DE102023200590A1 - Ceramic powder mixture, method for producing a ceramic component and device - Google Patents
Ceramic powder mixture, method for producing a ceramic component and deviceDownload PDFInfo
- Publication number
- DE102023200590A1 DE102023200590A1DE102023200590.5ADE102023200590ADE102023200590A1DE 102023200590 A1DE102023200590 A1DE 102023200590A1DE 102023200590 ADE102023200590 ADE 102023200590ADE 102023200590 A1DE102023200590 A1DE 102023200590A1
- Authority
- DE
- Germany
- Prior art keywords
- powder
- sintering aid
- ceramic
- powder mixture
- feldspar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000843powderSubstances0.000titleclaimsabstractdescription45
- 239000000919ceramicSubstances0.000titleclaimsabstractdescription26
- 239000000203mixtureSubstances0.000titleclaimsabstractdescription22
- 238000004519manufacturing processMethods0.000titledescription5
- 238000005245sinteringMethods0.000claimsabstractdescription28
- 2380000101463D printingMethods0.000claimsabstractdescription5
- 239000011230binding agentSubstances0.000claimsdescription16
- 239000010433feldsparSubstances0.000claimsdescription16
- 238000000034methodMethods0.000claimsdescription9
- 238000005266castingMethods0.000claimsdescription8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-NSilicium dioxideChemical compoundO=[Si]=OVYPSYNLAJGMNEJ-UHFFFAOYSA-N0.000claimsdescription4
- 229910052814silicon oxideInorganic materials0.000claimsdescription4
- 239000000463materialSubstances0.000claimsdescription2
- TWNQGVIAIRXVLR-UHFFFAOYSA-Noxo(oxoalumanyloxy)alumaneChemical compoundO=[Al]O[Al]=OTWNQGVIAIRXVLR-UHFFFAOYSA-N0.000claimsdescription2
- RVTZCBVAJQQJTK-UHFFFAOYSA-Noxygen(2-);zirconium(4+)Chemical compound[O-2].[O-2].[Zr+4]RVTZCBVAJQQJTK-UHFFFAOYSA-N0.000claimsdescription2
- 229910000601superalloyInorganic materials0.000claimsdescription2
- 229910001928zirconium oxideInorganic materials0.000claimsdescription2
- 229910017052cobaltInorganic materials0.000claims1
- 239000010941cobaltSubstances0.000claims1
- GUTLYIVDDKVIGB-UHFFFAOYSA-Ncobalt atomChemical compound[Co]GUTLYIVDDKVIGB-UHFFFAOYSA-N0.000claims1
- 238000007639printingMethods0.000claims1
- 239000007790solid phaseSubstances0.000description4
- 239000007791liquid phaseSubstances0.000description3
- 238000010276constructionMethods0.000description2
- 239000007788liquidSubstances0.000description2
- 238000002844meltingMethods0.000description2
- 239000002245particleSubstances0.000description2
- BUHVIAUBTBOHAG-FOYDDCNASA-N(2r,3r,4s,5r)-2-[6-[[2-(3,5-dimethoxyphenyl)-2-(2-methylphenyl)ethyl]amino]purin-9-yl]-5-(hydroxymethyl)oxolane-3,4-diolChemical compoundCOC1=CC(OC)=CC(C(CNC=2C=3N=CN(C=3N=CN=2)[C@H]2[C@@H]([C@H](O)[C@@H](CO)O2)O)C=2C(=CC=CC=2)C)=C1BUHVIAUBTBOHAG-FOYDDCNASA-N0.000description1
- 229910010293ceramic materialInorganic materials0.000description1
- 238000001816coolingMethods0.000description1
- 238000005495investment castingMethods0.000description1
- 239000000155meltSubstances0.000description1
- 230000008018meltingEffects0.000description1
- 239000007921spraySubstances0.000description1
- 238000005507sprayingMethods0.000description1
- 239000000126substanceSubstances0.000description1
Images
Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/14—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silica
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6026—Computer aided shaping, e.g. rapid prototyping
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Composite Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
Translated fromGermanDescription
Translated fromGermanFeinstrukturierte Keramiken wie zum Beispiel keramische Gusskerne sind integrale Bestandteile zur Herstellung von hocheffizienten Feingusskomponenten wie zum Beispiel Turbinenschaufeln. Sie bestimmen deren innere Struktur und damit insbesondere deren Kühlkonzept. Mit zunehmender Komplexität der Geometrien, die Hinterschneidungen und mehrwandige Designs beinhalten, stoßen die derzeit verwendeten konventionellen Verfahren zur Herstellung der keramischen Gusskerne oder allgemein bei feingliedrigen keramischen Bauteilen an ihre Grenzen.Finely structured ceramics such as ceramic casting cores are integral components for the production of highly efficient investment casting components such as turbine blades. They determine their internal structure and thus in particular their cooling concept. With increasing complexity of the geometries, which include undercuts and multi-wall designs, the conventional processes currently used for the production of ceramic casting cores or generally for fine-structured ceramic components are reaching their limits.
