, successivement dans la direction du mouvement d'avancement de la bande 3, indiqué par la flèche F1, essentiellement un dispositif 5 comportant deux courroies crantées à picots 6 destinées à s'engager dans les trous Caroll de la bande 3 pour assurer l'entraînement de la bande 3 formant en amont du dispositif 5 une boucle 7, des organes de coupes de rive 8, un ensemble de séparation 9 de la bande destiné à effectuer une rupture de la bande le long d'une ligne de rupture prédéterminée formée par une ligne de perforation transversale, un dispositif 10 de renvoi de la bande vers un dispositif balancier 11 connu en soi qui effectue un mouvement pendulaire dans une zone angulaire en fonction du format des volets de pliage délimités entre deux lignes d'affaiblissement et de pliage voisines de la bande. Ce dispositif balancier a pour fonction de déposer la bande sans fin 3 sur le support 1 selon une configuration en zigzag pour la formation d'une pile. La machine comporte en outre, au niveau de chaque bord latéral indiqué en 12 un ensemble 13 d'aplatissement et de retenue des volets sur une pile en formation et du premier volet d'une nouvelle pile, comme cela sera décrit en détail plus loin. Les symboles de référence 15 et 16 désignent respectivement des moyens de déplacement du dispositif de support 1 et les moyens d'évacuation d'une pile terminée, de la machine selon l'invention.The machine comprises, according to the embodiment shown, successively in the direction of the advancement movement of the
En se reportant aux figures 2 à 4, on décrira ci-après plus en détail les différents dispositifs importants constitutifs de la machine représentée à la figure 1.Referring to FIGS. 2 to 4, the various important constituent devices of the machine shown in FIG. 1 will be described below in more detail.
Comme il ressort des figures 1 et 2, le dispositif 9 de séparation de la bande 3 le long de la ligne de rupture formée par la ligne de perforation transversale reliant le dernier volet de la pile en formation au premier volet de la nouvelle pile, comporte essentiellement deux paires 18, 19 de rouleaux situées respectivement en amont et en aval d'un certain nombre d'éléments 20 à arêtes de rupture qui sont juxtaposés juste en dessous de la bande 3 dans la direction transversale par rapport à la bande. Les deux rouleaux 21, 22 des deux paires de rouleaux 18, 19 sont disposés respectivement en dessous et au-dessus de la bande, à une distance prédéterminée, leur axe s'étendant perpendiculairement à la direction du mouvement d'avancement de la bande 3, parallèlement au plan de celle-ci lorsqu'elle se trouve dans sa position d'avancement normal indiquée sous forme d'un trait continu. Les deux rouleaux inférieurs 21 sont montés rotatifs autour d'axes fixes et sont avantageusement entraînés en rotation par des moyens moteurs appropriés comme cela est indiqué par des flèches F2. Les deux rouleaux supérieurs 22 sont montés rotatifs autour d'axes déplaçables perpendiculairement au plan de la bande 3, à l'aide de vérins hydrauliques appropriés montés dans un support commun 23. Les rouleaux 22 sont déplaçables en translation entre la position représentée éloignée de la surface supérieure de la bande 3 et une position dans laquelle ils devient perpendiculairement à sa position normale jusqu'à ce qu'elle vienne en contact serré contre la surface périphérique des rouleaux inférieurs moteurs 21. Dans cette position la bande 3 se trouve dans la position représentée en traits interrompus. Sous l'effet de la force de poussée des rouleaux 22, les éléments à arêtes de rupture 20 provoquent la rupture de la bande, l'abaissement des rouleaux 22 étant commandé lorsque la ligne de perforation transversale formant ligne de rupture de consigne se trouve au niveau des éléments 20.As is apparent from FIGS. 1 and 2, the
Pour assurer le guidage de la bande 3 lors de son acheminement normal et desdits dernier et premier volets, après la séparation de la bande, il est prévu un dispositif de guidage 25 de la bande en haut et en bas, qui s'étend à partir d'une position en amont de la première paire 18 de rouleaux jusqu'au dispositif de renvoi 10 en s'élargissant dans le sens perpendiculaire au plan de la bande, comme cela est indiqué à la figure 2. Ce canal de guidage 25 présente des évidements dans ses parois supérieure et inférieure qui permettent aux rouleaux 21 et 22 de pénétrer à l'intérieur du canal. Concernant le dispositif de renvoi 10, il comprend un rouleau moteur 26 qui s'étend avantageusement sur toute la largeur de la bande, comme les rouleaux 21 et 22 et par exemple, deux ou plusieurs brosses 27 qui sont axialement juxtaposées sur la largeur de la bande 3, parallèles à l'axe des rouleaux 26 et disposées de façon à assurer l'application de la bande contre la surface périphérique du rouleau moteur 26 en venant en contact pressé avec l'autre surface de la bande.To guide the
