DE102014222526A1 - Method and device for the generative production of at least one component region of a component - Google Patents
Method and device for the generative production of at least one component region of a componentDownload PDFInfo
- Publication number
- DE102014222526A1 DE102014222526A1DE102014222526.4ADE102014222526ADE102014222526A1DE 102014222526 A1DE102014222526 A1DE 102014222526A1DE 102014222526 ADE102014222526 ADE 102014222526ADE 102014222526 A1DE102014222526 A1DE 102014222526A1
- Authority
- DE
- Germany
- Prior art keywords
- component
- laser
- electron beam
- heat treatment
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/364—Process control of energy beam parameters for post-heating, e.g. remelting
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Automation & Control Theory (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Powder Metallurgy (AREA)
Abstract
Translated fromGermanDescription
Translated fromGermanDie Erfindung betrifft ein Verfahren zur generativen Herstellung zumindest eines Bauteilbereichs eines Bauteils, insbesondere eines Bauteils eines Flugtriebwerks, gemäß dem Oberbegriff des Anspruchs 1 sowie eine Vorrichtung zur generativen Herstellung zumindest eines Bau-teilbereichs eines Bauteils, insbesondere eines Bauteils eines Flugtriebwerks, gemäß dem Oberbegriff des Anspruchs 9.The invention relates to a method for the generative production of at least one component region of a component, in particular of a component of an aircraft engine, according to the preamble of claim 1 and a device for the generative production of at least one partial construction of a component, in particular a component of an aircraft engine, according to the preamble of Claim 9.
Aus dem Stand der Technik sind generative Herstellungsverfahren zur schnellen Herstellung von Prototypen oder zur Herstellung von Bauteilen, die mit anderen Verfahren schwierig herzustellen sind, bekannt. Unter anderem werden hierfür Verfahren wie das selektive Laserschmelzen (SLM Selective Laser Melting), das direkte Metalllasersintern (DMLS Direct Metal Laser Sintering) oder Elektronenstrahlenverfahren eingesetzt. Aus dem Stand der Technik sind insbesondere auch generative Herstellverfahren für die Herstellung von Bauteilen einer Strömungsmaschine, wie beispielsweise von Bauteilen eines Flugtriebwerks oder einer Gasturbine bekannt, z. B. das in der
Aufgabe der vorliegenden Erfindung ist es, ein Verfahren und eine Vorrichtung bereitzustellen, welche die generative Herstellung zumindest eines Bauteilbereichs eines Bauteils mit verbesserten und vordefinierten Werkstoffeigenschaften ermöglichen.The object of the present invention is to provide a method and a device which enable the generative production of at least one component region of a component with improved and predefined material properties.
Die Aufgabe wird erfindungsgemäß durch ein Verfahren mit den Merkmalen des Patentanspruchs 1 sowie durch eine Vorrichtung mit den Merkmalen des Patentanspruchs 9 gelöst. Vorteilhafte Ausgestaltungen mit zweckmäßigen Weiterbildungen der Erfindung sind in den jeweiligen Unteransprüchen angegeben, wobei vorteilhafte Ausgestaltung des erfindungsgemäßen Verfahrens als vorteilhafte Ausgestaltungen der erfindungsgemäßen Vorrichtung und umgekehrt anzusehen sind.The object is achieved by a method having the features of patent claim 1 and by a device having the features of claim 9. Advantageous embodiments with expedient developments of the invention are specified in the respective subclaims, wherein advantageous embodiment of the method according to the invention are to be regarded as advantageous embodiments of the device according to the invention and vice versa.