Die Verwendung von 3D Druck zur Herstellung von Gusskernen ist bekannt, siehe
Es kann allerdings i.a. zu festigkeitsbedingten Rissen kommen, die mit einer gewissen Ausschussrate bei der Herstellung einhergehen.However, strength-related cracks can generally occur, which are associated with a certain scrap rate during production.
Es ist daher Aufgabe der Erfindung, oben genanntes Problem zu lösen.It is therefore an object of the invention to solve the above-mentioned problem.
Die Aufgabe gelöst wird durch eine keramische Pulvermischung, ein Verfahren gemäß Anspruch 7 und eine Vorrichtung gemäß Anspruch 13.The object is achieved by a ceramic powder mixture, a method according to
In den Unteransprüchen sind weitere vorteilhafte Maßnahmen aufgelistet, die beliebig benannter kombiniert werden können, um weitere Vorteile zu erzielen.The subclaims list further advantageous measures which can be combined in any desired manner to achieve further advantages.
Es zeigt die Figur eine erfindungsgemäße Vorrichtung.
- Die Figur und die Beschreibung stellen nur Ausführungsbeispiele der Erfindung dar.
- The figure and the description represent only embodiments of the invention.
Aufgrund der chemischen Zusammensetzung der verwendeten Werkstoffe für keramische Bauteile, wie insbesondere für Gusskerne, insbesondere von Gusskernen für Superlegierungen, erfolgt eine Verbindung der einzelnen Pulverpartikel lediglich über das Festphasensintern nach dem „Binderjetting“ oder Freistrahl-Bindemittelauftrag und nach der Herausnahme aus einem Pulverbett.Due to the chemical composition of the materials used for ceramic components, such as casting cores, in particular casting cores for superalloys, the individual powder particles are only bonded via solid-phase sintering after “binder jetting” or free-jet binder application and after removal from a powder bed.
Typische keramische Werkstoffe sind Siliziumoxid, Aluminiumoxid, Zirkonoxid und/oder Mischungen daraus. Insbesondere werden Mischungen mit Siliziumoxid als Hauptbestandteil verwendet.Typical ceramic materials are silicon oxide, aluminum oxide, zirconium oxide and/or mixtures thereof. In particular, mixtures with silicon oxide as the main component are used.
Korngrößen dieser Pulver sind vorzugsweise kleiner 100µm und insbesondere größer 100nm.Grain sizes of these powders are preferably smaller than 100µm and especially larger than 100nm.
Einer bekannten keramischen Pulvermischung wird erfindungsgemäß ein Sinterhilfsmittel oder Feldspat hinzu gemischt und zusammen wie gewohnt mittels eines Schiebers in den Bauraum eines 3D-ruckers geschoben. In dem 3D-Drucker wird dann ein Binder an vorbestimmten Stellen und Flächen durch Aufspritzen hinzugefügt.According to the invention, a sintering aid or feldspar is mixed into a known ceramic powder mixture and pushed together as usual into the construction space of a 3D printer using a slider. In the 3D printer, a binder is then added by spraying at predetermined locations and areas.
