CN1684671A - Immediate release dosage form comprising an open shell - Google Patents
Immediate release dosage form comprising an open shellDownload PDFInfo
- Publication number
- CN1684671A CN1684671ACN03823065.8ACN03823065ACN1684671ACN 1684671 ACN1684671 ACN 1684671ACN 03823065 ACN03823065 ACN 03823065ACN 1684671 ACN1684671 ACN 1684671A
- Authority
- CN
- China
- Prior art keywords
- shell
- dosage form
- core
- film
- openings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002552dosage formSubstances0.000titleclaimsabstractdescription111
- 239000012729immediate-release (IR) formulationSubstances0.000titleclaimsabstractdescription10
- 239000012530fluidSubstances0.000claimsabstractdescription24
- 230000002496gastric effectEffects0.000claimsabstractdescription13
- 239000003826tabletSubstances0.000claimsdescription105
- 238000000576coating methodMethods0.000claimsdescription84
- 239000011248coating agentSubstances0.000claimsdescription69
- 239000004480active ingredientSubstances0.000claimsdescription56
- 239000000203mixtureSubstances0.000claimsdescription51
- 238000000465mouldingMethods0.000claimsdescription42
- 108010010803GelatinProteins0.000claimsdescription30
- 229920000159gelatinPolymers0.000claimsdescription30
- 235000019322gelatineNutrition0.000claimsdescription30
- 235000011852gelatine dessertsNutrition0.000claimsdescription30
- 239000008273gelatinSubstances0.000claimsdescription29
- 239000007788liquidSubstances0.000claimsdescription23
- 239000003795chemical substances by applicationSubstances0.000claimsdescription16
- 235000000346sugarNutrition0.000claimsdescription15
- 239000007891compressed tabletSubstances0.000claimsdescription10
- 238000007598dipping methodMethods0.000claimsdescription10
- 150000001720carbohydratesChemical class0.000claimsdescription9
- 235000014633carbohydratesNutrition0.000claimsdescription9
- 230000000968intestinal effectEffects0.000claimsdescription3
- 210000002784stomachAnatomy0.000claimsdescription2
- 239000007787solidSubstances0.000abstractdescription20
- 239000011162core materialSubstances0.000description282
- 239000010408filmSubstances0.000description207
- 239000011257shell materialSubstances0.000description196
- 238000000034methodMethods0.000description72
- 239000000126substanceSubstances0.000description51
- -1anti-arthriticsSubstances0.000description48
- 229920002472StarchPolymers0.000description42
- 235000019698starchNutrition0.000description42
- 238000005266castingMethods0.000description37
- 239000000463materialSubstances0.000description37
- 239000008107starchSubstances0.000description31
- 229940032147starchDrugs0.000description31
- 230000009969flowable effectEffects0.000description30
- 229920001169thermoplasticPolymers0.000description26
- 239000004416thermosoftening plasticSubstances0.000description24
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description24
- 229920000642polymerPolymers0.000description20
- 238000007906compressionMethods0.000description18
- 230000006835compressionEffects0.000description18
- 239000002904solventSubstances0.000description16
- 239000001913celluloseSubstances0.000description15
- 239000000546pharmaceutical excipientSubstances0.000description15
- 239000002775capsuleSubstances0.000description14
- 235000010980celluloseNutrition0.000description14
- 229920002678cellulosePolymers0.000description14
- 239000004014plasticizerSubstances0.000description14
- 239000000047productSubstances0.000description14
- 229920000881Modified starchPolymers0.000description13
- 238000002844meltingMethods0.000description13
- 239000000843powderSubstances0.000description13
- 238000007666vacuum formingMethods0.000description13
- 229920001577copolymerPolymers0.000description12
- 235000010979hydroxypropyl methyl celluloseNutrition0.000description12
- 229920003088hydroxypropyl methyl cellulosePolymers0.000description12
- 239000001866hydroxypropyl methyl celluloseSubstances0.000description12
- 238000012546transferMethods0.000description12
- UFVKGYZPFZQRLF-UHFFFAOYSA-Nhydroxypropyl methyl celluloseChemical compoundOC1C(O)C(OC)OC(CO)C1OC1C(O)C(O)C(OC2C(C(O)C(OC3C(C(O)C(O)C(CO)O3)O)C(CO)O2)O)C(CO)O1UFVKGYZPFZQRLF-UHFFFAOYSA-N0.000description11
- RZVAJINKPMORJF-UHFFFAOYSA-NAcetaminophenChemical compoundCC(=O)NC1=CC=C(O)C=C1RZVAJINKPMORJF-UHFFFAOYSA-N0.000description10
- PEDCQBHIVMGVHV-UHFFFAOYSA-NGlycerineChemical compoundOCC(O)COPEDCQBHIVMGVHV-UHFFFAOYSA-N0.000description10
- 239000002253acidSubstances0.000description10
- 238000005520cutting processMethods0.000description10
- 229940079593drugDrugs0.000description10
- 239000003814drugSubstances0.000description10
- 125000005456glyceride groupChemical group0.000description10
- 238000010438heat treatmentMethods0.000description10
- 230000008018meltingEffects0.000description10
- 239000000243solutionSubstances0.000description10
- 239000004372Polyvinyl alcoholSubstances0.000description9
- 239000003086colorantSubstances0.000description9
- 238000004519manufacturing processMethods0.000description9
- 235000019426modified starchNutrition0.000description9
- 229920001223polyethylene glycolPolymers0.000description9
- 229920002451polyvinyl alcoholPolymers0.000description9
- 235000013855polyvinylpyrrolidoneNutrition0.000description9
- 229920000036polyvinylpyrrolidonePolymers0.000description9
- 239000001267polyvinylpyrrolidoneSubstances0.000description9
- 150000003839saltsChemical class0.000description9
- FBPFZTCFMRRESA-JGWLITMVSA-ND-glucitolChemical compoundOC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)COFBPFZTCFMRRESA-JGWLITMVSA-N0.000description8
- 229920002153Hydroxypropyl cellulosePolymers0.000description8
- 239000000969carrierSubstances0.000description8
- 235000010977hydroxypropyl celluloseNutrition0.000description8
- 239000001863hydroxypropyl celluloseSubstances0.000description8
- 230000000873masking effectEffects0.000description8
- 238000012545processingMethods0.000description8
- 238000005507sprayingMethods0.000description8
- 230000007704transitionEffects0.000description8
- 239000001993waxSubstances0.000description8
- FBPFZTCFMRRESA-FSIIMWSLSA-ND-GlucitolNatural productsOC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)COFBPFZTCFMRRESA-FSIIMWSLSA-N0.000description7
- 235000014113dietary fatty acidsNutrition0.000description7
- 235000013870dimethyl polysiloxaneNutrition0.000description7
- 239000003925fatSubstances0.000description7
- 235000019197fatsNutrition0.000description7
- 239000000194fatty acidSubstances0.000description7
- 229930195729fatty acidNatural products0.000description7
- 239000008187granular materialSubstances0.000description7
- 230000002209hydrophobic effectEffects0.000description7
- 239000004615ingredientSubstances0.000description7
- 229920000435poly(dimethylsiloxane)Polymers0.000description7
- 238000002360preparation methodMethods0.000description7
- 238000003825pressingMethods0.000description7
- 238000004080punchingMethods0.000description7
- 239000000600sorbitolSubstances0.000description7
- 235000010356sorbitolNutrition0.000description7
- 239000001856Ethyl celluloseSubstances0.000description6
- 229920003171Poly (ethylene oxide)Polymers0.000description6
- DNIAPMSPPWPWGF-UHFFFAOYSA-NPropylene glycolChemical compoundCC(O)CODNIAPMSPPWPWGF-UHFFFAOYSA-N0.000description6
- 229930006000SucroseNatural products0.000description6
- 229920008262Thermoplastic starchPolymers0.000description6
- 238000002679ablationMethods0.000description6
- 238000006243chemical reactionMethods0.000description6
- 238000001816coolingMethods0.000description6
- 235000019325ethyl celluloseNutrition0.000description6
