DE102017111837A1 - Dust filter bag with multiple fold - Google Patents
Dust filter bag with multiple foldDownload PDFInfo
- Publication number
- DE102017111837A1 DE102017111837A1DE102017111837.3ADE102017111837ADE102017111837A1DE 102017111837 A1DE102017111837 A1DE 102017111837A1DE 102017111837 ADE102017111837 ADE 102017111837ADE 102017111837 A1DE102017111837 A1DE 102017111837A1
- Authority
- DE
- Germany
- Prior art keywords
- wall
- folding
- fold
- dust filter
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000428dustSubstances0.000titleclaimsabstractdescription114
- 238000003466weldingMethods0.000claimsabstractdescription14
- 239000000463materialSubstances0.000claimsabstractdescription13
- 239000002131composite materialSubstances0.000claimsdescription2
- 230000002093peripheral effectEffects0.000claims2
- 230000015572biosynthetic processEffects0.000description3
- 238000004519manufacturing processMethods0.000description3
- 239000002245particleSubstances0.000description3
- 206010000060Abdominal distensionDiseases0.000description2
- 238000005452bendingMethods0.000description2
- 208000024330bloatingDiseases0.000description2
- BUHVIAUBTBOHAG-FOYDDCNASA-N(2r,3r,4s,5r)-2-[6-[[2-(3,5-dimethoxyphenyl)-2-(2-methylphenyl)ethyl]amino]purin-9-yl]-5-(hydroxymethyl)oxolane-3,4-diolChemical compoundCOC1=CC(OC)=CC(C(CNC=2C=3N=CN(C=3N=CN=2)[C@H]2[C@@H]([C@H](O)[C@@H](CO)O2)O)C=2C(=CC=CC=2)C)=C1BUHVIAUBTBOHAG-FOYDDCNASA-N0.000description1
- 230000007423decreaseEffects0.000description1
- 230000001419dependent effectEffects0.000description1
- 210000005069earsAnatomy0.000description1
- 238000005516engineering processMethods0.000description1
- 230000001788irregularEffects0.000description1
- 230000035699permeabilityEffects0.000description1
Images





Classifications
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L9/00—Details or accessories of suction cleaners, e.g. mechanical means for controlling the suction or for effecting pulsating action; Storing devices specially adapted to suction cleaners or parts thereof; Carrying-vehicles specially adapted for suction cleaners
- A47L9/10—Filters; Dust separators; Dust removal; Automatic exchange of filters
- A47L9/14—Bags or the like; Rigid filtering receptacles; Attachment of, or closures for, bags or receptacles
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L9/00—Details or accessories of suction cleaners, e.g. mechanical means for controlling the suction or for effecting pulsating action; Storing devices specially adapted to suction cleaners or parts thereof; Carrying-vehicles specially adapted for suction cleaners
- A47L9/10—Filters; Dust separators; Dust removal; Automatic exchange of filters
- A47L9/14—Bags or the like; Rigid filtering receptacles; Attachment of, or closures for, bags or receptacles
- A47L9/1427—Means for mounting or attaching bags or filtering receptacles in suction cleaners; Adapters
- A47L9/1436—Connecting plates, e.g. collars, end closures
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filters For Electric Vacuum Cleaners (AREA)
Abstract
Translated fromGermanDescription
Translated fromGermanDie Erfindung betrifft einen Staubfilterbeutel für Staubsauger, der als Flachbeutel mit einer eine Einlassöffnung enthaltenden Oberwand und einer dieser gegenüberliegenden Unterwand ausgebildet ist, die aus schweißbarem, flexiblem Filtermaterial bestehen. Bei solchen Flachbeuteln sind für gewöhnlich die Oberwand und die Unterwand ihrem Umfang entlang umlaufend miteinander verschweißt. Alternativ können bei solchen Flachbeuteln die Oberwand und die Unterwand durch Verschweißen eines Schlauchstücks, insbesondere einstückig, gebildet sein.The invention relates to a dust filter bag for vacuum cleaners, which is designed as a flat bag with an upper wall containing an inlet opening and a lower wall opposite thereto, which consist of weldable, flexible filter material. In such flat bags usually the top wall and the bottom wall are circumferentially welded together circumferentially. Alternatively, in such flat bags, the top wall and the bottom wall may be formed by welding a piece of tubing, in particular in one piece.
Bei Staubfilterbeuteln, die als gewöhnlicher Flachbeutel ausgebildet sind, liegen die Oberwand und die zu dieser deckungsgleiche Unterwand ganzflächig aufeinander, wie es beispielsweise aus der
Staubfilterbeutel sollten im aufgeblähten Zustand ein möglichst großes Innenvolumen haben, um entsprechend viel Staub oder Schmutz aufnehmen zu können. Die üblichen Flachbeutel sind daher verhältnismäßig großflächig. Dies kann zu Problemen beim Einsetzen eines üblichen Flachbeutels in die ihn aufnehmende Kammer des Staubsaugers führen. Insbesondere bei Haushaltsstaubsaugern ist die Ausdehnung der aufnehmenden Kammer kleiner als die Fläche eines üblichen Flachbeutels. In einem solchen Falle zwängt der Benutzer den Flachbeutel in die Kammer. Dabei wird der Beutel in eine unregelmäßige und oftmals geknickte Gestalt gedrückt. Hierdurch wird das Aufblähen des Beutels beim Betrieb behindert, so dass das mit der großflächigen Ausbildung des Flachbeutels bezweckte große Füllvolumen des Beutels nicht erreicht wird.Dust filter bags should have the largest possible internal volume when inflated in order to be able to absorb a corresponding amount of dust or dirt. The usual flat bags are therefore relatively large area. This can lead to problems when inserting a conventional flat bag into the receiving chamber of the vacuum cleaner. Especially in household vacuum cleaners, the expansion of the receiving chamber is smaller than the area of a conventional flat bag. In such a case, the user forces the flat bag into the chamber. The bag is pressed into an irregular and often kinked shape. As a result, the inflation of the bag during operation is hindered, so that the intended with the large-scale design of the flat bag large filling volume of the bag is not reached.
Aus der
Darüber hinaus sind als Seitenfaltenbeutel ausgebildete Staubfilterbeutel mit eingeschweißten Seitenfalten bekannt. Diese Beutel werden dadurch gefertigt, dass die beiden in Längsrichtung verlaufenden Seitenränder des bahnförmigen Filtermaterials miteinander verschweißt werden, so dass sich sozusagen ein schlauchförmiges Gebilde ergibt, wonach die ebenfalls in Längsrichtung verlaufenden Seitenfalten eingefaltet werden und an den beiden Längsenden jeweils eine quer verlaufende Schweißnaht angebracht wird, die auch die Seitenfalten erfasst. Dies ergibt, dass an jeder quer verlaufenden Schweißnaht im Bereich der beiden Seitenfalten jeweils vier Lagen und im Bereich zwischen den beiden Seitenfalten zwei Lagen miteinander verschweißt sind.In addition, formed as a side gusseted bag dust filter bags with welded gussets are known. These bags are made by welding the two longitudinally extending side edges of the web-shaped filter material together to form, as it were, a tubular structure, whereupon the gussets, which also extend in the longitudinal direction, are folded in and a transverse weld seam is attached to the two longitudinal ends that also captures the gussets. This results in four layers being welded together at each transverse weld in the region of the two lateral folds and two layers in the region between the two lateral folds.
Weiterhin sind Blockbodenbeutel mit mehreren gegenüber dem Blockboden eingeschweißten Seitenfalten bekannt. Auch bei diesen ändert sich die Anzahl der miteinander verschweißten Lagen.Furthermore, block bottom bags are known with several sealed against the block bottom side gussets. Even with these changes the number of layers welded together.
Der beim Betrieb im Beutelinneren herrschende Innendruck belastet die Beutelwandung und dabei insbesondere auch die Schweißnähte. Dabei hat die Praxis gezeigt, dass bei den bekannten Seitenfaltenbeuteln die Stellen, an denen die zweilagigen Schweißnahtbereiche in die vierlagigen Schweißnahtbereiche übergehen, den auftretenden Belastungen nicht immer dauerhaft widerstehen, so dass der Beutel an diesen Stellen aufreißen kann.The prevailing during operation inside the bag internal pressure loads the bag wall and in particular also the welds. Practice has shown that in the known gusseted bags, the points where the two-ply weld seams pass into the four-ply weld seam areas, not always permanently withstand the loads occurring, so that the bag can tear at these locations.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, die Nachteile aus dem Stand der Technik zu beseitigen. Insbesondere soll ein Staubfilterbeutel der eingangs genannten Art geschaffen werden, der im Vergleich zu gewöhnlichen Flachbeuteln kleinflächig ist und auch bei Staubsaugern mit geringer Saugleistung ein großes Füllvolumen aufweist.The present invention has for its object to eliminate the disadvantages of the prior art. In particular, a dust filter bag of the aforementioned type is to be created, which is small compared to ordinary flat bags and also has a large filling volume in vacuum cleaners with low suction.