Das Sinterhilfsmittel oder der Feldspat schmilzt bei der für das Festphasensintern eingestellten Temperatur und bildet zusätzlich einen Flüssigphasensinter-Anteil. Durch Aufschmelzen der Flüssigphasenbildner werden die Keramikpartikel neben dem üblichen Festphasensintern zusätzlich verklebt. Gegebenenfalls kann auch die Sintertemperatur reduziert werden.The sintering aid or feldspar melts at the temperature set for solid phase sintering and also forms a liquid phase sintering component. By melting the liquid phase formers, the ceramic particles are additionally bonded together in addition to the usual solid phase sintering. If necessary, the sintering temperature can also be reduced.
Ebenso möglich ist es, beim „Binder Jetting“ einen zweiten Kopf mit eigenem Tintensystem zu nutzen (Figur). Im Pulverbett wird eine bekannte keramische Pulvermischung aus dem Stand der Technik, d.h. ohne Sinterhilfsmittel, verwendet. Die zweite Tinte enthält dabei einen geringen Zusatz an niedrigschmelzenden Komponenten, wie einem Sinterhilfsmittel wie insbesondere Feldspat, und Binder oder Flüssigkeit.It is also possible to use a second head with its own ink system for "binder jetting" (figure). A known ceramic powder mixture from the state of the art, i.e. without sintering aids, is used in the powder bed. The second ink contains a small addition of low-melting components, such as a sintering aid such as feldspar in particular, and binder or liquid.
Auf diese beschriebene Art kann nicht nur in lokal begrenzten Bereichen, die geometriebedingt leichter brechen könnten, eine erhöhte Festigkeit erreicht werden.In this way, increased strength can be achieved not only in locally limited areas that could break more easily due to their geometry.
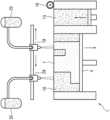
Die Figur zeigt exemplarisch eine erfindungsgemäße Vorrichtung 1.The figure shows an example of a device 1 according to the invention.
Die Vorrichtung 1 weist in bekannter Weise einen Bauraum auf, der durch eine Plattform 4 oder ein Pulverbett 10 definiert wird.The device 1 has, in a known manner, a construction space which is defined by a
Neues Pulver wird über ein Pulverschieber 16 aus einem Pulverreservoir 13 schichtweise hinzugefügt. Aus einem ersten Binderreservoir 22 wird über eine Düse 19 ein Binder an vorbestimmten Stellen und Flächen wie bekannt aus dem Stand der Technik dort so hinzugefügt, dass sich die Geometrie eines herzustellen Bauteils 7 ergibt.New powder is added layer by layer from a
In einem Ausführungsbeispiel kann das Pulver im Pulverbett 10 und/oder im Pulverreservoir 13 die erfindungsgemäße Mischung aus bekanntem keramischen Pulver/Pulvermischung und Feldspat oder Sinterhilfsmittel aufweisen.In one embodiment, the powder in the
In einem weiteren erfindungsgemäßen Ausführungsbeispiel wird das Sinterhilfsmittel oder der Feldspat im Pulverbett 10 erst später oder nur über eine zweite Düse 29 schichtweise hinzugefügt und nicht aus dem Pulverreservoir 13. Dafür wird ein zweites Binder Reservoir 32 verwendet, dass neben einem Binder oder Flüssigkeit auch das Sinterhilfsmittel oder den Feldspat aufweist.In a further embodiment according to the invention, the sintering aid or the feldspar in the
Der zweite Kopf 29 kann unabhängig von der ersten Düse 19 bewegt und kontrolliert werden oder wird an das Bewegungssystem der ersten Düse 19 gekoppelt. Auf jeden Fall kann die zweite Düse 29 unabhängig von der ersten Düse 19 Binder/Pulver lokal unabhängig herausspritzen.The
Lokal bedeutet z.B. nur in einem Teilbereich des Bereichs der Schicht, dem Binder hinzugefügt wurde, aber auch in der Höhe des Bauteils, d.h. in mehreren Schichten z.B. nicht.Local means, for example, only in a part of the area of the layer to which binder was added, but also in the height of the component, i.e. not in several layers, for example.
