DE112020004198T5 - Laminated glass, method of manufacturing a laminated glass and insulating glass unit - Google Patents
Laminated glass, method of manufacturing a laminated glass and insulating glass unitDownload PDFInfo
- Publication number
- DE112020004198T5 DE112020004198T5DE112020004198.0TDE112020004198TDE112020004198T5DE 112020004198 T5DE112020004198 T5DE 112020004198T5DE 112020004198 TDE112020004198 TDE 112020004198TDE 112020004198 T5DE112020004198 T5DE 112020004198T5
- Authority
- DE
- Germany
- Prior art keywords
- glass
- light
- vehicle
- laminated glass
- intermediate sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
- B32B17/10045—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets with at least one intermediate layer consisting of a glass sheet
- B32B17/10055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets with at least one intermediate layer consisting of a glass sheet with at least one intermediate air space
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10431—Specific parts for the modulation of light incorporated into the laminated safety glass or glazing
- B32B17/10467—Variable transmission
- B32B17/10495—Variable transmission optoelectronic, i.e. optical valve
- B32B17/10504—Liquid crystal layer
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10431—Specific parts for the modulation of light incorporated into the laminated safety glass or glazing
- B32B17/10467—Variable transmission
- B32B17/10495—Variable transmission optoelectronic, i.e. optical valve
- B32B17/10522—Electrophoretic layer
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10779—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyester
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/137—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells characterised by the electro-optical or magneto-optical effect, e.g. field-induced phase transition, orientation effect, guest-host interaction or dynamic scattering
- G02F1/13725—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells characterised by the electro-optical or magneto-optical effect, e.g. field-induced phase transition, orientation effect, guest-host interaction or dynamic scattering based on guest-host interaction
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B9/00—Screening or protective devices for wall or similar openings, with or without operating or securing mechanisms; Closures of similar construction
- E06B9/24—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds
- E06B2009/2464—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds featuring transparency control by applying voltage, e.g. LCD, electrochromic panels
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B9/00—Screening or protective devices for wall or similar openings, with or without operating or securing mechanisms; Closures of similar construction
- E06B9/24—Screens or other constructions affording protection against light, especially against sunshine; Similar screens for privacy or appearance; Slat blinds
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Nonlinear Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
Translated fromGermanDescription
Translated fromGermanTECHNISCHES GEBIETTECHNICAL AREA
Die vorliegende Offenbarung betrifft ein laminiertes Glas bzw. Verbundglas, ein Verfahren zur Herstellung des laminierten Glases und eine Isolierglaseinheit.The present disclosure relates to a laminated glass, a method of manufacturing the laminated glass, and an insulating glass unit.
STAND DER TECHNIKSTATE OF THE ART
Als Fensterscheibe eines Fahrzeugs oder eines Zuges bzw. Schienenfahrzeugs ist ein laminiertes Glas bekannt, das ein Lichteinstellelement aufweist, das die Durchlässigkeit durch Elektrizität ändern kann und das in einer Zwischenfolie eingeschlossen ist.As a windowpane of a vehicle or a train, there is known a laminated glass which has a light adjusting element capable of changing transmittance by electricity and which is sealed with an interlayer film.
Beispielsweise gibt es ein laminiertes Glas, das zwei Glasplatten und ein Lichteinstellelement aufweist, das Flüssigkristalle mit einer niedrigen Viskosität als eine Lichteinstellschicht nutzt und das zwischen den zwei Glasplatten angeordnet ist. In diesem laminierten Glas ist ein rahmenförmiges Dichtungsmaterial derart bereitgestellt, dass das rahmenförmige Dichtungsmaterial die Flüssigkristallschicht umgibt, so dass ein Austreten der Flüssigkristallmaterialien verhindert wird (vgl. das Patentdokument 1).For example, there is a laminated glass that has two glass plates and a light-adjusting member that uses liquid crystals with a low viscosity as a light-adjusting layer and that is sandwiched between the two glass plates. In this laminated glass, a frame-shaped sealing material is provided such that the frame-shaped sealing material surrounds the liquid crystal layer, so that the liquid crystal materials are prevented from leaking out (refer to Patent Document 1).
DOKUMENTE DES STANDES DER TECHNIKPRIOR ART DOCUMENTS
PATENTDOKUMENTEPATENT DOCUMENTS
Patentdokument 1: Japanische ungeprüfte Patentveröffentlichung Nr. 2018-141890Patent Document 1: Japanese Unexamined Patent Publication No. 2018-141890
ZUSAMMENFASSUNG DER ERFINDUNGSUMMARY OF THE INVENTION
DURCH DIE ERFINDUNG ZU LÖSENDES PROBLEMPROBLEM TO BE SOLVED BY THE INVENTION
In einem Fall, bei dem ein laminiertes Glas verwendet wird, das ein Lichteinstellelement aufweist, das eine Lichteinstellschicht mit einer niedrigen Viskosität nutzt und das zwischen zwei Glasplatten angeordnet ist, kann jedoch in der Ebene des Lichteinstellelements eine Farbungleichmäßigkeit auftreten. In dem vorstehend genannten laminierten Glas war der Effekt, den es auf die Verbesserung der Farbungleichmäßigkeit aufwies, unzureichend, obwohl die Dicke des Dichtungselements zum Berücksichtigen dieser Farbungleichmäßigkeit optimiert war.However, in a case where a laminated glass is used which has a light-adjusting element using a light-adjusting layer having a low viscosity and which is sandwiched between two glass plates, color unevenness may occur in the plane of the light-adjusting element. In the above laminated glass, although the thickness of the sealing member was optimized to take this color unevenness into account, the effect it had on improving the color unevenness was insufficient.
Die vorliegende Offenbarung wurde im Hinblick auf die vorstehenden Punkte erhalten und hat die Aufgabe, die Farbungleichmäßigkeit in einem laminierten Glas zu verbessern, das ein Lichteinstellelement aufweist, das in einer Zwischenfolie eingeschlossen ist.The present disclosure has been made in view of the above points and has an object to improve color unevenness in a laminated glass having a light adjustment member sealed in an intermediate film.
MITTEL ZUM LÖSEN DES PROBLEMSMEANS TO SOLVE THE PROBLEM
Ein laminiertes Glas umfasst: Ein Paar von Glasplatten; eine Zwischenfolie, die sich zwischen dem Paar von Glasplatten befindet; und ein Lichteinstellelement, das in der Zwischenfolie eingeschlossen ist, wobei das Lichteinstellelement ein Paar von Substraten und eine Lichteinstellschicht, die sich zwischen dem Paar von Substraten befindet, umfasst, und wobei die Rotationsviskosität (γ1) der Lichteinstellschicht bei 25 Grad Celsius 2000 mPa · s oder weniger beträgt und eine Plattendicke einer fahrzeuginnenseitigen Glasplatte des Paars von Glasplatten 1 mm oder weniger beträgt.A laminated glass includes: a pair of glass plates; an intermediate sheet located between the pair of glass plates; and a light-adjusting element enclosed in the intermediate film, the light-adjusting element comprising a pair of substrates and a light-adjusting layer sandwiched between the pair of substrates, and the rotational viscosity (γ1) of the light-adjusting layer at 25 degrees Celsius is 2000 mPa s or less and a panel thickness of a vehicle-inside glass panel of the pair of glass panels is 1 mm or less.
EFFEKTE DER ERFINDUNGEFFECTS OF THE INVENTION
Gemäß einer Ausführungsform der Offenbarung kann eine Farbungleichmäßigkeit in dem laminierten Glas verbessert werden, das ein Lichteinstellelement aufweist, das in einer Zwischenfolie eingeschlossen ist.According to an embodiment of the disclosure, color non-uniformity can be improved in the laminated glass having a light adjustment member sealed in an intermediate film.
Figurenlistecharacter list
1 ist ein Diagramm, das ein Beispiel eines laminierten Glases gemäß einer ersten Ausführungsform zeigt;1 Fig. 14 is a diagram showing an example of a laminated glass according to a first embodiment;2 ist eine perspektivische Ansicht eines Beispiels eines Paars von Glasplatten vor der Ausbildung zu einem laminierten Glas;2 Fig. 14 is a perspective view of an example of a pair of glass plates before formation into a laminated glass;3 ist eine perspektivische Ansicht eines Beispiels für ein gekrümmtes laminiertes Glas;3 Fig. 14 is a perspective view of an example of curved laminated glass;4 ist ein Diagramm, das ein Beispiel für ein Verfahren zur Herstellung eines laminierten Glases zeigt;4 Fig. 13 is a diagram showing an example of a method of manufacturing a laminated glass;5 ist ein Diagramm, das ein Beispiel für ein laminiertes Glas gemäß einem ersten modifizierten Beispiel der ersten Ausführungsform zeigt;5 Fig. 14 is a diagram showing an example of a laminated glass according to a first modified example of the first embodiment;6 ist eine Teilquerschnittsansicht eines Beispiels für eine Isolierglaseinheit gemäß einer zweiten Ausführungsform; und6 12 is a partial cross-sectional view of an example of an insulating glass unit according to a second embodiment; and7 ist ein Diagramm zum Beschreiben von Beispielen.7 is a diagram for describing examples.
MODUS ZUR AUSFÜHRUNG DER ERFINDUNGMODE FOR CARRYING OUT THE INVENTION
Nachstehend werden Ausführungsformen zur Ausführung der Erfindung unter Bezugnahme auf die Zeichnungen beschrieben. In den Zeichnungen sind den gleichen Elementen die gleichen Bezugszeichen zugeordnet und eine doppelte Beschreibung kann weggelassen sein. Ferner kann in einigen der Zeichnungen die Größe und die Form teilweise übertrieben dargestellt sein, um das Verständnis des Inhalts der vorliegenden Erfindung zu erleichtern.Embodiments for carrying out the invention will be described below with reference to the drawings. In the drawings, the same reference numerals are assigned to the same elements, and duplicated description may be omitted. Furthermore, in some of the drawings, the size and shape may be partially exaggerated to avoid Ver to facilitate understanding of the content of the present invention.
Obwohl ein Fahrzeug typischerweise ein Automobil oder Kraftfahrzeug ist, sollte beachtet werden, dass sich ein Fahrzeug auch auf einen beweglichen Körper mit Glas bezieht, wie z.B. Züge bzw. Schienenfahrzeuge, Schiffe bzw. Wasserfahrzeuge und Flugzeuge bzw. Luftfahrzeuge.Although a vehicle is typically an automobile or motor vehicle, it should be noted that a vehicle also refers to a moving body with glass, such as trains, ships, and airplanes.
Ferner sollte beachtet werden, dass eine Draufsicht für die Betrachtung eines vorgegebenen Bereichs eines laminierten Glases in einer Richtung senkrecht zu einer fahrzeuginnenseitigen Oberfläche des laminierten Glase steht, und sich eine planare Form auf eine Form des vorgegebenen Bereichs des laminierten Glases bezieht, wie sie in der Richtung senkrecht zu der fahrzeuginnenseitigen Oberfläche des laminierten Glases betrachtet wird.Further, it should be noted that a plan view for observing a given area of a laminated glass is in a direction perpendicular to a vehicle interior side surface of the laminated glass, and a planar shape refers to a shape of the given area of the laminated glass as shown in FIG direction perpendicular to the vehicle inside surface of the laminated glass.