Ein erster Aspekt der Erfindung betrifft ein Verfahren zum generativen Herstellen zumindest eines Bauteilbereichs eines Bauteils, insbesondere eines Bauteils eines Flugtriebwerks, z.B. einer Turbine oder eines Verdichters. Bei dem erfindungsgemäßen Verfahren wird ein metallischer, pulverförmiger Bauteilwerkstoff schichtweise zur Ausbildung einzelner Bauteilschichten des Bauteilbereichs selektiv miteinander verschmolzen und/oder versintert. Dabei wird mindestens ein vorbestimmter Bereich mindestens einer Bauteilschicht nach einem zumindest teilweise Erstarren der Bauteilschicht und vor einem Auftrag einer weiteren Schicht des Bauteilwerkstoffs einer Wärmebehandlung mittels Beaufschlagung durch mindestens einen hochenergetischen Laser- und/oder Elektronenstrahl unterzogen, wobei die Wärmebehandlung in einem Temperaturbereich unterhalb der Verdampfungstemperatur des metallischen Bauteilwerkstoffs erfolgt. Durch die erfindungsgemäße Wärmebehandlung ist es möglich, bereits während der generativen Herstellung des zumindest einen Bauteilbereichs des metallischen Bauteils, vordefinierte und insbesondere verbesserte Werkstoffeigenschaften in den Bauteilbereich beziehungsweise das Bauteil einzubringen. Durch das gezielte Einsetzen eines Laser- und/oder Elektronenstrahls ist es zudem möglich den Wärmeeintrag hinsichtlich der für die Änderung der Werkstoffeigenschaften gewünschten Temperatur exakt einzustellen. Zudem ist es vorteilhafterweise möglich, den Bereich der Wärmebehandlung innerhalb der Bauteilschicht exakt in seiner Ausdehnung und Eindringtiefe zu definieren und zu steuern. Dabei besteht natürlich auch die Möglichkeit, dass sich die Wärmebehandlung in der Tiefe auch über mehrere Bauteilschichten erstreckt. Zudem wird durch die erfindungsgemäße Verwendung von Temperaturen unterhalb der Verdampfungstemperatur des verwendeten metallischen Bauteilwerkstoffs zuverlässig verhindert, dass ein unerwünschter Phasenübergang des festen Bauteilwerkstoffs in den entsprechenden gasförmigen Aggregatszustand erfolgt, ohne dass sich der Bauteilwerkstoff vorher verflüssigt. Ein derartiger Phasenübergang ist nur schwer zu regeln und führt zu unerwünschten Druckbeaufschlagungen der zu bearbeitenden Bauteilschichten sowie zu Materialverlusten.A first aspect of the invention relates to a method for the generative production of at least one component region of a component, in particular of a component of an aircraft engine, for example a turbine or a compressor. In the method according to the invention, a metallic, powdery component material is selectively fused together and / or sintered in layers in order to form individual component layers of the component region. In this case, at least one predetermined area of at least one component layer is subjected to a heat treatment by application of at least one high-energy laser and / or electron beam after an at least partial solidification of the component material and before application of another layer of the component material, wherein the heat treatment is in a temperature range below the evaporation temperature of the metallic component material. The heat treatment according to the invention makes it possible to introduce predefined and, in particular, improved material properties into the component region or the component during the generative production of the at least one component region of the metallic component. By the targeted insertion of a laser and / or electron beam, it is also possible to precisely adjust the heat input with respect to the desired temperature for changing the material properties. In addition, it is advantageously possible to define and control the region of the heat treatment within the component layer exactly in its extent and penetration depth. Of course, there is also the possibility that the heat treatment at depth also extends over several component layers. In addition, it is reliably prevented by the inventive use of temperatures below the vaporization temperature of the metallic component material used that an undesirable phase transition of the solid component material in the corresponding gaseous state of aggregation takes place without the component material liquefying before. Such a phase transition is difficult to control and leads to undesirable pressurization of the component layers to be processed and to material losses.