Comme le montre la figure 2, le canal de guidage 25 accomplit un effet de guidage et de stockage tampon de bande jusqu'au niveau de l'engagement de la bande entre le rouleau 26 et les brosses 27. La bande de papier 3 pincée entre le rouleau 26 et les brosses 27 est introduite dans l'ensemble balancier 11 comprenant essentiellement des courroies plates 29 tournant à la vitesse des courroies crantées 6 en guidant la bande 3 entre elles et des galets 30 dont un est moteur, situés à l'extrémité libre du balancier. Ainsi, la bande est entraînée jusqu'à la sortie du balancier. L'ensemble balancier distribue alternativement les volets de pliage aux ensembles d'aplatissement et de retenue 13 des volets.As shown in FIG. 2, the
En se reportant notamment à la figure 3, on constate que chaque ensemble 13 comporte essentiellement au niveau de chaque coin du plan de pose un organe rotatif 35 formé par une brosse et avantageusement en forme d'un segment de cercle d'un angle avantageusement supérieur à 180° de façon qu'un volet qui vient d'être déposé soit pendant un court délai de temps appuyé au niveau de chaque pli par les organes 35. Ceux-ci sont en forme de brosse. Chacune de ces brosses 35 est entraînée en rotation autour d'un axe s'étendant parallèlement au plan de pose et aux plis des volets se trouvant sur le support 1, à une distance et un endroit au-dessus du plan de pose des volets avantageusement légèrement décalés vers l'extérieur. Grâce à cette disposition des brosses 35, elles constituent des moyens d'aplatissement et d'écrasement des plis.Referring in particular to FIG. 3, it can be seen that each
Dans un mode de réalisation particulièrement avantageux, une telle brosse comporte un moyeu 60 qui est excentré par rapport à l'axe de rotation 61 de la brosse de façon que les soies représentées en 63 varient en longueur sur la périphérie du moyeu à la manière représentée. La longueur des soies augmente dans le sens contraire à la direction de rotation de la brosse. La garniture des soies présente en outre une partie avant 63 dans laquelle la longueur des soies diminue progressivement par rapport au diamètre de la brosse dans le sens de rotation de celle-ci. Grâce à cette partie avant 63, la brosse 38 présente une forme qui assure que la brosse vienne en contact avec la boucle de la bande 3 de façon douce sans qu'il existe le risque de la formation d'une amorce de pli à un endroit autre que la ligne de perforation transversale séparant deux volets adjacents.In a particularly advantageous embodiment, such a brush comprises a
Le moyeu 60 porte, en aval de la garniture des soies 62, un dispositif marteau d'écrasement 64 des plis. Ce dispositif comporte un bras de support 65 d'un élément marteau 66 d'une forme oblongue. Le bras de support est monté au niveau de la périphérie du moyeu 60, pivotant autour d'un axe 67 sensiblement parallèle à l'axe 61 de la brosse, a l'encontre d'un ressort de compression 68 orienté sensiblement dans le sens du pourtour de la brosse et prenant appui sur un élément 69 solidaire du moyeu 60. L'élément 69 est situé en aval du bras de support 65, par rapport à la direction de rotation de la brosse. L'organe marteau 66 présente un angle de par exemple 120° par rapport au bras de support 65 et est orienté dans le sens opposé à la direction de rotation de la brosse. Dans ces conditions, l'organe marteau exerce une pression sur la zone de pliage déjà aplatie auparavant par la garniture de soies de la brosse et assure l'écrasement de cette zone sous l'effet du ressort alors comprimé 68.The
Le dispositif de support des piles 1 comporte essentiellement une table de réception 47 montée verticalement mobile, sous l'effet de roues à chaînes 48 et d'un vérin 49. Pour la descente, la table 47 est entraînée par les roues à chaînes 48, le vérin 49 étant sans effet. Ce mouvement s'arrête lorsque l'hélice 40 cesse de monter sur les volets formant la pile. Le mouvement ascendant est commandé par le vérin 49. La table de réception 47 présente une structure en peigne comme cela ressort clairement des figures 3 et 4. Les volets disposés en zigzag reposent ainsi sur des éléments de paroi verticale 50 qui sont disposés parallèlement les uns aux autres en laissant exister entre deux éléments adjacents un espace qui sert au passage d'un élément convoyeur en forme d'une bande sans fin 52. L'ensemble de ces éléments convoyeurs juxtaposés constitue un tapis convoyeur sans fin 53 (figure 1), pour l'évacuation des piles achevées de la machine, comme cela est illustré à la figure 1. On constate qu'une telle paroi 50 se trouve en dessous de chaque brosse 35 et sert donc de surface d'appui. A cette figure 1, on a représenté également en 55 et 56 des contacts de fin de course supérieur et inférieur de la table de réception 47, en coopérant avec un bossage 57 associé à la table 47, plus précisément à une chaîne passant sur les roues 48.The
Une particularité importante de l'invention réside dans le fait qu'elle comporte des moyens formant support temporaire du premier volet d'une nouvelle pile à former pendant la période d'évacuation d'une pile achevée, c'est-à-dire quand le dispositif de support 1 est abaissé.An important feature of the invention lies in the fact that it comprises means forming a temporary support for the first flap of a new cell to be formed during the period of evacuation of a completed cell, that is to say when the