(Erste Ausführungsform)(First embodiment)
Die
Wie es in der
In der
Ferner ist, obwohl das laminierte Glas 10 in der
Das laminierte Glas 10 kann beispielsweise auf eine Dachscheibe, eine Heckscheibe, eine hintere Seitenscheibe, eine hintere Dreiecksscheibe, eine Zusatzscheibe, eine Windschutzscheibe und dergleichen für Fahrzeuge angewandt werden. Die Zusatzscheibe ist eine Scheibe, die an der Heckseite eines Fahrzeugs angebracht ist, um die rückwärtige Sicht des Fahrers des Fahrzeugs zu verbessern.The laminated
Die Glasplatte 11 ist eine fahrzeuginnenseitige Glasplatte, die sich nach dem Anbringen des laminierten Glases 10 an dem Fahrzeug auf der Innenseite des Fahrzeugs befindet. Ferner ist die Glasplatte 12 eine fahrzeugaußenseitige Glasplatte, die sich nach dem Anbringen des laminierten Glases 10 an dem Fahrzeug auf der Außenseite des Fahrzeugs befindet. Die Glasplatten 11 und 12 können vorgegebene Krümmungen aufweisen.The
Die Glasplatte 11 und die Glasplatte 12 bilden ein Paar von Glasplatten, die aufeinander zu gerichtet sind. Die Zwischenfolie 13 und das Lichteinstellelement 15 befinden sich zwischen dem Paar von Glasplatten. Die Glasplatte 11 und die Glasplatte 12 sind derart angebracht, dass die Zwischenfolie 13 und das Lichteinstellelement 15 dazwischen eingeschlossen sind.The
Die Zwischenfolie 13 ist eine Folie, die mit der Glasplatte 11 und der Glasplatte 12 verbunden ist. Die Zwischenfolie 13 umfasst beispielsweise eine Zwischenfolie 131, die mit der Glasplatte 11 verbunden ist, eine Zwischenfolie 132, die mit der Glasplatte 12 verbunden ist, und eine Bilderrahmen-förmige Zwischenfolie 133, die sich zwischen der Zwischenfolie 131 und der Zwischenfolie 132 befindet und einen Rand des Lichteinstellelements 15 umgibt.The
Obwohl die Zwischenfolie 13 die Zwischenfolie 131, die mit der Glasplatte 11 verbunden ist, und die Zwischenfolie 132, die mit der Glasplatte 12 verbunden ist, umfasst, muss die Zwischenfolie 13 die Zwischenfolie 133 nicht umfassen. Selbst in einem Fall, bei dem die Zwischenfolie 133 nicht einbezogen ist, soll der Rand des Lichteinstellelements 15 während des Druckverbindens in dem Verfahren zur Herstellung des laminierten Glases 10 durch die Zwischenfolie 131 oder die Zwischenfolie 132 oder beide umgeben sein.Although the
Wenn es nicht erforderlich ist, die Zwischenfolien 131, 132 und 133 speziell voneinander zu unterscheiden, werden die Zwischenfolien 131, 132 und 133 einfach als die Zwischenfolie 13 bezeichnet. Die Glasplatte 11, die Glasplatte 12 und die Zwischenfolie 13 werden nachstehend detailliert beschrieben.Unless it is necessary to specifically distinguish the
Die Abschirmungsschicht 14 ist eine lichtundurchlässige Schicht und kann beispielsweise in einer streifenartigen Form entlang des Randabschnitts des laminierten Glases 10 bereitgestellt werden. Die Abschirmungsschicht 14 ist beispielsweise eine lichtundurchlässige (beispielsweise schwarze) farbige Keramikschicht. Die Abschirmungsschicht 14 kann eine farbige Zwischenfolie oder ein farbiger Film bzw. eine farbige Folie mit Lichtabschirmungseigenschaften sein oder kann eine Kombination aus einer farbigen Zwischenfolie und einer Keramikschicht sein. Der farbige Film bzw. die farbige Folie kann mit einem Infrarotreflexionsfilm oder dergleichen integriert sein.The
Da die lichtundurchlässige Abschirmungsschicht 14 auf dem laminierten Glas 10 vorliegt, kann verhindert werden, dass ein Harz, wie z.B. ein Urethan, das den Randabschnitt des laminierten Glases 10 an einer Fahrzeugkarosserie hält, aufgrund von Ultraviolettstrahlen abgebaut wird. Darüber hinaus können eine Elektrode, die elektrisch mit dem Lichteinstellelement 15 verbunden ist, und eine Zuführungsverdrahtung für die Elektrode verborgen werden, so dass sie von außerhalb und innerhalb des Fahrzeugs im Wesentlichen nicht wahrnehmbar sind.Since the
Die Abschirmungsschicht 14 kann beispielsweise durch Aufbringen einer Keramikpaste, die eine schmelzbare Glasfritte enthält, die ein schwarzes Pigment enthält, auf eine Glasplatte durch Siebdrucken oder dergleichen und Brennen derselben gebildet werden, ist jedoch nicht darauf beschränkt. Die Abschirmungsschicht 14 kann beispielsweise durch Aufbringen einer organischen Druckfarbe, die ein schwarzes oder dunkles Pigment enthält, auf eine Glasplatte durch Siebdrucken oder dergleichen und dann Trocknen derselben gebildet werden.The
In dem Beispiel von
Das Lichteinstellelement 15 ist ein Element, das die Durchlässigkeit für Licht durch das laminierte Glas 10 ändern kann. Das Lichteinstellelement 15 kann je nach Erfordernis auf im Wesentlichen der gesamten Fläche des laminierten Glases 10 angeordnet sein oder kann alternativ nur in einem Teil des laminierten Glases 10 angeordnet sein. Die planare Form des Lichteinstellelements 15 ist beispielsweise ein Rechteck, das kleiner ist als die planare Form des laminierten Glases 10. In dem Beispiel von
Das Lichteinstellelement 15 ist mit einem Substrat 151, einem leitenden Film 152, einer Lichteinstellschicht 153, einem leitenden Film 154, einem Substrat 155 und einem Paar von Elektroden 156 versehen. Das Lichteinstellelement 15 ist in der Zwischenfolie 13 eingeschlossen. D.h., der Rand des Lichteinstellelements 15 ist durch die Zwischenfolie 13 bedeckt.The
Das Lichteinstellelement 15 ist eine folienartige Komponente. Die Dicke des Lichteinstellelements 15 ist beispielsweise größer als oder gleich 0,05 mm und kleiner als oder gleich 0,5 mm und vorzugsweise größer als oder gleich 0,1 mm und kleiner als oder gleich 0,4 mm. Es sollte beachtet werden, dass eine Elektrodenzuführungsverdrahtung (nicht gezeigt) zum Verbinden der Elektrode 156 mit einem externen Schaltkreis für jede der Elektroden 156 bereitgestellt ist, die das Paar von Elektroden 156 des Lichteinstellelements 15 bilden.The
Die Substrate 151 und 155 sind beide transparente Harzschichten. Die Dicken der Substrate 151 und 155 sind größer als oder gleich 5 µm und kleiner als oder gleich 500 µm, vorzugsweise größer als oder gleich 10 µm und kleiner als oder gleich 200 µm und mehr bevorzugt größer als oder gleich 50 µm und kleiner als oder gleich 150 µm.The
Die Substrate 151 und 155 sind beispielsweise aus einem, ausgewählt aus einer Gruppe, umfassend Polyethylenterephthalat, Polyethylennaphthalat, Polyamid, Polyether, Polysulfon, Polyethersulfon, Polycarbonat, Polyarylat, Polyetherimid, Polyetheretherketon, Polyimid, Aramid, Polybutylenterephthalat, Triacetylcellulose, Polyurethan und Cycloolefinpolymer, ausgebildet.The
Der leitende Film 152 ist auf einer Oberfläche des Substrats 151 auf der Seite der Glasplatte 12 ausgebildet (d.h., der Oberfläche des Substrats 151 auf der Seite der Glasplatte 12) und ist mit einer Oberfläche der Lichteinstellschicht 153 auf der Seite der Glasplatte 11 (d.h., der Oberfläche der Lichteinstellschicht 153 auf der Seite der Glasplatte 11) in Kontakt. Der leitende Film 154 ist auf einer Oberfläche des Substrats 155 auf der Seite der Glasplatte 11 (d.h., der Oberfläche des Substrats 155 auf der Seite der Glasplatte 11) ausgebildet und ist mit der Oberfläche der Lichteinstellschicht 153 auf der Seite der Glasplatte 12 (d.h., der Seite der Glasplatte 12 der Lichteinstellschicht 153) in Kontakt. D.h., die leitenden Filme 152 und 154 sind ein Paar von leitenden Filmen, welche die Lichteinstellschicht 153 dazwischen halten.The
Für die leitenden Filme 152 und 154 kann beispielsweise ein transparentes leitendes Oxid (TCO) verwendet werden. Das transparente leitende Oxid (TCO) umfasst beispielsweise Zinn-dotiertes Indiumoxid (ITO), Aluminium-dotiertes Zinkoxid (AZO) oder Indium-dotiertes Kadmiumoxid. Das TCO ist jedoch nicht darauf beschränkt.For example, a transparent conductive oxide (TCO) can be used for the
Für die leitenden Filme 152 und 154 kann ein transparentes leitendes Polymer, wie z.B. Poly(3,4-ethylendioxythiophen) (PEDOT), Poly(4,4-dioctylcyclopentadithiophen) oder dergleichen in einer geeigneten Weise verwendet werden. Darüber hinaus kann für die leitenden Filme 152 und 154 ein laminierter geschichteter Film aus Metallschichten und Dielektrikumschichten, ein Silber-Nanodraht, Metallnetze aus Silber oder Kupfer oder dergleichen in einer geeigneten Weise verwendet werden.For the
Die leitenden Filme 152 und 154 können beispielsweise unter Verwendung einer physikalischen Gasphasenabscheidung (PVD), wie z.B. eines Sputterverfahrens, eines Vakuumverdampfungsverfahrens oder eines lonenplattierverfahrens, ausgebildet werden. Die leitenden Filme 152 und 154 können unter Verwendung eines chemischen Gasphasenab-scheidungs (CVD)- oder eines Nassbeschichtungsverfahrens ausgebildet werden.The
Die Lichteinstellschicht 153 befindet sich zwischen dem Substrat 151, auf dem der leitende Film 152 ausgebildet ist, und dem Substrat 155, auf dem der leitende Film 154 ausgebildet ist. Die Lichteinstellschicht 153 ist beispielsweise aus einem oder mehreren, ausgewählt aus einer Gruppe, umfassend beispielsweise Gast-Wirt-Flüssigkristalle, verdrehtnematische („twisted nematic“) (TN) Flüssigkristalle, Phasenänderung (PC)-Flüssigkristalle, superverdreht-nematische („super twisted nematic“) (STN) Flüssigkristalle, Flüssigkristalle mit elektrisch gesteuerter Doppelbrechung (ECB), Flüssigkristalle mit optisch kompensierter Biegung („optically compensated bend“) (OCB), Flüssigkristalle mit Umschaltung in der Ebene („in-plane switching“) (IPS), Flüssigkristalle mit vertikaler Ausrichtung (VA), Randfeld-Umschaltung („fringe field switching“) (FFS)-Flüssigkristalle, Flüssigkristalle mit feldinduzierter photoreaktiver Ausrichtung („field-induced photo-reactive alignment“) (FPA), ein elektrochromes Material, ein elektrokinetisches Material, ein organisches elektrolumineszierendes (EL) Material und ein anorganisches elektrolumineszierendes (EL) Material, ausgebildet.The
Im Hinblick auf ein einfaches Erreichen eines hohen Dynamikbereichs und von Hochgeschwindigkeitsansprechzeiten ist es mehr bevorzugt, dass es sich bei der Lichteinstellschicht 153 um Gast-Wirt-Flüssigkristalle handelt.In view of easily achieving a high dynamic range and high-speed response times, it is more preferable that the light-
Bei 25 Grad Celsius beträgt die Rotationsviskosität (γ1) der Lichteinstellschicht 153 weniger als oder gleich 2000 mPa · s. Bei 25 Grad Celsius beträgt die Rotationsviskosität der Lichteinstellschicht 153 vorzugsweise 10 mPa · s bis 1000 mPa · s, mehr bevorzugt 10 mPa · s bis 750 mPa · s, noch mehr bevorzugt 10 mPa · s bis 500 mPa · s und insbesondere 10 mPa · s bis 300 mPa · s. Durch Einstellen der Rotationsviskosität (γ1) der Lichteinstellschicht 153 bei 25 Grad Celsius auf weniger als oder gleich 1000 mPa · s kann die Ansprechzeit verkürzt werden. Ferner kann durch Einstellen der Rotationsviskosität (γ1) der Lichteinstellschicht 153 bei 25 Grad Celsius auf größer als oder gleich 10 mPa · s die Lichteinstellschicht einfacher hergestellt werden. Die Rotationsviskosität (γ1) kann mit einem Rotationsviskosimeter mit paralleler Platte (Viskosimeter des B-Typs) gemessen werden.At 25 degrees Celsius, the rotational viscosity (γ1) of the
Es sollte beachtet werden, dass die Gast-Wirt-Flüssigkristalle ein Gemisch sind, das durch Einmischen eines dichroitischen Farbstoffs in Flüssigkristalle erhalten wird, wobei der dichroitische Farbstoff anisotrope Eigenschaften aufweist, wobei eine Lichtabsorption in den Richtungen der Längs- und Querachsen von Molekülen auftritt. Der dichroitische Farbstoff weist eine einzelne optisch absorbierende Achse auf und da nur Licht absorbiert wird, das in der Licht-absorbierenden Achse schwingt, kann die Ausrichtung des dichroitischen Farbstoffs gemäß der durch ein elektrisches Feld induzierten Bewegung der Flüssigkristalle geändert werden und die Ausrichtung der Licht-absorbierenden Achse kann eingestellt werden, und folglich kann der Durchlasszustand der Flüssigkristallzellen verändert werden. Die Materialien, die in der internationalen Veröffentlichung Nr.
Die Elektrode 156 ist beispielsweise in einer Position bereitgestellt, die in der Draufsicht mit der Abschirmungsschicht 14 überlappt. Eine des Paars von Elektroden 156 ist elektrisch mit dem leitenden Film 152 verbunden, wohingegen die andere des Paars von Elektroden 156 elektrisch mit dem leitenden Film 154 verbunden ist. Folglich führt das Paar von Elektroden 156 den leitenden Filmen 152 und 154 Strom zu, so dass die Lichteinstellschicht 153 betrieben wird.The
Ein Pol des Paars von Elektroden 156 ist beispielsweise eine positive Elektrode und ist mit der positiven Seite der Stromquelle, wie z.B. einer Batterie, die in dem Fahrzeug montiert ist, über einen Anschlussdraht oder dergleichen verbunden. Der andere Pol des Paars von Elektroden 156 ist beispielsweise ein negativer Pol, der mit der negativen Seite einer Stromquelle, wie z.B. einer Batterie, die in dem Fahrzeug montiert ist, über einen Anschlussdraht oder dergleichen verbunden ist.One pole of the pair of
Wenn an die Lichteinstellschicht 153 von einer Stromquelle, wie z.B. einer Batterie, über das Paar von Elektroden 156 eine Spannung angelegt wird, ändert sich die Durchlässigkeit der Lichteinstellschicht 153 gemäß der Spannung. In einem Zustand, bei dem die Durchlässigkeit der Lichteinstellschicht 153 niedrig ist, ist es bevorzugt, dass die Gesamtlichtdurchlässigkeit des laminierten Glases 10 20 % oder weniger beträgt. Die Gesamtlichtdurchlässigkeit kann mit einem Verfahren auf der Basis von JIS K 7361-1:1997 gemessen werden.When a voltage is applied to the light-
Das Material der Elektrode 156 ist nicht speziell beschränkt, solange das Material ein leitendes Material ist. Beispiele für das Material umfassen ein Metallmaterial. Beispiele für das Metallmaterial umfassen Gold, Silber, Kupfer, Aluminium, Wolfram, Platin, Palladium, Nickel, Kobalt, Titan, Iridium, Zink, Magnesium und Zinn. Darüber hinaus können diese Metalle einer Plattierung unterzogen werden oder können ein Verbund aus einer Legierung und einem Harz sein.The material of the
Bezüglich der Kosten und einer guten Verfügbarkeit kann für die Elektrode 156 auch ein Kupferband, ein flachgestrickter Kupferdraht oder ein flexibler gedruckter Schaltkreis (FPC) zweckmäßig verwendet werden. Das Kupferband oder der flachgestrickte leitende Draht kann einer Plattierung durch ein Metall unterzogen werden, das von Kupfer verschieden ist.For the
Die Elektrode 156 kann mit den leitenden Filmen 152 und 154 entweder durch ein leitendes Haftmittel (eine leitende Haftmittelschicht), einen anisotropen leitenden Film oder ein Lötmittel verbunden werden. Alternativ kann die Elektrode 156 in einem direkten Kontakt mit den leitenden Filmen 152 und 154 vorliegen, ohne dass ein leitendes Haftmittel, ein anisotroper leitender Film oder ein Lötmittel dazwischen vorliegt. Alternativ kann die Elektrode 156 durch ein Druckverfahren, wie z.B. Siebdrucken, Tintenstrahldrucken, Offsetdrucken, Flexodrucken oder Tiefdrucken, gebildet werden.The
Die Glasplatte 11, die Glasplatte 12 und die Zwischenfolie 13 werden nachstehend detailliert beschrieben.The
[Glasplatten][glass plates]
Die Glasplatten 11 und 12 können ein anorganisches Glas oder ein organisches Glas sein. Das anorganische Glas kann beispielsweise Natronkalkglas, Aluminosilikatglas, Borosilikatglas, Alkali-freies Glas, Quarzglas und dergleichen sein, ohne darauf beschränkt zu sein. Für die Glasplatte 12, die sich auf der Außenseite des laminierten Glases 10 befindet, ist ein anorganisches Glas in Bezug auf die Kratzfestigkeit bevorzugt, wohingegen das Natronkalkglas bezüglich der Formbarkeit bevorzugt ist. Wenn die Glasplatte 11 und die Glasplatte 12 ein Natronkalkglas sind, können ein Klarglas, ein grünes Glas, das mindestens eine vorgegebene Menge einer Eisenkomponente enthält, und ein grünes UV-Sperrglas, das mindestens eine vorgegebene Menge einer Eisenkomponente enthält, zweckmäßig verwendet werden.The
Das anorganische Glas kann entweder ein ungehärtetes Glas oder ein gehärtetes Glas sein. Das ungehärtete Glas kann durch Formen eines geschmolzenen Glases zu einer Platte und Wärmebehandeln der Platte erhalten werden. Das gehärtete Glas ist ein Glas, bei dem eine Druckspannungsschicht auf einer Oberfläche eines ungehärteten Glases ausgebildet ist.The inorganic glass can be either an untempered glass or a tempered glass. The untempered glass can be obtained by forming a molten glass into a slab and heat-treating the slab. The tempered glass is a glass in which a compressive stress layer is formed on a surface of an untempered glass.
