DE202014011107U1 - When wet, channels forming absorbent article and absorbent core - Google Patents
When wet, channels forming absorbent article and absorbent coreDownload PDFInfo
- Publication number
- DE202014011107U1 DE202014011107U1DE202014011107.3UDE202014011107UDE202014011107U1DE 202014011107 U1DE202014011107 U1DE 202014011107U1DE 202014011107 UDE202014011107 UDE 202014011107UDE 202014011107 U1DE202014011107 U1DE 202014011107U1
- Authority
- DE
- Germany
- Prior art keywords
- absorbent
- core
- absorbent material
- article
- core wrap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000002745absorbentEffects0.000titleclaimsabstractdescription382
- 239000002250absorbentSubstances0.000titleclaimsabstractdescription382
- 239000000463materialSubstances0.000claimsabstractdescription210
- 229920000247superabsorbent polymerPolymers0.000claimsabstractdescription78
- 230000008021depositionEffects0.000claimsabstractdescription31
- 238000012360testing methodMethods0.000claimsabstractdescription15
- 230000032798delaminationEffects0.000claimsabstractdescription13
- FAPWRFPIFSIZLT-UHFFFAOYSA-MSodium chlorideChemical compound[Na+].[Cl-]FAPWRFPIFSIZLT-UHFFFAOYSA-M0.000claimsabstractdescription12
- 238000007598dipping methodMethods0.000claimsabstractdescription3
- 239000000853adhesiveSubstances0.000claimsdescription99
- 230000001070adhesive effectEffects0.000claimsdescription99
- 239000000835fiberSubstances0.000claimsdescription88
- 239000007788liquidSubstances0.000claimsdescription41
- 230000004888barrier functionEffects0.000claimsdescription21
- 230000015572biosynthetic processEffects0.000claimsdescription13
- 238000007789sealingMethods0.000claimsdescription5
- 230000004927fusionEffects0.000claimsdescription2
- 238000007654immersionMethods0.000claimsdescription2
- 239000010410layerSubstances0.000description229
- 239000004583superabsorbent polymers (SAPs)Substances0.000description63
- 239000000758substrateSubstances0.000description51
- 210000002414legAnatomy0.000description27
- 238000000151depositionMethods0.000description25
- 238000009826distributionMethods0.000description24
- 239000004745nonwoven fabricSubstances0.000description18
- 239000000203mixtureSubstances0.000description16
- 238000000034methodMethods0.000description15
- 229920001169thermoplasticPolymers0.000description15
- KRKNYBCHXYNGOX-UHFFFAOYSA-Ncitric acidNatural productsOC(=O)CC(O)(C(O)=O)CC(O)=OKRKNYBCHXYNGOX-UHFFFAOYSA-N0.000description14
- 239000012530fluidSubstances0.000description14
- -1polypropylenePolymers0.000description14
- 239000010408filmSubstances0.000description12
- 239000004416thermosoftening plasticSubstances0.000description12
- 238000000576coating methodMethods0.000description11
- 239000003431cross linking reagentSubstances0.000description11
- 229920003043Cellulose fiberPolymers0.000description10
- 230000027455bindingEffects0.000description10
- 238000009739bindingMethods0.000description10
- 238000004519manufacturing processMethods0.000description10
- 229920000642polymerPolymers0.000description10
- 229920001577copolymerPolymers0.000description9
- 229920002125Sokalan®Polymers0.000description8
- 238000007639printingMethods0.000description8
- 238000004026adhesive bondingMethods0.000description7
- 239000011230binding agentSubstances0.000description7
- 239000011248coating agentSubstances0.000description7
- 230000006870functionEffects0.000description7
- 239000004816latexSubstances0.000description7
- 229920000126latexPolymers0.000description7
- 238000005259measurementMethods0.000description7
- 229920000728polyesterPolymers0.000description7
- 239000000047productSubstances0.000description7
- 229920002994synthetic fiberPolymers0.000description7
- 239000012209synthetic fiberSubstances0.000description7
- 239000004831Hot glueSubstances0.000description6
- 239000004743PolypropyleneSubstances0.000description6
- 230000008901benefitEffects0.000description6
- 238000010998test methodMethods0.000description6
- 206010021639IncontinenceDiseases0.000description5
- 239000002253acidSubstances0.000description5
- 239000012790adhesive layerSubstances0.000description5
- 125000003178carboxy groupChemical group[H]OC(*)=O0.000description5
- 238000010276constructionMethods0.000description5
- 238000005516engineering processMethods0.000description5
- 239000004584polyacrylic acidSubstances0.000description5
- 229920000098polyolefinPolymers0.000description5
- 239000000523sampleSubstances0.000description5
- 238000003892spreadingMethods0.000description5
- 230000007480spreadingEffects0.000description5
- SMZOUWXMTYCWNB-UHFFFAOYSA-N2-(2-methoxy-5-methylphenyl)ethanamineChemical compoundCOC1=CC=C(C)C=C1CCNSMZOUWXMTYCWNB-UHFFFAOYSA-N0.000description4
- NIXOWILDQLNWCW-UHFFFAOYSA-N2-Propenoic acidNatural productsOC(=O)C=CNIXOWILDQLNWCW-UHFFFAOYSA-N0.000description4
- KAKZBPTYRLMSJV-UHFFFAOYSA-NButadieneChemical compoundC=CC=CKAKZBPTYRLMSJV-UHFFFAOYSA-N0.000description4
- 239000004971Cross linkerSubstances0.000description4
- 229920001410MicrofiberPolymers0.000description4
- 229920001400block copolymerPolymers0.000description4
- 150000001875compoundsChemical class0.000description4
- 210000000416exudates and transudateAnatomy0.000description4
- 239000006210lotionSubstances0.000description4
- 239000003658microfiberSubstances0.000description4
- 239000002245particleSubstances0.000description4
- 230000035699permeabilityEffects0.000description4
- 229920001155polypropylenePolymers0.000description4
- 239000011780sodium chlorideSubstances0.000description4
- 230000008961swellingEffects0.000description4
- 210000002700urineAnatomy0.000description4
- VGGSQFUCUMXWEO-UHFFFAOYSA-NEtheneChemical compoundC=CVGGSQFUCUMXWEO-UHFFFAOYSA-N0.000description3
- 239000005977EthyleneSubstances0.000description3
- 239000004698PolyethyleneSubstances0.000description3
- 239000004793PolystyreneSubstances0.000description3
- OFOBLEOULBTSOW-UHFFFAOYSA-NPropanedioic acidNatural productsOC(=O)CC(O)=OOFOBLEOULBTSOW-UHFFFAOYSA-N0.000description3
- 125000001931aliphatic groupChemical group0.000description3
- 230000006835compressionEffects0.000description3
- 238000007906compressionMethods0.000description3
- 238000005520cutting processMethods0.000description3
- 239000004744fabricSubstances0.000description3
- 229920001519homopolymerPolymers0.000description3
- 239000012943hotmeltSubstances0.000description3
- 239000011976maleic acidSubstances0.000description3
- 229920000573polyethylenePolymers0.000description3
- 229920002223polystyrenePolymers0.000description3
- 229920000346polystyrene-polyisoprene block-polystyrenePolymers0.000description3
- 239000007787solidSubstances0.000description3
- 238000012549trainingMethods0.000description3
- VZCYOOQTPOCHFL-UHFFFAOYSA-Ntrans-butenedioic acidNatural productsOC(=O)C=CC(O)=OVZCYOOQTPOCHFL-UHFFFAOYSA-N0.000description3
- KQTIIICEAUMSDG-UHFFFAOYSA-Ntricarballylic acidChemical compoundOC(=O)CC(C(O)=O)CC(O)=OKQTIIICEAUMSDG-UHFFFAOYSA-N0.000description3
- 239000002699waste materialSubstances0.000description3
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description3
- LEJBBGNFPAFPKQ-UHFFFAOYSA-N2-(2-prop-2-enoyloxyethoxy)ethyl prop-2-enoateChemical compoundC=CC(=O)OCCOCCOC(=O)C=CLEJBBGNFPAFPKQ-UHFFFAOYSA-N0.000description2
- IZXIZTKNFFYFOF-UHFFFAOYSA-N2-OxazolidoneChemical compoundO=C1NCCO1IZXIZTKNFFYFOF-UHFFFAOYSA-N0.000description2
- 239000013032Hydrocarbon resinSubstances0.000description2
- RRHGJUQNOFWUDK-UHFFFAOYSA-NIsopreneChemical compoundCC(=C)C=CRRHGJUQNOFWUDK-UHFFFAOYSA-N0.000description2
- PPBRXRYQALVLMV-UHFFFAOYSA-NStyreneChemical compoundC=CC1=CC=CC=C1PPBRXRYQALVLMV-UHFFFAOYSA-N0.000description2
- 238000010521absorption reactionMethods0.000description2
- 150000007513acidsChemical class0.000description2
- 125000002723alicyclic groupChemical group0.000description2
- 229920013640amorphous poly alpha olefinPolymers0.000description2
- 230000009286beneficial effectEffects0.000description2
- 239000007767bonding agentSubstances0.000description2
- 238000003490calenderingMethods0.000description2
- 235000013877carbamideNutrition0.000description2
- 229920002678cellulosePolymers0.000description2
- 239000001913celluloseSubstances0.000description2
- 239000002131composite materialSubstances0.000description2
- 230000001143conditioned effectEffects0.000description2
- 238000011161developmentMethods0.000description2
- 230000009977dual effectEffects0.000description2
- 238000005538encapsulationMethods0.000description2
- 210000003608feceAnatomy0.000description2
- 239000002657fibrous materialSubstances0.000description2
- 239000006260foamSubstances0.000description2
- 229920006270hydrocarbon resinPolymers0.000description2
- TWNIBLMWSKIRAT-VFUOTHLCSA-NlevoglucosanChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@H]2CO[C@@H]1O2TWNIBLMWSKIRAT-VFUOTHLCSA-N0.000description2
- 230000014759maintenance of locationEffects0.000description2
- VZCYOOQTPOCHFL-UPHRSURJSA-Nmaleic acidChemical compoundOC(=O)\C=C/C(O)=OVZCYOOQTPOCHFL-UPHRSURJSA-N0.000description2
- 239000000178monomerSubstances0.000description2
- 239000002985plastic filmSubstances0.000description2
- 229920006255plastic filmPolymers0.000description2
- 229920000058polyacrylatePolymers0.000description2
- 239000002861polymer materialSubstances0.000description2
- 238000006116polymerization reactionMethods0.000description2
- 238000002360preparation methodMethods0.000description2
- 230000008569processEffects0.000description2
- 229920005989resinPolymers0.000description2
- 239000011347resinSubstances0.000description2
- 239000007921spraySubstances0.000description2
- 238000005507sprayingMethods0.000description2
- 229920003048styrene butadiene rubberPolymers0.000description2
- 229920001897terpolymerPolymers0.000description2
- 229920002725thermoplastic elastomerPolymers0.000description2
- 230000037303wrinklesEffects0.000description2
- BUHVIAUBTBOHAG-FOYDDCNASA-N(2r,3r,4s,5r)-2-[6-[[2-(3,5-dimethoxyphenyl)-2-(2-methylphenyl)ethyl]amino]purin-9-yl]-5-(hydroxymethyl)oxolane-3,4-diolChemical compoundCOC1=CC(OC)=CC(C(CNC=2C=3N=CN(C=3N=CN=2)[C@H]2[C@@H]([C@H](O)[C@@H](CO)O2)O)C=2C(=CC=CC=2)C)=C1BUHVIAUBTBOHAG-FOYDDCNASA-N0.000description1
- OYELEBBISJGNHJ-UHFFFAOYSA-N1,3-oxazinan-2-oneChemical compoundO=C1NCCCO1OYELEBBISJGNHJ-UHFFFAOYSA-N0.000description1
- RLHGFJMGWQXPBW-UHFFFAOYSA-N2-hydroxy-3-(1h-imidazol-5-ylmethyl)benzamideChemical compoundNC(=O)C1=CC=CC(CC=2NC=NC=2)=C1ORLHGFJMGWQXPBW-UHFFFAOYSA-N0.000description1
- QBGJZIGMETUVBL-UHFFFAOYSA-N3-(2-hydroxyethyl)-1,3-oxazolidin-2-id-4-oneChemical compoundOCCN1[CH-]OCC1=OQBGJZIGMETUVBL-UHFFFAOYSA-N0.000description1
- BXAAQNFGSQKPDZ-UHFFFAOYSA-N3-[1,2,2-tris(prop-2-enoxy)ethoxy]prop-1-eneChemical compoundC=CCOC(OCC=C)C(OCC=C)OCC=CBXAAQNFGSQKPDZ-UHFFFAOYSA-N0.000description1
- DBCAQXHNJOFNGC-UHFFFAOYSA-N4-bromo-1,1,1-trifluorobutaneChemical compoundFC(F)(F)CCCBrDBCAQXHNJOFNGC-UHFFFAOYSA-N0.000description1
- 241000212384BiforaSpecies0.000description1
- 229920001634CopolyesterPolymers0.000description1
- 229920000742CottonPolymers0.000description1
- 229920002785Croscarmellose sodiumPolymers0.000description1
- 229920000181Ethylene propylene rubberPolymers0.000description1
- DGAQECJNVWCQMB-PUAWFVPOSA-MIlexoside XXIXChemical compoundC[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+]DGAQECJNVWCQMB-PUAWFVPOSA-M0.000description1
- 229920000433LyocellPolymers0.000description1
- 229920002845Poly(methacrylic acid)Polymers0.000description1
- 229920002873PolyethyleniminePolymers0.000description1
- 239000004372Polyvinyl alcoholSubstances0.000description1
- 229920001131Pulp (paper)Polymers0.000description1
- 101100067993Saccharomyces cerevisiae (strain ATCC 204508 / S288c) ASC1 geneProteins0.000description1
- 101100067991Schizosaccharomyces pombe (strain 972 / ATCC 24843) rkp1 geneProteins0.000description1
- 229920002472StarchPolymers0.000description1
- 239000002174Styrene-butadieneSubstances0.000description1
- DAKWPKUUDNSNPN-UHFFFAOYSA-NTrimethylolpropane triacrylateChemical compoundC=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=CDAKWPKUUDNSNPN-UHFFFAOYSA-N0.000description1
- 229920002522Wood fibrePolymers0.000description1
- 239000011358absorbing materialSubstances0.000description1
- NIXOWILDQLNWCW-UHFFFAOYSA-Macrylate groupChemical groupC(C=C)(=O)[O-]NIXOWILDQLNWCW-UHFFFAOYSA-M0.000description1
- 150000001252acrylic acid derivativesChemical class0.000description1
- 239000002998adhesive polymerSubstances0.000description1
- 239000004840adhesive resinSubstances0.000description1
- 229920006223adhesive resinPolymers0.000description1
- 239000002390adhesive tapeSubstances0.000description1
- 125000005370alkoxysilyl groupChemical group0.000description1
- 239000003242anti bacterial agentSubstances0.000description1
- 239000003963antioxidant agentSubstances0.000description1
- 230000003078antioxidant effectEffects0.000description1
- 125000003118aryl groupChemical group0.000description1
- 238000003556assayMethods0.000description1
- 239000011324beadSubstances0.000description1
- 230000009172burstingEffects0.000description1
- XGOQVDSNQJJHTN-VRHVFUOLSA-NbusamChemical compoundO1C(=O)\C=C/C=C\C(C(O)C)OCC(O)C(C)(OC(C)=O)CC(=O)OCC23CCC(C)=CC2OC2CC1C3(C)C21CO1XGOQVDSNQJJHTN-VRHVFUOLSA-N0.000description1
- MTAZNLWOLGHBHU-UHFFFAOYSA-Nbutadiene-styrene rubberChemical compoundC=CC=C.C=CC1=CC=CC=C1MTAZNLWOLGHBHU-UHFFFAOYSA-N0.000description1
- GGAUUQHSCNMCAU-UHFFFAOYSA-Nbutane-1,2,3,4-tetracarboxylic acidChemical compoundOC(=O)CC(C(O)=O)C(C(O)=O)CC(O)=OGGAUUQHSCNMCAU-UHFFFAOYSA-N0.000description1
- 229910052799carbonInorganic materials0.000description1
- 125000004432carbon atomChemical groupC*0.000description1
- 239000011203carbon fibre reinforced carbonSubstances0.000description1
- 150000007942carboxylatesChemical group0.000description1
- 238000009960cardingMethods0.000description1
- 238000004891communicationMethods0.000description1
- 239000000356contaminantSubstances0.000description1
- 238000011109contaminationMethods0.000description1
- 238000007796conventional methodMethods0.000description1
- 238000004132cross linkingMethods0.000description1
- 229920003020cross-linked polyethylenePolymers0.000description1
- 239000004703cross-linked polyethyleneSubstances0.000description1
- 150000005676cyclic carbonatesChemical class0.000description1
- 238000013461designMethods0.000description1
- 150000001993dienesChemical class0.000description1
- 238000012674dispersion polymerizationMethods0.000description1
- 239000012153distilled waterSubstances0.000description1
- 238000001523electrospinningMethods0.000description1
- 238000004049embossingMethods0.000description1
- ZINJLDJMHCUBIP-UHFFFAOYSA-Nethametsulfuron-methylChemical compoundCCOC1=NC(NC)=NC(NC(=O)NS(=O)(=O)C=2C(=CC=CC=2)C(=O)OC)=N1ZINJLDJMHCUBIP-UHFFFAOYSA-N0.000description1
- HDERJYVLTPVNRI-UHFFFAOYSA-Nethene;ethenyl acetateChemical classC=C.CC(=O)OC=CHDERJYVLTPVNRI-UHFFFAOYSA-N0.000description1
- STVZJERGLQHEKB-UHFFFAOYSA-Nethylene glycol dimethacrylateSubstancesCC(=C)C(=O)OCCOC(=O)C(C)=CSTVZJERGLQHEKB-UHFFFAOYSA-N0.000description1
- 230000008020evaporationEffects0.000description1
- 238000001704evaporationMethods0.000description1
- 230000029142excretionEffects0.000description1
- 238000002474experimental methodMethods0.000description1
- 230000002550fecal effectEffects0.000description1
- 239000013305flexible fiberSubstances0.000description1
- 230000009969flowable effectEffects0.000description1
- 238000013023gasketingMethods0.000description1
- 230000009477glass transitionEffects0.000description1
- 239000003292glueSubstances0.000description1
- 238000010438heat treatmentMethods0.000description1
- 230000002209hydrophobic effectEffects0.000description1
- 238000011065in-situ storageMethods0.000description1
- 239000004615ingredientSubstances0.000description1
- 239000003550markerSubstances0.000description1
- 238000002074melt spinningMethods0.000description1
- 230000008018meltingEffects0.000description1
- 238000002844meltingMethods0.000description1
- 229910052751metalInorganic materials0.000description1
- 239000002184metalSubstances0.000description1
- 239000012968metallocene catalystSubstances0.000description1
- 239000003607modifierSubstances0.000description1
- MENOBBYDZHOWLE-UHFFFAOYSA-Nmorpholine-2,3-dioneChemical compoundO=C1NCCOC1=OMENOBBYDZHOWLE-UHFFFAOYSA-N0.000description1
- 239000002105nanoparticleSubstances0.000description1
- 238000006386neutralization reactionMethods0.000description1
- 231100000344non-irritatingToxicity0.000description1
- AHHWIHXENZJRFG-UHFFFAOYSA-NoxetaneChemical compoundC1COC1AHHWIHXENZJRFG-UHFFFAOYSA-N0.000description1
- 239000012466permeateSubstances0.000description1
- 239000004014plasticizerSubstances0.000description1
- 229920000962poly(amidoamine)Polymers0.000description1
- 229920001200poly(ethylene-vinyl acetate)Polymers0.000description1
- 229920002401polyacrylamidePolymers0.000description1
- 229920002239polyacrylonitrilePolymers0.000description1
- 229920000768polyaminePolymers0.000description1
- 229920002635polyurethanePolymers0.000description1
- 239000004814polyurethaneSubstances0.000description1
- 229920002451polyvinyl alcoholPolymers0.000description1
- 238000003825pressingMethods0.000description1
- 238000012545processingMethods0.000description1
- FBCQUCJYYPMKRO-UHFFFAOYSA-Nprop-2-enyl 2-methylprop-2-enoateChemical compoundCC(=C)C(=O)OCC=CFBCQUCJYYPMKRO-UHFFFAOYSA-N0.000description1
- 239000007870radical polymerization initiatorSubstances0.000description1
- 238000009877renderingMethods0.000description1
- 229920006395saturated elastomerPolymers0.000description1
- 239000002356single layerSubstances0.000description1
- 238000002791soakingMethods0.000description1
- 229910052708sodiumInorganic materials0.000description1
- 239000011734sodiumSubstances0.000description1
- 239000002904solventSubstances0.000description1
- 238000004528spin coatingMethods0.000description1
- 238000009987spinningMethods0.000description1
- 239000008107starchSubstances0.000description1
- 235000019698starchNutrition0.000description1
- 238000003860storageMethods0.000description1
- 229920006132styrene block copolymerPolymers0.000description1
- 239000011115styrene butadieneSubstances0.000description1
- 239000000126substanceSubstances0.000description1
- 150000005846sugar alcoholsPolymers0.000description1
- 238000010557suspension polymerization reactionMethods0.000description1
- 238000002834transmittanceMethods0.000description1
- VPYJNCGUESNPMV-UHFFFAOYSA-NtriallylamineChemical compoundC=CCN(CC=C)CC=CVPYJNCGUESNPMV-UHFFFAOYSA-N0.000description1
- 210000000689upper legAnatomy0.000description1
- 239000011800void materialSubstances0.000description1
- 238000001238wet grindingMethods0.000description1
- 238000004804windingMethods0.000description1
- 239000002023woodSubstances0.000description1
- 239000002759woven fabricSubstances0.000description1
- 239000004711α-olefinSubstances0.000description1
Images









Classifications
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53743—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the position of the layer relative to the other layers
- A61F13/53747—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the position of the layer relative to the other layers the layer is facing the topsheet
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/5323—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having absorbent material located in discrete regions, e.g. pockets
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53743—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the position of the layer relative to the other layers
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530437—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a part with elevated absorption means
- A61F2013/530445—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a part with elevated absorption means by defining a target or acquisition or vulnerability zone
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530437—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a part with elevated absorption means
- A61F2013/530452—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a part with elevated absorption means having chemically-stiffened fibres
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/5349—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad being a tissue-wrapped core
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F2013/53765—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterized by its geometry
- A61F2013/53778—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterized by its geometry with grooves
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Translated fromGermanDescription
Translated fromGermanGEBIET DER ERFINDUNGFIELD OF THE INVENTION
Die Erfindung stellt einen absorbierenden Artikel für die Körperhygiene bereit, wie beispielsweise, aber nicht beschränkt auf eine Babywindel, eine Hose zur Reinlichkeitserziehung, eine Damenbinde oder ein Inkontinenzprodukt für Erwachsene.The invention provides an absorbent personal care article such as, but not limited to, a baby diaper, cleansing pants, a sanitary napkin, or an adult incontinence product.
HINTERGRUND DER ERFINDUNGBACKGROUND OF THE INVENTION
Absorbierende Artikel für die Körperhygiene, wie beispielsweise Einweg-Babywindeln, Trainingshosen für Kleinkinder oder Inkontinenzunterwäsche für Erwachsene, sind ausgelegt, Körperausscheidungen, insbesondere große Urinmengen, zu absorbieren und aufzufangen. Diese absorbierenden Artikel umfassen mehrere Schichten, die verschiedene Funktionen bereitstellen, neben anderen Schichten beispielsweise eine Oberschicht, eine Unterschicht und einen absorbierenden Kern dazwischen.Absorbent personal care articles, such as disposable baby diapers, toddler training pants, or adult incontinence undergraves, are designed to absorb and collect body exudates, particularly large quantities of urine. These absorbent articles comprise a plurality of layers providing various functions, among other layers, for example, a topsheet, a backsheet, and an absorbent core therebetween.
Die Funktion des absorbierenden Kerns ist es in der Regel, die Ausscheidungen für eine längere Zeit zu absorbieren und aufzufangen, Rücknässung zu minimieren, um den Träger trocken zu halten, und Verschmutzung von Kleidung oder Bettwäsche zu vermeiden. Die Mehrheit der derzeit auf dem Markt erhältlichen absorbierenden Artikel umfassen als absorbierendes Material eine Mischung aus zerkleinertem Holzzellstoff mit Superabsorber-Polymeren (SAP) in Teilchenform, auch als absorbierende Geliermaterialien (AGM) bezeichnet, siehe beispielsweise
Es ist auch bekannt, eine Unterschicht, üblicherweise ein Vlies, zwischen der Oberschicht und dem absorbierenden Kern vorzusehen. Diese Unterschichten sind so ausgelegt, dass sie die Flüssigkeit schnell von der Oberschicht in den Kern aufnehmen und/oder verteilen. Diese Unterschichten werden manchmal als „Dochtschicht”, „Flutschicht”, „Aufnahmeschicht” oder „Verteilungsschicht” bezeichnet. Artikel mit nur einer dieser Unterschichten sind bekannt. Eine einzige Unterschicht ist beispielsweise in
In einem ersten Aspekt der Erfindung haben die Erfinder nun entdeckt, dass die Bildung von dreidimensionalen Kanälen in einem nassen absorbierenden Kern dazu beitragen kann, dreidimensionale Gräben in einer faserigen Struktur zu bilden, die zwischen der Oberschicht und der Oberseite des absorbierenden Kerns angeordnet ist. Die Faserstruktur kann beispielsweise eine Aufnahme- und/oder Verteilungsschicht sein. Die Gräben in der Faserschicht können Vorteile im Hinblick auf die Flüssigkeitsaufnahme und -verteilung bereitstellen. In einem zweiten Aspekt betrifft die Erfindung einen absorbierenden Kern, der in dem Artikel der Erfindung verwendet werden kann und der eine Kernumwicklungsbindung umfasst, die sich allmählich öffnet, wenn der absorbierende Kern quillt, um einen zusätzlichen Quellraum für das gequollene absorbierende Material bereitzustellen.In a first aspect of the invention, the inventors have now discovered that the formation of three-dimensional channels in a wet absorbent core can help form three-dimensional trenches in a fibrous structure disposed between the topsheet and the top of the absorbent core. The fiber structure may be, for example, a receiving and / or distribution layer. The trenches in the fibrous layer can provide advantages in terms of liquid acquisition and distribution. In a second aspect, the invention relates to an absorbent core which can be used in the article of the invention and which includes a core wrap weave that gradually opens as the absorbent core swells to provide additional swell space for the swollen absorbent material.
ZUSAMMENFASSUNGSUMMARY
In einem ersten Aspekt ist die Erfindung ein absorbierender Artikel für die Körperhygiene, wie in den Ansprüchen angegeben. Der Absorptionsartikel umfasst eine flüssigkeitsdurchlässige Oberschicht, eine flüssigkeitsundurchlässige Unterschicht und einen Absorptionskern zwischen der Oberschicht und der Unterschicht. Der absorbierende Kern umfasst eine Kernumwicklung, die ein absorbierendes Material umschließt und eine Oberseite und eine Unterseite umfasst. Das absorbierende Material umfasst ein Superabsorber-Polymer. Der absorbierende Kern umfasst eine oder mehrere Regionen, die im Wesentlichen frei von absorbierendem Material sind. Die Oberseite der Kernumwicklung ist an der Unterseite der Kernumwicklung durch die eine oder die mehreren Regionen befestigt, die im Wesentlichen frei von absorbierendem Material sind, sodass die Kernumwicklung, wenn das absorbierende Material quillt, ein oder mehrere Kanäle bildet, die dazu dienen können, eine eintretende Flüssigkeit entlang der Länge des Kanals zu verteilen. Der absorbierende Artikel kann ferner eine Faserschicht umfassen, die zumindest teilweise mit der Oberseite oder der Unterseite der Kernumwicklung in der einen oder den mehreren Regionen verbunden ist, die im Wesentlichen frei von absorbierendem Material sind. Die Bildung der Kanäle in dem absorbierenden Kern, wenn das absorbierende Material quillt, bewirkt die Bildung eines oder mehrerer entsprechender Gräben in der Faserschicht.In a first aspect, the invention is an absorbent personal care article as set forth in the claims. The absorbent article comprises a liquid pervious topsheet, a liquid impermeable backsheet and an absorbent core between the topsheet and the backsheet. The absorbent core includes a core wrap surrounding an absorbent material and including a top and a bottom. The absorbent material comprises a superabsorbent polymer. The absorbent core comprises one or more regions that are substantially free of absorbent material. The top of the core wrap is secured to the underside of the core wrap by the one or more regions that are substantially free of absorbent material such that as the absorbent material swells, the core wrap forms one or more channels that may serve to form a core to distribute incoming liquid along the length of the channel. The absorbent article may further comprise a fibrous layer at least partially joined to the top or bottom of the core wrap in the one or more regions that are substantially free of absorbent material. Formation of the channels in the absorbent core as the absorbent material swells causes formation of one or more corresponding trenches in the fibrous layer.
In einem zweiten Aspekt ist die Erfindung ein absorbierender Kern, wie er oben beschrieben ist und in einem beliebigen absorbierenden Artikel verwendet werden kann. Die Kernumwicklungsbindung zwischen der Oberseite und der Unterseite der Kernumwicklung öffnet sich während des Gebrauchs in einer kontrollierten Weise, sodass, wenn der absorbierende Kern in eine Kochsalzlösung von 0,9 Gew.-% bei 37°C gemäß dem hier beschriebenen Kanal-Delaminierungs-Eintauchtest eingetaucht wird:
- – nach 10 min weniger als ein Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert;
- – optional nach 20 min ein Drittel bis zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert;
- – nach 60 min mindestens zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert.
- After 10 minutes less than one third of the initial core wrap bond delaminated;
- Optionally delaminated after 20 minutes from one third to two thirds of the initial core wrap bond length;
- After at least two-thirds of the initial core wrap bond delamination after 60 minutes.
Der erste und der zweite Aspekt der Erfindung können unabhängig von einander verwendet werden oder können kombiniert werden.The first and second aspects of the invention may be used independently of each other or may be combined.
KURZBESCHREIBUNG DER ZEICHNUNGENBRIEF DESCRIPTION OF THE DRAWINGS
DETAILLIERTE BESCHREIBUNG DER ERFINDUNGDETAILED DESCRIPTION OF THE INVENTION
Einführungintroduction
Wie hierin verwendet, bezieht sich der Begriff „absorbierender Artikel für die Körperhygiene” auf Einwegeinrichtungen, wie beispielsweise Babywindeln, Trainingshosen für Kleinkinder, Inkontinenzprodukte für Erwachsene oder Damenbinden und dergleichen, die gegen den Körper des Trägers oder in der Nähe des Körpers der Trägers angeordnet werden, um Ausscheidungen, die vom Körper abgeführt werden, zu absorbieren und aufzufangen. Die absorbierenden Artikel der Erfindung werden in der nachfolgenden Beschreibung und in den Figuren in Form einer geklebten Windel weiter veranschaulicht. Nichts in dieser Beschreibung soll jedoch als den Umfang der Ansprüche einschränkend verstanden werden, sofern nicht ausdrücklich etwas anderes angegeben ist.As used herein, the term "personal care absorbent article" refers to disposable devices such as baby diapers, toddler training pants, adult incontinence products or sanitary napkins, and the like, which are placed against the wearer's body or near the wearer's body to absorb and absorb excreta discharged from the body. The absorbent articles of the invention are further illustrated in the following description and figures in the form of a glued diaper. Nothing in this description, however, should be construed as limiting the scope of the claims, unless expressly stated otherwise.
Wie hierin verwendet, ist ein „Vliesgewebe” ein gefertigter Bogen, eine gefertigte Bahn oder eine gefertigte Matte aus richtungsmäßig oder zufällig ausgerichteten Fasern, die durch Reibung und/oder Kohäsion und/oder Adhäsion aneinander gebunden sind, ausschließlich von Papier und Produkten, die gewebt, gestrickt, getuftet, unter Einschluss von Bindegarnen oder -fäden nähgewirkt oder durch Nassmahlen gefilzt wurden, gleich, ob sie zusätzlich genäht sind oder nicht. Die Fasern können natürlichen oder künstlichen Ursprungs sein und können Stapel- oder Endlosfilamente sein oder in situ gebildet werden. Im Handel erhältliche Fasern haben Durchmesser von weniger als etwa 0,001 mm bis mehr als etwa 0,2 mm und sie kommen in verschiedenen Formen vor, wie beispielsweise Kurzfasern (bekannt als Stapelfasern oder geschnittene Fasern), kontinuierliche Einzelfasern (Filamente oder Monofilamente), ungedrehte Bündel von kontinuierlichen Filamenten (Werg) und gedrehte Bündel von Endlosfilamenten (Faden). Vliesgewebe können durch viele Verfahren wie Schmelzblasen, Schmelzspinnen, Lösungsmittelspinnen, Elektrospinnen, Kardieren und aerodynamisches Vliesbilden gebildet werden. Das Flächengewicht der Vliesbahnen wird üblicherweise in Gramm pro Quadratmeter (g/m2) ausgedrückt.As used herein, a "nonwoven web" is a fabricated sheet, web, or mat made of directionally or randomly oriented fibers bonded together by friction and / or cohesion and / or adhesion, excluding woven paper and woven products knitted, tufted, stitched or taped together, or sewn by wet milling, whether sewn or not. The fibers may be of natural or synthetic origin and may be staple or continuous filaments or formed in situ. Commercially available fibers have diameters of less than about 0.001 mm to more than about 0.2 mm, and come in various forms such as short fibers (known as staple fibers or cut fibers), continuous single fibers (filaments or monofilaments), untwisted bundles continuous filaments (tow) and twisted bundles of continuous filaments (thread). Nonwoven fabrics can be formed by many methods such as meltblowing, melt spinning, solvent spinning, electrospinning, carding, and aerodynamic nonwoven forming. The basis weight of the nonwoven webs is usually expressed in grams per square meter (g / m2 ).
Der Begriff „verbunden” oder „gebunden” oder „befestigt”, wie hierin verwendet, schließt Konfigurationen ein, bei denen ein Element direkt an einem anderen Element befestigt wird, indem das Element direkt an dem anderen Element angebracht wird, und Konfigurationen, bei denen ein Element indirekt an einem anderen Element befestigt ist, indem das Element an (ein) Zwischenglied(er) angebracht wird, das oder die wiederum an dem anderen Element angebracht ist/sind.The term "connected" or "bonded" or "attached" as used herein includes configurations in which one element is attached directly to another element by attaching the element directly to the other element and configurations in which one member is attached indirectly to another member by attaching the member to an intermediate member (s) attached to the other member (s).
„Umfassend”, „umfassen” und „umfasst” sind offene Begriffe, die jeweils die das Vorhandensein des Nachfolgenden, z. B. einer Komponente, angeben, aber anderer Merkmale, z. B. Elemente, Schritte, Komponenten, die im Stand der Technik bekannt oder hierin offenbart sind, nicht ausschließen. Diese Begriffe, die auf dem Verb „umfassen” beruhen, sollten so verstanden werden, dass sie die engeren Begriffe „bestehend aus”, der jegliche Elemente, Schritte oder Inhaltsstoffe, die nicht angegeben sind, ausschließt, und „im Wesentlichen bestehend aus”, der den Umfang eines Elements auf die angegebenen Materialien und Schritte und auf solche, die die Weise, in der das Element seine Funktion ausführt, nicht wesentlich beeinflussen, beschränkt, einschließen. Alle nachstehend beschriebenen bevorzugten Ausführungsformen oder Ausführungsbeispiele beschränken den Schutzumfang der Ansprüche nicht, sofern nicht ausdrücklich anders angegeben wird. Die Worte „üblicherweise”, „normalerweise”, „vorteilhafterweise” und dergleichen bezeichnen ebenfalls Elemente, die den Schutzumfang der Ansprüche nicht einschränken sollen, sofern nicht ausdrücklich anders angegeben wird."Comprehensive", "comprising" and "comprising" are open-ended terms, each of which represents the existence of the subsequent, e.g. As a component, but other characteristics, such. Elements, steps, components known in the art or disclosed herein. These terms, which are based on the verb "comprising", should be understood to exclude the narrower terms "consisting of" that excludes any elements, steps, or ingredients that are not indicated, and "consisting essentially of," which limits the scope of an element to the specified materials and steps and those that do not materially affect the manner in which the element performs its function. All preferred embodiments or embodiments described below do not limit the scope of the claims unless expressly stated otherwise. The words "ordinary," "normally," "advantageously," and the like also refer to elements that are not intended to limit the scope of the claims, unless expressly stated otherwise.
Allgemeine Beschreibung des absorbierenden ArtikelsGeneral description of the absorbent article
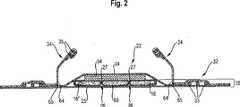
Ein beispielhafter absorbierender Artikel gemäß der Erfindung in Form einer Babywindel
Der Absorptionsartikel umfasst eine flüssigkeitsdurchlässige Oberschicht
Der absorbierende Artikel
Der Schrittbereich kann als der Bereich der Windel definiert werden, der in Längsrichtung an dem Schrittpunkt C zentriert ist und sich in Richtung der Vorderseite und in Richtung der Rückseite des absorbierenden Artikels um einen Abstand von einem Fünftel von L (L/5) in jeder Richtung erstreckt. Ein vorderer Bereich und ein hinterer Bereich können als die verbleibenden Abschnitte der Windeln definiert werden, die jeweils in Richtung der vorderen und der hinteren Kanten des Artikels angeordnet sind.The crotch area may be defined as the area of the diaper centered longitudinally at the crotch point C and toward the front and back of the crotch absorbent article by a distance of one-fifth of L (L / 5) in each direction. A front portion and a rear portion may be defined as the remaining portions of the diapers, which are respectively disposed toward the front and rear edges of the article.
Die Oberschicht
Der beispielhafte absorbierende Kern
Der absorbierende Artikel umfasst ferner eine Faserschicht
Oberschicht
Die Oberschicht
Die Oberschicht
Geeignete geformte Folienoberschichten sind auch in
Jedweder Abschnitt der Oberschicht
Die Oberschicht
Typische Windeloberschichten haben ein Flächengewicht von etwa 10 bis etwa 28 g/m2, insbesondere zwischen etwa 12 und etwa 18 g/m2, aber andere Flächengewichte sind möglich.Typical diaper topsheets have a basis weight of about 10 to about 28 g / m2, in particular between about 12 and about 18 g / m2, but other weights per unit area are possible.
Unterschicht
Die Unterschicht
Die Unterschicht
Absorbierender Kern
Der absorbierende Kern ist üblicherweise die Komponente des Artikels mit der höchsten Absorptionskapazität. Der absorbierende Kern umfasst eine Kernumwicklung, ein absorbierendes Material und wahlweise einen in der Kernumwicklung eingeschlossenen Klebstoff. Das absorbierende Material umfasst ein Superabsorber-Polymer (hierin abgekürzt mit „SAP”), insbesondere kann das absorbierende Material der Erfindung absorbierendes Material mit einer hohen Menge an Superabsorber-Polymeren enthalten, die in der Kernumwicklung eingeschlossen sind. Der SAP-Gehalt kann mindestens 40% oder mehr (insbesondere mindestens 60% oder mindestens 80%) bezogen auf das Gewicht des in der Kernumwicklung enthaltenen absorbierenden Materials betragen. Der absorbierende Kern kann Luftfilz-frei sein. Die Kernumwicklung wird für den Zweck der Bewertung des Prozentsatzes von SAP im absorbierenden Kern nicht als absorbierendes Material betrachtet.The absorbent core is usually the component of the article with the highest absorption capacity. The absorbent core comprises a core wrap, an absorbent material, and optionally an adhesive encased in the core wrap. The absorbent material comprises a superabsorbent polymer (herein abbreviated to "SAP"), in particular, the absorbent material of the invention may include absorbent material having a high amount of superabsorbent polymers entrapped in the core wrap. The SAP content may be at least 40% or more (more preferably at least 60% or at least 80%) based on the weight of the absorbent material contained in the core wrap. The absorbent core may be airfelt-free. The core wrap is not considered an absorbent material for the purpose of evaluating the percentage of SAP in the absorbent core.
Unter „absorbierendem Material” versteht man ein Material, das ein Absorptionsvermögen oder Flüssigkeitsrückhalteeigenschaften aufweist, wie beispielsweise SAP, Cellulosefasern sowie synthetische Fasern. Üblicherweise haben Klebstoffe, die bei der Herstellung von absorbierenden Kernen verwendet werden, kein Absorptionsvermögen und werden nicht als absorbierendes Material betrachtet. Der SAP-Gehalt kann höher als 80% sein, beispielsweise mindestens 85%, mindestens 90%, mindestens 95% und sogar bis zu einschließlich 100% des Gewichts des in der Kernumwicklung enthaltenen absorbierenden Materials. Dies stellt einen relativ dünnen Kern im Vergleich zu dem herkömmlichen Kern bereit, der üblicherweise zwischen 40–60% SAP und einen hohen Gehalt an Cellulosefasern umfasst. Das absorbierende Material kann insbesondere weniger als 10 Gew.-% oder weniger als 5 Gew.-% natürliche oder synthetische Fasern aufweisen oder sogar im Wesentlichen frei von natürlichen und/oder synthetischen Fasern sein. Das absorbierende Material kann vorteilhafterweise wenig oder keine Luftfilz-(Cellulose-)Fasern umfassen, insbesondere kann der absorbierende Kern bezogen auf das Gewicht des absorbierenden Kerns weniger als 15%, 10%, 5% Luftfilz-(Cellulose-)Fasern umfassen oder sogar im Wesentlichen frei von Cellulosefasern sein.By "absorbent material" is meant a material having absorbency or fluid retention properties, such as SAP, cellulosic fibers, and synthetic fibers. Usually, adhesives used in the manufacture of absorbent cores do not have absorbency and are not considered absorbent material. The SAP content may be higher than 80%, for example at least 85%, at least 90%, at least 95% and even up to and including 100% of the weight of the absorbent material contained in the core wrap. This provides a relatively thin core compared to the conventional core, which typically comprises between 40-60% SAP and a high content of cellulosic fibers. In particular, the absorbent material may comprise less than 10% by weight or less than 5% by weight of natural or synthetic fibers or even be substantially free of natural and / or synthetic fibers. The absorbent material may advantageously comprise little or no airfelt (cellulosic) fibers; in particular, the absorbent core may comprise less than 15%, 10%, 5% airfelt (cellulose) fibers, or even in relation to the weight of the absorbent core Essentially free of cellulose fibers.