Verdampfungstemperaturen von metallischen Bauteilwerkstoffen sind dem Fachmann bekannt und können ohne Weiteres anhand üblicher Phasendiagramme ermittelt oder in der entsprechenden Fachliteratur nachgeschlagen werden. Beispielhaft sind in der folgenden Tabelle 1 Verdampfungstemperaturen von typischen, bei dem selektiven Laserschmelzen, dem direkten Metalllasersintern oder dem generativen Elektronenstrahlenverfahren verwendeten Metallen/Legierungselementen dargestellt. Tabelle 1: Verdampfungstemperaturen von Metallen/Legierungselementen
Die erfindungsgemäße Wärmebehandlung innerhalb des Verfahrens zum generativen Herstellen eines metallischen Bauteils ermöglicht es zum Beispiel, dass das herzustellende Bauteil schichtweise der genannten Wärmebehandlung unterzogen wird. Dadurch kann der Bauteilwerkstoff an jeder Stelle des herzustellenden Bauteilbereichs beziehungsweise Bauteils vorbestimmte Werkstoffeigenschaften annehmen. Dies betrifft insbesondere vorteilhafte Änderungen hinsichtlich der Korngrößen, des Kornwachstums, der Gefügeeigenschaften, der Zähigkeit, der Werkstofffestigkeit und -härte, sowie vordefinierte Metallgitterstrukturen des Bauteilswerkstoffs innerhalb des hergestellten Bauteilbereichs beziehungsweise Bauteils. Zudem besteht erfindungsgemäß die Möglichkeit, eine lokale oder ganzflächige Wärmebehandlung der einzelnen Bauteilschichten durchzuführen. Durch das erfindungsgemäße generative Herstellverfahren ergibt sich zudem eine Kostenreduzierung bei der Herstellung der Bauteilbereiche beziehungsweise der Bauteile, kürzere Durchlaufzeiten im Herstellungsprozess und auch die Möglichkeit neuer Kombinationen von verschiedenen Werkstoffeigenschaften in einem Bauteilbereich beziehungsweise Bauteil. Insbesondere ergeben sich Kosten- und Zeitvorteile, da die Beeinflussung beziehungsweise das Einbringen unterschiedlicher Werkstoffeigenschaften in dem Bauteilbereich beziehungsweise das Bauteil als integrierter Schritt des generativen Herstellungsverfahrens durchgeführt wird.The heat treatment according to the invention within the method for the generative production of a metallic component makes it possible, for example, for the component to be produced to be subjected in layers to the said heat treatment. As a result, the component material can assume predetermined material properties at any point of the component region or component to be produced. This relates in particular to advantageous changes in terms of grain sizes, grain growth, microstructural properties, toughness, material strength and hardness, as well as predefined metal lattice structures of the component material within the produced component region or component. In addition, according to the invention it is possible to carry out a local or entire heat treatment of the individual component layers. The generative production method according to the invention also results in a cost reduction in the production of the component regions or components, shorter throughput times in the production process and also the possibility of new combinations of different material properties in a component region or component. In particular, there are cost and time advantages, since the influence or the introduction of different material properties in the component region or the component is performed as an integrated step of the generative manufacturing process.
Beispielsweise können für die Wärmebehandlung Laserstrahlen eines CO2-Lasers, Nd:YAG-Lasers, Yb-Faserlasers, Diodenlasers oder dergleichen verwendet werden.For example, for the heat treatment, laser beams of a CO2 laser, Nd: YAG laser, Yb fiber laser, diode laser or the like may be used.
Das erfindungsgemäße Verfahren kann dabei grundsätzlich zur Herstellung eines vollständigen Bauteils oder zur Herstellung eines bestimmten Bauteilbereichs bzw. zur Reparatur oder Wiederherstellung eines Bauteilbereichs eines Bauteils verwendet werden.In principle, the method according to the invention can be used for producing a complete component or for producing a specific component region or for repairing or restoring a component region of a component.
In einer vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass die Wärmebehandlung eine Oberflächenhärtung mittels Laserstrahl- und/oder Elektronenstrahlhärten ist. Dabei kann während des Laserstrahl- und/oder Elektronenstrahlhärtens der der Oberflächenhärtung zu unterziehende Bereich der Bauteilschicht auf eine Temperatur unterhalb des Schmelzpunktes des metallischen Bauteilwerkstoffs erwärmt werden. In diesem Fall handelt es sich um ein so genanntes Festphasenhärten des metallischen Bauteilwerkstoffs. Es ist aber auch möglich, dass der metallische Bauteilwerkstoff im Bereich des der Oberflächenhärtung zu unterziehenden Bereichs der Bauteilschicht während des Laserstrahl- und/oder Elektronenstrahlhärtens geschmolzen wird. In diesem Fall handelt es sich um ein so genanntes Umschmelzen des Bauteilwerkstoffs. In beiden Fällen wird durch den hochenergetischen Laser- und/oder Elektronenstrahl die zu härtende Oberfläche lokal und selektiv erwärmt. In an sich bekannter Weise erfolgt die Wärmeableitung direkt in das Bauteil beziehungsweise in die nicht von der Erwärmung betroffenen Bereiche der Bauteilschicht. Durch diesen Abschreckvorgang ergeben sich insbesondere vorteilhafte Änderungen in der Gitterstruktur der metallischen Bauteilwerkstoffe, die zu einem Härten der entsprechend behandelten Bereiche der Bauteilschicht führen. Wird ein Elektronenstrahl zur Erwärmung der vorbestimmten Bereiche der Bauteilschicht verwendet, so wird das Verfahren