Ces moyens de supports temporaires comprennent essentiellement au moins deux tuyères 70 de chaque côté du plan de pose, entre les deux brosses d'aplatissement 35. Les tuyères 70 sont situées dans l'espace entre le plan de pose et le point le plus bas de la trajectoire de l'extrémité du balancier 11. Elles sont orientées de façon à produire deux jets 71 d'un fluide gazeux sous pression, avantageusement de l'air, destiné à former un coussin de fluide d'appui pour le bord avant du premier volet de la nouvelle pile à former, comme cela est illustré à la figure 5 où le premier volet susmentionné et le bord avant de celui-ci sont indiqués respectivement en 72 et 73. Pour pouvoir régler la pression du fluide en fonction du matériau des volets, c'est-à-dire en fonction du grammage et du format lorsqu'il s'agit du papier, les tuyères 70 sont alimentées en fluide à partir d'une source de fluide sous pression 75, par l'intermédiaire d'un dispositif de réglage de pression schématiquement indiqué en 76. Les jets 71 sont oriéntés perpendiculairement aux plis des volets. Bien entendu, le nombre des tuyères 70 à chaque côté du plan de pose est également fonction du poids spécifique ou des dimensions des volets.These temporary support means essentially comprise at least two
On décrira ci-après le fonctionnement de la machine selon l'invention, et à travers celle-ci le procédé.The operation of the machine according to the invention will be described below, and through it the process.
On comprend aisément qu'en se déplaçant selon un mouvement de pivotement de va-et-vient, comme cela ressort notamment de la figure 2, les volets sont déposés en une configuration en zigzag sur le dispositif de support. Les brosses 35 en tournant en synchronisme avec le mouvement du balancier 11 aplatissent et écrasent les plis des volets, cet effet étant parfait grâce aux marteaux 66, l'attaque du volet à poser se faisant doucement dû à la configuration représentée de la partie avant 63 des brosses. Au fur et à mesure de la pose des volets, le dispositif de support 1 formé par la table de réception descend lentement.It is easily understood that by moving in a back-and-forth pivoting movement, as can be seen in particular in FIG. 2, the flaps are deposited in a zigzag configuration on the support device. The
Pendant cette opération de formation de la pile, les hélices de mesure 40 tournent en synchronisme avec les brosses 35. Les hélices sont librement déplaçables vers le haut sur leur axe de rotation sous l'effet de l'augmentation du nombre des volets déposés sur la table de réception 47. Elles peuvent passer sur la pile des volets déposés grâce à leur partie relevée 41. Passée une hauteur définie, l'hélice correspondante commande par l'intermédiaire d'un contact électrique la coupure du frein 44 et la mise en route du moto-réducteur 45. La table de réception 47 descend alors entraînée par les roues à chaîne 48. Le mouvement s'arrête lorsque l'hélice cesse de monter sur les piles des volets déposés.During this stack formation operation, the
La fin de la formation d'une pile, l'évacuation de celle-ci de la machine et la préparation de la formation d'une nouvelle pile seront décrites ci-après en se reportant notamment aux figures 2 et 5. Lorsqu'une cellule détectrice représentée en 59 à la figure 1, au niveau du dispositif 5 à courroies crantées lit un code présent sur la bande 3, elle programme dans le temps les vérins 23 du dispositif 9 de séparation de la bande, qui font descendre les rouleaux supérieurs 22 recouverts de caoutchouc au moment où la ligne de perforation perpendiculaire de rupture se trouve entre les deux paires de rouleaux 18 et 19 du dispositif 9, mais de préférence avant les galets séparateurs 20. Le rouleau 21 de la paire 18 tourne à la vitesse des courroies 6 tandis que le rouleau 21 de la paire 19 tourne avantageusement un peu plus vite lorsque la ligne de perforation transversale passe sur les éléments de rupture 29. Ceci provoque la rupture de la bande. Les deux vérins 23 du dispositif 9 font alors remonter les rouleaux 22. La fin de la bande, c'est-à-dire le dernier volet de la pile en cours de formation et le premier volet de la nouvelle pile à former sont maintenus entre les guides du dispositif 25. Le rouleau 26 et les brosses 27 maintiennent la bande séparée à la vitesse des courroies 6. Il est à noter que l'écart entre le dernier volet indiqué en 60 (figure 5) de la pile achevée et du premier volet 72 de la pile à former est très faible.The end of the formation of a stack, the evacuation of the latter from the machine and the preparation for the formation of a new stack will be described below with particular reference to FIGS. 2 and 5. When a cell detector represented at 59 in FIG. 1, at the level of the device 5 with toothed belts reads a code present on the
Le balancier continue son mouvement de pose des volets jusqu'à ce que le bord avant 73 du premier volet 72 atteigne la position illustrée à la figure 5, à proximité ou contre la joue de butée 32 correspondante. Cette figure montre en traits interrompus le contour de la pile achevée par le dépôt du dernier volet 60. On constate que le bord avant 73 occupe alors la position qui sera la sienne à la base de la nouvelle pile.The balance continues its movement of fitting the flaps until the