Kerne, die eine relativ hohe Menge an SAP mit verschiedenen Kernkonstruktionen enthalten, wurden in der Vergangenheit vorgeschlagen, siehe beispielsweise
Der absorbierende Kern
Der absorbierende Kern gemäß der Erfindung kann ferner mindestens einen Klebstoff umfassen, insbesondere um zur Festlegung des SAPs innerhalb der Kernumwicklung beizutragen, um die Intaktheit der Kernumwicklung zu gewährleisten und/oder die Unterseite der Kernumwicklung an der Oberseite der Kernumwicklung durch die eine Region oder die mehreren Regionen, die im Wesentlichen frei von absorbierendem Material sind, zu befestigen. Eine erste Art von Klebstoff, die verwendet werden kann, ist der sogenannte Hilfskleber (in der Zeichnung nicht dargestellt), der auf die Innenfläche der Oberseite und/oder der Unterseite der Kernumwicklung aufgetragen werden kann. Der Hilfskleber kann ein beliebiger herkömmlicher Klebstoff sein, der in der Praxis verwendet wird, insbesondere Heißschmelzkleber. Beispiele für Klebstoffe basieren auf einem Klebstoffpolymer, wie beispielsweise SIS (Styrol-Isopren-Block-Co-Polymer), SBS (Styrol-Butadien-Block-Copolymer) oder mPO (Metallocin-Polyolefin). Der Klebstoff kann auch einen Klebrigmacher, wie beispielsweise ein hydriertes Kohlenwasserstoffharz, sowie ein Öl und ein Antioxidationsmittel umfassen. Hydrierte Kohlenwasserstoffharze werden aus aromatischen/aliphatischen Harzgemischen hergestellt, die anschließend selektiv hydriert werden, um eine breite Palette von Materialien mit geringer Einfärbung, hoher Stabilität und weiter Kompatibilität herzustellen. Beispiele für handelsübliche Klebstoffe sind als HL 1358LO und NW 1286 (beide von HB Fuller) und DM 526 (Fa. Henkel) erhältlich. The absorbent core according to the invention may further comprise at least one adhesive, in particular for contributing to the fixation of the SAP within the core wrap to ensure the integrity of the core wrap and / or the underside of the core wrap at the top of the core wrap by the one or more regions To attach regions that are substantially free of absorbent material. A first type of adhesive which can be used is the so-called auxiliary adhesive (not shown in the drawing), which can be applied to the inner surface of the upper side and / or the lower side of the core wrapping. The auxiliary adhesive may be any conventional adhesive used in practice, especially hot melt adhesive. Examples of adhesives are based on an adhesive polymer such as SIS (styrene-isoprene block copolymer), SBS (styrene-butadiene block copolymer) or mPO (metallocene polyolefin). The adhesive may also include a tackifier, such as a hydrogenated hydrocarbon resin, as well as an oil and an antioxidant. Hydrogenated hydrocarbon resins are made from aromatic / aliphatic resin blends which are then selectively hydrogenated to produce a wide range of low color, high stability, and high compatibility materials. Examples of commercial adhesives are available as HL 1358LO and NW 1286 (both from HB Fuller) and DM 526 (from Henkel).
Der Hilfskleber kann auf der Oberseite und/oder der Unterseite der Kernumwicklung in einer durchschnittlichen Menge von 2 g/m2 bis 20 g/m2, insbesondere von 4 g/m2 bis 10 g/m2, aufgetragen werden. Der Hilfskleber kann gleichmäßig oder diskontinuierlich aufgetragen werden, insbesondere als eine Reihe von Streifen in regelmäßigen Abständen und in Längsrichtung orientiert, beispielsweise eine Reihe von Hilfskleberstreifen von etwa 1 mm Breite, die um einen Abstand von 1 mm bis 3 mm voneinander beabstandet sind, Die Auftragsregion des Hilfsklebers auf der Innenfläche der Oberseite und/oder Unterseite der Kernumwicklung entspricht der gesamten Abscheidungsregion
Superabsorber-Polymer (SAP)Superabsorbent Polymer (SAP)
„Superabsorber-Polymer” („SAP”), wie hierin verwendet, beziehen sich auf absorbierendes Materialien, die vernetzte Polymermaterialien sind, die mindestens das 10-fache ihres Gewichts an 0,9%-iger wässriger Salzlösung absorbieren können, wie mit dem Zentrifugenretentionskapazitätstest (EDANA-Verfahren 241.2-05E) gemessen. Das verwendete SAP kann insbesondere einen CRC-Wert von mehr als 20 g/g oder mehr als 24 g/g oder von 20 bis 50 g/g oder von 20 bis 40 g/g oder von 24 bis 30 g/g aufweisen. Das in der vorliegenden Erfindung zweckdienliche SAP umfasst eine Vielzahl von wasserunlöslichen, aber wasserquellbaren Polymeren, die in der Lage sind, große Mengen an Flüssigkeiten zu absorbieren."Superabsorbent polymer" ("SAP") as used herein refers to absorbent materials which are cross-linked polymeric materials capable of absorbing at least 10 times their weight in 0.9% aqueous saline solution, such as with the centrifuge retention capacity test (EDANA method 241.2-05E). In particular, the SAP used may have a CRC of greater than 20 g / g or greater than 24 g / g or from 20 to 50 g / g or from 20 to 40 g / g or from 24 to 30 g / g. The SAP useful in the present invention comprises a variety of water-insoluble but water-swellable polymers capable of absorbing large quantities of liquids.
Das Superabsorber-Polymer kann in Partikelform vorliegen, so dass es im trockenen Zustand fließfähig ist. Typische partikelförmige absorbierende Polymermaterialien bestehen aus Poly(meth)acrylsäure-Polymeren. Jedoch kann auch ein auf Stärke basierendes partikelförmiges absorbierendes Polymermaterial ebenso wie Polyacrylamid-Copolymer, Ethylen-Maleinsäureanhydrid-Copolymer, vernetzte Carboxymethylcellulose, Polyvinylalkohol-Copolymere, vernetztes Polyethylenoxid und stärkegepfropftes Copolymer aus Polyacrylnitril verwendet werden. Das Superabsorber-Polymer kann Polyacrylate und Po1yacrylsäure-Polymere sein, die intern und/oder oberflächenvernetzt sind. Geeignete Materialien sind in der PCT-Patentanmeldung
Das SAP kann aus Polyacrylsäure/Polyacrylat-Polymeren gebildet sein, beispielsweise mit einem Neutralisationsgrad von 60% bis 90% oder etwa 75%, beispielsweise mit Natrium-Gegenionen. Geeignete SAP können beispielsweise auch aus inversen Suspensions-Polymerisationen, wie in
Der absorbierende Kern umfasst üblicherweise nur einen Typ von SAP, es ist aber nicht ausgeschlossen, dass eine Mischung von SAPs verwendet werden kann. Die Flüssigkeitsdurchlässigkeit eines Superabsorber-Polymers kann unter Verwendung seines Urin-Durchlässigkeits-(UPM-)Messwertes quantifiziert werden, wie in der offengelegten europäischen Patentanmeldung Nr.
Für die meisten absorbierenden Artikel, und insbesondere für Windeln, tritt der Flüssigkeitsaustritt überwiegend in der vorderen Hälfte des Artikels auf. Die vordere Hälfte des Artikels (wie durch den Bereich zwischen der Vorderkante und einer Querlinie definiert, die in einem Abstand von der Hälfte L von der Vorder- oder Hinterkante angeordnet ist) kann daher den größten Teil der Absorptionskapazität des Kerns umfassen. So können in der vorderen Hälfte des absorbierenden Artikels mindestens 60% des SAPs oder mindestens 65%, 70%, 75% oder 80% des SAPs vorhanden sein, wobei das verbleibende SAP in der hinteren Hälfte des absorbierenden Artikel angeordnet ist.For most absorbent articles, and especially diapers, the leakage of fluid predominantly occurs in the front half of the article. The front half of the article (as defined by the area between the leading edge and a transverse line spaced apart by a half L from the leading or trailing edge) may therefore comprise most of the absorbent capacity of the core. Thus, at least 60% of the SAP or at least 65%, 70%, 75% or 80% of the SAP may be present in the front half of the absorbent article with the remaining SAP located in the back half of the absorbent article.
Die Gesamtmenge an SAP, die in dem absorbierenden Kern vorhanden ist, kann auch je nach erwartetem Benutzer variieren. Windeln für Neugeborene können weniger SAP als Säuglingswindel oder Inkontinenzwindeln für Erwachsene erfordern. Die Menge an SAP im Kern kann beispielsweise etwa 5 bis 60 g, insbesondere 5 bis 50 g umfassen. Das durchschnittliche SAP-Flächengewicht innerhalb der (oder „innerhalb von mindestens einer”, falls mehrere vorhanden sind) Abscheidungsregion
Absorbierendes Material
Das absorbierende Material kann eine kontinuierliche Schicht innerhalb der Kernumwicklung sein, die beispielsweise durch das Aufbringen einer einzigen kontinuierlichen Schicht aus absorbierendem Material erhalten werden kann. Das absorbierende Material kann auch aus einzelnen Taschen oder Streifen aus absorbierendem Material bestehen, die in der Kernumwicklung eingeschlossen sind. Die kontinuierliche Schicht aus absorbierendem Material, insbesondere aus SAP, kann auch durch Kombinieren von zwei absorbierenden Schichten mit diskontinuierlichem Applizierungsmuster von absorbierendem Material erhalten werden, wobei die resultierende Schicht im Wesentlichen kontinuierlich über die absorbierende partikelförmige Polymermaterialregion verteilt ist, wie beispielsweise in
Faseriges thermoplastisches Klebematerial
Der absorbierende Kern kann auch ein faseriges thermoplastisches Klebematerial
Das thermoplastische Polymer kann üblicherweise ein Molekulargewicht (MG) von mehr als 10.000 und eine Glasübergangstemperatur (Tg) aufweisen, die üblicherweise unterhalb der Raumtemperatur oder –6°C < Tg < 16°C liegt. Übliche Konzentrationen des Polymers in einem Hotmelt liegen im Bereich von etwa 20 bis etwa 40 Gew.-%. Die thermoplastischen Polymere können wasserunempfindlich sein. Beispielhafte Polymere sind (Styrol)-Blockcopolymere, einschließlich ABA-Triblockstrukturen, AB-Diblockstrukturen und (A-B) n-Radialblockcopolymerstrukturen, wobei die A-Blöcke nicht-elastomere Polymerblöcke sind, die üblicherweise Polystyrol umfassen, und die B-Blöcke ungesättigtes konjugiertes Dien oder (teilweise) hydrierte Versionen davon sind. Der B-Block ist üblicherweise Isopren, Butadien, Ethylen/Butylen (hydriertes Butadien), Ethylen/Propylen (hydriertes Isopren) und Gemische davon. Andere geeignete thermoplastische Polymere, die verwendet werden können, sind Metallocenpolyolefine, die Ethylenpolymere sind, die unter Verwendung von Einzel- oder Metallocen-Katalysatoren hergestellt werden. Darin kann mindestens ein Comonomer mit Ethylen polymerisiert werden, um ein Copolymer, ein Terpolymer oder ein Polymer höherer Ordnung herzustellen. Ebenfalls verwendbar sind amorphe Polyolefine oder amorphe Polyalphaolefine (APAO), die Homopolymere, Copolymere oder Terpolymere von C2- bis C8-alpha-Olefinen sind.The thermoplastic polymer may usually have a molecular weight (MW) of more than 10,000 and a glass transition temperature (Tg), which is usually below room temperature or -6 ° C <Tg <16 ° C. Typical concentrations of the polymer in a hotmelt range from about 20 to about 40 weight percent. The thermoplastic polymers may be water insensitive. Exemplary polymers are (styrene) block copolymers, including ABA triblock structures, AB diblock structures, and (AB) n radial block copolymer structures, where the A blocks are non-elastomeric polymer blocks, usually comprising polystyrene, and the B blocks are unsaturated conjugated diene or (partially) hydrogenated versions thereof. The B block is usually isoprene, butadiene, ethylene / butylene (hydrogenated butadiene), ethylene / propylene (hydrogenated isoprene), and mixtures thereof. Other suitable thermoplastic polymers that can be used are metallocene polyolefins which are ethylene polymers made using single or metallocene catalysts. Therein, at least one comonomer may be polymerized with ethylene to produce a copolymer, a terpolymer or a higher order polymer. Also useful are amorphous polyolefins or amorphous polyalphaolefins (APAO) which are homopolymers, copolymers or terpolymers of C 2 to
Das Klebharz kann beispielhaft ein MG unter 5000 und eine Tg, die üblicherweise über Raumtemperatur liegt, aufweisen, übliche Konzentrationen des Hartes in einem Hotmelt liegen im Bereich von etwa 30 bis etwa 60%, und der Weichmacher weist ein geringes MG von üblicherweise weniger als 1000 und eine Tg unterhalb der Raumtemperatur mit einer typischen Konzentration von etwa 0 bis etwa 15% auf.The adhesive resin may exemplarily have a Mw below 5000 and a Tg which is usually above room temperature, common concentrations of the hard in a hot melt are in the range of about 30 to about 60%, and the plasticizer has a low MW of typically less than 1000 and a Tg below room temperature with a typical concentration of about 0 to about 15%.
Der für die Faserschicht verwendete thermoplastische Klebstoff weist vorzugsweise elastomere Eigenschaften auf, sodass die von den Fasern auf der SAP-Schicht gebildete Bahn streckbar ist, wenn das SAP quillt. Beispielhafte elastomere Schmelzkleber beinhalten thermoplastische Elastomere, wie beispielsweise Ethylenvinylacetate, Polyurethane, Polyolefinmischungen einer Hartkomponente (im Allgemeinen ein kristallines Polyolefin, wie beispielsweise Polypropylen oder Polyethylen) und eine Weichkomponente (wie beispielsweise Ethylen-Propylen-Kautschuk); Copolyester, wie beispielsweise Poly-(Ethylenterephthalat-Co-ethylenazelat); und thermoplastische elastomere Blockcopolymere mit thermoplastischen Endblöcken und kautschukartigen Mittelblöcken, die als ABA-Blockcopolymere bezeichnet werden: Gemische von strukturell unterschiedlichen Homopolymeren oder Copolymeren, z. B. ein Gemisch aus Polyethylen oder Polystyrol mit einem ABA-Blockcopolymer; Gemische aus einem thermoplastischen Elastomer und einem niedermolekularen Harzmodifizierungsmittel, z. B. einem Gemisch aus einem Styrol-Isoprenestyrol-Blockcopolymer mit Polystyrol; und die hierin beschriebenen elastomeren, druckempfindlichen Schmelzkleber. Elastomere Schmelzkleber dieser Arten sind in
Die Fasern des thermoplastischen Klebematerials
Der absorbierende Kern erzielt vorteilhafterweise einen SAP-Verlust von nicht mehr als etwa 70%, 60%, 50%, 40%, 30%, 20%, 10% gemäß dem in
Absorptionsmaterial-Abscheidungsregion
Die Absorptionsmaterial-Abscheidungsregion
Das Flächengewicht (Menge pro Flächeneinheit) des SAPs kann auch entlang der Abscheidungsregion
Das absorbierende Material kann unter Verwendung bekannter Techniken abgeschieden werden, was eine relativ präzise Abscheidung von SAP mit relativ hoher Geschwindigkeit ermöglichen kann. Insbesondere kann die SAP-Drucktechnologie verwendet werden, wie sie beispielsweise in
Kernumwicklung
Die Kernumwicklung kann aus einem einzigen Substrat hergestellt sein, das um das absorbierende Material gefaltet ist, oder kann vorteilhafterweise zwei (oder mehr) Substrate umfassen, die aneinander befestigt sind. Übliche Befestigungen sind die sogenannte C-Umwicklung und/oder die Sandwich-Umwicklung. In einer C-Umwicklung, wie beispielhaft in
Die Kernumwicklung kann durch jedwede Materialien gebildet werden, die geeignet sind, das absorbierende Material aufzunehmen und festzuhalten. Es können übliche Substratmaterialien verwendet werden, die bei der Herstellung von herkömmlichen Kernen verwendet werden, insbesondere Papier, Zellstoffe, Folien, Gewebe oder Vliesstoffe oder ein Laminat von jedweden dieser, verwendet werden. Die Kernumwicklung kann insbesondere durch eine Vliesbahn, wie beispielsweise ein Kardenvlies, Spinnvlies („S”) oder schmelzgeblasenes Vlies („M”) und Laminate von jedweden dieser. gebildet werden. Zum Beispiel sind Spinnfaser-Polypropylen-Vliesstoffe geeignet, insbesondere solche mit einer SMS- oder SMMS- oder SSMMS-Struktur der Laminatbahn und mit einem Flächengewichtsbereich von etwa 5 g/m2 bis 15 g/m2. Geeignete Materialien sind beispielsweise in
Wenn die Kernumwicklung ein erstes Substrat
in einigen Ausführungsformen sind permanent hydrophile Vliesstoffe ebenso zweckdienlich. Die Oberflächenspannung kann verwendet werden, um zu messen, wie dauerhaft ein bestimmter Hydrophiliegrad erreicht wird. Ein Flüssigkeitsdurchgang kann verwendet werden, um den Hydrophilitätsgrad zu messen. Das erste und/oder zweite Substrat kann insbesondere bei der Benetzung mit Kochsalzlösung eine Oberflächenspannung von mindestens 55, vorzugsweise mindestens 60 und am meisten bevorzugt mindestens 65 mN/m oder mehr aufweisen. Das Substrat kann auch eine Flüssigkeitsdurchgangszeit von weniger als 5 Sekunden für einen fünften Flüssigkeitsschwall aufweisen. Diese Werte können unter Verwendung der in
Die Hydrophilie und Benetzbarkeit werden üblicherweise in Bezug auf den Kontaktwinkel und die Durchgangszeit der Flüssigkeiten, beispielsweise durch einen Vliesstoff, definiert. Dies wird ausführlich in der Veröffentlichung der American Chemical Society mit dem Titel „Kontaktwinkel, Benetzbarkeit und Adhäsion”, herausgegeben von Robert F. Gould (Copyright 1964), erörtert. Ein Substrat mit einem niedrigeren Kontaktwinkel zwischen dem Wasser und der Oberfläche des Substrats kann als hydrophiler als ein anderes bezeichnet werden.The hydrophilicity and wettability are usually defined in terms of the contact angle and the passage time of the liquids, for example by a nonwoven fabric. This is discussed in detail in the publication of the American Chemical Society entitled "Contact Angle, Wettability and Adhesion" edited by Robert F. Gould (copyright 1964). A substrate having a lower contact angle between the water and the surface of the substrate may be termed more hydrophilic than another.
Die Substrate können auch luftdurchlässig sein. Folien, die hierin zweckdienlich sind, können daher Mikroporen umfassen. Das Substrat kann beispielsweise eine Luftdurchlässigkeit von 40 oder 50 bis 300 oder 200 m3/(m2 × min) aufweisen, bestimmt durch das EDANA-Verfahren 140-1-99 (125 Pa, 38,3 cm2). Das Material der Kernumwicklung kann alternativ eine geringere Luftdurchlässigkeit aufweisen, z. B. nicht luftdurchlässig sein, um beispielsweise die Handhabung auf einer bewegten, Vakuum umfassenden Oberfläche zu erleichtern.The substrates can also be permeable to air. Films useful herein may therefore include micropores. The substrate may have, for example, an air permeability of 40 or 50 to 300 or 200 m3 / (m2 × min) as determined by EDANA method 140-1-99 (125 Pa, 38.3 cm2 ). The core wrap material may alternatively have lower air permeability, e.g. B. not be permeable to air, for example, to facilitate handling on a moving, vacuum-comprehensive surface.
Wenn die Kernumwicklung durch zwei Substrate
Der Begriff „Abdichten” ist in einem weiten Sinn zu verstehen. Die Dichtung entlang des gesamten Randbereichs der Kernumwicklung muss nicht kontinuierlich sein, sondern kann entlang eines Teils oder der Gesamtheit davon diskontinuierlich sein, wie beispielsweise durch eine Reihe von Dichtungspunkten gebildet, die auf einer Linie beabstandet sind. Üblicherweise kann eine Abdichtung durch Kleben und/oder thermisches Verbinden gebildet werden. Die Kernumwicklung kann auch durch ein einzelnes Substrat gebildet sein, das wie in einer Paketumwicklung das absorbierende Material umschließen kann und beispielsweise entlang der Vorderseite und der Rückseite des Kerns und einer Längsdichtung abgedichtet werden kann.The term "caulking" should be understood in a broad sense. The seal along the entire periphery of the core wrap need not be continuous, but may be discontinuous along part or all of it, such as formed by a series of seal points spaced along a line. Usually, a seal can be formed by gluing and / or thermal bonding. The core wrap may also be formed by a single substrate which, as in a package wrap, may encase the absorbent material and be sealed, for example, along the front and back of the core and a longitudinal seal.
Region(en)
Der absorbierende Kern umfasst eine oder mehrere Region(en), die im Wesentlichen frei von absorbierendem Material sind. Mit „im Wesentlichen frei” ist gemeint, dass in dieser Region das Flächengewicht des absorbierenden Materials mindestens weniger als 25%, insbesondere weniger als 20% oder 10% des durchschnittlichen Flächengewichts des absorbierenden Materials im Rest des Kerns beträgt. Insbesondere ist in diesen Bereichen möglicherweise kein absorbierendes Material vorhanden. Minimale Mengen, wie beispielsweise unbeabsichtigte Verunreinigungen mit saugfähigem Material, die während des Herstellungsprozesses auftreten können, werden nicht als absorbierendes Material betrachtet. Die Regionen
Die Oberseite
Die Oberseite und die Unterseite der Kernumwicklung können kontinuierlich entlang der Region(en)
Die folgenden Beispiele für die Form und Größe der Bereiche
Die Region(en), die im Wesentlichen frei von absorbierendem Material sind, können sich im Wesentlichen in Längsrichtung erstrecken, was bedeutet, dass jede Region sich mehr in Längsrichtung als in der Querrichtung erstreckt und sich üblicherweise mindestens doppelt so viel in der Längsrichtung als in der Querrichtung erstreckt (gemessen nach Projektion auf die jeweilige Achse). Die Region(en)
Die Region(en), die im Wesentlichen frei von absorbierendem Material sind, können vollständig in Längsrichtung und parallel zur Längsachse orientiert sein, können aber auch gekrümmt sein. Insbesondere können einige oder alle dieser Regionen, insbesondere die im Schrittbereich vorhandene(n) Region(n), in Richtung der Längsachse
In einigen Ausführungsformen gibt es keine Region(en), die im Wesentlichen frei von absorbierendem Material sind, die mit der Längsachse
Weiterhin erstreckt/erstrecken sich, um das Risiko von Flüssigkeitsleckagen zu verringern, die Region(en), die im Wesentlichen frei von absorbierendem Material sind, vorteilhafterweise nicht bis zu einer der Kanten der Absorptionsmaterial-Abscheidungsregion
Die Region(en), die im Wesentlichen frei von absorbierendem Material sind, können eine Breite Wc entlang mindestens eines Teils ihrer Länge aufweisen, die mindestens 2 mm oder mindestens 3 mm oder mindestens 4 mm beträgt, bis zu beispielsweise 20 mm oder 16 mm Oder 12 mm. Die Breite Wc der Region(en), die im Wesentlichen frei von absorbierendem Material sind, kann im Wesentlichen über ihre gesamte Länge konstant sein oder kann entlang ihrer Länge variieren.The region (s) that are substantially free of absorbent material may have a width Wc along at least a portion of their length which is at least 2 mm or at least 3 mm or at least 4 mm, up to, for example, 20 mm or 16 mm or 12 mm. The width Wc of the region (s), which are substantially free of absorbent material, may be substantially constant over their entire length or may vary along their length.
Die Kanäle
Die Beständigkeit gegen die Delaminierung der Kernumwicklungsbindung in den Kanälen kann unter Verwendung des unten beschriebenen Kanal-Delaminierungs-Eintauchtests quantifiziert werden, der kurz gefasst darin besteht, dass der absorbierende Kern in einem Überschuss an Kochsalzlösung bei 0,9 Gew.-% bei 37 °C eingetaucht wird und die Anzahl von Kanälen aufgezeichnet wird, die delaminiert werden. Ohne den Schutzumfang des ersten Aspekts der Erfindung einzuschränken, kann das Verhalten der Kernumwicklungsbindungen wie folgt sein:
- – nach 10 min weniger als ein Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert;
- – optional nach 20 min ein Drittel bis zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert;
- – nach 60 min mindestens zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert.
- After 10 minutes less than one third of the initial core wrap bond delaminated;
- Optionally delaminated after 20 minutes from one third to two thirds of the initial core wrap bond length;
- After at least two-thirds of the initial core wrap bond delamination after 60 minutes.
Faserschicht
Der absorbierende Artikel kann eine Faserschicht
Wie weiter unten näher erörtert wird, bewirkt die Bildung des Kanals/der Kanäle in dem absorbierenden Kern, wenn das absorbierende Material quillt, die Bildung eines oder mehrerer entsprechender Gräben in der Faserschicht.As will be discussed further below, the formation of the channel (s) in the absorbent core as the absorbent material swells causes the formation of one or more corresponding trenches in the fibrous layer.
Die Faserschicht kann von einer beliebigen Art sein, wie beispielsweise ein Vlies, ein Gewebe oder sogar lose Fasern. Die Faserschicht kann insbesondere der im Stand der Technik bekannten Art für Aufnahmeschichten und/oder Verteilungsschichten sein. Die Faserschicht ist zumindest teilweise mit der Oberseite der Kernumwicklung in der Region/den Regionen
Üblicherweise umfasst die Faserschicht
Die Faserschicht kann als Verteilungsschicht dienen, die eine eintretende Flüssigkeit über eine größere Oberfläche innerhalb des Artikels ausbreiten kann, sodass die Absorptionskapazität des Kerns effizienter genutzt werden kann. Üblicherweise werden Verteilungsschichten aus einem Vliesstoff auf der Basis von synthetischen Fasern oder Cellulosefasern hergestellt und weisen eine relativ geringe Dichte auf. Die Dichte der Verteilungsschicht kann in Abhängigkeit von der Kompression des Artikels variieren, kann aber üblicherweise im Bereich von 0,03 bis 0,25 g/cm3, insbesondere von 0,05 bis 0,15 g/cm3 liegen, gemessen bei 2,07 kPa (0,30 psi). Die Verteilungsschicht kann auch ein Material mit einem Wasserrückhaltewert von 25 bis 60, vorzugsweise von 30 bis 45 sein, gemessen wie in dem in
Die Verteilungsschicht kann beispielsweise mindestens 50 Gew.-% vernetzte Cellulosefasern enthalten. Die vernetzten Cellulosefasern können gecrimpt, verdrillt oder gekräuselt oder eine Kombination davon sein, einschließlich gecrimpt, verdrillt und gekräuselt. Diese Art von Material wurde in der Vergangenheit in Einwegwindeln als Teil eines Aufnahmesystems verwendet, zum Beispiel
Beispielhafte chemisch vernetzte Cellulosefasern, die für eine Verteilungsschicht geeignet sind, sind in
- – aliphatischen und alicyclischen C2-C9-Polycarbonsäuren mit mindestens drei Carboxylgruppen pro Molekül; und
- – aliphatischen und alicyclischen C2-C9-Polycarbonsäuren mit zwei Carboxylgruppen pro Molekül und einer Kohlenstoff-Kohlenstoff-Doppelbindung die sich in alpha-, beta-Position zu einer oder beiden der Carboxylgruppen befindet, wobei eine Carboxylgruppe in dem C2-C9-Polycarbonsäure-Vernetzungsmittel von einer zweiten Carboxylgruppe durch zwei oder drei Kohlenstoffatome getrennt ist. Die Fasern können insbesondere zwischen etwa 1,5 Mol-% und etwa 6,0 Mol-% Vernetzungsmittel aufweisen, berechnet auf einer Cellulose-Anhydroglucose-Molbasis, wobei dieses damit in Form von Intrafaser-Ester-Vernetzungsbindungen umgesetzt wird. Das Vernetzungsmittel kann ausgewählt werden aus der Gruppe, bestehend aus die aus Citronensäure, 1, 2, 3, 4
Butantetracarbonsäure und 1, 2, 3 Propantricarbonsäure, insbesondere Citronensäure.
- Aliphatic and alicyclic C 2 -C 9 -carboxylic acids having at least three carboxyl groups per molecule; and
- Aliphatic and alicyclic C 2 -C 9 polycarboxylic acids having two carboxyl groups per molecule and one carbon-carbon double bond located in alpha, beta position to one or both of the carboxyl groups, a carboxyl group in the C 2 -C 9 polycarboxylic acid crosslinking agent is separated from a second carboxyl group by two or three carbon atoms. In particular, the fibers may comprise between about 1.5 mole% and about 6.0 mole% crosslinking agent, calculated on a cellulose anhydroglucose mole basis, which is reacted therewith in the form of intrafiber-ester crosslink bonds. The crosslinking agent may be selected from the group consisting of citric acid, 1, 2, 3, 4 butane tetracarboxylic acid and 1, 2, 3 propane tricarboxylic acid, especially citric acid.
Polyacrylsäure-Vernetzungsmittel können ebenso ausgewählt werden aus Polyacrylsäure-Homopolymeren, Copolymeren von Acrylsäure und Gemischen davon. Die Fasern können zwischen 1,0 Gew.-% und 10,0 Gew.-%, vorzugsweise zwischen 3 Gew.-% und 7 Gew.-% dieser Vernetzungsmittel, berechnet auf Trockenfasergewichtsbasis, aufweisen, wobei diese damit in Form von Intrafaser-Vernetzungsbindungen umgesetzt werden. Das Vernetzungsmittel kann ein Polyacrylsäurepolymer mit einem Molekulargewicht von 500 bis 40.000, vorzugsweise von 1.000 bis 20.000 sein. Das polymere Polyacrylsäure-Vernetzungsmittel kann ein Copolymer aus Acrylsäure und Maleinsäure sein, insbesondere wobei das Gewichtsverhältnis von Acrylsäure zu Maleinsäure 10:1 bis 1:1, vorzugsweise von 5:1 bis 1,5:1 beträgt. Eine wirksame Menge an Citronensäure kann ferner mit dem polymeren Polyacrylsäure-Vernetzungsmittel gemischt werden.Polyacrylic acid crosslinking agents may also be selected from polyacrylic acid homopolymers, copolymers of acrylic acid and mixtures thereof. The fibers may comprise between 1.0% and 10.0% by weight, preferably between 3% and 7% by weight, of these crosslinking agents, calculated on a dry fiber weight basis, which may be in the form of intrafiber Crosslinks are implemented. The crosslinking agent may be a polyacrylic acid polymer having a molecular weight of 500 to 40,000, preferably 1,000 to 20,000. The polymeric polyacrylic acid crosslinking agent may be a copolymer of acrylic acid and maleic acid, especially wherein the weight ratio of acrylic acid to maleic acid is 10: 1 to 1: 1, preferably 5: 1 to 1.5: 1. An effective amount of citric acid may further be mixed with the polymeric polyacrylic acid crosslinking agent.
Die Verteilungsschicht, die vernetzte Cellulosefasern umfasst, kann andere Fasern umfassen, aber diese Schicht kann vorteilhafterweise mindestens 50% oder 60% oder 70% oder 80% oder 90% oder sogar bis zu 100%, bezogen auf das Gewicht der Schicht, von vernetzten Cellulosefasern (einschließlich der Vernetzungsmittel) umfassen. Beispiele für eine solche Mischschicht aus vernetzten Cellulosefasern können etwa 70 Gew.-% chemisch vernetzte Cellulosefasern, etwa 10 Gew.-% Polyester-(PET-)Fasern und etwa 20 Gew.-% unbehandelt Zellstofffasern umfassen. In einem anderen Beispiel kann die Schicht aus vernetzten Cellulosefasern etwa 70 Gew.-% chemisch vernetzte Cellulosefasern, etwa 20 Gew.-% Lyocellfasern und etwa 10 Gew.-% PET-Fasern umfassen. In einem anderen Beispiel kann die Schicht etwa 68 Gew.-% chemisch vernetzte Cellulosefasern, etwa 16 Gew.-% unbehandelt Cellulosefasern und etwa 16 Gew.-% PET-Fasern umfassen. In einem anderen Beispiel kann die Schicht aus vernetzten Cellulosefasern etwa 90–100 Gew.-% chemisch vernetzte Cellulosefasern umfassen.The spreading layer comprising crosslinked cellulose fibers may comprise other fibers, but this layer may advantageously be at least 50% or 60% or 70% or 80% or 90% or even up to 100% by weight of the layer of crosslinked cellulose fibers (including the crosslinking agents). Examples of such a mixed layer of crosslinked cellulose fibers may include about 70% by weight of chemically crosslinked cellulose fibers, about 10% by weight of polyester (PET) fibers, and about 20% by weight of untreated pulp fibers. In another example, the layer of crosslinked cellulosic fibers may comprise about 70% by weight chemically crosslinked cellulosic fibers, about 20% by weight lyocell fibers, and about 10% by weight PET fibers. In another example, the layer may comprise about 68% by weight chemically crosslinked cellulosic fibers, about 16% by weight untreated cellulosic fibers, and about 16% by weight PET fibers. In another example, the layer of crosslinked cellulosic fibers may comprise about 90-100 wt.% Of chemically crosslinked cellulosic fibers.
Die Faserschicht kann auch als Aufnahmeschicht dienen, deren Funktion dann besteht, die Flüssigkeit schnell von der Oberschicht aufzunehmen, dem Träger eine gute Trockenheit zu bieten. Eine solche Aufnahmeschicht ist üblicherweise direkt unter der Oberschicht angeordnet. Der absorbierende Artikel kann zusätzlich zu der Faserschicht
Die Aufnahmeschicht kann üblicherweise ein Vliesmaterial, beispielsweise ein SMS- oder SMMS-Material, das eine spinngebundene, eine schmelzgeblasene und eine weitere spinngebundene Schicht oder alternativ ein chemisch gebundenes Kardenvlies umfasst, sein oder dieses umfassen. Das Vliesmaterial kann insbesondere latexgebunden sein. Beispielhafte obere Aufnahmeschichten
Weitere zweckdienliche Vliesstoffe sind in
Eine solche Aufnahmeschicht
Neben einer oben beschriebenen ersten Aufnahmeschicht kann zusätzlich eine weitere Aufnahmeschicht verwendet werden. Beispielsweise kann eine Gewebeschicht zwischen der ersten Aufnahmeschicht und der Verteilungsschicht angeordnet sein. Das Gewebe kann gegenüber der oben beschriebenen Aufnahmeschicht verbesserte Kapillarverteilungseigenschaften aufweisen. Das Gewebe und die erste Aufnahmeschicht können die gleichen Größe haben oder können von unterschiedlicher Größe sein, beispielsweise kann sich die Gewebeschicht weiter in die Rückseite des absorbierenden Artikels erstrecken als die erste Aufnahmeschicht. Ein Beispiel für hydrophiles Gewebe sind Cellulosefasern mit 13–22,5 g/m2 und hoher Nassfestigkeit vom Lieferanten Havix.In addition to a first recording layer described above, an additional recording layer can additionally be used. For example, a tissue layer may be disposed between the first acquisition layer and the distribution layer. The fabric may have improved capillary distribution properties over the receiving layer described above. The tissue and the first acquisition layer may be the same size or may be of different sizes, for example, the tissue layer may extend further into the back of the absorbent article than the first acquisition layer. An example of hydrophilic fabric is 13-22.5 g / m2 high wet strength cellulose fibers from Havix.
Binden der Faserschicht
Die Faserschicht
Ein Klebstoff kann beispielsweise durch Spurbeschichtung in Richtung der Herstellung des Artikels („Maschinenrichtung” oder „MR”), üblicherweise parallel zur Längsrichtung des Artikels, aufgetragen werden, kann aber auch unter Verwendung verschiedener Techniken, wie beispielsweise Sprühen oder Drucken von Klebstoff aufgetragen werden. Es kann aus Kostengründen vorteilhaft sein, den Klebstoff nicht als eine kontinuierliche Schicht in der Auftragsregion, sondern diskontinuierlich aufzutragen, wie beispielsweise unter Verwendung von kontinuierlichen oder intermittierenden Streifen oder Spuren, die durch einen Spalt getrennt sind, sodass die tatsächliche Deckungsregion des Klebstoffs ein Bruchteil der Auftragsregion ist, üblicherweise von etwa 10 bis etwa 50%.For example, an adhesive can be applied by track-coating in the direction of making the article ("machine direction" or "MR"), usually parallel to the longitudinal direction of the article, but may also be applied using various techniques, such as spraying or printing of adhesive. It may be advantageous for reasons of cost not to apply the adhesive as a continuous layer in the application region but discontinuously, such as by using continuous or intermittent stripes or traces separated by a gap so that the actual coverage region of the adhesive is a fraction of that Order region is, typically from about 10 to about 50%.
Wie beispielhaft in
Die Oberschicht
Üblicherweise, und wie in den Figuren dargestellt, hat die Oberseite des absorbierenden Kerns eine größere Fläche als die Faserschicht. Es ist jedoch nicht ausgeschlossen, dass die Faserschicht eine größere Fläche als die Kernumwicklung aufweisen kann, in diesem Fall kann die Binderegion so groß oder kleiner sein als die Fläche der Oberseite der Kernumwicklung.Usually, and as shown in the figures, the top of the absorbent core has a larger area than the fibrous layer. However, it is not excluded that the fiber layer may have a larger area than the core wrap, in which case the binding region may be as large or smaller than the area of the top of the core wrap.
Zusätzliche Schicht
Der absorbierende Artikel kann (eine) weitere Schicht(en) zwischen der Faserschicht
Es kann vorteilhaft sein sicherzustellen, dass alle Schichten zwischen der Oberseite der Kernumwicklung und der Oberschicht zumindest teilweise in der/den im Wesentlichen materialfreien Region(en)
Abhängig von der Menge des absorbierenden Materials, das in dem absorbierenden Kern enthalten ist, kann der absorbierende Kern bis zu einer gewissen Maß anschwellen und dann die Sättigung in einem Zustand erreichen, der dem in
Befestigungssystem
Der absorbierende Artikel kann ein Befestigungssystem beinhalten. Das Befestigungssystem kann verwendet werden, um seitliche Spannungen um den Umfang des absorbierenden Artikels bereitzustellen, um den absorbierenden Artikel am Träger zu halten, wie es für verklebte Windeln üblich ist. Dieses Befestigungssystem ist für den Artikel einer Hose zur Reinlichkeitserziehung nicht notwendig, da der Taillenbereich dieser Artikel bereits verklebt ist. Das Befestigungssystem umfasst üblicherweise ein Befestigungselement, wie beispielsweise Klebebandlaschen, Klettband-Befestigungskomponenten, ineinandergreifende Befestigungselemente, wie beispielsweise Laschen und Schlitze, Schnallen, Knöpfe, Schnappverschlüsse und/oder hermaphroditische Befestigungskomponenten, obwohl jedwede andere bekannte Befestigungsmittel im Allgemeinen vertretbar sind. Eine Landezone ist normalerweise auf dem vorderen Taillenbereich bereitgestellt, damit das Befestigungselement lösbar befestigt werden kann. Einige beispielhafte Oberflächenbefestigungssysteme sind offenbart in
Das Befestigungssystem kann auch primäre und sekundäre Befestigungssysteme beinhalten, wie in
Sperrbeinbündchen
Der absorbierende Artikel kann ein Paar von Sperrbeinbündchen
Die Sperrbeinbündchen
Die Sperrbeinbündchen
Zusätzlich zu den Barrierebeinbündchen
Vordere und hintere Flügel
Der absorbierende Artikel kann vordere Flügel
Elastisches TaillenmerkmalElastic waist feature
Der absorbierende Artikel kann auch mindestens ein elastisches Taillenmerkmal umfassen (nicht dargestellt), das eine verbesserte Passform und Eindämmung ermöglicht. Das elastische Taillenmerkmal soll sich allgemein elastisch ausdehnen und zusammenziehen, um sich dynamisch an die Taille des Trägers anzupassen. Das elastische Taillenmerkmal erstreckt sich vorzugsweise zumindest in Längsrichtung nach außen von mindestens einer Taillenkante des absorbierenden Kerns
Beziehungen zwischen den SchichtenRelationships between the layers
Üblicherweise werden benachbarte Schichten und Komponenten unter Verwendung eines herkömmlichen Bindungsverfahrens, wie beispielsweise Klebstoffbeschichtung durch eine Spurbeschichtung oder ein Sprühen auf die Gesamtheit oder einen Teil der Oberfläche der Schicht oder Wärmebinden oder Druckbinden oder Kombinationen davon, miteinander verbunden. Diese Bindung ist in den Figuren aus Gründen der Klarheit und Lesbarkeit nicht dargestellt (mit Ausnahme der Bindung zwischen dem angehobenen Element der Beinbündchen
Wenn eine zusätzliche Schicht/Aufnahmeschicht
Der absorbierende Kern und insbesondere dessen Abscheidungsregion
Verfahren zur Herstellung des ArtikelsMethod of making the article
Die absorbierenden Artikel der Erfindung können durch beliebige herkömmliche Verfahren hergestellt werden, die im Stand der Technik bekannt sind. Insbesondere können die Artikel handgefertigt oder industriell mit hoher Geschwindigkeit hergestellt werden.The absorbent articles of the invention can be made by any conventional method known in the art. In particular, the articles may be handmade or manufactured industrially at high speed.
Einstellwerte des ExperimentsSetting values of the experiment
Die hier angegebenen Werte werden gemäß den nachstehend angegebenen Verfahren gemessen, sofern nicht anders angegeben. Alle Messungen werden bei 21°C ± 2°C und 50% ± 20% RLF durchgeführt, sofern nicht anders angegeben. Sofern nicht anders angegeben, bezieht sich die Beschreibung auf den trockenen Artikel. Alle Proben sollten mindestens 24 Stunden unter diesen Bedingungen gehalten werden, um vor der Durchführung der Tests ein Gleichgewicht herzustellen, sofern nicht anders angegeben. Alle Messungen sollten an mindestens 4 Proben reproduziert und der Mittelwert angegeben werden, sofern nicht anders angegeben.The values given here are measured according to the procedures given below, unless otherwise specified. All measurements are carried out at 21 ° C ± 2 ° C and 50% ± 20% RLF, unless otherwise stated. Unless otherwise stated, the description refers to the dry article. All samples should be kept for at least 24 hours under these conditions to equilibrate prior to performing the assays unless otherwise stated. All measurements should be reproduced on at least 4 samples and the mean indicated unless otherwise stated.
Zentrifugenretentionskapazitätstest (engl. centrifuge retention capacity. CRC)Centrifuge retention capacity test (CRC)
Der CRC misst die von den Superabsorber-Polymerpartikeln absorbierte Flüssigkeit zur freien Quellung in überschüssiger Flüssigkeit. Der CRC wird nach dem EDANA-Verfahren WSP 241.2-05 gemessen.The CRC measures the fluid absorbed by the superabsorbent polymer particles for free swelling in excess fluid. The CRC is measured according to the EDANA method WSP 241.2-05.
Dickenprüfverfahren für trockene absolvierende KerneThickness test method for dry cores
Dieser Test kann verwendet werden, um die Dicke des absorbierenden Kerns (vor Gebrauch, d. h. ohne Flüssigkeitsbeladung) in einer normierten Weise zu messen.This test can be used to measure the thickness of the absorbent core (before use, i.e., without liquid loading) in a normalized manner.
Ausrüstung: Mitutoyo manueller Messschieber mit einer Auflösung von 0,01 mm – oder ein gleichwertiges Instrument.Equipment: Mitutoyo manual calipers with a resolution of 0.01 mm - or an equivalent instrument.
Kontaktfuß: Flacher Rundfuß mit einem Durchmesser von 17,0 mm (±0,2 mm). Ein kreisförmiges Gewicht kann auf den Fuß angelegt werden (z. B. ein Gewicht mit einem Schlitz, um das Anlegen um die Instrumentensäule zu erleichtern), um das Zielgewicht zu erreichen. Das Gesamtgewicht des Fußes und des Zusatzgewichts (einschließlich der Säule) wird ausgewählt, um 0,30 psi (2,07 kPa) Druck auf die Probe anzuwenden.Contact foot: Flat round base with a diameter of 17.0 mm (± 0.2 mm). A circular weight may be applied to the foot (eg, a weight with a slot to facilitate application around the instrument column) to reach the target weight. The total weight of the foot and the additional weight (including the column) is selected to apply 0.30 psi (2.07 kPa) pressure to the sample.