Das gehärtete Glas kann ein physikalisch gehärtetes Glas, wie z.B. ein thermisch gehärtetes Glas, sein, oder es kann ein chemisch gehärtetes Glas sein. In dem Fall eines physikalisch gehärteten Glases kann die Glasoberfläche durch einen Vorgang, der von einem Wärmebehandeln verschieden ist, wie z.B. ein schnelles Abkühlen einer Glasplatte, die während des Biegeformens einheitlich erwärmt worden ist, von einer Temperatur um den Erweichungspunkt, so dass durch eine Differenz der Temperatur zwischen der Glasoberfläche und dem Inneren des Glases eine Druckspannung erzeugt wird, gehärtet werden.The toughened glass can be a physically toughened glass, such as a thermally toughened glass, or it can be a chemically toughened glass. In the case of a physically toughened glass, the glass surface can be hardened by a process other than heat-treating, such as rapidly cooling a glass plate, which has been uniformly heated during bend-forming, from a temperature around the softening point so that by a difference the temperature between the glass surface and the inside of the glass creates a compressive stress can be hardened.
In dem Fall eines chemisch gehärteten Glases kann die Glasoberfläche durch Induzieren einer Druckspannung auf der Glasoberfläche durch ein lonenaustauschverfahren oder dergleichen nach dem Durchführen des Biegeformens gehärtet werden. Ferner kann ein Glas verwendet werden, das Ultraviolettstrahlen oder Infrarotstrahlen absorbiert, und ferner ist die Glasplatte vorzugsweise transparent, wobei es sich jedoch auch um eine Glasplatte handeln kann, die in einem Ausmaß farbig ist, dass die Transparenz nicht beeinträchtigt wird.In the case of a chemically strengthened glass, the glass surface can be strengthened by inducing a compressive stress on the glass surface by an ion exchange method or the like after performing bend-shaping. Further, a glass that absorbs ultraviolet rays or infrared rays can be used, and further, the glass plate is preferably transparent, but it may be a glass plate colored to the extent that the transparency is not impaired.
Ferner umfassen Beispiele für Materialien des organischen Glases transparente Harze, wie z.B. Polycarbonat, Acrylharz (beispielsweise Polymethylmethacrylat), Polyvinylchlorid und Polystyrol.Further, examples of materials of the organic glass include transparent resins such as polycarbonate, acrylic resin (e.g., polymethyl methacrylate), polyvinyl chloride, and polystyrene.
Die Formen der Glasplatten 11 und 12 sind nicht speziell auf eine rechteckige Form beschränkt und es kann sich um eine Form handeln, die zu verschiedenen Formen und Krümmungen verarbeitet worden ist. Ein Schwerkraftformen, ein Formpressen, ein Walzenformen und dergleichen werden zum Biegeformen der Glasplatten 11 und 12 eingesetzt. Das Verfahren zum Formen der Glasplatten 11 und 12 ist nicht speziell beschränkt, jedoch ist in dem Fall von beispielsweise einem anorganischen Glas eine Glasplatte bevorzugt, die durch ein Floatverfahren oder dergleichen geformt worden ist.The shapes of the
Vorzugsweise ist die Plattendicke der Glasplatte 12 an dem dünnsten Abschnitt größer als oder gleich 1,1 mm und kleiner als oder gleich 3 mm. Wenn die Plattendicke der Glasplatte 12 größer als oder gleich 1,1 mm ist, ist die Festigkeit in Bezug auf eine Stein-Absplitterbeständigkeit oder dergleichen ausreichend; und wenn die Dicke kleiner als oder gleich 3 mm ist, ist das Gewicht des laminierten Glases 10 nicht übermäßig und folglich ist dies bezüglich der Kraftstoffeinsparung des Fahrzeugs bevorzugt. An dem dünnsten Abschnitt ist die Plattendicke der Glasplatte 12 mehr bevorzugt größer als oder gleich 1,8 mm und kleiner als oder gleich 2,8 mm, noch mehr bevorzugt größer als oder gleich 1,8 mm und kleiner als oder gleich 2,6 mm, noch mehr bevorzugt größer als oder gleich 1,8 mm und kleiner als oder gleich 2,2 mm und insbesondere größer als oder gleich 1,8 mm und kleiner als oder gleich 2,0 mm.Preferably, the plate thickness of the
Die Plattendicke der Glasplatte 11 ist vorzugsweise größer als oder gleich 0,3 mm und kleiner als oder gleich 1 mm. Alternativ ist die Plattendicke der Glasplatte 11 mehr bevorzugt größer als oder gleich 0,5 mm und kleiner als oder gleich 0,7 mm. Wenn die Plattendicke der Glasplatte 11 größer als oder gleich 0,3 mm ist, ist die Einfachheit der Handhabung gut, wodurch das Risiko vermindert wird, dass das laminierte Glas während der Herstellung des laminierten Glases bricht, und wenn die Dicke der Glasplatte 11 kleiner als oder gleich 1 mm ist, wird das Gewicht nicht übermäßig groß.The plate thickness of the
Ferner passt sich dann, wenn die Plattendicke der Glasplatte 11 kleiner als oder gleich 1 mm ist, die Glasplatte 11 an die Restspannung an, die innerhalb des laminierten Glases 10 während der Herstellung des laminierten Glases 10 auftritt. Daher wird die Restspannung, die innerhalb des laminierten Glases 10 auftritt, vermindert und folglich kann die Farbungleichmäßigkeit des Lichteinstellelements 15 verbessert werden. Dabei ist die Farbungleichmäßigkeit des Lichteinstellelements 15 ein Phänomen, bei dem Variationen der Durchlässigkeit in der Ebene des Lichteinstellelements 15 zunehmen, oder es ist ein Phänomen, das in einem Bereich auftritt, in dem das Lichteinstellelement 15 aufgrund einer Foliendickenabweichung der Lichteinstellschicht 153 teilweise nicht funktioniert.Further, when the plate thickness of the
Es sollte beachtet werden, dass die Glasplatte 11 mit einer Plattendicke von kleiner als oder gleich 1 mm im Hinblick auf die Festigkeit vorzugsweise ein chemisch gehärtetes Glas ist.It should be noted that the
Die Glasplatten 11 und 12 können eine flache Form oder eine gekrümmte Form aufweisen. Wenn die Glasplatten 11 und 12 jedoch gekrümmte Formen aufweisen und die Plattendicke der Glasplatte 11 nicht geeignet ist, würde dann, wenn zwei Glasplatten, die besonders tiefe Biegungen aufweisen, als die zwei Glasplatten 11 und 12 geformt sind, jedoch eine Fehlanpassung zwischen den Formen der zwei Platten auftreten und dies würde die Glasqualität, einschließlich die Restspannung nach dem Druckverbinden, stark beeinflussen.The
Durch Einstellen der Plattendicke der Glasplatte 11 auf größer als oder gleich 0,3 mm und kleiner als oder gleich 1 mm, kann jedoch die Glasqualität, einschließlich die Restspannung, aufrechterhalten werden. Das Einstellen der Plattendicke der Glasplatte 11 auf größer als oder gleich 0,3 mm und kleiner als oder gleich 1 mm ist zum Aufrechterhalten der Glasqualität für ein tief gekrümmtes Glas besonders effektiv.However, by setting the plate thickness of the
Filme mit Funktionen einer Wasserabstoßung oder des Sperrens von Ultraviolettstrahlen oder Infrarotstrahlen oder Filme mit Eigenschaften einer geringen Reflexion oder Eigenschaften eines geringen Emissionsvermögens können auf der Außenseite der Glasplatte 11, der Glasplatte 12 oder beiden bereitgestellt sein. Ferner können auf der Seite, die bezogen auf die Seite der Glasplatte 11, der Glasplatte 12 oder beide, welche die Zwischenfolie 13 kontaktiert, abgewandt ist, Filme zum Sperren von Ultraviolettstrahlen oder Infrarotstrahlen, mit Eigenschaften eines geringen Emissionsvermögens, zum Absorbieren von sichtbarem Licht, zur Farbgebung und dergleichen bereitgestellt werden. Ferner kann die fahrzeuginnenseitige Oberfläche der Glasplatte 11 eine Beschichtung mit geringem Emissionsvermögen aufweisen.Films having functions of water repellency or of cutting off ultraviolet rays or infrared rays, or films having low reflection properties or low emissivity properties may be provided on the outside of the
D.h., die Glasplatte 11, die Glasplatte 12 oder beide können eine oder mehrere von einer wasserabstoßenden Schicht, einer Ultraviolett-Abschirmungsschicht, einer Infrarotreflexionsschicht, einer Schicht mit geringer Reflexion, einer Schicht mit einem geringen Emissionsvermögen, einer Schicht zum Verhindern einer Taukondensation, einer Schicht zur Absorption von sichtbarem Licht und einer farbigen Schicht aufweisen. Es sollte beachtet werden, dass diese Schichten auf mindestens einem von der Glasplatte 11, der Glasplatte 12, beiden Glasplatten 11 und 12; der Zwischenfolie 13; dem Substrat 151 des Lichteinstellelements 15; dem Substrat 155 des Lichteinstellelements 15; oder beiden Substraten 151 und 155 bereitgestellt werden können.That is, the
In einem Fall, bei dem die Glasplatten 11 und 12 ein anorganisches Glas mit einer gekrümmten Form sind, wird, nachdem die Glasplatten 11 und 12 durch ein Floatverfahren oder dergleichen gebildet worden sind, ein Biegeformen vor dem Kleben an die bzw. Verbinden mit der Zwischenfolie 13 durchgeführt. Das Biegeformen wird durch Erwärmen und Erweichen des Glases durchgeführt. Die Erwärmungstemperatur des Glases während des Biegeformens wird innerhalb eines Bereichs von etwa 550 Grad Celsius bis 700 Grad Celsius eingestellt.In a case where the
[Zwischenfolie][intermediate film]
Als Zwischenfolie 13 wird häufig ein thermoplastisches Harz verwendet und als thermoplastische Harze, die herkömmlich für diese Art von Anwendung verwendet werden, können beispielsweise ein weichgemachtes Harz auf Polyvinylacetal-Basis, ein weichgemachtes Harz auf Polyvinylchlorid-Basis, ein Harz auf der Basis eines gesättigten Polyesters, ein weichgemachtes Harz auf der Basis eines gesättigten Polyesters, ein Harz auf Polyurethan-Basis, ein weichgemachtes Harz auf Polyurethan-Basis, ein Harz auf Ethylen-Vinylacetat-Copolymer-Basis, ein Harz auf Ethylen-Ethylacrylat-Copolymer-Basis, ein Cycloolefinpolymer-Harz, ein Ionomerharz und dergleichen einbezogen werden. Ferner kann eine Harzzusammensetzung, die ein modifiziertes Blockcopolymerhydrid enthält, das in dem
Von diesen wird ein plastisches Harz auf Polyvinylacetal-Basis in einer geeigneten Weise verwendet, da es eine hervorragende Ausgewogenheit von Eigenschaften aufweist, einschließlich Transparenz, Witterungsbeständigkeit, Festigkeit, Haftfestigkeit, Durchdringungsbeständigkeit, Schlagenergieabsorption, Feuchtigkeitsbeständigkeit, Wärmeabschirmung und Schallisolierung. Eines dieser thermoplastischen Harze kann allein verwendet werden oder zwei oder mehr Arten können in einer Kombination verwendet werden. Es sollte beachtet werden, dass „plastisch“ in dem vorstehend beschriebenen „plastischen Harz auf Polyvinylacetal-Basis“ bedeutet, dass es durch Zusetzen eines Weichmachers weichgemacht worden ist. Das Gleiche gilt für die anderen plastischen Harze.Of these, a polyvinyl acetal-based plastic resin is suitably used because it has an excellent balance of properties including transparency, weather resistance, strength, adhesive strength, permeation resistance, impact energy absorption, moisture resistance, heat shielding, and sound insulation. One of these thermoplastic resins can be used alone, or two or more kinds can be used in combination. It should be noted that “plastic” in the “polyvinyl acetal-based plastic resin” described above means that it has been plasticized by adding a plasticizer. The same applies to the other plastic resins.