Erfindungsgemäß wird diese Aufgabe vorrichtungsmäßig mit dem Gegenstand des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen der Erfindung sind in den abhängigen Ansprüchen angegeben.According to the invention this object is achieved by the device with the subject of
Erfindungsgemäß ist der Flachbeutel an mindestens einer Beutelseite zum Beutelinneren hin eingefaltet, so dass an der jeweiligen Beutelseite eine über ihre ganze Faltenlänge ausstülpbare Mehrfachfalte ausgebildet ist. Die Mehrfachfalte bildet in einem Betriebsstadium vor dem Ausstülpen zumindest drei mit dem Beutelinneren verbundene Aufnahmeräume.According to the invention, the flat bag is folded on at least one side of the bag to the bag interior, so that on the respective side of the bag ausstülpbare over its entire length fold Multiple fold is formed. The multiple fold forms at least three receiving spaces connected to the bag interior in an operating stage prior to everting.
Überraschenderweise hat sich gezeigt, dass zum vollständigen Entfalten und Aufblähen des erfindungsgemäßen Flachbeutels mit Mehrfachfalten aufgrund einer besseren Hebelwirkung eine geringere Kraft erforderlich ist als zum vollständigen Entfalten und Aufblähen eines gleich großen bekannten Flachbeutels mit Einfachfalten. Die vermeintlich energetisch ungünstige Situation, zum vollständigen Entfalten und Aufblähen eine höhere Anzahl von Faltungen wieder auffalten zu müssen, wird dadurch kompensiert und sogar überkompensiert, dass eine Mehrfachfalte einen geringeren Ausstülpweg aufweist als eine im ausgestülpten Zustand die gleiche Erstreckung wie die Mehrfachfalte aufweisende Einfachfalte.Surprisingly, it has been shown that to fully unfold and inflate the flat bag according to the invention with multiple folds due to a better leverage a lower force is required than for the complete unfolding and inflation of a same size known flat bag with single folds. The supposedly energetically unfavorable situation of having to unfold a higher number of folds for complete unfolding and inflation is thereby compensated and even overcompensated for a multiple fold having a smaller everting path than a single fold having the same extent as the multiple fold having the multiple fold.
Der als Flachbeutel ausgebildete Staubfilterbeutel kann verschiedene Zustände aufweisen. Im Auslieferungszustand des Staubfilterbeutels ist die zumindest eine Mehrfachfalte vollständig eingefaltet. Der Staubfilterbeutel ist dabei so flach wie möglich, damit möglichst viele Staubfilterbeutel in einem vorgegebenen Volumen stapelbar sind. Die Oberwand und die Unterwand verlaufen dabei im Wesentlichen parallel zueinander und liegen aufeinander auf. Insbesondere ist die Oberwand vorzugsweise spiegelsymmetrisch zur Unterwand ausgebildet. Der Auslieferungszustand des Staubfilterbeutels bleibt beim Einsetzen in den Staubsauger zunächst im Wesentlichen erhalten. Im Betrieb bläht sich der Staubfilterbeutel auf. Im Betriebszustand ist die zumindest eine Mehrfachfalte ausgestülpt, der Betriebszustand wird daher auch „ausgestülpter Zustand“ genannt. Die zumindest eine Mehrfachfalte kann im Betriebszustand teilweise oder vollständig ausgestülpt sein. Das im Patentanspruch 1 genannte „Betriebsstadium vor dem Ausstülpen“ bezieht sich auf den Betrieb während des Aufblähens des Staubfilterbeutels. Die zumindest drei mit dem Beutelinneren verbundenen Aufnahmeräume werden also während des Aufblähens gebildet, bevor der ausgestülpte Zustand erreicht wird.The trained as a flat bag dust filter bag may have different states. In the delivery state of the dust filter bag, the at least one multiple fold is completely folded. The dust filter bag is as flat as possible, so that as many dust filter bags are stackable in a given volume. The top wall and the bottom wall run substantially parallel to each other and lie on each other. In particular, the upper wall is preferably formed mirror-symmetrically to the lower wall. The delivery state of the dust filter bag is initially substantially preserved when inserted into the vacuum cleaner. During operation, the dust filter bag inflates. In the operating state, the at least one multiple fold is everted, the operating state is therefore also called "everted state". The at least one multiple fold can be partially or completely everted in the operating state. The "operating stage before everting" referred to in
Als Aufnahmeräume werden Zwischenräume zwischen einzelnen Faltungen der Mehrfachfalte bezeichnet, in denen Sauggut, Staub und/oder Luft aufgenommen werden kann. Die Aufnahmeräume bilden einen einheitlichen Luftraum mit dem Beutelinneres genannten Beutel-Innenraum.As receiving spaces, spaces between individual folds of the multiple fold are designated, in which suction material, dust and / or air can be absorbed. The receiving spaces form a unitary air space with the bag interior called bag interior.
Nach einer bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die Mehrfachfalte einen von der Oberwand unter Ausbildung einer ersten Faltkante der Oberwand gebildeten ersten Faltabschnitt der Oberwand, einen von der Oberwand gebildeten sich an den ersten Faltabschnitt der Oberwand unter Ausbildung einer zweiten Faltkante der Oberwand anschließenden zweiten Faltabschnitt der Oberwand aufweist. Die Mehrfachfalte weist nach der bevorzugten Ausführungsform weiterhin einen von der Unterwand unter Ausbildung einer ersten Faltkante der Unterwand gebildeten ersten Faltabschnitt der Unterwand und einen von der Unterwand gebildeten sich an den ersten Faltabschnitt der Unterwand unter Ausbildung einer zweiten Faltkante der Unterwand anschließenden zweiten Faltabschnitt der Unterwand auf. Die zweite Faltkante der Oberwand verläuft also zwischen dem ersten Faltabschnitt der Oberwand und dem zweiten Faltabschnitt der Oberwand und die zweite Faltkante der Unterwand verläuft zwischen dem ersten Faltabschnitt der Unterwand und dem zweiten Faltabschnitt der Unterwand. Die zweite Faltkante der Oberwand und die zweite Faltkante der Unterwand entfernen sich in dem „Betriebsstadium vor dem Ausstülpen“ voneinander, so dass sich zumindest einer der Aufnahmeräume zwischen dem zweiten Faltabschnitt der Oberwand und dem zweiten Faltabschnitt der Unterwand bildet.According to a preferred embodiment of the invention, it is provided that the multiple fold a first folded portion of the top wall formed by the top wall forming a first folded edge of the top wall, one of the top wall formed on the first folding portion of the top wall to form a second folding edge of the top wall second Faltabschnitt the upper wall has. The multiple fold further comprises, according to the preferred embodiment, a first folded portion of the bottom wall formed by the bottom wall to form a first folded edge of the bottom wall and a second fold portion of the bottom wall formed from the bottom wall adjacent to the first fold portion of the bottom wall to form a second fold edge of the bottom wall , Thus, the second folded edge of the top wall extends between the first fold portion of the top wall and the second fold portion of the top wall and the second fold edge of the bottom wall extends between the first fold portion of the bottom wall and the second fold portion of the bottom wall. The second folded edge of the top wall and the second folded edge of the bottom wall move away from each other in the "operating state before evagination" so that at least one of the receiving spaces is formed between the second folding section of the top wall and the second folding section of the bottom wall.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der erste Faltabschnitt der Oberwand eine erste Falttiefe aufweist, wobei die erste Falttiefe durch die Erstreckung des ersten Faltabschnitts der Oberwand ausgehend von der ersten Faltkante der Oberwand bestimmt ist, und dass der zweite Faltabschnitt der Oberwand eine zweite Falttiefe aufweist, wobei die zweite Falttiefe durch die Erstreckung des zweiten Faltabschnitts der Oberwand ausgehend von der zweiten Faltkante der Oberwand bestimmt ist.According to a further preferred embodiment of the invention, it is provided that the first folding section of the top wall has a first folding depth, wherein the first folding depth is determined by the extension of the first folding section of the top wall starting from the first folding edge of the top wall, and in that the second folding section of the top wall a second folded depth, wherein the second fold depth is determined by the extent of the second fold portion of the top wall, starting from the second fold edge of the top wall.
Nach einer weiteren bevorzugten Ausführungsform weisen der erste Faltabschnitt der Oberwand und der erste Faltabschnitt der Unterwand jeweils die gleiche erste Falttiefe auf, wobei die erste Falttiefe jeweils durch die Erstreckung des ersten Faltabschnitts ausgehend von der ersten Faltkante bestimmt ist. Weiterhin weisen weiterhin der zweite Faltabschnitt der Oberwand und der zweite Faltabschnitt der Unterwand jeweils die gleiche zweite Falttiefe auf, wobei die zweite Falttiefe jeweils durch die Erstreckung des zweiten Faltabschnitts ausgehend von der zweiten Faltkante bestimmt ist.According to a further preferred embodiment, the first folding section of the top wall and the first folding section of the bottom wall each have the same first folding depth, wherein the first folding depth is determined in each case by the extension of the first folding section starting from the first folding edge. Furthermore, furthermore, the second folding section of the upper wall and the second folding section of the lower wall each have the same second folding depth, the second folding depth being determined in each case by the extent of the second folding section starting from the second folding edge.