Die Schieblehre ist mit der Unterseite des Kontaktfußes in einer horizontalen Ebene montiert, sodass die Unterseite des Kontaktfußes mit der Mitte der flachen horizontalen Oberseite einer Grundplatte von etwa 20 × 25 cm in Kontakt steht. Die Lehre wird so eingestellt, dass sie Null anzeigt, wenn der Kontaktfuß auf der Grundplatte steht.The caliper is mounted with the underside of the contact foot in a horizontal plane so that the bottom of the contact foot is in contact with the center of the flat horizontal top of a base plate of about 20 × 25 cm. The gauge is set to display zero when the contact foot is on the base plate.
Lineal: Kalibriertes Metalllineal, Graduierung in mm.Ruler: Calibrated metal ruler, graduation in mm.
Stoppuhr: Genauigkeit 1 SekundeStopwatch:
Probenvorbereitung: Der Kern wird für mindestens 24 Stunden wie oben angegeben konditioniert.Sample preparation: The core is conditioned for at least 24 hours as indicated above.
Durchführung der Messung: Der Kern wird flach mit der Unterseite, d. h. die Seite, die dazu bestimmt ist, in dem fertigen Artikel zu der Unterschicht zu weisen, nach unten gerichtet gelegt. Der Messpunkt (z. B. der Schrittpunkt C, der diesem Punkt im fertigen Artikel entspricht) wird vorsichtig auf die Oberseite des Kerns gezeichnet, wobei darauf geachtet wird, dass der Kern nicht komprimiert oder verformt wird.Carrying out the measurement: The core becomes flat with the underside, d. H. the side intended to face the underlayer in the finished article is laid down. The measurement point (eg, the crotch point C corresponding to this point in the finished article) is carefully drawn on top of the core, taking care not to compress or deform the core.
Der Kontaktfuß der Schieblehre wird angehoben und der Kern wird flach auf die Grundplatte der Schieblehre mit der Oberseite des Kerns nach oben gelegt, sodass, wenn der Fuß abgesenkt wird, die Mitte des Fußes auf der markierten Messstelle steht.The contact foot of the caliper is raised and the core is placed flat on the base of the caliper with the top of the core facing up, so that when the foot is lowered, the center of the foot is on the marked measuring point.
Der Fuß wird behutsam auf den Artikel abgesenkt und losgelassen (sicherstellen, dass die Kalibrierung vor dem Beginn der Messung auf „0” steht). Der Messschieberwert wird 10 Sekunden nach dem Loslassen des Fußes auf den nächsten 0,01 mm abgelesen.The foot is gently lowered onto the item and released (make sure the calibration is set to "0" before starting the measurement). The caliper value is read 10 seconds after the foot is released to the nearest 0.01 mm.
Der Vorgang wird für jede Messstelle wiederholt. Wenn an der Messstelle eine Falte vorhanden ist, dann erfolgt die Messung in der nächstgelegenen Region zu diesem Punkt, die keine Falten aufweist. Zehn Artikel werden auf diese Weise für ein gegebenes Produkt gemessen und der mittlere Messschieberwert wird mit einer Genauigkeit von einem Zehntel mm berechnet und festgehalten. The process is repeated for each measuring point. If there is a fold at the measuring point, then the measurement is made in the nearest region to this point, which has no wrinkles. Ten articles are measured in this way for a given product and the average caliper value is calculated and recorded with an accuracy of one tenth of a mm.
Dickenprüfverfahren für absolvierende Artikel Dass Dickenprüfverfahren für absolvierende Artikel kann wie für das Dickenprüfverfahren für trockene absolvierende Kerne durchgeführt werden, mit dem Unterschied, dass die Dicke des fertigen absorbierenden Artikels anstelle der Dicke des Kerns gemessen wird. Der Messpunkt kann der Schnittpunkt der Längsachse (
Alle elastischen Bestandteile des Artikels, die verhindern, dass der Artikel flach unter den Messschieber gelegt wird, werden abgeschnitten oder entfernt. Dazu gehören Beinbündchen oder Taillenbänder. Hosenartige Artikel werden bei Bedarf an den Seitennähten geöffnet oder geschnitten. Man bringt genügend Spannung an, um alle Falten/Knitter zu glätten. Es wird darauf geachtet, dass die Messregion nicht berührt und/oder komprimiert wird.All elastic components of the article that prevent the article from being placed flat under the caliper are cut off or removed. These include leg cuffs or waist bands. Trouser-type items are opened or cut on the side seams when needed. Apply enough tension to smooth out any wrinkles / creases. Care is taken that the measuring region is not touched and / or compressed.
Kanal-Delaminierungs-EintauchtestChannel delamination immersion test
Der Test wird an einem absorbierenden Kern durchgeführt, um das Verhalten der Kernumwicklungsbindung als Funktion der Zeit zu bestimmen, wenn sie einem Überschuss von salzhaltiger Flüssigkeit ausgesetzt wird. Der Test wird vorzugsweise auf einem isolierten absorbierenden Kern durchgeführt, bevor dieser in einem fertigen Artikel integriert wird. Der absorbierende Kern kann auch aus einem fertigen absorbierenden Artikel entnommen werden. In diesem Fall kann, falls erforderlich, ein Kältespray verwendet werden, um das Entfernen des absorbierenden Kerns zu erleichtern. Es wird darauf geachtet, dass der Kern nicht beschädigt wird, z. B. durch Reißen der Kernumwicklungsschichten. Jegliche Bündchen, Befestigungselemente, Oberschicht, Unterschicht oder absorbierende Schichten oberhalb und/oder unterhalb des absorbierenden Kerns werden entsorgt.The test is performed on an absorbent core to determine the behavior of the core wrap bond as a function of time when exposed to an excess of saline liquid. The test is preferably performed on an isolated absorbent core before it is integrated into a finished article. The absorbent core may also be removed from a finished absorbent article. In this case, if necessary, a cold spray may be used to facilitate the removal of the absorbent core. Care is taken to ensure that the core is not damaged. By tearing the core wrap layers. Any cuffs, fasteners, topsheet, backsheet or absorbent layers above and / or below the absorbent core are discarded.
Die Kernumwicklungsbindungregionen
Der absorbierende Kern wird, ohne das System zu stören, durch die Frischhaltefolie in 5-Minuten-Intervallen beobachtet und das Ausmaß der Delaminierung jedweder Kanäle wird zusammen mit der verstrichenen Zeit aufgezeichnet. Das Ausmaß der Delaminierung ist die Gesamtlänge jedweden Abschnitts oder jedweder Abschnitte des Kanals oder der Kanäle, wo die Oberseite der Kernumwicklung in der Kanalregion nicht mehr an der Unterseite der Kernumwicklung befestigt ist. Der Bruchteil der delaminierten Länge ist die gesamte delaminierte Kanallänge, dividiert durch die gesamte Anfangskanallänge vor der Flüssigkeitszugabe. Die prozentuale delaminierte Kanallänge ist der Bruchteil der delaminierten Kanallänge multipliziert mit 100.The absorbent core is observed by the cling film at 5-minute intervals without disturbing the system, and the extent of delamination of any channels is recorded along with the elapsed time. The extent of delamination is the total length of any portion or portions of the channel or channels where the top of the core wrap in the channel region is no longer attached to the underside of the core wrap. The fraction of delaminated length is the total delaminated channel length divided by the total initial channel length prior to fluid addition. The percent delaminated channel length is the fraction of the delaminated channel length multiplied by 100.
Experimenteller Teil Experimental part
Absorbierender Kern, Beispiel 1:Absorbent Core, Example 1:
Der in diesem Beispiel getestete absorbierende Kern war ähnlich dem in
Der absorbierende Kern umfasste insgesamt 13,5 g SAP (von Nippon Shokubai, CA L598), der in einer Abscheidungsregion mit einer Länge von 360 mm und einer Breite von 110 mm (rechteckiges Profil) aufgetragen wurde. Das SAP wurde so verteilt, dass sein Flächengewicht im Schrittbereich höher war als im vorderen Bereich und im hinteren Bereich noch niedriger war. Es gab keine Profilierung der SAP in Querrichtung („Machinenquerrichtung” oder „MQR”, außer natürlich in der Region der Kanäle, die frei von absorbierendem Material waren). Der absorbierende Kern wurde mit SAP-Drucktechnologie gebildet, wie in
Hilfskleber (von Fuller, HL 1358LO F ZP) wurde vor dem Aufbringen der SAP-Schicht auf das obere Substrat
Jede SAP-Schicht hatte einen Mikrofaser-Elastikkleber (Fuller 1151), der darauf aufgetragen wurde, um die SAP-Schicht auf dem Substrat zu festzulegen. Auf der oberen und unteren SAP-Schicht wurden jeweils 0,211 g und 0,168 g Mikrofaser-Kleber (von HB Fuller) aufgetragen, wobei die Auftragsregion eine Breite von 110 mm und eine Länge von 390 mm auf jeder SAP-Schicht aufwies.Each SAP layer had a microfiber elastic adhesive (Fuller 1151) applied to it to secure the SAP layer to the substrate. 0.211 g and 0.168 g of microfiber adhesive (from HB Fuller) were applied to the top and bottom SAP layers, with the application region having a width of 110 mm and a length of 390 mm on each SAP layer.
Die Kernumwicklung hatte eine Länge von 390 mm mit zwei Endkrempen, die frei von absorbierendem Material waren, mit einer Länge von 15 mm an der hinteren und der vorderen Kante des absorbierenden Kerns. Die vorderen und hinteren Enddichtungen des Kerns wurden miteinander spurverklebt, wobei die Kleberspuren eine Länge von 30 mm von der vorderen Enddichtung und 20 mm von der hinteren Enddichtung aufweisen. Die gefaltete Breite der Kernumwicklung betrug 120 mm.The core wrap had a length of 390 mm with two end collars that were free of absorbent material, with a length of 15 mm at the back and front edges of the absorbent core. The front and rear end seals of the core were track bonded together with adhesive traces 30mm from the front end seal and 20mm from the rear end seal. The folded width of the core wrap was 120 mm.
Das obere Substrat
Die beiden Substrate wurden zusätzlich durch die Kanäle miteinander verbunden. Die Bindung wurde durch Anlegen von Druck und Aufbringen des Hilfs- und Mikrofaser-Klebers gebildet.The two substrates were additionally connected by the channels. The bond was formed by applying pressure and applying the auxiliary and microfiber adhesive.
Beispiel 2 der ErfindungExample 2 of the invention
Der Kern, der in diesem Beispiel getestet wurde, war ähnlich dem Beispiel 1 mit dem Unterschied, dass der verwendete Kleber NW 1286 F ZP von H. B. Fuller war.The core tested in this example was similar to Example 1 except that the adhesive used was NW 1286 F ZP by H. B. Fuller.
Prüfergebnisse test results
Für jeden oben beschriebenen absorbierenden Kern wurden zwei Muster (X und Y) gemäß dem Kanal-Delaminierungs-Eintauchtest getestet, um den Prozentsatz der Bindung der Kernumwicklung, der delaminiert, als Funktion der Zeit (in 5-Minuten-Abständen) zu bestimmen. Das Maß der Öffnung wurde wie folgt berichtet:
- A, wenn weniger als ein Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert war;
- B, wenn ein Drittel bis zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert war;
- C, wenn mindestens zwei Drittel der Anfangslänge der Kernumwicklungsbindung delaminiert war.
- A, when less than one third of the initial core wrap bond length was delaminated;
- B, when one third to two thirds of the initial core wrap bond length was delaminated;
- C, when at least two thirds of the initial core wrap bond length was delaminated.
Wie zu sehen ist, wird durch Variieren der Art des verwendeten Klebers eine Kernumwicklungsbindung bereitgestellt, die langsamer oder schneller delaminiert. Im Allgemeinen wird durch Erhöhung der Menge an Kleber und/oder Verwendung eines stärkeren Klebers stärkere Kernumwicklungsbindungen bereitstellen. Jeder der beispielhaften absorbierenden Kerne kann in einem absorbierenden Kern der Erfindung verwendet werden.As can be seen, by varying the type of adhesive used, a core wrap bond is provided which delaminates more slowly or more quickly. Generally, by increasing the amount of adhesive and / or using a stronger adhesive, stronger core wrap bonds will be provided. Any of the exemplary absorbent cores may be used in an absorbent core of the invention.
Sonstigesmiscellaneous
Die hier offenbarten Abmessungen und Werte sollen nicht als streng auf die exakten angegebenen Zahlenwerte beschränkt verstanden werden. Stattdessen soll, falls nichts anderes angegeben ist, jede dieser Abmessungen sowohl den angegebenen Wert als auch einen funktional entsprechenden Bereich, der diesen Wert umgibt, bedeuten. Zum Beispiel soll eine Abmessung, die als „40 mm” offenbart ist, „ungefähr 40 mm” bedeuten.The dimensions and values disclosed herein should not be construed as being strictly limited to the exact numerical values given. Instead, unless otherwise indicated, each of these dimensions is intended to mean both the indicated value and a functionally corresponding range surrounding this value. For example, a dimension disclosed as "40mm" is intended to mean "about 40mm".
ZITATE ENTHALTEN IN DER BESCHREIBUNG QUOTES INCLUDE IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of the documents listed by the applicant has been generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
- US 5151092[0003, 0116, 0123]US 5151092[0003, 0116, 0123]
- WO 2008/155699[0003]WO 2008/155699[0003]
- WO 95/11652[0003, 0050]WO 95/11652[0003, 0050]
- WO 2012/052172[0003, 0050]WO 2012/052172[0003, 0050]
- WO 2009/047596[0003]WO 2009/047596[0003]
- US 2004/220541[0004]US 2004/220541[0004]
- US 2007/244455[0004]US 2007/244455[0004]
- WO 94/23761[0005]WO 94/23761[0005]
- US 5486166[0005]US 5486166[0005]
- US 5490846[0005]US 5490846[0005]
- US 2008/0312621[0006]US 2008/0312621[0006]
- US 2008/0312622[0006]US 2008/0312622[0006]
- WO 2012/170778[0007, 0050, 0081]WO 2012/170778[0007, 0050, 0081]
- WO 2012/170779[0007, 0050]WO 2012/170779[0007, 0050]
- WO 2012/170781[0007, 0050]WO 2012/170781[0007, 0050]
- WO 2012/1708008[0007, 0050]WO 2012/1708008[0007, 0050]
- US 3860003[0037, 0118]US 3860003[0037, 0118]
- US 5221274[0037, 0116, 0123]US 5221274[0037, 0116, 0123]
- US 5554145[0037]US 5554145[0037]
- US 5569234[0037]US 5569234[0037]
- US 5580411[0037]US 5580411[0037]
- US 6004306[0037]US6004306[0037]
- US 3929135[0042]US 3929135[0042]
- US 4324246[0042]US 4324246[0042]
- US 4342314[0042]US 4342314[0042]
- US 4463045[0042]US 4463045[0042]
- US 5006394[0042]US 5006394[0042]
- US 4609518[0042]US 4609518[0042]
- US 4629643[0042]US 4629643[0042]
- US 5607760[0043]US 5607760[0043]
- US 5609587[0043]US 5609587[0043]
- US 5635[0043]US 5635[0043]
- US 5643588[0043]US 5643588[0043]
- US 5968025[0043]US 5968025[0043]
- US 6716441[0043]US Pat. No. 6716441[0043]
- WO 95/24173[0043]WO 95/24173[0043]
- US 6632504[0044]US 6632504[0044]
- WO 2011/163582[0044]WO 2011/163582[0044]
- WO 95/16746[0046]WO 95/16746[0046]
- US 5938648[0046]US 5938648[0046]
- US 4681793[0046]US 4681793[0046]
- US 5865823[0046]US 5865823[0046]
- US 5571096[0046]US 5571096[0046]
- US 6946585 B2[0046]US 6946585 B2[0046]
- US 4573986[0047]US 4573986[0047]
- US 3911173[0047]US 3911173[0047]
- US 4785996[0047]US 4785996[0047]
- US 4842666[0047]US 4842666[0047]
- US 5599335[0050]US 5599335[0050]
- EP 1447066[0050]EP 1447066[0050]
- US 2008/0312622 A1[0050, 0060, 0094]US 2008/0312622 A1[0050, 0060, 0094]
- WO 07/047598[0055]WO 07/047598[0055]
- WO 07/046052[0055]WO 07/046052[0055]
- WO 2009/155265[0055, 0055]WO 2009/155265[0055, 0055]
- WO 2009/155264[0055]WO 2009/155264[0055]
- WO 2006/083584[0055, 0056]WO 2006/083584[0055, 0056]
- EP 530438[0055]EP 530438[0055]
- EP 547847[0055]EP 547847[0055]
- EP 559476[0055]EP 559476[0055]
- EP 632068[0055]EP 632068[0055]
- WO 93/21237[0055]WO 93/21237[0055]
- WO 03/104299[0055]WO 03/104299[0055]
- WO 03/104300[0055]WO 03/104300[0055]
- WO 03/104301[0055]WO 03/104301[0055]
- DE 10331450[0055]DE 10331450[0055]
- DE 10331456[0055]DE 10331456[0055]
- DE 10355401[0055]DE 10355401[0055]
- DE 19543368[0055]DE 19543368[0055]
- DE 19646484[0055]DE 19646484[0055]
- WO 90/15830[0055]WO 90/15830[0055]
- WO 02/32962[0055]WO 02/32962[0055]
- EP 083022[0055]EP 083022[0055]
- EP 543303[0055]EP 543303[0055]
- EP 937736[0055]EP 937736[0055]
- DE 3314019 C[0055]DE 3314019 C[0055]
- DE 4020780 A[0055]DE 4020780A[0055]
- DE 19807502 A[0055]DE 19807502A[0055]
- DE 19807992 A[0055]DE 19807992A[0055]
- DE 19854573 A[0055]DE 19854573A[0055]
- DE 19854574 A[0055]DE 19854574A[0055]
- DE 10204937 A[0055]DE 10204937 A[0055]
- DE 10334584 A[0055]DE 10334584 A[0055]
- EP 1199327[0055]EP 1199327[0055]
- WO 03/031482[0055]WO 03/031482[0055]
- US 4340706[0056]US 4340706[0056]
- US 5849816[0056]US 5849816[0056]
- US 2009/0192035[0056]US 2009/0192035[0056]
- US 2009/0258994[0056]US 2009/0258994[0056]
- US 2010/0068520[0056]US 2010/0068520[0056]
- EP 12174117[0057, 0147]EP 12174117[0057, 0147]
- US 4731066[0064]US 4731066[0064]
- US 2010/0051166 A1[0066, 0069, 0147]US 2010/0051166 A1[0066, 0069, 0147]
- US 2006/24433[0069]US 2006/24433[0069]
- US 2008/0312617[0069]US 2008/0312617[0069]
- US 2012/0312491[0069]US 2012/0312491[0069]
- US 7744576[0071]US 7744576[0071]
- US 2011/0268932 A1[0071]US 2011/0268932 A1[0071]
- US 2011/0319848 A1[0071]US 2011/0319848 A1[0071]
- US 2011/0250413 A1[0071]US 2011/0250413 A1[0071]
- WO 02/064877[0072]WO 02/064877[0072]
- US 7744576 B2[0073]US 7744576 B2[0073]
- WO 2000/59430[0092]WO 2000/59430[0092]
- WO 95/10996[0092]WO 95/10996[0092]
- US 5700254[0092]US 5700254[0092]
- WO 02/067809[0092] WO 02/067809[0092]
- US 5137537[0093, 0095]US 5137537[0093, 0095]
- US 5549791[0095]US 5549791[0095]
- WO 9534329[0095]WO 9534329[0095]
- US 2007/118087[0095]US 2007/118087[0095]
- US 7786341[0099]US 7786341[0099]
- US 6645569[0100]US 6645569[0100]
- US 6863933[0100]US 6863933[0100]
- US 7112621[0100]US 7112621[0100]
- EP 149880[0101]EP 149880[0101]
- US 2003/0105190[0101]US 2003/0105190[0101]
- US 8186296[0109]US 8186296[0109]
- US 8186296 A[0114]US 8186296 A[0114]
- US 3848594[0116]US 3848594[0116]
- US 4662875[0116]US 4662875[0116]
- US 4846815[0116]US 4846815[0116]
- US 4894060[0116]US 4894060[0116]
- US 4946527[0116]US 4946527[0116]
- US 6432098[0116]US Pat. No. 643,2098[0116]
- US 4963140[0116]US 4963140[0116]
- US 4699622[0117]US 4699622[0117]
- US 5242436[0117]US 5242436[0117]
- US 5499978[0117]US 5499978[0117]
- US 5507736[0117]US 5507736[0117]
- US 5591152[0117]US 5591152[0117]
- US 4808178[0118]US 4808178[0118]
- US 4909803[0118]US 4909803[0118]
- US 4695278[0118]US 4695278[0118]
- US 4795454[0118]US 4795454[0118]
- US 4515595[0123]US 4515595[0123]
- US 4710189[0123]US 4710189[0123]
Claims (24)
Translated fromGermanApplications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13172113 | 2013-06-14 | ||
| EP13172113 | 2013-06-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE202014011107U1true DE202014011107U1 (en) | 2017-12-15 |
Family
ID=48613507
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE202014011107.3UExpired - LifetimeDE202014011107U1 (en) | 2013-06-14 | 2014-05-07 | When wet, channels forming absorbent article and absorbent core |
| DE202014011155.3UExpired - LifetimeDE202014011155U1 (en) | 2013-06-14 | 2014-05-07 | When wet, channels forming absorbent article and absorbent core |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE202014011155.3UExpired - LifetimeDE202014011155U1 (en) | 2013-06-14 | 2014-05-07 | When wet, channels forming absorbent article and absorbent core |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US10071002B2 (en) |
| EP (3) | EP3254656B1 (en) |
| JP (1) | JP6185163B2 (en) |
| KR (2) | KR20160007618A (en) |
| CN (1) | CN105263455B (en) |
| CA (1) | CA2915216C (en) |
| CL (1) | CL2015003597A1 (en) |
| DE (2) | DE202014011107U1 (en) |
| ES (1) | ES2655690T3 (en) |
| MX (1) | MX2015017181A (en) |
| PL (2) | PL2813201T3 (en) |
| RU (1) | RU2643601C2 (en) |
| WO (1) | WO2014200794A1 (en) |
Families Citing this family (107)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3284449T3 (en) | 2011-06-10 | 2020-03-31 | The Procter & Gamble Company | Disposable diapers |
| DE202012013608U1 (en) | 2011-06-10 | 2018-04-30 | The Procter & Gamble Company | Absorption structure for absorbent article |
| PL2740449T3 (en) | 2012-12-10 | 2019-07-31 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9789014B2 (en) | 2013-03-15 | 2017-10-17 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US9566198B2 (en) | 2013-03-15 | 2017-02-14 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US9820894B2 (en) | 2013-03-22 | 2017-11-21 | The Procter & Gamble Company | Disposable absorbent articles |
| DE202014011107U1 (en) | 2013-06-14 | 2017-12-15 | The Procter & Gamble Company | When wet, channels forming absorbent article and absorbent core |
| EP2851048B1 (en) | 2013-09-19 | 2018-09-05 | The Procter and Gamble Company | Absorbent cores having material free areas |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| WO2015171382A1 (en) | 2014-05-08 | 2015-11-12 | The Procter & Gamble Company | Waist to side silhouettes of adult disposable absorbent articles and arrays |
| JP6651503B2 (en) | 2014-05-08 | 2020-02-19 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | Group of packages |
| MX2016014570A (en) | 2014-05-08 | 2017-02-20 | Procter & Gamble | Length to waist silhouettes of adult disposable absorbent articles and arrays. |
| WO2015171378A1 (en) | 2014-05-08 | 2015-11-12 | The Procter & Gamble Company | Hip to waist silhouettes of adult disposable absorbent articles and arrays |
| WO2015171384A1 (en) | 2014-05-08 | 2015-11-12 | The Procter & Gamble Company | Length to side silhouettes of adult disposable absorbent articles and arrays |
| US10034801B2 (en) | 2014-10-03 | 2018-07-31 | The Procter & Gamble Company | Adult disposable absorbent articles and arrays comprising improved product lengths |
| US10485712B2 (en) | 2014-10-09 | 2019-11-26 | The Procter & Gamble Company | Length-to-side and hip-to-waist silhouettes of adult disposable absorbent articles and arrays |
| US10864117B2 (en) | 2014-10-09 | 2020-12-15 | The Procter & Gamble Company | Length-to-waist and hip-to-side silhouettes of adult disposable absorbent articles and arrays |
| EP3218471A1 (en) | 2014-11-14 | 2017-09-20 | Illumina, Inc. | Polymerases |
| EP3037079B1 (en) | 2014-12-23 | 2018-07-25 | The Procter and Gamble Company | Absorbent core comprising a high loft central layer and channels |
| CN117084866A (en)* | 2015-01-16 | 2023-11-21 | 宝洁公司 | Array of adult disposable absorbent articles comprising absorbent cores with channels |
| US10070997B2 (en) | 2015-01-16 | 2018-09-11 | The Procter & Gamble Company | Absorbent pant with advantageously channeled absorbent core structure and bulge-reducing features |
| US10376428B2 (en) | 2015-01-16 | 2019-08-13 | The Procter & Gamble Company | Absorbent pant with advantageously channeled absorbent core structure and bulge-reducing features |
| EP3058915B1 (en) | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent cores for absorbent articles |
| EP3058918B1 (en)* | 2015-02-17 | 2019-04-17 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058910B1 (en) | 2015-02-17 | 2019-04-10 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058912B1 (en) | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058916B1 (en) | 2015-02-17 | 2018-01-31 | The Procter and Gamble Company | Package for absorbent articles forming a three-dimensional basin |
| JP6001713B2 (en)* | 2015-03-16 | 2016-10-05 | 大王製紙株式会社 | Absorbent articles |
| EP3095425A1 (en)* | 2015-05-22 | 2016-11-23 | The Procter and Gamble Company | Method for assessing the permanency of channels in an absorbent core |
| EP3957290B1 (en) | 2015-06-25 | 2025-05-14 | The Procter & Gamble Company | Adult disposable absorbent articles and arrays of said articles comprising improved capacity profiles |
| PL3352718T3 (en) | 2015-09-22 | 2021-06-28 | The Procter & Gamble Company | Absorbent articles having curved channels |
| WO2017053034A1 (en) | 2015-09-22 | 2017-03-30 | The Procter & Gamble Company | Absorbent articles having a three-dimensional material on the wearer-facing side |
| RU2017136538A (en) | 2015-09-22 | 2019-10-24 | Дзе Проктер Энд Гэмбл Компани | Absorbent articles having channels, stretch waist belts and rear ears |
| RU2670400C1 (en) | 2015-10-30 | 2018-10-22 | Кимберли-Кларк Ворлдвайд, Инк. | Absorbing product with channels and shaping elastic elements |
| US11591755B2 (en) | 2015-11-03 | 2023-02-28 | Kimberly-Clark Worldwide, Inc. | Paper tissue with high bulk and low lint |
| US10583054B2 (en) | 2015-11-06 | 2020-03-10 | The Procter & Gamble Company | Disposable absorbent article silhouettes and silhouette arrays |
| EP3167858A1 (en)* | 2015-11-16 | 2017-05-17 | The Procter and Gamble Company | Absorbent cores having material free areas |
| EP3167859B1 (en) | 2015-11-16 | 2020-05-06 | The Procter and Gamble Company | Absorbent cores having material free areas |
| CN108289772A (en) | 2015-11-30 | 2018-07-17 | 宝洁公司 | Non-woven cloth hot adhesion pattern with low villus |
| EP3383334B1 (en) | 2015-11-30 | 2020-10-21 | The Procter and Gamble Company | Nonwoven thermal bonding pattern with low fuzz |
| EP3383336B1 (en) | 2015-11-30 | 2024-04-24 | The Procter & Gamble Company | Absorbent article with colored topsheet |
| JP6929855B2 (en)* | 2016-01-26 | 2021-09-01 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | Absorbent core with high molecular weight superabsorbent immobilizing agent |
| US11134925B2 (en) | 2016-03-01 | 2021-10-05 | The Procter & Gamble Company | Diaper adapted for collection of urine sample from an infant |
| WO2017151710A1 (en) | 2016-03-01 | 2017-09-08 | The Procter & Gamble Company | Diaper adapted for collection of uncontaminated and intact stool sample from an infant |
| CN105853076A (en)* | 2016-04-01 | 2016-08-17 | 泉州市汉威机械制造有限公司 | Absorbing core |
| EP3238676B1 (en) | 2016-04-29 | 2019-01-02 | The Procter and Gamble Company | Absorbent core with profiled distribution of absorbent material |
| EP3238678B1 (en) | 2016-04-29 | 2019-02-27 | The Procter and Gamble Company | Absorbent core with transversal folding lines |
| WO2018009454A1 (en)* | 2016-07-05 | 2018-01-11 | The Procter & Gamble Company | Absorbent core exhibiting material movement |
| EP3509554B1 (en)* | 2016-09-09 | 2021-06-23 | The Procter & Gamble Company | Systems and methods of applying compositions to webs and webs thereof |
| JP6835532B2 (en)* | 2016-11-01 | 2021-02-24 | 花王株式会社 | Pants type disposable diaper |
| US10828208B2 (en) | 2016-11-21 | 2020-11-10 | The Procte & Gamble Company | Low-bulk, close-fitting, high-capacity disposable absorbent pant |
| IT201700031317A1 (en)* | 2017-03-22 | 2018-09-22 | Gdm Spa | APPARATUS AND METHOD OF FORMING AN ABSORBENT PADDING. |
| AU2017410902A1 (en) | 2017-04-28 | 2019-11-14 | Kimberly-Clark Worldwide, Inc. | Foam-formed fibrous sheets with crimped staple fibers |
| BE1025430B1 (en)* | 2017-05-15 | 2019-05-24 | Drylock Technologies Nv | ABSORBING OBJECT WITH CONNECTED CHANNELS |
| ES2991623T3 (en)* | 2017-05-15 | 2024-12-04 | Drylock Tech Nv | Absorbent article with channels and method for its manufacture |
| RU2764431C2 (en) | 2017-05-15 | 2022-01-17 | Драйлок Текнолоджиз НВ | Absorbent product with channels and its manufacturing method |
| US20180333310A1 (en) | 2017-05-18 | 2018-11-22 | The Procter & Gamble Company | Incontinence pant with low-profile unelasticized zones |
| EP3644923A1 (en) | 2017-06-27 | 2020-05-06 | The Procter and Gamble Company | Configurable absorbent articles having improved bodily exudate separation and sampling |
| US11135104B2 (en) | 2017-06-27 | 2021-10-05 | The Procter & Gamble Company | Diaper product adapted for collection of exudate sample from an infant |
| WO2019006294A1 (en) | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Hip-to-side silhouettes for boxer brief type disposable absorbent articles and arrays |
| WO2019006316A1 (en) | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Length-to-side silhouettes for bikini/low rise brief type disposable absorbent articles and arrays |
| JP2020525082A (en) | 2017-06-30 | 2020-08-27 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | Hip-side and waist-side silhouettes for bikini/low rise brief disposable absorbent articles and arrays |
| EP3644925B1 (en) | 2017-06-30 | 2025-08-27 | The Procter & Gamble Company | Length-to-side silhouettes for boxer brief/boyshort type disposable absorbent articles |
| US11351068B2 (en) | 2017-06-30 | 2022-06-07 | The Procter & Gamble Company | Length-to-hip and length-to-waist silhouettes of disposable absorbent articles and arrays |
| EP3473224B1 (en) | 2017-10-23 | 2020-12-30 | The Procter & Gamble Company | Absorbent articles with different types of channels |
| EP3473222B1 (en) | 2017-10-23 | 2021-08-04 | The Procter & Gamble Company | Absorbent articles with different types of channels |
| EP3473223B1 (en) | 2017-10-23 | 2021-08-11 | The Procter & Gamble Company | Absorbent articles with different types of channels |
| GB2582508B (en) | 2017-11-29 | 2022-02-16 | Kimberly Clark Co | Fibrous sheet with improved properties |
| US11612525B2 (en) | 2017-12-21 | 2023-03-28 | Essity Hygiene And Health Aktiebolag | Absorbent article and method for manufacturing an absorbent article |
| MX2020006491A (en) | 2017-12-21 | 2020-08-17 | Essity Hygiene & Health Ab | Absorbent article with reduced sagging and method for manufacturing the absorbent article. |
| MY196695A (en) | 2017-12-21 | 2023-04-30 | Essity Hygiene & Health Ab | Absorbent Article Comprising a Wetness Indicator and Method for Manufacturing The Absorbent Article |
| EP3727262B1 (en) | 2017-12-21 | 2023-11-15 | Essity Hygiene and Health Aktiebolag | Absorbent article comprising strong channel sealing bonds |
| CN111479541B (en) | 2017-12-21 | 2021-09-28 | 易希提卫生与保健公司 | Absorbent article with sealing means comprising a weld |
| BR112020007555A2 (en) | 2017-12-21 | 2020-09-24 | Essity Hygiene And Health Aktiebolag | absorbent article and method for making an absorbent article |
| JP7101248B2 (en) | 2017-12-21 | 2022-07-14 | エシティ・ハイジーン・アンド・ヘルス・アクチエボラグ | Absorbent articles with a hermetically sealed arrangement of constant width and methods of their manufacture. |
| ES2962376T3 (en) | 2017-12-21 | 2024-03-18 | Essity Hygiene & Health Ab | Absorbent article with reduced sagging |
| EP3527184B1 (en)* | 2018-02-18 | 2021-02-24 | Ontex BV | Absorbent core and articles comprising said core |
| EP3527183B8 (en) | 2018-02-18 | 2020-11-11 | Ontex BV | Absorbent core, articles comprising said core, and methods of making |
| US12390376B2 (en) | 2018-02-28 | 2025-08-19 | Kimberly-Clark Worldwide, Inc. | Multi-layer absorbent cores and methods of manufacture |
| EP3768209B1 (en) | 2018-03-22 | 2025-07-16 | DSG Technology Holdings Ltd. | Disposable absorbent article and absorbent core composite |
| EP3784188B1 (en) | 2018-04-24 | 2023-11-08 | The Procter & Gamble Company | Absorbent pant having an absorbent core with continuous channel |
| EP3560469B1 (en) | 2018-04-24 | 2021-06-16 | Drylock Technologies NV | Absorbent article |
| EP3560465A1 (en) | 2018-04-27 | 2019-10-30 | The Procter & Gamble Company | Articles having an acquisition layer with stretch openings and process to make them |
| EP3560466B1 (en) | 2018-04-27 | 2023-08-23 | The Procter & Gamble Company | Absorbent articles with multi-pieces acquisition layer |
| BR112021001335B1 (en) | 2018-07-25 | 2024-03-05 | Kimberly-Clark Worldwide, Inc | METHOD FOR MAKING A THREE-DIMENSIONAL (3D) NON-WOVEN ABSORBENT SUBSTRATE |
| EP3613394B1 (en) | 2018-08-21 | 2023-07-26 | The Procter & Gamble Company | Process for making fibrous layers having channels for absorbent articles |
| EP3613395B1 (en) | 2018-08-21 | 2025-04-02 | The Procter & Gamble Company | Absorbent articles having a contrasting layer and a masking layer |
| JP2021029928A (en)* | 2019-08-29 | 2021-03-01 | 花王株式会社 | Absorbent article |
| EP3834791A1 (en) | 2019-12-11 | 2021-06-16 | The Procter & Gamble Company | Absorbnet article comprising a lower acquisition and distribution system |
| EP3838242B1 (en) | 2019-12-20 | 2025-04-30 | Ontex BV | Absorbent core for disposable absorbent articles with increased absorption rate and improved integrity |
| EP3861970A1 (en) | 2020-02-10 | 2021-08-11 | Drylock Technologies NV | Absorbent article with capillary acceleration sheet |
| EP3799848B1 (en) | 2020-03-19 | 2022-04-13 | Ontex BV | Absorbent articles and methods of making |
| WO2021234881A1 (en) | 2020-05-20 | 2021-11-25 | 花王株式会社 | Disposable diaper |
| CN114072115B (en)* | 2020-05-20 | 2022-07-01 | 花王株式会社 | disposable diapers |
| WO2022008259A1 (en)* | 2020-07-06 | 2022-01-13 | Ontex Bv | Absorbent article with improved core and method of making |
| EP3944845B1 (en)* | 2020-07-30 | 2024-06-12 | The Procter & Gamble Company | Absorbent article with a channel-forming area and a masking layer |
| EP3944844B1 (en) | 2020-07-30 | 2023-08-23 | The Procter & Gamble Company | Taped absorbent articles with front and crotch channels |
| EP4188302A1 (en)* | 2020-07-30 | 2023-06-07 | The Procter & Gamble Company | Absorbent article with a lower intermediate layer partially bonded to the absorbent core |
| EP4011344B1 (en) | 2020-12-10 | 2024-09-11 | Ontex BV | Absorbent articles |
| NL2027163B1 (en) | 2020-12-18 | 2022-07-15 | Drylock Tech Nv | Absorbent article with improved bottom distribution assembly |
| JP2022175144A (en)* | 2021-05-13 | 2022-11-25 | 花王株式会社 | absorbent article |
| EP4346727A1 (en)* | 2021-06-01 | 2024-04-10 | The Procter & Gamble Company | Absorbent article comprising an intermediate layer |
| EP4147684A1 (en) | 2021-09-10 | 2023-03-15 | The Procter & Gamble Company | Absorbent article comprising a multi-layer cushion layer |
| EP4197508A1 (en)* | 2021-12-15 | 2023-06-21 | Ontex BV | Array of disposable inserts for absorbent articles |
| JP2023097913A (en)* | 2021-12-28 | 2023-07-10 | 株式会社リブドゥコーポレーション | absorbent article |
| EP4489711A1 (en)* | 2022-03-09 | 2025-01-15 | The Procter & Gamble Company | Absorbent article with high permeability sap |
| US20240091073A1 (en) | 2022-09-08 | 2024-03-21 | The Procter & Gamble Company | Disposable absorbent pants with elasticized waist panel structure and obscuring print patterns |
Citations (124)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5635A (en) | 1848-06-13 | Drafting and measuring garments | ||
| US3848594A (en) | 1973-06-27 | 1974-11-19 | Procter & Gamble | Tape fastening system for disposable diaper |
| US3860003A (en) | 1973-11-21 | 1975-01-14 | Procter & Gamble | Contractable side portions for disposable diaper |
| US3911173A (en) | 1973-02-05 | 1975-10-07 | Usm Corp | Adhesive process |
| US3929135A (en) | 1974-12-20 | 1975-12-30 | Procter & Gamble | Absorptive structure having tapered capillaries |
| US4324246A (en) | 1980-05-12 | 1982-04-13 | The Procter & Gamble Company | Disposable absorbent article having a stain resistant topsheet |
| US4340706A (en) | 1980-03-19 | 1982-07-20 | Seitetsu Kagaku Co., Ltd. | Alkali metal acrylate or ammonium acrylate polymer excellent in salt solution-absorbency and process for producing same |
| US4342314A (en) | 1979-03-05 | 1982-08-03 | The Procter & Gamble Company | Resilient plastic web exhibiting fiber-like properties |
| EP0083022A2 (en) | 1981-12-30 | 1983-07-06 | Seitetsu Kagaku Co., Ltd. | Water-absorbent resin having improved water-absorbency and improved water-dispersibility and process for producing same |
| US4463045A (en) | 1981-03-02 | 1984-07-31 | The Procter & Gamble Company | Macroscopically expanded three-dimensional plastic web exhibiting non-glossy visible surface and cloth-like tactile impression |
| US4515595A (en) | 1982-11-26 | 1985-05-07 | The Procter & Gamble Company | Disposable diapers with elastically contractible waistbands |
| EP0149880A2 (en) | 1983-05-26 | 1985-07-31 | BASF Aktiengesellschaft | Non-woven webs of synthetic fibres consolidated by means of carboxylated styrene-butadiene latices, and disposable articles made therefrom |
| US4573986A (en) | 1984-09-17 | 1986-03-04 | The Procter & Gamble Company | Disposable waste-containment garment |
| US4609518A (en) | 1985-05-31 | 1986-09-02 | The Procter & Gamble Company | Multi-phase process for debossing and perforating a polymeric web to coincide with the image of one or more three-dimensional forming structures |
| US4629643A (en) | 1985-05-31 | 1986-12-16 | The Procter & Gamble Company | Microapertured polymeric web exhibiting soft and silky tactile impression |
| US4662875A (en) | 1985-11-27 | 1987-05-05 | The Procter & Gamble Company | Absorbent article |
| US4681793A (en) | 1985-05-31 | 1987-07-21 | The Procter & Gamble Company | Non-occluding, liquid-impervious, composite backsheet for absorptive devices |
| US4695278A (en) | 1985-10-11 | 1987-09-22 | The Procter & Gamble Company | Absorbent article having dual cuffs |
| US4699622A (en) | 1986-03-21 | 1987-10-13 | The Procter & Gamble Company | Disposable diaper having an improved side closure |