üblicherweise im Vakuum durchgeführt. Das Laserstrahl- und/oder Elektronenstrahlhärten sind an sich bekannt. Im Gegensatz zu den bereits bekannten Anwendungsmöglichkeiten erfolgt das Laserstrahl- und/oder Elektronenstrahlhärten erfindungsgemäß während der generativen Fertigung und innerhalb mindestens einer Bauteilschicht des zumindest einen Bauteilbereichs eines Bauteils. Zudem wird bei üblichen Härtverfahren die Wärme nur von außen an das Bauteil herangeführt, so dass diese nur auf das komplett fertige Bauteil anwendbar sind.In an advantageous embodiment of the invention it is provided that the heat treatment is a surface hardening by means of laser beam and / or electron beam curing. In this case, during the laser beam and / or electron beam hardening, the area of the component layer to be subjected to surface hardening can be heated to a temperature below the melting point of the metallic component material. In this case, it is a so-called solid phase hardening of the metallic component material. However, it is also possible for the metallic component material to be melted in the area of the surface area of the component layer to be subjected to surface hardening during the laser beam and / or electron beam hardening. In this case, it is a so-called remelting of the component material. In both cases, the surface to be hardened is locally and selectively heated by the high-energy laser and / or electron beam. In a manner known per se, the heat dissipation takes place directly into the component or into the areas of the component layer which are not affected by the heating. This quenching process results in particular in advantageous changes in the lattice structure of the metallic component materials, which lead to a hardening of the correspondingly treated regions of the component layer. Becomes an electron beam used to heat the predetermined regions of the device layer, the process is usually carried out in a vacuum. The laser beam and / or electron beam hardening are known per se. In contrast to the already known applications, the laser beam and / or electron beam curing according to the invention takes place during the generative production and within at least one component layer of the at least one component region of a component. In addition, the heat is introduced only from the outside of the component in conventional curing, so that they are applicable only to the completely finished component.
Schmelzpunkte bzw. -temperaturen für metallische Bauteilwerkstoffe sind dem Fachmann ebenfalls bekannt oder können in der Literatur nachgeschlagen werden. Beispielhaft sind in der folgenden Tabelle 2 Schmelztemperaturen für verschiedene Metalle bzw. Legierungselemente, die in dem erfindungsgemäßen Verfahren als Bauteilwerkstoffe verwendet werden können, angeführt. Tabelle 2: Schmelztemperaturen von Metallen/Legierungselementen
In weiteren vorteilhaften Ausgestaltungen des erfindungsgemäßen Verfahrens ist für das Verschmelzen und/oder das Versintern des Bauteilwerkstoffs mindestens eine Laser- und/oder Elektronenstrahlquelle zur Erzeugung wenigstens eines hochenergetischen Laser- und/oder Elektronenstrahls vorgesehen. Dabei kann der von der Laser- und/oder Elektronenstrahlquelle erzeugte Laser- und/oder Elektronenstrahl auch für die Wärmebehandlung und/oder die Oberflächenhärtung mittels Laserstrahl- und/oder Elektronenstrahlhärten verwendet werden. Es ist aber auch möglich, dass für die Wärmebehandlung und/oder die Oberflächenhärtung mittels Laser- und/oder Elektronenstrahlhärten mindestens eine weitere, von der für das Verschmelzen und/oder das Versintern des Bauteilwerkstoffs verwendeten Laser- und/oder Elektronenstrahlquelle verschiedene Laser- und/oder Elektronenstrahlquelle vorgesehen ist. Je nach den Anforderungen an das Verfahren kann die Anzahl der Laser- und/oder Elektronenstrahlquellen vorteilhafterweise variiert werden. Beispielsweise können Laser- und/oder Elektronenstrahlquellen mit unterschiedlichen Energieleistungen verwendet werden. Wird für die Wärmebehandlung und/oder die Oberflächenhärtung sowie für das Verschmelzen und/oder das Versintern des Bauteilwerkstoffs dieselbe Laser- und/oder Elektronenstrahlquelle verwendet, ergeben sich deutliche Kostenvorteile bei der Anwendung des erfindungsgemäßen Verfahrens.In further advantageous embodiments of the method according to the invention at least one laser and / or electron beam source for generating at least one high-energy laser and / or electron beam is provided for fusing and / or sintering of the component material. In this case, the laser and / or electron beam generated by the laser and / or electron beam source can also be used for the heat treatment and / or the surface hardening by means of laser beam and / or electron beam curing. However, it is also possible that for the heat treatment and / or the surface hardening by means of laser and / or electron beam hardening at least one further laser and / or electron beam source used for the melting and / or sintering of the component material different laser and / or or electron beam source is provided. Depending on the requirements of the method, the number of laser and / or electron beam sources can advantageously be varied. For example, laser and / or electron beam sources with different energy outputs can be used. If the same laser and / or electron beam source is used for the heat treatment and / or the surface hardening and for the fusing and / or the sintering of the component material, significant cost advantages result when the method according to the invention is used.