- 229920001249ethyl cellulosePolymers0.000description6
- 238000001704evaporationMethods0.000description6
- 230000008020evaporationEffects0.000description6
- 239000000416hydrocolloidSubstances0.000description6
- 229920000609methyl cellulosePolymers0.000description6
- 235000010981methylcelluloseNutrition0.000description6
- 239000001923methylcelluloseSubstances0.000description6
- 239000002245particleSubstances0.000description6
- 229920001515polyalkylene glycolPolymers0.000description6
- 230000008569processEffects0.000description6
- 235000018102proteinsNutrition0.000description6
- 102000004169proteins and genesHuman genes0.000description6
- 108090000623proteins and genesProteins0.000description6
- 239000005720sucroseSubstances0.000description6
- 239000002562thickening agentSubstances0.000description6
- 229920003169water-soluble polymerPolymers0.000description6
- HEFNNWSXXWATRW-UHFFFAOYSA-NIbuprofenChemical compoundCC(C)CC1=CC=C(C(C)C(O)=O)C=C1HEFNNWSXXWATRW-UHFFFAOYSA-N0.000description5
- 229920002774MaltodextrinPolymers0.000description5
- 239000005913MaltodextrinSubstances0.000description5
- 239000004368Modified starchSubstances0.000description5
- 239000002202Polyethylene glycolSubstances0.000description5
- 239000000654additiveSubstances0.000description5
- 239000002671adjuvantSubstances0.000description5
- 239000004359castor oilSubstances0.000description5
- 235000019438castor oilNutrition0.000description5
- 229920002301cellulose acetatePolymers0.000description5
- 229940008099dimethiconeDrugs0.000description5
- 239000004205dimethyl polysiloxaneSubstances0.000description5
- 239000000796flavoring agentSubstances0.000description5
- 239000000499gelSubstances0.000description5
- 235000011187glycerolNutrition0.000description5
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-Nglycerol triricinoleateNatural productsCCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCCZEMPKEQAKRGZGQ-XOQCFJPHSA-N0.000description5
- 229960001680ibuprofenDrugs0.000description5
- 238000005470impregnationMethods0.000description5
- 229940035034maltodextrinDrugs0.000description5
- 238000010297mechanical methods and processMethods0.000description5
- 239000011859microparticleSubstances0.000description5
- 229960005489paracetamolDrugs0.000description5
- 229920000233poly(alkylene oxides)Polymers0.000description5
- 150000008163sugarsChemical class0.000description5
- 229920002554vinyl polymerPolymers0.000description5
- 230000000007visual effectEffects0.000description5
- VBICKXHEKHSIBG-UHFFFAOYSA-N1-monostearoylglycerolChemical compoundCCCCCCCCCCCCCCCCCC(=O)OCC(O)COVBICKXHEKHSIBG-UHFFFAOYSA-N0.000description4
- GUBGYTABKSRVRQ-XLOQQCSPSA-NAlpha-LactoseChemical compoundO[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@H](O)[C@H](O)[C@H]1OGUBGYTABKSRVRQ-XLOQQCSPSA-N0.000description4
- 229920000858CyclodextrinPolymers0.000description4
- ZZSNKZQZMQGXPY-UHFFFAOYSA-NEthyl celluloseChemical compoundCCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1ZZSNKZQZMQGXPY-UHFFFAOYSA-N0.000description4
- GUBGYTABKSRVRQ-QKKXKWKRSA-NLactoseNatural productsOC[C@H]1O[C@@H](O[C@H]2[C@H](O)[C@@H](O)C(O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@H]1OGUBGYTABKSRVRQ-QKKXKWKRSA-N0.000description4
- 229920003091Methocel™Polymers0.000description4
- DLRVVLDZNNYCBX-UHFFFAOYSA-NPolydextrosePolymersOC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(O)O1DLRVVLDZNNYCBX-UHFFFAOYSA-N0.000description4
- CZMRCDWAGMRECN-UGDNZRGBSA-NSucroseChemical compoundO[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1CZMRCDWAGMRECN-UGDNZRGBSA-N0.000description4
- 239000011230binding agentSubstances0.000description4
- 229920003086cellulose etherPolymers0.000description4
- 150000001875compoundsChemical class0.000description4
- 238000004090dissolutionMethods0.000description4
- 238000001035dryingMethods0.000description4
- 150000002148estersChemical class0.000description4
- 238000009472formulationMethods0.000description4
- 239000008101lactoseSubstances0.000description4
- 229960001375lactoseDrugs0.000description4
- HQKMJHAJHXVSDF-UHFFFAOYSA-Lmagnesium stearateChemical compound[Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=OHQKMJHAJHXVSDF-UHFFFAOYSA-L0.000description4
- 239000002609mediumSubstances0.000description4
- 238000003801millingMethods0.000description4
- 230000003204osmotic effectEffects0.000description4
- 150000003904phospholipidsChemical class0.000description4
- HFHDHCJBZVLPGP-UHFFFAOYSA-Nschardinger α-dextrinChemical compoundO1C(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(O)C2O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC2C(O)C(O)C1OC2COHFHDHCJBZVLPGP-UHFFFAOYSA-N0.000description4
- 238000003756stirringMethods0.000description4
- 238000003860storageMethods0.000description4
- 238000006467substitution reactionMethods0.000description4
- 150000005846sugar alcoholsChemical class0.000description4
- 239000004094surface-active agentSubstances0.000description4
- 229920003176water-insoluble polymerPolymers0.000description4
- 238000005550wet granulationMethods0.000description4
- 229920001285xanthan gumPolymers0.000description4
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N100676-05-9Natural productsOC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1OWEGMIWEEQEYGQ-UHFFFAOYSA-N0.000description3
- CSCPPACGZOOCGX-UHFFFAOYSA-NAcetoneChemical compoundCC(C)=OCSCPPACGZOOCGX-UHFFFAOYSA-N0.000description3
- YMWUJEATGCHHMB-UHFFFAOYSA-NDichloromethaneChemical compoundClCClYMWUJEATGCHHMB-UHFFFAOYSA-N0.000description3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-NEthanolChemical compoundCCOLFQSCWFLJHTTHZ-UHFFFAOYSA-N0.000description3
- WQZGKKKJIJFFOK-GASJEMHNSA-NGlucoseNatural productsOC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1OWQZGKKKJIJFFOK-GASJEMHNSA-N0.000description3
- 229920000084Gum arabicPolymers0.000description3
- 229920000663Hydroxyethyl cellulosePolymers0.000description3
- 239000004354Hydroxyethyl celluloseSubstances0.000description3
- XEEYBQQBJWHFJM-UHFFFAOYSA-NIronChemical compound[Fe]XEEYBQQBJWHFJM-UHFFFAOYSA-N0.000description3
- GUBGYTABKSRVRQ-PICCSMPSSA-NMaltoseNatural productsO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1OGUBGYTABKSRVRQ-PICCSMPSSA-N0.000description3
- OKKJLVBELUTLKV-UHFFFAOYSA-NMethanolChemical compoundOCOKKJLVBELUTLKV-UHFFFAOYSA-N0.000description3
- CMWTZPSULFXXJA-UHFFFAOYSA-NNaproxenNatural productsC1=C(C(C)C(O)=O)C=CC2=CC(OC)=CC=C21CMWTZPSULFXXJA-UHFFFAOYSA-N0.000description3
- 244000299461Theobroma cacaoSpecies0.000description3
- DOOTYTYQINUNNV-UHFFFAOYSA-NTriethyl citrateChemical compoundCCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCCDOOTYTYQINUNNV-UHFFFAOYSA-N0.000description3
- 235000010489acacia gumNutrition0.000description3
- 239000000205acacia gumSubstances0.000description3
- 150000001252acrylic acid derivativesChemical class0.000description3
- 239000007864aqueous solutionSubstances0.000description3
- WQZGKKKJIJFFOK-VFUOTHLCSA-Nbeta-D-glucoseChemical compoundOC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1OWQZGKKKJIJFFOK-VFUOTHLCSA-N0.000description3
- GUBGYTABKSRVRQ-QUYVBRFLSA-Nbeta-maltoseChemical compoundOC[C@H]1O[C@H](O[C@H]2[C@H](O)[C@@H](O)[C@H](O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@@H]1OGUBGYTABKSRVRQ-QUYVBRFLSA-N0.000description3
- 230000015572biosynthetic processEffects0.000description3
- 239000007894capletSubstances0.000description3
- 235000019219chocolateNutrition0.000description3
- 239000013065commercial productSubstances0.000description3
- 238000000354decomposition reactionMethods0.000description3
- 230000001419dependent effectEffects0.000description3