| US4710189A (en) | 1983-03-18 | 1987-12-01 | The Procter & Gamble Company | Shaped disposable diapers with shaped elastically contractible waistbands |
| US4731066A (en) | 1984-03-30 | 1988-03-15 | Personal Products Company | Elastic disposable diaper |
| US4785996A (en) | 1987-04-23 | 1988-11-22 | Nordson Corporation | Adhesive spray gun and nozzle attachment |
| US4795454A (en) | 1986-10-10 | 1989-01-03 | The Procter & Gamble Company | Absorbent article having leakage-resistant dual cuffs |
| US4808178A (en) | 1981-07-17 | 1989-02-28 | The Proctor & Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4842666A (en) | 1987-03-07 | 1989-06-27 | H. B. Fuller Company | Process for the permanent joining of stretchable threadlike or small ribbonlike elastic elements to a flat substrate, as well as use thereof for producing frilled sections of film or foil strip |
| US4846815A (en) | 1987-01-26 | 1989-07-11 | The Procter & Gamble Company | Disposable diaper having an improved fastening device |
| US4894060A (en) | 1988-01-11 | 1990-01-16 | Minnesota Mining And Manufacturing Company | Disposable diaper with improved hook fastener portion |
| US4909803A (en) | 1983-06-30 | 1990-03-20 | The Procter And Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4946527A (en) | 1989-09-19 | 1990-08-07 | The Procter & Gamble Company | Pressure-sensitive adhesive fastener and method of making same |
| US4963140A (en) | 1987-12-17 | 1990-10-16 | The Procter & Gamble Company | Mechanical fastening systems with disposal means for disposable absorbent articles |
| DE3314019C2 (en) | 1982-04-19 | 1990-10-25 | Nippon Shokubai Kagaku Kogyo Co., Ltd., Osaka, Jp | |
| WO1990015830A1 (en) | 1989-06-12 | 1990-12-27 | Weyerhaeuser Company | Hydrocolloid polymer |
| US5006394A (en) | 1988-06-23 | 1991-04-09 | The Procter & Gamble Company | Multilayer polymeric film |
| DE4020780C1 (en) | 1990-06-29 | 1991-08-29 | Chemische Fabrik Stockhausen Gmbh, 4150 Krefeld, De | |
| US5137537A (en) | 1989-11-07 | 1992-08-11 | The Procter & Gamble Cellulose Company | Absorbent structure containing individualized, polycarboxylic acid crosslinked wood pulp cellulose fibers |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| EP0530438A1 (en) | 1991-09-03 | 1993-03-10 | Hoechst Celanese Corporation | A superabsorbent polymer having improved absorbency properties |
| EP0543303A1 (en) | 1991-11-22 | 1993-05-26 | Hoechst Aktiengesellschaft | Hydrophilic hydrogels having a high swelling capacity |
| US5221274A (en) | 1991-06-13 | 1993-06-22 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| EP0547847A1 (en) | 1991-12-18 | 1993-06-23 | Nippon Shokubai Co., Ltd. | Process for producing water-absorbent resin |
| US5242436A (en) | 1991-06-13 | 1993-09-07 | The Procter & Gamble Company | Absorbent article with fastening system providing dynamic elasticized waistband fit |
| EP0559476A1 (en) | 1992-03-05 | 1993-09-08 | Nippon Shokubai Co., Ltd. | Method for the production of absorbent resin |
| WO1993021237A1 (en) | 1992-04-16 | 1993-10-28 | The Dow Chemical Company | Crosslinked hydrophilic resins and method of preparation |
| WO1994023761A2 (en) | 1993-04-05 | 1994-10-27 | The Procter & Gamble Company | Improved absorbent members having improved fluid distribution via low density and basis weight acquisition zones |
| EP0632068A1 (en) | 1993-06-18 | 1995-01-04 | Nippon Shokubai Co., Ltd. | Process for preparing absorbent resin |
| WO1995010996A1 (en) | 1993-10-21 | 1995-04-27 | The Procter & Gamble Company | Catamenial absorbent structures |
| WO1995011652A1 (en) | 1993-10-29 | 1995-05-04 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material located in discrete pockets having water-sensitive and water-insensitive containment structures |
| WO1995016746A1 (en) | 1993-12-13 | 1995-06-22 | E.I. Du Pont De Nemours And Company | Breathable film |
| WO1995024173A2 (en) | 1994-03-10 | 1995-09-14 | The Procter & Gamble Company | Absorbent articles containing antibacterial agents in the topsheet for odor control |
| WO1995034329A1 (en) | 1994-06-15 | 1995-12-21 | The Procter & Gamble Company | Absorbent structure containing individualized cellulosic fibers crosslinked with polyacrylic acid polymers |
| US5486166A (en) | 1994-03-04 | 1996-01-23 | Kimberly-Clark Corporation | Fibrous nonwoven web surge layer for personal care absorbent articles and the like |
| US5490846A (en) | 1994-03-04 | 1996-02-13 | Kimberly-Clark Corporation | Surge management fibrous nonwoven web for personal care absorbent articles and the like |
| US5507736A (en) | 1991-06-13 | 1996-04-16 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature comprising an expansive tummy panel |
| US5549791A (en) | 1994-06-15 | 1996-08-27 | The Procter & Gamble Company | Individualized cellulosic fibers crosslinked with polyacrylic acid polymers |
| US5554145A (en) | 1994-02-28 | 1996-09-10 | The Procter & Gamble Company | Absorbent article with multiple zone structural elastic-like film web extensible waist feature |
| US5569234A (en) | 1995-04-03 | 1996-10-29 | The Procter & Gamble Company | Disposable pull-on pant |
| US5571096A (en) | 1995-09-19 | 1996-11-05 | The Procter & Gamble Company | Absorbent article having breathable side panels |
| US5580411A (en) | 1995-02-10 | 1996-12-03 | The Procter & Gamble Company | Zero scrap method for manufacturing side panels for absorbent articles |
| US5599335A (en) | 1994-03-29 | 1997-02-04 | The Procter & Gamble Company | Absorbent members for body fluids having good wet integrity and relatively high concentrations of hydrogel-forming absorbent polymer |
| US5607760A (en) | 1995-08-03 | 1997-03-04 | The Procter & Gamble Company | Disposable absorbent article having a lotioned topsheet containing an emollient and a polyol polyester immobilizing agent |
| US5609587A (en) | 1995-08-03 | 1997-03-11 | The Procter & Gamble Company | Diaper having a lotioned topsheet comprising a liquid polyol polyester emollient and an immobilizing agent |
| DE19543368A1 (en) | 1995-11-21 | 1997-05-22 | Stockhausen Chem Fab Gmbh | Water-absorbing polymers with improved properties, process for their preparation and their use |
| DE19646484A1 (en) | 1995-11-21 | 1997-05-22 | Stockhausen Chem Fab Gmbh | Liquid-absorbing polymers, process for their preparation and their use |
| US5643588A (en) | 1994-11-28 | 1997-07-01 | The Procter & Gamble Company | Diaper having a lotioned topsheet |
| US5700254A (en) | 1994-03-31 | 1997-12-23 | Kimberly-Clark Worldwide, Inc. | Liquid distribution layer for absorbent articles |
| US5849816A (en) | 1994-08-01 | 1998-12-15 | Leonard Pearlstein | Method of making high performance superabsorbent material |
| US5865823A (en) | 1996-11-06 | 1999-02-02 | The Procter & Gamble Company | Absorbent article having a breathable, fluid impervious backsheet |
| DE19807992C1 (en) | 1998-02-26 | 1999-07-15 | Clariant Gmbh | Water absorbent polymers, surface crosslinked using bis-2-oxazolidinone and/or poly-2-oxazolidinones |
| US5938648A (en) | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| EP0937736A2 (en) | 1998-02-24 | 1999-08-25 | Nippon Shokubai Co., Ltd. | Crosslinking a water-absorbing agent |
| DE19807502A1 (en) | 1998-02-21 | 1999-09-16 | Basf Ag | Process for post-crosslinking hydrogels with 2-oxazolidinones |
| US6004306A (en) | 1993-11-19 | 1999-12-21 | The Procter & Gamble Company | Absorbent article with multi-directional extensible side panels |
| DE19854573A1 (en) | 1998-11-26 | 2000-05-31 | Basf Ag | Process for post-crosslinking hydrogels with 2-oxo-tetrahydro-1,3-oxazines |
| DE19854574A1 (en) | 1998-11-26 | 2000-05-31 | Basf Ag | Process for post-crosslinking hydrogels with N-acyl-2-oxazolidinones |
| WO2000059430A1 (en) | 1999-04-03 | 2000-10-12 | Kimberly-Clark Worldwide, Inc. | Intake/distribution material for personal care products |
| EP1199327A2 (en) | 2000-10-20 | 2002-04-24 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and process for producing the same |
| WO2002032962A2 (en) | 2000-10-20 | 2002-04-25 | Millennium Pharmaceuticals, Inc. | Compositions of human proteins and method of use thereof |
| US6432098B1 (en) | 1997-09-04 | 2002-08-13 | The Procter & Gamble Company | Absorbent article fastening device |
| WO2002064877A2 (en) | 2001-01-30 | 2002-08-22 | The Procter & Gamble Company | Coating compositions for modifying surfaces |
| WO2002067809A2 (en) | 2000-12-07 | 2002-09-06 | Weyerhaeuser Company | Distribution layer having improved liquid transfer to a storage layer |
| WO2003031482A1 (en) | 2001-10-05 | 2003-04-17 | Basf Aktiengesellschaft | Method for crosslinking hydrogels with morpholine-2,3-diones |
| US20030105190A1 (en) | 1999-08-05 | 2003-06-05 | Diehl David F. | Latex binder for nonwoven fibers and article made therewith |
| DE10204937A1 (en) | 2002-02-07 | 2003-08-21 | Stockhausen Chem Fab Gmbh | Process for post-crosslinking of a water absorbing polymer surface with a cyclic urea useful in foams, fibers, films, cables, especially sealing materials and liquid absorbing hygiene articles |
| US6632504B1 (en) | 2000-03-17 | 2003-10-14 | Bba Nonwovens Simpsonville, Inc. | Multicomponent apertured nonwoven |
| WO2003104299A1 (en) | 2002-06-11 | 2003-12-18 | Basf Aktiengesellschaft | Method for the production of esters of polyalcohols |
| WO2003104301A1 (en) | 2002-06-11 | 2003-12-18 | Basf Aktiengesellschaft | (meth)acrylic esters of polyalkoxylated glycerine |
| WO2003104300A1 (en) | 2002-06-01 | 2003-12-18 | Basf Aktiengesellschaft | (meth)acrylic esters of polyalkoxylated trimethylolpropane |
| US6716441B1 (en) | 1998-03-12 | 2004-04-06 | The Procter & Gamble Company | Compositions for efficient release of active ingredients |
| EP1447066A1 (en) | 2003-02-12 | 2004-08-18 | The Procter & Gamble Company | Comfortable diaper |
| US20040220541A1 (en) | 2001-07-23 | 2004-11-04 | Migaku Suzuki | Absorber in a sheet form and absorber product using the same |
| DE10331450A1 (en) | 2003-07-10 | 2005-01-27 | Basf Ag | (Meth) acrylic esters of monoalkoxylated polyols and their preparation |
| DE10334584A1 (en) | 2003-07-28 | 2005-02-24 | Basf Ag | Post crosslinking of water absorbing polymers, useful for hygiene articles and packaging, comprises treatment with a bicyclic amideacetal crosslinking agent with simultaneous or subsequent heating |
| DE10331456A1 (en) | 2003-07-10 | 2005-02-24 | Basf Ag | (Meth) acrylic esters of alkoxylated unsaturated polyol ethers and their preparation |
| DE10355401A1 (en) | 2003-11-25 | 2005-06-30 | Basf Ag | (Meth) acrylic esters of unsaturated amino alcohols and their preparation |
| US6946585B2 (en) | 2000-10-23 | 2005-09-20 | Mcneil-Ppc, Inc. | Absorbent article |
| US20060024433A1 (en) | 2004-07-28 | 2006-02-02 | The Procter & Gamble Company | Indirect printing of AGM |
| WO2006083584A2 (en) | 2005-02-04 | 2006-08-10 | The Procter & Gamble Company | Absorbent structure with improved water-absorbing material |
| WO2007046052A1 (en) | 2005-10-21 | 2007-04-26 | The Procter & Gamble Company | Absorbent article having improved absorption and retention capacity for proteinaceous or serous body fluids |
| WO2007047598A1 (en) | 2005-10-21 | 2007-04-26 | The Procter & Gamble Company | Absorbent article having increased absorption and retention capacity for proteinaceous or serous body fluids |
| US20070118087A1 (en) | 2005-11-21 | 2007-05-24 | The Procter & Gamble Company | Fluid acquisition layer |
| US20070244455A1 (en) | 2004-12-23 | 2007-10-18 | Sca Hygiene Products Ab | Absorbent article |
| US20080312622A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System |
| US20080312621A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System With Substantially Continuously Distributed Absorbent Particulate Polymer Material |
| US20080312617A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Substantially Continuously Distributed Absorbent Particulate Polymer Material And Method |
| WO2009047596A1 (en) | 2007-06-12 | 2009-04-16 | Dsg Technology Holdings Ltd. | Absorbent article with a slit absorbent core |
| US20090192035A1 (en) | 2006-07-19 | 2009-07-30 | Basf Se | Method for Producing Water-Absorbent Polymer Particles with a Higher Permeability by Polymerising Droplets of a Monomer Solution |
| US20090258994A1 (en) | 2006-07-19 | 2009-10-15 | Basf Se | Method for Producing Post-Cured Water-Absorbent Polymer Particles with a Higher Absorption by Polymerising Droplets of a Monomer Solution |
| WO2009155265A2 (en) | 2008-06-20 | 2009-12-23 | The Procter & Gamble Company | Absorbent structures including coated absorbent material |
| WO2009155264A2 (en) | 2008-06-20 | 2009-12-23 | The Procter & Gamble Company | Absorbent structures with immobilized absorbent material |
| US20100051166A1 (en) | 2008-08-26 | 2010-03-04 | Harald Hermann Hundorf | Method And Apparatus For Making Disposable Absorbent Article With Absorbent Particulate Polymer Material And Article Made Therewith |
| US20100068520A1 (en) | 2006-07-19 | 2010-03-18 | Basf Se | Method for Producing Water-Absorbent Polymer Particles with a Higher Permeability by Polymerising Droplets of a Monomer Solution |
| US7744576B2 (en) | 2003-02-12 | 2010-06-29 | The Procter & Gamble Company | Thin and dry diaper |
| US7786341B2 (en) | 2003-08-07 | 2010-08-31 | The Procter & Gamble Company | Diaper providing temperature insensitive liquid handling |
| US20110250413A1 (en) | 2010-02-25 | 2011-10-13 | Lu Jon Aaron | Bond patterns for fibrous webs |
| US20110268932A1 (en) | 2010-04-30 | 2011-11-03 | Kemal Vatansever Catalan | Nonwoven Having Durable Hydrophilic Coating |
| WO2011163582A1 (en) | 2010-06-25 | 2011-12-29 | The Procter & Gamble Company | Disposable diaper with reduced bulk |
| US20110319848A1 (en) | 2010-06-28 | 2011-12-29 | Mckiernan Robin Lynn | Substrate Coated With A Hydrophilic Elastomer |
| WO2012052172A1 (en) | 2010-10-20 | 2012-04-26 | Vynka Bvba | Environmentally friendly absorbent structure |
| US8186296B2 (en) | 2010-05-05 | 2012-05-29 | The Procter & Gamble Company | Methods and apparatus for applying adhesives in patterns to an advancing substrate |
| WO2012078008A2 (en) | 2010-12-10 | 2012-06-14 | 엘지전자 주식회사 | Method and apparatus for transceiving data in a radio access system which supports a multi-radio access technology |
| WO2012170778A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| WO2012170781A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Disposable diapers |
| WO2012170779A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US20120312491A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Method and Apparatus for Making Absorbent Structures with Absorbent Material |
Family Cites Families (1275)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1733997A (en) | 1928-04-30 | 1929-10-29 | Paul Molnar | Catamenial bandage |
| US1734499A (en) | 1928-12-04 | 1929-11-05 | Marinsky Davis | Sanitary napkin |
| US1989283A (en) | 1934-05-03 | 1935-01-29 | Walter P Limacher | Diaper |
| US2058509A (en) | 1936-01-30 | 1936-10-27 | Rose David | Infant's undergarment |
| US2271676A (en) | 1939-11-24 | 1942-02-03 | Bjornbak Elna | Diaper |
| US2450789A (en) | 1945-07-05 | 1948-10-05 | Jacob G Frieman | Sanitary garment |
| US2508811A (en) | 1947-07-15 | 1950-05-23 | Edna E Best | Diaper |
| US2583553A (en) | 1949-04-07 | 1952-01-29 | Faureed Company | Sanitary protector for bedridden patients |
| US2568910A (en) | 1949-10-07 | 1951-09-25 | Jessie C Condylis | Fastening means for garments, and more particularly diapers |
| US2570963A (en) | 1949-11-21 | 1951-10-09 | John E Mesmer | Infant's diaper |
| US2570796A (en) | 1950-12-06 | 1951-10-09 | Gross Rose | Diaper |
| US2705957A (en) | 1953-07-08 | 1955-04-12 | Mauro Virginia | Sanitary panty |
| US2807263A (en) | 1953-08-18 | 1957-09-24 | Newton Jewel Mae | Ladies' sanitary garment |
| US2830589A (en) | 1953-12-07 | 1958-04-15 | Joseph B Doner | Diapers |
| US2890700A (en) | 1954-02-18 | 1959-06-16 | Ethel C Lonberg-Holm | Disposable diaper |
| US2890701A (en) | 1954-10-06 | 1959-06-16 | Weinman Mary | Support for a sanitary napkin |
| US2788003A (en) | 1955-06-06 | 1957-04-09 | Chicopee Mfg Corp | Disposable absorbent pad |
| US2788786A (en) | 1955-09-23 | 1957-04-16 | Fred F Dexter | Disposable diaper |
| US2798489A (en) | 1955-10-20 | 1957-07-09 | Behrman Mayes | Protective garment |
| US2898912A (en) | 1956-02-09 | 1959-08-11 | Adams Jane | Infant's diaper |
| US2977957A (en) | 1957-08-28 | 1961-04-04 | Napette Sanitary Napkin Holder | Sanitary napkin holders and holder units |
| US2931361A (en) | 1957-12-18 | 1960-04-05 | Sostrin Alice | Self-fastening infant's diaper |
| US3071138A (en) | 1958-11-07 | 1963-01-01 | Garcia Gustavo | Sanitary napkin |
| NL281020A (en) | 1961-07-17 | 1900-01-01 | ||
| US3207158A (en) | 1961-08-17 | 1965-09-21 | Yoshitake Kazuko | Sanitary napkin supporting panty |
| US3227160A (en) | 1963-05-23 | 1966-01-04 | Mense Inc | Surgical belt |
| US3343543A (en) | 1964-06-10 | 1967-09-26 | Jacob A Glassman | Sanitary napkin |
| US3386442A (en) | 1965-03-29 | 1968-06-04 | Sabee Reinhardt | Disposable diaper |
| US3411504A (en) | 1965-06-24 | 1968-11-19 | Jacob A. Glassman | Sanitary napkins |
| US3670731A (en) | 1966-05-20 | 1972-06-20 | Johnson & Johnson | Absorbent product containing a hydrocolloidal composition |
| US3572342A (en) | 1968-01-19 | 1971-03-23 | Johnson & Johnson | Diaper |
| US3578155A (en) | 1969-02-24 | 1971-05-11 | Paper Converting Machine Co | Disposable product |
| US3592194A (en) | 1969-03-05 | 1971-07-13 | Procter & Gamble | Diaper having improved wicking and dryness |
| US3575174A (en) | 1969-07-11 | 1971-04-20 | Personal Products Co | Sanitary napkin |
| BE754405A (en) | 1969-08-05 | 1971-02-04 | Thomae Gmbh Dr K | NEW BETA-ARYL-2-AMINOALCOXYSTYRENES |
| US3572432A (en) | 1969-09-25 | 1971-03-23 | Halliburton Co | Apparatus for flotation completion for highly deviated wells |
| US3847702A (en) | 1969-10-20 | 1974-11-12 | J Jones | Process for manufacture of integral diaper waist band fastener |
| US3561446A (en) | 1969-10-20 | 1971-02-09 | Jones Sr John L | Pleated diaper |
| GB1333081A (en) | 1970-01-17 | 1973-10-10 | Southalls Birmingham Ltd | Absorbent products |
| US3606887A (en) | 1970-02-05 | 1971-09-21 | Kimberly Clark Co | Overlap seal and support strip for a sanitary napkin wrapper |
| US3618608A (en) | 1970-02-16 | 1971-11-09 | Mary E Brink | Diaper with fastener |
| US3840418A (en) | 1970-03-09 | 1974-10-08 | R Sabee | Method of manufacture of a sanitary article and ply having selectively thickened areas |
| US3653381A (en) | 1970-03-23 | 1972-04-04 | Crystal E Warnken | Belted diapers |
| FR2082803A5 (en) | 1970-03-26 | 1971-12-10 | Consortium General Textile | |
| US3667468A (en) | 1970-04-28 | 1972-06-06 | Paper Converting Machine Co | Sanitary napkin and method and means of producing |
| US3642001A (en) | 1970-07-27 | 1972-02-15 | Reinhardt N Sabee | Disposable diaper or the like |
| FR2110515A5 (en) | 1970-10-20 | 1972-06-02 | Beghin | |
| US3710797A (en) | 1971-02-26 | 1973-01-16 | Procter & Gamble | Disposable diaper |
| US3776233A (en) | 1971-05-17 | 1973-12-04 | Colgate Palmolive Co | Edge contourable diaper |
| US3731688A (en) | 1971-06-30 | 1973-05-08 | Techmation Corp | Disposable diaper |
| US3882870A (en) | 1971-07-09 | 1975-05-13 | Lucille Hathaway | Diaper |
| US3774241A (en) | 1972-02-16 | 1973-11-27 | J Zerkle | Loincloth and spreader therefor |
| JPS5129536B2 (en) | 1972-05-22 | 1976-08-26 | ||
| US3828784A (en) | 1972-08-21 | 1974-08-13 | Kendall & Co | Conformable baby diaper |
| US3924626A (en) | 1972-12-08 | 1975-12-09 | Int Paper Co | Rectangular disposable diaper having a contoured absorbent pad |
| US3863637A (en) | 1972-12-08 | 1975-02-04 | Int Paper Co | Folded disposable diaper |
| SE370313B (en) | 1973-02-09 | 1974-10-14 | O Heurlen | |
| US3848595A (en) | 1973-04-26 | 1974-11-19 | Kimberly Clark Co | Prefolded diaper with improved leg fit |
| US3848597A (en) | 1973-07-05 | 1974-11-19 | Kimberly Clark Co | Prefolded disposable diaper |
| US3884234A (en) | 1973-10-18 | 1975-05-20 | Colgate Palmolive Co | Disposable diaper |
| US3929134A (en) | 1974-08-29 | 1975-12-30 | Colgate Palmolive Co | Absorbent article and method |
| US3930501A (en) | 1974-05-23 | 1976-01-06 | Colgate-Palmolive Company | Disposable diaper with end flap means and method |
| US3978861A (en) | 1974-05-23 | 1976-09-07 | Colgate-Palmolive Company | Disposable diaper with end flap means and method |
| US3926189A (en) | 1974-08-05 | 1975-12-16 | Colgate Palmolive Co | Selectively positionable diaper assembly |
| US3920017A (en) | 1974-09-27 | 1975-11-18 | Colgate Palmolive Co | Crotch-shaped diaper and method |
| US3938523A (en) | 1974-10-17 | 1976-02-17 | Scott Paper Company | Prefolded and packaged disposable diaper |
| US3987794A (en) | 1974-10-31 | 1976-10-26 | Colgate-Palmolive Company | Diaper with elastic crotch means |
| US3995637A (en) | 1974-10-31 | 1976-12-07 | Colgate-Palmolive Company | Diaper with waist means |
| US4014338A (en) | 1974-10-31 | 1977-03-29 | Colgate-Palmolive Company | Diaper with elastic means |
| US4084592A (en) | 1975-01-08 | 1978-04-18 | Johnson & Johnson | Disposable prefolded diaper with permanently attached adhesive closure system |
| US3968799A (en) | 1975-04-04 | 1976-07-13 | Kimberly-Clark Corporation | Prefolded disposable diaper |
| GB1513055A (en) | 1975-07-02 | 1978-06-07 | Mccullins J | Disposable diapers |
| US4100922A (en) | 1975-07-09 | 1978-07-18 | Colgate-Palmolive Company | Disposable diaper |
| US3981306A (en) | 1975-08-11 | 1976-09-21 | Scott Paper Company | Multilayer one-piece disposable diapers |
| GB1563697A (en) | 1975-08-22 | 1980-03-26 | Unilever Ltd | Liquid absorption devices |
| US3999547A (en) | 1975-12-29 | 1976-12-28 | Colgate-Palmolive Company | Disposable diaper having front side edge sealing means |
| US3995640A (en) | 1976-01-05 | 1976-12-07 | Colgate-Palmolive Company | Diaper with elastic means |
| US4034760A (en) | 1976-03-18 | 1977-07-12 | Filitsa Amirsakis | Self contained disposable diaper |
| US4055180A (en) | 1976-04-23 | 1977-10-25 | Colgate-Palmolive Company | Absorbent article with retained hydrocolloid material |
| US4059114A (en) | 1976-05-12 | 1977-11-22 | Minnesota Mining And Manufacturing Company | Garment shield |
| US4074508A (en) | 1976-12-21 | 1978-02-21 | Riegel Textile Corporation | Apparatus for compressing and banding a predetermined number of articles |
| US4079739A (en) | 1976-12-27 | 1978-03-21 | Kimberly-Clark Corporation | Die-cut contoured catamenial napkin of multi-layered construction |
| USD254099S (en) | 1977-08-15 | 1980-02-05 | Richards Shirley T | Undergarment shield |
| US4388075A (en) | 1977-12-20 | 1983-06-14 | Johnson & Johnson Baby Products Company | Disposable diaper with wide elastic gathering means for improved comfort |
| US4287153A (en) | 1978-09-20 | 1981-09-01 | Towsend Marvin S | Disposable article with non-leachable saline water indicator |
| US4259220A (en) | 1978-12-06 | 1981-03-31 | H. B. Fuller Company | Hot melt adhesive for elastic banding |
| US4381783A (en) | 1978-10-24 | 1983-05-03 | Johnson & Johnson | Absorbent article |
| JPS5925369Y2 (en) | 1978-11-15 | 1984-07-25 | 日本バイリ−ン株式会社 | Liquid-absorbing articles |
| US4257418A (en) | 1979-01-22 | 1981-03-24 | Mo Och Domsjo Aktiebolag | Device for absorbing urine with incontinent persons |
| US4296750A (en) | 1979-06-22 | 1981-10-27 | Kimberly-Clark Corporation | Refastenable pressure-sensitive tape closure system for disposable diapers and method for its manufacture |
| US4315508A (en) | 1980-03-31 | 1982-02-16 | Kimberly-Clark Corporation | Self-centering multiple use garment suspension system |
| US4410571A (en) | 1980-08-25 | 1983-10-18 | Johnson & Johnson | Absorbent products, process and compositions for immobilization of particulate absorbents |
| US4341216A (en) | 1981-02-27 | 1982-07-27 | The Procter & Gamble Company | Breathable backsheet for disposable diapers |
| US4360021A (en) | 1981-05-06 | 1982-11-23 | Colgate-Palmolive Company | Absorbent article |
| NZ200464A (en) | 1981-05-18 | 1984-10-19 | Colgate Palmolive Co | Box-pleated diaper with cushioned elastic members |
| US4461621A (en) | 1981-10-19 | 1984-07-24 | Colgate-Palmolive Company | Disposable diaper with polymer coating |
| US4475912A (en) | 1981-10-26 | 1984-10-09 | Coates Fredrica V | Adjustable diapers with fastening means |
| DE3205931C2 (en) | 1982-02-19 | 1985-08-29 | Vereinigte Papierwerke Schickedanz & Co, 8500 Nürnberg | Absorbent pads for hygienic pulp products |
| USD276073S (en) | 1982-04-26 | 1984-10-23 | Kimberly-Clark Corporation | Thin absorbent pad |
| SE453071B (en) | 1982-06-21 | 1988-01-11 | Tetra Pak Ab | DEVICE FOR PROCESSING A PACKAGING CONTAINER |
| SE446055B (en) | 1982-07-01 | 1986-08-11 | Landstingens Inkopscentral | CONTINENTAL PROTECTION OR BLOW WITH SIGNIFICANT RECTANGULAR FORM |
| JPS604500Y2 (en) | 1982-07-06 | 1985-02-08 | ユニ・チヤ−ム株式会社 | sanitary napkin |
| US4527990A (en) | 1982-09-30 | 1985-07-09 | Kimberly-Clark Corporation | Elasticized garment and method for its manufacture |
| US4469710A (en) | 1982-10-14 | 1984-09-04 | The Procter & Gamble Company | Pourable solid shortening |
| US5085654A (en) | 1982-11-15 | 1992-02-04 | The Procter & Gamble Company | Disposable garment with breathable leg cuffs |
| US4636207A (en) | 1982-11-15 | 1987-01-13 | The Procter & Gamble Company | Disposable garment with breathable leg cuffs |
| US4900317A (en) | 1982-11-15 | 1990-02-13 | The Procter & Gamble Company | Disposable garment with breathable leg cuffs |
| US4610678A (en) | 1983-06-24 | 1986-09-09 | Weisman Paul T | High-density absorbent structures |
| FR2543430B1 (en) | 1983-03-29 | 1986-11-14 | Beghin Say Sa | DISPOSABLE LAYER, PARTICULARLY FOR INCONTINENT ADULT |
| JPS6027803A (en) | 1983-07-23 | 1985-02-12 | Anritsu Corp | Work measuring apparatus |
| JPS60104502A (en) | 1983-11-07 | 1985-06-08 | 花王株式会社 | Disposable diaper |
| EP0144726B2 (en) | 1983-11-17 | 1995-05-24 | Akzo Nobel N.V. | Anti-microbial compositions |
| US4670011A (en) | 1983-12-01 | 1987-06-02 | Personal Products Company | Disposable diaper with folded absorbent batt |
| US4960477A (en) | 1983-12-01 | 1990-10-02 | Mcneil-Ppc, Inc. | Disposable diaper with folded absorbent batt |
| US4681581A (en) | 1983-12-05 | 1987-07-21 | Coates Fredrica V | Adjustable size diaper and folding method therefor |
| US4578072A (en) | 1983-12-08 | 1986-03-25 | Weyerhaeuser Company | Leak resistant diaper or incontinent garment |
| GB8332828D0 (en) | 1983-12-08 | 1984-01-18 | Procter & Gamble | Diaper with fold points |
| JPS60215810A (en) | 1984-04-11 | 1985-10-29 | Unitika Ltd | Polyvinylidene fluoride monofilament and its production |
| US4731070A (en) | 1984-04-19 | 1988-03-15 | Personal Products Company | Adult incontinent absorbent article |
| US4578702A (en) | 1984-05-31 | 1986-03-25 | American Television & Communications Corporation | CATV tap-off unit with detachable directional coupler |
| JPS60259922A (en) | 1984-06-05 | 1985-12-23 | Sumitomo Electric Ind Ltd | strain sensor |
| JPS619213A (en) | 1984-06-21 | 1986-01-16 | 井関農機株式会社 | Slide type roller in combine |
| FR2566631B1 (en) | 1984-06-28 | 1988-08-05 | Boussac Saint Freres Bsf | PULLOVER WITH ELASTIC BELT AND METHOD FOR MANUFACTURING SUCH PULLOVER |
| US4551191A (en) | 1984-06-29 | 1985-11-05 | The Procter & Gamble Company | Method for uniformly distributing discrete particles on a moving porous web |
| US5415644A (en) | 1984-07-02 | 1995-05-16 | Kimberly-Clark Corporation | Diapers with elasticized side pockets |
| CA1341430C (en) | 1984-07-02 | 2003-06-03 | Kenneth Maynard Enloe | Diapers with elasticized side pockets |
| US4624666A (en) | 1984-07-20 | 1986-11-25 | Personal Products Company | Channeled napkin with dry cover |
| JPS6135701A (en) | 1984-07-26 | 1986-02-20 | ヤンマーディーゼル株式会社 | Biaxial type rotary plow apparatus |
| US4689193A (en) | 1984-10-15 | 1987-08-25 | Exxon Nuclear Company Inc. | Mechanism for testing fuel tubes in nuclear fuel bundles |
| US4596568A (en) | 1984-10-22 | 1986-06-24 | Diaperaps Limited | Diaper cover |
| EP0186741B1 (en) | 1984-12-10 | 1988-09-21 | Maschinenfabrik Rieter Ag | Apparatus for cleaning measuring rolls |
| US4585448A (en) | 1984-12-19 | 1986-04-29 | Kimberly-Clark Corporation | Disposable garment having high-absorbency area |
| US4641381A (en) | 1985-01-10 | 1987-02-10 | Kimberly-Clark Corporation | Disposable underpants, such as infant's training pants and the like |
| JPS61248733A (en) | 1985-04-26 | 1986-11-06 | ノードソン株式会社 | Moisture absorbing cloth and manufacture thereof |
| US4894277A (en) | 1985-01-16 | 1990-01-16 | Nordson Corporation | Application method and products that use a foamed hot melt adhesive |
| FR2575905B1 (en) | 1985-01-17 | 1987-03-20 | Boussac Saint Freres Bsf | HYGIENE PRODUCT COMPRISING AN ABSORBENT MATTRESS PROVIDED WITH A HUMIDITY INDICATOR AND MANUFACTURING METHOD |
| SE453556B (en) | 1985-01-30 | 1988-02-15 | Moelnlycke Ab | Absorbent articles, such as flea, incontinence protection or menstrual bindings |
| CA1259151A (en) | 1985-02-01 | 1989-09-12 | Kenneth B. Buell | Disposable waste containment garment |
| FR2578163B1 (en) | 1985-03-01 | 1990-04-13 | Beghin Say Sa | ABSORBENT STRUCTURE FOR SINGLE USE ARTICLE. |
| JPS61233562A (en) | 1985-04-08 | 1986-10-17 | Mitsubishi Electric Corp | Thermal head |
| US4585450A (en) | 1985-04-29 | 1986-04-29 | Kimberly-Clark Corporation | Refastenable tape system for disposable diapers and similar garments |
| JPS61259484A (en) | 1985-05-13 | 1986-11-17 | 株式会社明電舎 | High frequency hardening apparatus |
| GB8512206D0 (en) | 1985-05-14 | 1985-06-19 | Kimberly Clark Ltd | Non-woven material |
| FR2583377B1 (en) | 1985-06-14 | 1987-12-24 | Colgate Palmolive Co | DISCONTINUOUS DISPENSER OF POWDER |
| USRE32649E (en) | 1985-06-18 | 1988-04-19 | The Procter & Gamble Company | Hydrogel-forming polymer compositions for use in absorbent structures |
| FR2583621B1 (en) | 1985-06-19 | 1990-10-05 | Boussac Saint Freres Bsf | DISPOSABLE PANTY LAYER WITH ELASTIC BELT |
| US4720321A (en) | 1985-06-26 | 1988-01-19 | Keyes Fibre Company | Method and apparatus for manufacturing packaging pads |
| US4994053A (en) | 1985-06-26 | 1991-02-19 | Kimberly-Clark Corporation | Composite article having discrete particulate areas formed therein |
| US5030314A (en) | 1985-06-26 | 1991-07-09 | Kimberly-Clark Corporation | Apparatus for forming discrete particulate areas in a composite article |
| US4670012A (en) | 1985-07-15 | 1987-06-02 | Weyerhaeuser Company | Diaper or incontinent pad having pleated attachment strap |
| JPS62129180A (en) | 1985-11-28 | 1987-06-11 | Nordson Kk | Method and apparatus for applying or scattering particulate material |
| US4681579A (en) | 1985-10-11 | 1987-07-21 | The Procter & Gamble Co. | Absorbent article having reservoirs |
| CA1291327C (en) | 1985-11-04 | 1991-10-29 | Dawn Ilnicki Houghton | Absorbent article having liquid impervious shelves |
| US4741941A (en) | 1985-11-04 | 1988-05-03 | Kimberly-Clark Corporation | Nonwoven web with projections |
| US4680030A (en) | 1985-11-13 | 1987-07-14 | Coates Fredrica V | Garment having improved, self closing, filamentary fasteners |
| US4606964A (en) | 1985-11-22 | 1986-08-19 | Kimberly-Clark Corporation | Bulked web composite and method of making the same |
| US4646510A (en) | 1986-01-31 | 1987-03-03 | Acumeter Laboratories, Inc. | Method of and apparatus for making powder-filled pouches and the like |
| DE3608114A1 (en) | 1986-03-12 | 1987-09-17 | Puttfarcken Ulf | Wrapper with moisture indicator, e.g. diaper |
| US4763191A (en) | 1986-03-17 | 1988-08-09 | American Telephone And Telegraph Company, At&T Bell Laboratories | Dial-up telephone network equipment for requesting an identified selection |
| PH26871A (en) | 1986-03-31 | 1992-11-16 | Uni Charm Corp | Disposable diaper |
| WO1987005860A1 (en) | 1986-04-02 | 1987-10-08 | Showa Denko Kabushiki Kaisha | Water-absorbent composite and process for its preparation |
| IL82511A (en) | 1986-05-28 | 1992-09-06 | Procter & Gamble | Apparatus for and methods of airlaying fibrous webs having discrete particles therein |
| US4690680A (en) | 1986-06-27 | 1987-09-01 | The Procter & Gamble Company | Adhesive attachment means for absorbent articles |
| GB2193625B (en) | 1986-07-04 | 1990-11-28 | Uni Charm Corp | Disposable diaper |
| SE453720B (en) | 1986-07-17 | 1988-02-29 | Moelnlycke Ab | PUT IN CONNECTION WITH THE PREPARATION, VIKING AN ABSORBING disposable item, such as a diaper, for packaging condition |
| US4834735A (en) | 1986-07-18 | 1989-05-30 | The Proctor & Gamble Company | High density absorbent members having lower density and lower basis weight acquisition zones |
| US4834742A (en) | 1986-09-03 | 1989-05-30 | Kimberly-Clark Corporation | Fastening system for a disposable absorbent garment |
| PH26008A (en) | 1986-10-24 | 1992-01-29 | Uni Charm Corp | Method for making wearable article |
| BE905791A (en) | 1986-11-19 | 1987-03-16 | Lynes Holding Sa | POURING CAP. |
| US4806598A (en) | 1986-12-22 | 1989-02-21 | Kimberly-Clark Corporation | Thermoplastic polymer blends and nonwoven webs prepared therefrom |
| JPS63162242A (en) | 1986-12-26 | 1988-07-05 | Kowa Koki Seisakusho:Kk | Plate registering device in lithographic printing |
| US4808176A (en) | 1986-12-31 | 1989-02-28 | Kimberly-Clark Corporation | Elasticized waist integration member for disposable absorbent garments |
| US4940463A (en) | 1987-02-17 | 1990-07-10 | Sherman Leathers | Disposable combined panty with sanitary napkin |
| US4838886A (en) | 1987-03-09 | 1989-06-13 | Kent Gail H | Pad holder |
| JPS63220159A (en) | 1987-03-10 | 1988-09-13 | Canon Inc | electrophotographic photoreceptor |
| JPH0433848Y2 (en) | 1987-03-19 | 1992-08-13 | ||
| US5549593A (en) | 1987-03-24 | 1996-08-27 | Molnlycke Ab | Device for the support of an absorbent article |
| FR2612770B1 (en) | 1987-03-26 | 1995-06-30 | Celatose Sa | EXCHANGE FOR INCONTINENTS |
| US4904251A (en) | 1987-03-30 | 1990-02-27 | Uni-Charm Corporation | Disposable diaper |
| US4747846A (en) | 1987-04-03 | 1988-05-31 | Kimberly-Clark Corporation | Stretchable disposable absorbent undergarment |
| US4909802A (en) | 1987-04-16 | 1990-03-20 | The Procter & Gamble Company | Absorbent garment having a waist belt attachment system |
| US4968313A (en) | 1987-04-27 | 1990-11-06 | Sabee Reinhardt N | Diaper with waist band elastic |
| US4753648A (en) | 1987-05-08 | 1988-06-28 | Personal Products Company | Sanitary napkin adhesively attached via elastic member |
| FR2617020B1 (en) | 1987-06-26 | 1993-09-24 | Boussac Saint Freres Bsf | IMPROVED ABSORBENT MATTRESS, PARTICULARLY FOR HYGIENE PRODUCTS, AND PROCESS FOR THE CONTINUOUS MANUFACTURE OF SUCH MATTRESSES |
| US4892535A (en) | 1987-08-07 | 1990-01-09 | Landstingens Inkopscentral, Lic, Ekonomisk Forening | Absorbent pad and method and apparatus for making the same |
| US4773905A (en) | 1987-08-27 | 1988-09-27 | Personal Products Company | Winged napkin having cross-channeling |
| US4936839A (en) | 1987-08-27 | 1990-06-26 | Mcneil-Ppc, Inc. | Winged napkin having cross-channeling |
| US4826880B1 (en) | 1987-09-21 | 2000-04-25 | Johnson & Johnson Inc | Immobilizing particulate absorbents by conversion to hydrates |
| US4861652A (en) | 1987-10-13 | 1989-08-29 | Kimberly-Clark Corporation | Diaper article with elasticized waist panel |
| US4846825A (en) | 1987-10-30 | 1989-07-11 | Kimberly-Clark Corporation | Diapers with elasticized side pockets |
| US4940464A (en) | 1987-12-16 | 1990-07-10 | Kimberly-Clark Corporation | Disposable incontinence garment or training pant |
| US4869724A (en) | 1987-12-17 | 1989-09-26 | The Procter & Gamble Company | Mechanical fastening systems with adhesive tape disposal means for disposable absorbent articles |
| US5611879A (en) | 1987-12-18 | 1997-03-18 | Kimberly-Clark Corporation | Absorbent article having an absorbent with a variable density in the Z direction and a method of forming said article |
| US4950264A (en) | 1988-03-31 | 1990-08-21 | The Procter & Gamble Company | Thin, flexible sanitary napkin |
| US5147343B1 (en) | 1988-04-21 | 1998-03-17 | Kimberly Clark Co | Absorbent products containing hydrogels with ability to swell against pressure |
| US4886697A (en) | 1988-04-29 | 1989-12-12 | Weyerhaeuser Company | Thermoplastic material containing absorbent pad or other article |
| US4988344A (en) | 1988-05-24 | 1991-01-29 | The Procter & Gamble Company | Absorbent articles with multiple layer absorbent layers |
| US4848815A (en) | 1988-07-29 | 1989-07-18 | Molloy Toni J | Coffee filter extractor |
| US4990147A (en) | 1988-09-02 | 1991-02-05 | The Procter & Gamble Company | Absorbent article with elastic liner for waste material isolation |
| US4892536A (en) | 1988-09-02 | 1990-01-09 | The Procter & Gamble Company | Absorbent article having elastic strands |
| US5797894A (en) | 1988-09-12 | 1998-08-25 | Johnson & Johnson, Inc. | Unitized sanitary napkin |
| JPH02107250A (en) | 1988-10-17 | 1990-04-19 | Takao Sakata | Liquid absorbing body, and method and apparatus for preparing the same |