In weiteren vorteilhaften Ausgestaltungen des erfindungsgemäßen Verfahrens erfolgt zumindest während der Wärmebehandlung eine Temperaturüberwachung des für die Wärmebehandlung bestimmten Bereichs der Bauteilschicht. Dabei kann auf Grundlage der durch die Temperaturüberwachung ermittelten Temperaturdaten eine Steuerung und/oder Regelung des Energieeintrags in den für die Wärmebehandlung bestimmten Bereich mittels des Laser- und/oder Elektronenstrahls erfolgen. Damit ist gewährleistet, dass der für die Wärmebehandlung bestimmte Bereich auf das gewünschte Temperaturniveau erhitzt wird. Eine zu geringe Erwärmung oder auch eine zu starke Erhitzung des entsprechenden Bereichs wird zuverlässig verhindert.In further advantageous embodiments of the method according to the invention, at least during the heat treatment, a temperature monitoring of the area of the component layer intended for the heat treatment takes place. In this case, on the basis of the temperature data determined by the temperature monitoring, a control and / or regulation of the energy input in the area intended for the heat treatment can take place by means of the laser and / or electron beam. This ensures that the area intended for the heat treatment is heated to the desired temperature level. Too little heating or excessive heating of the corresponding area is reliably prevented.
Ein zweiter Aspekt der Erfindung betrifft eine Vorrichtung zur generativen Herstellung zumindest eines Bauteilbereichs eines Bauteils, insbesondere eines Bauteils eines Flugtriebwerks, wie z.B. einer Turbine oder eines Verdichters. Die Vorrichtung umfasst hierzu mindestens eine Pulverzuführung zum Auftrag von mindestens einer Schicht eines metallischen, pulverförmigen Bauteilwerkstoffs auf eine Aufbau- und Fügezone einer absenkbaren Bauteilplattform sowie mindestens eine Laser- und/oder Elektronenstrahlquelle zum Erzeugen wenigstens eines hochenergetischen Laser- und/oder Elektronenstrahls, mittels welchem der Bauteilwerkstoff im Bereich der Aufbau- und Fügezone lokal zur Ausbildung einzelner Bauteilschichten selektiv verschmelzbar und/oder versinterbar ist und/oder mittels welchem wenigstens ein vorbestimmter Bereich mindestens einer Bauteilschicht nach einem zumindest teilweisen Erstarren der Bauteilschicht und vor einem Auftrag einer weiteren Schicht des Bauteilwerkstoffs einer Wärmebehandlung in einem Temperaturbereich unterhalb der Verdampfungstemperatur des metallischen Bauteilwerkstoffs und/oder einer Oberflächenhärtung mittels Laser- und/oder Elektronenstrahlhärten unterzogen wird. Die erfindungsgemäße Vorrichtung ermöglicht es, Bauteilbereiche eines Bauteils oder gesamte Bauteile kostengünstig herzustellen, die jeweils vordefinierte und verbesserte Werkstoffeigenschaften aufweisen. Insbesondere ist es möglich, unterschiedliche Werkstoffeigenschaften innerhalb der Bauteilbereiche beziehungsweise des Bauteils auszubilden.A second aspect of the invention relates to a device for the generative production of at least one component region of a component, in particular a component of an aircraft engine, such as a turbine or a compressor. For this purpose, the device comprises at least one powder feed for applying at least one layer of a metallic, powdery component material to a buildup and joining zone of a lowerable component platform and at least one laser and / or electron beam source for generating at least one high-energy laser and / or electron beam by means of which the component material in the region of the assembly and joining zone is selectively fusible and / or sinterable for forming individual component layers and / or by means of which at least one predetermined region of at least one component layer after at least partial solidification of the component layer and before an order of another layer of the component material Heat treatment in a temperature range below the Evaporation temperature of the metallic component material and / or surface hardening by laser and / or electron beam curing is subjected. The device according to the invention makes it possible to inexpensively produce component regions of a component or entire components, each having predefined and improved material properties. In particular, it is possible to form different material properties within the component regions or the component.