Nach einer bevorzugten Ausführungsform der Erfindung ist der Quotient aus der ersten Falttiefe und der zweiten Falttiefe geringer als 5,0, bevorzugter geringer als 4,0, vorzugsweise geringer als 3,0. Besonders bevorzugt liegt der Quotient aus der ersten Falttiefe und der zweiten Falttiefe zwischen 0,7 und 3,0, vorzugsweise zwischen 0,8 und 2,0, bevorzugter zwischen 0,9 und 1,2. Ganz bevorzugt liegt der Quotient aus der ersten Falttiefe und der zweiten Falttiefe bei 1,0. According to a preferred embodiment of the invention, the quotient of the first fold depth and the second fold depth is less than 5.0, more preferably less than 4.0, preferably less than 3.0. Particularly preferably, the quotient of the first fold depth and the second fold depth is between 0.7 and 3.0, preferably between 0.8 and 2.0, more preferably between 0.9 and 1.2. Most preferably, the quotient of the first fold depth and the second fold depth is 1.0.
Nach einer bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der erste Faltabschnitt der Oberwand mittels der ersten Faltkante der Oberwand und der erste Faltabschnitt der Unterwand mittels der ersten Faltkante der Unterwand in das Beutelinnere zurückgefaltet sind, und dass die zweite Faltkante der Oberwand und die zweite Faltkante der Unterwand bewirken, dass der zweite Faltabschnitt der Oberwand und der zweite Faltabschnitt der Unterwand im Vergleich zum ausgestülpten Zustand jeweils vollständig oder teilweise in das Beutelinnere eingeschoben sind. Der zweite Faltabschnitt der Oberwand und der zweite Faltabschnitt der Unterwand sind im Vergleich zum ausgestülpten Zustand vorzugsweise jeweils um das Doppelte der ersten Falttiefe in das Beutelinnere eingeschoben.According to a preferred embodiment of the invention, it is provided that the first folding section of the top wall is folded back into the bag interior by means of the first folding edge of the top wall and the first folding section of the bottom wall by means of the first folding edge of the bottom wall, and that the second folding edge of the top wall and the second folding edge cause the bottom wall that the second folding portion of the top wall and the second folding portion of the bottom wall in comparison to the everted state are respectively fully or partially inserted into the bag interior. The second folding section of the upper wall and the second folding section of the lower wall are preferably each inserted by twice the first folding depth in the bag interior in comparison to the everted state.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der zweite Faltabschnitt der Oberwand und der zweite Faltabschnitt der Unterwand durch die umlaufende Verschweißung von Oberwand und Unterwand unmittelbar miteinander verschweißt sind. Dadurch weist die Mehrfachfalte genau drei Aufnahmeräume auf. Die Mehrfachfalte ist dabei als Doppelfalte ausgestaltet. Es hat sich gezeigt, dass ein eine oder mehrere Doppelfalten aufweisender Flachbeutel auch bei Staubsaugern mit geringer Saugleistung besonders gut vollständig entfaltbar und aufblähbar ist. Es muss zwar jeweils eine zweite Faltung wieder aufgefaltet werden. Der Ausstülpweg der Doppelfalte ist jedoch im Vergleich zu einer eine im ausgestülpten Zustand die gleiche Erstreckung wie die Doppelfalte aufweisende Einfachfalte stark reduziert. Insgesamt ist zum vollständigen Entfalten und Aufblähen des Flachbeutels mit einer oder mehreren Doppelfalten eine geringere Kraft als bei entsprechender Ausgestaltung mit Einfachfalten erforderlich. Vorteilhafterweise bilden die ersten Faltabschnitte einen Hebel, welcher das Herausschieben der zweiten Faltabschnitte erleichtert. Weiterhin ist der zusätzliche Aufwand zur Herstellung von Flachbeuteln mit Doppelfalten im Vergleich zu Einfachfalten noch vertretbar.According to a further preferred embodiment of the invention, it is provided that the second folding section of the top wall and the second folding section of the bottom wall are welded directly to each other by the circumferential welding of top wall and bottom wall. As a result, the multiple fold has exactly three receiving spaces. The multiple fold is designed as a double fold. It has been shown that a flat bag having one or more double pleats can also be completely unfolded and inflated particularly well in the case of vacuum cleaners with low suction power. It must indeed be unfolded a second fold again. However, the Ausstülpweg the double fold is greatly reduced compared to a in the everted state the same extent as the double fold having single fold. Overall, to fully unfold and inflate the flat bag with one or more double pleats a lower force than the corresponding design with single pleats required. Advantageously, the first folding sections form a lever which facilitates the pushing out of the second folding sections. Furthermore, the additional cost of producing flat bags with double pleats compared to single folds is still acceptable.
Nach einer dazu alternativen weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der zweite Faltabschnitt der Oberwand und der zweite Faltabschnitt der Unterwand einstückig aus dem gleichen Schlauchstück gebildet sind und unmittelbar ineinander übergehen. Auch dadurch weist die Mehrfachfalte genau drei Aufnahmeräume auf. Die Mehrfachfalte ist also als Doppelfalte ausgestaltet. Es ergeben sich wiederum die bereits für die Doppelfalte genannten Vorteile.According to an alternative alternative preferred embodiment of the invention, it is provided that the second folding section of the upper wall and the second folding section of the lower wall are integrally formed from the same piece of hose and merge directly into one another. As a result, the multiple fold has exactly three receiving spaces. The multiple fold is thus designed as a double fold. In turn, there are the advantages already mentioned for the double fold.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die Mehrfachfalte zumindest vier Aufnahmeräume aufweist, das heißt zumindest als Dreifachfalte ausgestaltet ist. Dabei ist vorgesehen, dass die Mehrfachfalte weiterhin einen von der Oberwand gebildeten sich an den zweiten Faltabschnitt der Oberwand unter Ausbildung einer dritten Faltkante der Oberwand anschließenden dritten Faltabschnitt der Oberwand und einen von der Unterwand gebildeten sich an den zweiten Faltabschnitt der Unterwand unter Ausbildung einer dritten Faltkante der Unterwand anschließenden dritten Faltabschnitt der Unterwand aufweist. Die dritte Faltkante der Oberwand verläuft also zwischen dem zweiten Faltabschnitt der Oberwand und dem dritten Faltabschnitt der Oberwand und die dritte Faltkante der Unterwand verläuft zwischen dem zweiten Faltabschnitt der Unterwand und dem dritten Faltabschnitt der Unterwand. Der dritte Faltabschnitt der Oberwand und der dritte Faltabschnitt der Unterwand weisen vorzugsweise jeweils die gleiche dritte Falttiefe auf, wobei die dritte Falttiefe jeweils durch die Erstreckung des dritten Faltabschnitts ausgehend von der dritten Faltkante bestimmt ist.According to a further preferred embodiment of the invention, it is provided that the multiple fold has at least four receiving spaces, that is, at least configured as a triple fold. It is provided that the multiple fold further formed a formed from the top wall to the second folding section of the top wall to form a third fold edge of the top wall subsequent third folding section of the top wall and one of the bottom wall formed on the second fold portion of the bottom wall to form a third fold edge the lower wall has subsequent third folding section of the lower wall. Thus, the third folding edge of the top wall extends between the second folding section of the top wall and the third folding section of the top wall, and the third folding edge of the bottom wall extends between the second folding section of the bottom wall and the third folding section of the bottom wall. The third folding section of the top wall and the third folding section of the bottom wall preferably each have the same third folding depth, wherein the third folding depth is determined in each case by the extent of the third folding section starting from the third folding edge.
Der Quotient aus der zweiten Falttiefe und der dritten Falttiefe kann zwischen 0,7 und 3,0, bevorzugt zwischen 0,8 und 2,0, vorzugsweise zwischen 0,9 und 1,2, und besonders bevorzugt bei 1,0 liegen.The quotient of the second fold depth and the third fold depth may be between 0.7 and 3.0, preferably between 0.8 and 2.0, preferably between 0.9 and 1.2, and particularly preferably at 1.0.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der dritte Faltabschnitt der Oberwand mittels der dritten Faltkante der Oberwand ausgehend vom zweiten Faltabschnitt der Oberwand in das Beutelinnere zurückgefaltet ist, und dass der dritte Faltabschnitt der Unterwand mittels der dritten Faltkante der Unterwand ausgehend vom zweiten Faltabschnitt der Unterwand in das Beutelinnere zurückgefaltet ist.According to a further preferred embodiment of the invention, it is provided that the third folding section of the top wall is folded back into the bag interior by means of the third folding edge of the top wall, starting from the second folding section of the top wall, and the third folding section of the bottom wall is formed by the third folding edge of the bottom wall starting from the second Folded portion of the lower wall is folded back into the bag interior.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der dritte Faltabschnitt der Oberwand und der dritte Faltabschnitt der Unterwand durch die umlaufende Verschweißung von Oberwand und Unterwand miteinander verschweißt sind. Dadurch weist die Mehrfachfalte vier Aufnahmeräume auf. Die Mehrfachfalte ist dabei als Dreifachfalte ausgestaltet. Im Rahmen der Erfindung sind verschiedene Schweißnähte möglich. Der dritte Faltabschnitt der Oberwand und der dritte Faltabschnitt der Unterwand können durch die umlaufende Verschweißung von Oberwand und Unterwand unmittelbar miteinander verschweißt sein oder unmittelbar nach einer weiteren Faltkante miteinander verschweißt sein.According to a further preferred embodiment of the invention, it is provided that the third folding section of the top wall and the third folding section of the bottom wall are welded together by the circumferential welding of top wall and bottom wall. As a result, the multiple fold has four receiving spaces. The multiple fold is designed as a triple fold. In the context of the invention, various welds are possible. The third folding section of the upper wall and the third folding section of the lower wall can be welded directly to one another by the circumferential welding of the upper wall and lower wall or can be welded together immediately after another folding edge.