| US5151091A (en) | 1988-10-24 | 1992-09-29 | Mcneil-Ppc, Inc. | Absorbent structure having multiple canals |
| MY110013A (en) | 1988-10-24 | 1997-11-29 | Mcneil Ppc Inc | Absorbent structure having multiple canals. |
| US5637106A (en) | 1988-11-16 | 1997-06-10 | Carol M. Stocking | Absorbent product for personal use |
| US5072687A (en) | 1988-11-16 | 1991-12-17 | James G. Mitchell | Absorbent product for personal use |
| US6406468B1 (en) | 1988-12-20 | 2002-06-18 | Kimberly-Clark Worldwide, Inc. | Mechanical fastening tapes and method for their construction |
| ES2061901T3 (en) | 1988-12-20 | 1994-12-16 | Procter & Gamble | IMPROVED BRAGA. |
| US5087255A (en) | 1988-12-21 | 1992-02-11 | The Procter & Gamble Company | Absorbent article having inflected barrier cuffs |
| US5312386A (en) | 1989-02-15 | 1994-05-17 | Johnson & Johnson | Disposable sanitary pad |
| US5037416A (en) | 1989-03-09 | 1991-08-06 | The Procter & Gamble Company | Disposable absorbent article having elastically extensible topsheet |
| US5032120A (en) | 1989-03-09 | 1991-07-16 | The Procter & Gamble Company | Disposable absorbent article having improved leg cuffs |
| US5021051A (en) | 1989-04-06 | 1991-06-04 | The Procter & Gamble Company | Disposable absorbent article having improved barrier leg cuffs |
| JPH0622344Y2 (en) | 1989-05-29 | 1994-06-15 | ユニ・チャーム株式会社 | Disposable diapers |
| USD323888S (en) | 1989-05-31 | 1992-02-11 | Molnlycke Aktiebolag | Disposable urinary pad |
| US5246432A (en) | 1989-07-17 | 1993-09-21 | Uni-Charm Corporation | Disposable absorbent articles |
| US5019063A (en) | 1989-10-30 | 1991-05-28 | The Procter & Gamble Company | Absorbent articles containing mechanical pulp and polymeric gelling material |
| US5034008A (en) | 1989-11-07 | 1991-07-23 | Chicopee | Elasticized absorbent article |
| US5190563A (en) | 1989-11-07 | 1993-03-02 | The Proctor & Gamble Co. | Process for preparing individualized, polycarboxylic acid crosslinked fibers |
| US5071414A (en) | 1989-11-27 | 1991-12-10 | Elliott Donald P | Packaging pocket for disposable diaper |
| CN1024746C (en) | 1989-12-20 | 1994-06-01 | 李清祈 | Boiler with heat energy regulating component |
| JP2664501B2 (en) | 1989-12-22 | 1997-10-15 | ユニ・チャーム株式会社 | Disposable wearing articles |
| US5188624A (en) | 1990-01-16 | 1993-02-23 | Weyerhaeuser Company | Absorbent article with superabsorbent particle containing insert pad and liquid dispersion pad |
| US5584829A (en) | 1991-05-21 | 1996-12-17 | The Procter & Gamble Company | Absorbent articles having panty covering components that naturally wrap the sides of panties |
| US5246431A (en) | 1990-01-31 | 1993-09-21 | Pope & Talbot Company | Diaper with source reduction overlay and having improved fecal containment characteristics |
| US5075142A (en) | 1990-02-20 | 1991-12-24 | E. I. Du Pont De Nemours And Company | Thermoformable composite sheet |
| US5149335A (en) | 1990-02-23 | 1992-09-22 | Kimberly-Clark Corporation | Absorbent structure |
| US5019072A (en) | 1990-02-27 | 1991-05-28 | Minnesota Mining And Manufacturing Company | Disposable diaper that is fastened by contact between overlapping adhesive patches |
| USD329697S (en) | 1990-04-02 | 1992-09-22 | Kimberly-Clark Corporation | Belted diaper |
| US5149334A (en) | 1990-04-02 | 1992-09-22 | The Procter & Gamble Company | Absorbent articles containing interparticle crosslinked aggregates |
| US5300565A (en) | 1990-04-02 | 1994-04-05 | The Procter & Gamble Company | Particulate, absorbent, polymeric compositions containing interparticle crosslinked aggregates |
| CA2023043A1 (en) | 1990-04-02 | 1991-10-03 | Anne M. Fahrenkrug | Diaper having disposable chassis assembly and reusable elasticized belt removably retained by said chassis assembly |
| US5492962A (en) | 1990-04-02 | 1996-02-20 | The Procter & Gamble Company | Method for producing compositions containing interparticle crosslinked aggregates |
| US5124188A (en) | 1990-04-02 | 1992-06-23 | The Procter & Gamble Company | Porous, absorbent, polymeric macrostructures and methods of making the same |
| US5180622A (en) | 1990-04-02 | 1993-01-19 | The Procter & Gamble Company | Absorbent members containing interparticle crosslinked aggregates |
| US5204997A (en) | 1990-05-24 | 1993-04-27 | Uni-Charm Corporation | Disposable garments of pants type |
| US5824004A (en) | 1990-06-18 | 1998-10-20 | The Procter & Gamble Company | Stretchable absorbent articles |
| BR9102840A (en) | 1990-07-06 | 1992-04-28 | Johnson & Johnson | ABSORBENT PRODUCT AND METHOD OF DOING THE SAME |
| US5248309A (en) | 1990-07-19 | 1993-09-28 | Kimberly-Clark Corporation | Thin sanitary napkin having a central absorbent zone and a method of forming the napkin |
| JP2810519B2 (en) | 1990-09-13 | 1998-10-15 | ユニ・チャーム株式会社 | Disposable diapers |
| US6231556B1 (en) | 1990-10-29 | 2001-05-15 | The Procter & Gamble Company | Generally thin, flexible sanitary napkin with stiffened center |
| DE69119780T2 (en) | 1990-11-01 | 1996-09-19 | Procter & Gamble | FIBER-SHAPED, SUPER-ABSORBING CORE WITH INTEGRALLY FASTENED, HYDROPHOBIC COATING |
| US5462541A (en) | 1990-11-13 | 1995-10-31 | Kimberly-Clark Corporation | Pocket-like diaper or absorbent article |
| JP2892843B2 (en) | 1990-12-18 | 1999-05-17 | ユニ・チャーム株式会社 | Disposable wearing articles |
| EP0493011B1 (en) | 1990-12-21 | 2009-07-29 | Nippon Shokubai Co., Ltd. | Water absorbent matter and method for producing it as well as water absorbent and method for producing it |
| US5486167A (en) | 1991-01-03 | 1996-01-23 | The Procter & Gamble Company | Absorbent article having blended multi-layer absorbent structure with improved integrity |
| US5460622A (en) | 1991-01-03 | 1995-10-24 | The Procter & Gamble Company | Absorbent article having blended multi-layer absorbent structure with improved integrity |
| JP2525290B2 (en) | 1991-01-28 | 1996-08-14 | 幸雄 小松 | Transfer-type powder and particle dispersal device |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| US5167897A (en) | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| US5628741A (en) | 1991-02-28 | 1997-05-13 | The Procter & Gamble Company | Absorbent article with elastic feature having a prestrained web portion and method for forming same |
| US5156793A (en) | 1991-02-28 | 1992-10-20 | The Procter & Gamble Company | Method for incrementally stretching zero strain stretch laminate web in a non-uniform manner to impart a varying degree of elasticity thereto |
| US5175046A (en) | 1991-03-04 | 1992-12-29 | Chicopee | Superabsorbent laminate structure |
| SE468305B (en) | 1991-04-24 | 1992-12-14 | Moelnlycke Ab | PROCEDURE AND DEVICE FOR APPLYING PARTICLES TO A CURRENT MATERIAL |
| US5190606A (en) | 1991-06-14 | 1993-03-02 | Paper Converting Machine Company | Method for producing raised leg cuff for diapers including two folding boards |
| US5147345A (en) | 1991-08-12 | 1992-09-15 | The Procter & Gamble Company | High efficiency absorbent articles for incontinence management |
| US5260345A (en) | 1991-08-12 | 1993-11-09 | The Procter & Gamble Company | Absorbent foam materials for aqueous body fluids and absorbent articles containing such materials |
| US5387207A (en) | 1991-08-12 | 1995-02-07 | The Procter & Gamble Company | Thin-unit-wet absorbent foam materials for aqueous body fluids and process for making same |
| US5690627A (en) | 1991-08-22 | 1997-11-25 | The Procter & Gamble Company | Absorbent article with fit enhancement system |
| ZA92308B (en) | 1991-09-11 | 1992-10-28 | Kimberly Clark Co | Thin absorbent article having rapid uptake of liquid |
| US5246433A (en) | 1991-11-21 | 1993-09-21 | The Procter & Gamble Company | Elasticized disposable training pant and method of making the same |
| JP2823402B2 (en) | 1991-12-04 | 1998-11-11 | ユニ・チャーム株式会社 | Body fluid absorbent articles |
| US5213817A (en) | 1991-12-12 | 1993-05-25 | Mcneil-Ppc, Inc. | Apparatus for intermittently applying particulate powder material to a fibrous substrate |
| US5451442A (en) | 1991-12-17 | 1995-09-19 | Paragon Trade Brands, Inc. | Absorbent panel structure for a disposable garment |
| US5681300A (en) | 1991-12-17 | 1997-10-28 | The Procter & Gamble Company | Absorbent article having blended absorbent core |
| SE9103851L (en) | 1991-12-30 | 1993-07-01 | Moelnlycke Ab | ABSORBING ALSTER |
| CA2072689A1 (en) | 1991-12-31 | 1993-07-01 | Kimberly-Clark Corporation | Disposable absorbent article with flushable insert |
| US5235515A (en) | 1992-02-07 | 1993-08-10 | Kimberly-Clark Corporation | Method and apparatus for controlling the cutting and placement of components on a moving substrate |
| US5649917A (en) | 1992-03-31 | 1997-07-22 | The Procter & Gamble Company | Sanitary napkin having barrier means |
| WO1993021879A1 (en) | 1992-04-28 | 1993-11-11 | The Procter & Gamble Company | Generally thin, flexible sanitary napkin with stiffened center |
| JP3350094B2 (en) | 1992-05-22 | 2002-11-25 | ザ、プロクター、エンド、ギャンブル、カンパニー | Disposable training pants with improved elastic side panels |
| CA2079140C (en) | 1992-05-29 | 2002-05-14 | Joseph Dipalma | An absorbent article having a non-absorbent, resilient layer |
| US5429630A (en) | 1992-05-29 | 1995-07-04 | Kimberly-Clark Corporation | Absorbent article and a method of removing said article from an undergarment |
| JP3563417B2 (en) | 1992-06-01 | 2004-09-08 | 株式会社日本吸収体技術研究所 | Diaper with pocket structure and method of manufacturing the same |
| US5269775A (en) | 1992-06-12 | 1993-12-14 | The Procter & Gamble Company | Trisection topsheets for disposable absorbent articles and disposable absorbent articles having such trisection topsheets |
| EP0591647B2 (en) | 1992-08-13 | 2004-04-21 | Japan Absorbent Technology Institute | Stretchable absorbent article |
| US5366782A (en) | 1992-08-25 | 1994-11-22 | The Procter & Gamble Company | Polymeric web having deformed sections which provide a substantially increased elasticity to the web |
| US5336552A (en) | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| CA2145662C (en) | 1992-09-28 | 1999-10-19 | Sandra Hintz Clear | Absorbent article with dynamic elastic feature comprising elasticized hip panels |
| CA2108310C (en) | 1992-10-14 | 2005-01-25 | Thomas J. Luceri | Garment shield |
| SE508450C2 (en) | 1992-11-11 | 1998-10-05 | Sca Hygiene Prod Ab | Absorbent article and method of making it |
| JP3579905B2 (en) | 1992-12-11 | 2004-10-20 | 株式会社日本吸収体技術研究所 | Diaper |
| US6010490A (en) | 1992-12-18 | 2000-01-04 | The Procter & Gamble Company | Absorbent article having an upstanding transverse partition |
| JPH06191505A (en) | 1992-12-25 | 1994-07-12 | Koei Chem Co Ltd | Manufacture of packaged object |
| NZ250889A (en) | 1993-02-22 | 1996-05-28 | Mcneil Ppc Inc | Absorbent pad: double layer with embossed garment facing layer |
| MX213505B (en) | 1993-02-24 | 2003-04-03 | ||
| JP3190761B2 (en) | 1993-03-16 | 2001-07-23 | ユニ・チャーム株式会社 | Body fluid treatment article and method of manufacturing the same |
| JP3177341B2 (en) | 1993-05-19 | 2001-06-18 | ユニ・チャーム株式会社 | Manufacturing method of pants-type disposable diapers |
| US5358500A (en) | 1993-06-03 | 1994-10-25 | The Procter & Gamble Company | Absorbent articles providing sustained dynamic fit |
| US5540671A (en) | 1993-06-10 | 1996-07-30 | The Procter & Gamble Company | Absorbent article having a pocket cuff with an apex |
| US5397316A (en) | 1993-06-25 | 1995-03-14 | The Procter & Gamble Company | Slitted absorbent members for aqueous body fluids formed of expandable absorbent materials |
| EP0640330B1 (en) | 1993-06-30 | 2000-05-24 | The Procter & Gamble Company | Hygienic absorbent articles |
| ES2114006T3 (en) | 1993-06-30 | 1998-05-16 | Procter & Gamble | ABSORBENT NUCLEUS WITH IMPROVED FLUID TREATMENT PROPERTIES. |
| FR2707159B1 (en) | 1993-07-09 | 1995-09-08 | Peaudouce | Disposable absorbent hygiene article. |
| IT1272480B (en) | 1993-07-21 | 1997-06-23 | Korma S R L Ora Korma S P A | PROCEDURE AND EQUIPMENT FOR MANUFACTURING INTERMEDIATE ABSORBING PRODUCTS, PRODUCTS SO OBTAINED, AND FINISHED ABSORBING ITEMS USING THESE PRODUCTS. |
| CA2167907C (en) | 1993-07-26 | 2000-04-18 | Gregory Ashton | Absorbent article having improved dry/wet integrity |
| US5387208A (en) | 1993-07-26 | 1995-02-07 | The Procter & Gamble Co. | Absorbent core having improved dry/wet integrity |
| US5389095A (en) | 1993-07-28 | 1995-02-14 | Paragon Trade Brands, Inc. | Suspended absorbent diaper article |
| US5451219A (en) | 1993-07-28 | 1995-09-19 | Paragon Trade Brands, Inc. | Stretchable absorbent article |
| US5968029A (en) | 1993-08-03 | 1999-10-19 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5518801A (en) | 1993-08-03 | 1996-05-21 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5891544A (en) | 1993-08-03 | 1999-04-06 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| ITSS930002U1 (en) | 1993-09-16 | 1995-03-16 | Antonio Giovanni Flumene | INTRAVENESE CATHETER WITH AUTOMATIC DISAPPEARANCE OF THE GUIDE NEEDLE IN A PROTECTIVE HOOD. |
| AU685833B2 (en) | 1993-10-15 | 1998-01-29 | Uni-Charm Corporation | Disposable absorbent pad |
| US5713881A (en) | 1993-10-22 | 1998-02-03 | Rezai; Ebrahim | Non-continuous absorbent composites comprising a porous macrostructure of absorbent gelling particles and a substrate |
| US5425725A (en) | 1993-10-29 | 1995-06-20 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material and hydrophilic fibers located in discrete pockets |
| US5411497A (en) | 1993-10-29 | 1995-05-02 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material located in discrete pockets having an improved containment structure |
| CA2116953C (en) | 1993-10-29 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Absorbent article which includes superabsorbent material located in discrete elongate pockets placed in selected patterns |
| JP3576192B2 (en) | 1993-11-02 | 2004-10-13 | 広栄化学工業株式会社 | Method of manufacturing a package |
| US5401792A (en) | 1993-11-10 | 1995-03-28 | Minnesota Mining And Manufacturing Company | Sprayable thermoplastic compositions |
| JPH09505219A (en) | 1993-11-17 | 1997-05-27 | ザ、プロクター、エンド、ギャンブル、カンパニー | Corrugated capillary substrate with selectively placed discontinuous portions of osmotic absorbent |
| JPH07142627A (en) | 1993-11-18 | 1995-06-02 | Fujitsu Ltd | Semiconductor device and manufacturing method thereof |
| BR9408106A (en) | 1993-11-19 | 1997-08-05 | Procter & Gamble | Disposable absorbent article and disposable diaper |
| AU1095095A (en) | 1993-11-30 | 1995-06-19 | Procter & Gamble Company, The | Absorbent article with asymmetric shape for improved protection |
| CA2122660A1 (en) | 1993-12-14 | 1995-06-15 | John Philip Vukos | Absorbent article having a body adhesive |
| US5397317A (en) | 1993-12-16 | 1995-03-14 | Procter And Gamble Company | Disposable absorbent article core integrity support |
| US5476458A (en) | 1993-12-22 | 1995-12-19 | Kimberly-Clark Corporation | Liquid-retaining absorbent garment and method of manufacture |
| SE508399C2 (en) | 1993-12-29 | 1998-10-05 | Sca Hygiene Prod Ab | Absorption body in an absorbent article |
| SE508400C2 (en) | 1993-12-29 | 1998-10-05 | Sca Hygiene Prod Ab | Absorption body in an absorbent article |
| IT1261155B (en) | 1993-12-31 | 1996-05-09 | P & G Spa | STRATIFIED ABSORBENT STRUCTURE, ABSORBENT ITEM INCLUDING SUCH STRUCTURE AND METHOD FOR ITS REALIZATION. |
| US5542943A (en) | 1994-01-07 | 1996-08-06 | The Procter & Gamble Company | Absorbent article having inflected barrier cuffs and method for making the same |
| SE508628C2 (en) | 1994-02-18 | 1998-10-19 | Sca Hygiene Prod Ab | Absorbent pants diaper |
| WO1995019753A1 (en) | 1994-01-19 | 1995-07-27 | The Procter & Gamble Company | Convertible belted diaper |
| GB9402706D0 (en) | 1994-02-11 | 1994-04-06 | Minnesota Mining & Mfg | Absorbent materials and preparation thereof |
| IL112570A (en) | 1994-02-18 | 1999-09-22 | Mcneil Ppc Inc | Absorbent articles |
| SE508244C2 (en) | 1994-02-24 | 1998-09-21 | Moelnlycke Ab | Absorption body and apparatus for making such an absorption body |
| US5624424A (en) | 1994-02-25 | 1997-04-29 | New Oji Paper Co., Ltd. | Disposable diaper |
| AU698541B2 (en) | 1994-03-01 | 1998-10-29 | Procter & Gamble Company, The | Trisection sanitary napkin |
| SE502549C2 (en) | 1994-03-18 | 1995-11-13 | Moelnlycke Ab | Absorbent article, such as a diaper, comprising an apertured top layer |
| US5591148A (en) | 1994-04-08 | 1997-01-07 | The Procter & Gamble Company | Sanitary napkin having an independently displaceable central core segment |
| GB2288540A (en) | 1994-04-23 | 1995-10-25 | Skippingdale Paper Products Li | A diaper |
| WO1995029657A1 (en) | 1994-04-29 | 1995-11-09 | The Procter & Gamble Company | Closure system for disposable pull-on pants having a stretchable waistband |
| JPH07299093A (en) | 1994-05-10 | 1995-11-14 | Uni Charm Corp | Body fluid absorbent article for wear |
| US5520674A (en) | 1994-05-31 | 1996-05-28 | The Procter & Gamble Company | Disposable absorbent article having a sealed expandable component |
| JP3215262B2 (en) | 1994-06-03 | 2001-10-02 | ユニ・チャーム株式会社 | Disposable body fluid absorbent articles |
| CA2134268C (en) | 1994-06-13 | 2005-10-04 | Frederich Oma Lassen | Absorbent article having a body-accommodating absorbent core |
| CA2136810A1 (en) | 1994-06-30 | 1995-12-31 | Franklin M. C. Chen | Absorbent structure including an adhesive |
| US5714156A (en) | 1994-07-05 | 1998-02-03 | The Procter & Gamble Company | Absorbent gelling material comprising a dry mixture of at least two types of hydrogel-forming particles and method for making the same |
| ATE187341T1 (en) | 1994-07-05 | 1999-12-15 | Procter & Gamble | ABSORBENT SWELLABLE MATERIAL CONTAINING A DRY MIXTURE OF AT LEAST TWO DIFFERENT TYPES OF HYDROGEL-FORMING PARTICLES AND METHOD FOR PRODUCING IT |
| US5494622A (en) | 1994-07-12 | 1996-02-27 | Kimberly-Clark Corporation | Apparatus and method for the zoned placement of superabsorbent material |
| US5830202A (en) | 1994-08-01 | 1998-11-03 | The Procter & Gamble Company | Absorbent comprising upper and lower gel layers |
| US5593401A (en) | 1994-08-03 | 1997-01-14 | Kimberly-Clark Corporation | Absorbent article with bridge flap |
| US5527300A (en) | 1994-08-31 | 1996-06-18 | Kimberly-Clark Corporation | Absorbent article with high capacity surge management component |
| CA2153125A1 (en) | 1994-08-31 | 1996-03-01 | Frank Paul Abuto | Liquid-absorbing article |
| ATE214906T1 (en) | 1994-09-09 | 2002-04-15 | Procter & Gamble | METHOD FOR PRODUCING AN ABSORBENT STRUCTURE |
| US5643243A (en) | 1994-09-26 | 1997-07-01 | Drypers Corporation | Disposable diaper with cuff |
| JP3224481B2 (en) | 1994-10-26 | 2001-10-29 | ユニ・チャーム株式会社 | Sanitary napkin |
| AUPM931094A0 (en) | 1994-11-09 | 1994-12-01 | Procter & Gamble Company, The | Treating interparticle bonded aggregates with latex to increase flexibility of porous, absorbent macrostructures |
| EP0793469B9 (en) | 1994-11-23 | 2002-12-11 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a composite absorbent core |
| US5635191A (en) | 1994-11-28 | 1997-06-03 | The Procter & Gamble Company | Diaper having a lotioned topsheet containing a polysiloxane emollient |
| US5560878A (en) | 1994-11-30 | 1996-10-01 | The Procter & Gamble Company | Method and apparatus for making stretchable absorbent articles |
| KR100253784B1 (en) | 1994-11-30 | 2000-04-15 | 데이비드 엠 모이어 | Extendable Absorbent Product Core |
| US5624423A (en) | 1994-11-30 | 1997-04-29 | Kimberly-Clark Corporation | Absorbent article having barrier means and medial bulge |
| IN187105B (en) | 1994-12-07 | 2002-02-02 | Mcneil Ppc Inc | |
| CA2205898C (en) | 1994-12-21 | 2002-02-05 | The Procter & Gamble Company | An absorbent article having integral barrier cuffs and process for making the same |
| US5772825A (en) | 1994-12-22 | 1998-06-30 | The Procter & Gamble Company | Method for making an undergarment having side seams |
| US5649914A (en) | 1994-12-22 | 1997-07-22 | Kimberly-Clark Corporation | Toilet training aid |
| US5614283A (en) | 1994-12-22 | 1997-03-25 | Tredegar Industries | Absorbent composite with three-dimensional film surface for use in absorbent disposable products |
| US5779831A (en) | 1994-12-24 | 1998-07-14 | The Procter & Gamble Company | Method and apparatus for making an undergarment having overlapping or butt-type side seams |
| US5559335A (en) | 1994-12-28 | 1996-09-24 | The University Of Utah | Rotating and warping projector/backprojector for converging-beam geometries |
| JP3219229B2 (en) | 1995-02-17 | 2001-10-15 | 花王株式会社 | Method and apparatus for dispersing powder |
| US6110157A (en) | 1995-02-24 | 2000-08-29 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article having an integrated fastening system |
| DE29505307U1 (en) | 1995-03-29 | 1995-05-24 | The Procter & Gamble Co., Cincinnati, Ohio | Liquid absorbent hygienic pulp product |
| US5925439A (en) | 1995-03-29 | 1999-07-20 | The Procter & Gamble Company | Liquid-absorbent sanitary cellulose product |
| US5549592A (en) | 1995-04-03 | 1996-08-27 | Kimberly-Clark Corporation | Absorbent article with a laminated tape |
| AU701286B2 (en) | 1995-04-03 | 1999-01-21 | Mcneil-Ppc, Inc. | Multiple folded side barriers for improved leakage protection |
| EP0822794B1 (en) | 1995-04-28 | 2000-07-05 | KOBS KROYER, Ingelise, (heiress of the deceased inventor) Indivision Kroyer | Method of producing flow lines in a sanitary product |
| US5522810A (en) | 1995-06-05 | 1996-06-04 | Kimberly-Clark Corporation | Compressively resistant and resilient fibrous nonwoven web |
| US5575785A (en) | 1995-06-07 | 1996-11-19 | Kimberly-Clark Corporation | Absorbent article including liquid containment beams and leakage barriers |
| US5683374A (en) | 1995-06-08 | 1997-11-04 | Uni-Charm Corporation | Absorbent padding for undergarments |
| US6120866A (en) | 1995-08-07 | 2000-09-19 | Nitto Denko Corporation | Re-peeling pressure-sensitive adhesive tape or pressure-sensitive adhesive, and fastening system using the same |
| US5938650A (en) | 1995-08-09 | 1999-08-17 | Fibertech Group, Inc. | Absorbent core for absorbing body liquids and method |
| GB9614668D0 (en) | 1995-08-11 | 1996-09-04 | Camelot Superabsorbents Ltd | Absorbent articles |
| JP3208289B2 (en) | 1995-08-15 | 2001-09-10 | ユニ・チャーム株式会社 | Disposable absorbent undergarment |
| MY117986A (en) | 1995-08-25 | 2004-08-30 | Uni Charm Corp | Disposable absorbent undergarment |
| US5840404A (en) | 1995-08-25 | 1998-11-24 | Fort James France | Absorbent multilayer sheet and method for making same |
| US5891118A (en) | 1995-09-05 | 1999-04-06 | Kao Corporation | Absorbent article |
| US5628845A (en) | 1995-09-28 | 1997-05-13 | Thermal Products, Inc. | Process for forming hydratable, flexible refrigement media |
| US5643238A (en) | 1995-09-29 | 1997-07-01 | Paragon Trade Brands, Inc. | Absorbent core structure comprised of storage and acquisition cells |
| CN1092508C (en) | 1995-10-05 | 2002-10-16 | 花王株式会社 | Disposable diaper |
| US6120489A (en) | 1995-10-10 | 2000-09-19 | The Procter & Gamble Company | Flangeless seam for use in disposable articles |
| US5607537A (en) | 1995-10-10 | 1997-03-04 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| US5662638A (en) | 1995-10-10 | 1997-09-02 | The Procter & Gamble Company | Flangeless seam for use in disposable articles |
| US5622589A (en) | 1995-10-10 | 1997-04-22 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| JP3053561B2 (en) | 1995-10-19 | 2000-06-19 | ユニ・チャーム株式会社 | Sanitary napkin |
| US5658268A (en) | 1995-10-31 | 1997-08-19 | Kimberly-Clark Worldwide, Inc. | Enhanced wet signal response in absorbent articles |
| US5843059A (en) | 1995-11-15 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Absorbent composite and disposable absorbent garment comprising same |
| SE504444C2 (en) | 1995-11-16 | 1997-02-10 | Moelnlycke Ab | Absorbent article such as a diaper having a cup-shaped absorbent body having at least one recess in the form of grooves or compression lines |
| JP3310842B2 (en) | 1995-11-29 | 2002-08-05 | ユニ・チャーム株式会社 | Disposable diapers |
| US5626571A (en) | 1995-11-30 | 1997-05-06 | The Procter & Gamble Company | Absorbent articles having soft, strong nonwoven component |
| US6117121A (en) | 1995-12-11 | 2000-09-12 | Kimberly-Clark Worldwide, Inc. | Absorbent article using extensible leg cuffs |
| US5879751A (en) | 1995-12-18 | 1999-03-09 | The Procter & Gamble Company | Method and apparatus for making absorbent structures having divided particulate zones |
| US5846232A (en) | 1995-12-20 | 1998-12-08 | Kimberly-Clark Worldwide, Inc. | Absorbent article containing extensible zones |
| EP0781537A1 (en) | 1995-12-27 | 1997-07-02 | The Procter & Gamble Company | Disposable absorbent article |
| TR199801213T2 (en) | 1995-12-28 | 1998-10-21 | The Procter & Gamble Company | Absorbent materials with liquid contact angle ratios. |
| US5766389A (en) | 1995-12-29 | 1998-06-16 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article having a registered graphic and process for making |
| US5858515A (en) | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| JP3469385B2 (en) | 1996-01-10 | 2003-11-25 | 花王株式会社 | Absorbent articles |
| US5662758A (en) | 1996-01-10 | 1997-09-02 | The Procter & Gamble Company | Composite material releasably sealable to a target surface when pressed thereagainst and method of making |
| ES2162130T5 (en) | 1996-01-11 | 2006-02-16 | THE PROCTER & GAMBLE COMPANY | ABSORBENT STRUCTURE THAT HAS AREAS SURROUNDED BY A CONTINUOUS REGION OF HYDROGEL FORMING ABSORBENT POLYMER. |
| WO1997025892A1 (en) | 1996-01-16 | 1997-07-24 | Avery Dennison Corporation | Stretchable mechanical/adhesive closure for a disposable diaper |
| JP2000503228A (en) | 1996-01-16 | 2000-03-21 | エイブリー・デニソン・コーポレーション | Improvement of diaper fastener device |
| US6376034B1 (en) | 1996-01-23 | 2002-04-23 | William M. Brander | Absorbent material for use in disposable articles and articles prepared therefrom |
| US5691036A (en) | 1996-01-30 | 1997-11-25 | Du Pont Taiwan Limited | High pressure high temperature cushioning material |
| JP3345248B2 (en) | 1996-01-31 | 2002-11-18 | ユニ・チャーム株式会社 | Urine collection bag for men |
| IN189366B (en) | 1996-02-12 | 2003-02-15 | Mcneil Ppc Inc | |
| US5685874A (en) | 1996-02-22 | 1997-11-11 | The Procter & Gamble Company | Disposable pull-on pant |
| KR19990087382A (en) | 1996-02-29 | 1999-12-27 | 로날드 디. 맥크레이 | Double elastic liquid barrier containment flaps for disposable absorbent articles |
| SE504624C2 (en) | 1996-03-13 | 1997-03-17 | Moelnlycke Ab | Waist belt for absorbent articles and method of manufacture thereof |
| US6372952B1 (en) | 1996-03-22 | 2002-04-16 | The Procter & Gamble Company | Absorbent components having a sustained acquisition rate capability upon absorbing multiple discharges of aqueous body fluids |
| US5855572A (en) | 1996-03-22 | 1999-01-05 | The Procter & Gamble Company | Absorbent components having a fluid acquisition zone |
| US5897545A (en) | 1996-04-02 | 1999-04-27 | The Procter & Gamble Company | Elastomeric side panel for use with convertible absorbent articles |
| US6120487A (en) | 1996-04-03 | 2000-09-19 | The Procter & Gamble Company | Disposable pull-on pant |
| DE69630362D1 (en) | 1996-04-15 | 2003-11-20 | Eastman Chemical Resins Inc | Hot melt adhesive based on block copolymers containing styrene |
| US6730387B2 (en) | 1996-04-24 | 2004-05-04 | The Procter & Gamble Company | Absorbent materials having improved structural stability in dry and wet states and making methods therefor |
| US5650214A (en) | 1996-05-31 | 1997-07-22 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior and soft, cloth-like texture |
| US6336922B1 (en) | 1996-06-19 | 2002-01-08 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fit panel |
| US5938652A (en) | 1996-06-19 | 1999-08-17 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a selectively elasticized waist flap |
| US5810800A (en) | 1996-06-27 | 1998-09-22 | The Procter & Gamble Company | Absorbent article having flexure resistant elasticized cuffs |
| JP3499375B2 (en) | 1996-07-02 | 2004-02-23 | ユニ・チャーム株式会社 | Absorbent sheet and method for producing the same |
| JP3155711B2 (en) | 1996-07-15 | 2001-04-16 | ユニ・チャーム株式会社 | Disposable diapers |
| JP3434649B2 (en) | 1996-08-07 | 2003-08-11 | ユニ・チャーム株式会社 | Disposable diapers |
| JP3589528B2 (en) | 1996-08-08 | 2004-11-17 | ユニ・チャーム株式会社 | Diapers |
| US6056732A (en) | 1996-08-19 | 2000-05-02 | Uni-Charm Corporation | Disposable diaper |
| JP3688403B2 (en) | 1996-09-17 | 2005-08-31 | 花王株式会社 | Disposable diapers |
| JP3640475B2 (en) | 1996-09-27 | 2005-04-20 | 花王株式会社 | Absorbent articles |
| US6423884B1 (en) | 1996-10-11 | 2002-07-23 | Kimberly-Clark Worldwide, Inc. | Absorbent article having apertures for fecal material |
| EP0957868B1 (en) | 1996-10-15 | 2003-02-05 | The Procter & Gamble Company | Disposable absorbent garment and method of constructing the same |
| US6585713B1 (en) | 1996-11-14 | 2003-07-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article providing a dynamic fit |
| US5820973A (en) | 1996-11-22 | 1998-10-13 | Kimberly-Clark Worldwide, Inc. | Heterogeneous surge material for absorbent articles |
| GB2354449C (en) | 1996-11-29 | 2005-09-21 | Kao Corp | Absorbent article |
| US20020007169A1 (en) | 1996-12-06 | 2002-01-17 | Weyerhaeuser Company | Absorbent composite having improved surface dryness |
| US6734335B1 (en) | 1996-12-06 | 2004-05-11 | Weyerhaeuser Company | Unitary absorbent system |
| WO1998051251A1 (en) | 1997-05-13 | 1998-11-19 | Weyerhaeuser Company | Reticulated absorbent composite |
| WO1998024621A1 (en) | 1996-12-06 | 1998-06-11 | Weyerhaeuser Company | Unitary stratified composite |
| US20050090789A1 (en) | 1996-12-06 | 2005-04-28 | Graef Peter A. | Absorbent composite having improved surface dryness |
| IL130178A (en) | 1996-12-13 | 2005-08-31 | Japan Absorbent Tech Inst | Highly absorbent composite and methods for making the same, absorbent sheets incorporating the same and apparatus for making such sheets |
| SE519601C2 (en) | 1996-12-17 | 2003-03-18 | Sca Moelnlycke Ab | Absorbent structure for diaper, incontinence cover, sanitary napkin or the like with high utilization rate |
| US6060115A (en) | 1996-12-17 | 2000-05-09 | Kimberly-Clark Worldwide, Inc. | Method of making an absorbent pad |
| US6319239B1 (en) | 1996-12-20 | 2001-11-20 | The Procter & Gamble Company | Absorbent article having improved integrity and acquisition |
| US6102892A (en) | 1996-12-23 | 2000-08-15 | Kimberly-Clark Worldwide, Inc. | Diaper with pleats for containment of liquid and solid waste |
| SE513075C2 (en) | 1996-12-27 | 2000-07-03 | Sca Hygiene Prod Ab | Absorbing garment fastener |
| US6648869B1 (en) | 1996-12-30 | 2003-11-18 | Kimberly-Clark Worldwide, Inc. | Vertically pleated diaper liner |
| US6315765B1 (en) | 1997-01-17 | 2001-11-13 | Kimberly-Clark Worldwide, Inc. | Elasticized absorbent pad |
| JP3566012B2 (en) | 1997-01-28 | 2004-09-15 | 花王株式会社 | Absorbent articles |
| US6461343B1 (en) | 1997-02-18 | 2002-10-08 | The Procter & Gamble Company | Disposable absorbent article with folded ear panels and method of making same |
| KR100341414B1 (en) | 1997-02-19 | 2002-06-22 | 데이비드 엠 모이어 | Mixed-bed ion-exchange hydrogel-forming polymer compositions and absorbent members comprising relatively high concentrations of these compositions |
| US5964743A (en) | 1997-02-27 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Elastic absorbent material for personal care products |
| SE512761C2 (en) | 1997-02-28 | 2000-05-08 | Sca Hygiene Prod Ab | Diaper, comprising a waist belt and absorbent unit |
| DE19713189A1 (en) | 1997-03-27 | 1998-10-01 | Kimberly Clark Gmbh | Personal hygiene product applied to the human skin |
| US6083210A (en) | 1997-03-27 | 2000-07-04 | The Procter & Gamble Company | Absorbent articles providing improved fit when wet |
| US6383431B1 (en) | 1997-04-04 | 2002-05-07 | The Procter & Gamble Company | Method of modifying a nonwoven fibrous web for use as component of a disposable absorbent article |
| US5928184A (en) | 1997-04-14 | 1999-07-27 | Tampax Corporation | Multi-layer absorbent article |
| US5865824A (en) | 1997-04-21 | 1999-02-02 | Chen; Fung-Jou | Self-texturing absorbent structures and absorbent articles made therefrom |
| TW418677U (en) | 1997-04-21 | 2001-01-11 | Kao Corp | Disposable garments |
| EP0875224A1 (en) | 1997-04-28 | 1998-11-04 | Cidieffe S.r.l. | Absorbent article which includes superabsorbent material located in discrete pockets and manufacturing process |
| JP3323100B2 (en) | 1997-04-30 | 2002-09-09 | ユニ・チャーム株式会社 | Disposable pants-type wearing article |
| JPH10295728A (en) | 1997-05-02 | 1998-11-10 | Kureshia:Kk | Disposable diaper with excellent wearing workability |
| US20030139718A1 (en) | 1997-05-13 | 2003-07-24 | Weyerhaeuser Company | Reticulated absorbent composite |
| US6042673A (en) | 1997-05-15 | 2000-03-28 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| GB2325432B (en) | 1997-05-21 | 1999-12-22 | Bristol Myers Squibb Co | Absorbing aqueous matter |
| US6049024A (en) | 1997-05-22 | 2000-04-11 | Bba Nonwovens Simpsonville, Inc. | Composite fabric for coverstock having separate liquid pervious and impervious regions |
| JP3850102B2 (en) | 1997-05-28 | 2006-11-29 | 花王株式会社 | Absorbent articles |
| TW538745U (en) | 1997-05-29 | 2003-06-21 | Kao Corp | Absorbent article |
| US6132411A (en) | 1997-06-04 | 2000-10-17 | The Procter & Gamble Company | Absorbent article with multiple zone side panels |
| US5989236A (en) | 1997-06-13 | 1999-11-23 | The Procter & Gamble Company | Absorbent article with adjustable waist feature |
| JP3719819B2 (en) | 1997-06-13 | 2005-11-24 | 花王株式会社 | Method for manufacturing absorbent body for absorbent article and absorbent article |
| US6342715B1 (en) | 1997-06-27 | 2002-01-29 | Kabushiki Kaisha Toshiba | Nonvolatile semiconductor memory device |
| JPH1133056A (en) | 1997-07-16 | 1999-02-09 | Uni Charm Corp | Disposable training pants for infant |
| JPH1142252A (en) | 1997-07-25 | 1999-02-16 | Ykk Corp | Disposable diapers |
| DE19732499C2 (en) | 1997-07-29 | 2001-05-17 | Hartmann Paul Ag | diaper |
| US6402731B1 (en) | 1997-08-08 | 2002-06-11 | Kimberly-Clark Worldwide, Inc. | Multi-functional fastener for disposable absorbent articles |
| JP3874499B2 (en) | 1997-08-29 | 2007-01-31 | 花王株式会社 | Shorts napkin |
| US6117803A (en) | 1997-08-29 | 2000-09-12 | Kimberly-Clark Worldwide, Inc. | Personal care articles with abrasion resistant meltblown layer |
| US6107537A (en) | 1997-09-10 | 2000-08-22 | The Procter & Gamble Company | Disposable absorbent articles providing a skin condition benefit |
| EP1014909A4 (en) | 1997-09-16 | 2005-03-30 | Paragon Trade Brands Inc | Disposable training pant with elasticized side panels |
| SG71837A1 (en) | 1997-09-29 | 2000-04-18 | Uni Charm Corp | Absorbent article |
| JP3420481B2 (en) | 1997-09-30 | 2003-06-23 | ユニ・チャーム株式会社 | Infant wear article |
| JP3385188B2 (en) | 1997-09-30 | 2003-03-10 | ユニ・チャーム株式会社 | Disposable diapers |
| SE514291C2 (en) | 1997-09-30 | 2001-02-05 | Sca Hygiene Prod Ab | Absorbent disposable articles with high collection capacity |
| PH11998002499B1 (en) | 1997-10-08 | 2004-11-05 | Kimberly Clark Co | Layered absorbent structure |
| CO5261577A1 (en) | 1997-10-08 | 2003-03-31 | Kimberly Clark Co | ABSORBENT ARTICLE WITH ABSORBENT STRUCTURE WITH HETEROGENOUS COAT REGION |
| US6383960B1 (en) | 1997-10-08 | 2002-05-07 | Kimberly-Clark Worldwide, Inc. | Layered absorbent structure |
| US6156424A (en) | 1997-10-31 | 2000-12-05 | Andover Coated Products, Inc. | Cohesive products |
| FR2770395B1 (en) | 1997-11-04 | 2000-02-18 | Proteco | HYGIENE ARTICLE WITH BREATHABLE NON-WOVEN PANELS |
| US6410820B1 (en) | 1997-11-14 | 2002-06-25 | The Procter & Gamble Company | Method of making a slitted or particulate absorbent material and structures formed thereby |
| US6171985B1 (en) | 1997-12-01 | 2001-01-09 | 3M Innovative Properties Company | Low trauma adhesive article |
| JP3510093B2 (en) | 1997-12-16 | 2004-03-22 | ユニ・チャーム株式会社 | Disposable diapers |
| US6444064B1 (en) | 1997-12-19 | 2002-09-03 | Procter & Gamble Company | Registration system for phasing simultaneously advancing webs of material having variable pitch lengths |
| US6955733B2 (en) | 1997-12-19 | 2005-10-18 | The Procter & Gamble Company | Method and system for registering pre-produced webs with variable pitch length |
| SE517865C2 (en) | 1997-12-29 | 2002-07-23 | Sca Hygiene Prod Ab | Absorbent articles with fixed radius compression lines |
| US6129720A (en) | 1997-12-31 | 2000-10-10 | Kimberly-Clark Worldwide, Inc. | Extensible absorbent article including an extensible absorbent pad layer |
| WO1999034841A1 (en) | 1998-01-07 | 1999-07-15 | The Procter & Gamble Company | Absorbent polymer compositions with high sorption capacity and high fluid permeability under an applied pressure |
| US6121509A (en) | 1998-01-07 | 2000-09-19 | The Procter & Gamble Company | Absorbent polymer compositions having high sorption capacities under an applied pressure and improved integrity when wet |