C'est à ce moment que l'ordre est donné de commencer le cycle d'évacuation de la pile achevée, par l'arrêt des courroies 6, des rouleaux 21, 26, du balancier 11 avec ses courroies 29 et les galets 30 et des brosses 35. Le frein 44 est relâché et le vérin 49 fait descendre rapidement la table de réception 47.It is at this moment that the order is given to begin the cycle for evacuating the completed stack, by stopping the belts 6, the
C'est à ce moment aussi que l'on met en marche les tuyères 70 qui se trouvent du côté du plan de pose qui est opposé au côté où se situe le bord avant 73 du volet 72, c'est-à-dire les tuyères se trouvant à droite de la figure 5. Celles-ci produisent les jets d'air 71 qui viennent en contact avec la surface inférieure de l'extrémité dégagée du volet 72 par ailleurs retenue dans le balancier 11. Le coussin d'air sous pression ainsi formé maintient la zone du bord avant 73 dans la position représentée. Il est à noter que l'angle α formé par la zone de bord avant et le plan de pose est avantageusement inférieur à 30° pour assurer le positionnement correct du bord avant 73 ultérieurement sur la surface supérieure de la table de réception 47 lorsque cette dernière est revenue dans sa position haute de travail. En raison de sa position angulaire représentée, la brosse 35 peut contribuer au maintien du volet 73 en une position bien définie et propice pour la pose ultérieure correcte du volet sur la table 47.It is also at this time that the
Concernant le mouvement de descente de la table, il est à noter que le frein 44 est relâché et le vérin 49 fait descendre rapidement cette table. Celle-ci est en forme de peigne et elle passe au travers des courroies du tapis convoyeur 53. La fermeture des éléments de contact 27 et 57 arrête la descente de la table et commande la mise en route du moteur 54 qui met les bandes 52 du tapis d'évacuation 53 en mouvement pour qu'il évacue la pile ou le paquet terminé, comme cela est montré à la figure 1. Lorsque l'évacuation de la pile est terminée, le vérin 49 fait remonter rapidement la table de réception 47 jusqu'à ce que le bossage 57 enclenche le contact 56, qui commande la fin de la montée de la table, le serrage du frein 44 et réenclenche les dispositifs d'entraînement de la bande 3 pour que le balancier 11 et les ensembles d'aplatissement 13 puissent former la nouvelle pile. Bien entendu, dès le retour de la table dans sa position haute, on arrête les tuyères, de façon que le volet 72 puisse se poser sur la table 47.Regarding the table lowering movement, it should be noted that the
Bien entendu des diverses modifications peuvent être apportées à l'invention. Ainsi, par exemple, le nombre de tuyères peut être plus grand en fonction du format des volets.Of course, various modifications can be made to the invention. Thus, for example, the number of nozzles may be greater depending on the format of the flaps.
Claims (8)
- Method for the formation of a new stack after removal of a completed stack in a machine for forming stacks from an endless strip of flexible material such as paper coming from a treatment device such as a computer printer, through zigzag folding of the strip along preset transverse folding lines such as transverse perforation Pines defining flaps therebetween onto a stack supporting table movable advantageously vertically between a flap stacking working position and a retracted position for the discharge of a completed stack, with the assistance of a balancer unit effecting a swinging motion above the supporting table, according to which one causes the breakage of the strip at the level of the transverse perforation line located between the last flap of this stack being formed and to be completed and the first flap of the new stack to be formed, one causes the strip to advance for ensuring the depositing of the last flap of the stack being formed, one stops the movements of advance of the strip and of swinging of the balancer, one lowers the supporting table, one discharges the completed stack, one raises the table again to its working position and one restarts the balancer, characterized in that one causes the broken strip (3) to advance until the forward edge (73) of the first flap (72) of the new stack to be formed reaches a position corresponding to its final position at the base of the new stack and one stops the movements of advance of the strip and of swinging of the balancer when this position is reached and substantially at the time of the stop and of the lowering of the supporting table (47) with a view to discharge a completed stack, one creates a cushion of gaseous fluid advantageously of air under pressure below the zone of the forward edge (73) of the first flap (72), one causes this air cushion to support the said forward edge zone and one uses this cushion as a temporary support of the forward edge lying in its position that it will have at the base of the new stack during the absence of the supporting table (47), one removes the temporary supporting cushion when the table (47) has come back into its working position and one restarts the advancing motion of the strip and the balancer device (11).