Das Sinterhilfsmittel oder der Feldspat muss auch nicht in jeder Schicht des Pulverbetts hinzugefügt werden, wenn z.B. nur die zwei gegenüberliegenden Endbereichen des herzustellenden Bauteils 7 das Sinterhilfsmittel aufweisen sollen.The sintering aid or the feldspar does not have to be added in every layer of the powder bed if, for example, only the two opposite end regions of the
Die Korngröße des Sinterhilfsmittels oder des Feldspats ist deutlich kleiner (mindestens 20% kleiner) als das des keramischen Pulvers für die Gussform 7 oder des keramischen Bauteils 7 und liegt vorzugsweise bei 1µm bis 2µm.The grain size of the sintering aid or the feldspar is significantly smaller (at least 20% smaller) than that of the ceramic powder for the
Der Anteil des Sinterhilfsmittels bzw. von Feldspat bezogen auf die Gesamtmasse des herzustellenden Bauteils 7 liegt vorzugsweise bei 0.1Gew.% bis 5.0Gew.%, insbesondere 0.5Gew.% bis 2.0Gew.%.The proportion of the sintering aid or of feldspar based on the total mass of the
Wird das Sinterhilfsmittel oder der Feldspat nur lokal hinzugefügt, bezieht sich der Anteil auf das entsprechende lokale Volumen des Bauteils 7.If the sintering aid or feldspar is only added locally, the proportion refers to the corresponding local volume of
Die Kombination von Fest- und Flüssigphasenbildner durch zwei getrennte Tintensysteme während des 3D-Drucks erlaubt die Herstellung von keramischen Bauteilen wie Gusskernen mit komplexen Geometrien und großen Wanddickenunterschieden bei geringer Ausschussquote.The combination of solid and liquid phase formers using two separate ink systems during 3D printing allows the production of ceramic components such as casting cores with complex geometries and large differences in wall thickness with a low scrap rate.
ZITATE ENTHALTEN IN DER BESCHREIBUNGQUOTES INCLUDED IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of documents listed by the applicant was generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA accepts no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
- EP 1400339 A1 [0002]EP 1400339 A1 [0002]
Claims (13)
Translated fromGermanPriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023200590.5ADE102023200590A1 (en) | 2023-01-25 | 2023-01-25 | Ceramic powder mixture, method for producing a ceramic component and device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023200590.5ADE102023200590A1 (en) | 2023-01-25 | 2023-01-25 | Ceramic powder mixture, method for producing a ceramic component and device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102023200590A1true DE102023200590A1 (en) | 2024-07-25 |
Family
ID=91760118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102023200590.5APendingDE102023200590A1 (en) | 2023-01-25 | 2023-01-25 | Ceramic powder mixture, method for producing a ceramic component and device |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102023200590A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1400339A1 (en) | 2002-09-17 | 2004-03-24 | Siemens Aktiengesellschaft | Method for manufacturing a three-dimensional object |
| DE102004008122A1 (en) | 2003-02-18 | 2004-09-16 | Daimlerchrysler Ag | Coated powdered material used in casting for tool construction comprises individual plastic, metal and/or ceramic particles and/or granules |
| DE10317473B3 (en) | 2003-04-16 | 2005-02-03 | Daimlerchrysler Ag | Ceramic molds for metal casting and their production process |
| WO2011154732A1 (en) | 2010-06-07 | 2011-12-15 | University Of The West Of England, Bristol | Product and process |
| US20210316356A1 (en) | 2017-02-28 | 2021-10-14 | Daihatsu Motor Co., Ltd. | Method of producing sand mold |
| CN114573323A (en) | 2022-04-19 | 2022-06-03 | 广东金瓷三维技术有限公司 | 3DP (three-dimensional DP) formed high-density sanitary ceramic and preparation method thereof |
- 2023
- 2023-01-25DEDE102023200590.5Apatent/DE102023200590A1/enactivePending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1400339A1 (en) | 2002-09-17 | 2004-03-24 | Siemens Aktiengesellschaft | Method for manufacturing a three-dimensional object |