| JP3406214B2 (en) | 1998-01-30 | 2003-05-12 | ユニ・チャーム株式会社 | Disposable diapers |
| US6630054B1 (en) | 1998-03-19 | 2003-10-07 | Weyerhaeuser Company | Methods for forming a fluted composite |
| JP2002506928A (en) | 1998-03-19 | 2002-03-05 | ウェヤーハウザー・カンパニー | Method of forming grooved composite material |
| JP3411211B2 (en) | 1998-03-27 | 2003-05-26 | ユニ・チャーム株式会社 | Disposable diapers |
| US6632209B1 (en) | 1998-03-30 | 2003-10-14 | Paragon Trade Brands, Inc. | Thin absorbent core made from folded absorbent laminate |
| US6068620A (en) | 1998-03-30 | 2000-05-30 | Paragon Trade Brands | Absorbent laminate |
| US6440117B1 (en) | 1998-04-02 | 2002-08-27 | Kao Corporation | Disposable diaper having upstanding walls for improving leakage prevention |
| US6416502B1 (en) | 1998-04-03 | 2002-07-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having channels for receiving the edges of an undergarment |
| BR9909165A (en) | 1998-04-03 | 2000-12-05 | Kimberly Clark Worldwid Inc | Absorbent article designed to be fixed to an intimate piece, and combination |
| JP3660816B2 (en) | 1998-04-06 | 2005-06-15 | 白十字株式会社 | Disposable diapers |
| JP3856941B2 (en) | 1998-04-15 | 2006-12-13 | 花王株式会社 | Absorbent articles |
| JPH11299825A (en) | 1998-04-20 | 1999-11-02 | Uni Charm Corp | Disposable body fluid absorptive article |
| JP3330076B2 (en) | 1998-04-20 | 2002-09-30 | ユニ・チャーム株式会社 | Disposable diapers |
| JPH11308127A (en) | 1998-04-20 | 1999-11-05 | Kokusai Electric Co Ltd | Transmission output stabilization device for millimeter wave band transmitter |
| JP3398047B2 (en) | 1998-04-24 | 2003-04-21 | ユニ・チャーム株式会社 | Disposable pants-type diapers |
| JPH11313851A (en) | 1998-05-01 | 1999-11-16 | Uni Charm Corp | Sanitary napkin |
| US6534572B1 (en) | 1998-05-07 | 2003-03-18 | H. B. Fuller Licensing & Financing, Inc. | Compositions comprising a thermoplastic component and superabsorbent polymer |
| JP3909953B2 (en) | 1998-05-12 | 2007-04-25 | ユニ・チャームペットケア株式会社 | Absorber manufacturing method |
| JP4109350B2 (en) | 1998-05-12 | 2008-07-02 | ユニ・チャームペットケア株式会社 | Absorber |
| JP3490291B2 (en) | 1998-05-18 | 2004-01-26 | ユニ・チャーム株式会社 | Absorbent articles |
| JPH11318980A (en) | 1998-05-18 | 1999-11-24 | Zuiko Corp | Disposable diapers |
| US6261679B1 (en) | 1998-05-22 | 2001-07-17 | Kimberly-Clark Worldwide, Inc. | Fibrous absorbent material and methods of making the same |
| JPH11342154A (en) | 1998-06-03 | 1999-12-14 | Uni Charm Corp | Humor absorption article |
| US5873868A (en) | 1998-06-05 | 1999-02-23 | The Procter & Gamble Company | Absorbent article having a topsheet that includes selectively openable and closable openings |
| US6403857B1 (en) | 1998-06-08 | 2002-06-11 | Buckeye Technologies Inc. | Absorbent structures with integral layer of superabsorbent polymer particles |
| CN1238171A (en) | 1998-06-09 | 1999-12-15 | 顺德市妇康卫生用品有限公司 | New-type sanitary napkin |
| US20040033750A1 (en) | 1998-06-12 | 2004-02-19 | Everett Rob D | Layered absorbent structure with a heterogeneous layer region |
| JP3612424B2 (en) | 1998-06-12 | 2005-01-19 | ユニ・チャーム株式会社 | Sanitary napkin |
| US6413249B1 (en) | 1998-06-12 | 2002-07-02 | First Quality Enterprises, Inc. | Disposable absorbent article having elastically contractible waist and sides |
| US7037299B2 (en) | 1998-06-12 | 2006-05-02 | First Quality Products, Inc. | Disposable elastic absorbent article having retaining enclosures |
| US6710225B1 (en) | 1998-06-15 | 2004-03-23 | Kimberly-Clark Worldwide, Inc. | Layered absorbent structure with a zoned basis weight |
| US6022430A (en) | 1998-06-19 | 2000-02-08 | Kimberly-Clark Worldwide, Inc. | Method of making absorbent articles having an adjustable belt |
| US6322552B1 (en) | 1998-06-19 | 2001-11-27 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having belt loops and an adjustable belt |
| US6022431A (en) | 1998-06-19 | 2000-02-08 | Kimberly-Clark Worldwide, Inc. | Method of making prefastened absorbent articles having a stretch band |
| JP3868628B2 (en) | 1998-06-25 | 2007-01-17 | 花王株式会社 | Absorbent articles |
| AU8267098A (en) | 1998-06-26 | 2000-01-17 | Procter & Gamble Company, The | Faecal collector with improved adhesive flange attachment means to facilitate removal with low pain level |
| JP3568146B2 (en) | 1998-07-03 | 2004-09-22 | 花王株式会社 | Method and apparatus for manufacturing absorbent article |
| US6562168B1 (en) | 1998-07-07 | 2003-05-13 | The Procter & Gamble Company | Method for cutting and sealing an absorbent member |
| EP0978263A1 (en) | 1998-08-03 | 2000-02-09 | The Procter & Gamble Company | Improved adhesive printing process for disposable absorbent articles |
| US6531025B1 (en) | 1998-08-03 | 2003-03-11 | The Procter & Gamble Company | Gravure roll printing process for adhesive application for disposable absorbent articles |
| US6531027B1 (en) | 1998-08-03 | 2003-03-11 | The Procter & Gamble Company | Adhesive printing process for disposable absorbent articles |
| JP3926042B2 (en) | 1998-08-06 | 2007-06-06 | 花王株式会社 | Absorbent articles |
| US6231566B1 (en) | 1998-08-12 | 2001-05-15 | Katana Research, Inc. | Method for scanning a pulsed laser beam for surface ablation |
| JP3652523B2 (en) | 1998-09-11 | 2005-05-25 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP3616723B2 (en) | 1998-09-11 | 2005-02-02 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP3411224B2 (en) | 1998-09-14 | 2003-05-26 | ユニ・チャーム株式会社 | Disposable diapers |
| DE69928420T2 (en) | 1998-10-02 | 2006-07-13 | The Procter & Gamble Company, Cincinnati | LUBRICANT CONTAINING ELASTIC LAMINATE MADE OF HIGH-ORIENTED FIBERS AND ONE-WAY FASHION PIECE THAT USES THIS |
| US6562192B1 (en) | 1998-10-02 | 2003-05-13 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with absorbent free-flowing particles and methods for producing the same |
| US6503233B1 (en) | 1998-10-02 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Absorbent article having good body fit under dynamic conditions |
| US6673982B1 (en) | 1998-10-02 | 2004-01-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article with center fill performance |
| US6667424B1 (en) | 1998-10-02 | 2003-12-23 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with nits and free-flowing particles |
| CN2362468Y (en) | 1998-10-16 | 2000-02-09 | 保定三利报业纸品有限公司 | Four concave trough leakage-proof feminine napkin |
| US6520947B1 (en) | 1998-10-16 | 2003-02-18 | The Procter & Gamble Company | Disposable absorbent article having reusable fastening means |
| US6529860B1 (en) | 1998-10-19 | 2003-03-04 | Ford Global Technologies, Inc. | Particle impact and soil deposition analysis system and method for vehicle design |
| US6090994A (en) | 1998-10-26 | 2000-07-18 | Chen; Chuan-Mei | Structure of a diaper |
| ZA996987B (en) | 1998-11-09 | 2001-05-08 | Johnson & Johnson | Sanitary napkin with rear extension providing a liquid blocking function. |
| JP3724963B2 (en) | 1998-11-17 | 2005-12-07 | 花王株式会社 | Pants-type absorbent article |
| JP3705943B2 (en) | 1998-11-19 | 2005-10-12 | ユニ・チャーム株式会社 | Sanitary napkin |
| CA2352091C (en) | 1998-11-30 | 2005-09-13 | The Procter & Gamble Company | Absorbent article having channel |
| JP4198849B2 (en) | 1998-12-01 | 2008-12-17 | ユニ・チャーム株式会社 | Absorbent articles |
| JP3639447B2 (en) | 1998-12-11 | 2005-04-20 | ユニ・チャーム株式会社 | Disposable body fluid absorbent article |
| HU221691B1 (en) | 1998-12-23 | 2002-12-28 | Mcneil-Ppc, Inc. | Absorbent article for feminine hygiene use and method for making thereof |
| US6573422B1 (en) | 1998-12-23 | 2003-06-03 | Mcneil-Ppc, Inc. | Absorbent article with high absorbency zone |
| US6183601B1 (en) | 1999-02-03 | 2001-02-06 | Kimberly-Clark Worldwide, Inc. | Method of calendering a sheet material web carried by a fabric |
| BR9900001A (en) | 1999-01-04 | 2000-08-29 | Johnson & Johnson Ind Com | Disposable absorbent article |
| JP3616728B2 (en) | 1999-01-19 | 2005-02-02 | ユニ・チャーム株式会社 | Body fluid absorbent article |
| JP2000232985A (en) | 1999-02-15 | 2000-08-29 | Fukuyoo:Kk | Incontinence liner |
| JP3908403B2 (en) | 1999-02-22 | 2007-04-25 | 株式会社リブドゥコーポレーション | Laminated body for disposable products |
| US6220999B1 (en) | 1999-03-19 | 2001-04-24 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for forming an apertured pad |
| US6091336A (en) | 1999-03-24 | 2000-07-18 | Franz Zand | Moisture detection apparatus |
| JP3535984B2 (en) | 1999-04-02 | 2004-06-07 | ユニ・チャーム株式会社 | Worn article |
| JP4208338B2 (en) | 1999-04-07 | 2009-01-14 | 花王株式会社 | Sanitary napkin |
| EP1173128B2 (en) | 1999-04-12 | 2009-05-06 | Kao Corporation | Disposable diaper |
| PE20001393A1 (en) | 1999-04-16 | 2000-12-13 | Kimberly Clark Co | FIBROUS STRUCTURES INCLUDING A SET OF FIBERS AND A RELEASING AGENT |
| PL364822A1 (en) | 1999-04-16 | 2004-12-27 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with nits and free-flowing particles |
| US6409883B1 (en) | 1999-04-16 | 2002-06-25 | Kimberly-Clark Worldwide, Inc. | Methods of making fiber bundles and fibrous structures |
| US6139912A (en) | 1999-05-10 | 2000-10-31 | Mcneil-Ppc, Inc. | Method for intermittent application of particulate material |
| JP3510150B2 (en) | 1999-05-12 | 2004-03-22 | ユニ・チャーム株式会社 | Disposable body fluid treatment articles |
| KR20000074441A (en) | 1999-05-21 | 2000-12-15 | 문국현 | Fluid Intake Intensifier |
| JP4148594B2 (en) | 1999-05-25 | 2008-09-10 | 花王株式会社 | Absorbent articles |
| CN1119442C (en) | 1999-05-25 | 2003-08-27 | Bki控股公司 | Multifunctional fibrous material with improved edge seal |
| JP2001046435A (en) | 1999-05-28 | 2001-02-20 | Oji Paper Co Ltd | Absorbent articles |
| JP3541144B2 (en) | 1999-05-31 | 2004-07-07 | ユニ・チャーム株式会社 | Disposable wearing articles for stool processing |
| JP3638819B2 (en) | 1999-06-07 | 2005-04-13 | ユニ・チャーム株式会社 | Disposable diapers with back leak prevention function |
| US6307119B1 (en) | 1999-06-15 | 2001-10-23 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having wetness indicating graphics incorporating a training zone |
| US6177607B1 (en) | 1999-06-25 | 2001-01-23 | Kimberly-Clark Worldwide, Inc. | Absorbent product with nonwoven dampness inhibitor |
| JP3986210B2 (en) | 1999-06-30 | 2007-10-03 | 花王株式会社 | Absorbent articles |
| JP3856990B2 (en) | 1999-07-28 | 2006-12-13 | 花王株式会社 | Absorbent articles |
| US6443936B1 (en) | 1999-08-06 | 2002-09-03 | The Procter & Gamble Company | Absorbent article having improved adhesive system to provide flexibility and breathability |
| US6254294B1 (en) | 1999-08-09 | 2001-07-03 | Sigrid G. Muhar | Pharmaceutical kit |
| US6515195B1 (en) | 1999-08-16 | 2003-02-04 | Johnson & Johnson Inc. | Sanitary napkin with improved liquid retention capability |
| CA2316495C (en) | 1999-08-16 | 2009-12-15 | Johnson & Johnson Inc. | A sanitary napkin with improved liquid retention capability |
| USD461242S1 (en) | 1999-08-16 | 2002-08-06 | Johnson & Johnson, Inc. | Sanitary napkin |
| US6290686B1 (en) | 1999-08-27 | 2001-09-18 | Kimberly-Clark Worldwide, Inc. | Absorbent article having imbricated superabsorbent tiles on a substrate |
| US6610900B1 (en) | 1999-08-27 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Absorbent article having superabsorbent in discrete pockets on a stretchable substrate |
| US6429350B1 (en) | 1999-08-27 | 2002-08-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article having superabsorbent pockets in a non-absorbent carrier layer |
| US6867346B1 (en) | 1999-09-21 | 2005-03-15 | Weyerhaeuser Company | Absorbent composite having fibrous bands |
| US6746976B1 (en) | 1999-09-24 | 2004-06-08 | The Procter & Gamble Company | Thin until wet structures for acquiring aqueous fluids |
| BR9904370A (en) | 1999-09-28 | 2001-06-05 | Johnson & Johnson Ind Com | Female sanitary pad |
| JP3196933B2 (en) | 1999-09-29 | 2001-08-06 | 株式会社日本吸収体技術研究所 | Water-absorbing composite surface-coated with fibrous hot melt, method for producing the same, and absorbent article |
| JP4190675B2 (en) | 1999-09-30 | 2008-12-03 | 大王製紙株式会社 | Sanitary napkin with gathered cuffs |
| US6605172B1 (en) | 1999-09-30 | 2003-08-12 | The Procter & Gamble Company | Method of making a breathable and liquid impermeable web |
| US6700034B1 (en) | 1999-10-01 | 2004-03-02 | Kimberly-Clark Worldwide, Inc. | Absorbent article with unitary absorbent layer for center fill performance |
| US6414214B1 (en) | 1999-10-04 | 2002-07-02 | Basf Aktiengesellschaft | Mechanically stable hydrogel-forming polymers |
| US20030036741A1 (en) | 1999-10-14 | 2003-02-20 | Kimberly-Clark Worldwide, Inc. | Textured airlaid materials |
| US6723892B1 (en) | 1999-10-14 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Personal care products having reduced leakage |
| US7247152B2 (en) | 1999-10-15 | 2007-07-24 | Associated Hygienic Products Llc | Disposable absorbent article with containment structure |
| JP3989144B2 (en) | 1999-10-25 | 2007-10-10 | 花王株式会社 | Absorbent articles |
| US6710224B2 (en) | 1999-10-25 | 2004-03-23 | Paragon Trade Brands | Superabsorbent polymers providing long-term generation of free volume in partially hydrated absorbent cores |
| JP3986222B2 (en) | 1999-11-04 | 2007-10-03 | 花王株式会社 | Absorbent articles |
| US7059474B2 (en) | 1999-11-08 | 2006-06-13 | Kimberly-Clark Worldwide, Inc. | Packaged array of flexible articles |
| JP3595471B2 (en) | 1999-11-19 | 2004-12-02 | ユニ・チャーム株式会社 | Disposable urine pad |
| AU1619201A (en) | 1999-11-19 | 2001-05-30 | Bki Holding Corporation | Absorbent cores with y-density gradient |
| JP3515932B2 (en) | 1999-11-30 | 2004-04-05 | ユニ・チャーム株式会社 | Disposable wearing articles |
| JP2001158074A (en) | 1999-12-01 | 2001-06-12 | Oji Paper Co Ltd | Water absorption sheet |
| US6416697B1 (en) | 1999-12-03 | 2002-07-09 | Kimberly-Clark Worldwide, Inc. | Method for obtaining a dual strata distribution of superabsorbent in a fibrous matrix |
| JP3904356B2 (en) | 1999-12-16 | 2007-04-11 | 花王株式会社 | Absorbent articles |
| US6863960B2 (en) | 1999-12-21 | 2005-03-08 | The Procter & Gamble Company | User-activatible substance delivery system |
| US6878433B2 (en) | 1999-12-21 | 2005-04-12 | The Procter & Gamble Company | Applications for laminate web |
| US6830800B2 (en) | 1999-12-21 | 2004-12-14 | The Procter & Gamble Company | Elastic laminate web |
| JP4152049B2 (en) | 1999-12-22 | 2008-09-17 | 花王株式会社 | Method for producing particle deposit |
| US6459016B1 (en) | 1999-12-23 | 2002-10-01 | Mcneil-Ppc, Inc. | Absorbent article with multiple high absorbency zones |
| JP4148620B2 (en) | 1999-12-27 | 2008-09-10 | 花王株式会社 | Absorbent articles |
| JP2001178768A (en) | 1999-12-27 | 2001-07-03 | Kao Corp | Absorbent articles |
| US20010044610A1 (en) | 1999-12-29 | 2001-11-22 | Kim Hyung Byum | Absorbent article with fluid intake intensifier |
| US6437214B1 (en) | 2000-01-06 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Layered absorbent structure with a zoned basis weight and a heterogeneous layer region |
| JP3705981B2 (en) | 2000-01-06 | 2005-10-12 | ユニ・チャーム株式会社 | Water-decomposable absorbent article |
| JP2001190581A (en) | 2000-01-12 | 2001-07-17 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | Incontinence absorption pad |
| JP4392936B2 (en) | 2000-01-25 | 2010-01-06 | 花王株式会社 | Sanitary napkin |
| DE60107215T2 (en) | 2000-01-31 | 2005-11-10 | Bki Holding Corp., Wilmington | ABSORBENT ARTICLE WITH IMPROVED VERTICAL WICK AND REFRACTORY CHARACTERISTICS |
| JP2001224626A (en) | 2000-02-17 | 2001-08-21 | Michiko Kiba | Shape duplicating solid napkin |
| JP4190693B2 (en) | 2000-02-17 | 2008-12-03 | 大王製紙株式会社 | Sanitary napkin with gathered flap |
| JP3850618B2 (en) | 2000-03-06 | 2006-11-29 | ユニ・チャーム株式会社 | Absorbent articles |
| WO2001070286A1 (en) | 2000-03-17 | 2001-09-27 | Dow Global Technologies Inc. | Tagged superabsorbent polymers in a multicomponent structure |
| JP4255196B2 (en) | 2000-03-22 | 2009-04-15 | 花王株式会社 | Absorbent articles |
| JP2001277394A (en) | 2000-03-29 | 2001-10-09 | Kao Corp | Method for manufacturing powder-filled sheet |
| US6494873B2 (en) | 2000-03-31 | 2002-12-17 | Sca Hygiene Products | Absorbent article provided with a belt |
| JP2001301857A (en) | 2000-04-20 | 2001-10-31 | Oji Paper Co Ltd | Wrapped disposable diapers |
| JP4166923B2 (en) | 2000-04-28 | 2008-10-15 | 花王株式会社 | Absorbent articles |
| US6506186B1 (en) | 2000-05-03 | 2003-01-14 | Kimberly-Clark Worldwide, Inc. | Absorbent article having enhanced leg curvature in use |
| JP2001321397A (en) | 2000-05-15 | 2001-11-20 | Zuiko Corp | Manufacturing method of laminated material |
| US6846374B2 (en) | 2000-05-16 | 2005-01-25 | Kimberly-Clark Worldwide | Method and apparatus for making prefastened and refastenable pant with desired waist and hip fit |
| US20020019614A1 (en) | 2000-05-17 | 2002-02-14 | Woon Paul S. | Absorbent articles having improved performance |
| WO2001089439A1 (en) | 2000-05-23 | 2001-11-29 | Toyo Eizai Kabushiki Kaisha | Ultra-thin absorbing sheet body, disposable absorbent article provided with ultra-thin absorbing sheet body and production device for ultra-thin absorbing sheet body |
| JP3934855B2 (en) | 2000-05-31 | 2007-06-20 | ユニ・チャーム株式会社 | Disposable diapers |
| US20030208175A1 (en) | 2000-06-12 | 2003-11-06 | Gross James R. | Absorbent products with improved vertical wicking and rewet capability |
| US8309789B2 (en) | 2000-06-13 | 2012-11-13 | Sca Hygiene Products Ab | Absorbent article |
| FR2810234B1 (en) | 2000-06-14 | 2004-11-19 | Proteco | SINGLE-USE PANTY LAYER |
| JP2001353174A (en) | 2000-06-16 | 2001-12-25 | Kao Corp | Absorbent articles |
| JP3933847B2 (en) | 2000-06-19 | 2007-06-20 | ユニ・チャーム株式会社 | Absorbent articles |
| JP3725008B2 (en) | 2000-06-21 | 2005-12-07 | 花王株式会社 | Absorbent articles |
| US8251965B2 (en) | 2000-07-21 | 2012-08-28 | The Procter And Gamble Company | Dark colored absorbent articles |
| US6506961B1 (en) | 2000-07-24 | 2003-01-14 | Tyco Healthcare Retail Services Ag | Light incontinent product |
| JP4115077B2 (en) | 2000-08-08 | 2008-07-09 | 花王株式会社 | Absorber and production method thereof |
| US6689115B1 (en) | 2000-08-15 | 2004-02-10 | Kimberly-Clark Worldwide, Inc. | Absorbent garment with asymmetrical leg elastic spacing |
| JP3781617B2 (en) | 2000-08-29 | 2006-05-31 | 花王株式会社 | Absorbent articles |
| JP3967873B2 (en) | 2000-09-04 | 2007-08-29 | ユニ・チャーム株式会社 | Absorbent article using continuous filament and absorbent sheet |
| JP2002065718A (en) | 2000-09-04 | 2002-03-05 | Idemitsu Unitech Co Ltd | Cold insulating material and method for manufacturing the cold insulating material |
| US6648871B2 (en) | 2000-09-18 | 2003-11-18 | Sca Hygiene Products Ab | Absorbent article and a method for its manufacture |
| JP3850207B2 (en) | 2000-09-22 | 2006-11-29 | 花王株式会社 | Absorbent articles |
| US7147628B2 (en) | 2000-10-02 | 2006-12-12 | Sca Hygiene Products Ab | Absorbent article with improved liquid-handling ability |
| JP5133474B2 (en) | 2000-10-11 | 2013-01-30 | 大王製紙株式会社 | Multifunctional multilayer absorber and method for producing the same |
| JP3820096B2 (en) | 2000-10-19 | 2006-09-13 | ユニ・チャーム株式会社 | Body fluid absorbing panel |
| JP3676219B2 (en) | 2000-10-19 | 2005-07-27 | 株式会社瑞光 | Wearing article and manufacturing apparatus thereof |
| SE517522C2 (en) | 2000-10-30 | 2002-06-11 | Sca Hygiene Prod Ab | Absorbent articles with channels in the absorption layer and compressed surface for high liquid absorption |
| US6605752B2 (en) | 2000-10-30 | 2003-08-12 | Sca Hygiene Products Ab | Absorbent product with improved instantaneous liquid adsorption, and improved fit |
| US6705465B2 (en) | 2000-11-15 | 2004-03-16 | Kimberly-Clark Worldwide, Inc. | Package for feminine care articles |
| WO2002040623A2 (en) | 2000-11-20 | 2002-05-23 | The Procter & Gamble Company | Fabric softening compositions and methods |
| JP3987684B2 (en) | 2000-11-21 | 2007-10-10 | ユニ・チャーム株式会社 | Absorbent articles |
| SG96660A1 (en) | 2000-11-21 | 2003-06-16 | Uni Charm Corp | Sanitary napkin |
| JP3810999B2 (en) | 2000-11-24 | 2006-08-16 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP3811000B2 (en) | 2000-11-30 | 2006-08-16 | ユニ・チャーム株式会社 | Disposable diapers |
| JP3717397B2 (en) | 2000-11-30 | 2005-11-16 | ユニ・チャーム株式会社 | Disposable diapers |
| JP2002165832A (en) | 2000-11-30 | 2002-06-11 | Daio Paper Corp | Paper diaper |
| JP4187180B2 (en) | 2000-12-01 | 2008-11-26 | 大王製紙株式会社 | Sanitary napkin |
| JP2001198157A (en) | 2000-12-07 | 2001-07-24 | Kao Corp | Disposable diapers |
| US20030115969A1 (en) | 2000-12-15 | 2003-06-26 | Izumi Engineering Laboratory Co., Ltd | Ultrasonic flow meter |
| JP4321961B2 (en) | 2000-12-18 | 2009-08-26 | 花王株式会社 | Method for producing particulate deposit |
| US20020115972A1 (en) | 2000-12-20 | 2002-08-22 | Shmuel Dabi | Absorbent article |
| US20010007065A1 (en) | 2000-12-22 | 2001-07-05 | Blanchard Stephen John | Sanitary napkin having multiple longitudinal hinges |
| TW595464U (en) | 2000-12-28 | 2004-06-21 | Kao Corp | Disposable diaper |
| US6716205B2 (en) | 2000-12-28 | 2004-04-06 | Kimberly-Clark Worldwide, Inc. | Pant-like absorbent garment having tailored flap and leg elastic |
| US7037571B2 (en) | 2000-12-28 | 2006-05-02 | Kimberly-Clark Worldwide, Inc. | Disposable shoe liner |
| US20020095127A1 (en) | 2000-12-28 | 2002-07-18 | Kimberly-Clark Worldwide, Inc. | Controlled delamination of laminate structures having enclosed discrete regions of a material |
| US20020102392A1 (en) | 2000-12-28 | 2002-08-01 | Kimberly-Clark Worldwide, Inc. | Flexible laminate structures having enclosed discrete regions of a material |
| US20020133131A1 (en) | 2001-01-09 | 2002-09-19 | Krishnakumar Rangachari | Absorbent material incorporating synthetic fibers and process for making the material |
| JP3811010B2 (en) | 2001-01-12 | 2006-08-16 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP3703723B2 (en) | 2001-01-19 | 2005-10-05 | ユニ・チャーム株式会社 | Disposable underwear |
| JP3964624B2 (en) | 2001-01-23 | 2007-08-22 | ユニ・チャーム株式会社 | Disposable diapers |
| JP3748813B2 (en) | 2001-01-29 | 2006-02-22 | 花王株式会社 | Absorbent articles |
| US20040158212A1 (en) | 2003-02-10 | 2004-08-12 | The Procter & Gamble Company | Disposable absorbent article comprising a durable hydrophilic core wrap |
| US6330735B1 (en) | 2001-02-16 | 2001-12-18 | Kimberly-Clark Worldwide, Inc. | Apparatus and process for forming a laid fibrous web with enhanced basis weight capability |
| JP4840895B2 (en) | 2001-02-20 | 2011-12-21 | 株式会社日本吸収体技術研究所 | Liquid distribution unit and absorbent product comprising the same |
| JP3801449B2 (en) | 2001-02-20 | 2006-07-26 | 花王株式会社 | Absorbent articles |
| CN1188094C (en) | 2001-02-28 | 2005-02-09 | 株式会社日本吸收体技术研究所 | Absorption pad for incontinence |
| US6717029B2 (en) | 2001-03-06 | 2004-04-06 | Paragon Trade Brands, Inc. | Absorbent article having an ideal core distribution and method of preparing same |
| USD481458S1 (en) | 2001-03-12 | 2003-10-28 | Johnson & Johnson Industria E Comercio Ltda | Hygienic napkin |
| JP4458702B2 (en) | 2001-03-14 | 2010-04-28 | 花王株式会社 | Absorbent articles |
| JP2002272769A (en) | 2001-03-19 | 2002-09-24 | Kao Corp | Absorbent articles |
| JP3737376B2 (en) | 2001-03-23 | 2006-01-18 | 花王株式会社 | Absorbent articles |
| US20030088223A1 (en) | 2001-04-13 | 2003-05-08 | Kimberly-Clark Worldwide, Inc. | Passive bonds for personal care article |
| US6972010B2 (en) | 2001-04-17 | 2005-12-06 | The Procter & Gamble Company | Absorbent article comprising an agent able to convey a perception to the wearer, without the need to create the external condition perceived |
| US6818166B2 (en) | 2001-04-20 | 2004-11-16 | Sca Hygiene Products Ab | Method of forming a fiber web for use in absorbent products, and fiber web produced according to the method |
| SE0101393L (en) | 2001-04-20 | 2002-10-21 | Sca Hygiene Prod Ab | Methods of forming a fibrous web for use in absorbent articles and in accordance with the method produced fibrous web |
| US6929629B2 (en) | 2001-04-20 | 2005-08-16 | Sca Hygiene Products Ab | Absorbent article with improved fit |
| JP3874626B2 (en) | 2001-04-26 | 2007-01-31 | 花王株式会社 | Pants-type absorbent article |
| JP4388241B2 (en) | 2001-05-01 | 2009-12-24 | 大王製紙株式会社 | Absorbent articles |
| JP4556017B2 (en) | 2001-05-02 | 2010-10-06 | 株式会社日本吸収体技術研究所 | Water-absorbing water-resistant sheet, method for producing the same, and absorbent product using the same |
| JP3734720B2 (en) | 2001-05-18 | 2006-01-11 | ユニ・チャーム株式会社 | Pants-type disposable wearing articles |
| USD461893S1 (en) | 2001-05-23 | 2002-08-20 | Mcneil-Ppc, Inc. | Surface pattern for a disposable absorbent article |
| JP4824882B2 (en) | 2001-05-24 | 2011-11-30 | ユニ・チャーム株式会社 | Laminated sheet |
| JP4167406B2 (en) | 2001-05-30 | 2008-10-15 | 大王製紙株式会社 | Absorbent article and manufacturing method thereof |
| EP1262531B1 (en) | 2001-06-02 | 2005-12-14 | The Procter & Gamble Company | Process for printing adhesives, adhesive articles and gravure printing roll |
| US7163740B2 (en) | 2001-06-02 | 2007-01-16 | The Procter & Gamble Company | Process for printing adhesives, adhesive articles and printing equipment |
| US6605070B2 (en) | 2001-06-29 | 2003-08-12 | The Procter & Gamble Company | Absorbent article having selectively changeable size adjustment |
| WO2003003961A1 (en) | 2001-07-02 | 2003-01-16 | The Procter & Gamble Company | Absorbent article having extensibility at waist panel |
| JP3971136B2 (en) | 2001-07-12 | 2007-09-05 | ユニ・チャーム株式会社 | Absorbent articles |
| JP3926587B2 (en) | 2001-07-12 | 2007-06-06 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4652626B2 (en) | 2001-07-16 | 2011-03-16 | 大王製紙株式会社 | Absorbent article and manufacturing method thereof |
| TW552196B (en) | 2001-07-20 | 2003-09-11 | Clopay Corp | Laminated sheet and method of making same |
| JP4638087B2 (en) | 2001-07-24 | 2011-02-23 | ユニ・チャーム株式会社 | Absorbent articles |
| MXPA04000715A (en) | 2001-07-25 | 2004-04-20 | Tyco Healthcare Retail Group I | Protective undergarment and belt therefor. |
| JP4620299B2 (en) | 2001-07-30 | 2011-01-26 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP2005511339A (en) | 2001-08-03 | 2005-04-28 | バッテル メモリアル インスティチュート | Products with color masking properties |
| SE519783C2 (en)* | 2001-08-31 | 2003-04-08 | Sca Hygiene Prod Ab | Absorbent articles including apertures in the absorbent body |
| US7795492B2 (en) | 2001-08-31 | 2010-09-14 | Sca Hygiene Products Ab | Absorbent article having openings in the absorbent body |
| JP5027364B2 (en) | 2001-09-19 | 2012-09-19 | ユニ・チャーム株式会社 | Disposable diapers |
| DE60118737T2 (en) | 2001-09-19 | 2006-10-19 | The Procter & Gamble Company, Cincinnati | Color printed multilayer structure, an absorbent article made therewith and method of making the same |
| JP3971150B2 (en) | 2001-10-23 | 2007-09-05 | ユニ・チャーム株式会社 | Absorbent article and container for absorbent article |
| US6753455B2 (en) | 2001-10-26 | 2004-06-22 | Paragon Trade Brands, Inc. | Absorbent core attachment |
| US6772708B2 (en) | 2001-10-30 | 2004-08-10 | The Procter And Gamble Company | Wetness indicator having improved colorant retention |
| US20030088229A1 (en) | 2001-11-02 | 2003-05-08 | Andrew Baker | Absorbent article with bimodal acquisition layer |
| US6461034B1 (en) | 2001-11-14 | 2002-10-08 | V & P Scientific, Inc. | Use of a bubble paddle tumble stirrer to mix the contents of a vessel while the contents are being removed |
| US6840929B2 (en) | 2001-11-14 | 2005-01-11 | Zuiko Corporation | Disposable worn absorbent article including stand-up cuffs |
| JP2003153955A (en) | 2001-11-22 | 2003-05-27 | Uni Charm Corp | Open type disposal diaper |
| US6689934B2 (en) | 2001-12-14 | 2004-02-10 | Kimberly-Clark Worldwide, Inc. | Absorbent materials having improved fluid intake and lock-up properties |
| US6726668B2 (en) | 2001-12-14 | 2004-04-27 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article |
| US20030139712A1 (en) | 2001-12-14 | 2003-07-24 | Dodge Richard Norris | Absorbent materials having improved fluid intake and lock-up properties |
| US6939914B2 (en) | 2002-11-08 | 2005-09-06 | Kimberly-Clark Worldwide, Inc. | High stiffness absorbent polymers having improved absorbency rates and method for making the same |
| US20030139715A1 (en) | 2001-12-14 | 2003-07-24 | Richard Norris Dodge | Absorbent materials having high stiffness and fast absorbency rates |
| US7323615B2 (en) | 2001-12-18 | 2008-01-29 | Sca Hygiene Products Ab | Absorbent article and method of production |
| US6884238B2 (en) | 2001-12-19 | 2005-04-26 | Kimberly-Clark Worldwide, Inc. | Method of providing a series of disposable absorbent articles to consumers |
| US7402157B2 (en) | 2001-12-19 | 2008-07-22 | The Procter & Gamble Company | Absorbent article having perception of depth |
| US7270651B2 (en) | 2001-12-19 | 2007-09-18 | The Procter & Gamble Company | Absorbent article |
| US7306582B2 (en) | 2001-12-19 | 2007-12-11 | The Procter & Gamble Company | Absorbent article |
| EP1455699A2 (en) | 2001-12-20 | 2004-09-15 | Kimberly-Clark Worldwide, Inc. | Absorbent article with stabilized absorbent structure |
| JP3919638B2 (en) | 2001-12-20 | 2007-05-30 | 花王株式会社 | Absorbent articles |
| US20030120249A1 (en) | 2001-12-20 | 2003-06-26 | Wulz Andrea Susan | Absorbent article having an insert providing for improved fluid distribution |
| GB0130461D0 (en) | 2001-12-20 | 2002-02-06 | Scimat Ltd | An absorbent hygiene product |
| US7799968B2 (en) | 2001-12-21 | 2010-09-21 | Kimberly-Clark Worldwide, Inc. | Sponge-like pad comprising paper layers and method of manufacture |
| US7189888B2 (en) | 2001-12-21 | 2007-03-13 | Kimberly-Clark Worldwide, Inc. | Nonabsorbent surge layer having discrete regions of superabsorbent and method for making |
| US7767875B2 (en) | 2001-12-31 | 2010-08-03 | Kimberly-Clark Worldwide, Inc. | Wetness indicator for alerting a wearer to urination |
| US6802834B2 (en) | 2002-01-15 | 2004-10-12 | Kimberly-Clark Worldwide, Inc. | Absorbent article having discontinuous absorbent core |
| US6832905B2 (en) | 2002-01-16 | 2004-12-21 | Paragon Trade Brands, Inc. | System and method for dry forming absorbent cores |
| US6682516B2 (en) | 2002-01-16 | 2004-01-27 | Paragon Trade Brands, Inc. | Leg gasketing index for absorbent undergarments |
| US20030135176A1 (en) | 2002-01-16 | 2003-07-17 | Troy Delzer | System and method for depositing particulate matter in absorbent cores |
| US6923926B2 (en) | 2002-01-16 | 2005-08-02 | Paragon Trade Brands, Inc. | Method and apparatus for forming tow-based absorbent structures with a single casing sheet |
| US20050101929A1 (en) | 2002-01-17 | 2005-05-12 | Andrew Waksmundzki | Absorbent core with three-dimensional sub-layer |
| US20030148684A1 (en) | 2002-01-30 | 2003-08-07 | The Procter & Gamble Company | Method for hydrophilizing materials using charged particles |
| US20050008839A1 (en) | 2002-01-30 | 2005-01-13 | Cramer Ronald Dean | Method for hydrophilizing materials using hydrophilic polymeric materials with discrete charges |
| JP4051208B2 (en) | 2002-01-31 | 2008-02-20 | ユニ・チャーム株式会社 | Pants-type disposable wearing articles |
| CN2527254Y (en) | 2002-02-04 | 2002-12-25 | 福建恒安集团有限公司 | Disposable absorbent article with diffusible flow-guiding groove |
| EP1332742B9 (en) | 2002-02-04 | 2009-08-05 | McNEIL-PPC, INC. | Sanitary napkin having multiple longitudinal hinges |
| AU2003224607A1 (en) | 2002-02-05 | 2003-09-02 | Tredegar Film Products Corporation | Absorbent composition and method of assembling |
| JP4061086B2 (en) | 2002-02-08 | 2008-03-12 | 大王製紙株式会社 | Sanitary napkin |
| JP4035341B2 (en) | 2002-02-12 | 2008-01-23 | 大王製紙株式会社 | Sanitary napkin |
| US7365238B2 (en) | 2002-02-19 | 2008-04-29 | The Procter And Gamble Company | Absorbent article having a dehydration indicator |
| US20030158532A1 (en) | 2002-02-20 | 2003-08-21 | Magee Luke R. | Disposable absorbent article designed to facilitate an easy intuitive change |
| JP4058281B2 (en) | 2002-03-12 | 2008-03-05 | 大王製紙株式会社 | Absorbent articles |
| JP3953848B2 (en) | 2002-03-13 | 2007-08-08 | ユニ・チャーム株式会社 | Pants-type disposable diapers |
| JP4124322B2 (en) | 2002-03-13 | 2008-07-23 | 大王製紙株式会社 | Absorbent articles |
| US20050165376A1 (en) | 2002-03-21 | 2005-07-28 | Buchholz Fredric L. | Designing dry and porous absorbent composites containing super-absorbent polymers |
| JP2003275237A (en) | 2002-03-22 | 2003-09-30 | Daio Paper Corp | Napkin for physiology |
| JP4057321B2 (en) | 2002-03-25 | 2008-03-05 | ユニ・チャーム株式会社 | Pants-type disposable diapers |
| JP3586256B2 (en) | 2002-04-01 | 2004-11-10 | ユニ・チャーム株式会社 | Method for producing disposable diaper having patterned sheet |
| JP4261120B2 (en) | 2002-04-05 | 2009-04-30 | 株式会社日本吸収体技術研究所 | Absorber comprising bypass channel member and absorbent product using the same |
| CN2535020Y (en) | 2002-04-13 | 2003-02-12 | 福建恒安集团有限公司 | Anti side-leakge sanitary napkin with U-shaped PE membrane |
| CN2548609Y (en) | 2002-04-16 | 2003-05-07 | 福建恒安集团有限公司 | Side-leakageproof sanitary towel |
| JP4226843B2 (en) | 2002-05-10 | 2009-02-18 | ユニ・チャーム株式会社 | Disposable diapers |
| EP1366825B1 (en) | 2002-05-28 | 2018-01-24 | The Procter & Gamble Company | Method and apparatus for creating a pulsed stream of particles |
| US20030225385A1 (en) | 2002-05-28 | 2003-12-04 | Glaug Frank S. | Absorbent article with multiple core |
| US7074301B2 (en) | 2002-06-11 | 2006-07-11 | Rayonier Products And Financial Services Company | Chemically cross-linked cellulose fiber and method of making same |
| US6880211B2 (en) | 2002-06-13 | 2005-04-19 | 3M Innovative Properties Company | Macro closure device for disposable articles |
| US20030233082A1 (en) | 2002-06-13 | 2003-12-18 | The Procter & Gamble Company | Highly flexible and low deformation fastening device |
| JP4495405B2 (en) | 2002-06-14 | 2010-07-07 | ユニ・チャーム株式会社 | Absorbent articles |
| US20030236512A1 (en) | 2002-06-19 | 2003-12-25 | Baker Andrew A. | Absorbent core with folding zones for absorbency distribution |
| JP3616077B2 (en) | 2002-07-09 | 2005-02-02 | 大王製紙株式会社 | Disposable diapers |
| US20040015145A1 (en) | 2002-07-16 | 2004-01-22 | The Procter & Gamble Company | Absorbent article having a graphic visible through body contacting surface |
| US7219403B2 (en) | 2002-07-23 | 2007-05-22 | The Procter & Gamble Company | Fastening member comprising shaped tab |
| US7759540B2 (en) | 2002-07-23 | 2010-07-20 | Paragon Trade Brands, Llc | Absorbent articles containing absorbent cores having zoned absorbency and methods of making same |
| US7001167B2 (en) | 2002-07-30 | 2006-02-21 | Kimberly-Clark Worldwide, Inc. | Apparatus and form for making an air formed fibrous web |
| JP3878085B2 (en) | 2002-08-09 | 2007-02-07 | ユニ・チャーム株式会社 | Disposable body fluid absorbent article |
| DE10239074A1 (en) | 2002-08-26 | 2004-03-11 | Basf Ag | Water-absorbing product, e.g. useful for making hygiene articles, comprises water-absorbing polymer particles and a nitrogen-containing polymer |
| JP3779946B2 (en) | 2002-08-29 | 2006-05-31 | ピジョン株式会社 | Absorbent pad |
| US8109915B2 (en) | 2002-08-30 | 2012-02-07 | Uni-Charm Corporation | Pull-on disposable wearing article |
| JP4160807B2 (en) | 2002-08-30 | 2008-10-08 | ユニ・チャーム株式会社 | Pants-type disposable wearing articles |
| JP4119718B2 (en) | 2002-08-31 | 2008-07-16 | ユニ・チャーム株式会社 | Pants-type disposable diapers |
| US7550646B2 (en) | 2002-09-09 | 2009-06-23 | Uni-Charm Corporation | Absorbent article with resilient portion and method for manufacturing the same |
| JP4180865B2 (en) | 2002-09-09 | 2008-11-12 | ユニ・チャーム株式会社 | Absorbent article with flexible shaft |
| US20040064113A1 (en) | 2002-09-26 | 2004-04-01 | Erdman Carol L. | Disposable absorbent article with wetness/dryness indicator |
| US6982052B2 (en) | 2002-09-26 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Process and apparatus for air forming an article having a plurality of superimposed fibrous layers |
| US20040064116A1 (en) | 2002-09-30 | 2004-04-01 | Arora Tarun K. | Intravaginal disposable articles having a failure detection system |
| ATE328150T1 (en) | 2002-09-30 | 2006-06-15 | Procter & Gamble | ABSORBENT ARTICLES CONTAINING HYDROPHILE FLEECES |
| US6953451B2 (en) | 2002-09-30 | 2005-10-11 | Mcneil-Ppc, Inc. | Thin comfortable sanitary napkin having reduced bunching |
| US20040064125A1 (en) | 2002-09-30 | 2004-04-01 | Justmann David A. | Pleated tissue and adhesive arrangement for the absorbent core of an extensible absorbent article |
| US20040064115A1 (en) | 2002-09-30 | 2004-04-01 | Arora Tarun K. | Disposable articles having a failure detection system |
| US7132585B2 (en) | 2002-12-05 | 2006-11-07 | Uni-Charm Corporation | Absorbent article with liquid acquisition layer |
| JP4173723B2 (en) | 2002-12-05 | 2008-10-29 | ユニ・チャーム株式会社 | Absorbent articles |
| US7067711B2 (en) | 2002-12-05 | 2006-06-27 | Uni-Charm Corporation | Elongated absorbent article |
| JP4390445B2 (en) | 2002-12-05 | 2009-12-24 | ユニ・チャーム株式会社 | Long absorbent article |
| JP4198978B2 (en) | 2002-12-05 | 2008-12-17 | ユニ・チャーム株式会社 | Long absorbent article |
| JP4323786B2 (en) | 2002-12-05 | 2009-09-02 | ユニ・チャーム株式会社 | Absorbent article with vertically long compressed groove |
| MXPA02012811A (en) | 2002-12-19 | 2004-09-03 | Grupo P I Mabe Sa De C V | Disposable diaper having fastening strap. |