- Method according to claim 1, characterized in that one adjusts the temporary supporting cushion in order that the aforesaid forward edge zone (73) of the first flap (72) be kept in a position where this zone forms with respect to a horizontal plane an angle α small enough to ensure the proper positioning of the said forward edge zone (73) upon the said table (47).
- Method according to claim 2, characterized in that the predetermined angle α is smaller than 30°.
- Machine for the formation of stacks from an endless strip (3) of a flexible material such as paper comprising flaps separated by transverse perforation lines, coming from a treatment device such as a printer, in particular a computer printer for carrying out the method according to one of claims 1 to 3 and of the type comprising a table (47) for supporting the stacks, advantageously movable vertically between a working position for stacking the flaps through zigzag folding along transverse perforation lines and a retracted position of removal of a completed stack, a balancer unit (11) effecting a swinging motion above the supporting table (47) for depositing the strip according to a zigzag configuration on the said supporting table, means (20) for breaking the strip along the perforation lines separating the last flap to be laid down upon the stack being formed and the first flap of the new stack to be formed and means for operating the stop of the movement of advance of the strip and of the balancer unit (11) when the last stack of the pile being formed is deposited upon the supporting table (47) and the latter has to be lowered, characterized in that the means for operating the stop of the strip and of the balancer unit (11) are adapted to operate the stop when the forward edge of the first flap of the new stack to be formed has reached the position which it will have upon the supporting table (47) at the base of the new stack to be formed whereas the flap remains held by the said balancer unit and in that the machine comprises means for the formation of a cushion of gaseous fluid under pressure underneath the zone of the forward edge of the said first flap during the absence of the said supporting table (47) for the discharge of the completed stack, and that these means for the formation of air cushions comprise on each side of the supporting table (47) parallel to the folds of the deposited flaps, a device with nozzles (70) for the emission of jets of gaseous fluid (71) which are oriented in order that the jets produced by the nozzles located at one side of the table may come in contact with the lower surface of the forward edge zone of a flap the edge of which lies at the level of the other side of the table (47).
- Device according to claim 4, characterized in that at least two nozzles (70) are disposed on each side of the supporting table (47) and adapted to produce substantially parallel jets.
- Device according to claim 5, characterized in that the nozzles (70) are disposed between the plane of laying of the supporting table (47) and the lowest point of the path of travel of the free end of the balancer and the nozzles located at one side of the table build up the temporary supporting air cushion for one flap (72) to be held on the other side of the table.
- Device according to one of claims 4 to 6, characterized in that the strength of the fluid jets is adjustable according to the substance and the size of the material constituting the flaps.
- Device according to one of claims 4 to 6 comprising a system (13) for the flattening and retaining of the flaps upon the stack being formed, lying at the level of each side edge, characterized in that each system (13) constitutes a means for retaining the first flap of a new stack, the latter being applied against this system by the supporting air cushion.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8903560AFR2644444B1 (en) | 1989-03-17 | 1989-03-17 | PROCESS FOR FORMING A NEW BATTERY AFTER EVACUATION OF A COMPLETED BATTERY, IN A BATTERY FORMING MACHINE ASSOCIATED WITH PARTICULARLY A PRINTER AND DEVICE FOR CARRYING OUT THIS PROCESS |
| FR8903560 | 1989-03-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0388318A1 EP0388318A1 (en) | 1990-09-19 |
| EP0388318B1true EP0388318B1 (en) | 1995-01-18 |
Family
ID=9379824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90400729AExpired - LifetimeEP0388318B1 (en) | 1989-03-17 | 1990-03-16 | Method for forming a new stack after the removal of a completed stack in a stacking machine, especially one associated with a printer, and device for carrying out this method |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5062597A (en) |
| EP (1) | EP0388318B1 (en) |
| JP (1) | JPH0323161A (en) |
| AT (1) | ATE117271T1 (en) |
| CA (1) | CA2011953A1 (en) |
| DE (1) | DE69016067T2 (en) |
| ES (1) | ES2069036T3 (en) |