In dem Fall, bei dem das Lichteinstellelement 15 in der Zwischenfolie 13 eingeschlossen ist, kann dieses jedoch abhängig von der Art des einzuschließenden Materials durch einen spezifischen Weichmacher abgebaut werden; in einem solchen Fall ist es bevorzugt, dass ein Harz verwendet wird, das im Wesentlichen frei von einem Weichmacher ist. Mit anderen Worten, in manchen Fällen ist es bevorzugt, dass die Zwischenfolie 13 keinen Weichmacher enthält. Als das Harz, das keinen Weichmacher enthält, kann beispielsweise ein Harz auf Ethylen-Vinylacetat-Copolymer-Basis und dergleichen einbezogen werden.However, in the case where the
Als das vorstehend beschriebene Harz auf Polyvinylacetal-Basis können ein Polyvinylformalharz, das durch Umsetzen eines Polyvinylalkohols (kann nachstehend auch als „PVA“ bezeichnet werden) mit Formaldehyd erhalten wird; ein Harz auf Polyvinylacetal-Basis im engen Sinn, das durch Umsetzen von PVA mit Acetaldehyd erhalten wird; ein Polyvinylbutyralharz (kann nachstehend auch als „PVB“ bezeichnet werden), das durch Umsetzen von PVA mit n-Butylaldehyd erhalten wird; und dergleichen einbezogen werden. Insbesondere wird PVB als das geeignete Harz empfohlen, da es eine hervorragende Ausgewogenheit von Eigenschaften, einschließlich Transparenz, Witterungsbeständigkeit, Festigkeit, Haftfestigkeit, Durchdringungsbeständigkeit, Schlagenergieabsorption, Feuchtigkeitsbeständigkeit, Wärmeabschirmung und Schallisolierung, aufweist. Es sollte beachtet werden, dass eines dieser Harze auf Polyvinylacetal-Basis allein verwendet werden kann oder zwei oder mehr Arten in einer Kombination verwendet werden können.As the polyvinyl acetal-based resin described above, a polyvinyl formal resin obtained by reacting a polyvinyl alcohol (may also be referred to as “PVA” hereinafter) with formaldehyde; a narrow-sense polyvinyl acetal-based resin obtained by reacting PVA with acetaldehyde; a polyvinyl butyral resin (may also be referred to as “PVB” hereinafter) obtained by reacting PVA with n-butyl aldehyde; and the like are included. In particular, PVB is recommended as the appropriate resin because it has an excellent balance of properties including transparency, weather resistance, strength, adhesive strength, penetration resistance, impact energy absorption, moisture resistance, heat shielding, and sound insulation. It should be noted that one of these polyvinyl acetal-based resins can be used alone, or two or more kinds can be used in combination.
Als Zwischenfolie 13 kann ein transparenter Haftmittelfilm verwendet werden. Durch die Verwendung eines transparenten Haftmittelfilms kann ein Laminat bei Raumtemperatur hergestellt werden und folglich kann die Belastung, der das Lichteinstellelement 15 ausgesetzt ist, vermindert werden und dies ist mehr bevorzugt. Als der transparente Haftmittelfilm kann beispielsweise ein Acrylharz, ein Silikonharz, ein Urethanacrylatharz, ein Epoxidharz oder dergleichen verwendet werden.A transparent adhesive film can be used as the
Als Zwischenfolie 13 kann ein aushärtbares transparentes Harz verwendet werden. Durch die Verwendung eines aushärtbaren transparenten Harzes kann ein Laminat bei einer niedrigen Temperatur und bei einem niedrigen Druck verglichen mit einer herkömmlichen Verarbeitung eines laminierten Glases hergestellt werden, und folglich kann die Belastung, der das Lichteinstellelement 15 ausgesetzt ist, vermindert werden und dies ist mehr bevorzugt. Als der transparente Haftmittelfilm kann beispielsweise ein Acrylharz, ein Silikonharz, ein Urethanacrylatharz, ein Epoxidharz oder dergleichen verwendet werden.A curable transparent resin can be used as the
Ferner sind als Aushärtungsverfahren ein Lichtaushärtungsverfahren, ein Zwei-Flüssigkeiten-Aushärtungsverfahren, ein Wärmeaushärtungsverfahren, ein Feuchtigkeitsaushärtungsverfahren und dergleichen einsetzbar.Further, as the curing method, a light curing method, a two-liquid curing method, a heat curing method, a moisture curing method, and the like are usable.
Die Materialien zur Bildung der Zwischenfolie 13 sind jedoch nicht auf thermoplastische Harze beschränkt. Eines der thermoplastischen Harze, der transparenten Haftmittelfilme und der aushärtbaren transparenten Harze kann allein verwendet werden oder zwei oder mehr Arten können in einer Kombination als die Materialien zur Bildung der Zwischenfolie 13 verwendet werden. Darüber hinaus kann die Zwischenfolie 13 funktionelle Teilchen, wie z.B. Infrarotabsorptionsmittel, Ultraviolettlichtabsorptionsmittel oder Lumineszenzmittel, umfassen. Darüber hinaus kann die Zwischenfolie 13 einen farbigen Abschnitt aufweisen, der als Abdunklungsband bezeichnet wird.However, the materials for forming the
Es ist bevorzugt, dass die Foliendicke der Zwischenfolie 13 an dem dünnsten Abschnitt 0,5 mm oder mehr beträgt. Wenn die Foliendicke der Zwischenfolie 13 0,5 mm oder mehr beträgt, ist die Schlagfestigkeit, die für das laminierte Glas erforderlich ist, ausreichend. Ferner ist es bevorzugt, dass die Foliendicke der Zwischenfolie 13 an dem dicksten Abschnitt 3 mm oder weniger beträgt. Wenn die Foliendicke der Zwischenfolie 13 3 mm oder weniger beträgt, ist die Masse des laminierten Glases nicht übermäßig. Der maximale Wert der Foliendicke der Zwischenfolie 13 ist mehr bevorzugt kleiner als oder gleich 2,8 mm und noch mehr bevorzugt kleiner als oder gleich 2,6 mm.It is preferable that the film thickness of the
Die Zwischenfolie 13 kann vier oder mehr Schichten aufweisen. Beispielsweise ist die Zwischenfolie aus vier oder mehr Schichten ausgebildet und der Schermodul jeder Schicht, ausgenommen die Schichten auf beiden Seiten, wird durch Einstellen des Weichmachers und dergleichen so ausgebildet, dass er kleiner ist als die Schermoduli der Schichten auf beiden Seiten, so dass die Schallisolierung des laminierten Glases 10 verbessert werden kann. In diesem Fall können die Schermoduli der Schichten auf beiden Seiten gleich oder verschieden sein.The
Es ist bevorzugt, dass die Zwischenfolien 131, 132 und 133, die in der Zwischenfolie 13 enthalten sind, alle aus dem gleichen Material hergestellt sind, jedoch können einige oder alle Zwischenfolien 131, 132 und 133 aus verschiedenen Materialien hergestellt werden. Beispielsweise ist es bevorzugt, dass die jeweiligen Dicken der Zwischenfolien 131, 132 und 133 größer als oder gleich 1 um und kleiner als oder gleich 1000 µm sind.It is preferable that the
Beispielsweise wird zur Herstellung der Zwischenfolie 13 das Harzmaterial zur Bildung der Zwischenfolien in einer geeigneten Weise aus den vorstehend beschriebenen Harzmaterialien ausgewählt, mit denen ein Extrusionsformen in einem erwärmten und geschmolzenen Zustand unter Verwendung eines Extruders durchgeführt wird. Die Extrusionsbedingungen, wie z.B. die Extrusionsgeschwindigkeit des Extruders, werden einheitlich eingestellt. Danach wird beispielsweise die extrudierte Harzfolie gegebenenfalls gestreckt, um eine Krümmung an der oberen Seite und der unteren Seite gemäß der Gestaltung des laminierten Glases zu erzeugen. Sobald dies durchgeführt worden ist, ist die Zwischenfolie 13 vollständig.For example, in order to manufacture the
(Laminiertes Glas)(laminated glass)
Die Gesamtdicke des laminierten Glases 10 ist vorzugsweise größer als oder gleich 2,8 mm und kleiner als oder gleich 10 mm. Wenn die Gesamtdicke des laminierten Glases 10 größer als oder gleich 2,8 mm ist, kann eine ausreichende Steifigkeit sichergestellt werden. Ferner kann, wenn die Gesamtdicke des laminierten Glases 10 kleiner als oder gleich 10 mm ist, eine ausreichende Durchlässigkeit erhalten werden und das Gewicht kann vermindert werden.The total thickness of the
Entlang mindestens einer Seite des laminierten Glases 10 ist die Glasfehlausrichtung zwischen der Glasplatte 11 und der Glasplatte 12 vorzugsweise kleiner als oder gleich 1,5 mm und mehr bevorzugt kleiner als oder gleich 1 mm. Dabei bezieht sich der Begriff Plattenfehlausrichtung zwischen der Glasplatte 11 und der Glasplatte 12 auf das Ausmaß einer Verschiebung der Position zwischen dem Endabschnitt der Glasplatte 11 und dem Endabschnitt der Glasplatte 12.Along at least one side of the
Wenn eine Plattenfehlausrichtung zwischen der Glasplatte 11 und der Glasplatte 12 entlang mindestens einer Seite des laminierten Glases 10 kleiner als oder gleich 1,5 mm ist, ist dies im Hinblick darauf, dass das Aussehen nicht verschlechtert wird, bevorzugt. Wenn eine Plattenfehlausrichtung zwischen der Glasplatte 11 und der Glasplatte 12 auf mindestens einer Seite des laminierten Glases 10 kleiner als oder gleich 1,0 mm ist, ist dies im Hinblick darauf, dass das Aussehen nicht verschlechtert wird, mehr bevorzugt.When a plate misalignment between the
(Verfahren zur Herstellung eines laminierten Glases)(Method of Manufacturing a Laminated Glass)
(Warmbiegen)(hot bending)
Zur Herstellung des laminierten Glases 10 werden eine Zwischenfolie 13 und ein Lichteinstellelement 15 zwischen der Glasplatte 11 und der Glasplatte 12 eingeschlossen, wobei ein Laminat hergestellt wird. Dann wird beispielsweise das Laminat in einem Kautschukbeutel angeordnet, worauf es in einem Vakuum innerhalb eines Unterdruckbereichs von -65 kPa bis -100 kPa bei einer Temperatur innerhalb eines Bereichs von 50 Grad Celsius bis 110 Grad Celsius druckverbunden wird. Die Erwärmungsbedingungen, die Temperaturbedingungen, die Vakuumbedingungen und das Laminierverfahren des vorläufigen Druckverbindens werden unter Berücksichtigung der Eigenschaften des Lichteinstellelements 15 derart in einer geeigneten Weise ausgewählt, dass während des Laminierens keine Verschlechterung bzw. kein Abbau auftritt.To manufacture the
Ferner kann beispielsweise durch Anwenden einer Druckverbindungsverarbeitung, bei der ein Beaufschlagen mit Druck und ein Erwärmen durch einen Autoklaven bei einem Absolutdruck von 0,6 MPa bis 1,3 MPa und bei 80 Grad Celsius bis 150 Grad Celsius durchgeführt werden, ein laminiertes Glas 10 mit einer noch besseren Dauerbeständigkeit erhalten werden. In manchen Fällen wird jedoch dieses Erwärmen und Beaufschlagen mit Druck unter Berücksichtigung einer Vereinfachung des Verfahrens und unter Berücksichtigung der Eigenschaften der Materialien, die in dem laminierten Glas 10 eingeschlossen sind, nicht durchgeführt.Further, for example, by applying pressure-joining processing in which pressurization and heating are performed by an autoclave at an absolute pressure of 0.6 MPa to 1.3 MPa and at 80 degrees Celsius to 150 degrees Celsius, a
In dem Schritt des Herstellens des Laminats kann das Laminat durch Herstellen eines ersten Laminats, bei dem das Lichteinstellelement 15 mittels der Zwischenfolie 132, die als Teil der Zwischenfolie 13 dient, an der Glasplatte 12 angebracht wird, und dann durch Anbringen der Glasplatte 11 an dem ersten Laminat auf der Seite des Lichteinstellelements 1 mittels der Zwischenfolie 131, die als Teil der Zwischenfolie 13 dient, hergestellt werden. In diesem Fall kann ein transparenter Haftmittelfilm für die Zwischenfolie 13 verwendet werden und der Schritt des vorläufigen Druckverbindens kann unter Verwendung einer Walze anstelle des Kautschukbeutels durchgeführt werden. Die Temperaturbedingungen und Vakuumbedingungen können unter Berücksichtigung der Eigenschaften der Zwischenfolie 13 und des Lichteinstellelements 15 in einer geeigneten Weise derart ausgewählt werden, dass während des Laminierens keine Verschlechterung bzw. kein Abbau auftritt. Insbesondere ist es bevorzugt, die Belastung, der das Lichteinstellelement 15 ausgesetzt ist, durch miteinander Verbinden der Komponenten bei Raumtemperatur zu minimieren. Ferner kann die Bilderrahmen-förmige Zwischenfolie 133, die sich zwischen der Zwischenfolie 131 und der Zwischenfolie 132 befindet und den Rand des Lichteinstellelements 15 umgibt, hinzugefügt werden.In the step of preparing the laminate, the laminate can be prepared by preparing a first laminate in which the
Wenn das laminierte Glas 10 gekrümmt ist, kann das Biegeformen der Glasplatte 11 und der Glasplatte 12 mit einem herkömmlichen Verfahren durchgeführt werden. Beispielsweise kann das Biegeformen durch Überlagern und Anordnen der Glasplatte 11 und der Glasplatte 12 auf einem ringförmigen metallischen Formwerkzeug und Erwärmen der Glasplatte 11 und der Glasplatte 12 auf mindestens die Erweichungspunkttemperatur durchgeführt werden, wodurch bewirkt wird, dass sich die Glasplatte 11 und die Glasplatte 12 unter ihrem Eigengewicht biegen. Darüber hinaus können die Glasplatte 11 und die Glasplatte 12 einzeln formgepresst oder überlagert und formgepresst werden, während sie in einem erwärmten Zustand vorliegen.When the
Wie es vorstehend beschrieben worden ist, wird ein Verfahren zur Herstellung eines laminierten Glases durch Verbinden der Glasplatte 11 und der Glasplatte 12, die bereits einem Biegeformen unterzogen worden sind, mittels der Zwischenfolie 13, ohne dass eine elastische Verformung der Glasplatte 11 und der Glasplatte 12 bewirkt wird, auch als Warmbiegen bezeichnet.As described above, a method of manufacturing a laminated glass is achieved by joining the