- 238000007907direct compressionMethods0.000description3
- 238000005553drillingMethods0.000description3
- 238000012377drug deliveryMethods0.000description3
- 238000004043dyeingMethods0.000description3
- 235000019634flavorsNutrition0.000description3
- 239000011521glassSubstances0.000description3
- 239000008103glucoseSubstances0.000description3
- 239000003979granulating agentSubstances0.000description3
- 125000002887hydroxy groupChemical group[H]O*0.000description3
- 235000019447hydroxyethyl celluloseNutrition0.000description3
- 238000003780insertionMethods0.000description3
- 230000037431insertionEffects0.000description3
- 239000000314lubricantSubstances0.000description3
- 235000010449maltitolNutrition0.000description3
- 239000000845maltitolSubstances0.000description3
- 239000011159matrix materialSubstances0.000description3
- 230000007246mechanismEffects0.000description3
- 238000002156mixingMethods0.000description3
- 229960002009naproxenDrugs0.000description3
- CMWTZPSULFXXJA-VIFPVBQESA-NnaproxenChemical compoundC1=C([C@H](C)C(O)=O)C=CC2=CC(OC)=CC=C21CMWTZPSULFXXJA-VIFPVBQESA-N0.000description3
- 229940021182non-steroidal anti-inflammatory drugDrugs0.000description3
- 235000010987pectinNutrition0.000description3
- 239000001814pectinSubstances0.000description3
- 229920001277pectinPolymers0.000description3
- 230000002093peripheral effectEffects0.000description3
- 229920002689polyvinyl acetatePolymers0.000description3
- 239000011118polyvinyl acetateSubstances0.000description3
- 238000007639printingMethods0.000description3
- 238000005245sinteringMethods0.000description3
- 239000000725suspensionSubstances0.000description3
- 150000003626triacylglycerolsChemical class0.000description3
- 239000001069triethyl citrateSubstances0.000description3
- 235000013769triethyl citrateNutrition0.000description3
- VMYFZRTXGLUXMZ-UHFFFAOYSA-Ntriethyl citrateNatural productsCCOC(=O)C(O)(C(=O)OCC)C(=O)OCCVMYFZRTXGLUXMZ-UHFFFAOYSA-N0.000description3
- 235000010493xanthan gumNutrition0.000description3
- 239000000230xanthan gumSubstances0.000description3
- 229940082509xanthan gumDrugs0.000description3
- OMDQUFIYNPYJFM-XKDAHURESA-N(2r,3r,4s,5r,6s)-2-(hydroxymethyl)-6-[[(2r,3s,4r,5s,6r)-4,5,6-trihydroxy-3-[(2s,3s,4s,5s,6r)-3,4,5-trihydroxy-6-(hydroxymethyl)oxan-2-yl]oxyoxan-2-yl]methoxy]oxane-3,4,5-triolChemical compoundO[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@@H]1OC[C@@H]1[C@@H](O[C@H]2[C@H]([C@@H](O)[C@H](O)[C@@H](CO)O2)O)[C@H](O)[C@H](O)[C@H](O)O1OMDQUFIYNPYJFM-XKDAHURESA-N0.000description2
- DBTMGCOVALSLOR-DEVYUCJPSA-N(2s,3r,4s,5r,6r)-4-[(2s,3r,4s,5r,6r)-3,5-dihydroxy-6-(hydroxymethyl)-4-[(2s,3r,4s,5s,6r)-3,4,5-trihydroxy-6-(hydroxymethyl)oxan-2-yl]oxyoxan-2-yl]oxy-6-(hydroxymethyl)oxane-2,3,5-triolChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](O)[C@H](O[C@H]2[C@@H]([C@@H](CO)O[C@H](O)[C@@H]2O)O)O[C@H](CO)[C@H]1ODBTMGCOVALSLOR-DEVYUCJPSA-N0.000description2
- TZCPCKNHXULUIY-RGULYWFUSA-N1,2-distearoyl-sn-glycero-3-phosphoserineChemical compoundCCCCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(=O)OC[C@H](N)C(O)=O)OC(=O)CCCCCCCCCCCCCCCCCTZCPCKNHXULUIY-RGULYWFUSA-N0.000description2
- OKMWKBLSFKFYGZ-UHFFFAOYSA-N1-behenoylglycerolChemical compoundCCCCCCCCCCCCCCCCCCCCCC(=O)OCC(O)COOKMWKBLSFKFYGZ-UHFFFAOYSA-N0.000description2
- RPZANUYHRMRTTE-UHFFFAOYSA-N2,3,4-trimethoxy-6-(methoxymethyl)-5-[3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxyoxane;1-[[3,4,5-tris(2-hydroxybutoxy)-6-[4,5,6-tris(2-hydroxybutoxy)-2-(2-hydroxybutoxymethyl)oxan-3-yl]oxyoxan-2-yl]methoxy]butan-2-olChemical compoundCOC1C(OC)C(OC)C(COC)OC1OC1C(OC)C(OC)C(OC)OC1COC.CCC(O)COC1C(OCC(O)CC)C(OCC(O)CC)C(COCC(O)CC)OC1OC1C(OCC(O)CC)C(OCC(O)CC)C(OCC(O)CC)OC1COCC(O)CCRPZANUYHRMRTTE-UHFFFAOYSA-N0.000description2
- 229920002126Acrylic acid copolymerPolymers0.000description2
- 229920001817AgarPolymers0.000description2
- 239000005995Aluminium silicateSubstances0.000description2
- VTYYLEPIZMXCLO-UHFFFAOYSA-LCalcium carbonateChemical compound[Ca+2].[O-]C([O-])=OVTYYLEPIZMXCLO-UHFFFAOYSA-L0.000description2
- 229920002134Carboxymethyl cellulosePolymers0.000description2
- 229920000623Cellulose acetate phthalatePolymers0.000description2
- 229920002101ChitinPolymers0.000description2
- 229920001661ChitosanPolymers0.000description2
- FBPFZTCFMRRESA-KVTDHHQDSA-ND-MannitolChemical compoundOC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)COFBPFZTCFMRRESA-KVTDHHQDSA-N0.000description2
- SRBFZHDQGSBBOR-IOVATXLUSA-ND-xylopyranoseChemical compoundO[C@@H]1COC(O)[C@H](O)[C@H]1OSRBFZHDQGSBBOR-IOVATXLUSA-N0.000description2
- 239000004375DextrinSubstances0.000description2
- 229920001353DextrinPolymers0.000description2
- PYGXAGIECVVIOZ-UHFFFAOYSA-NDibutyl decanedioateChemical compoundCCCCOC(=O)CCCCCCCCC(=O)OCCCCPYGXAGIECVVIOZ-UHFFFAOYSA-N0.000description2
- 229920003134Eudragit® polymerPolymers0.000description2
- 241000221079Euphorbia <genus>Species0.000description2
- 229920000926GalactomannanPolymers0.000description2
- ZWZWYGMENQVNFU-UHFFFAOYSA-NGlycerophosphorylserinNatural productsOC(=O)C(N)COP(O)(=O)OCC(O)COZWZWYGMENQVNFU-UHFFFAOYSA-N0.000description2
- 101000807541Homo sapiens Ubiquitin carboxyl-terminal hydrolase 24Proteins0.000description2
- 229920001479Hydroxyethyl methyl cellulosePolymers0.000description2
- 229920001202InulinPolymers0.000description2
- KFZMGEQAYNKOFK-UHFFFAOYSA-NIsopropanolChemical compoundCC(C)OKFZMGEQAYNKOFK-UHFFFAOYSA-N0.000description2
- 229920001543LaminarinPolymers0.000description2
- 239000005717LaminarinSubstances0.000description2
- 229920000161Locust bean gumPolymers0.000description2
- MQHWFIOJQSCFNM-UHFFFAOYSA-LMagnesium salicylateChemical compound[Mg+2].OC1=CC=CC=C1C([O-])=O.OC1=CC=CC=C1C([O-])=OMQHWFIOJQSCFNM-UHFFFAOYSA-L0.000description2
- 240000003183Manihot esculentaSpecies0.000description2
- 235000016735Manihot esculenta subsp esculentaNutrition0.000description2
- 229930195725MannitolNatural products0.000description2
- ZRVUJXDFFKFLMG-UHFFFAOYSA-NMeloxicamChemical compoundOC=1C2=CC=CC=C2S(=O)(=O)N(C)C=1C(=O)NC1=NC=C(C)S1ZRVUJXDFFKFLMG-UHFFFAOYSA-N0.000description2
- CERQOIWHTDAKMF-UHFFFAOYSA-MMethacrylateChemical compoundCC(=C)C([O-])=OCERQOIWHTDAKMF-UHFFFAOYSA-M0.000description2
- CERQOIWHTDAKMF-UHFFFAOYSA-NMethacrylic acidChemical compoundCC(=C)C(O)=OCERQOIWHTDAKMF-UHFFFAOYSA-N0.000description2
- VVQNEPGJFQJSBK-UHFFFAOYSA-NMethyl methacrylateChemical compoundCOC(=O)C(C)=CVVQNEPGJFQJSBK-UHFFFAOYSA-N0.000description2
- 229920000168Microcrystalline cellulosePolymers0.000description2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-NPhenolChemical compoundOC1=CC=CC=C1ISWSIDIOOBJBQZ-UHFFFAOYSA-N0.000description2
- 229920001100PolydextrosePolymers0.000description2
- 229920001800ShellacPolymers0.000description2
- 108010073771Soybean ProteinsProteins0.000description2
- 239000004163Spermaceti waxSubstances0.000description2
- 229910000831SteelInorganic materials0.000description2
- 235000019486Sunflower oilNutrition0.000description2
- 229920001615TragacanthPolymers0.000description2
- ZFOZVQLOBQUTQQ-UHFFFAOYSA-NTributyl citrateChemical compoundCCCCOC(=O)CC(O)(C(=O)OCCCC)CC(=O)OCCCCZFOZVQLOBQUTQQ-UHFFFAOYSA-N0.000description2
- UYXTWWCETRIEDR-UHFFFAOYSA-NTributyrinChemical compoundCCCC(=O)OCC(OC(=O)CCC)COC(=O)CCCUYXTWWCETRIEDR-UHFFFAOYSA-N0.000description2
- 102100037176Ubiquitin carboxyl-terminal hydrolase 24Human genes0.000description2
- TVXBFESIOXBWNM-UHFFFAOYSA-NXylitolNatural productsOCCC(O)C(O)C(O)CCOTVXBFESIOXBWNM-UHFFFAOYSA-N0.000description2
- 240000008042Zea maysSpecies0.000description2
- 235000005824Zea mays ssp. parviglumisNutrition0.000description2