| FR (1) | FR2644444B1 (en) |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3034902B2 (en)* | 1990-04-18 | 2000-04-17 | 株式会社リコー | Paper feeder |
| BE1006092A3 (en)* | 1992-07-15 | 1994-05-10 | Web Converting Equip | Machine for the zig-zag folding a strip. |
| JP2746816B2 (en)* | 1993-05-18 | 1998-05-06 | 有限会社エムエム二一 | Continuous form folding device |
| JPH07267487A (en)* | 1994-03-29 | 1995-10-17 | Akira Seisakusho:Kk | Brush roll device in zigzag folding device |
| DE19633384B4 (en)* | 1995-10-30 | 2007-11-22 | Pentax Technologies Corp., Broomfield | Stacking system for continuous paper |
| JP3415805B2 (en)* | 2000-04-21 | 2003-06-09 | 株式会社キラ・コーポレーション | Sheet laminating molding machine |
| JP2002172880A (en)* | 2000-12-06 | 2002-06-18 | Dainippon Printing Co Ltd | Folding delivery device |
| JP3932839B2 (en)* | 2001-08-20 | 2007-06-20 | 富士ゼロックス株式会社 | CONTINUOUS MEDIUM FOLDING DEVICE AND CONTINUOUS MEDIUM PRINTING DEVICE HAVING THE SAME |
| US8417374B2 (en) | 2004-04-19 | 2013-04-09 | Curt G. Joa, Inc. | Method and apparatus for changing speed or direction of an article |
| US7703599B2 (en)* | 2004-04-19 | 2010-04-27 | Curt G. Joa, Inc. | Method and apparatus for reversing direction of an article |
| US7708849B2 (en) | 2004-04-20 | 2010-05-04 | Curt G. Joa, Inc. | Apparatus and method for cutting elastic strands between layers of carrier webs |
| US20050230037A1 (en) | 2004-04-20 | 2005-10-20 | Curt G. Joa, Inc. | Staggered cutting knife |
| US7640962B2 (en) | 2004-04-20 | 2010-01-05 | Curt G. Joa, Inc. | Multiple tape application method and apparatus |
| US7638014B2 (en) | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7537215B2 (en) | 2004-06-15 | 2009-05-26 | Curt G. Joa, Inc. | Method and apparatus for securing stretchable film using vacuum |
| WO2006096822A2 (en) | 2005-03-09 | 2006-09-14 | Curt G. Joa, Inc. | Transverse tape application method and apparatus |
| US7811403B2 (en) | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| DE102005016745A1 (en)* | 2005-04-11 | 2006-10-12 | Saurer Gmbh & Co. Kg | Method and device for depositing a flexible material web |
| US7618513B2 (en) | 2005-05-31 | 2009-11-17 | Curt G. Joa, Inc. | Web stabilization on a slip and cut applicator |
| US7533709B2 (en) | 2005-05-31 | 2009-05-19 | Curt G. Joa, Inc. | High speed vacuum porting |
| US7770712B2 (en) | 2006-02-17 | 2010-08-10 | Curt G. Joa, Inc. | Article transfer and placement apparatus with active puck |
| DE102006010069A1 (en)* | 2006-03-04 | 2007-09-06 | Rosink Gmbh + Co Kg | Device for depositing strip material |
| US8172977B2 (en) | 2009-04-06 | 2012-05-08 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US8016972B2 (en) | 2007-05-09 | 2011-09-13 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US7780052B2 (en) | 2006-05-18 | 2010-08-24 | Curt G. Joa, Inc. | Trim removal system |
| US9622918B2 (en) | 2006-05-18 | 2017-04-18 | Curt G. Joe, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9433538B2 (en) | 2006-05-18 | 2016-09-06 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web and formation of articles using a dual cut slip unit |
| US10456302B2 (en) | 2006-05-18 | 2019-10-29 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| EP1894703A1 (en)* | 2006-08-28 | 2008-03-05 | Curt G. Joa, Inc. | Bonding method for continuous traveling web |
| US7402130B1 (en)* | 2006-09-29 | 2008-07-22 | Roll Systems, Inc. | System and method for folding and handling stacks of continuous web |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| EP2486904A3 (en) | 2007-02-21 | 2013-02-27 | Joa, Curt G., Inc. | Single transfer insert placement method and apparatus |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US8398793B2 (en) | 2007-07-20 | 2013-03-19 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations |
| US9387131B2 (en) | 2007-07-20 | 2016-07-12 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automated threading and re-threading of web materials |
| US7889046B2 (en)* | 2007-10-02 | 2011-02-15 | Advanced Magnet Lab, Inc. | Conductor assembly formed about a curved axis |
| US8182624B2 (en) | 2008-03-12 | 2012-05-22 | Curt G. Joa, Inc. | Registered stretch laminate and methods for forming a registered stretch laminate |
| US7990247B2 (en)* | 2008-05-22 | 2011-08-02 | Advanced Magnet Lab, Inc | Coil magnets with constant or variable phase shifts |
| EP2323939B1 (en)* | 2008-08-11 | 2013-11-20 | OCE-Technologies B.V. | Folding method and folding apparatus |
| DE102009041460A1 (en)* | 2009-09-12 | 2011-03-24 | Oerlikon Textile Gmbh & Co. Kg | Method and hold-down device for smoothing and fixing a stored in a material loop flexible material web |
| US8673098B2 (en) | 2009-10-28 | 2014-03-18 | Curt G. Joa, Inc. | Method and apparatus for stretching segmented stretchable film and application of the segmented film to a moving web |