| US7727217B2 (en) | 2002-12-20 | 2010-06-01 | Kimberly-Clark Worldwide, Inc | Absorbent article with unitary elastomeric waistband with multiple extension zones |
| JP4426754B2 (en) | 2002-12-27 | 2010-03-03 | ユニ・チャーム株式会社 | Body fluid absorbent article indicator |
| JP4324375B2 (en) | 2002-12-27 | 2009-09-02 | ユニ・チャーム株式会社 | Absorbent article provided with compressed groove and flexible part |
| US7943813B2 (en) | 2002-12-30 | 2011-05-17 | Kimberly-Clark Worldwide, Inc. | Absorbent products with enhanced rewet, intake, and stain masking performance |
| US7226880B2 (en) | 2002-12-31 | 2007-06-05 | Kimberly-Clark Worldwide, Inc. | Breathable, extensible films made with two-component single resins |
| US20040127871A1 (en) | 2002-12-31 | 2004-07-01 | Odorzynski Thomas W. | Secondary absorbent article |
| JP2004216082A (en) | 2003-01-10 | 2004-08-05 | Uni Charm Corp | Pants-type disposable article to wear |
| JP4392170B2 (en) | 2003-01-17 | 2009-12-24 | ユニ・チャーム株式会社 | Disposable diapers |
| JP4076450B2 (en) | 2003-01-21 | 2008-04-16 | 花王株式会社 | Absorbent articles |
| WO2004069293A1 (en) | 2003-02-10 | 2004-08-19 | Nippon Shokubai Co., Ltd. | Water-absorbent resin composition and its production process |
| US20040167489A1 (en) | 2003-02-14 | 2004-08-26 | Kellenberger Stanley R. | Compact absorbent article |
| JP3769546B2 (en) | 2003-02-24 | 2006-04-26 | 大王製紙株式会社 | Disposable paper diapers |
| JP2003265524A (en) | 2003-02-25 | 2003-09-24 | Kao Corp | Absorbent articles |
| US7686790B2 (en) | 2003-03-04 | 2010-03-30 | Kimberly-Clark Worldwide, Inc. | Nonlinear, undulating perimeter embossing in an absorbent article |
| WO2004080361A1 (en) | 2003-03-12 | 2004-09-23 | Livedo Corporation | Disposable absorbent article |
| US20040193127A1 (en) | 2003-03-26 | 2004-09-30 | Sca Hygiene Products Ab | Absorbent article comprising an absorbent structure |
| SE0300878D0 (en) | 2003-03-26 | 2003-03-26 | Sca Hygiene Prod Ab | Absorbent article compressining and absorbent structure |
| US7850672B2 (en) | 2003-03-26 | 2010-12-14 | Sca Hygiene Products Ab | Absorbent article comprising an absorbent structure |
| USD503230S1 (en) | 2003-04-04 | 2005-03-22 | The Procter & Gamble Company | Topsheet pattern for a sanitary napkin |
| JP3877702B2 (en) | 2003-04-23 | 2007-02-07 | ピジョン株式会社 | Absorbent products |
| JP3978406B2 (en) | 2003-04-24 | 2007-09-19 | ユニ・チャーム株式会社 | Disposable diapers |
| US20040214499A1 (en) | 2003-04-25 | 2004-10-28 | Kimberly-Clark Worldwide, Inc. | Absorbent structure with superabsorbent material |
| US8118799B2 (en) | 2003-05-05 | 2012-02-21 | Kimberly-Clark Worldwide, Inc. | Disposable garment having first and second attachment members |
| JP4416431B2 (en) | 2003-05-09 | 2010-02-17 | 株式会社リブドゥコーポレーション | Disposable absorbent article |
| JP2004337314A (en) | 2003-05-14 | 2004-12-02 | Kao Corp | Absorbent article and its manufacturing device |
| JP4393108B2 (en) | 2003-05-16 | 2010-01-06 | 花王株式会社 | Absorbent articles |
| US8333749B2 (en) | 2003-05-20 | 2012-12-18 | Dsg Technology Holdings Ltd. | Disposable absorbent article with regions of varying elasticity |
| US20040236455A1 (en) | 2003-05-22 | 2004-11-25 | Kimberly-Clark Worldwide, Inc. | Method of designing a product in a virtual environment |
| JP4298377B2 (en) | 2003-05-22 | 2009-07-15 | ユニ・チャーム株式会社 | Disposable pants-type wearing articles |
| JP4430338B2 (en) | 2003-05-27 | 2010-03-10 | ユニ・チャーム株式会社 | Absorbent articles |
| CL2004001285A1 (en) | 2003-05-27 | 2005-04-15 | Procter & Gamble | A DISPOSABLE GARMENT THAT IS REMOVED AND SET, WITH OPENINGS FOR WAIST AND LEGS, WHICH INCLUDES; MAIN ABSORBENT BODY WITH UPPER LEAF, LOWER LEAF AND NUCELO; ELASTIC BELT SIMILAR TO A RING WITH CENTRAL AND SIDE PANEL; AND CAPE CUB |
| JP4209719B2 (en) | 2003-05-28 | 2009-01-14 | 株式会社リブドゥコーポレーション | Disposable wearing items |
| JP4476611B2 (en) | 2003-05-29 | 2010-06-09 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP4476563B2 (en) | 2003-05-29 | 2010-06-09 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP4421222B2 (en) | 2003-06-09 | 2010-02-24 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4313097B2 (en) | 2003-06-10 | 2009-08-12 | ユニ・チャーム株式会社 | Absorbent article and manufacturing method thereof |
| US7754940B2 (en) | 2003-06-12 | 2010-07-13 | Johnson & Johnson Inc. | Thin sanitary napkin having protrusions |
| US8211815B2 (en) | 2003-06-13 | 2012-07-03 | Kimberly-Clark Worldwide, Inc. | Absorbent structure having three-dimensional topography on upper and lower surfaces |
| CA2432832A1 (en) | 2003-06-16 | 2004-12-16 | James G. Hildebrandt | Headphones for 3d sound |
| JP4421223B2 (en) | 2003-06-20 | 2010-02-24 | ユニ・チャーム株式会社 | Sanitary napkin |
| BRPI0411370B1 (en) | 2003-06-24 | 2018-04-10 | Nippon Shokubai Co., Ltd. | ABSORBENT WATER RESIN COMPOSITION, ABSORBENT, ABSORBENT ARTICLE, METHOD FOR PRODUCING A WATER ABSORBENT RESIN COMPOSITION |
| US7311968B2 (en) | 2004-06-30 | 2007-12-25 | The Procter & Gamble Company | Absorbent structures comprising coated super-absorbent polymer particles |
| DE60335456D1 (en) | 2003-06-30 | 2011-02-03 | Procter & Gamble | Absorbent articles containing coated superabsorbent particles |
| US7435244B2 (en) | 2003-07-01 | 2008-10-14 | Arquest, Inc. | Diaper design having zones of reduced stiffness and continuous breathability |
| JP3691499B2 (en) | 2003-07-02 | 2005-09-07 | ユニ・チャーム株式会社 | Disposable pants-type wearing articles |
| JP2005027068A (en) | 2003-07-03 | 2005-01-27 | Pioneer Electronic Corp | Video signal converting apparatus and method therefor |
| JP2005057732A (en) | 2003-07-24 | 2005-03-03 | Ricoh Co Ltd | Image processing apparatus, image processing method, and program |
| JP4325994B2 (en) | 2003-07-31 | 2009-09-02 | 株式会社リブドゥコーポレーション | Manufacturing method and apparatus for sheet-like body, and manufacturing method for disposable absorbent article using sheet-like body |
| JP3822869B2 (en) | 2003-08-14 | 2006-09-20 | ユニ・チャーム株式会社 | Disposable diapers |
| EP1656162B1 (en) | 2003-08-20 | 2006-12-20 | Tyco Healthcare Retail Services AG | Absorbent cores for absorbent articles and method for making same |
| EP1518567B1 (en) | 2003-09-25 | 2017-06-28 | The Procter & Gamble Company | Absorbent articles comprising fluid acquisition zones with coated superabsorbent particles |
| JP3950098B2 (en) | 2003-09-30 | 2007-07-25 | 大王製紙株式会社 | Absorbent articles |
| JP4012135B2 (en) | 2003-10-17 | 2007-11-21 | 大王製紙株式会社 | Disposable diapers |
| US7160281B2 (en) | 2003-10-21 | 2007-01-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure secured to a stretchable component of the article |
| US7767876B2 (en) | 2003-10-30 | 2010-08-03 | The Procter & Gamble Company | Disposable absorbent article having a visibly highlighted wetness sensation member |
| US7872168B2 (en) | 2003-10-31 | 2011-01-18 | Kimberely-Clark Worldwide, Inc. | Stretchable absorbent article |
| JP4342330B2 (en) | 2003-11-14 | 2009-10-14 | ユニ・チャーム株式会社 | Disposable wearing items |
| US7073373B2 (en) | 2003-11-24 | 2006-07-11 | Kimberly-Clark Worldwide, Inc. | Absorbent structure having enhanced intake performance characteristics and method for evaluating such characteristics |
| US7108759B2 (en) | 2003-12-19 | 2006-09-19 | Kimberly-Clark Worldwide, Inc. | Method for improved bond strength in an elastomeric material |
| EP1547625A1 (en) | 2003-12-23 | 2005-06-29 | The Procter & Gamble Company | Superabsorbent material comprising multicomponent particles |
| US20050148961A1 (en) | 2003-12-29 | 2005-07-07 | Sosalla Paula M. | Article featuring an interior graphic |
| US8231590B2 (en) | 2003-12-30 | 2012-07-31 | Kimberly-Clark Worldwide, Inc. | Visually coordinated absorbent product |
| US20050148258A1 (en) | 2003-12-31 | 2005-07-07 | Jayant Chakravarty | Absorbent structures having enhanced flexibility |
| US7736351B2 (en) | 2004-02-02 | 2010-06-15 | The Procter & Gamble Company | Simple disposable absorbent article |
| JP4162609B2 (en) | 2004-02-05 | 2008-10-08 | 花王株式会社 | Method for manufacturing absorbent article |
| JP4177770B2 (en) | 2004-02-06 | 2008-11-05 | 白十字株式会社 | Disposable absorbent article and method for producing the same |
| US7318820B2 (en) | 2004-03-12 | 2008-01-15 | The Procter & Gamble Company | Simple disposable absorbent article having breathable side barriers |
| JP4532940B2 (en) | 2004-03-12 | 2010-08-25 | ユニ・チャーム株式会社 | Disposable wearing articles |
| ATE432723T1 (en) | 2004-03-29 | 2009-06-15 | Procter & Gamble | ABSORBENT ELEMENT FOR ABSORBENT ARTICLES CONTAINING HIGH PERMEABILITY HYDROGEL-FORMING, SWELLABLE POLYMERS |
| US20050217791A1 (en) | 2004-03-31 | 2005-10-06 | Kimberly-Clark Worldwide, Inc. | Two-step registered printing |
| JP4473032B2 (en) | 2004-04-12 | 2010-06-02 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP4845344B2 (en) | 2004-04-14 | 2011-12-28 | ユニ・チャーム株式会社 | Disposable diapers |
| US7332642B2 (en) | 2004-04-19 | 2008-02-19 | The Procter & Gamble Company | Disposable absorbent articles having printed wetness indicators |
| JP4410022B2 (en) | 2004-04-27 | 2010-02-03 | ユニ・チャーム株式会社 | Absorbent articles |
| US7993319B2 (en) | 2004-04-30 | 2011-08-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure configured for improved donning of the article |
| US8246594B2 (en) | 2004-04-30 | 2012-08-21 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure configured for improved donning and lateral stretch distribution |
| US8167862B2 (en) | 2004-05-24 | 2012-05-01 | The Procter And Gamble Company | Absorbent article having a fit guide |
| JP4599096B2 (en) | 2004-05-31 | 2010-12-15 | ユニ・チャーム株式会社 | Disposable wearing items |
| US7884259B2 (en) | 2004-06-28 | 2011-02-08 | Daio Paper Corporation | Absorbent article |
| CN101849876B (en) | 2004-06-28 | 2014-09-03 | 大王制纸株式会社 | Absorbent article and process for producing absorber |
| US7717150B2 (en) | 2004-06-28 | 2010-05-18 | Daio Paper Corporation | Manufacturing facility of absorbent body, absorbent body and absorbent article |
| US6962578B1 (en) | 2004-06-29 | 2005-11-08 | The Procter & Gamble Company | Disposable absorbent article having backsheet strips |
| US8684988B2 (en) | 2004-06-29 | 2014-04-01 | The Procter & Gamble Company | Disposable absorbent article having barrier cuff strips |
| US20060004334A1 (en) | 2004-06-30 | 2006-01-05 | Kimberly-Clark Worldwide, Inc. | Stabilized absorbent structures |
| EP1774935A1 (en) | 2004-06-30 | 2007-04-18 | Daio Paper Corporation | Paper diaper |
| EP1787611B1 (en) | 2004-06-30 | 2011-09-07 | Daio Paper Corporation | Humor absorbent article and process for producing the same |
| EP1774940B1 (en) | 2004-06-30 | 2013-09-11 | Daio Paper Corporation | Humor absorbent article |
| US7718844B2 (en) | 2004-06-30 | 2010-05-18 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an interior graphic |
| US7938813B2 (en) | 2004-06-30 | 2011-05-10 | Kimberly-Clark Worldwide, Inc. | Absorbent article having shaped absorbent core formed on a substrate |
| JP2006014792A (en) | 2004-06-30 | 2006-01-19 | Daiichi Eizai Kk | Absorbent implement |
| US7563257B2 (en) | 2004-07-09 | 2009-07-21 | Uni-Charm Corporation | Disposable wearing article |
| JP4162637B2 (en) | 2004-07-09 | 2008-10-08 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| DE602004026566D1 (en) | 2004-07-28 | 2010-05-27 | Procter & Gamble | Indirect pressure from AMG |
| EP2286776B1 (en) | 2004-07-28 | 2017-07-12 | The Procter and Gamble Company | Process for producing absorbent core structures |
| JP4230971B2 (en) | 2004-08-12 | 2009-02-25 | ユニ・チャーム株式会社 | Excrement disposal pad and pants with the pad |
| JP2006110329A (en) | 2004-08-20 | 2006-04-27 | Kao Corp | Absorbent articles |
| US20060184149A1 (en) | 2004-08-20 | 2006-08-17 | Kao Corporation | Absorbent article |
| JP4092319B2 (en) | 2004-09-06 | 2008-05-28 | 大王製紙株式会社 | Disposable diapers |
| JP4455241B2 (en) | 2004-09-14 | 2010-04-21 | ユニ・チャーム株式会社 | Sanitary napkin |
| US7594904B2 (en) | 2004-09-16 | 2009-09-29 | Mcneil-Ppc, Inc. | Drapeable sanitary absorbent napkin |
| US7695461B2 (en) | 2004-09-16 | 2010-04-13 | Mcneil-Ppc, Inc. | Drapeable sanitary absorbent napkin |
| US20060069367A1 (en) | 2004-09-29 | 2006-03-30 | Andrew Waksmundzki | Absorbent core having two or more types of superabsorbent |
| JP4683892B2 (en) | 2004-09-30 | 2011-05-18 | ユニ・チャーム株式会社 | Absorbent pad |
| US7285178B2 (en) | 2004-09-30 | 2007-10-23 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for making a wrapped absorbent core |
| JP4459013B2 (en) | 2004-10-20 | 2010-04-28 | 花王株式会社 | Absorbent articles |
| JP2006116036A (en) | 2004-10-21 | 2006-05-11 | Kao Corp | Absorbent articles |
| JP4577766B2 (en) | 2004-11-15 | 2010-11-10 | 株式会社リブドゥコーポレーション | Absorbent articles |
| US8715258B2 (en) | 2004-11-30 | 2014-05-06 | The Procter And Gamble Company | Absorbent article having outwardly convex longitudinal central channels for improved protection |
| JP4540104B2 (en) | 2004-11-30 | 2010-09-08 | 大王製紙株式会社 | Absorbent articles |
| EP1827336B2 (en) | 2004-11-30 | 2016-08-17 | SCA Hygiene Products AB | Absorbent article |
| US20070239125A9 (en) | 2004-12-08 | 2007-10-11 | Tyco Healthcare Retail Group, Ag | Absorbent article with multi-zone acquisition |
| CN101076554B (en) | 2004-12-10 | 2012-05-02 | 株式会社日本触媒 | Method for producing modified water-absorbent resin |
| US8039685B2 (en) | 2004-12-15 | 2011-10-18 | The Procter & Gamble Company | Absorbent article having a functional enhancement indicator |
| JP4648698B2 (en) | 2004-12-28 | 2011-03-09 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP4712374B2 (en) | 2004-12-28 | 2011-06-29 | ユニ・チャーム株式会社 | Sanitary napkin |
| DE602004027962D1 (en) | 2004-12-29 | 2010-08-12 | Sca Hygiene Prod Ab | ABSORBENT ARTICLE WITH A BAG FOR RECEIVING AND STORING FACES AND MANUFACTURING METHOD THEREFOR |
| ATE463220T1 (en) | 2005-01-11 | 2010-04-15 | Procter & Gamble | TIGHT CONNECTION OF THE SHELL OF AN ABSORBENT CORE |
| JP4663739B2 (en) | 2005-02-04 | 2011-04-06 | ザ プロクター アンド ギャンブル カンパニー | Absorbent structure with improved water absorbent material |
| WO2006083583A2 (en) | 2005-02-04 | 2006-08-10 | The Procter & Gamble Company | Absorbent structure with improved water-swellable material |
| USD542409S1 (en) | 2005-02-14 | 2007-05-08 | The Procter & Gamble Company | Sanitary towels |
| JP4870365B2 (en) | 2005-02-23 | 2012-02-08 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP5046488B2 (en) | 2005-02-24 | 2012-10-10 | 花王株式会社 | Absorbent articles |
| US20060206091A1 (en) | 2005-03-10 | 2006-09-14 | Tyco Healthcare Retail Services Ag | Absorbent article having a channeled absorbent layer and method of making the same |
| US20060202380A1 (en) | 2005-03-11 | 2006-09-14 | Rachelle Bentley | Method of making absorbent core structures with undulations |
| JP4492957B2 (en) | 2005-03-24 | 2010-06-30 | 大王製紙株式会社 | Absorbent articles |
| JP4653537B2 (en) | 2005-03-29 | 2011-03-16 | ユニ・チャーム株式会社 | Absorbent articles |
| US7972316B2 (en) | 2005-05-09 | 2011-07-05 | Kao Corporation | Disposable diaper |
| USD546945S1 (en) | 2005-05-11 | 2007-07-17 | The Procter & Gamble Company | Sanitary napkin |
| US7763004B2 (en) | 2005-05-18 | 2010-07-27 | The Procter & Gamble Company | Disposable absorbent article having layered containment pockets |
| JP4727494B2 (en) | 2005-05-19 | 2011-07-20 | ユニ・チャーム株式会社 | Pants-type disposable wearing articles |
| US20060264861A1 (en) | 2005-05-20 | 2006-11-23 | Lavon Gary D | Disposable absorbent article having breathable side flaps |
| JP4484765B2 (en) | 2005-05-23 | 2010-06-16 | 花王株式会社 | Absorbent articles |
| US20060271010A1 (en) | 2005-05-24 | 2006-11-30 | Lavon Gary D | Loincloth diaper |
| JP4322228B2 (en) | 2005-05-30 | 2009-08-26 | 花王株式会社 | Sanitary napkin |
| US8187239B2 (en) | 2005-05-31 | 2012-05-29 | The Procter & Gamble Company | Side notched folded diaper |
| US7435316B2 (en) | 2005-06-08 | 2008-10-14 | The Procter & Gamble Company | Embossing process including discrete and linear embossing elements |
| JP4352027B2 (en) | 2005-06-13 | 2009-10-28 | 大王製紙株式会社 | Absorbent articles |
| WO2006134906A1 (en) | 2005-06-14 | 2006-12-21 | Daio Paper Corporation | Absorbent article |
| JP4954502B2 (en) | 2005-06-14 | 2012-06-20 | 大王製紙株式会社 | Absorbent articles |
| EP1862155A1 (en) | 2006-05-29 | 2007-12-05 | Paper-Pak Sweden Ab | Absorbent pad |
| DE102005030182A1 (en) | 2005-06-29 | 2007-01-04 | Paul Hartmann Ag | Disposable absorbent hygiene product in pant form |
| JP4652911B2 (en) | 2005-07-01 | 2011-03-16 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4540563B2 (en) | 2005-07-08 | 2010-09-08 | 花王株式会社 | Absorbent articles |
| CA2611329A1 (en) | 2005-07-13 | 2007-01-18 | Sca Hygiene Products Ab | Absorbent article having improved fit |
| JP4658197B2 (en) | 2005-07-26 | 2011-03-23 | ザ プロクター アンド ギャンブル カンパニー | A flexible absorbent article with further improved body fit |
| US7931636B2 (en) | 2005-08-04 | 2011-04-26 | The Procter & Gamble Company | Simple disposable absorbent article |
| WO2007022486A1 (en) | 2005-08-19 | 2007-02-22 | The Procter & Gamble Company | Absorbent article |
| US20070049897A1 (en) | 2005-08-24 | 2007-03-01 | Lavon Gary D | Disposable pull-on garment having frangible belt |
| US20070049892A1 (en) | 2005-08-30 | 2007-03-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article with core wrap |
| US20070044903A1 (en) | 2005-08-30 | 2007-03-01 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for making absorbent article with core wrap |
| ITBO20050551A1 (en) | 2005-09-09 | 2007-03-10 | Gdm Spa | UNIT AND METHOD FOR THE FORMATION OF ABSORBENT PADDING PADS |
| ATE418949T1 (en) | 2005-09-23 | 2009-01-15 | Procter & Gamble | PERFORATED TOP AND LIQUID ABSORPTION LAYER |
| EP1767177B1 (en) | 2005-09-23 | 2016-06-15 | The Procter & Gamble Company | Apertured liquid acquisition layer with caliper recovery |
| JP4913381B2 (en) | 2005-09-26 | 2012-04-11 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4627473B2 (en) | 2005-09-28 | 2011-02-09 | 株式会社リブドゥコーポレーション | Men's urine absorbent product |
| JP4627472B2 (en) | 2005-09-28 | 2011-02-09 | 株式会社リブドゥコーポレーション | Men's urine absorbent product |
| JP4693574B2 (en) | 2005-09-29 | 2011-06-01 | 花王株式会社 | Absorbent articles |
| JP4619253B2 (en) | 2005-09-29 | 2011-01-26 | 花王株式会社 | Absorbent articles |
| US20070078422A1 (en) | 2005-09-30 | 2007-04-05 | Tyco Healthcare Retail Services Ag | Absorbent article configured for controlled deformation and method of making the same |
| JP4889276B2 (en) | 2005-10-13 | 2012-03-07 | 花王株式会社 | Absorbent articles |
| US8114059B2 (en) | 2005-10-14 | 2012-02-14 | The Procter & Gamble Company | Absorbent article including barrier leg cuff structure and absorbent core with superabsorbent material |
| WO2007049725A1 (en) | 2005-10-26 | 2007-05-03 | Daio Paper Corporation | Absorbable article |
| JP4953618B2 (en) | 2005-11-02 | 2012-06-13 | ユニ・チャーム株式会社 | Absorbent articles |
| UA92036C2 (en) | 2005-11-02 | 2010-09-27 | Уни-Шарм Корпорейшн | Absorbent article |
| US7737324B2 (en) | 2005-11-23 | 2010-06-15 | The Procter & Gamble Company | Disposable absorbent article having deployable chassis ears |
| JP5024918B2 (en) | 2005-11-25 | 2012-09-12 | 大王製紙株式会社 | Absorbent articles |
| US20070123834A1 (en) | 2005-11-28 | 2007-05-31 | Kimberly-Clark Worldwide, Inc. | Flexible absorbent article |
| JP2007152033A (en) | 2005-12-08 | 2007-06-21 | Uni Charm Corp | Absorbent article |
| JP4587947B2 (en) | 2005-12-08 | 2010-11-24 | ユニ・チャーム株式会社 | Absorbent articles |
| AU2005339193A1 (en) | 2005-12-15 | 2007-06-21 | Sca Hygiene Products Ab | Absorbent article |
| EP1965740B1 (en) | 2005-12-21 | 2017-03-29 | SCA Hygiene Products AB | Absorbent article comprising a liquid-permeable material layer |
| JP4739942B2 (en) | 2005-12-22 | 2011-08-03 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4974524B2 (en) | 2005-12-27 | 2012-07-11 | 花王株式会社 | Absorbent articles |
| US20070156110A1 (en) | 2006-01-05 | 2007-07-05 | Kevin Thyfault | Diaper with baffle overflow protection |
| JP4757039B2 (en) | 2006-01-25 | 2011-08-24 | 花王株式会社 | Absorbent articles |
| JP2007202575A (en) | 2006-01-30 | 2007-08-16 | Livedo Corporation | Absorbing laminated body and disposable absorbing article |
| US8148598B2 (en) | 2006-02-22 | 2012-04-03 | Dsg Technology Holdings Limited | Method of making an absorbent composite and absorbent articles employing the same |
| US7803145B2 (en) | 2006-03-16 | 2010-09-28 | Mcneil-Ppc, Inc. | Drapeable absorbent article |
| US20070219521A1 (en) | 2006-03-17 | 2007-09-20 | The Procter & Gamble Company | Absorbent article comprising a synthetic polymer derived from a renewable resource and methods of producing said article |
| JP2007267763A (en) | 2006-03-30 | 2007-10-18 | Kao Corp | Absorbent article and manufacturing method thereof |
| US8664467B2 (en) | 2006-03-31 | 2014-03-04 | The Procter & Gamble Company | Absorbent articles with feedback signal upon urination |
| JP5074703B2 (en) | 2006-04-06 | 2012-11-14 | ユニ・チャーム株式会社 | Disposable diapers |
| JP4836639B2 (en) | 2006-04-12 | 2011-12-14 | 花王株式会社 | Absorbent articles |
| US8198506B2 (en) | 2006-04-21 | 2012-06-12 | Kimberly-Clark Worldwide, Inc. | Stabilized absorbent composite |
| US7718021B2 (en) | 2006-04-21 | 2010-05-18 | Kimberly-Clark Worldwide, Inc. | Method for making a stabilized absorbent composite |
| JP4890947B2 (en) | 2006-06-02 | 2012-03-07 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5154143B2 (en) | 2006-06-02 | 2013-02-27 | ユニ・チャーム株式会社 | Absorbent articles |
| CN101460125B (en) | 2006-06-09 | 2013-06-19 | 宝洁公司 | Stretch laminate, method of making, and absorbent article |
| JP5123512B2 (en) | 2006-06-23 | 2013-01-23 | ユニ・チャーム株式会社 | Non-woven |
| JP5139286B2 (en) | 2006-07-05 | 2013-02-06 | ユニ・チャーム株式会社 | Absorbent articles |
| DE102006035945B4 (en) | 2006-07-31 | 2011-03-03 | Harald Dr. Schmidt | Dehydrable personal care article, method of dehydrating a personal care article and device of dehydrating a personal care article |
| WO2008018922A1 (en) | 2006-08-04 | 2008-02-14 | Litvay John D | Absorbent product with dehydration detection system |
| US7910797B2 (en) | 2006-09-18 | 2011-03-22 | The Procter & Gamble Company | Absorbent articles having a sensation aspect |
| JP4785693B2 (en) | 2006-09-27 | 2011-10-05 | 花王株式会社 | Absorbent articles |
| JP2008104850A (en) | 2006-09-29 | 2008-05-08 | Toyo Ink Mfg Co Ltd | Wet indicator composition |
| JP4439504B2 (en) | 2006-10-05 | 2010-03-24 | 花王株式会社 | Sanitary napkin |
| JP4315970B2 (en) | 2006-10-05 | 2009-08-19 | 花王株式会社 | Absorbent articles |
| JP5080189B2 (en) | 2006-10-06 | 2012-11-21 | 花王株式会社 | Sanitary napkin |
| JP2008093289A (en) | 2006-10-13 | 2008-04-24 | Kao Corp | Absorbent articles |
| JP4889451B2 (en) | 2006-11-09 | 2012-03-07 | 花王株式会社 | Absorbent articles |
| EP2087866A4 (en) | 2006-11-22 | 2011-12-28 | Uni Charm Corp | Absorptive article and method of producing the same |
| US8998871B2 (en) | 2006-11-22 | 2015-04-07 | Uni-Charm Corporation | Absorbent article with compressed channel portions |
| JP5054963B2 (en) | 2006-11-27 | 2012-10-24 | ユニ・チャーム株式会社 | Absorbent articles |
| US8258367B2 (en) | 2006-11-29 | 2012-09-04 | The Procter & Gamble Company | Disposable absorbent articles having an interior design signal |
| JP2008136739A (en) | 2006-12-04 | 2008-06-19 | Kao Corp | Absorbent articles |
| KR20090091318A (en) | 2006-12-07 | 2009-08-27 | 유니 참 코포레이션 | Absorbent articles |
| JP4776516B2 (en) | 2006-12-11 | 2011-09-21 | 花王株式会社 | Absorbent articles |
| JP5404051B2 (en) | 2006-12-12 | 2014-01-29 | ユニ・チャーム株式会社 | Composite sheet and absorbent article using composite sheet |
| JP5171643B2 (en) | 2006-12-13 | 2013-03-27 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4931572B2 (en) | 2006-12-18 | 2012-05-16 | 花王株式会社 | Disposable diapers |
| JP4789793B2 (en) | 2006-12-20 | 2011-10-12 | 花王株式会社 | Absorbent articles |
| RU2434618C2 (en) | 2006-12-28 | 2011-11-27 | Дайо Пейпер Корпорейшн | Disposable diaper |
| JP5105884B2 (en) | 2007-01-17 | 2012-12-26 | 花王株式会社 | Absorbent articles |
| JP4364247B2 (en) | 2007-02-05 | 2009-11-11 | ユニ・チャーム株式会社 | Absorbent articles |
| JP4825149B2 (en) | 2007-02-16 | 2011-11-30 | ユニ・チャーム株式会社 | Disposable body fluid treatment article |
| US7736688B2 (en) | 2007-02-23 | 2010-06-15 | Procter & Gamble | Printed web and method for making |
| US7935207B2 (en) | 2007-03-05 | 2011-05-03 | Procter And Gamble Company | Absorbent core for disposable absorbent article |
| US8502013B2 (en) | 2007-03-05 | 2013-08-06 | The Procter And Gamble Company | Disposable absorbent article |
| US20080221539A1 (en) | 2007-03-05 | 2008-09-11 | Jean Jianqun Zhao | Absorbent core for disposable absorbent article |
| US7935099B2 (en) | 2007-03-14 | 2011-05-03 | The Procter & Gamble Company | Absorbent article with patterned SBS based adhesive |
| ES2455500T3 (en) | 2007-03-26 | 2014-04-15 | Fameccanica.Data S.P.A. | Absorbent element for hygienic products, which has expandable cavities containing superabsorbent material and manufacturing process |
| JP4922802B2 (en) | 2007-03-26 | 2012-04-25 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5060815B2 (en) | 2007-03-30 | 2012-10-31 | ユニ・チャーム株式会社 | Absorbent articles |
| US7914723B2 (en) | 2007-04-24 | 2011-03-29 | Ahlstrom Corporation | Nonwoven bonding patterns producing fabrics with improved abrasion resistance and softness |
| JP4261593B2 (en) | 2007-04-27 | 2009-04-30 | ユニ・チャーム株式会社 | Absorbent articles |
| US20080281287A1 (en) | 2007-05-08 | 2008-11-13 | Marcelo Ana Maria Elena R | Sanitary napkin including body-facing protrusions for preventing side leakage and obliquely arranged embossed channels |
| USD569971S1 (en) | 2007-05-08 | 2008-05-27 | Mcneil-Ppc, Inc. | Sanitary napkin |
| AU2007353890B2 (en) | 2007-05-21 | 2013-01-10 | Essity Hygiene And Health Aktiebolag | Absorbent article with improved fit |
| ES2368352T3 (en) | 2007-05-25 | 2011-11-16 | The Procter & Gamble Company | FEMALE HYGIENE ITEM WITH A PRINTED DESIGN AND A PRINTED DESIGN. |
| JP4754528B2 (en) | 2007-05-28 | 2011-08-24 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5007156B2 (en) | 2007-05-29 | 2012-08-22 | 大王製紙株式会社 | Absorbent articles |
| JP5007157B2 (en) | 2007-05-31 | 2012-08-22 | 大王製紙株式会社 | Absorbent articles |
| CN101677890A (en) | 2007-06-18 | 2010-03-24 | 宝洁公司 | Disposable absorbent article having enhanced absorbent performance with substantially continuously distributed absorbent particulate polymer material |
| US8017827B2 (en) | 2007-06-18 | 2011-09-13 | The Procter & Gamble Company | Disposable absorbent article with enhanced absorption properties |
| DE112008000009T5 (en) | 2007-06-18 | 2009-04-23 | The Procter & Gamble Company, Cincinnati | Double-folded disposable absorbent article, packaged absorbent article, and packaged absorbent article array with substantially continuously dispersed particulate polymeric absorbent material |
| JP2010529878A (en) | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | A better-fit disposable absorbent article having a substantially continuously distributed absorbent particulate polymer material |
| US20080312620A1 (en) | 2007-06-18 | 2008-12-18 | Gregory Ashton | Better Fitting Disposable Absorbent Article With Absorbent Particulate Polymer Material |
| GB2454301B (en) | 2007-06-18 | 2012-03-28 | Procter & Gamble | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US20080312628A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Sealed Absorbent Core With Absorbent Particulate Polymer Material |
| JP4540126B2 (en) | 2007-06-28 | 2010-09-08 | 大王製紙株式会社 | Individual absorbent articles |
| JP5089269B2 (en) | 2007-06-29 | 2012-12-05 | 大王製紙株式会社 | Absorbent pad and absorbent article |
| JP5123583B2 (en) | 2007-06-29 | 2013-01-23 | ユニ・チャーム株式会社 | Absorbent articles |
| US7942858B2 (en) | 2007-07-03 | 2011-05-17 | Mcneil-Ppc, Inc. | Sanitary napkin including body-facing protrusions and arcuately arranged embossed channels |
| SA08290402B1 (en) | 2007-07-04 | 2014-05-22 | نيبون شوكوباي كو. ، ليمتد | Particulate Water Absorbing Agent and Manufacturing Method of Same |
| CN101686886B (en) | 2007-07-05 | 2012-12-26 | Sca卫生用品公司 | Absorbent article |
| US7816426B2 (en) | 2007-07-16 | 2010-10-19 | Evonik Stockhausen, Llc | Superabsorbent polymer compositions having color stability |
| JP5054454B2 (en) | 2007-07-25 | 2012-10-24 | 王子ネピア株式会社 | Absorbent articles |
| JP5210565B2 (en) | 2007-07-30 | 2013-06-12 | ユニ・チャーム株式会社 | Absorbent articles |
| CN101377571A (en) | 2007-08-28 | 2009-03-04 | 鸿富锦精密工业(深圳)有限公司 | Stereo projection optical system |
| GB2452260A (en) | 2007-08-28 | 2009-03-04 | Simon Rhys David | Nappy having an uneven outer surface when wet |
| JP5053765B2 (en) | 2007-09-04 | 2012-10-17 | 花王株式会社 | Single body of sanitary napkin |
| JP5043569B2 (en) | 2007-09-04 | 2012-10-10 | 花王株式会社 | Sanitary napkin |
| JP4481325B2 (en) | 2007-09-06 | 2010-06-16 | 花王株式会社 | Sanitary napkin |
| JP5139017B2 (en) | 2007-09-26 | 2013-02-06 | ユニ・チャーム株式会社 | Absorbent articles |
| US8360977B2 (en) | 2007-09-27 | 2013-01-29 | Baxter International Inc. | Continuity circuits for detecting access disconnection |
| JP5129537B2 (en) | 2007-09-28 | 2013-01-30 | 大王製紙株式会社 | Absorbent articles |
| JP5043591B2 (en) | 2007-10-22 | 2012-10-10 | 花王株式会社 | Sanitary napkin |
| JP5084442B2 (en) | 2007-10-25 | 2012-11-28 | 花王株式会社 | Sanitary napkin |
| US20090112173A1 (en) | 2007-10-30 | 2009-04-30 | Kofi Ayensu Bissah | Absorbent article including an absorbent layer having a plurality of spaced beam elements |
| USD569505S1 (en) | 2007-10-30 | 2008-05-20 | Mcneil-Ppc Usa L156B | Sanitary napkin |
| US20090112175A1 (en) | 2007-10-30 | 2009-04-30 | Kofi Ayensu Bissah | Absorbent article including an absorbent layer having a plurality of spaced beam elements |
| USD568990S1 (en) | 2007-10-30 | 2008-05-13 | Mcneil-Ppc | Sanitary napkin |
| JP5132264B2 (en) | 2007-11-07 | 2013-01-30 | 花王株式会社 | Absorbent articles |
| JP4801035B2 (en) | 2007-11-30 | 2011-10-26 | 大王製紙株式会社 | Absorbent article and manufacturing method thereof |
| JP5084476B2 (en) | 2007-12-05 | 2012-11-28 | 花王株式会社 | Absorbent articles |
| JP5070022B2 (en) | 2007-12-10 | 2012-11-07 | 花王株式会社 | Absorbent articles |
| JP2009142401A (en) | 2007-12-12 | 2009-07-02 | Kao Corp | Absorbent articles |
| US20090157022A1 (en) | 2007-12-13 | 2009-06-18 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having a wetness indicator |
| US8575418B2 (en) | 2007-12-21 | 2013-11-05 | Sca Hygiene Products Ab | Absorbent article with ventilated topsheet |
| JP4969437B2 (en) | 2007-12-28 | 2012-07-04 | 花王株式会社 | Absorbent articles |
| JP4615026B2 (en) | 2008-01-18 | 2011-01-19 | 花王株式会社 | Absorbent articles |
| JP5091698B2 (en) | 2008-01-30 | 2012-12-05 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5164602B2 (en) | 2008-02-25 | 2013-03-21 | ユニ・チャーム株式会社 | Absorbent articles |
| JP2009201878A (en) | 2008-02-29 | 2009-09-10 | Uni Charm Corp | Absorbent article |
| AU2009218085A1 (en) | 2008-02-29 | 2009-09-03 | Unicharm Corporation | Absorptive article |
| JP5383064B2 (en) | 2008-03-04 | 2014-01-08 | ユニ・チャーム株式会社 | Absorbent article with pattern |
| JP5383063B2 (en) | 2008-03-04 | 2014-01-08 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5185665B2 (en) | 2008-03-14 | 2013-04-17 | ユニ・チャーム株式会社 | Absorbent articles |
| US20090240220A1 (en) | 2008-03-20 | 2009-09-24 | Kimberly-Clark Worldwide, Inc | Compressed Substrates Configured to Deliver Active Agents |
| JP5075703B2 (en) | 2008-03-26 | 2012-11-21 | 王子ネピア株式会社 | Absorbent articles |
| JP5279318B2 (en) | 2008-03-31 | 2013-09-04 | ユニ・チャーム株式会社 | Absorbent article and manufacturing method thereof |
| JP5328203B2 (en) | 2008-03-31 | 2013-10-30 | ユニ・チャーム株式会社 | Disposable absorbent wearing articles |
| WO2009130915A1 (en) | 2008-04-25 | 2009-10-29 | 株式会社日本触媒 | Water-absorbable polyacrylic acid (salt) resin and process for production thereof |
| JP5264270B2 (en) | 2008-04-28 | 2013-08-14 | 花王株式会社 | Absorbent articles |
| US9044359B2 (en)* | 2008-04-29 | 2015-06-02 | The Procter & Gamble Company | Disposable absorbent article with absorbent particulate polymer material distributed for improved isolation of body exudates |
| EP2285326A1 (en) | 2008-04-29 | 2011-02-23 | The Procter & Gamble Company | Process for making an absorbent core with strain resistant core cover |
| JP5197147B2 (en) | 2008-05-15 | 2013-05-15 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5258379B2 (en) | 2008-05-15 | 2013-08-07 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5258380B2 (en) | 2008-05-15 | 2013-08-07 | ユニ・チャーム株式会社 | Absorbent articles |
| WO2009145137A1 (en) | 2008-05-28 | 2009-12-03 | ユニ・チャーム株式会社 | Absorptive article and sanitary napkin |
| US20090299312A1 (en) | 2008-05-30 | 2009-12-03 | Kimberly-Clark Worldwide, Inc. | Twisted, Compressed Substrates as Wetness Indicators in Absorbent Articles |
| JP5189901B2 (en) | 2008-06-06 | 2013-04-24 | 花王株式会社 | Absorbent articles |
| JP5173616B2 (en) | 2008-06-10 | 2013-04-03 | 花王株式会社 | Absorbent articles |
| CN102065816A (en) | 2008-06-13 | 2011-05-18 | 宝洁公司 | Better fitting diaper or pant with absorbent particulate polymer material and preformed crotch |
| JP2010017342A (en) | 2008-07-10 | 2010-01-28 | Oji Nepia Co Ltd | Absorbent article |
| JP5230289B2 (en) | 2008-07-18 | 2013-07-10 | 大王製紙株式会社 | Absorbent articles |
| CN201263750Y (en) | 2008-08-07 | 2009-07-01 | 江苏紫荆花纺织科技股份有限公司 | Feminine napkin |
| JP2010046155A (en) | 2008-08-19 | 2010-03-04 | Kami Shoji Kk | Disposable diaper |
| JP5175147B2 (en) | 2008-08-29 | 2013-04-03 | 花王株式会社 | Absorbent articles |
| JP5306753B2 (en) | 2008-09-12 | 2013-10-02 | ユニ・チャーム株式会社 | Body fluid absorbent article |
| CN102149358B (en) | 2008-09-12 | 2013-07-31 | 尤妮佳股份有限公司 | Absorbent article |
| JP5328273B2 (en) | 2008-09-17 | 2013-10-30 | ユニ・チャーム株式会社 | Body fluid absorbent article |
| JP5336138B2 (en) | 2008-09-26 | 2013-11-06 | 花王株式会社 | Absorbent articles |
| JP5305812B2 (en) | 2008-09-30 | 2013-10-02 | 大王製紙株式会社 | Absorbent articles |
| JP4937225B2 (en) | 2008-10-02 | 2012-05-23 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP5306773B2 (en) | 2008-10-29 | 2013-10-02 | ユニ・チャーム株式会社 | Liquid absorbing structure for worn articles |
| JP5250386B2 (en) | 2008-10-30 | 2013-07-31 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| JP5270301B2 (en) | 2008-10-30 | 2013-08-21 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| US8205066B2 (en) | 2008-10-31 | 2012-06-19 | Convey Computer | Dynamically configured coprocessor for different extended instruction set personality specific to application program with shared memory storing instructions invisibly dispatched from host processor |
| JP5384909B2 (en) | 2008-11-07 | 2014-01-08 | ユニ・チャーム株式会社 | Liquid absorbing structure and wearing article including the same |
| JP5243195B2 (en) | 2008-11-17 | 2013-07-24 | 花王株式会社 | Absorbent articles |
| JP5384915B2 (en) | 2008-11-19 | 2014-01-08 | ユニ・チャーム株式会社 | Wearing article |
| JP5199040B2 (en) | 2008-11-21 | 2013-05-15 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| JP5329930B2 (en) | 2008-12-03 | 2013-10-30 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| JP5243212B2 (en) | 2008-12-03 | 2013-07-24 | 花王株式会社 | Absorbent articles |
| JP5590790B2 (en) | 2008-12-04 | 2014-09-17 | 大王製紙株式会社 | Absorbent articles |
| JP5452910B2 (en) | 2008-12-08 | 2014-03-26 | 花王株式会社 | Absorbent articles |
| JP5319263B2 (en) | 2008-12-12 | 2013-10-16 | 花王株式会社 | Absorbent articles |
| JP5503867B2 (en) | 2008-12-15 | 2014-05-28 | 花王株式会社 | Absorbent article and manufacturing method thereof |
| WO2010071508A1 (en) | 2008-12-16 | 2010-06-24 | Sca Hygiene Products Ab | Absorbent article with improved waste containment |
| JP5455363B2 (en) | 2008-12-25 | 2014-03-26 | ユニ・チャーム株式会社 | Thin absorbent article |
| JP5294837B2 (en) | 2008-12-25 | 2013-09-18 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5317685B2 (en) | 2008-12-25 | 2013-10-16 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5407413B2 (en) | 2009-02-25 | 2014-02-05 | 王子ホールディングス株式会社 | Disposable diapers |
| JP5544100B2 (en)* | 2009-02-27 | 2014-07-09 | 大王製紙株式会社 | Absorbent articles |
| JP5243308B2 (en) | 2009-03-05 | 2013-07-24 | 花王株式会社 | Absorbent articles |
| CN102355878B (en) | 2009-03-19 | 2013-10-16 | 尤妮佳股份有限公司 | Absorbent article |
| JP4850272B2 (en) | 2009-05-29 | 2012-01-11 | 大王製紙株式会社 | Absorbent articles |
| JP5815916B2 (en) | 2009-03-31 | 2015-11-17 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5414099B2 (en) | 2009-03-31 | 2014-02-12 | ユニ・チャーム株式会社 | Absorbent articles |
| US8283516B2 (en) | 2009-04-01 | 2012-10-09 | Litvay John D | Absorbent product with low dryness index |
| GB0906056D0 (en) | 2009-04-08 | 2009-05-20 | Brightwake Ltd | Absorbent wound dressing for wrapping around jointed limbs |
| JP5602382B2 (en) | 2009-04-10 | 2014-10-08 | ユニ・チャーム株式会社 | Absorbent articles |
| EP2238957A1 (en) | 2009-04-10 | 2010-10-13 | The Procter & Gamble Company | Absorbent core |
| US8927801B2 (en) | 2009-04-13 | 2015-01-06 | The Procter & Gamble Company | Absorbent articles comprising wetness indicators |
| US8034991B2 (en) | 2009-04-29 | 2011-10-11 | Johnson & Johnson Ind. E Com. Ltda | Absorbent article including a plurality of longitudinally extending channels |