- 235000002017Zea mays subsp maysNutrition0.000description2
- 229920002494ZeinPolymers0.000description2
- 108010055615ZeinProteins0.000description2
- 150000001242acetic acid derivativesChemical class0.000description2
- 230000000996additive effectEffects0.000description2
- 239000008272agarSubstances0.000description2
- 235000010419agarNutrition0.000description2
- 239000003513alkaliSubstances0.000description2
- 235000012211aluminium silicateNutrition0.000description2
- SNAAJJQQZSMGQD-UHFFFAOYSA-Naluminum magnesiumChemical compound[Mg].[Al]SNAAJJQQZSMGQD-UHFFFAOYSA-N0.000description2
- 229940035676analgesicsDrugs0.000description2
- 229940069428antacidDrugs0.000description2
- 239000003159antacid agentSubstances0.000description2
- 239000000730antalgic agentSubstances0.000description2
- 239000003242anti bacterial agentSubstances0.000description2
- 230000003474anti-emetic effectEffects0.000description2
- 230000003110anti-inflammatory effectEffects0.000description2
- 229940088710antibiotic agentDrugs0.000description2
- 239000002111antiemetic agentSubstances0.000description2
- PYMYPHUHKUWMLA-UHFFFAOYSA-NarabinoseNatural productsOCC(O)C(O)C(O)C=OPYMYPHUHKUWMLA-UHFFFAOYSA-N0.000description2
- 238000000429assemblyMethods0.000description2
- 230000000712assemblyEffects0.000description2
- 230000004888barrier functionEffects0.000description2
- 239000002585baseSubstances0.000description2
- OGBUMNBNEWYMNJ-UHFFFAOYSA-NbatilolChemical classCCCCCCCCCCCCCCCCCCOCC(O)COOGBUMNBNEWYMNJ-UHFFFAOYSA-N0.000description2
- 235000013871bee waxNutrition0.000description2
- 239000012166beeswaxSubstances0.000description2
- 239000000440bentoniteSubstances0.000description2
- 229910000278bentoniteInorganic materials0.000description2
- SVPXDRXYRYOSEX-UHFFFAOYSA-NbentoquatamChemical compoundO.O=[Si]=O.O=[Al]O[Al]=OSVPXDRXYRYOSEX-UHFFFAOYSA-N0.000description2
- 229960000686benzalkonium chlorideDrugs0.000description2
- UREZNYTWGJKWBI-UHFFFAOYSA-Mbenzethonium chlorideChemical compound[Cl-].C1=CC(C(C)(C)CC(C)(C)C)=CC=C1OCCOCC[N+](C)(C)CC1=CC=CC=C1UREZNYTWGJKWBI-UHFFFAOYSA-M0.000description2
- 229960001950benzethonium chlorideDrugs0.000description2
- CADWTSSKOVRVJC-UHFFFAOYSA-Nbenzyl(dimethyl)azanium;chlorideChemical compound[Cl-].C[NH+](C)CC1=CC=CC=C1CADWTSSKOVRVJC-UHFFFAOYSA-N0.000description2
- SRBFZHDQGSBBOR-UHFFFAOYSA-Nbeta-D-Pyranose-LyxoseNatural productsOC1COC(O)C(O)C1OSRBFZHDQGSBBOR-UHFFFAOYSA-N0.000description2
- 230000000903blocking effectEffects0.000description2
- 239000001506calcium phosphateSubstances0.000description2
- AVVIDTZRJBSXML-UHFFFAOYSA-Lcalcium;2-carboxyphenolate;dihydrateChemical compoundO.O.[Ca+2].OC1=CC=CC=C1C([O-])=O.OC1=CC=CC=C1C([O-])=OAVVIDTZRJBSXML-UHFFFAOYSA-L0.000description2
- 239000004203carnauba waxSubstances0.000description2
- 235000013869carnauba waxNutrition0.000description2
- 235000010418carrageenanNutrition0.000description2
- 229920001525carrageenanPolymers0.000description2
- 239000000679carrageenanSubstances0.000description2
- 229940113118carrageenanDrugs0.000description2
- 239000005018caseinSubstances0.000description2
- BECPQYXYKAMYBN-UHFFFAOYSA-Ncasein, tech.Chemical compoundNCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1BECPQYXYKAMYBN-UHFFFAOYSA-N0.000description2
- 235000021240caseinsNutrition0.000description2
- 230000015556catabolic processEffects0.000description2
- 229920006217cellulose acetate butyratePolymers0.000description2
- 229940081734cellulose acetate phthalateDrugs0.000description2
- 229960001380cimetidineDrugs0.000description2
- CCGSUNCLSOWKJO-UHFFFAOYSA-NcimetidineChemical compoundN#CNC(=N/C)\NCCSCC1=NC=N[C]1CCCGSUNCLSOWKJO-UHFFFAOYSA-N0.000description2
- 229940110456cocoa butterDrugs0.000description2
- 235000019868cocoa butterNutrition0.000description2
- 238000004891communicationMethods0.000description2
- 235000005822cornNutrition0.000description2
- 238000000151depositionMethods0.000description2
- 238000013461designMethods0.000description2
- 235000019425dextrinNutrition0.000description2
- 238000010586diagramMethods0.000description2
- 229960001259diclofenacDrugs0.000description2
- DCOPUUMXTXDBNB-UHFFFAOYSA-NdiclofenacChemical compoundOC(=O)CC1=CC=CC=C1NC1=C(Cl)C=CC=C1ClDCOPUUMXTXDBNB-UHFFFAOYSA-N0.000description2
- GXGAKHNRMVGRPK-UHFFFAOYSA-Ndimagnesium;dioxido-bis[[oxido(oxo)silyl]oxy]silaneChemical compound[Mg+2].[Mg+2].[O-][Si](=O)O[Si]([O-])([O-])O[Si]([O-])=OGXGAKHNRMVGRPK-UHFFFAOYSA-N0.000description2
- HYPPXZBJBPSRLK-UHFFFAOYSA-NdiphenoxylateChemical compoundC1CC(C(=O)OCC)(C=2C=CC=CC=2)CCN1CCC(C#N)(C=1C=CC=CC=1)C1=CC=CC=C1HYPPXZBJBPSRLK-UHFFFAOYSA-N0.000description2
- 229960004192diphenoxylateDrugs0.000description2
- 239000007884disintegrantSubstances0.000description2
- 125000003438dodecyl groupChemical group[H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])*0.000description2
- 239000002706dry binderSubstances0.000description2
- 238000004924electrostatic depositionMethods0.000description2
- 230000003628erosive effectEffects0.000description2
- MFGZXPGKKJMZIY-UHFFFAOYSA-Nethyl 5-amino-1-(4-sulfamoylphenyl)pyrazole-4-carboxylateChemical compoundNC1=C(C(=O)OCC)C=NN1C1=CC=C(S(N)(=O)=O)C=C1MFGZXPGKKJMZIY-UHFFFAOYSA-N0.000description2
- 239000003172expectorant agentSubstances0.000description2
- 229960001596famotidineDrugs0.000description2
- XUFQPHANEAPEMJ-UHFFFAOYSA-NfamotidineChemical compoundNC(N)=NC1=NC(CSCCC(N)=NS(N)(=O)=O)=CS1XUFQPHANEAPEMJ-UHFFFAOYSA-N0.000description2
- 239000000945fillerSubstances0.000description2
- 238000011049fillingMethods0.000description2
- 239000007888film coatingSubstances0.000description2
- 238000009501film coatingMethods0.000description2
- 229960002390flurbiprofenDrugs0.000description2
- SYTBZMRGLBWNTM-UHFFFAOYSA-NflurbiprofenChemical compoundFC1=CC(C(C(O)=O)C)=CC=C1C1=CC=CC=C1SYTBZMRGLBWNTM-UHFFFAOYSA-N0.000description2
- 235000013355food flavoring agentNutrition0.000description2
- 235000021588free fatty acidsNutrition0.000description2
- 229940049654glyceryl behenateDrugs0.000description2
- 229940075507glyceryl monostearateDrugs0.000description2
- 229940074050glyceryl myristateDrugs0.000description2
- FETSQPAGYOVAQU-UHFFFAOYSA-Nglyceryl palmitostearateChemical compoundOCC(O)CO.CCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCCCC(O)=OFETSQPAGYOVAQU-UHFFFAOYSA-N0.000description2
- 229940046813glyceryl palmitostearateDrugs0.000description2
- 238000007542hardness measurementMethods0.000description2
- XQSBLCWFZRTIEO-UHFFFAOYSA-Nhexadecan-1-amine;hydrobromideChemical compound[Br-].CCCCCCCCCCCCCCCC[NH3+]XQSBLCWFZRTIEO-UHFFFAOYSA-N0.000description2
- 239000010514hydrogenated cottonseed oilSubstances0.000description2
- 235000019866hydrogenated palm kernel oilNutrition0.000description2
- 239000008173hydrogenated soybean oilSubstances0.000description2
- 239000008172hydrogenated vegetable oilSubstances0.000description2
- 238000006460hydrolysis reactionMethods0.000description2
- 239000001341hydroxy propyl starchSubstances0.000description2
- 229920013819hydroxyethyl ethylcellulosePolymers0.000description2
- 235000013828hydroxypropyl starchNutrition0.000description2
- CGIGDMFJXJATDK-UHFFFAOYSA-NindomethacinChemical compoundCC1=C(CC(O)=O)C2=CC(OC)=CC=C2N1C(=O)C1=CC=C(Cl)C=C1CGIGDMFJXJATDK-UHFFFAOYSA-N0.000description2
- 229910052500inorganic mineralInorganic materials0.000description2
- 229940029339inulinDrugs0.000description2