Nach einer dazu alternativen weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der dritte Faltabschnitt der Oberwand und der dritte Faltabschnitt der Unterwand einstückig aus dem gleichen Schlauchstück gebildet sind und unmittelbar ineinander übergehen. Auch dadurch weist die Mehrfachfalte vier Aufnahmeräume auf. Die Mehrfachfalte ist als Dreifachfalte ausgestaltet.According to an alternative further preferred embodiment of the invention, it is provided that the third folding section of the upper wall and the third folding section of the lower wall are integrally formed from the same piece of hose and directly merge into one another. As a result, the multiple fold also has four receiving spaces. The multiple fold is designed as a triple fold.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die Mehrfachfalte zumindest fünf Aufnahmeräume aufweist, das heißt zumindest als Vierfachfalte ausgestaltet ist. Dabei ist vorgesehen, dass die Mehrfachfalte weiterhin einen von der Oberwand gebildeten sich an den dritten Faltabschnitt der Oberwand unter Ausbildung einer vierten Faltkante der Oberwand anschließenden vierten Faltabschnitt der Oberwand und einen von der Unterwand gebildeten sich an den dritten Faltabschnitt der Unterwand unter Ausbildung einer vierten Faltkante der Unterwand anschließenden vierten Faltabschnitt der Unterwand aufweist. Die vierte Faltkante der Oberwand verläuft also zwischen dem dritten Faltabschnitt der Oberwand und dem vierten Faltabschnitt der Oberwand und die vierte Faltkante der Unterwand verläuft zwischen dem dritten Faltabschnitt der Unterwand und dem vierten Faltabschnitt der Unterwand. Der vierte Faltabschnitt der Oberwand und der vierte Faltabschnitt der Unterwand weisen vorzugsweise jeweils die gleiche vierte Falttiefe auf, wobei die vierte Falttiefe jeweils durch die Erstreckung des vierten Faltabschnitts ausgehend von der vierten Faltkante bestimmt ist. According to a further preferred embodiment of the invention it is provided that the multiple fold has at least five receiving spaces, that is, at least configured as a quadruple fold. It is provided that the multiple fold further formed from the top wall to the third folding section of the top wall to form a fourth fold edge of the top wall subsequent fourth fold section of the top wall and one formed by the bottom wall to the third fold portion of the bottom wall to form a fourth fold edge the lower wall has subsequent fourth folding section of the lower wall. Thus, the fourth folding edge of the top wall extends between the third folding section of the top wall and the fourth folding section of the top wall, and the fourth folding edge of the bottom wall extends between the third folding section of the bottom wall and the fourth folding section of the bottom wall. The fourth folding section of the top wall and the fourth folding section of the bottom wall preferably each have the same fourth folding depth, wherein the fourth folding depth is determined in each case by the extension of the fourth folding section starting from the fourth folding edge.
Der Quotient aus der dritten Falttiefe und der vierten Falttiefe kann zwischen 0,7 und 3,0, bevorzugt zwischen 0,8 und 2,0, vorzugsweise zwischen 0,9 und 1,2, und besonders bevorzugt bei 1,0 liegen.The quotient of the third fold depth and the fourth fold depth may be between 0.7 and 3.0, preferably between 0.8 and 2.0, preferably between 0.9 and 1.2, and particularly preferably at 1.0.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die vierte Faltkante der Oberwand und die vierte Faltkante der Unterwand bewirken, dass der vierte Faltabschnitt der Oberwand und der vierte Faltabschnitt der Unterwand im Vergleich zum ausgestülpten Zustand jeweils vollständig oder teilweise in das Beutelinnere eingeschoben sind. Der vierte Faltabschnitt der Oberwand und der vierte Faltabschnitt der Unterwand sind im Vergleich zum ausgestülpten Zustand vorzugsweise jeweils um die Summe aus dem Doppelten der ersten Falttiefe und dem Doppelten der dritten Falttiefe in das Beutelinnere eingeschoben.According to a further preferred embodiment of the invention, it is provided that the fourth folded edge of the top wall and the fourth folded edge of the bottom wall cause the fourth folded portion of the top wall and the fourth folded portion of the bottom wall in comparison to the everted state are respectively fully or partially inserted into the bag interior , The fourth folding section of the upper wall and the fourth folding section of the lower wall are preferably inserted in the bag interior in comparison to the everted state, in each case by the sum of twice the first folding depth and twice the third folding depth.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der vierte Faltabschnitt der Oberwand und der vierte Faltabschnitt der Unterwand durch die umlaufende Verschweißung von Oberwand und Unterwand unmittelbar miteinander verschweißt sind. Dadurch weist die Mehrfachfalte fünf Aufnahmeräume auf. Die Mehrfachfalte ist dabei als Vierfachfalte ausgestaltet. Ein eine oder mehrere Vierfachfalten aufweisender Flachbeutel ist auch bei Staubsaugern mit geringer Saugleistung besonders gut vollständig entfaltbar und aufblähbar. Der Ausstülpweg der Vierfachfalte ist im Vergleich zu einer entsprechenden Einfachfalte, Doppelfalte oder Dreifachfalte jeweils stark reduziert. Insgesamt ist zum vollständigen Entfalten und Aufblähen des Flachbeutels mit einer oder mehreren Vierfachfalten besonders wenig Energie erforderlich.According to a further preferred embodiment of the invention, it is provided that the fourth folding section of the top wall and the fourth folding section of the bottom wall are welded directly to each other by the circumferential welding of top wall and bottom wall. As a result, the multiple fold has five receiving spaces. The multiple fold is designed as a quadruple fold. A flat bag having one or more quadruple folds is also particularly easy to fully unfold and inflate, even in the case of vacuum cleaners with low suction power. The everted path of the quadruple fold is greatly reduced in comparison to a corresponding single fold, double fold or triple fold. Overall, very little energy is required to fully unfold and inflate the flat bag with one or more quadruple pleats.
Nach einer dazu alternativen weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der vierte Faltabschnitt der Oberwand und der vierte Faltabschnitt der Unterwand einstückig aus dem gleichen Schlauchstück gebildet sind und unmittelbar ineinander übergehen. Auch dadurch weist die Mehrfachfalte fünf Aufnahmeräume auf. Die Mehrfachfalte ist als Vierfachfalte ausgestaltet. Es ergeben sich wiederum die bereits für die Vierfachfalte genannten Vorteile.According to an alternative alternative preferred embodiment of the invention, it is provided that the fourth folding section of the upper wall and the fourth folding section of the lower wall are integrally formed from the same piece of hose and directly merge into one another. As a result, the multiple fold has five receiving spaces. The multiple fold is designed as a quadruple fold. In turn, the advantages already mentioned for the quadruple fold arise.
Die Mehrfachfalte kann auch als Fünffachfalte, das heißt mit sechs Aufnahmeräumen, oder Sechsfachfalte, das heißt mit sieben Aufnahmeräumen, bzw. allgemein als n-fach-Falte (mit n+1 Aufnahmeräumen) oder n+1-fach-Falte (mit n+2 Aufnahmeräumen) ausgestaltet sein. n ist dabei eine beliebige ungerade ganze Zahl.The multiple fold can also be in the form of fivefold folds, that is to say with six receiving spaces, or sixfold folds, that is to say with seven receiving spaces, or in general as n-fold fold (with n + 1 receiving spaces) or n + 1 fold fold (with n + 2 receiving spaces) be configured. n is an arbitrary odd integer.
Für einen n-ten Faltabschnitt der Oberwand, eine n-te Faltkante der Oberwand, einen n-ten Faltabschnitt der Unterwand, eine n-te Faltkante der Unterwand und eine n-te Falttiefe gilt in entsprechender Weise die Beschreibung zum dritten Faltabschnitt der Oberwand, zur dritten Faltkante der Oberwand, zum dritten Faltabschnitt der Unterwand, zur dritten Faltkante der Unterwand und zur dritten Falttiefe.For an nth folding section of the top wall, an nth folding edge of the top wall, an nth folding section of the bottom wall, an nth folding edge of the bottom wall and an nth folding depth, the description relating to the third folding section of the top wall applies correspondingly. to the third folding edge of the top wall, to the third folding section of the bottom wall, to the third folding edge of the bottom wall and to the third folding depth.