Es sollte beachtet werden, dass nicht nur die Zwischenfolie 13 und das Lichteinstellelement 15, sondern auch ein Film bzw. eine Folie oder eine Vorrichtung mit den Funktionen von elektrischen Heizdrähten, einer Infrarotreflexion, einer Lichtemission, einer Stromerzeugung, einer Lichtsteuerung, eines Berührungsfelds, einer Reflexion von sichtbarem Licht, einer Streuung, einer Dekoration, einer Absorption und dergleichen, zwischen der Glasplatte 11 und der Glasplatte 12 bereitgestellt werden kann, solange die Effekte der vorliegenden Anmeldung nicht beeinträchtig werden. Ferner kann das laminierte Glas 10 Filme bzw. Folien mit Funktionen eines Beschlagschutzes, einer Wasserabstoßung, einer Wärmeabschirmung, einer geringen Reflexion und dergleichen auf Oberflächen davon aufweisen. Ferner können Filme bzw. Folien mit Funktionen einer Wärmeabschirmung, einer Wärmeerzeugung und dergleichen auf der fahrzeugaußenseitigen Oberfläche der Glasplatte 11 und der fahrzeuginnenseitigen Oberfläche der Glasplatte 12 bereitgestellt werden.It should be noted that not only the
(Kaltbiegen)(cold bending)
Die Glasplatte 12, die zu einer ersten gekrümmten Form gekrümmt ist, und die Glasplatte 11, die eine zweite Form aufweist, die von der ersten gekrümmten Form des laminierten Glases 10 verschieden ist, können mittels der Zwischenfolie 13 miteinander verbunden werden. In diesem so beschriebenen laminierten Glas 10 sind zwei Glasplatten in einem Zustand miteinander verbunden, bei dem eine oder beide der zwei Glasplatten elastisch gebogen ist oder sind. In der nachstehenden Beschreibung wird ein Verfahren zur Herstellung eines laminierten Glases durch elastisches Biegen von entweder einer oder beiden der zwei Glasplatten und Verbinden der zwei Glasplatten als „Kaltbiegen“ bezeichnet.The
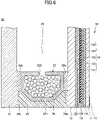
Die
In einem Fall, bei dem das laminierte Glas 10 eine gekrümmte Form aufweist, die aus einer einzelnen Krümmung ausgebildet ist (zylindrische Form), wird von Querschnitten, die eine Linie senkrecht zu dem laminierten Glas 10 an einem Schwerpunkt davon umfassen, ein Querschnitt mit dem größten Krümmungsradius der fahrzeugaußenseitigen Oberfläche der Glasplatte 12 als schräger Schnitt bezeichnet. In einem Querschnitt, der dem schrägen Schnitt entspricht, weist, wenn die Verbindung mittels der Zwischenfolie 13 entfernt wird, die fahrzeuginnenseitige Oberfläche der Glasplatte 12 einen Krümmungsradius auf, der geringer ist als derjenige der fahrzeugaußenseitigen Oberfläche der Glasplatte 11.In a case where the
In einem Fall, bei dem das laminierte Glas 10 eine gekrümmte Form aufweist, die aus mehreren Krümmungen ausgebildet ist, wird von Querschnitten, die eine Linie senkrecht zu dem laminierten Glas 10 an einem Schwerpunkt davon umfassen, ein Querschnitt mit dem größten Krümmungsradius der fahrzeugaußenseitigen Oberfläche der Glasplatte 12 als schräger Schnitt bezeichnet, wohingegen ein Querschnitt orthogonal zu dem schrägen Schnitt als vertikaler Schnitt bezeichnet wird. Sowohl bei einem Querschnitt, der dem schrägen Schnitt entspricht, als auch einem Querschnitt, der dem vertikalen Schnitt entspricht, weist, wenn die Verbindung mittels der Zwischenfolie 13 entfernt wird, die fahrzeuginnenseitige Oberfläche der Glasplatte 12 einen Krümmungsradius auf, der geringer ist als derjenige der fahrzeugaußenseitigen Oberfläche der Glasplatte 11.In a case where the
Wie es beschrieben worden ist, weist das laminierte Glas 10, bei dem die Glasplatte 12, die zu einer ersten gekrümmten Form gekrümmt ist, und die Glasplatte 11, die von der ersten gekrümmten Form verschieden ist, durch die Zwischenfolie 13 verbunden sind, eine Biegespannung durch eine elastische Verformung auf. Insbesondere wird in einem Fall, bei dem die Plattendicke der Glasplatte 11 verglichen mit der Glasplatte 12 gering ist, in der Glasplatte 11 eine Biegespannung ausgebildet, da die zwei Glasplatten in einem Zustand miteinander verbunden sind, bei dem vorwiegend die Glasplatte 11 elastisch verformt ist. In der Nähe des Endabschnitts der Glasplatte 11 wird eine Biegedruckspannung ausgebildet und in der Nähe der Mitte der Glasplatte 11 wird eine Biegezugspannung ausgebildet.As has been described, the
Die Biegedruckspannung und die Biegezugspannung können mit einem handelsüblichen Oberflächenspannungsmessgerät gemessen werden. In einem Fall, bei dem die Glasplatte 11 ein gehärtetes Glas ist, treten auf der fahrzeuginnenseitigen Oberfläche der Glasplatte 11 sowohl eine Restspannung als auch eine Biegespannung auf. Die Restspannung wird durch das Härten verursacht und tritt vor dem Verbinden auf. In diesem Fall kann die Biegespannung durch Messen eines Spannungswerts nach dem Verbinden und Subtrahieren eines Spannungswerts der Glasplatte 11 in einem natürlichen Zustand von dem gemessenen Wert erhalten werden.The flexural compressive stress and the flexural tensile stress can be measured with a commercially available surface tension measuring device. In a case where the
Beispielsweise kann, nachdem die Glasplatte 12 zur Bildung einer gewünschten gekrümmten Form dem Biegeformen durch Erwärmen unterzogen worden ist, die chemisch gehärtete Glasplatte 11 mit einer flachen Form mittels der Zwischenfolie 13 mit der Glasplatte 12 verbunden werden. Beispielsweise kann die erste Glasplatte 12 eine Form mit mehreren Krümmungen aufweisen, die in zwei orthogonalen Richtungen gebogen sind, und die zweite Glasplatte 11 kann eine flache Form aufweisen. Dadurch, dass die erste gekrümmte Form als Form mit mehreren Krümmungen ausgebildet wird, kann eine Fensterscheibe für ein Fahrzeug mit einer hervorragenden Gestaltungsästhetik hergestellt werden, und folglich können verschiedene Anforderungen für Fahrzeuggestaltungen berücksichtigt werden. Dadurch, dass die zweite Form als flache Form ausgebildet wird, kann ein(e) funktionelle(r) Film bzw. Folie einfach gebildet werden. Ferner kann der Biegeformvorgang für die Glasplatte 11 weggelassen werden.For example, after the
Auf diese Weise wird durch die Verwendung eines Verfahrens zur Herstellung eines laminierten Glases zum elastischen Verformen von einer von zwei Glasplatten und Verbinden der zwei Glasplatten der folgende Vorteil erhalten. D.h., herkömmlich ist zum Erhalten eines laminierten Glases 10 mit einer gekrümmten Form, in dem ein(e) funktionelle(r) Film bzw. Folie ausgebildet ist, ein Verfahren zum Bilden des funktionellen Films bzw. der funktionellen Folie auf einer oder beiden der zwei Glasplatten mit einer flachen Form vor dem Formen das Erwärmen der zwei Glasplatten etwa bei der Erweichungspunkttemperatur zur Durchführung eines Biegeformens und das Verbinden der zwei Glasplatten bekannt. In diesem Verfahren kann sich jedoch, da der funktionelle Film bzw. die funktionelle Folie etwa bei der Erweichungspunkttemperatur der Glasplatten erwärmt wird, die Funktion des Films oder der Folie verschlechtern.In this way, the following advantage is obtained by using a method for manufacturing a laminated glass for elastically deforming one of two glass plates and bonding the two glass plates. That is, conventionally, to obtain a
Umgekehrt kann dann, wenn bei der Bildung des funktionellen Films bzw. der funktionellen Folie auf der Glasplatte 11 mit einer flachen Form ein Kaltbiegen genutzt wird und das Verbinden mit der Glasplatte 12, die einem Biegeformen zu einer gewünschten Form unterzogen wird, durchgeführt wird, das gekrümmte laminierte Glas 10 ohne Erwärmen des funktionellen Films bzw. der funktionellen Folie etwa bei der Erweichungspunkttemperatur der Glasplatte erhalten werden. Somit kann die Funktion des funktionellen Films bzw. der funktionellen Folie ausreichend erhalten werden.Conversely, when forming the functional film or sheet on the
Darüber hinaus ist als weiteres Verfahren zum Erhalten eines laminierten Glases mit einer gekrümmten Form, in dem ein funktioneller Film bzw. eine funktionelle Folie ausgebildet ist, ein Verfahren des Bildens des funktionellen Films bzw. der funktionellen Folie auf einer Oberfläche der Glasplatte nach dem Durchführen eines Biegeformens für die Glasplatte in einer gewünschten gekrümmten Form bekannt. Dieses Verfahren ist jedoch schwieriger durchzuführen als das Verfahren des Bildens des funktionellen Films bzw. der funktionellen Folie auf einer Glasplatte mit einer flachen Form, und dies macht das Verfahren und die Vorrichtung komplizierter. Durch die Verwendung eines Kaltbiegens können das Verfahren und die Vorrichtung vereinfacht werden, da ein funktioneller Film bzw. eine funktionelle Folie auf der Glasplatte 11 gebildet werden kann.Moreover, as another method for obtaining a laminated glass having a curved shape in which a functional film or sheet is formed, there is a method of forming the functional film or sheet on a surface of the glass sheet after performing a Bending forming of the glass sheet into a desired curved shape is known. However, this method is more difficult to carry out than the method of forming the functional film or sheet on a glass plate having a flat shape, and this makes the method and the apparatus more complicated. By using cold bending, since a functional film can be formed on the
Darüber hinaus kann durch die Verwendung eines Kaltbiegens das Verfahren des Erwärmens der Glasplatte 11 etwa bei der Erweichungspunkttemperatur der Glasplatte und des Durchführens eines Biegeformens weggelassen werden. Insbesondere in einem Fall, bei dem die Plattendicke der Glasplatte 11 1 mm oder weniger beträgt, wird es schwierig, die Genauigkeit beim Biegeformen aufgrund des Erwärmens aufrechtzuerhalten, und folglich ist der Effekt wesentlich.Moreover, by using cold bending, the process of heating the
Darüber hinaus kann die Glasplatte 11, die beim Kaltbiegen verwendet wird, eine zweite gekrümmte Form aufweisen, die von der ersten gekrümmten Form verschieden ist. In der vorliegenden Ausführungsform kann der Krümmungsradius der zweiten gekrümmten Form größer sein als der Krümmungsradius der ersten gekrümmten Form. Die Glasplatte 11 kann durch Biegeformen durch Erwärmen zu der zweiten gekrümmten Form gebogen und geformt werden, oder kann während des Vorgangs des chemischen Härtens gebogen und geformt werden.In addition, the
Das Durchführen eines Biegeformens während des chemischen Härtungsvorgangs bezieht sich insbesondere auf das Verstärken des Eindringens des chemischen Härtens für die fahrzeugaußenseitige Oberfläche der Glasplatte 11 bezogen auf die fahrzeuginnenseitige Oberfläche der Glasplatte 11. Dadurch kann die Glasplatte 11 derart gebogen und geformt werden, dass die fahrzeugaußenseitige Oberfläche konvex ist und die fahrzeuginnenseitige Oberfläche konkav ist. Durch Durchführen eines Biegeformens für die Glasplatte 11 während des chemischen Härtungsvorgangs kann der Vorgang des Erwärmens der Glasplatte 11 etwa bei der Erweichungspunkttemperatur der Glasplatte und des Biegeformens weggelassen werden. Darüber hinaus ist dann, wenn die Glasplatte 11 eine gekrümmte Form aufweist, die Differenz der Krümmungsradien zwischen der ersten gekrümmten Form und der zweiten gekrümmten Form geringer und folglich kann eine Biegespannung, die während des Kaltbiegens auftritt, vermindert werden.Performing bend-shaping during the chemical strengthening process specifically refers to enhancing the penetration of chemical strengthening for the vehicle-outside surface of the
Der Grad des Eindringens des chemischen Härtens kann beispielsweise durch Vergleichen einer Menge von Na der fahrzeugaußenseitigen Oberfläche der Glasplatte 11 mit einer Menge von Na der fahrzeuginnenseitigen Oberfläche der Glasplatte 11 erfasst werden. Die Menge von Na der fahrzeugaußenseitigen Oberfläche der Glasplatte 11 gibt die Intensität der Ka-Linie an, die durch eine Röntgenfluoreszenz (XRF) gemessen wird, und stellt die Menge von Na von der Oberfläche bis zu einer Tiefe von 3 µm der fahrzeugaußenseitigen Oberfläche der Glasplatte 11 dar. Das Gleiche gilt für die fahrzeuginnenseitige Oberfläche der Glasplatte 11.The degree of penetration of chemical strengthening can be detected, for example, by comparing an amount of Na of the vehicle-outside surface of the
Das Kaltbiegen kann durch Fixieren eines Laminats aus der Glasplatte 11, der Zwischenfolie 13, dem Lichteinstellelement 15 und der Glasplatte 12 durch eine Einrichtung zum vorübergehenden Verbinden, wie z.B. ein Klebeband, und durch Nutzen einer bekannten Vorrichtung zum vorläufigen Druckverbinden, wie z.B. einer Quetschwalze oder eines Kautschukbeutels, und Verwenden eines Autoklaven durchgeführt werden.The cold bending can be performed by fixing a laminate of the
Das Kaltbiegen wird beispielsweise gemäß den Schritten S1 bis S3 durchgeführt, die in der
Der Schritt S2 ist ein Laminatherstellungsschritt. Im Schritt S2 wird die Glasplatte 11 (fahrzeuginnenseitige Glasplatte) mit einer flachen Form hergestellt und dann wird ein Laminat durch Laminieren der Glasplatte 11 mit einer flachen Form und des Glases 12, das einem Biegeformen unterzogen worden ist, wobei sich die Zwischenfolie 13 und das Lichteinstellelement 15 dazwischen befinden, hergestellt.Step S2 is a laminate manufacturing step. In step S2, the glass panel 11 (vehicle interior side glass panel) having a flat shape is prepared, and then a laminate is formed by laminating the