| DE102004008122A1 (en) | 2003-02-18 | 2004-09-16 | Daimlerchrysler Ag | Coated powdered material used in casting for tool construction comprises individual plastic, metal and/or ceramic particles and/or granules |
| DE10317473B3 (en) | 2003-04-16 | 2005-02-03 | Daimlerchrysler Ag | Ceramic molds for metal casting and their production process |
| WO2011154732A1 (en) | 2010-06-07 | 2011-12-15 | University Of The West Of England, Bristol | Product and process |
| US20210316356A1 (en) | 2017-02-28 | 2021-10-14 | Daihatsu Motor Co., Ltd. | Method of producing sand mold |
| CN114573323A (en) | 2022-04-19 | 2022-06-03 | 广东金瓷三维技术有限公司 | 3DP (three-dimensional DP) formed high-density sanitary ceramic and preparation method thereof |
Non-Patent Citations (2)
| Title |
|---|
| CHOI, J.-H., et al.: Improving ceramic monolith properties in binder jetting 3D printing using glass frit binders. Journal of Ceramic Processing Research, Vol. 20, 2019, No. 5, S. 547-555.https://doi.org/10.36410/jcpr.2019.20.5.547 |
| PERSEMBE, E., et al.: Binder-jetting 3D printer capable of voxel-based control over deposited ink volume, adaptive layer thickness, and selective multi-pass printing. Rev. Sci. Instrum. 92, 2021, 125106.https://doi: 10.1063/5.0072715 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0230554B1 (en) | High-temperature protective layer and method of manufacturing the same | |
| DE4319128C1 (en) | Method and device for the free-forming production of three-dimensional components of a predetermined shape | |
| DE1758845C3 (en) | Process for the production of precision casting molds for reactive metals | |
| DE69206386T2 (en) | Process for the production of cores for investment casting. | |
| DE102008030186A1 (en) | Method for producing a component by selective laser melting and suitable process chamber for this purpose | |
| DE102005010248B4 (en) | Process for producing an open-pored metal foam body, a metal foam body produced in this way and its uses | |
| EP2467224A1 (en) | Thin-walled structural component, and method for the production thereof | |
| EP3228415A1 (en) | Method of producing a workpiece using coating and additive manufacturing ; corresponding workpiece | |
| DE102020108781A1 (en) | High-strength aluminum alloys for structural applications that can be processed using additive manufacturing | |
| EP2865781A1 (en) | Two layer ceramic layer having different microstructures | |
| WO2001014086A1 (en) | Method and device for producing reticular structures | |
| EP3156164A1 (en) | Method of producing a workpiece using generative manufacturing ; corresponding workpiece | |
| EP4538422A2 (en) | Method for forming and restoring ceramic thermal barrier coatings in gas turbines | |
| WO2009132782A1 (en) | Process for producing ceramic objects by means of selective laser melting | |
| EP4051652A1 (en) | 3d printing process and molding produced by this process using lignosulfate | |
| DE2303181A1 (en) | CASTING PROCESS | |
| DE2637508A1 (en) | FILTER FOR MOLTEN METALS, METHOD OF ITS MANUFACTURING AND USE | |
| DE102017223503A1 (en) | Method for the additive production of a metallic component provided with a support structure (I) | |
| DE102016222555A1 (en) | Method for additive production of a component and computer-readable medium | |
| DE102023200590A1 (en) | Ceramic powder mixture, method for producing a ceramic component and device | |
| DE102013016529A1 (en) | Metal oxide target and process for its preparation | |
| EP1593445A1 (en) | Process of making a hollow member having an internal coating | |
| DE102016225874A1 (en) | Process for coating fibers for fiber-reinforced materials | |
| DE3528080A1 (en) | Refractory laminate and process for its manufacture | |
| DE68915861T2 (en) | Molded shell for investment casting and process for producing the same. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R163 | Identified publications notified |