Für einen n+1-ten Faltabschnitt der Oberwand, eine n+1-te Faltkante der Oberwand, einen n+1-ten Faltabschnitt der Unterwand, eine n+1-te Faltkante der Unterwand und eine n+1-te Falttiefe gilt in entsprechender Weise die Beschreibung zum vierten Faltabschnitt der Oberwand, zur vierten Faltkante der Oberwand, zum vierten Faltabschnitt der Unterwand, zur vierten Faltkante der Unterwand und zur vierten Falttiefe.For an n + 1th folding section of the top wall, an n + 1th folding edge of the top wall, an n + 1th folding section of the bottom wall, an n + 1th folding edge of the bottom wall and an n + 1th folding depth applies in Similarly, the description of the fourth folding section of the top wall, the fourth folding edge of the top wall, the fourth folding section of the bottom wall, the fourth folding edge of the bottom wall and the fourth folding depth.
Insbesondere kann der Quotient aus der n-ten Falttiefe und der n+1-ten Falttiefe geringer als 5,0, bevorzugt geringer als 4,0, vorzugsweise geringer als 3,0 sein. Besonders bevorzugt für den Quotienten aus der n-ten Falttiefe und der n+1-ten Falttiefe sind die folgenden Wertebereiche: zwischen 0,7 und 3,0, bevorzugter zwischen 0,8 und 2,0, insbesondere zwischen 0,9 und 1,2. Ganz bevorzugt liegt der Quotient aus der n-ten Falttiefe und der n+1-ten Falttiefe bei 1,0.In particular, the quotient of the nth fold depth and the n + 1th fold depth may be less than 5.0, preferably less than 4.0, preferably less than 3.0. Particularly preferred for the quotient of the nth fold depth and the n + 1th fold depth are the following value ranges: between 0.7 and 3.0, more preferably between 0.8 and 2.0, in particular between 0.9 and 1 ; 2. Most preferably, the quotient of the nth fold depth and the n + 1th fold depth is 1.0.
Die Falttiefe ist im Rahmen der Erfindung so definiert, dass jeweils der komplette Biegeradius an den jeweiligen Faltkanten zur Falttiefe beiträgt. Ebenso wird die Breite der umlaufenden Schweißnaht vollständig bei der betreffenden Falttiefe berücksichtigt. Die Falttiefe ist also die maximale Erstreckung des jeweiligen Faltabschnitts in der Einfaltrichtung. Die Falttiefe erstreckt sich also insbesondere in Querrichtung zur Längserstreckung der Mehrfachfalten.The depth of the fold is defined in the context of the invention such that in each case the complete bending radius at the respective fold edges contributes to the depth of fold. Likewise, the width of the circumferential weld is fully taken into account at the relevant folding depth. The folding depth is thus the maximum extent of the respective folding section in the folding direction. The Falttiefe thus extends in particular in the transverse direction to the longitudinal extension of the multiple folds.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass an zwei einander entgegengesetzten Beutelseiten jeweils eine eingefaltete Mehrfachfalte vorhanden ist. Vorzugsweise ist an den quer dazu verlaufenden beiden anderen einander entgegengesetzten Beutelseiten keine Falte, d. h. keine Einfachfalte und keine Mehrfachfalte, vorhanden. Es hat sich gezeigt, dass ein derart ausgestalteter Fachbeutel besonders gut vollständig entfaltbar und aufblähbar ist.According to a further preferred embodiment of the invention it is provided that in each case a folded multiple fold is present on two opposite sides of the bag. Preferably, at the transverse two other opposing sides of the bag there is no fold, i. H. no single fold and no multiple fold, available. It has been found that a pocket bag designed in this way is particularly easy to fully unfold and inflate.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass ein erstes Paar von an zwei einander entgegengesetzten Beutelseiten eingefalteten Mehrfachfalten und ein zweites Paar von quer zum ersten Paar verlaufenden, an zwei anderen einander entgegengesetzten Beutelseiten eingefalteten Mehrfachfalten vorhanden sind. Auch diese Ausführungsform bildet einen besonders gut vollständig entfaltbaren und aufblähbaren Fachbeutel.According to a further preferred embodiment of the invention it is provided that a first pair of multiple folds folded on two opposite sides of the bag are present and a second pair of multiple folds extending transversely to the first pair and folded on two other opposite sides of the bag. This embodiment also forms a particularly well completely unfoldable and inflatable pocket.
Je nach Ausgestaltung des Saugraums kann es auch vorteilhaft sein, dass sich die verschiedenen Beutelseiten des Flachbeutels in der Anzahl an Faltabschnitten, das heißt entsprechend in der Anzahl an Aufnahmeräumen, unterscheiden. Die Anzahl an Faltabschnitten von jeweils Oberwand und Unterwand kann dabei bei null (keine Falte, ein Aufnahmeraum), eins (Einfachfalte, zwei Aufnahmeräume), zwei (Doppelfalte, drei Aufnahmeräume) oder mehr als zwei liegen. Die Kombination von verschiedenen Anzahlen an Faltabschnitten an den verschiedenen Beutelseiten ist abgesehen von der erfindungsgemäßen Bedingung, dass zumindest an einer der Beutelseiten eine Mehrfachfalte (zwei oder mehr als zwei Faltabschnitte, das heißt drei oder mehr als drei Aufnahmeräume) vorgesehen ist, frei.Depending on the design of the suction chamber, it may also be advantageous that the different sides of the bag of the flat bag differ in the number of folding sections, that is to say correspondingly in the number of receiving spaces. The number of folding sections of each upper wall and lower wall can be zero (no fold, one receiving space), one (single fold, two receiving spaces), two (double fold, three receiving spaces) or more than two. The combination of different numbers of folding sections on the different sides of the bag is apart from the condition according to the invention that at least on one of the sides of the bag a multiple fold (two or more than two folding sections, that is, three or more than three receiving spaces) is provided free.
Ein Faltabschnitt im Sinne der vorliegenden Erfindung ist ein durch vorzugsweise eine oder zwei Faltkanten begrenzter Bereich der Oberwand bzw. Unterwand.A folding section in the sense of the present invention is a region of the upper wall or lower wall bounded by preferably one or two folded edges.
Eine Faltkante im Sinne der vorliegenden Erfindung erstreckt sich vorzugsweise geradlinig, insbesondere parallel zur jeweiligen Beutelseite. Eine Faltkante kann sich über ihre ganze Faltenlänge hinweg geradlinig und parallel zur jeweiligen Beutelseite erstrecken. Alternativ kann sich eine Faltkante über zumindest die Hälfte der Faltenlänge geradlinig und parallel zur jeweiligen Beutelseite erstrecken und zu ihren beiden ihre Längserstreckung begrenzenden Enden hin jeweils eine Gabelung aufweisen, sich also in zwei oder mehr als zwei Teilfaltkanten aufteilen. Die Teilfaltkanten können einen schrägen und/oder gebogenen Verlauf aufweisen. Eine der Teilfaltkanten kann zur Faltkante einen Knick, insbesondere um 90° bilden. Teilfaltkanten können dabei außerdem entgegen der Faltrichtung der Faltkante gefaltet sein.A folding edge in the sense of the present invention preferably extends in a straight line, in particular parallel to the respective bag side. A folding edge can extend straight along its entire length of the fold and parallel to the respective side of the bag. Alternatively, a folding edge may extend over at least half the length of the fold in a straight line and parallel to the respective side of the bag and may each have a bifurcation towards its two ends delimiting its longitudinal extent, ie divide into two or more than two partial fold edges. The Teilfaltkanten may have an oblique and / or curved course. One of the Teilfaltkanten can form a crease, in particular by 90 ° to the folding edge. Teilfaltkanten can also be folded against the folding direction of the folding edge.
Ein Faltabschnitt kann entsprechend zu seinen beiden seine Längserstreckung begrenzenden Enden hin jeweils einen oder mehrere Teilfaltabschnitte aufweisen. Jeder Teilfaltabschnitt ist dabei durch zwei Teilfaltkanten begrenzt. Die Teilfaltabschnitte bilden im Auslieferungszustand des Flachbeutels vorzugsweise im Wesentlichen in Querrichtung zur jeweiligen Faltkante Falze. Diese Falze können auch als Ohren bezeichnet werden. Es hat sich gezeigt, dass die aus den Teilfaltabschnitten gebildeten Falze das Entfalten und Aufblähen des Flachbeutels im Bereich der die Längserstreckung der jeweiligen Faltabschnitte begrenzenden Enden erleichtern.A folding section may have one or more partial folding sections corresponding to its two ends delimiting its longitudinal extent. Each Teilfaltabschnitt is limited by two Teilfaltkanten. The Teilfaltabschnitte preferably form in the delivery state of the flat bag substantially in the transverse direction to the respective folding edge folds. These folds can also be called ears. It has been found that the folds formed from the partial folding sections facilitate the unfolding and inflation of the flat bag in the region of the ends delimiting the longitudinal extent of the respective folding sections.