| US8460495B2 (en) | 2009-12-30 | 2013-06-11 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US8663411B2 (en) | 2010-06-07 | 2014-03-04 | Curt G. Joa, Inc. | Apparatus and method for forming a pant-type diaper with refastenable side seams |
| US9603752B2 (en) | 2010-08-05 | 2017-03-28 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automatic cuff defect correction |
| US9566193B2 (en) | 2011-02-25 | 2017-02-14 | Curt G. Joa, Inc. | Methods and apparatus for forming disposable products at high speeds with small machine footprint |
| US8656817B2 (en) | 2011-03-09 | 2014-02-25 | Curt G. Joa | Multi-profile die cutting assembly |
| USD684613S1 (en) | 2011-04-14 | 2013-06-18 | Curt G. Joa, Inc. | Sliding guard structure |
| US8820380B2 (en) | 2011-07-21 | 2014-09-02 | Curt G. Joa, Inc. | Differential speed shafted machines and uses therefor, including discontinuous and continuous side by side bonding |
| EP2628472B1 (en) | 2012-02-20 | 2016-01-13 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| PL3325387T3 (en) | 2015-07-24 | 2022-06-20 | Curt G. Joa, Inc. | Vacuum commutation apparatus and methods |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1376538A (en)* | 1963-06-27 | 1964-10-31 | Warner Jones And Company Ltd K | Improvement to a folding device for continuous stationery |
| DE3031309C2 (en)* | 1980-08-19 | 1983-10-27 | Siemens AG, 1000 Berlin und 8000 München | Storage device for a pre-folded continuous paper web |
| US4460350A (en)* | 1980-09-02 | 1984-07-17 | Sperry Corporation | Continuous printed paper stacking device |
| DE3344347A1 (en)* | 1983-12-08 | 1985-06-13 | Süka Hermann Jung GmbH & Co KG, 7512 Rheinstetten | Apparatus for the concertina-type delivery of continuous paper coming from high-speed printers |
| JPS60236973A (en)* | 1984-05-10 | 1985-11-25 | Nec Corp | Stacker device |
| DE3500766C2 (en)* | 1985-01-11 | 1986-11-13 | Jos. Hunkeler AG, Fabrik für graphische Maschinen, Wikon | Device for the production of individual stacks consisting of a material web folded in a zigzag shape |
| DE3610640A1 (en)* | 1985-07-18 | 1987-01-22 | Womako Masch Konstr | DEVICE FOR ZIGZAG FOLDING AND CUTTING A THIN MATERIAL SHEET |
| DE3718081A1 (en)* | 1987-05-29 | 1988-12-08 | Will E C H Gmbh & Co | DEVICE FOR FORMING A STACK FROM A FOLDED CONTINUOUS ROAD |
- 1989
- 1989-03-17FRFR8903560Apatent/FR2644444B1/ennot_activeExpired - Lifetime
- 1990
- 1990-03-12CACA002011953Apatent/CA2011953A1/ennot_activeAbandoned
- 1990-03-16EPEP90400729Apatent/EP0388318B1/ennot_activeExpired - Lifetime
- 1990-03-16USUS07/494,777patent/US5062597A/ennot_activeExpired - Fee Related
- 1990-03-16ESES90400729Tpatent/ES2069036T3/ennot_activeExpired - Lifetime
- 1990-03-16ATAT90400729Tpatent/ATE117271T1/ennot_activeIP Right Cessation
- 1990-03-16DEDE69016067Tpatent/DE69016067T2/ennot_activeExpired - Fee Related
- 1990-03-17JPJP2067999Apatent/JPH0323161A/enactivePending
Also Published As
| Publication number | Publication date |
|---|---|
| FR2644444A1 (en) | 1990-09-21 |
| ES2069036T3 (en) | 1995-05-01 |
| FR2644444B1 (en) | 1992-04-17 |
| JPH0323161A (en) | 1991-01-31 |
| DE69016067T2 (en) | 1995-06-14 |
| US5062597A (en) | 1991-11-05 |
| ATE117271T1 (en) | 1995-02-15 |
| CA2011953A1 (en) | 1990-09-17 |
| DE69016067D1 (en) | 1995-03-02 |
| EP0388318A1 (en) | 1990-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0388318B1 (en) | Method for forming a new stack after the removal of a completed stack in a stacking machine, especially one associated with a printer, and device for carrying out this method | |
| EP0323296B1 (en) | Process for the formation of zig-zag piles using an endless web of flexible material, and machine for carrying out this process | |
| EP0122817B1 (en) | Automatic feeding method and device for a machine treating flat objects | |
| FR2505897A1 (en) | MEANS FOR CUTTING AND GUIDING THE MARGINAL STRIP OF A CONTINUOUS SHEET OF PAPER, IN A PAPER MACHINE | |
| EP0612679B1 (en) | Apparatus for delivering semi-rigid sheets, particularly cardboard, from a stack | |
| EP2844595B1 (en) | Method for forming bag packs, and corresponding machine | |
| CH694186A5 (en) | R'ception device and 'projection of the' ments dishes in a machine processing them. | |
| FR2476619A1 (en) | METHOD AND DEVICE FOR FOLDING AND INTERFOLIATING CONTINUOUS DISPLACEMENT PAPER STRIPS | |
| CH633761A5 (en) | Device for stacking flat objects, especially cut boxes folding. | |
| EP2860117B1 (en) | Machine for bagging food products and method for bagging food products | |
| EP0244308B1 (en) | Machine for receiving and piling cut sheets | |
| EP2704973B1 (en) | Device for stacking sheets of paper or similar | |
| EP0000851A1 (en) | Automatic machine for cutting a thermoplastic tube in parts and for applying sleeves around containers | |
| EP0638496A1 (en) | Method and means for introducing sheet-like material in a machine | |