- JYJIGFIDKWBXDU-MNNPPOADSA-NinulinChemical compoundO[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)OC[C@]1(OC[C@]2(OC[C@]3(OC[C@]4(OC[C@]5(OC[C@]6(OC[C@]7(OC[C@]8(OC[C@]9(OC[C@]%10(OC[C@]%11(OC[C@]%12(OC[C@]%13(OC[C@]%14(OC[C@]%15(OC[C@]%16(OC[C@]%17(OC[C@]%18(OC[C@]%19(OC[C@]%20(OC[C@]%21(OC[C@]%22(OC[C@]%23(OC[C@]%24(OC[C@]%25(OC[C@]%26(OC[C@]%27(OC[C@]%28(OC[C@]%29(OC[C@]%30(OC[C@]%31(OC[C@]%32(OC[C@]%33(OC[C@]%34(OC[C@]%35(OC[C@]%36(O[C@@H]%37[C@@H]([C@@H](O)[C@H](O)[C@@H](CO)O%37)O)[C@H]([C@H](O)[C@@H](CO)O%36)O)[C@H]([C@H](O)[C@@H](CO)O%35)O)[C@H]([C@H](O)[C@@H](CO)O%34)O)[C@H]([C@H](O)[C@@H](CO)O%33)O)[C@H]([C@H](O)[C@@H](CO)O%32)O)[C@H]([C@H](O)[C@@H](CO)O%31)O)[C@H]([C@H](O)[C@@H](CO)O%30)O)[C@H]([C@H](O)[C@@H](CO)O%29)O)[C@H]([C@H](O)[C@@H](CO)O%28)O)[C@H]([C@H](O)[C@@H](CO)O%27)O)[C@H]([C@H](O)[C@@H](CO)O%26)O)[C@H]([C@H](O)[C@@H](CO)O%25)O)[C@H]([C@H](O)[C@@H](CO)O%24)O)[C@H]([C@H](O)[C@@H](CO)O%23)O)[C@H]([C@H](O)[C@@H](CO)O%22)O)[C@H]([C@H](O)[C@@H](CO)O%21)O)[C@H]([C@H](O)[C@@H](CO)O%20)O)[C@H]([C@H](O)[C@@H](CO)O%19)O)[C@H]([C@H](O)[C@@H](CO)O%18)O)[C@H]([C@H](O)[C@@H](CO)O%17)O)[C@H]([C@H](O)[C@@H](CO)O%16)O)[C@H]([C@H](O)[C@@H](CO)O%15)O)[C@H]([C@H](O)[C@@H](CO)O%14)O)[C@H]([C@H](O)[C@@H](CO)O%13)O)[C@H]([C@H](O)[C@@H](CO)O%12)O)[C@H]([C@H](O)[C@@H](CO)O%11)O)[C@H]([C@H](O)[C@@H](CO)O%10)O)[C@H]([C@H](O)[C@@H](CO)O9)O)[C@H]([C@H](O)[C@@H](CO)O8)O)[C@H]([C@H](O)[C@@H](CO)O7)O)[C@H]([C@H](O)[C@@H](CO)O6)O)[C@H]([C@H](O)[C@@H](CO)O5)O)[C@H]([C@H](O)[C@@H](CO)O4)O)[C@H]([C@H](O)[C@@H](CO)O3)O)[C@H]([C@H](O)[C@@H](CO)O2)O)[C@@H](O)[C@H](O)[C@@H](CO)O1JYJIGFIDKWBXDU-MNNPPOADSA-N0.000description2
- 238000001659ion-beam spectroscopyMethods0.000description2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-NkaolinChemical compoundO.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=ONLYAJNPCOHFWQQ-UHFFFAOYSA-N0.000description2
- DKYWVDODHFEZIM-UHFFFAOYSA-NketoprofenChemical compoundOC(=O)C(C)C1=CC=CC(C(=O)C=2C=CC=CC=2)=C1DKYWVDODHFEZIM-UHFFFAOYSA-N0.000description2
- 229960000991ketoprofenDrugs0.000description2
- 229940094522laponiteDrugs0.000description2
- 239000004816latexSubstances0.000description2
- 229920000126latexPolymers0.000description2
- TWNIBLMWSKIRAT-VFUOTHLCSA-NlevoglucosanChemical groupO[C@@H]1[C@@H](O)[C@H](O)[C@H]2CO[C@@H]1O2TWNIBLMWSKIRAT-VFUOTHLCSA-N0.000description2
- XCOBTUNSZUJCDH-UHFFFAOYSA-Blithium magnesium sodium silicateChemical compound[Li+].[Li+].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Na+].[Na+].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3.O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3.O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3.O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3.O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3.O1[Si](O2)([O-])O[Si]3([O-])O[Si]1([O-])O[Si]2([O-])O3XCOBTUNSZUJCDH-UHFFFAOYSA-B0.000description2
- 235000010420locust bean gumNutrition0.000description2
- RDOIQAHITMMDAJ-UHFFFAOYSA-NloperamideChemical compoundC=1C=CC=CC=1C(C=1C=CC=CC=1)(C(=O)N(C)C)CCN(CC1)CCC1(O)C1=CC=C(Cl)C=C1RDOIQAHITMMDAJ-UHFFFAOYSA-N0.000description2
- 229960001571loperamideDrugs0.000description2
- 229940072082magnesium salicylateDrugs0.000description2
- 239000000391magnesium silicateSubstances0.000description2
- 235000019359magnesium stearateNutrition0.000description2
- 229940099273magnesium trisilicateDrugs0.000description2
- 229910000386magnesium trisilicateInorganic materials0.000description2
- 235000019793magnesium trisilicateNutrition0.000description2
- VQHSOMBJVWLPSR-WUJBLJFYSA-NmaltitolChemical compoundOC[C@H](O)[C@@H](O)[C@@H]([C@H](O)CO)O[C@H]1O[C@H](CO)[C@@H](O)[C@H](O)[C@H]1OVQHSOMBJVWLPSR-WUJBLJFYSA-N0.000description2
- 229940035436maltitolDrugs0.000description2
- 235000010355mannitolNutrition0.000description2
- 239000000594mannitolSubstances0.000description2
- 229960001929meloxicamDrugs0.000description2
- KBOPZPXVLCULAV-UHFFFAOYSA-NmesalamineChemical compoundNC1=CC=C(O)C(C(O)=O)=C1KBOPZPXVLCULAV-UHFFFAOYSA-N0.000description2
- 229960004963mesalazineDrugs0.000description2
- HEBKCHPVOIAQTA-UHFFFAOYSA-Nmeso ribitolNatural productsOCC(O)C(O)C(O)COHEBKCHPVOIAQTA-UHFFFAOYSA-N0.000description2
- 150000002734metacrylic acid derivativesChemical class0.000description2
- 229910052751metalInorganic materials0.000description2
- 239000002184metalSubstances0.000description2
- 235000019813microcrystalline celluloseNutrition0.000description2
- 239000008108microcrystalline celluloseSubstances0.000description2
- 229940016286microcrystalline celluloseDrugs0.000description2
- 239000004200microcrystalline waxSubstances0.000description2
- 235000019808microcrystalline waxNutrition0.000description2
- 239000011707mineralSubstances0.000description2
- 235000010755mineralNutrition0.000description2
- 239000001788mono and diglycerides of fatty acidsSubstances0.000description2
- 150000002772monosaccharidesChemical class0.000description2
- 235000016709nutritionNutrition0.000description2
- 229920001542oligosaccharidePolymers0.000description2
- 150000002482oligosaccharidesChemical class0.000description2
- 239000003605opacifierSubstances0.000description2
- 239000003960organic solventSubstances0.000description2
- 239000012188paraffin waxSubstances0.000description2
- 238000005192partitionMethods0.000description2
- 230000035699permeabilityEffects0.000description2
- KJFMBFZCATUALV-UHFFFAOYSA-NphenolphthaleinChemical compoundC1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1KJFMBFZCATUALV-UHFFFAOYSA-N0.000description2
- 239000008363phosphate bufferSubstances0.000description2
- WTJKGGKOPKCXLL-RRHRGVEJSA-NphosphatidylcholineChemical compoundCCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCCCCCCC=CCCCCCCCCWTJKGGKOPKCXLL-RRHRGVEJSA-N0.000description2
- 150000003905phosphatidylinositolsChemical class0.000description2
- 238000001259photo etchingMethods0.000description2
- 229920003023plasticPolymers0.000description2
- 239000004033plasticSubstances0.000description2
- 239000003495polar organic solventSubstances0.000description2
- 239000004632polycaprolactoneSubstances0.000description2
- 229920001610polycaprolactonePolymers0.000description2
- 235000013856polydextroseNutrition0.000description2
- 239000001259polydextroseSubstances0.000description2
- 229940035035polydextroseDrugs0.000description2
- 239000011148porous materialSubstances0.000description2
- 150000005599propionic acid derivativesChemical class0.000description2
- 239000008213purified waterSubstances0.000description2
- 150000003242quaternary ammonium saltsChemical class0.000description2
- DCBSHORRWZKAKO-UHFFFAOYSA-Nrac-1-monomyristoylglycerolChemical compoundCCCCCCCCCCCCCC(=O)OCC(O)CODCBSHORRWZKAKO-UHFFFAOYSA-N0.000description2
- 229960000620ranitidineDrugs0.000description2
- VMXUWOKSQNHOCA-LCYFTJDESA-NranitidineChemical compound[O-][N+](=O)/C=C(/NC)NCCSCC1=CC=C(CN(C)C)O1VMXUWOKSQNHOCA-LCYFTJDESA-N0.000description2
- 239000002994raw materialSubstances0.000description2
- 150000003873salicylate saltsChemical class0.000description2
- 238000005488sandblastingMethods0.000description2
- 235000013874shellacNutrition0.000description2
- 239000004208shellacSubstances0.000description2
- 229940113147shellacDrugs0.000description2
- ZLGIYFNHBLSMPS-ATJNOEHPSA-NshellacChemical compoundOCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3OZLGIYFNHBLSMPS-ATJNOEHPSA-N0.000description2
- 239000012176shellac waxSubstances0.000description2
- 229910021647smectiteInorganic materials0.000description2
- 229940074404sodium succinateDrugs0.000description2
- 229940001941soy proteinDrugs0.000description2
- 235000019385spermaceti waxNutrition0.000description2
- 125000003696stearoyl groupChemical groupO=C([*])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H]0.000description2
- 239000010959steelSubstances0.000description2