Teilfaltkanten können beidseitig oder nur einseitig an einer oder mehreren Faltkanten vorhanden sein. Entsprechend können Teilfaltabschnitte beidseitig oder nur einseitig an einem oder mehreren Faltabschnitten vorhanden sein.Teilfaltkanten may be present on both sides or only one side of one or more fold edges. Correspondingly, partial folding sections can be present on one or more folding sections on both sides or only on one side.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der Flachbeutel so konturiert ist, dass der Staubfilterbeutel mit der mindestens einen eingefalteten Mehrfachfalte eine rechteckige oder quadratische Gestalt aufweist. Im Auslieferungszustand ist die flächenhafte Erstreckung des Flachbeutels also auf einen rechteckigen oder quadratischen Basis-Flächenbereich beschränkt. Der Basis-Flächenbereich der Oberwand kann auch mit dem Begriff Beuteloberseite und der Basis-Flächenbereich der Unterwand mit dem Begriff Beutelunterseite bezeichnet werden.According to a further preferred embodiment of the invention it is provided that the flat bag is contoured so that the dust filter bag having the at least one folded multiple fold has a rectangular or square shape. In the delivery state, the planar extension of the flat bag is thus limited to a rectangular or square base surface area. The base surface area of the top wall may also be referred to by the term bag top side and the base area area of the bottom wall by the term bottom side of the bag.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der Flachbeutel im ausgestülpten Zustand eine sich aus dem rechteckigen oder quadratischen Basis-Flächenbereich und jeweils an eine Seite des Basis-Flächenbereichs angesetzten und zumindest aus dem jeweiligen ersten und zweiten Faltabschnitt gebildeten Flächenbereichen zusammensetzende Flächengestalt aufweist.According to a further preferred embodiment of the invention, it is provided that the flat bag in the everted state has a surface shape composed of the rectangular or square base surface region and respectively attached to one side of the base surface region and formed at least from the respective first and second folding section ,
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die Längserstreckung der ersten Faltabschnitte jeweils kürzer als die zugewandte Seite des Basis-Flächenbereichs ist, so dass die ersten Faltabschnitte in Längsrichtung beidenends mit Abstand zu dieser enden. Die umlaufende Schweißnaht weist in dieser Ausführungsform vorzugsweise einen Versatz an der ersten Faltkante auf. Dieser Versatz entspricht vorzugsweise der Schweißnahtbreite. Dadurch wird das Falten bzw. Entfalten des ersten Faltabschnitts nicht durch die umlaufende Schweißnaht gestört. According to a further preferred embodiment of the invention, it is provided that the longitudinal extent of the first folding sections is shorter than the facing side of the base area area, so that the first folding sections terminate in the longitudinal direction at both ends at a distance therefrom. The circumferential weld seam preferably has an offset at the first fold edge in this embodiment. This offset preferably corresponds to the weld seam width. As a result, the folding or unfolding of the first folding section is not disturbed by the circumferential weld seam.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die ersten Faltabschnitte jeweils an ihren beiden ihre Längserstreckung begrenzenden Enden abgeschrägt sind, vorzugsweise mit einem Winkel im Bereich von 5° bis 65°, bevorzugt mit einem Winkel im Bereich von 5° bis 45°, weiter vorzugsweise mit einem Winkel im Bereich von 10° bis 20°, besonders bevorzugt mit einem Winkel von 15°. Die Winkel beziehen sich dabei auf den ausgestülpten Zustand. Vorzugsweise verlaufen die beiden die Längserstreckung des ersten Faltabschnitts begrenzenden Enden im Auslieferungszustand jeweils im Wesentlichen bündig zu den ersten Faltkanten. Dieser bündige Verlauf der beiden die Längserstreckung des ersten Faltabschnitts begrenzenden Enden ist vorzugsweise durch die Ausbildung von Teilfaltkanten an den zweiten Faltkanten und der dazu korrespondierenden Ausbildung von Teilfaltabschnitten realisiert. Der bündige Verlauf der beiden die Längserstreckung des ersten Faltabschnitts begrenzenden Enden bringt eine gute Flächenausnutzung im Auslieferungszustand und erleichtert das Entfalten der Mehrfachfalte.According to a further preferred embodiment of the invention, it is provided that the first folding sections are each bevelled at their two ends delimiting their longitudinal extension, preferably at an angle in the range of 5 ° to 65 °, preferably at an angle in the range of 5 ° to 45 ° , more preferably with an angle in the range of 10 ° to 20 °, particularly preferably with an angle of 15 °. The angles refer to the everted state. In the delivery state, the two ends delimiting the longitudinal extent of the first folding section preferably extend substantially flush with the first folding edges. This flush course of the two ends delimiting the longitudinal extension of the first folding section is preferably realized by the formation of partial folding edges on the second folding edges and the corresponding forming of partial folding sections. The flush course of the two ends delimiting the longitudinal extension of the first folding section brings about good surface utilization in the delivery state and facilitates the unfolding of the multiple fold.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die zweiten Faltabschnitte jeweils an ihren beiden ihre Längserstreckung begrenzenden Enden abgeschrägt sind, vorzugsweise mit einem Winkel im Bereich von 5° bis 65°, bevorzugt mit einem Winkel im Bereich von 15° bis 65°, weiter vorzugsweise mit einem Winkel im Bereich von 35° bis 55°, besonders bevorzugt mit einem Winkel von 45°. Die Winkel beziehen sich dabei wiederum auf den ausgestülpten Zustand.According to a further preferred embodiment of the invention, it is provided that the second folding sections are each bevelled at their two ends delimiting their longitudinal extension, preferably at an angle in the range of 5 ° to 65 °, preferably at an angle in the range of 15 ° to 65 ° , more preferably at an angle in the range of 35 ° to 55 °, particularly preferably at an angle of 45 °. The angles again refer to the everted state.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass der Winkel der abgeschrägten Enden der zweiten Faltabschnitte größer als der Winkel der abgeschrägten Enden der ersten Faltabschnitte ist. Dadurch, insbesondere bei einer Abschrägung der Enden der ersten Faltabschnitte um 15° und einer Abschrägung der Enden der zweiten Faltabschnitte um 45°, wird eine besonders platzsparende Faltung der Faltabschnitte im Auslieferungszustand ermöglicht. Weiterhin ist eine derart ausgestaltete Mehrfachfalte besonders gut entfaltbar.According to a further preferred embodiment of the invention it is provided that the angle of the chamfered ends of the second folding sections is greater than the angle of the chamfered ends of the first folding sections. As a result, in particular with a bevel of the ends of the first folding sections by 15 ° and a bevel of the ends of the second folding sections by 45 °, a particularly space-saving folding of the folding sections in the delivery state is made possible. Furthermore, such a configured multiple fold is particularly well deployable.
Bei einem Vorsehen von weiteren Faltabschnitten sind auch diese vorzugsweise jeweils an ihren beiden ihre Längserstreckung begrenzenden Enden abgeschrägt. Der Winkel der abgeschrägten Enden des weiteren Faltabschnitts ist vorzugsweise größer als oder gleich dem Winkel der abgeschrägten Enden des vorangehenden Faltabschnitts.In a provision of further folding sections, these are also preferably beveled at both ends delimiting their longitudinal extent. The angle of the chamfered ends of the further folding section is preferably greater than or equal to the angle of the chamfered ends of the preceding folding section.
Nach einer weiteren bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass die ersten, zweiten, dritten und/oder vierten Faltabschnitte jeweils eine trapezartige Gestalt aufweisen. Bei einem Vorsehen von weiteren Faltabschnitten können auch diese jeweils eine trapezartige Gestalt aufweisen.According to a further preferred embodiment of the invention, it is provided that the first, second, third and / or fourth folding sections each have a trapezoidal shape. With a provision of further folding sections, these too can each have a trapezoidal shape.
Die Oberwand und die Unterwand können jeweils als Beutelwand bezeichnet werden. Das die Beutelwände bildende schweißbare flexible Filtermaterial kann einlagig oder mehrlagig sein. Die Auswahl des Materials im Einzelnen - im Falle mehrlagiger Beutelwände können deren Lagen aus unterschiedlichen Materialien bestehen - richtet sich nach den jeweiligen Erfordernissen und gewünschten Filtereigenschaften.The top wall and the bottom wall can each be referred to as a bag wall. The weldable flexible filter material forming the bag walls may be single-ply or multi-ply. The selection of the material in detail - in the case of multi-layered bag walls, their layers may consist of different materials - depends on the respective requirements and desired filter properties.