Weitere sich hieraus ergebenden Merkmale und deren Vorteile sind den Beschreibungen des ersten Erfindungsaspekts zu entnehmen, wobei vorteilhafte Ausgestaltungen des ersten Erfindungsaspekts als vorteilhafte Ausgestaltungen des zweiten Erfindungsaspekts und umgekehrt anzusehen sind.Further features resulting therefrom and their advantages can be found in the descriptions of the first aspect of the invention, with advantageous embodiments of the first aspect of the invention being regarded as advantageous embodiments of the second aspect of the invention and vice versa.
In einer vorteilhaften Ausgestaltung der erfindungsgemäßen Vorrichtung sind mindestens zwei unterschiedliche Laser- und/oder Elektronenstrahlquellen für die Wärmebehandlung und/oder die Oberflächenhärtung mittels Laser- und/oder Elektronenstrahlhärten und für das Verschmelzen und/oder das Versintern des Bauteilwerkstoffs ausgebildet. Gemäß dieser Ausführungsform der erfindungsgemäßen Vorrichtung können beispielsweise zwei unterschiedliche Laserstrahlquellen mit unterschiedlichen Laserenergien verwendet werden. Die Auswahl kann entsprechend den Anforderungen des herzustellenden Bauteilbereichs beziehungsweise des herzustellenden Bauteils erfolgen.In an advantageous embodiment of the device according to the invention at least two different laser and / or electron beam sources for the heat treatment and / or the surface hardening by means of laser and / or electron beam curing and for fusing and / or sintering of the component material are formed. According to this embodiment of the device according to the invention, for example, two different laser beam sources with different laser energies can be used. The selection can be made according to the requirements of the manufactured component area or the component to be produced.
In einer weiteren vorteilhaften Ausgestaltung der erfindungsgemäßen Vorrichtung weist die Vorrichtung wenigstens eine Steuer- und/oder Regeleinrichtung zur Steuerung und/oder Regelung der mindestens einen Laser- und/oder Elektronenstrahlquelle auf. Dabei kann die Vorrichtung zudem wenigstens einen Temperatursensor zur Temperaturüberwachung und -messung des für die Wärmebehandlung und/oder die Oberflächenhärtung bestimmten Bereichs der Bauteilschicht aufweisen. Über die Steuer- und/oder Regeleinrichtung kann der Energieeintrag des Laser- und/oder Elektronenstrahls geregelt werden. Dabei kann die Regelung insbesondere aufgrund der von dem Temperatursensor an die Steuer- und/oder Regeleinrichtung übermittelten Temperaturdaten des für die Wärmebehandlung und/oder die Oberflächenhärtung bestimmten Bereichs der Bauteilschicht erfolgen. Damit ist gewährleistet, dass sich der zu beaufschlagende Bereich der Bauteilschicht nicht übermäßig erwärmt oder die Erwärmung zu niedrig ausfällt.In a further advantageous embodiment of the device according to the invention, the device has at least one control and / or regulating device for controlling and / or regulating the at least one laser and / or electron beam source. In this case, the device may additionally comprise at least one temperature sensor for temperature monitoring and measurement of the area of the component layer intended for the heat treatment and / or the surface hardening. About the control and / or regulating device, the energy input of the laser and / or electron beam can be controlled. In this case, the regulation can be effected, in particular, on the basis of the temperature data of the region of the component layer determined for the heat treatment and / or the surface hardening, which is transmitted by the temperature sensor to the control and / or regulating device. This ensures that the area of the component layer to be acted upon is not excessively heated or the heating is too low.
In einer weiteren vorteilhaften Ausgestaltung der Erfindung ist die erfindungsgemäße Vorrichtung zur Durchführung eines Verfahrens wie im Vorhergehenden beschrieben ausgebildet.In a further advantageous embodiment of the invention, the device according to the invention for carrying out a method as described above is formed.
Ein dritter Aspekt der Erfindung betrifft ein Bauteil für ein Flugtriebwerk, insbesondere eine Turbine oder einen Verdichter, welches durch ein Verfahren gemäß dem ersten Erfindungsaspekt erhältlich oder erhalten ist und/oder mittels einer Vorrichtung gemäß dem zweiten Erfindungsaspekt hergestellt ist. Das Bauteil weist somit verbesserte Werkstoffeigenschaften auf. Weitere sich hieraus ergebenden Merkmale und deren Vorteile sind den Beschreibungen des ersten und des zweiten Erfindungsaspekts zu entnehmen.A third aspect of the invention relates to a component for an aircraft engine, in particular a turbine or a compressor, which is obtainable or obtained by a method according to the first aspect of the invention and / or produced by means of a device according to the second aspect of the invention. The component thus has improved material properties. Further features resulting therefrom and their advantages can be found in the descriptions of the first and second aspects of the invention.