- 239000002600sunflower oilSubstances0.000description2
- 235000020357syrupNutrition0.000description2
- 239000006188syrupSubstances0.000description2
- 239000012815thermoplastic materialSubstances0.000description2
- 229920005992thermoplastic resinPolymers0.000description2
- 239000010409thin filmSubstances0.000description2
- 238000012549trainingMethods0.000description2
- URAYPUMNDPQOKB-UHFFFAOYSA-NtriacetinChemical compoundCC(=O)OCC(OC(C)=O)COC(C)=OURAYPUMNDPQOKB-UHFFFAOYSA-N0.000description2
- VMPHSYLJUKZBJJ-UHFFFAOYSA-NtrilaurinChemical compoundCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCC)COC(=O)CCCCCCCCCCCVMPHSYLJUKZBJJ-UHFFFAOYSA-N0.000description2
- 235000015112vegetable and seed oilNutrition0.000description2
- 239000008158vegetable oilSubstances0.000description2
- 239000011782vitaminSubstances0.000description2
- 235000013343vitaminNutrition0.000description2
- 229940088594vitaminDrugs0.000description2
- 229930003231vitaminNatural products0.000description2
- 238000003631wet chemical etchingMethods0.000description2
- 239000000811xylitolSubstances0.000description2
- 235000010447xylitolNutrition0.000description2
- HEBKCHPVOIAQTA-SCDXWVJYSA-NxylitolChemical compoundOC[C@H](O)[C@@H](O)[C@H](O)COHEBKCHPVOIAQTA-SCDXWVJYSA-N0.000description2
- 229960002675xylitolDrugs0.000description2
- UHVMMEOXYDMDKI-JKYCWFKZSA-Lzinc;1-(5-cyanopyridin-2-yl)-3-[(1s,2s)-2-(6-fluoro-2-hydroxy-3-propanoylphenyl)cyclopropyl]urea;diacetateChemical compound[Zn+2].CC([O-])=O.CC([O-])=O.CCC(=O)C1=CC=C(F)C([C@H]2[C@H](C2)NC(=O)NC=2N=CC(=CC=2)C#N)=C1OUHVMMEOXYDMDKI-JKYCWFKZSA-L0.000description2
- HDTRYLNUVZCQOY-UHFFFAOYSA-Nα-D-glucopyranosyl-α-D-glucopyranosideNatural productsOC1C(O)C(O)C(CO)OC1OC1C(O)C(O)C(O)C(CO)O1HDTRYLNUVZCQOY-UHFFFAOYSA-N0.000description1
- NOOLISFMXDJSKH-UTLUCORTSA-N(+)-NeomentholChemical compoundCC(C)[C@@H]1CC[C@@H](C)C[C@@H]1ONOOLISFMXDJSKH-UTLUCORTSA-N0.000description1
- RJMIEHBSYVWVIN-LLVKDONJSA-N(2r)-2-[4-(3-oxo-1h-isoindol-2-yl)phenyl]propanoic acidChemical compoundC1=CC([C@H](C(O)=O)C)=CC=C1N1C(=O)C2=CC=CC=C2C1RJMIEHBSYVWVIN-LLVKDONJSA-N0.000description1
- RDJGLLICXDHJDY-NSHDSACASA-N(2s)-2-(3-phenoxyphenyl)propanoic acidChemical compoundOC(=O)[C@@H](C)C1=CC=CC(OC=2C=CC=CC=2)=C1RDJGLLICXDHJDY-NSHDSACASA-N0.000description1
- MDKGKXOCJGEUJW-VIFPVBQESA-N(2s)-2-[4-(thiophene-2-carbonyl)phenyl]propanoic acidChemical compoundC1=CC([C@@H](C(O)=O)C)=CC=C1C(=O)C1=CC=CS1MDKGKXOCJGEUJW-VIFPVBQESA-N0.000description1
- FELGMEQIXOGIFQ-CYBMUJFWSA-N(3r)-9-methyl-3-[(2-methylimidazol-1-yl)methyl]-2,3-dihydro-1h-carbazol-4-oneChemical compoundCC1=NC=CN1C[C@@H]1C(=O)C(C=2C(=CC=CC=2)N2C)=C2CC1FELGMEQIXOGIFQ-CYBMUJFWSA-N0.000description1
- PORPENFLTBBHSG-MGBGTMOVSA-N1,2-dihexadecanoyl-sn-glycerol-3-phosphateChemical compoundCCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(O)=O)OC(=O)CCCCCCCCCCCCCCCPORPENFLTBBHSG-MGBGTMOVSA-N0.000description1
- YTWHNPHXSILERV-UHFFFAOYSA-N1,2-dihydroanthracene-9,10-dioneChemical compoundO=C1C2=CC=CC=C2C(=O)C2=C1C=CCC2YTWHNPHXSILERV-UHFFFAOYSA-N0.000description1
- SERLAGPUMNYUCK-DCUALPFSSA-N1-O-alpha-D-glucopyranosyl-D-mannitolChemical compoundOC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO[C@H]1O[C@H](CO)[C@@H](O)[C@H](O)[C@H]1OSERLAGPUMNYUCK-DCUALPFSSA-N0.000description1
- LTMRRSWNXVJMBA-UHFFFAOYSA-L2,2-diethylpropanedioateChemical compoundCCC(CC)(C([O-])=O)C([O-])=OLTMRRSWNXVJMBA-UHFFFAOYSA-L0.000description1
- KMZHZAAOEWVPSE-UHFFFAOYSA-N2,3-dihydroxypropyl acetateChemical compoundCC(=O)OCC(O)COKMZHZAAOEWVPSE-UHFFFAOYSA-N0.000description1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N2-(2-methoxy-5-methylphenyl)ethanamineChemical compoundCOC1=CC=C(C)C=C1CCNSMZOUWXMTYCWNB-UHFFFAOYSA-N0.000description1
- NIXOWILDQLNWCW-UHFFFAOYSA-N2-Propenoic acidNatural productsOC(=O)C=CNIXOWILDQLNWCW-UHFFFAOYSA-N0.000description1
- TYCOFFBAZNSQOJ-UHFFFAOYSA-N2-[4-(3-fluorophenyl)phenyl]propanoic acidChemical compoundC1=CC(C(C(O)=O)C)=CC=C1C1=CC=CC(F)=C1TYCOFFBAZNSQOJ-UHFFFAOYSA-N0.000description1
- GUPGZURVZDIQPM-UHFFFAOYSA-N2-oxoethyl acetateChemical compoundCC(=O)OCC=OGUPGZURVZDIQPM-UHFFFAOYSA-N0.000description1
- ILYSAKHOYBPSPC-UHFFFAOYSA-N2-phenylbenzoic acidChemical classOC(=O)C1=CC=CC=C1C1=CC=CC=C1ILYSAKHOYBPSPC-UHFFFAOYSA-N0.000description1
- AEMOLEFTQBMNLQ-UHFFFAOYSA-N3,4,5,6-tetrahydroxyoxane-2-carboxylic acidChemical classOC1OC(C(O)=O)C(O)C(O)C1OAEMOLEFTQBMNLQ-UHFFFAOYSA-N0.000description1
- MIDXCONKKJTLDX-UHFFFAOYSA-N3,5-dimethylcyclopentane-1,2-dioneChemical compoundCC1CC(C)C(=O)C1=OMIDXCONKKJTLDX-UHFFFAOYSA-N0.000description1
- HYCSHFLKPSMPGO-UHFFFAOYSA-N3-hydroxypropyl dihydrogen phosphateChemical classOCCCOP(O)(O)=OHYCSHFLKPSMPGO-UHFFFAOYSA-N0.000description1
- SYCHUQUJURZQMO-UHFFFAOYSA-N4-hydroxy-2-methyl-1,1-dioxo-n-(1,3-thiazol-2-yl)-1$l^{6},2-benzothiazine-3-carboxamideChemical compoundOC=1C2=CC=CC=C2S(=O)(=O)N(C)C=1C(=O)NC1=NC=CS1SYCHUQUJURZQMO-UHFFFAOYSA-N0.000description1
- BSYNRYMUTXBXSQ-FOQJRBATSA-N59096-14-9Chemical compoundCC(=O)OC1=CC=CC=C1[14C](O)=OBSYNRYMUTXBXSQ-FOQJRBATSA-N0.000description1
- PVXPPJIGRGXGCY-TZLCEDOOSA-N6-O-alpha-D-glucopyranosyl-D-fructofuranoseChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1OC[C@@H]1[C@@H](O)[C@H](O)C(O)(CO)O1PVXPPJIGRGXGCY-TZLCEDOOSA-N0.000description1
- RSWGJHLUYNHPMX-UHFFFAOYSA-NAbietic-SaeureNatural productsC12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=ORSWGJHLUYNHPMX-UHFFFAOYSA-N0.000description1
- 244000215068Acacia senegalSpecies0.000description1
- WBZFUFAFFUEMEI-UHFFFAOYSA-MAcesulfame kChemical compound[K+].CC1=CC(=O)[N-]S(=O)(=O)O1WBZFUFAFFUEMEI-UHFFFAOYSA-M0.000description1
- QZCLKYGREBVARF-UHFFFAOYSA-NAcetyl tributyl citrateChemical compoundCCCCOC(=O)CC(C(=O)OCCCC)(OC(C)=O)CC(=O)OCCCCQZCLKYGREBVARF-UHFFFAOYSA-N0.000description1
- 240000000972Agathis dammaraSpecies0.000description1
- 108010088751AlbuminsProteins0.000description1
- 102000009027AlbuminsHuman genes0.000description1
- 244000144927Aloe barbadensisSpecies0.000description1
- 235000002961Aloe barbadensisNutrition0.000description1
- 244000144725Amygdalus communisSpecies0.000description1
- 235000011437Amygdalus communisNutrition0.000description1
- 229920000945AmylopectinPolymers0.000description1
- 229920000856AmylosePolymers0.000description1
- 108010011485AspartameProteins0.000description1
- 241000416162Astragalus gummiferSpecies0.000description1
- 102100032366C-C motif chemokine 7Human genes0.000description1
- 244000025596Cassia laevigataSpecies0.000description1
- 235000006693Cassia laevigataNutrition0.000description1
- DQEFEBPAPFSJLV-UHFFFAOYSA-NCellulose propionateChemical compoundCCC(=O)OCC1OC(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C1OC1C(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C(COC(=O)CC)O1DQEFEBPAPFSJLV-UHFFFAOYSA-N0.000description1
- ZKLPARSLTMPFCP-UHFFFAOYSA-NCetirizineChemical compoundC1CN(CCOCC(=O)O)CCN1C(C=1C=CC(Cl)=CC=1)C1=CC=CC=C1ZKLPARSLTMPFCP-UHFFFAOYSA-N0.000description1
- CXRFDZFCGOPDTD-UHFFFAOYSA-MCetrimideChemical compound[Br-].CCCCCCCCCCCCCC[N+](C)(C)CCXRFDZFCGOPDTD-UHFFFAOYSA-M0.000description1
- 229920002261Corn starchPolymers0.000description1
- 229920002785Croscarmellose sodiumPolymers0.000description1
- 241000195493CryptophytaSpecies0.000description1
- GUBGYTABKSRVRQ-CUHNMECISA-ND-CellobioseChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1OGUBGYTABKSRVRQ-CUHNMECISA-N0.000description1
- YTBSYETUWUMLBZ-UHFFFAOYSA-ND-ErythroseNatural productsOCC(O)C(O)C=OYTBSYETUWUMLBZ-UHFFFAOYSA-N0.000description1
- WQZGKKKJIJFFOK-CBPJZXOFSA-ND-GuloseChemical classOC[C@H]1OC(O)[C@H](O)[C@H](O)[C@H]1OWQZGKKKJIJFFOK-CBPJZXOFSA-N0.000description1