Vorteilhafterweise weist der erfindungsgemäße als Flachbeutel ausgebildete Staubfilterbeutel ausschließlich einfache Schweißnähte auf. Die Beutelwände können aufeinander liegend verschweißt sein. Dies ist insbesondere der Fall beim erfindungsgemäßen Ausführungsbeispiel der ihrem Umfang entlang umlaufend miteinander verschweißten Oberwand und Unterwand. Dabei bleibt die Anzahl an Lagen entlang der umlaufenden Schweißnaht durchweg gleich. Vorzugsweise sind die Beutelwände jeweils einlagig ausgebildet. In diesem Fall ist die umlaufende Schweißnaht durchweg zweilagig, es werden also entlang der gesamten Schweißnaht nur zwei Lagen des schweißbaren flexiblen Filtermaterials verbunden. Beim erfindungsgemäß aus einem Schlauchstück einstückig gebildeten Flachbeutel wird vorzugsweise die Unterwand durch Verschweißen seitlich aneinanderstoßender Ränder des Schlauchstücks gebildet. Da in diesem Fall beide Ränder dem gleichen Schlauchstück zugehören, bleibt auch hier die Anzahl an Lagen entlang der Schweißnaht durchweg gleich. Die Erfindung kommt also ohne Schweißnahtstellen aus, an denen sich die Anzahl der Lagen ändert. Der erfindungsgemäße Staubfilterbeutel ist dadurch besonders stabil gegenüber der beim Betrieb aufgrund des im Beutelinneren herrschenden Innendrucks auftretenden Belastung der Beutelwandung und insbesondere der Schweißnähte. Auch bei dauerhaft auftretenden Belastungen widersteht der erfindungsgemäße Staubfilterbeutel daher einem Aufreißen der Schweißnähte. Weiterhin kann sich durch das Vorsehen von ausschließlich einfachen Schweißnähten beim erfindungsgemäßen Staubfilterbeutel die mindestens eine Mehrfachfalte über ihre ganze Länge auffalten und ausstülpen. Somit kann verglichen mit bekannten Staubfilterbeuteln mit fixierten Einfachfalten, die sich nur über einen Teil ihrer Länge auffalten und gar nicht ausstülpen können, ein besonders großes Füllvolumen erzielt werden.Advantageously, the inventive designed as a flat bag dust filter bag exclusively on simple welds. The bag walls can be welded lying on each other. This is the case in particular in the case of the exemplary embodiment according to the invention of the upper wall and lower wall which are circumferentially welded together around their circumference. The number of layers along the circumferential weld remains consistently the same. Preferably, the bag walls are each formed in one layer. In this case, the circumferential weld is consistently two-ply, so it will be connected along the entire weld only two layers of weldable flexible filter material. When inventively formed from a piece of tubing flat bag, the bottom wall is preferably formed by welding laterally abutting edges of the hose piece. Since both edges belong to the same piece of tubing in this case, the number of layers along the weld remains the same throughout. Thus, the invention does not involve welds where the number of layers changes. The dust filter bag according to the invention is thus particularly stable with respect to the loading of the bag wall and in particular of the welds occurring during operation due to the internal pressure prevailing in the bag interior. Even with permanently occurring loads, the dust filter bag according to the invention therefore resists tearing of the welds. Furthermore, by providing only simple welds in the dust filter bag according to the invention, the at least one multiple fold unfold over its entire length and evert. Thus, compared to known dust filter bags with fixed single folds, which unfold only over part of their length and can not evert, a particularly large filling volume can be achieved.
Die Erfindung wird nun anhand von Ausführungsbeispielen näher erläutert. Es zeigen
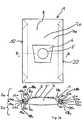
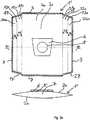
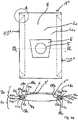
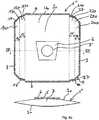
1a einen Staubfilterbeutel mit zwei Einfachfalten nach dem Stand der Technik im Auslieferungszustand in schematischer Draufsicht sowie während des Aufblähens im schematischen Teilquerschnitt gemäß der SchnittlinieI -I ,1b eine detailliertere Ansicht zum schematischen Teilquerschnitt gemäß der SchnittlinieI -I während des Aufblähens,2a einen ersten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im Auslieferungszustand in schematischer Draufsicht sowie während des Aufblähens im schematischen Teilquerschnitt gemäß der SchnittlinieII -II ,2b den ersten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im ausgestülpten Zustand in schematischer Draufsicht sowie im schematischen Teilquerschnitt gemäß der SchnittlinieIII -III ,3a einen zweiten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im Auslieferungszustand in schematischer Draufsicht sowie während des Aufblähens im schematischen Teilquerschnitt gemäß der SchnittlinieIV -IV ,3b den zweiten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im ausgestülpten Zustand in schematischer Draufsicht sowie im schematischen Teilquerschnitt gemäß der SchnittlinieV -V ,4a einen dritten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im Auslieferungszustand in schematischer Draufsicht sowie während des Aufblähens im schematischen Teilquerschnitt gemäß der SchnittlinieVI -VI ,4b den dritten erfindungsgemäßen Staubfilterbeutel mit zwei Doppelfalten im ausgestülpten Zustand in schematischer Draufsicht sowie im schematischen Teilquerschnitt gemäß der SchnittlinieVII -VII ,4c eine vergrößerte Ansicht des in4a markierten Details A des dritten erfindungsgemäßen Staubfilterbeutels,4d eine vergrößerte Ansicht des in4a markierten Details A für einen vierten erfindungsgemäßen Staubfilterbeutel.
1a a dust filter bag with two single folds according to the prior art in the delivery state in a schematic plan view and during the inflation in the schematic partial cross section according to the section lineI -I .1b a more detailed view of the schematic partial cross section according to the section lineI -I while inflating,2a a first dust filter bag according to the invention with two double pleats in the delivery state in a schematic plan view and during the inflation in the schematic partial cross section according to the section lineII -II .2 B the first dust filter bag according to the invention with two double pleats in the everted state in a schematic plan view and in the schematic partial cross section according to the section lineIII -III .3a a second dust filter bag according to the invention with two double pleats in the delivery state in a schematic plan view and during the inflation in the schematic partial cross section according to the section lineIV -IV .3b the second dust filter bag according to the invention with two double pleats in the everted state in a schematic plan view and in the schematic partial cross section according to the section lineV -V .4a a third dust filter bag according to the invention with two double pleats in the delivery state in a schematic plan view and during the inflation in the schematic partial cross section according to the section lineVI -VI .4b the third dust filter bag according to the invention with two double pleats in the everted state in a schematic plan view and in the schematic partial cross section according to the section lineVII -VII .4c an enlarged view of the in4a marked details A of the third dust filter bag according to the invention,4d an enlarged view of the in4a marked details A for a fourth dust filter bag according to the invention.
Die
Der Staubfilterbeutel
Die Oberwand
Die Unterwand
Die Faltkanten
Der zweite Faltabschnitt
Die jeweilige Erstreckung des ersten Faltabschnitts
Die jeweilige Erstreckung des zweiten Faltabschnitts
Vorteilhafterweise sind die erste
Zur Bestimmung der ersten
Die beiden gegenüberliegenden Doppelfalten
Der die Beuteloberseite
Der vom Staubsauger angesaugte Luftstrom gelangt durch den staubsaugerseitigen Anschlussstutzen und die Einlassöffnung
Die schematischen Teilquerschnitte zeigen den Staubfilterbeutel
Die Aufnahmeräume bilden also Zwischenräume, in denen Sauggut, Staub und/oder Luft aufgenommen werden kann. Die insgesamt sechs Aufnahmeräume
Im Betrieb bläht sich der Staubfilterbeutel
Der Staubfilterbeutel
Wie aus
Beim ersten und zweiten erfindungsgemäßen Staubfilterbeutel
Sofern die obige Beschreibung keine abweichenden Informationen zum zweiten erfindungsgemäßen Staubfilterbeutel
Sofern die obige Beschreibung keine abweichenden Informationen zum dritten erfindungsgemäßen Staubfilterbeutel
Die Ausbildung des Falzes und der bündige Verlauf des die Längserstreckung des ersten Faltabschnitts begrenzenden Endes bringt eine gute Flächenausnutzung im Auslieferungszustand und erleichtert das Entfalten der Doppelfalte. Insbesondere verringert sich dabei die zum Entfalten der Doppelfalte erforderliche Kraft weiter.The formation of the fold and the flush course of the longitudinal extent of the first folding section delimiting end brings a good area utilization in the delivery state and facilitates the deployment of the double fold. In particular, the force required to unfold the double fold decreases further.
Sofern die obige Beschreibung keine abweichenden Informationen zum vierten erfindungsgemäßen Staubfilterbeutel
Bei den oben beschriebenen Staubfilterbeuteln
Die Anzahl der insgesamt vorgesehenen Doppelfalten kann jedoch auch anders sein. Beispielsweise könnte der Staubfilterbeutel an allen vier Beutelseiten jeweils mit einer Doppelfalte versehen sein. Prinzipiell kann je nach den Erfordernissen auch bereits eine einzige Doppelfalte genügen. Es versteht sich, dass die Gestalt des Staubfilterbeutels entsprechend angepasst werden sollte.However, the number of total provided double folds may also be different. For example, the dust filter bag could be provided on all four sides of the bag each with a double fold. In principle, even a single double fold may suffice, depending on the requirements. It is understood that the shape of the dust filter bag should be adjusted accordingly.