Weitere Merkmale der Erfindung ergeben sich aus den Ansprüchen, dem Ausführungsbeispielen sowie anhand der Zeichnungen. Die vorstehend in der Beschreibung genannten Merkmale und Merkmalskombinationen sowie die nachfolgend in dem Ausführungsbeispiel genannten Merkmale und Merkmalskombinationen sind nicht nur in der jeweils angegebenen Kombination, sondern auch in anderen Kombinationen verwendbar, ohne den Rahmen der Erfindung zu verlassen. Dabei zeigt:Further features of the invention will become apparent from the claims, the exemplary embodiments and with reference to the drawings. The features and feature combinations mentioned above in the description as well as the features and combinations of features mentioned below in the exemplary embodiment can be used not only in the respectively specified combination but also in other combinations without departing from the scope of the invention. Showing:
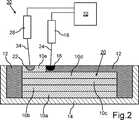
Des Weiteren umfasst die dargestellte Vorrichtung
Für die Herstellung des zumindest einen Bauteilbereichs des Bauteils
BezugszeichenlisteLIST OF REFERENCE NUMBERS
- 10a–e10a-e
- Bauteilschichtencomponent layers
- 1212
- BauteilwerkstoffComponent material
- 1414
- Bauteilplattformcomponent platform
- 1616
- Aufbau- und FügezoneAssembly and joining zone
- 1818
- Laserquellelaser source
- 2020
- Bauteilcomponent
- 2222
- BereichArea
- 2424
- Laserstrahllaser beam
- 2626
- Temperatursensortemperature sensor
- 2828
- Laserquellelaser source
- 3030
- Vorrichtungcontraption
- 3232
- Steuer- und/oder RegeleinrichtungControl and / or regulating device
- 3434
- Laserstrahllaser beam
ZITATE ENTHALTEN IN DER BESCHREIBUNG QUOTES INCLUDE IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of the documents listed by the applicant has been generated automatically and is included solely for the better information of the reader. The list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
- DE 102009051479 A1[0002]DE 102009051479 A1[0002]
- DE 102011086889 A1[0002]DE 102011086889 A1[0002]
Claims (15)
Translated fromGermanPriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014222526.4ADE102014222526A1 (en) | 2014-11-05 | 2014-11-05 | Method and device for the generative production of at least one component region of a component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014222526.4ADE102014222526A1 (en) | 2014-11-05 | 2014-11-05 | Method and device for the generative production of at least one component region of a component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102014222526A1true DE102014222526A1 (en) | 2016-05-12 |
Family
ID=55802802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102014222526.4ACeasedDE102014222526A1 (en) | 2014-11-05 | 2014-11-05 | Method and device for the generative production of at least one component region of a component |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102014222526A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3305444A1 (en)* | 2016-10-08 | 2018-04-11 | Ansaldo Energia IP UK Limited | Method for manufacturing a mechanical component |
| CN108273995A (en)* | 2017-01-06 | 2018-07-13 | 劳斯莱斯有限公司 | Manufacturing method and apparatus |
| EP3459656A1 (en)* | 2017-09-21 | 2019-03-27 | Siemens Aktiengesellschaft | Method and device for additive production of a component |
| CN111687414A (en)* | 2020-06-15 | 2020-09-22 | 上海理工大学 | Multi-beam electron beam forming method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009051479A1 (en) | 2009-10-30 | 2011-05-05 | Mtu Aero Engines Gmbh | Method and device for producing a component of a turbomachine |
| DE102011086889A1 (en) | 2011-11-22 | 2013-05-23 | Mtu Aero Engines Gmbh | Generative production of a component |
| FR2987293A1 (en)* | 2012-02-27 | 2013-08-30 | Michelin & Cie | METHOD AND APPARATUS FOR REALIZING THREE-DIMENSIONAL OBJECTS WITH IMPROVED PROPERTIES |
- 2014
- 2014-11-05DEDE102014222526.4Apatent/DE102014222526A1/ennot_activeCeased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009051479A1 (en) | 2009-10-30 | 2011-05-05 | Mtu Aero Engines Gmbh | Method and device for producing a component of a turbomachine |
| DE102011086889A1 (en) | 2011-11-22 | 2013-05-23 | Mtu Aero Engines Gmbh | Generative production of a component |