Der Schritt S3 ist ein Druckverbindungsschritt. Im Schritt S3 wird das Laminat, das im Schritt S2 hergestellt worden ist, mit Druck beaufschlagt und erwärmt, und das Lichteinstellelement 15 wird in der Zwischenfolie 13 eingeschlossen, während ein Druckverbinden der Glasplatte 11 und der Glasplatte 12 mittels der Zwischenfolie 13 durchgeführt wird. Dabei sind die Bedingungen des Erwärmens und des Beaufschlagens mit Druck für das Laminat beispielsweise 100 Grad Celsius bis 150 Grad Celsius bzw. ein Absolutdruck von 0,1 MPa bis 1,5 MPa.The step S3 is a pressure-connecting step. In step S3, the laminate prepared in step S2 is pressurized and heated, and the
In dem Laminatherstellungsschritt von Schritt S2 sollte beachtet werden, dass das Laminat durch Herstellen eines ersten Laminats, in dem das Lichteinstellelement 15 mittels der Zwischenfolie 132, die als Teil der Zwischenfolie 13 dient, an der Glasplatte 12 angebracht wird, und dann durch Anbringen der Glasplatte 11 mit einer flachen Form an dem ersten Laminat auf der Seite des Lichteinstellelements 15 mittels der Zwischenfolie 131, die als Teil der Zwischenfolie 13 dient, hergestellt werden kann. In diesem Fall kann ein transparenter Haftmittelfilm für die Zwischenfolie 13 verwendet werden und ein vorläufiges Druckverbinden kann unter Verwendung einer Walze anstatt eines Kautschukbeutels durchgeführt werden. Die Temperaturbedingungen und die Vakuumbedingungen können unter Berücksichtigung der Eigenschaften der Zwischenfolie 13 und des Lichteinstellelements 15 in einer geeigneten Weise ausgewählt werden, so dass während des Laminierens keine Verschlechterung oder kein Abbau auftritt. Insbesondere ist es bevorzugt, die Belastung, der das Lichteinstellelement 15 unterliegt, durch miteinander Verbinden der Komponenten bei Raumtemperatur zu minimieren. Ferner kann die Bilderrahmen-förmige Zwischenfolie 133, die sich zwischen der Zwischenfolie 131 und der Zwischenfolie 132 befindet und den Rand des Lichteinstellelements 15 umgibt, hinzugefügt werden.In the laminate preparation step of step S2, it should be noted that the laminate is formed by preparing a first laminate in which the
Ferner kann beim Kaltbiegen anstatt der Glasplatte 11 mit einer flachen Form eine Glasplatte 11 mit einer gekrümmte Form mit einem Krümmungsradius verwendet werden, der größer ist als derjenige der Glasplatte 12.Further, in cold bending, instead of the
Es sollte beachtet werden, dass nicht nur die Zwischenfolie 13 und das Lichteinstellelement 15, sondern auch ein Film bzw. eine Folie oder eine Vorrichtung mit den Funktionen von Heizdrähten, einer Infrarotreflexion, einer Lichtemission, einer Stromerzeugung, einer Lichtsteuerung, eines Berührungsfelds, einer Reflexion von sichtbarem Licht, einer Streuung, einer Dekoration, einer Absorption und dergleichen zwischen der Glasplatte 11 und der Glasplatte 12 bereitgestellt werden kann, solange die Effekte der vorliegenden Anmeldung nicht beeinträchtigt werden. Ferner kann das laminierte Glas 10 Filme bzw. Folien mit Funktionen eines Beschlagschutzes, einer Wasserabstoßung, einer Wärmeabschirmung, einer geringen Reflexion und dergleichen auf Oberflächen davon aufweisen. Ferner können Filme bzw. Folien mit Funktionen einer Wärmeabschirmung, einer Wärmeerzeugung und dergleichen auf der fahrzeugaußenseitigen Oberfläche der Glasplatte 11 und der fahrzeuginnenseitigen Oberfläche der Glasplatte 12 bereitgestellt werden.It should be noted that not only the
Wie es beschrieben worden ist, wird die Spannung, die innerhalb des laminierten Glases 10 auftritt, vermindert, da die Plattendicke des Glases der Glasplatte 11 des laminierten Glases 10 1 mm oder weniger beträgt, und folglich kann die Farbungleichmäßigkeit des Lichteinstellelements 15 verbessert werden.As has been described, since the plate thickness of the glass of the
(Erstes modifiziertes Beispiel der ersten Ausführungsform)(First modified example of the first embodiment)
Das erste modifizierte Beispiel der ersten Ausführungsform zeigt ein Beispiel für ein laminiertes Glas, bei dem die fahrzeuginnenseitige Glasplatte und das Lichteinstellelement kleiner sind als die fahrzeugaußenseitige Glasplatte. Bei dem ersten modifizierten Beispiel der ersten Ausführungsform sollte beachtet werden, dass Beschreibungen von Elementen, die mit denjenigen in der bereits beschriebenen Ausführungsform identisch sind, weggelassen sein können.The first modified example of the first embodiment shows an example of a laminated glass in which the vehicle-inside glass panel and the light-adjusting member are smaller than the vehicle-outside glass panel. In the first modified example of the first embodiment, it should be noted that descriptions of elements identical to those in the embodiment already described may be omitted.
Die
In dem laminierten Glas 10A, das in der
Die Größen der Glasplatte 11, der Zwischenfolie 13A und des Lichteinstellelements 15 sind etwa identisch. In der Draufsicht liegt die Glasplatte 12 auf den Umfangsseiten des Laminatabschnitts der Glasplatte 11, der Zwischenfolie 13A und des Lichteinstellelements 15 in einer streifenartigen Weise frei. Das laminierte Glas 10A ist beispielsweise eine hintere Seitenscheibe.The sizes of the
Auf diese Weise kann in einem Fall, bei dem das Lichteinstellelement 15 in einem Bereich eines Abschnitts der fahrzeugaußenseitigen Glasplatte 12 angeordnet ist, die Größe der fahrzeuginnenseitigen Glasplatte 11 und der Zwischenfolie 13A so ausgebildet werden, dass sie im Wesentlichen mit der Größe des Lichteinstellelements 15 identisch ist.In this way, in a case where the
(Zweite Ausführungsform)(Second embodiment)
Die zweite Ausführungsform zeigt ein Beispiel für eine Isolierglaseinheit, die das laminierte Glas gemäß der ersten Ausführungsform nutzt. Bei der zweiten Ausführungsform sollte beachtet werden, dass Beschreibungen von Elementen, die mit denjenigen in der bereits beschriebenen Ausführungsform identisch sind, weggelassen sein können.The second embodiment shows an example of an insulating glass unit using the laminated glass according to the first embodiment. In the second embodiment, it should be noted that descriptions of elements identical to those in the embodiment already described may be omitted.
Die
Das laminierte Glas 10 und die Glasplatte 21 sind so angeordnet, dass sie mit dem dazwischen angeordneten Abstandshalter 22 voneinander beabstandet angeordnet sind, und eine hohle Schicht 23 ist zwischen dem laminierten Glas 10 und der Glasplatte 21 bereitgestellt. Eine Seitenoberfläche 22a des Abstandshalters 22 ist auf der Oberfläche der Glasplatte 12 des laminierten Glases 10 auf der Seite der hohlen Schicht 23 durch ein primäres Dichtmittel 24a angebracht. Eine Seitenoberfläche 22b des Abstandshalters 22 ist auf der Oberfläche der Glasplatte 21 auf der Seite der hohlen Schicht 23 durch ein primäres Dichtmittel 24b angebracht. Beispiele für das primäre Dichtmittel 24a und das primäre Dichtmittel 24b umfassen ein Butyl-Dichtungselement und dergleichen.The
Ein sekundäres Dichtmittel 25 ist abdichtend auf einem Endabschnitt zwischen dem laminierten Glas 10 und der Glasplatte 21 aufgebracht. Dadurch wird die hohle Schicht 23, die zwischen dem laminierten Glas 10 und der Glasplatte 21 angeordnet ist, abgedichtet. Beispiele für das sekundäre Dichtmittel 25 umfassen beispielsweise ein Silikon-Dichtungselement, ein Polysulfid-Element, ein Polyurethan-Element, ein Butyl-Dichtungselement und dergleichen.A
Der Abstandshalter 22 ist beispielsweise aus einem hohlen Rohrelement ausgebildet und ein hohler Abschnitt 221 des Abstandshalters 22 ist mit einem Trockenmittel 26, wie z.B. einem Zeolith, gefüllt. Ferner ist ein Durchgangsloch 222, das den hohlen Abschnitt 221 und die hohle Schicht 23 verbindet, in dem Abstandshalter 22 bereitgestellt, und dadurch wird ein Gas innerhalb der hohlen Schicht 23 durch das Trockenmittel 26 getrocknet. Ferner kann die hohle Schicht 23 im Vorhinein mit einem Isoliergas (einem Inertgas, wie z.B. Argongas, Kryptongas oder dergleichen), d.h., einem funktionellen Gas, gefüllt werden. Durch Füllen der hohlen Schicht 23 mit einem Isoliergas im Vorhinein kann das Isoliervermögen der Isolierglaseinheit 20 verbessert werden.The
Ferner kann ein Film mit einem geringen Emissionsvermögen („Low E“-Film) zum Verbessern des Wärmeabschirmungsvermögens und des Isoliervermögens auf die Oberfläche der Glasplatte 12 des laminierten Glases 10 auf der Seite der hohlen Schicht 23 oder die Oberfläche der Glasplatte 21 auf der Seite der hohlen Schicht 23 aufgebracht werden. Die Glasplatte 21 kann ein Windschutzscheibenglas sein, das durch ein Floatverfahren hergestellt wird, oder es kann ein feuerfestes Drahtglas sein. Ferner kann die Glasplatte 21 ein laminiertes Glas sein.Further, a film with a low emissivity ("Low E" film) for improving the heat shielding ability and the insulating ability on the surface of the
Wie es beschrieben worden ist, kann eine Isolierglaseinheit 20 unter Verwendung des laminierten Glases 10 gemäß der Ausführungsform 1 realisiert werden, und durch die Isolierglaseinheit 20 können ein hervorragendes Isoliervermögen und ein hervorragendes Wärmeabschirmungsvermögen erreicht werden.As has been described, an insulating
Ferner befindet sich, wenn die Isolierglaseinheit 20 an dem Fahrzeug installiert ist, das laminierte Glas 10 auf der Fahrzeug-Innenseite, die Glasplatte 11 des laminierten Glases 10, die am nächsten zu dem Inneren vorliegt, weist eine Plattendicke von 1 mm oder weniger auf, und die Rotationsviskosität (γ1) der Lichteinstellschicht 153 beträgt 2000 mPa · s bei 25 Grad Celsius. Dadurch wird die Spannung, die innerhalb des laminierten Glases 10 auftritt, vermindert, die Farbungleichmäßigkeit des Lichteinstellelements 15 kann verbessert werden und ein hervorragendes Ansprechen des Lichteinstellelements 15 kann erhalten werden. D.h., eine Isolierglaseinheit 20 mit einem hervorragenden Isoliervermögen und einem hervorragenden Wärmeabschirmungsvermögen und mit einem Lichteinstellelement 15, das eine Farbungleichmäßigkeit und ein Ansprechen aufweist, die hervorragend sind, kann erhalten werden.Further, when the insulating
Die Isolierglaseinheit kann so ausgebildet sein, dass das laminierte Glas 10 auf der Fahrzeug-Außenseite angeordnet ist und die Glasplatte 21 auf der Fahrzeug-Innenseite angeordnet ist. In diesem Fall ist die Glasplatte 11 des laminierten Glases 10 so angeordnet, dass die Glasplatte 11 die hohle Schicht 23 kontaktiert. Auch in diesem Fall beträgt die Plattendicke der Glasplatte 11, die von diesen in dem laminierten Glas 10 am nächsten zu dem Fahrzeuginneren vorliegt, 1 mm oder weniger, und die Rotationsviskosität (γ1) der Lichteinstellschicht 153 bei 25 Grad Celsius beträgt 2000 mPa · s. Dadurch wird die Spannung, die innerhalb des laminierten Glases 10 auftritt, vermindert, die Farbungleichmäßigkeit des Lichteinstellelements 15 kann verbessert werden und ein hervorragendes Ansprechen des Lichteinstellelements 15 kann erhalten werden. D.h., eine Isolierglaseinheit mit einem hervorragenden Isoliervermögen und einem hervorragenden Wärmeabschirmungsvermögen und mit einem Lichteinstellelement 15, das eine Farbungleichmäßigkeit und ein Ansprechen aufweist, die hervorragend sind, kann erhalten werden.The insulating glass unit may be configured such that the
Wie es beschrieben worden ist, kann die Isolierglaseinheit gemäß der zweiten Ausführungsform eine Isolierglaseinheit sein, in der zwei Glaselemente mit einem dazwischen angeordneten Abstandshalter voneinander beabstandet angeordnet sind, ein Randabschnitt der zwei Glaselemente durch das Dichtmittel abgedichtet ist und eines der zwei Glaselemente das laminierte Glas 10 ist. Alternativ kann das laminierte Glas 10A anstelle des laminierten Glases 10 verwendet werden.As has been described, the insulating glass unit according to the second embodiment may be an insulating glass unit in which two glass panels are spaced from each other with a spacer interposed therebetween, an edge portion of the two glass panels is sealed by the sealant, and one of the two glass panels is the
(Beispiele)(examples)
Nachstehend werden Anwendungsbeispiele beschrieben. Es sollte beachtet werden, dass die vorliegende Erfindung in keinerlei Weise auf diese Beispiele beschränkt ist.Application examples are described below. It should be noted that the present invention is in no way limited to these examples.
(Beispiel 1)(Example 1)
Eine Glasplatte (fahrzeuginnenseitige Glasplatte), die bei der Bildung des laminierten Glases als die innere Platte dient, und eine Glasplatte (fahrzeugaußenseitige Glasplatte), die bei der Bildung des laminierten Glases als die äußere Platte dient, wurden hergestellt (als „VFL“ bekannt, hergestellt von AGC Inc). Die Abmessungen der fahrzeuginnenseitigen Glasplatte wurden auf 300 mm lang × 300 mm breit × 0,7 mm Plattendicke eingestellt, wohingegen die Abmessungen der fahrzeugaußenseitigen Glasplatte auf 300 mm lang × 300 mm breit × 2 mm Plattendicke eingestellt wurden.A glass sheet (vehicle inside glass sheet) serving as the inner sheet in the formation of the laminated glass and a glass sheet (vehicle outside glass sheet) serving as the outer sheet in the formation of the laminated glass were prepared (known as "VFL", manufactured by AGC Inc). The dimensions of the vehicle-inside glass panel were set to 300 mm long × 300 mm wide × 0.7 mm panel thickness, while the dimensions of the vehicle-outside glass panel were set to 300 mm long × 300 mm wide × 2 mm panel thickness.