Weiterhin können anstelle von Doppelfalten Dreifachfalten, Vierfachfalten, usw. vorgesehen sein. Allgemein gesprochen weisen erfindungsgemäße Staubfilterbeutel zumindest eine Mehrfachfachfalte auf. Zusätzlich kann am Staubfilterbeutel auch zumindest eine Einfachfalte vorgesehen sein.Furthermore, instead of double pleats, triple pleats, quad folds, etc. may be provided. Generally speaking, dust filter bags according to the invention have at least one multiple fold. In addition, at least one single fold can also be provided on the dust filter bag.
Aufgrund der geschilderten Herstellung kann man die bisherigen Flachbeutel-Fertigungstechnologien auch für die erfindungsgemäßen Staubfilterbeutel
Zusätzlich zeigt
Durch das Vorsehen des zentralen Aufnahmeraums
Die Doppelfalten
Aus den Figuren geht ferner hervor, dass die gegenüberliegenden Doppelfalten
BezugszeichenlisteLIST OF REFERENCE NUMBERS
- 1, 1', 1", 1"'1, 1 ', 1 ", 1"'
- StaubfilterbeutelVacuum Cleaner Bags
- 2o2o
- Oberwandupper wall
- 2u2u
- Unterwandunder wall
- 33
- SchweißnahtWeld
- 4o4o
- BeuteloberseiteBag top
- 4u4u
- BeutelunterseiteBag bottom
- 55
- Einlassöffnunginlet port
- 66
- Anschlussstückconnector
- 77
- Beutel-InnenraumBag interior
- 88th
- Basis-FlächenbereichBase area
- 10, 20, 10', 20', 10", 20", 10"', 20'"10, 20, 10 ', 20', 10 ", 20", 10 "', 20'"
- Doppelfaltedouble fold
- 11o, 21o11o, 21o
- erste Faltkante der Oberwandfirst folding edge of the upper wall
- 11u, 21u11u, 21u
- erste Faltkante der Unterwandfirst folding edge of the lower wall
- 12o, 22o12o, 22o
- erster Faltabschnitt der Oberwandfirst folding section of the upper wall
- 12u, 22u12u, 22u
- erster Faltabschnitt der Unterwandfirst folding section of the lower wall
- 13o, 23o13o, 23o
- zweite Faltkante der Oberwandsecond fold edge of the top wall
- 13u, 23u13u, 23u
- zweite Faltkante der Unterwandsecond folding edge of the lower wall
- 14o, 24o14o, 24o
- zweiter Faltabschnitt der Oberwandsecond folding section of the upper wall
- 14u, 24u14u, 24u
- zweiter Faltabschnitt der Unterwandsecond folding section of the lower wall
- 15, 2515, 25
- erste Falttiefefirst folding depth
- 16, 2616, 26
- zweite Falttiefesecond folding depth
- 17, 2717, 27
- Längserstreckung begrenzende EndenLengthwise delimiting ends
- 18o, 28o18o, 28o
- Aufnahmeraum der OberwandRecording room of the upper wall
- 18z, 28z18z, 28z
- zentraler Aufnahmeraumcentral recording room
- 18u, 28u18u, 28u
- Aufnahmeraum der UnterwandRecording room of the lower wall
- 1919
- TeilfaltkanteTeilfaltkante
- 101101
- Staubfilterbeutel nach dem Stand der TechnikDust filter bag according to the prior art
- 102, 103102, 103
- Einfachfaltesimply fold
ZITATE ENTHALTEN IN DER BESCHREIBUNG QUOTES INCLUDE IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of the documents listed by the applicant has been generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
- US 5647881 A [0002]US 5647881 A [0002]
- EP 1683460 B1 [0004]EP 1683460 B1 [0004]
Claims (25)
Translated fromGermanPriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017111837.3ADE102017111837A1 (en) | 2017-05-30 | 2017-05-30 | Dust filter bag with multiple fold |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017111837.3ADE102017111837A1 (en) | 2017-05-30 | 2017-05-30 | Dust filter bag with multiple fold |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102017111837A1true DE102017111837A1 (en) | 2018-12-06 |
Family
ID=64278915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102017111837.3AWithdrawnDE102017111837A1 (en) | 2017-05-30 | 2017-05-30 | Dust filter bag with multiple fold |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102017111837A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3753463A1 (en)* | 2019-06-17 | 2020-12-23 | Eurofilters Holding N.V. | Vacuum cleaner filter bag for a hand vacuum cleaner |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29704079U1 (en)* | 1997-03-06 | 1997-04-24 | Alfred Kärcher GmbH & Co, 71364 Winnenden | Filter bags for vacuum cleaners |
| US5647881A (en) | 1995-04-20 | 1997-07-15 | Minnesota Mining And Manufacturing Company | Shock resistant high efficiency vacuum cleaner filter bag |
| JPH11188802A (en)* | 1997-12-26 | 1999-07-13 | Matsushita Electric Ind Co Ltd | Dust collection bag for vacuum cleaner and method of manufacturing the same |
| US20030145566A1 (en)* | 2002-02-04 | 2003-08-07 | Parks David P. | Disposable filtration bag |
| EP1683460B1 (en) | 2005-01-20 | 2008-06-18 | Branofilter Gmbh | Dust filter bag |
| DE202010000933U1 (en)* | 2009-12-30 | 2010-04-08 | Branofilter Gmbh | filter bag |
- 2017
- 2017-05-30DEDE102017111837.3Apatent/DE102017111837A1/ennot_activeWithdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5647881A (en) | 1995-04-20 | 1997-07-15 | Minnesota Mining And Manufacturing Company | Shock resistant high efficiency vacuum cleaner filter bag |
| DE29704079U1 (en)* | 1997-03-06 | 1997-04-24 | Alfred Kärcher GmbH & Co, 71364 Winnenden | Filter bags for vacuum cleaners |
| JPH11188802A (en)* | 1997-12-26 | 1999-07-13 | Matsushita Electric Ind Co Ltd | Dust collection bag for vacuum cleaner and method of manufacturing the same |
| US20030145566A1 (en)* | 2002-02-04 | 2003-08-07 | Parks David P. | Disposable filtration bag |
| EP1683460B1 (en) | 2005-01-20 | 2008-06-18 | Branofilter Gmbh | Dust filter bag |
| DE202010000933U1 (en)* | 2009-12-30 | 2010-04-08 | Branofilter Gmbh | filter bag |
Non-Patent Citations (1)
| Title |
|---|
| JP H11- 188 802 A (Maschinenübersetzung)* |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3753463A1 (en)* | 2019-06-17 | 2020-12-23 | Eurofilters Holding N.V. | Vacuum cleaner filter bag for a hand vacuum cleaner |
| WO2020254235A1 (en)* | 2019-06-17 | 2020-12-24 | Eurofilters Holding N.V. | Vacuum-cleaner filter bag for a hand-held vacuum cleaner |
| CN113939353A (en)* | 2019-06-17 | 2022-01-14 | 欧罗菲利特斯控股公司 | Vacuum cleaner filter bag for a hand-held vacuum cleaner |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1683460B1 (en) | Dust filter bag | |
| EP1776909B1 (en) | Vacuum cleaner dust bag | |
| EP2263508B1 (en) | Flat bag for a vacuum cleaner with at least two diffusers | |
| DE102006051117B3 (en) | Dust filter bag for vacuum cleaners | |
| WO2007134734A1 (en) | Dust filter bag | |
| EP1677660A1 (en) | Filter bag and method for the production thereof | |
| EP0444291B1 (en) | Carrier bag for clothing made from thermoplastic plastic and method for its manufacture | |
| EP2929822B1 (en) | Vacuum cleaner filter bag for an upright vacuum cleaner | |
| EP2428151A1 (en) | Device for vacuum cleaning with vacuum cleaning device and filter bag | |
| EP2445382B1 (en) | Block bottom filter bag for vacuum cleaners | |
| WO2007073889A1 (en) | Filter bag for a vacuum cleaner and method for producing the same | |
| DE202011000339U1 (en) | Dust bags | |
| EP2067427B1 (en) | Dust filter bag for a vacuum cleaner | |
| WO2011101124A1 (en) | Vacuum cleaner filter bag having a side fold | |
| DE102017111837A1 (en) | Dust filter bag with multiple fold | |
| EP1683461A1 (en) | Dust filter bag | |
| DE10064608A1 (en) | Filter bag for a vacuum cleaner | |
| EP3187086B1 (en) | Filter bag for a vacuum cleaner | |
| DE19508427B4 (en) | filter bag | |
| EP1002493A2 (en) | Dust filter | |
| EP3181030B1 (en) | Unfolding filter bag for a vacuum cleaner | |
| DE4215447C2 (en) | Dust filter bag | |
| DE102007005612B4 (en) | Filter bag for a vacuum cleaner | |
| EP1588653B1 (en) | Paper filter for infusion beverages | |
| EP1192890A2 (en) | Dust bag for a vacuum cleaner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R012 | Request for examination validly filed | ||
| R016 | Response to examination communication | ||
| R016 | Response to examination communication | ||
| R120 | Application withdrawn or ip right abandoned |