| EP3526024B1 (en) | Method and device for shaping a blank around a mandrel | |
| FR2515574A1 (en) | BONDING CONNECTION DEVICE FOR CROSS-ONDULATED CORRUGATED CARDBOARD | |
| EP0135417A1 (en) | Device for cutting elongated elements having a rectangular cross-section into pieces of a predetermined length | |
| FR2605613A1 (en) | DEVICE FOR STACKING FLAT OBJECTS | |
| EP0096853A1 (en) | Mechanical device for delivering sheets of paper | |
| EP0479638B1 (en) | Device for emptying boxes containing, in particular, fruits and vegetables | |
| EP4327994A1 (en) | Method for production of packaging blanks and corresponding module | |
| EP2228205A1 (en) | Folding-gluing machine | |
| EP0699610A1 (en) | Device for cutting and gluelessly applying the web leading end for a new web roll onto the core of a winder | |
| FR2791047A1 (en) | DEVICE FOR LOADING STACKS OF SHEETS INTO AN OUTPUT OF A SHEET PRINTING MACHINE | |
| EP0448444A1 (en) | Folding and glueing machine for precut blanks adaptable for making boxes of different dimensions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase | Free format text:ORIGINAL CODE: 0009012 | |
| AK | Designated contracting states | Kind code of ref document:A1 Designated state(s):AT BE CH DE DK ES FR GB GR IT LI LU NL SE | |
| 17P | Request for examination filed | Effective date:19910307 | |
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) | Owner name:F R A V E R SA | |
| 17Q | First examination report despatched | Effective date:19921028 | |
| GRAA | (expected) grant | Free format text:ORIGINAL CODE: 0009210 | |
| AK | Designated contracting states | Kind code of ref document:B1 Designated state(s):AT BE CH DE DK ES FR GB GR IT LI LU NL SE | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:IT Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date:19950118 Ref country code:NL Effective date:19950118 Ref country code:DK Effective date:19950118 Ref country code:AT Effective date:19950118 Ref country code:GR Free format text:LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date:19950118 | |
| REF | Corresponds to: | Ref document number:117271 Country of ref document:AT Date of ref document:19950215 Kind code of ref document:T | |
| REF | Corresponds to: | Ref document number:69016067 Country of ref document:DE Date of ref document:19950302 | |
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | Effective date:19950220 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:BE Effective date:19950331 Ref country code:LU Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19950331 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:SE Effective date:19950418 | |
| REG | Reference to a national code | Ref country code:ES Ref legal event code:FG2A Ref document number:2069036 Country of ref document:ES Kind code of ref document:T3 | |
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| BERE | Be: lapsed | Owner name:S.A. F R A V E R Effective date:19950331 | |
| PLBE | No opposition filed within time limit | Free format text:ORIGINAL CODE: 0009261 | |
| STAA | Information on the status of an ep patent application or granted ep patent | Free format text:STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT | |
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:FR Payment date:19980128 Year of fee payment:9 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:GB Payment date:19980309 Year of fee payment:9 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:CH Payment date:19980319 Year of fee payment:9 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:DE Payment date:19980320 Year of fee payment:9 | |
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] | Ref country code:ES Payment date:19980327 Year of fee payment:9 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:GB Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19990316 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:ES Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19990317 | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:LI Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19990331 Ref country code:CH Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19990331 | |
| GBPC | Gb: european patent ceased through non-payment of renewal fee | Effective date:19990316 | |
| REG | Reference to a national code | Ref country code:CH Ref legal event code:PL | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:FR Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:19991130 | |
| REG | Reference to a national code | Ref country code:FR Ref legal event code:ST | |
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] | Ref country code:DE Free format text:LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date:20000101 | |
| REG | Reference to a national code | Ref country code:ES Ref legal event code:FD2A Effective date:20010910 |