Als nächstes wurden Gast-Wirt-Flüssigkristalle als das Lichteinstellelement hergestellt bzw. vorbereitet. Die Abmessungen der Gast-Wirt-Flüssigkristalle waren 250 mm lang × 250 mm breit × 0,28 mm dick.Next, guest-host liquid crystals were prepared as the light adjusting element. The dimensions of the guest-host liquid crystals were 250 mm long × 250 mm wide × 0.28 mm thick.
Die Rotationsviskosität (γ1) der Lichteinstellschicht der Gast-Wirt-Flüssigkristalle wurde mit einem Rotationsviskosimeter mit paralleler Platte (Viskosimeter des B-Typs) gemessen. D.h., sowohl die Viskosität (V20 U/min) bei einer Drehzahl von 20 U/min als auch die Viskosität (V2U/min) bei einer Drehzahl von 2 U/min der Lichteinstellschicht der Gast-Wirt-Flüssigkristalle wurden gemessen. Dann wurde der arithmetische Mittelwert ((V20 U/min+ V2U/min)/2) der aus den Messungen erhaltenen Messwerte als die Rotationsviskosität (γ1) (mPa · s) verwendet.The rotational viscosity (γ1) of the light-adjusting layer of the guest-host liquid crystals was measured with a parallel plate rotational viscometer (B-type viscometer). That is, both the viscosity (V20 rpm ) at a rotation speed of 20 rpm and the viscosity (V2rpm ) at a rotation speed of 2 rpm of the light-adjusting layer of the guest-host liquid crystals were measured. Then, the arithmetic mean ((V20 rpm + V2rpm )/2) of the measured values obtained from the measurements was used as the rotational viscosity (γ1) (mPa·s).
Bei 25 Grad Celsius betrugt die Rotationsviskosität (γ1) der Lichteinstellschicht der Gast-Wirt-Flüssigkristalle 100 mPa · s. Ferner wurden zwei Zwischenfolien (von Solutia Japan Ltd.; PVB; Dicke von 0,38 mm) hergestellt.At 25 degrees Celsius, the rotational viscosity (γ1) of the light-adjusting layer of the guest-host liquid crystals was 100 mPa·s. Further, two intermediate sheets (made by Solutia Japan Ltd.; PVB; thickness of 0.38 mm) were prepared.
Dann wurde das laminierte Glas zur Bewertung durch Warmbiegen hergestellt. Insbesondere wurden zuerst eine fahrzeuginnenseitige Glasplatte und eine fahrzeugaußenseitige Glasplatte einer Biegeverarbeitung unterzogen und so geformt, dass sie eine vorgegebene gekrümmte Form aufwiesen. Als nächstes wurde ein Laminat durch Einschließen einer Zwischenfolie und von Gast-Wirt-Flüssigkristallen und der anderen Zwischenfolie in dieser Reihenfolge zwischen der fahrzeuginnenseitigen Glasplatte mit der gekrümmten Form und der fahrzeugaußenseitigen Glasplatte mit der gekrümmten Form hergestellt. Als nächstes wurde das Laminat zum Verbinden in einem Vakuum innerhalb eines Unterdruckbereichs von -65 kPa bis -100 kPa bei einer Temperatur innerhalb eines Bereichs von 70 Grad Celsius bis 110 Grad Celsius in einen Kautschukbeutel eingebracht. Dann wurden mit dem Laminat bei Bedingungen eines Temperaturbereichs von 100 Grad Celsius bis 150 Grad Celsius und eines Absolutdruckbereichs von 0,6 MPa bis 1,3 MPa ein Erwärmen und Beaufschlagen mit Druck durchgeführt, so dass ein laminiertes Glas zur Bewertung hergestellt wurde.Then, the laminated glass for evaluation by hot bending was prepared. Specifically, first, a vehicle-inside glass panel and a vehicle-outside glass panel were subjected to bending processing and formed to have a predetermined curved shape. Next, a laminate was prepared by sandwiching an intermediate sheet and guest-host liquid crystals and the other intermediate sheet in this order between the vehicle-inside glass panel having the curved shape and the vehicle-outside glass panel having the curved shape. Next, the laminate was placed in a rubber bag for bonding in a vacuum within a negative pressure range of -65 kPa to -100 kPa at a temperature within a range of 70 degrees Celsius to 110 degrees Celsius. Then, the laminate was subjected to heating and pressurizing under conditions of a temperature range of 100 degrees Celsius to 150 degrees Celsius and an absolute pressure range of 0.6 MPa to 1.3 MPa, so that a laminated glass for evaluation was prepared.
(Beispiel 2)(Example 2)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 2 mm eingestellt wurde.A laminated glass for evaluation was produced in substantially the same manner as in Example 1, except that the panel thickness of the vehicle inside glass panel was set to 2 mm.
(Beispiel 3)(Example 3)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 1 mm eingestellt wurde.A laminated glass for evaluation was produced in substantially the same manner as in Example 1, except that the panel thickness of the vehicle inside glass panel was set to 1 mm.
(Beispiel 4)(Example 4)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde.A laminated glass for evaluation was produced in substantially the same manner as in Example 1 except that the plate thickness of the vehicle interior glass panel has been set to 0.55 mm.
(Beispiel 5)(Example 5)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass Flüssigkristalle anstelle von Gast-Wirt-Flüssigkristallen verwendet wurden, wobei die Rotationsviskosität (γ1) der Flüssigkristalle der Lichteinstellschicht bei 25 Grad Celsius 500 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde. Ferner wurde ein laminiertes Glas zur Bewertung im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass ein elektrochromes Material anstelle der Gast-Wirt-Flüssigkristalle verwendet wurde, wobei die Rotationsviskosität (γ1) des elektrochromen Materials der Lichteinstellschicht bei 25 Grad Celsius 500 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde.A laminated glass for evaluation was prepared in substantially the same manner as in Example 1 except that liquid crystals were used instead of guest-host liquid crystals, the rotational viscosity (γ1) of the liquid crystals of the light-adjusting layer at 25 degrees Celsius was 500 mPa · s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm. Further, a laminated glass for evaluation was prepared in substantially the same manner as in Example 1 except that an electrochromic material was used in place of the guest-host liquid crystals, and the rotational viscosity (γ1) of the electrochromic material of the light-adjusting layer was 25 degree Celsius was 500 mPa·s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm.
(Beispiel 6)(Example 6)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass Flüssigkristalle anstelle von Gast-Wirt-Flüssigkristallen verwendet wurden, wobei die Rotationsviskosität (γ1) der Flüssigkristalle der Lichteinstellschicht bei 25 Grad Celsius 2000 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde. Ferner wurde ein laminiertes Glas zur Bewertung im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass ein elektrochromes Material anstelle der Gast-Wirt-Flüssigkristalle verwendet wurde, wobei die Rotationsviskosität (γ1) des elektrochromen Materials der Lichteinstellschicht bei 25 Grad Celsius 2000 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde.A laminated glass for evaluation was prepared in substantially the same manner as in Example 1, except that liquid crystals were used instead of guest-host liquid crystals, the rotational viscosity (γ1) of the liquid crystals of the light-adjusting layer at 25 degrees Celsius was 2000 mPa · s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm. Further, a laminated glass for evaluation was prepared in substantially the same manner as in Example 1 except that an electrochromic material was used in place of the guest-host liquid crystals, and the rotational viscosity (γ1) of the electrochromic material of the light-adjusting layer was 25 degree Celsius was 2000 mPa·s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm.
(Beispiel 7)(Example 7)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass Flüssigkristalle anstelle von Gast-Wirt-Flüssigkristallen verwendet wurden, wobei die Rotationsviskosität (γ1) der Flüssigkristalle der Lichteinstellschicht bei 25 Grad Celsius 3000 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde. Ferner wurde ein laminiertes Glas zur Bewertung im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass ein elektrochromes Material anstelle der Gast-Wirt-Flüssigkristalle verwendet wurde, wobei die Rotationsviskosität (γ1) des elektrochromen Materials der Lichteinstellschicht bei 25 Grad Celsius 3000 mPa · s betrug und die Plattendicke der fahrzeuginnenseitigen Glasplatte auf 0,55 mm eingestellt wurde.A laminated glass for evaluation was prepared in substantially the same manner as in Example 1 except that liquid crystals were used instead of guest-host liquid crystals, the rotational viscosity (γ1) of the liquid crystals of the light-adjusting layer at 25 degrees Celsius was 3000 mPa · s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm. Further, a laminated glass for evaluation was prepared in substantially the same manner as in Example 1 except that an electrochromic material was used in place of the guest-host liquid crystals, and the rotational viscosity (γ1) of the electrochromic material of the light-adjusting layer was 25 degree Celsius was 3000 mPa·s and the panel thickness of the vehicle inside glass panel was set to 0.55 mm.
(Beispiel 8)(Example 8)
Ein laminiertes Glas zur Bewertung wurde im Wesentlichen in der gleichen Weise wie im Beispiel 1 hergestellt, mit der Ausnahme, dass ein transparenter Haftmittelfilm (OCA8146-5, hergestellt von 3M) mit einer Dicke von 0,125 mm als die Zwischenfolie verwendet wurde.A laminated glass for evaluation was produced in substantially the same manner as in Example 1 except that a transparent adhesive film (OCA8146-5, manufactured by 3M) having a thickness of 0.125 mm was used as the intermediate sheet.
Insbesondere wurde ein erstes Laminat, in dem ein Lichteinstellelement an einer biegegeformten fahrzeugaußenseitigen Glasplatte mittels des transparenten Haftmittelfilms angebracht war, hergestellt, und dann wurde ein fertiges Laminat, in dem eine fahrzeuginnenseitige Glasplatte mit einer flachen Form auf der Seite des Lichteinstellelements des ersten Laminats mittels eines weiteren transparenten Haftmittelfilms angebracht war, hergestellt. Das erste Laminat und das fertige Laminat, die hergestellt worden sind, wurden bei Raumtemperatur mittels einer Walze verbunden.Specifically, a first laminate in which a light-adjusting member was attached to a bend-shaped vehicle-outside glass panel by means of the transparent adhesive film was prepared, and then a finished laminate in which a vehicle-inside glass panel having a flat shape was bonded on the light-adjusting member side of the first laminate by means of a another transparent adhesive film was attached. The first laminate and the finished laminate that were produced were roller-joined at room temperature.
(Bewertungen)(Reviews)
Für jedes laminierte Glas zur Bewertung, das im Beispiel 1 bis Beispiel 8 hergestellt worden ist, wurde durch Betrachten von der Seite der fahrzeuginnenseitigen Glasplatte visuell bestätigt, ob eine Farbungleichmäßigkeit in der Ebene des Lichteinstellelements auftrat, und diejenigen, bei denen eine Farbungleichmäßigkeit auftrat, wurden als „versagt“ bewertet, und diejenigen, bei denen eine Farbungleichmäßigkeit nicht auftrat, wurden als „bestanden“ bewertet. Ferner wurde für diejenigen, bei denen eine Farbungleichmäßigkeit nicht auftrat, der Grad der Orangenhaut (Reflexionsungleichmäßigkeit der Substratoberfläche des Lichteinstellelements), die durch eine Welligkeit des Substrats des Lichteinstellelements verursacht wird, verglichen und diejenigen mit einer nicht wahrnehmbaren Orangenhaut wurden als sehr gut bewertet.For each laminated glass for evaluation produced in Example 1 to Example 8, whether color unevenness occurred in the plane of the light adjusting member was visually confirmed by observing from the vehicle interior side glass panel side, and those where color unevenness occurred were evaluated as "fail", and those in which color unevenness did not occur were evaluated as "pass". Furthermore, for those in which color non-uniformity did not occur, the degree of orange peel (reflection non-uniformity of the substrate surface of the light-adjusting element) caused by waviness of the substrate of the light-adjusting element was compared, and those with an imperceptible orange peel were rated as very good.
Ferner wurde das Ansprechen für jede der laminierten Glasplatten zur Bewertung, die im Beispiel 1 bis Beispiel 8 hergestellt worden sind, bewertet. Insbesondere wurde die „Ansprechgeschwindigkeit“ des Lichteinstellelements beim Umschalten von EIN auf AUS bei 0 Grad Celsius gemessen, und diejenigen mit einer „Ansprechgeschwindigkeit“ von länger als 5 Sekunden wurden als schlecht (versagt) bewertet, diejenigen mit einer „Ansprechgeschwindigkeit“ von länger als 2 Sekunden, jedoch nicht mehr als 5 Sekunden, wurden als gut (bestanden) bewertet, und diejenigen mit einer „Ansprechgeschwindigkeit“ von 2 Sekunden oder weniger wurden als sehr gut bewertet. Dabei ist die „Ansprechgeschwindigkeit“ die Zeit, die erforderlich ist, damit die Intensität des durchgelassenen Lichts 80 % des Maximums der Änderungsbreite von durchgelassenem Licht erreicht, und zwar durch Emittieren eines Laserstrahls mit einer Wellenlänge von 543,5 nm auf jedes laminierte Glas zur Bewertung und Messen der Änderung der Intensität des durchgelassenen Lichts alle 0,1 s.Further, the response for each of the laminated glass plates for evaluation prepared in Example 1 to Example 8 was evaluated. Specifically, the "response speed" of the light adjusting element when switching from ON to OFF at 0 degrees Celsius was measured, and those with a "response speed" longer than 5 seconds were evaluated as poor (fail), those with a "response speed" longer than 2 Seconds but no more than 5 seconds were rated as good (pass) and those with a "speed of response" of 2 seconds or less were rated rated as very good. Here, the “response speed” is the time required for the transmitted light intensity to reach 80% of the maximum of the transmitted light change width by emitting a laser beam with a wavelength of 543.5 nm to each laminated glass for evaluation and measuring the change in transmitted light intensity every 0.1 s.