| FR2987293A1 (en)* | 2012-02-27 | 2013-08-30 | Michelin & Cie | METHOD AND APPARATUS FOR REALIZING THREE-DIMENSIONAL OBJECTS WITH IMPROVED PROPERTIES |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3305444A1 (en)* | 2016-10-08 | 2018-04-11 | Ansaldo Energia IP UK Limited | Method for manufacturing a mechanical component |
| CN107914011A (en)* | 2016-10-08 | 2018-04-17 | 安萨尔多能源英国知识产权有限公司 | Method for manufacturing mechanical component |
| US10695832B2 (en) | 2016-10-08 | 2020-06-30 | General Electric Technology Gmbh | Method for manufacturing a mechanical component |
| CN107914011B (en)* | 2016-10-08 | 2022-03-11 | 安萨尔多能源英国知识产权有限公司 | Method for producing a mechanical component |
| CN108273995A (en)* | 2017-01-06 | 2018-07-13 | 劳斯莱斯有限公司 | Manufacturing method and apparatus |
| EP3459656A1 (en)* | 2017-09-21 | 2019-03-27 | Siemens Aktiengesellschaft | Method and device for additive production of a component |
| CN111687414A (en)* | 2020-06-15 | 2020-09-22 | 上海理工大学 | Multi-beam electron beam forming method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2857139B1 (en) | Device for laser processing materials with a laser head movable along a space direction | |
| EP3235580B1 (en) | Method and device for additive manufacture of at least one component area of a component | |
| DE102009051551A1 (en) | Method and device for producing a component of a turbomachine | |
| DE102013108111A1 (en) | Additive manufacturing | |
| DE102011101369A1 (en) | Method of making, repairing or replacing a component | |
| DE102016115674A1 (en) | Additive manufacturing | |
| DE102007059865A1 (en) | Producing a mold body by structuring powder forming metallic material in layered manner, comprises subjecting layers one upon the other and melting each powder layer before bringing the powder layer with a wave like high energy radiation | |
| EP3581668B1 (en) | Method for producing a component from gamma tial and correspondingly manufactured component | |
| EP3069803A1 (en) | Blade for a turbine engine made from different materials and method for producing the same | |
| EP2732072B1 (en) | Method for repairing damaged areas in a cast part and method for manufacturing an appropriate repair material | |
| DE102016115676A1 (en) | Additive manufacturing | |
| DE102015115963A1 (en) | Method and apparatus for the additive production of a shaped body from a metallic material mixture | |
| EP2952276B1 (en) | Method for the heat treatment of a workpiece made from a nickel based alloy | |
| DE102019200620A1 (en) | Process for the production of rotor blades made of Ni-based alloys and rotor blade produced accordingly | |
| DE102016201836A1 (en) | Device for a plant for the additive production of a component | |
| DE102017204099A1 (en) | Method for producing components from a duplex steel and components produced by the method | |
| DE102014222526A1 (en) | Method and device for the generative production of at least one component region of a component | |
| DE102016207112A1 (en) | Method for producing at least one component region of a component and induction auxiliary structure | |
| EP3381593B1 (en) | Method for selective beam-based melting or sintering | |
| DE102011089336A1 (en) | Producing component from powder for turbomachines made of nickel-based alloys, by partially processing powder to green body in which non-powder particles are connected to each other and/or to green body using high energy beam | |
| DE102014219656A1 (en) | Process for the production of components for gas turbines, and their products | |
| EP2714963B1 (en) | Cold gas spray method with improved adhesion and reduced layer porosity | |
| EP3414034A1 (en) | Pre-treatment, method for additive production of a component, and device | |
| DE102016203901A1 (en) | Method and device for producing at least one component region of a component | |
| WO2017194275A1 (en) | Construction platform for additive manufacturing, and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R012 | Request for examination validly filed | ||
| R016 | Response to examination communication | ||
| R079 | Amendment of ipc main class | Free format text:PREVIOUS MAIN CLASS: B22F0003105000 Ipc:B22F0010640000 | |
| R002 | Refusal decision in examination/registration proceedings | ||
| R003 | Refusal decision now final |