- WQZGKKKJIJFFOK-WHZQZERISA-ND-aldoseChemical classOC[C@H]1OC(O)[C@@H](O)[C@@H](O)[C@H]1OWQZGKKKJIJFFOK-WHZQZERISA-N0.000description1
- WQZGKKKJIJFFOK-IVMDWMLBSA-ND-allopyranoseChemical classOC[C@H]1OC(O)[C@H](O)[C@H](O)[C@@H]1OWQZGKKKJIJFFOK-IVMDWMLBSA-N0.000description1
- YTBSYETUWUMLBZ-IUYQGCFVSA-ND-erythroseChemical compoundOC[C@@H](O)[C@@H](O)C=OYTBSYETUWUMLBZ-IUYQGCFVSA-N0.000description1
- WQZGKKKJIJFFOK-QTVWNMPRSA-ND-mannopyranoseChemical classOC[C@H]1OC(O)[C@@H](O)[C@@H](O)[C@@H]1OWQZGKKKJIJFFOK-QTVWNMPRSA-N0.000description1
- YTBSYETUWUMLBZ-QWWZWVQMSA-ND-threoseChemical compoundOC[C@@H](O)[C@H](O)C=OYTBSYETUWUMLBZ-QWWZWVQMSA-N0.000description1
- NOOLISFMXDJSKH-UHFFFAOYSA-NDL-mentholNatural productsCC(C)C1CCC(C)CC1ONOOLISFMXDJSKH-UHFFFAOYSA-N0.000description1
- 229920002871Dammar gumPolymers0.000description1
- MQIUGAXCHLFZKX-UHFFFAOYSA-NDi-n-octyl phthalateNatural productsCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCMQIUGAXCHLFZKX-UHFFFAOYSA-N0.000description1
- YUXIBTJKHLUKBD-UHFFFAOYSA-NDibutyl succinateChemical compoundCCCCOC(=O)CCC(=O)OCCCCYUXIBTJKHLUKBD-UHFFFAOYSA-N0.000description1
- 235000019739DicalciumphosphateNutrition0.000description1
- 229940097420DiureticDrugs0.000description1
- 102000004190EnzymesHuman genes0.000description1
- 108090000790EnzymesProteins0.000description1
- 239000004386ErythritolSubstances0.000description1
- UNXHWFMMPAWVPI-UHFFFAOYSA-NErythritolNatural productsOCC(O)C(O)COUNXHWFMMPAWVPI-UHFFFAOYSA-N0.000description1
- 206010056474ErythrosisDiseases0.000description1
- 229920002148Gellan gumPolymers0.000description1
- UXDDRFCJKNROTO-UHFFFAOYSA-NGlycerol 1,2-diacetateChemical compoundCC(=O)OCC(CO)OC(C)=OUXDDRFCJKNROTO-UHFFFAOYSA-N0.000description1
- 239000004348Glyceryl diacetateSubstances0.000description1
- 239000004347Glyceryl monoacetateSubstances0.000description1
- 229920002907Guar gumPolymers0.000description1
- 241000590002Helicobacter pyloriSpecies0.000description1
- 241000238631HexapodaSpecies0.000description1
- 101000797758Homo sapiens C-C motif chemokine 7Proteins0.000description1
- UFHFLCQGNIYNRP-UHFFFAOYSA-NHydrogenChemical compound[H][H]UFHFLCQGNIYNRP-UHFFFAOYSA-N0.000description1
- 229920001612Hydroxyethyl starchPolymers0.000description1
- DGAQECJNVWCQMB-PUAWFVPOSA-MIlexoside XXIXChemical compoundC[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+]DGAQECJNVWCQMB-PUAWFVPOSA-M0.000description1
- LKDRXBCSQODPBY-AMVSKUEXSA-NL-(-)-SorboseChemical classOCC1(O)OC[C@H](O)[C@@H](O)[C@@H]1OLKDRXBCSQODPBY-AMVSKUEXSA-N0.000description1
- MKXZASYAUGDDCJ-SZMVWBNQSA-NLSM-2525Chemical compoundC1CCC[C@H]2[C@@]3([H])N(C)CC[C@]21C1=CC(OC)=CC=C1C3MKXZASYAUGDDCJ-SZMVWBNQSA-N0.000description1
- 229910025794LaB6Inorganic materials0.000description1
- SBDNJUWAMKYJOX-UHFFFAOYSA-NMeclofenamic AcidChemical compoundCC1=CC=C(Cl)C(NC=2C(=CC=CC=2)C(O)=O)=C1ClSBDNJUWAMKYJOX-UHFFFAOYSA-N0.000description1
- 241001465754MetazoaSpecies0.000description1
- 208000019695Migraine diseaseDiseases0.000description1
- JAUOIFJMECXRGI-UHFFFAOYSA-NNeoclaritinChemical compoundC=1C(Cl)=CC=C2C=1CCC1=CC=CN=C1C2=C1CCNCC1JAUOIFJMECXRGI-UHFFFAOYSA-N0.000description1
- AYRXSINWFIIFAE-UHFFFAOYSA-NO6-alpha-D-Galactopyranosyl-D-galactoseNatural productsOCC1OC(OCC(O)C(O)C(O)C(O)C=O)C(O)C(O)C1OAYRXSINWFIIFAE-UHFFFAOYSA-N0.000description1
- RCEAADKTGXTDOA-UHFFFAOYSA-NOS(O)(=O)=O.CCCCCCCCCCCC[Na]Chemical compoundOS(O)(=O)=O.CCCCCCCCCCCC[Na]RCEAADKTGXTDOA-UHFFFAOYSA-N0.000description1
- 208000001132OsteoporosisDiseases0.000description1
- 229910019142PO4Inorganic materials0.000description1
- 240000007643Phytolacca americanaSpecies0.000description1
- 235000009074Phytolacca americanaNutrition0.000description1
- 240000005428Pistacia lentiscusSpecies0.000description1
- 229920002845Poly(methacrylic acid)Polymers0.000description1
- 229920002565Polyethylene Glycol 400Polymers0.000description1
- TVQZAMVBTVNYLA-UHFFFAOYSA-NPranoprofenChemical compoundC1=CC=C2CC3=CC(C(C(O)=O)C)=CC=C3OC2=N1TVQZAMVBTVNYLA-UHFFFAOYSA-N0.000description1
- GOOHAUXETOMSMM-UHFFFAOYSA-NPropylene oxideChemical compoundCC1CO1GOOHAUXETOMSMM-UHFFFAOYSA-N0.000description1
- 108010009736Protein HydrolysatesProteins0.000description1
- 239000004373PullulanSubstances0.000description1
- 229920001218PullulanPolymers0.000description1
- 235000019484Rapeseed oilNutrition0.000description1
- 241000219100RhamnaceaeSpecies0.000description1
- KHPCPRHQVVSZAH-HUOMCSJISA-NRosinNatural productsO(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1KHPCPRHQVVSZAH-HUOMCSJISA-N0.000description1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-NSilicium dioxideChemical compoundO=[Si]=OVYPSYNLAJGMNEJ-UHFFFAOYSA-N0.000description1
- UIIMBOGNXHQVGW-DEQYMQKBSA-MSodium bicarbonate-14CChemical compound[Na+].O[14C]([O-])=OUIIMBOGNXHQVGW-DEQYMQKBSA-M0.000description1
- DBMJMQXJHONAFJ-UHFFFAOYSA-MSodium laurylsulphateChemical compound[Na+].CCCCCCCCCCCCOS([O-])(=O)=ODBMJMQXJHONAFJ-UHFFFAOYSA-M0.000description1
- 235000021355Stearic acidNutrition0.000description1
- 239000004376SucraloseSubstances0.000description1
- 241000779819Syncarpia glomuliferaSpecies0.000description1
- GUGOEEXESWIERI-UHFFFAOYSA-NTerfenadineChemical compoundC1=CC(C(C)(C)C)=CC=C1C(O)CCCN1CCC(C(O)(C=2C=CC=CC=2)C=2C=CC=CC=2)CC1GUGOEEXESWIERI-UHFFFAOYSA-N0.000description1
- 239000004098TetracyclineSubstances0.000description1
- HDTRYLNUVZCQOY-WSWWMNSNSA-NTrehaloseNatural productsO[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1HDTRYLNUVZCQOY-WSWWMNSNSA-N0.000description1
- 235000009499Vanilla fragransNutrition0.000description1
- 244000263375Vanilla tahitensisSpecies0.000description1
- 235000012036Vanilla tahitensisNutrition0.000description1
- 108010046377Whey ProteinsProteins0.000description1
- 102000007544Whey ProteinsHuman genes0.000description1
- 210000001015abdomenAnatomy0.000description1
- 230000003187abdominal effectEffects0.000description1
- 238000010521absorption reactionMethods0.000description1
- 235000010358acesulfame potassiumNutrition0.000description1
- 229960004998acesulfame potassiumDrugs0.000description1
- 239000000619acesulfame-KSubstances0.000description1
- DPXJVFZANSGRMM-UHFFFAOYSA-Nacetic acid;2,3,4,5,6-pentahydroxyhexanal;sodiumChemical compound[Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=ODPXJVFZANSGRMM-UHFFFAOYSA-N0.000description1
- 238000005903acid hydrolysis reactionMethods0.000description1
- 230000009471actionEffects0.000description1
- 230000004913activationEffects0.000description1
- 150000001312aldohexosesChemical class0.000description1
- 150000001320aldopentosesChemical class0.000description1
- 235000010443alginic acidNutrition0.000description1
- 229920000615alginic acidPolymers0.000description1
- 150000001335aliphatic alkanesChemical class0.000description1
- 235000020224almondNutrition0.000description1
- 235000011399aloe veraNutrition0.000description1
- HDTRYLNUVZCQOY-LIZSDCNHSA-Nalpha,alpha-trehaloseChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1HDTRYLNUVZCQOY-LIZSDCNHSA-N0.000description1
- WQZGKKKJIJFFOK-PHYPRBDBSA-Nalpha-D-galactoseChemical classOC[C@H]1O[C@H](O)[C@H](O)[C@@H](O)[C@H]1OWQZGKKKJIJFFOK-PHYPRBDBSA-N0.000description1
- SRBFZHDQGSBBOR-STGXQOJASA-Nalpha-D-lyxopyranoseChemical compoundO[C@@H]1CO[C@H](O)[C@@H](O)[C@H]1OSRBFZHDQGSBBOR-STGXQOJASA-N0.000description1
- WNROFYMDJYEPJX-UHFFFAOYSA-Kaluminium hydroxideChemical compound[OH-].[OH-].[OH-].[Al+3]WNROFYMDJYEPJX-UHFFFAOYSA-K0.000description1
- 229960003022amoxicillinDrugs0.000description1