Die Bewertungsergebnisse der Farbungleichmäßigkeit und des Ansprechens sind in der
Wie es in der
Ferner wurde bei einem Vergleich des Grads der Orangenhaut für die Fälle, bei denen eine Farbungleichmäßigkeit nicht auftrat, bestätigt, dass die Orangenhaut in dem Fall verbessert war, bei dem der transparente Haftmittelfilm bei der Herstellung des laminierten Glases verwendet wurde.Further, when comparing the degree of orange peel in the cases where color unevenness did not occur, it was confirmed that the orange peel was improved in the case where the transparent adhesive film was used in the production of the laminated glass.
Ferner waren die Bewertungsergebnisse für das Ansprechen in den Fällen, bei denen die Rotationsviskosität (γ1) der Lichteinstellschicht bei 25 Grad Celsius 2000 mPa · s oder weniger betrug, bestanden (gut oder sehr gut). Insbesondere in den Fällen, bei denen die Rotationsviskosität (γ1) der Lichteinstellschicht bei 25 Grad Celsius 500 mPa · s oder weniger betrug, wurde bestätigt, dass die Bewertungsergebnisse des Ansprechens sehr gut waren, und folglich war das Ansprechen hervorragend. Im Gegensatz dazu war in einem Fall, bei dem die Rotationsviskosität (γ1) der Lichteinstellschicht bei 25 Grad Celsius mehr als 2000 mPa · s betrug, das Bewertungsergebnis des Ansprechens ein versagt (schlecht).Further, the response evaluation results in the cases where the rotational viscosity (γ1) of the light adjustment layer at 25 degrees Celsius was 2000 mPa·s or less were passed (good or very good). In particular, in the cases where the rotational viscosity (γ1) of the light-adjusting layer was 500 mPa·s or less at 25 degrees Celsius, it was confirmed that the response evaluation results were very good, and hence the response was excellent. In contrast, in a case where the rotational viscosity (γ1) of the light-adjusting layer was more than 2000 mPa·s at 25 degrees Celsius, the response evaluation result was a failed (poor).
Auf der Basis dieser Ergebnisse wird, solange die Plattendicke der fahrzeuginnenseitigen Glasplatte 1 mm oder weniger beträgt und die Rotationsviskosität (γ1) der Lichteinstellschicht bei 25 Grad Celsius 2000 mPa · s oder weniger beträgt, davon ausgegangen, dass die Farbungleichmäßigkeit in der Ebene in dem Lichteinstellelement vermindert werden kann und ein hervorragendes Ansprechen erhalten werden kann.Based on these results, as long as the plate thickness of the vehicle interior glass plate is 1 mm or less and the rotational viscosity (γ1) of the light-adjusting layer is 2000 mPa s or less at 25 degrees Celsius, it is assumed that the in-plane color non-uniformity in the light-adjusting member can be reduced and an excellent response can be obtained.
Ferner wird in dem Fall, bei dem ein laminiertes Glas unter Verwendung sowohl einer fahrzeuginnenseitigen Glasplatte mit einer Plattendicke von 1 mm oder weniger als auch eines transparenten Haftmittelfilms hergestellt wird, davon ausgegangen, dass die Farbungleichmäßigkeit in der Ebene des Lichteinstellelements vermindert werden kann und dass die Orangenhaut verbessert werden kann. Bezüglich der Gründe wird davon ausgegangen, dass dann, wenn ein laminiertes Glas unter Verwendung eines transparenten Haftmittelfilms hergestellt wird, ein Druckverbinden bei Raumtemperatur durchgeführt werden kann, und folglich davon ausgegangen wird, dass keine Kontraktionsratendifferenz der Zwischenfolie und des Substrats des Lichteinstellelements aufgrund von Wärme auftritt, und folglich wird davon ausgegangen, dass eine Welligkeit in dem Substrat des Lichteinstellelements vermindert werden kann.Furthermore, in the case where a laminated glass is manufactured using both an in-vehicle glass panel with a panel thickness of 1 mm or less and a transparent adhesive film, it is considered that the color unevenness in the plane of the light adjusting member can be reduced and that the Orange peel can be improved. Regarding the reasons, it is considered that when a laminated glass is manufactured using a transparent adhesive film, pressure bonding can be performed at room temperature, and hence it is considered that no contraction rate difference of the intermediate film and the substrate of the light adjusting member due to heat occurs , and hence it is considered that ripples in the substrate of the light adjusting member can be reduced.
Vorstehend wurden die bevorzugte Ausführungsform und dergleichen detailliert beschrieben. Die Ausführungsform ist jedoch nicht auf die vorstehend beschriebene Ausführungsform und dergleichen beschränkt und verschiedene Modifizierungen und Ersetzungen können auf die vorstehend beschriebene Ausführungsform und dergleichen angewandt werden, ohne von dem in den Ansprüchen beschriebenen Umfang abzuweichen.The preferred embodiment and the like have been described in detail above. However, the embodiment is not limited to the embodiment and the like described above, and various modifications and substitutions can be applied to the embodiment and the like described above without departing from the scope described in claims.
Diese internationale Anmeldung beansprucht die Priorität der japanischen Patentanmeldung Nr.
BezugszeichenlisteReference List
- 10, 10A10, 10A
- Laminiertes GlasLaminated glass
- 11, 12, 2111, 12, 21
- Glasplatteglass plate
- 13, 13A, 131, 132, 13313, 13A, 131, 132, 133
- Zwischenfolieinterlayer
- 1414
- Abschirmungsschichtshielding layer
- 1515
- Lichteinstellelementlight adjustment element
- 2020
- Isolierglaseinheitinsulating glass unit
- 2222
- Abstandshalterspacers
- 22a, 22b, 2222a, 22b, 22
- Seitenoberfläche des Abstandshalters 22Side surface of
spacer 22 - 2323
- Hohle Schichthollow layer
- 24a, 24b24a, 24b
- Primäres DichtmittelPrimary sealant
- 2525
- Sekundäres DichtmittelSecondary sealant
- 2626
- Trockenmitteldesiccant
- 151, 155151, 155
- Substratsubstrate
- 152, 154152, 154
- Leitender FilmSenior Movie
- 153153
- Lichteinstellschichtlight adjustment layer
- 156156
- Elektrodeelectrode
- 221221
- Hohler Abschnitthollow section
- 222222
- Durchgangslochthrough hole
ZITATE ENTHALTEN IN DER BESCHREIBUNGQUOTES INCLUDED IN DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of the documents cited by the applicant was generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturPatent Literature Cited
- WO 2019/138791 [0038]WO 2019/138791 [0038]
- JP 5410031 [0038]JP 5410031 [0038]
- JP 4214423 [0038]JP 4214423 [0038]
- JP 6117946 [0038]JP 6117946 [0038]
- US 2014/0205746 [0038]US2014/0205746 [0038]
- US 2014/0205748 [0038]US2014/0205748 [0038]
- US 9207514 [0038]US9207514 [0038]
- US 9256111 [0038]US9256111 [0038]
- US 2014/0272394 [0038]US2014/0272394 [0038]
- JP 6065221 [0061]JP 6065221 [0061]
- JP 2019190248 [0142]JP 2019190248 [0142]
Claims (17)
Translated fromGermanApplications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-190248 | 2019-10-17 | ||
| JP2019190248 | 2019-10-17 | ||
| PCT/JP2020/037719WO2021075294A1 (en) | 2019-10-17 | 2020-10-05 | Laminated glass, method for manufacturing same and multi-layered glass |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE112020004198T5true DE112020004198T5 (en) | 2022-05-19 |
Family
ID=75537472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE112020004198.0TPendingDE112020004198T5 (en) | 2019-10-17 | 2020-10-05 | Laminated glass, method of manufacturing a laminated glass and insulating glass unit |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7669930B2 (en) |
| DE (1) | DE112020004198T5 (en) |
| WO (1) | WO2021075294A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7700646B2 (en)* | 2021-11-19 | 2025-07-01 | 大日本印刷株式会社 | Laminated glass, liquid crystal device, and method for fixing laminated glass |
| DE102022107571A1 (en) | 2022-03-30 | 2023-10-05 | Webasto SE | Vehicle window with flat PDLC arrangement |
| CN117183494A (en)* | 2023-08-17 | 2023-12-08 | 福耀玻璃工业集团股份有限公司 | Laminated glass and vehicle |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4214423B1 (en) | 1965-10-14 | 1967-08-14 | ||
| JPS5410031B2 (en) | 1975-06-23 | 1979-05-01 | ||
| JPS6117946B2 (en) | 1980-02-21 | 1986-05-09 | Toray Industries | |
| US20140205748A1 (en) | 2013-01-21 | 2014-07-24 | Kinestral Technologies, Inc. | Process for preparing a multi-layer electrochromic structure |
| US20140272394A1 (en) | 2013-03-15 | 2014-09-18 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 6 mixed metal oxides |
| US9207514B2 (en) | 2013-01-21 | 2015-12-08 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 4 mixed metal oxides |
| US9256111B2 (en) | 2013-01-21 | 2016-02-09 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 5 mixed metal oxides |
| JP6065221B2 (en) | 2013-06-13 | 2017-01-25 | 日本ゼオン株式会社 | Laminated glass plate |
| WO2019138791A1 (en) | 2018-01-10 | 2019-07-18 | Jnc株式会社 | Liquid crystal composition and liquid crystal display device |
| JP2019190248A (en) | 2018-04-27 | 2019-10-31 | 株式会社Lixil | Toilet bowl flush tank and toilet bowl device |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005029083A (en) | 2003-07-10 | 2005-02-03 | Safety Technical Union | Window glass for automobile |
| US7582338B2 (en)* | 2007-04-13 | 2009-09-01 | Merck Patent Gesellschaft Mit Beschrankter Haftung | Liquid crystal medium |
| JP2017218349A (en)* | 2016-06-08 | 2017-12-14 | 旭硝子株式会社 | Lighting control laminate and double-layered glass |
| DE112017006554T5 (en) | 2016-12-26 | 2019-09-26 | AGC Inc. | GLASS PLATE WITH A SEALING ELEMENT |
| JP2019094220A (en)* | 2017-11-17 | 2019-06-20 | Agc株式会社 | Window glass for vehicle |
| JP7255501B2 (en) | 2018-02-07 | 2023-04-11 | Agc株式会社 | laminated glass |
| JP7073795B2 (en)* | 2018-03-09 | 2022-05-24 | 大日本印刷株式会社 | Laminated glass manufacturing method |
| JP7457504B2 (en)* | 2018-03-27 | 2024-03-28 | 積水化学工業株式会社 | Light control body and light control window glass |
- 2020
- 2020-10-05DEDE112020004198.0Tpatent/DE112020004198T5/enactivePending
- 2020-10-05WOPCT/JP2020/037719patent/WO2021075294A1/ennot_activeCeased
- 2020-10-05JPJP2021552324Apatent/JP7669930B2/enactiveActive
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4214423B1 (en) | 1965-10-14 | 1967-08-14 | ||
| JPS5410031B2 (en) | 1975-06-23 | 1979-05-01 | ||
| JPS6117946B2 (en) | 1980-02-21 | 1986-05-09 | Toray Industries | |
| US20140205748A1 (en) | 2013-01-21 | 2014-07-24 | Kinestral Technologies, Inc. | Process for preparing a multi-layer electrochromic structure |
| US20140205746A1 (en) | 2013-01-21 | 2014-07-24 | Kinestral Technologies, Inc. | Process for preparing a multi-layer electrochromic structure |
| US9207514B2 (en) | 2013-01-21 | 2015-12-08 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 4 mixed metal oxides |
| US9256111B2 (en) | 2013-01-21 | 2016-02-09 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 5 mixed metal oxides |
| US20140272394A1 (en) | 2013-03-15 | 2014-09-18 | Kinestral Technologies, Inc. | Electrochromic lithium nickel group 6 mixed metal oxides |
| JP6065221B2 (en) | 2013-06-13 | 2017-01-25 | 日本ゼオン株式会社 | Laminated glass plate |
| WO2019138791A1 (en) | 2018-01-10 | 2019-07-18 | Jnc株式会社 | Liquid crystal composition and liquid crystal display device |
| JP2019190248A (en) | 2018-04-27 | 2019-10-31 | 株式会社Lixil | Toilet bowl flush tank and toilet bowl device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021075294A1 (en) | 2021-04-22 |
| JP7669930B2 (en) | 2025-04-30 |
| JPWO2021075294A1 (en) | 2021-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112021000529T5 (en) | head-up display system | |
| DE112020001206T5 (en) | Laminated glass | |
| DE102019108385A1 (en) | Laminated glass | |
| DE112020005615T5 (en) | LAMINATED GLASS | |
| US12090730B2 (en) | Laminated glass | |
| DE112019004506B4 (en) | Glass and laminated glass | |
| DE112018004359T5 (en) | LAMINATE WITH THIN OPERATIONAL IMPROVEMENT HAS BETTER STRENGTH AND OPTICAL QUALITY | |
| DE102006042538A1 (en) | Composite glass used as safety glass comprises a first thick glass made from hardened soda-lime glass and a first thin glass having a functionalized surface | |
| DE112021004395T5 (en) | LAMINATED GLASS AND METHOD OF MAKING A LAMINATED GLASS | |
| DE112020004198T5 (en) | Laminated glass, method of manufacturing a laminated glass and insulating glass unit | |
| DE112019000701T5 (en) | Laminated glass | |
| JP7472620B2 (en) | Laminated glass and laminated glass units | |
| DE112020000361T5 (en) | LAMINATED GLASS | |
| DE202021004291U1 (en) | Glazing with light source | |
| DE112019004194T5 (en) | Laminated glass | |
| DE112020001086T5 (en) | LAMINATED GLASS | |
| DE112021003404T5 (en) | LAMINATED GLASS | |
| DE112018006105T5 (en) | INVISIBLE EDGE-FIXED SUBSTRATE COMPENSATION LAYER FOR AUTOMOTIVE GLAZING | |
| DE112022004258T5 (en) | VEHICLE LAMINATED GLASS AND VEHICLE WINDOW CONSTRUCTION | |
| DE112020003480T5 (en) | LAMINATED GLASS | |
| DE112022002800T5 (en) | VEHICLE LAMINATED GLASS AND VEHICLE WINDOW CONSTRUCTION | |
| DE112017004048T5 (en) | LAMINATED GLASS | |
| DE112021002157T5 (en) | LAMINATED GLASS | |
| DE112019002015T5 (en) | VEHICLE WINDSHIELD | |
| WO2023046477A1 (en) | Glazing with segmented pdlc-functional element and electrically controllable optical properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R012 | Request for examination validly filed |