| US8975466B2 (en) | 2009-04-29 | 2015-03-10 | Eveready Battery Company, Inc. | Absorbent article including a plurality of longitudinally extending channels |
| US8124828B2 (en) | 2009-05-19 | 2012-02-28 | The Procter & Gamble Company | Attachment areas for wearable absorbent articles |
| JP2012527267A (en) | 2009-05-20 | 2012-11-08 | ビーエーエスエフ ソシエタス・ヨーロピア | Water-absorbing storage layer |
| JP5775250B2 (en) | 2009-05-28 | 2015-09-09 | 王子ホールディングス株式会社 | Method for manufacturing absorbent article |
| US20100305537A1 (en) | 2009-06-02 | 2010-12-02 | Gregory Ashton | Better Fitting Diaper Or Pant With Absorbent Particulate Polymer Material And Preformed Crotch |
| US20100312208A1 (en) | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Fluid Permeable Structured Fibrous Web |
| JP5444864B2 (en) | 2009-06-15 | 2014-03-19 | 王子ホールディングス株式会社 | Absorbent articles |
| JP5390976B2 (en) | 2009-07-31 | 2014-01-15 | 大王製紙株式会社 | Absorbent articles |
| US8764719B2 (en) | 2009-09-04 | 2014-07-01 | Johnson & Johnson Ind. E Com. Ltda | Absorbent article including an absorbent core layer having a material free zone and a transfer layer arranged below the absorbent core layer |
| JP2011067484A (en) | 2009-09-28 | 2011-04-07 | Kao Corp | Absorbent article |
| JP2011072720A (en) | 2009-10-01 | 2011-04-14 | Livedo Corporation | Absorbent article |
| KR101651675B1 (en) | 2009-10-30 | 2016-08-29 | 유한킴벌리 주식회사 | Absorbent article with annular absorbent member |
| JP5548431B2 (en) | 2009-11-13 | 2014-07-16 | 花王株式会社 | Absorbent articles |
| JP5566666B2 (en) | 2009-11-13 | 2014-08-06 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5411663B2 (en) | 2009-11-17 | 2014-02-12 | 花王株式会社 | Absorbent articles |
| JP5258736B2 (en) | 2009-11-30 | 2013-08-07 | ユニ・チャーム株式会社 | Disposable diapers |
| EP2329803B1 (en) | 2009-12-02 | 2019-06-19 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| JP5374345B2 (en) | 2009-12-09 | 2013-12-25 | 花王株式会社 | Sanitary napkin |
| JP5340903B2 (en) | 2009-12-10 | 2013-11-13 | 株式会社リブドゥコーポレーション | Absorbent articles |
| US20110144602A1 (en) | 2009-12-11 | 2011-06-16 | Andrew Mark Long | Absorbent Article With Shorter Rise And Tactile Training Cue |
| JP5341738B2 (en) | 2009-12-15 | 2013-11-13 | 花王株式会社 | Absorbent articles |
| US20110152813A1 (en) | 2009-12-17 | 2011-06-23 | Daniel Lee Ellingson | Absorbent Article with Channel Portion |
| JP5394909B2 (en) | 2009-12-18 | 2014-01-22 | 白十字株式会社 | Disposable absorbent article |
| JP5548439B2 (en) | 2009-12-22 | 2014-07-16 | 花王株式会社 | Absorbent articles |
| JP5475431B2 (en) | 2009-12-22 | 2014-04-16 | 花王株式会社 | Absorbent articles |
| JP5016020B2 (en) | 2009-12-25 | 2012-09-05 | 花王株式会社 | Cage sheet |
| JP4969640B2 (en) | 2009-12-25 | 2012-07-04 | 花王株式会社 | Absorbent articles |
| JP5070275B2 (en) | 2009-12-25 | 2012-11-07 | 花王株式会社 | Absorbent article surface sheet |
| JP4914487B2 (en) | 2009-12-25 | 2012-04-11 | 花王株式会社 | Absorbent articles |
| JP5457829B2 (en) | 2009-12-28 | 2014-04-02 | ユニ・チャーム株式会社 | Disposable wearing items |
| US8052454B2 (en) | 2009-12-31 | 2011-11-08 | Hon Hai Precision Ind. Co., Ltd. | Electrical connector with improved feature for securing solder ball thereon |
| US9549858B2 (en) | 2010-01-06 | 2017-01-24 | Ching-Yun Morris Yang | Ultra-thin absorbent article |
| CN201591689U (en) | 2010-01-19 | 2010-09-29 | 重庆丝爽卫生用品有限公司 | Novel sanitary napkin |
| JP5530733B2 (en) | 2010-01-29 | 2014-06-25 | 大王製紙株式会社 | Absorbent articles |
| JP5503988B2 (en) | 2010-01-29 | 2014-05-28 | 大王製紙株式会社 | Absorbent articles |
| JP5575496B2 (en) | 2010-02-03 | 2014-08-20 | 花王株式会社 | Absorbent articles |
| JP4979780B2 (en) | 2010-02-09 | 2012-07-18 | 花王株式会社 | Sanitary napkin |
| EP2533744A1 (en) | 2010-02-11 | 2012-12-19 | The Procter & Gamble Company | Absorbent article comprising fluid handling zones |
| JP5649313B2 (en) | 2010-02-26 | 2015-01-07 | ユニ・チャーム株式会社 | Absorbent article and method for manufacturing absorbent article |
| EP2549969A4 (en) | 2010-03-23 | 2014-04-30 | Unicharm Corp | Absorbent article |
| JP5665338B2 (en) | 2010-03-24 | 2015-02-04 | ユニ・チャーム株式会社 | Body fluid treatment article and method for producing the same |
| JP5391140B2 (en) | 2010-04-30 | 2014-01-15 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5504049B2 (en) | 2010-05-17 | 2014-05-28 | 株式会社リブドゥコーポレーション | Diapers |
| JP5624801B2 (en) | 2010-05-20 | 2014-11-12 | 花王株式会社 | Absorbent articles |
| JP5383589B2 (en) | 2010-05-20 | 2014-01-08 | ユニ・チャーム株式会社 | Body fluid absorber and method for producing the same |
| WO2011150955A1 (en) | 2010-05-31 | 2011-12-08 | Sca Hygiene Products Ab | Disposable absorbent article and set for forming an absorbent article |
| JP5737873B2 (en) | 2010-06-30 | 2015-06-17 | ユニ・チャーム株式会社 | Disposable diapers |
| JP2010221067A (en) | 2010-07-09 | 2010-10-07 | Uni Charm Corp | Absorbent article |
| JP5073882B1 (en) | 2010-07-15 | 2012-11-14 | ザ プロクター アンド ギャンブル カンパニー | Absorbent core |
| JP4980450B2 (en)* | 2010-07-26 | 2012-07-18 | ユニ・チャーム株式会社 | Disposable absorbent article |
| JP5800520B2 (en) | 2010-09-16 | 2015-10-28 | ユニ・チャーム株式会社 | Body fluid absorbent article |
| US8710293B2 (en) | 2010-09-21 | 2014-04-29 | Basf Se | Ultrathin fluid-absorbent cores |
| JP5769398B2 (en) | 2010-09-29 | 2015-08-26 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP5627978B2 (en) | 2010-09-30 | 2014-11-19 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP5773604B2 (en) | 2010-09-30 | 2015-09-02 | ユニ・チャーム株式会社 | Absorbent articles and disposable diapers |
| JP5847999B2 (en) | 2010-09-30 | 2016-01-27 | ユニ・チャーム株式会社 | Pants-type diapers |
| JP5602568B2 (en) | 2010-09-30 | 2014-10-08 | ユニ・チャーム株式会社 | Disposable wearing items |
| JP4855533B2 (en) | 2010-10-05 | 2012-01-18 | ユニ・チャーム株式会社 | Absorbent articles |
| JP2011000480A (en) | 2010-10-05 | 2011-01-06 | Uni Charm Corp | Absorptive article |
| JP5031082B2 (en) | 2010-10-12 | 2012-09-19 | ユニ・チャーム株式会社 | Method for manufacturing absorbent article |
| CN107095746B (en) | 2010-10-13 | 2021-04-30 | 干燥技术公司 | Absorbent structure |
| JP4971491B2 (en) | 2010-10-15 | 2012-07-11 | ユニ・チャーム株式会社 | Sanitary napkin |
| JP5868110B2 (en) | 2010-10-18 | 2016-02-24 | 花王株式会社 | Absorbent articles |
| DE102010043113A1 (en) | 2010-10-29 | 2012-05-03 | Evonik Stockhausen Gmbh | Process for the preparation of improved absorbent polymers by cryogenic milling |
| JP5688271B2 (en) | 2010-11-10 | 2015-03-25 | 花王株式会社 | Disposable diapers |
| JP5042351B2 (en) | 2010-11-17 | 2012-10-03 | 花王株式会社 | Absorbent articles |
| JP5679777B2 (en) | 2010-11-19 | 2015-03-04 | ユニ・チャーム株式会社 | Absorbent articles |
| KR20120055129A (en) | 2010-11-23 | 2012-05-31 | 동우 화인켐 주식회사 | Antireflective polarizing plate and image display apparatus comprising the same |
| US20120136329A1 (en) | 2010-11-30 | 2012-05-31 | Sca Hygiene Products Ab | Absorbent article with an acquisition distribution layer with channels |
| JP5715806B2 (en) | 2010-11-30 | 2015-05-13 | 花王株式会社 | Disposable diapers |
| JP5701027B2 (en) | 2010-11-30 | 2015-04-15 | ユニ・チャーム株式会社 | Disposable wearing items |
| AU2010364953B2 (en) | 2010-11-30 | 2015-12-03 | Kimberly-Clark Worldwide, Inc. | Absorbent article having asymmetric printed patterns for providing a functional cue |
| JP5766944B2 (en) | 2010-12-16 | 2015-08-19 | 花王株式会社 | Absorbent articles |
| MY164278A (en) | 2010-12-21 | 2017-11-30 | Kao Corp | Absorptive article |
| US20120165771A1 (en) | 2010-12-22 | 2012-06-28 | Kimberly-Clark Worldwide, Inc. | Absorbent Articles With Multiple Active Graphics |
| JP5697439B2 (en) | 2010-12-27 | 2015-04-08 | ユニ・チャーム株式会社 | Absorbent article package and method for folding absorbent article package |
| JP5783719B2 (en) | 2010-12-28 | 2015-09-24 | ユニ・チャーム株式会社 | Body fluid absorbent article including body fluid absorbent core |
| JP5769432B2 (en) | 2011-01-27 | 2015-08-26 | ユニ・チャーム株式会社 | Water-absorbent article having a pad form |
| JP2012152471A (en) | 2011-01-27 | 2012-08-16 | Unicharm Corp | Pad-shaped absorbent article |
| JP5695445B2 (en) | 2011-02-28 | 2015-04-08 | ユニ・チャーム株式会社 | Absorbent articles |
| JP5390550B2 (en) | 2011-02-28 | 2014-01-15 | 大王製紙株式会社 | Disposable diapers |
| JP5760515B2 (en) | 2011-03-02 | 2015-08-12 | 王子ホールディングス株式会社 | Absorbent articles |
| JP5818483B2 (en) | 2011-03-31 | 2015-11-18 | ユニ・チャーム株式会社 | Water-absorbing articles |
| US8884769B2 (en) | 2011-04-05 | 2014-11-11 | Guy R. Novak | Dimensionally-sensitive moisture sensor and an alarm system for an absorbent article |
| JP2012223231A (en) | 2011-04-15 | 2012-11-15 | Kao Corp | Disposable diaper |
| JP5922339B2 (en) | 2011-04-15 | 2016-05-24 | 花王株式会社 | Disposable diapers |
| WO2012170800A1 (en) | 2011-06-08 | 2012-12-13 | Cirque Corporation | Protecting data from data leakage or misuse while supporting multiple channels and physical interfaces |
| ES2459724T3 (en) | 2011-06-10 | 2014-05-12 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| JP5940655B2 (en) | 2011-06-10 | 2016-06-29 | ザ プロクター アンド ギャンブル カンパニー | Absorbent core for disposable absorbent articles |
| EP2532332B2 (en) | 2011-06-10 | 2017-10-04 | The Procter and Gamble Company | Disposable diaper having reduced attachment between absorbent core and backsheet |
| EP2532334B1 (en) | 2011-06-10 | 2016-10-12 | The Procter and Gamble Company | Absorbent core for disposable absorbent article |
| EP2535027B1 (en) | 2011-06-17 | 2022-08-17 | The Procter & Gamble Company | Absorbent article having improved absorption properties |
| MX2013014783A (en) | 2011-06-21 | 2014-07-28 | Procter & Gamble | Absorbent article with waistband having consolidation. |
| JP5085770B2 (en) | 2011-06-27 | 2012-11-28 | 大王製紙株式会社 | Absorbent articles |
| JP5851128B2 (en) | 2011-06-27 | 2016-02-03 | ユニ・チャーム株式会社 | Disposable wearing items |
| US9681996B2 (en) | 2011-08-11 | 2017-06-20 | 3M Innovative Properties Company | Wetness sensors |
| JP5885963B2 (en) | 2011-08-11 | 2016-03-16 | ユニ・チャーム株式会社 | Disposable wearing items |
| US10828204B2 (en) | 2011-09-08 | 2020-11-10 | Curt G. Joa, Inc. | Apparatus and method for forming absorbent cores |
| JP5814063B2 (en) | 2011-09-30 | 2015-11-17 | ユニ・チャーム株式会社 | Disposable wearing items |
| ES2686023T5 (en) | 2011-10-18 | 2024-11-27 | Basf Se | Fluid absorbent article |
| EP2586410A1 (en) | 2011-10-24 | 2013-05-01 | Bostik SA | Novel process for preparing an absorbent article |
| EP2586409A1 (en) | 2011-10-24 | 2013-05-01 | Bostik SA | New absorbent article and process for making it |
| WO2013073614A1 (en) | 2011-11-15 | 2013-05-23 | 株式会社日本触媒 | Water absorbent composition and method for producing same, as well as storage and stocking method for same |
| JP6222886B2 (en) | 2011-11-25 | 2017-11-01 | ユニ・チャーム株式会社 | Absorbent article and manufacturing method thereof |
| JP5079931B1 (en) | 2012-03-15 | 2012-11-21 | 大王製紙株式会社 | Absorbent article |
| JP5270776B2 (en) | 2012-03-30 | 2013-08-21 | 大王製紙株式会社 | Sanitary napkin |
| EP2679210B1 (en) | 2012-06-28 | 2015-01-28 | The Procter & Gamble Company | Absorbent articles with improved core |
| EP2679209B1 (en) | 2012-06-28 | 2015-03-04 | The Procter & Gamble Company | Absorbent articles with improved core |
| EP2905072B1 (en) | 2012-10-03 | 2018-05-30 | Nippon Shokubai Co., Ltd. | Absorbent and manufacturing method therefor |
| EP2906167A1 (en) | 2012-10-15 | 2015-08-19 | The Procter & Gamble Company | Method for evaluating absorbency of an absorbent article |
| US20140121625A1 (en) | 2012-10-31 | 2014-05-01 | Kimberly-Clark Worldwide, Inc. | Absorbent Article |
| US9474660B2 (en) | 2012-10-31 | 2016-10-25 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| JP5255150B1 (en) | 2012-11-09 | 2013-08-07 | ユニ・チャーム株式会社 | Disposable diapers |
| MX348890B (en) | 2012-11-13 | 2017-07-03 | Procter & Gamble | Absorbent articles with channels and signals. |
| JP5291238B1 (en) | 2012-11-27 | 2013-09-18 | ユニ・チャーム株式会社 | Disposable diapers |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| PL2740452T3 (en) | 2012-12-10 | 2022-01-31 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| PL2740449T3 (en) | 2012-12-10 | 2019-07-31 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| EP2740450A1 (en) | 2012-12-10 | 2014-06-11 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| ITBO20130176A1 (en) | 2013-04-18 | 2014-10-19 | Gdm Spa | ABSORBENT HYGIENIC ITEM AND MACHINE TO REALIZE THIS ITEM. |
| DE202014011107U1 (en) | 2013-06-14 | 2017-12-15 | The Procter & Gamble Company | When wet, channels forming absorbent article and absorbent core |
| US20150065981A1 (en) | 2013-08-27 | 2015-03-05 | The Procter & Gamble Company | Absorbent Articles With Channels |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| JP6169800B2 (en) | 2013-09-16 | 2017-07-26 | ザ プロクター アンド ギャンブル カンパニー | Absorbent articles with channels and labels |
| EP2851048B1 (en) | 2013-09-19 | 2018-09-05 | The Procter and Gamble Company | Absorbent cores having material free areas |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| EP2886093B1 (en) | 2013-12-19 | 2016-09-21 | The Procter and Gamble Company | Absorbent Article comprising one or more colored areas |
| CN106061454A (en) | 2014-03-06 | 2016-10-26 | 宝洁公司 | 3D base |
| US20150250663A1 (en) | 2014-03-06 | 2015-09-10 | The Procter & Gamble Company | Three-dimensional substrates |
| EP3191042A1 (en) | 2014-09-12 | 2017-07-19 | The Procter and Gamble Company | Process for making an absorbent article comprising a topsheet/acquisition layer laminate |
- 2014
- 2014-05-07DEDE202014011107.3Upatent/DE202014011107U1/ennot_activeExpired - Lifetime
- 2014-05-07EPEP17183611.7Apatent/EP3254656B1/enactiveActive
- 2014-05-07EPEP17194255.0Apatent/EP3284450B1/ennot_activeRevoked
- 2014-05-07EPEP14167432.5Apatent/EP2813201B1/ennot_activeRevoked
- 2014-05-07ESES14167432.5Tpatent/ES2655690T3/enactiveActive
- 2014-05-07PLPL14167432Tpatent/PL2813201T3/enunknown
- 2014-05-07PLPL17183611Tpatent/PL3254656T3/enunknown
- 2014-05-07DEDE202014011155.3Upatent/DE202014011155U1/ennot_activeExpired - Lifetime
- 2014-06-05KRKR1020157035151Apatent/KR20160007618A/ennot_activeCeased
- 2014-06-05KRKR1020177008188Apatent/KR20170038091A/ennot_activeWithdrawn
- 2014-06-05CNCN201480031918.0Apatent/CN105263455B/enactiveActive
- 2014-06-05JPJP2016517989Apatent/JP6185163B2/enactiveActive
- 2014-06-05RURU2015149275Apatent/RU2643601C2/enactive
- 2014-06-05WOPCT/US2014/041059patent/WO2014200794A1/enactiveApplication Filing
- 2014-06-05MXMX2015017181Apatent/MX2015017181A/enunknown
- 2014-06-05USUS14/296,483patent/US10071002B2/enactiveActive
- 2014-06-05CACA2915216Apatent/CA2915216C/enactiveActive
- 2015
- 2015-12-11CLCL2015003597Apatent/CL2015003597A1/enunknown
- 2018
- 2018-07-30USUS16/048,876patent/US11273086B2/enactiveActive
Patent Citations (136)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5635A (en) | 1848-06-13 | Drafting and measuring garments | ||
| US3911173A (en) | 1973-02-05 | 1975-10-07 | Usm Corp | Adhesive process |
| US3848594A (en) | 1973-06-27 | 1974-11-19 | Procter & Gamble | Tape fastening system for disposable diaper |
| US3860003A (en) | 1973-11-21 | 1975-01-14 | Procter & Gamble | Contractable side portions for disposable diaper |
| US3860003B1 (en) | 1973-11-21 | 1989-04-18 | ||
| US3860003B2 (en) | 1973-11-21 | 1990-06-19 | Contractable side portions for disposable diaper | |
| US3929135A (en) | 1974-12-20 | 1975-12-30 | Procter & Gamble | Absorptive structure having tapered capillaries |
| US4342314A (en) | 1979-03-05 | 1982-08-03 | The Procter & Gamble Company | Resilient plastic web exhibiting fiber-like properties |
| US4340706A (en) | 1980-03-19 | 1982-07-20 | Seitetsu Kagaku Co., Ltd. | Alkali metal acrylate or ammonium acrylate polymer excellent in salt solution-absorbency and process for producing same |
| US4324246A (en) | 1980-05-12 | 1982-04-13 | The Procter & Gamble Company | Disposable absorbent article having a stain resistant topsheet |
| US4463045A (en) | 1981-03-02 | 1984-07-31 | The Procter & Gamble Company | Macroscopically expanded three-dimensional plastic web exhibiting non-glossy visible surface and cloth-like tactile impression |
| US4808178A (en) | 1981-07-17 | 1989-02-28 | The Proctor & Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| EP0083022A2 (en) | 1981-12-30 | 1983-07-06 | Seitetsu Kagaku Co., Ltd. | Water-absorbent resin having improved water-absorbency and improved water-dispersibility and process for producing same |
| DE3314019C2 (en) | 1982-04-19 | 1990-10-25 | Nippon Shokubai Kagaku Kogyo Co., Ltd., Osaka, Jp | |
| US4515595A (en) | 1982-11-26 | 1985-05-07 | The Procter & Gamble Company | Disposable diapers with elastically contractible waistbands |
| US4710189A (en) | 1983-03-18 | 1987-12-01 | The Procter & Gamble Company | Shaped disposable diapers with shaped elastically contractible waistbands |
| EP0149880A2 (en) | 1983-05-26 | 1985-07-31 | BASF Aktiengesellschaft | Non-woven webs of synthetic fibres consolidated by means of carboxylated styrene-butadiene latices, and disposable articles made therefrom |
| US4909803A (en) | 1983-06-30 | 1990-03-20 | The Procter And Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4731066A (en) | 1984-03-30 | 1988-03-15 | Personal Products Company | Elastic disposable diaper |
| US4573986A (en) | 1984-09-17 | 1986-03-04 | The Procter & Gamble Company | Disposable waste-containment garment |
| US4609518A (en) | 1985-05-31 | 1986-09-02 | The Procter & Gamble Company | Multi-phase process for debossing and perforating a polymeric web to coincide with the image of one or more three-dimensional forming structures |
| US4681793A (en) | 1985-05-31 | 1987-07-21 | The Procter & Gamble Company | Non-occluding, liquid-impervious, composite backsheet for absorptive devices |
| US4629643A (en) | 1985-05-31 | 1986-12-16 | The Procter & Gamble Company | Microapertured polymeric web exhibiting soft and silky tactile impression |
| US4695278A (en) | 1985-10-11 | 1987-09-22 | The Procter & Gamble Company | Absorbent article having dual cuffs |
| US4662875A (en) | 1985-11-27 | 1987-05-05 | The Procter & Gamble Company | Absorbent article |
| US4662875B1 (en) | 1985-11-27 | 1989-04-18 | ||
| US4699622A (en) | 1986-03-21 | 1987-10-13 | The Procter & Gamble Company | Disposable diaper having an improved side closure |
| US4795454A (en) | 1986-10-10 | 1989-01-03 | The Procter & Gamble Company | Absorbent article having leakage-resistant dual cuffs |
| US4795454C1 (en) | 1986-10-10 | 2001-06-26 | Procter & Gamble | Absorbent article having leakage resistant dual cuffs |
| US4846815A (en) | 1987-01-26 | 1989-07-11 | The Procter & Gamble Company | Disposable diaper having an improved fastening device |
| US4842666A (en) | 1987-03-07 | 1989-06-27 | H. B. Fuller Company | Process for the permanent joining of stretchable threadlike or small ribbonlike elastic elements to a flat substrate, as well as use thereof for producing frilled sections of film or foil strip |
| US4842666B1 (en) | 1987-03-07 | 1992-10-13 | Fuller H B Co | |
| US4785996A (en) | 1987-04-23 | 1988-11-22 | Nordson Corporation | Adhesive spray gun and nozzle attachment |
| US4963140A (en) | 1987-12-17 | 1990-10-16 | The Procter & Gamble Company | Mechanical fastening systems with disposal means for disposable absorbent articles |
| US4894060A (en) | 1988-01-11 | 1990-01-16 | Minnesota Mining And Manufacturing Company | Disposable diaper with improved hook fastener portion |
| US5006394A (en) | 1988-06-23 | 1991-04-09 | The Procter & Gamble Company | Multilayer polymeric film |
| WO1990015830A1 (en) | 1989-06-12 | 1990-12-27 | Weyerhaeuser Company | Hydrocolloid polymer |
| US4946527A (en) | 1989-09-19 | 1990-08-07 | The Procter & Gamble Company | Pressure-sensitive adhesive fastener and method of making same |
| US5137537A (en) | 1989-11-07 | 1992-08-11 | The Procter & Gamble Cellulose Company | Absorbent structure containing individualized, polycarboxylic acid crosslinked wood pulp cellulose fibers |
| DE4020780C1 (en) | 1990-06-29 | 1991-08-29 | Chemische Fabrik Stockhausen Gmbh, 4150 Krefeld, De | |
| US5499978A (en) | 1991-06-13 | 1996-03-19 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5221274A (en) | 1991-06-13 | 1993-06-22 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5242436A (en) | 1991-06-13 | 1993-09-07 | The Procter & Gamble Company | Absorbent article with fastening system providing dynamic elasticized waistband fit |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5591152A (en) | 1991-06-13 | 1997-01-07 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5507736A (en) | 1991-06-13 | 1996-04-16 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature comprising an expansive tummy panel |
| EP0530438A1 (en) | 1991-09-03 | 1993-03-10 | Hoechst Celanese Corporation | A superabsorbent polymer having improved absorbency properties |
| EP0543303A1 (en) | 1991-11-22 | 1993-05-26 | Hoechst Aktiengesellschaft | Hydrophilic hydrogels having a high swelling capacity |
| EP0547847A1 (en) | 1991-12-18 | 1993-06-23 | Nippon Shokubai Co., Ltd. | Process for producing water-absorbent resin |
| EP0559476A1 (en) | 1992-03-05 | 1993-09-08 | Nippon Shokubai Co., Ltd. | Method for the production of absorbent resin |
| WO1993021237A1 (en) | 1992-04-16 | 1993-10-28 | The Dow Chemical Company | Crosslinked hydrophilic resins and method of preparation |
| WO1994023761A2 (en) | 1993-04-05 | 1994-10-27 | The Procter & Gamble Company | Improved absorbent members having improved fluid distribution via low density and basis weight acquisition zones |
| EP0632068A1 (en) | 1993-06-18 | 1995-01-04 | Nippon Shokubai Co., Ltd. | Process for preparing absorbent resin |
| WO1995010996A1 (en) | 1993-10-21 | 1995-04-27 | The Procter & Gamble Company | Catamenial absorbent structures |
| WO1995011652A1 (en) | 1993-10-29 | 1995-05-04 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material located in discrete pockets having water-sensitive and water-insensitive containment structures |
| US6004306A (en) | 1993-11-19 | 1999-12-21 | The Procter & Gamble Company | Absorbent article with multi-directional extensible side panels |
| WO1995016746A1 (en) | 1993-12-13 | 1995-06-22 | E.I. Du Pont De Nemours And Company | Breathable film |
| US5554145A (en) | 1994-02-28 | 1996-09-10 | The Procter & Gamble Company | Absorbent article with multiple zone structural elastic-like film web extensible waist feature |
| US5486166A (en) | 1994-03-04 | 1996-01-23 | Kimberly-Clark Corporation | Fibrous nonwoven web surge layer for personal care absorbent articles and the like |
| US5490846A (en) | 1994-03-04 | 1996-02-13 | Kimberly-Clark Corporation | Surge management fibrous nonwoven web for personal care absorbent articles and the like |
| WO1995024173A2 (en) | 1994-03-10 | 1995-09-14 | The Procter & Gamble Company | Absorbent articles containing antibacterial agents in the topsheet for odor control |
| US5599335A (en) | 1994-03-29 | 1997-02-04 | The Procter & Gamble Company | Absorbent members for body fluids having good wet integrity and relatively high concentrations of hydrogel-forming absorbent polymer |
| US5700254A (en) | 1994-03-31 | 1997-12-23 | Kimberly-Clark Worldwide, Inc. | Liquid distribution layer for absorbent articles |
| US5549791A (en) | 1994-06-15 | 1996-08-27 | The Procter & Gamble Company | Individualized cellulosic fibers crosslinked with polyacrylic acid polymers |
| WO1995034329A1 (en) | 1994-06-15 | 1995-12-21 | The Procter & Gamble Company | Absorbent structure containing individualized cellulosic fibers crosslinked with polyacrylic acid polymers |
| US5849816A (en) | 1994-08-01 | 1998-12-15 | Leonard Pearlstein | Method of making high performance superabsorbent material |
| US5968025A (en) | 1994-11-28 | 1999-10-19 | The Procter & Gamble Company | Absorbent article having a lotioned topsheet |
| US5643588A (en) | 1994-11-28 | 1997-07-01 | The Procter & Gamble Company | Diaper having a lotioned topsheet |
| US5580411A (en) | 1995-02-10 | 1996-12-03 | The Procter & Gamble Company | Zero scrap method for manufacturing side panels for absorbent articles |
| US5569234A (en) | 1995-04-03 | 1996-10-29 | The Procter & Gamble Company | Disposable pull-on pant |
| US5609587A (en) | 1995-08-03 | 1997-03-11 | The Procter & Gamble Company | Diaper having a lotioned topsheet comprising a liquid polyol polyester emollient and an immobilizing agent |
| US5607760A (en) | 1995-08-03 | 1997-03-04 | The Procter & Gamble Company | Disposable absorbent article having a lotioned topsheet containing an emollient and a polyol polyester immobilizing agent |
| US5571096A (en) | 1995-09-19 | 1996-11-05 | The Procter & Gamble Company | Absorbent article having breathable side panels |
| DE19543368A1 (en) | 1995-11-21 | 1997-05-22 | Stockhausen Chem Fab Gmbh | Water-absorbing polymers with improved properties, process for their preparation and their use |
| DE19646484A1 (en) | 1995-11-21 | 1997-05-22 | Stockhausen Chem Fab Gmbh | Liquid-absorbing polymers, process for their preparation and their use |
| US5865823A (en) | 1996-11-06 | 1999-02-02 | The Procter & Gamble Company | Absorbent article having a breathable, fluid impervious backsheet |
| US6432098B1 (en) | 1997-09-04 | 2002-08-13 | The Procter & Gamble Company | Absorbent article fastening device |
| US5938648A (en) | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| DE19807502A1 (en) | 1998-02-21 | 1999-09-16 | Basf Ag | Process for post-crosslinking hydrogels with 2-oxazolidinones |
| EP0937736A2 (en) | 1998-02-24 | 1999-08-25 | Nippon Shokubai Co., Ltd. | Crosslinking a water-absorbing agent |
| DE19807992C1 (en) | 1998-02-26 | 1999-07-15 | Clariant Gmbh | Water absorbent polymers, surface crosslinked using bis-2-oxazolidinone and/or poly-2-oxazolidinones |
| US6716441B1 (en) | 1998-03-12 | 2004-04-06 | The Procter & Gamble Company | Compositions for efficient release of active ingredients |
| DE19854573A1 (en) | 1998-11-26 | 2000-05-31 | Basf Ag | Process for post-crosslinking hydrogels with 2-oxo-tetrahydro-1,3-oxazines |
| DE19854574A1 (en) | 1998-11-26 | 2000-05-31 | Basf Ag | Process for post-crosslinking hydrogels with N-acyl-2-oxazolidinones |
| WO2000059430A1 (en) | 1999-04-03 | 2000-10-12 | Kimberly-Clark Worldwide, Inc. | Intake/distribution material for personal care products |
| US20030105190A1 (en) | 1999-08-05 | 2003-06-05 | Diehl David F. | Latex binder for nonwoven fibers and article made therewith |
| US6632504B1 (en) | 2000-03-17 | 2003-10-14 | Bba Nonwovens Simpsonville, Inc. | Multicomponent apertured nonwoven |
| WO2002032962A2 (en) | 2000-10-20 | 2002-04-25 | Millennium Pharmaceuticals, Inc. | Compositions of human proteins and method of use thereof |
| EP1199327A2 (en) | 2000-10-20 | 2002-04-24 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and process for producing the same |
| US6946585B2 (en) | 2000-10-23 | 2005-09-20 | Mcneil-Ppc, Inc. | Absorbent article |
| WO2002067809A2 (en) | 2000-12-07 | 2002-09-06 | Weyerhaeuser Company | Distribution layer having improved liquid transfer to a storage layer |
| WO2002064877A2 (en) | 2001-01-30 | 2002-08-22 | The Procter & Gamble Company | Coating compositions for modifying surfaces |
| US6645569B2 (en) | 2001-01-30 | 2003-11-11 | The Procter & Gamble Company | Method of applying nanoparticles |
| US6863933B2 (en) | 2001-01-30 | 2005-03-08 | The Procter And Gamble Company | Method of hydrophilizing materials |
| US7112621B2 (en) | 2001-01-30 | 2006-09-26 | The Proctor & Gamble Company | Coating compositions for modifying surfaces |
| US20040220541A1 (en) | 2001-07-23 | 2004-11-04 | Migaku Suzuki | Absorber in a sheet form and absorber product using the same |
| WO2003031482A1 (en) | 2001-10-05 | 2003-04-17 | Basf Aktiengesellschaft | Method for crosslinking hydrogels with morpholine-2,3-diones |
| DE10204937A1 (en) | 2002-02-07 | 2003-08-21 | Stockhausen Chem Fab Gmbh | Process for post-crosslinking of a water absorbing polymer surface with a cyclic urea useful in foams, fibers, films, cables, especially sealing materials and liquid absorbing hygiene articles |
| WO2003104300A1 (en) | 2002-06-01 | 2003-12-18 | Basf Aktiengesellschaft | (meth)acrylic esters of polyalkoxylated trimethylolpropane |
| WO2003104301A1 (en) | 2002-06-11 | 2003-12-18 | Basf Aktiengesellschaft | (meth)acrylic esters of polyalkoxylated glycerine |
| WO2003104299A1 (en) | 2002-06-11 | 2003-12-18 | Basf Aktiengesellschaft | Method for the production of esters of polyalcohols |
| EP1447066A1 (en) | 2003-02-12 | 2004-08-18 | The Procter & Gamble Company | Comfortable diaper |
| US7744576B2 (en) | 2003-02-12 | 2010-06-29 | The Procter & Gamble Company | Thin and dry diaper |
| DE10331450A1 (en) | 2003-07-10 | 2005-01-27 | Basf Ag | (Meth) acrylic esters of monoalkoxylated polyols and their preparation |
| DE10331456A1 (en) | 2003-07-10 | 2005-02-24 | Basf Ag | (Meth) acrylic esters of alkoxylated unsaturated polyol ethers and their preparation |
| DE10334584A1 (en) | 2003-07-28 | 2005-02-24 | Basf Ag | Post crosslinking of water absorbing polymers, useful for hygiene articles and packaging, comprises treatment with a bicyclic amideacetal crosslinking agent with simultaneous or subsequent heating |
| US7786341B2 (en) | 2003-08-07 | 2010-08-31 | The Procter & Gamble Company | Diaper providing temperature insensitive liquid handling |
| DE10355401A1 (en) | 2003-11-25 | 2005-06-30 | Basf Ag | (Meth) acrylic esters of unsaturated amino alcohols and their preparation |
| US20060024433A1 (en) | 2004-07-28 | 2006-02-02 | The Procter & Gamble Company | Indirect printing of AGM |
| US20070244455A1 (en) | 2004-12-23 | 2007-10-18 | Sca Hygiene Products Ab | Absorbent article |
| WO2006083584A2 (en) | 2005-02-04 | 2006-08-10 | The Procter & Gamble Company | Absorbent structure with improved water-absorbing material |
| WO2007047598A1 (en) | 2005-10-21 | 2007-04-26 | The Procter & Gamble Company | Absorbent article having increased absorption and retention capacity for proteinaceous or serous body fluids |
| WO2007046052A1 (en) | 2005-10-21 | 2007-04-26 | The Procter & Gamble Company | Absorbent article having improved absorption and retention capacity for proteinaceous or serous body fluids |
| US20070118087A1 (en) | 2005-11-21 | 2007-05-24 | The Procter & Gamble Company | Fluid acquisition layer |
| US20090258994A1 (en) | 2006-07-19 | 2009-10-15 | Basf Se | Method for Producing Post-Cured Water-Absorbent Polymer Particles with a Higher Absorption by Polymerising Droplets of a Monomer Solution |
| US20100068520A1 (en) | 2006-07-19 | 2010-03-18 | Basf Se | Method for Producing Water-Absorbent Polymer Particles with a Higher Permeability by Polymerising Droplets of a Monomer Solution |
| US20090192035A1 (en) | 2006-07-19 | 2009-07-30 | Basf Se | Method for Producing Water-Absorbent Polymer Particles with a Higher Permeability by Polymerising Droplets of a Monomer Solution |
| WO2009047596A1 (en) | 2007-06-12 | 2009-04-16 | Dsg Technology Holdings Ltd. | Absorbent article with a slit absorbent core |
| WO2008155699A1 (en) | 2007-06-18 | 2008-12-24 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US20080312617A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Substantially Continuously Distributed Absorbent Particulate Polymer Material And Method |
| US20080312621A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System With Substantially Continuously Distributed Absorbent Particulate Polymer Material |
| US20080312622A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System |
| WO2009155264A2 (en) | 2008-06-20 | 2009-12-23 | The Procter & Gamble Company | Absorbent structures with immobilized absorbent material |
| WO2009155265A2 (en) | 2008-06-20 | 2009-12-23 | The Procter & Gamble Company | Absorbent structures including coated absorbent material |
| US20100051166A1 (en) | 2008-08-26 | 2010-03-04 | Harald Hermann Hundorf | Method And Apparatus For Making Disposable Absorbent Article With Absorbent Particulate Polymer Material And Article Made Therewith |
| US20110250413A1 (en) | 2010-02-25 | 2011-10-13 | Lu Jon Aaron | Bond patterns for fibrous webs |
| US20110268932A1 (en) | 2010-04-30 | 2011-11-03 | Kemal Vatansever Catalan | Nonwoven Having Durable Hydrophilic Coating |
| US8186296B2 (en) | 2010-05-05 | 2012-05-29 | The Procter & Gamble Company | Methods and apparatus for applying adhesives in patterns to an advancing substrate |
| WO2011163582A1 (en) | 2010-06-25 | 2011-12-29 | The Procter & Gamble Company | Disposable diaper with reduced bulk |
| US20110319848A1 (en) | 2010-06-28 | 2011-12-29 | Mckiernan Robin Lynn | Substrate Coated With A Hydrophilic Elastomer |
| WO2012052172A1 (en) | 2010-10-20 | 2012-04-26 | Vynka Bvba | Environmentally friendly absorbent structure |
| WO2012078008A2 (en) | 2010-12-10 | 2012-06-14 | 엘지전자 주식회사 | Method and apparatus for transceiving data in a radio access system which supports a multi-radio access technology |
| WO2012170778A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| WO2012170781A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Disposable diapers |
| WO2012170779A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US20120312491A1 (en) | 2011-06-10 | 2012-12-13 | The Procter & Gamble Company | Method and Apparatus for Making Absorbent Structures with Absorbent Material |
Also Published As
| Publication number | Publication date |
|---|---|
| CL2015003597A1 (en) | 2016-09-30 |
| KR20170038091A (en) | 2017-04-05 |
| CN105263455B (en) | 2019-04-19 |
| US10071002B2 (en) | 2018-09-11 |
| DE202014011155U1 (en) | 2018-03-07 |
| US11273086B2 (en) | 2022-03-15 |
| MX2015017181A (en) | 2016-03-16 |
| EP3254656B1 (en) | 2021-11-10 |
| CN105263455A (en) | 2016-01-20 |
| WO2014200794A1 (en) | 2014-12-18 |
| EP2813201B1 (en) | 2017-11-01 |
| US20180333312A1 (en) | 2018-11-22 |
| CA2915216C (en) | 2018-07-10 |
| PL3254656T3 (en) | 2022-01-10 |
| JP6185163B2 (en) | 2017-08-23 |
| ES2655690T3 (en) | 2018-02-21 |
| EP3284450A1 (en) | 2018-02-21 |
| EP3284450B1 (en) | 2020-11-25 |
| US20140371701A1 (en) | 2014-12-18 |
| JP2016523137A (en) | 2016-08-08 |
| RU2015149275A (en) | 2017-07-17 |
| CA2915216A1 (en) | 2014-12-18 |
| PL2813201T3 (en) | 2018-04-30 |
| RU2643601C2 (en) | 2018-02-02 |
| KR20160007618A (en) | 2016-01-20 |
| EP3254656A1 (en) | 2017-12-13 |
| EP2813201A1 (en) | 2014-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE202014011107U1 (en) | When wet, channels forming absorbent article and absorbent core | |
| DE112008000011B4 (en) | Disposable absorbent articles and their use | |
| DE202013012613U1 (en) | Absorbent article with high absorption material content | |
| DE202013012617U1 (en) | Absorbent core with high content of superabsorbent material | |
| DE202013012625U1 (en) | Absorbent article with pockets | |
| DE202013012626U1 (en) | Absorbent article with channels | |
| DE112008000010B4 (en) | Disposable absorbent article having a substantially continuously dispersed particulate polymeric absorbent material and method of making the same | |
| DE202013012657U1 (en) | Absorbent article with channels | |
| DE202014011113U1 (en) | Absorbent articles with channel-forming regions and wetness indicator | |
| DE60209613T2 (en) | Absorbent disposable with improved upper layer | |
| DE69417249T2 (en) | ABSORBENT ARTICLE WITH SUPER ABSORBENT MATERIAL IN DISCRETE LONG LENGTH BAGS IN SELECTED PATTERNS | |
| DE112016001234T5 (en) | ABSORPTIONS WITH IMPROVED CORE | |
| DE112016001247T5 (en) | ABSORPTIONS WITH IMPROVED THICKNESS | |
| JP6301492B2 (en) | Absorbent structure with efficient immobilization of absorbent material, absorbent core, absorbent article, method of making absorbent structure and method of making absorbent core | |
| DE202012013564U1 (en) | Absorption structure for absorbent article | |
| DE112008000013T5 (en) | Better disposable absorbent article having substantially continuously dispersed polymer particle absorbent material | |
| DE202012013585U1 (en) | disposable diaper | |
| DE102013018940A1 (en) | Absorbent article with channels and signals | |
| DE202012013571U1 (en) | Absorbent particles with high absorption material content | |
| DE202017005950U1 (en) | Absorbent article with channels | |
| DE202017005496U1 (en) | disposable diaper | |
| DE202012013572U1 (en) | Absorbent article with high absorption material content | |
| DE202017006014U1 (en) | Absorbent article with pockets | |
| DE202017006016U1 (en) | Absorbent article with channels | |
| DE202017005954U1 (en) | Absorbent article with channels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R207 | Utility model specification | ||
| R150 | Utility model maintained after payment of first maintenance fee after three years | ||
| R082 | Change of representative | Representative=s name:MATHYS & SQUIRE EUROPE LLP, DE Representative=s name:TER MEER STEINMEISTER & PARTNER PATENTANWAELTE, DE | |
| R082 | Change of representative | Representative=s name:TER MEER STEINMEISTER & PARTNER PATENTANWAELTE, DE | |
| R151 | Utility model maintained after payment of second maintenance fee after six years | ||
| R152 | Utility model maintained after payment of third maintenance fee after eight years | ||
| R071 | Expiry of right |