- LSQZJLSUYDQPKJ-NJBDSQKTSA-NamoxicillinChemical compoundC1([C@@H](N)C(=O)N[C@H]2[C@H]3SC([C@@H](N3C2=O)C(O)=O)(C)C)=CC=C(O)C=C1LSQZJLSUYDQPKJ-NJBDSQKTSA-N0.000description1
- 239000002269analeptic agentSubstances0.000description1
- 238000004458analytical methodMethods0.000description1
- 230000000954anitussive effectEffects0.000description1
- 230000002456anti-arthritic effectEffects0.000description1
- 230000003178anti-diabetic effectEffects0.000description1
- 230000001142anti-diarrheaEffects0.000description1
- 230000000843anti-fungal effectEffects0.000description1
- 230000002924anti-infective effectEffects0.000description1
- 229940121363anti-inflammatory agentDrugs0.000description1
- 239000002260anti-inflammatory agentSubstances0.000description1
- 230000002921anti-spasmodic effectEffects0.000description1
- 229940124346antiarthritic agentDrugs0.000description1
- 239000003146anticoagulant agentSubstances0.000description1
- 229940127219anticoagulant drugDrugs0.000description1
- 239000000935antidepressant agentSubstances0.000description1
- 229940005513antidepressantsDrugs0.000description1
- 229940125714antidiarrheal agentDrugs0.000description1
- 239000003793antidiarrheal agentSubstances0.000description1
- 229940125683antiemetic agentDrugs0.000description1
- 239000002518antifoaming agentSubstances0.000description1
- 229940121375antifungal agentDrugs0.000description1
- 229940125715antihistaminic agentDrugs0.000description1
- 239000000739antihistaminic agentSubstances0.000description1
- 229960005475antiinfective agentDrugs0.000description1
- 229940111131antiinflammatory and antirheumatic product propionic acid derivativeDrugs0.000description1
- 239000004599antimicrobialSubstances0.000description1
- 239000003963antioxidant agentSubstances0.000description1
- 239000002221antipyreticSubstances0.000description1
- 239000003434antitussive agentSubstances0.000description1
- 229940124584antitussivesDrugs0.000description1
- 239000003443antiviral agentSubstances0.000description1
- 229940121357antiviralsDrugs0.000description1
- 239000002830appetite depressantSubstances0.000description1
- 238000013459approachMethods0.000description1
- 239000012736aqueous mediumSubstances0.000description1
- PYMYPHUHKUWMLA-WDCZJNDASA-NarabinoseChemical compoundOC[C@@H](O)[C@@H](O)[C@H](O)C=OPYMYPHUHKUWMLA-WDCZJNDASA-N0.000description1
- 239000000605aspartameSubstances0.000description1
- 235000010357aspartameNutrition0.000description1
- IAOZJIPTCAWIRG-QWRGUYRKSA-NaspartameChemical compoundOC(=O)C[C@H](N)C(=O)N[C@H](C(=O)OC)CC1=CC=CC=C1IAOZJIPTCAWIRG-QWRGUYRKSA-N0.000description1
- 229960003438aspartameDrugs0.000description1
- 239000000305astragalus gummifer gumSubstances0.000description1
- 230000008901benefitEffects0.000description1
- DLRVVLDZNNYCBX-ZZFZYMBESA-Nbeta-melibioseChemical compoundO[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@@H]1OC[C@@H]1[C@@H](O)[C@H](O)[C@@H](O)[C@H](O)O1DLRVVLDZNNYCBX-ZZFZYMBESA-N0.000description1
- BJQHLKABXJIVAM-UHFFFAOYSA-Nbis(2-ethylhexyl) phthalateChemical compoundCCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCCBJQHLKABXJIVAM-UHFFFAOYSA-N0.000description1
- 229910052797bismuthInorganic materials0.000description1
- JCXGWMGPZLAOME-UHFFFAOYSA-Nbismuth atomChemical compound[Bi]JCXGWMGPZLAOME-UHFFFAOYSA-N0.000description1
- 210000000988bone and boneAnatomy0.000description1
- 239000008376breath freshenerSubstances0.000description1
- 229940124630bronchodilatorDrugs0.000description1
- 239000008372bubblegum flavorSubstances0.000description1
- 239000008366buffered solutionSubstances0.000description1
- 229910000019calcium carbonateInorganic materials0.000description1
- 235000013736caramelNutrition0.000description1
- 235000010948carboxy methyl celluloseNutrition0.000description1
- 239000001768carboxy methyl celluloseSubstances0.000description1
- 125000002057carboxymethyl groupChemical group[H]OC(=O)C([H])([H])[*]0.000description1
- 239000008112carboxymethyl-celluloseSubstances0.000description1
- 239000002327cardiovascular agentSubstances0.000description1
- 229940125692cardiovascular agentDrugs0.000description1
- 229960003184carprofenDrugs0.000description1
- IVUMCTKHWDRRMH-UHFFFAOYSA-NcarprofenChemical compoundC1=CC(Cl)=C[C]2C3=CC=C(C(C(O)=O)C)C=C3N=C21IVUMCTKHWDRRMH-UHFFFAOYSA-N0.000description1
- 229960001777castor oilDrugs0.000description1
- 229960000590celecoxibDrugs0.000description1
- RZEKVGVHFLEQIL-UHFFFAOYSA-NcelecoxibChemical compoundC1=CC(C)=CC=C1C1=CC(C(F)(F)F)=NN1C1=CC=C(S(N)(=O)=O)C=C1RZEKVGVHFLEQIL-UHFFFAOYSA-N0.000description1
- 229920006218cellulose propionatePolymers0.000description1
- 239000003576central nervous system agentSubstances0.000description1
- 229940125693central nervous system agentDrugs0.000description1
- 229960001803cetirizineDrugs0.000description1
- 239000007795chemical reaction productSubstances0.000description1
- SOYKEARSMXGVTM-UHFFFAOYSA-NchlorphenamineChemical compoundC=1C=CC=NC=1C(CCN(C)C)C1=CC=C(Cl)C=C1SOYKEARSMXGVTM-UHFFFAOYSA-N0.000description1
- 229960003291chlorphenamineDrugs0.000description1
- 239000000812cholinergic antagonistSubstances0.000description1
- AGOYDEPGAOXOCK-KCBOHYOISA-NclarithromycinChemical compoundO([C@@H]1[C@@H](C)C(=O)O[C@@H]([C@@]([C@H](O)[C@@H](C)C(=O)[C@H](C)C[C@](C)([C@H](O[C@H]2[C@@H]([C@H](C[C@@H](C)O2)N(C)C)O)[C@H]1C)OC)(C)O)CC)[C@H]1C[C@@](C)(OC)[C@@H](O)[C@H](C)O1AGOYDEPGAOXOCK-KCBOHYOISA-N0.000description1
- 229960002626clarithromycinDrugs0.000description1
- 238000004140cleaningMethods0.000description1
- 239000008373coffee flavorSubstances0.000description1
- 229940075614colloidal silicon dioxideDrugs0.000description1
- 238000004040coloringMethods0.000description1
- 239000002131composite materialSubstances0.000description1
- 238000007796conventional methodMethods0.000description1
- 239000008120corn starchSubstances0.000description1
- 238000004132cross linkingMethods0.000description1
- 239000013078crystalSubstances0.000description1
- 125000004122cyclic groupChemical group0.000description1
- JURKNVYFZMSNLP-UHFFFAOYSA-NcyclobenzaprineChemical compoundC1=CC2=CC=CC=C2C(=CCCN(C)C)C2=CC=CC=C21JURKNVYFZMSNLP-UHFFFAOYSA-N0.000description1
- 229960003572cyclobenzaprineDrugs0.000description1
- 229940124569cytoprotecting agentDrugs0.000description1
- KWGRBVOPPLSCSI-UHFFFAOYSA-Nd-ephedrineNatural productsCNC(C)C(O)C1=CC=CC=C1KWGRBVOPPLSCSI-UHFFFAOYSA-N0.000description1
- 239000000850decongestantSubstances0.000description1
- 230000007423decreaseEffects0.000description1
- 230000003111delayed effectEffects0.000description1
- 208000002925dental cariesDiseases0.000description1
- KXGVEGMKQFWNSR-LLQZFEROSA-Ndeoxycholic acidChemical compoundC([C@H]1CC2)[C@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@@H](CCC(O)=O)C)[C@@]2(C)[C@@H](O)C1KXGVEGMKQFWNSR-LLQZFEROSA-N0.000description1
- 229960003964deoxycholic acidDrugs0.000description1
- KXGVEGMKQFWNSR-UHFFFAOYSA-Ndeoxycholic acidNatural productsC1CC2CC(O)CCC2(C)C2C1C1CCC(C(CCC(O)=O)C)C1(C)C(O)C2KXGVEGMKQFWNSR-UHFFFAOYSA-N0.000description1
- 230000008021depositionEffects0.000description1
- 229960001271desloratadineDrugs0.000description1
- 229960001985dextromethorphanDrugs0.000description1
- 229960002097dibutylsuccinateDrugs0.000description1
- NEFBYIFKOOEVPA-UHFFFAOYSA-Kdicalcium phosphateChemical compound[Ca+2].[Ca+2].[O-]P([O-])([O-])=ONEFBYIFKOOEVPA-UHFFFAOYSA-K0.000description1
- 229940038472dicalcium phosphateDrugs0.000description1
- 229910000390dicalcium phosphateInorganic materials0.000description1
- 238000007607die coating methodMethods0.000description1
- IEPRKVQEAMIZSS-AATRIKPKSA-Ndiethyl fumarateChemical compoundCCOC(=O)\C=C\C(=O)OCCIEPRKVQEAMIZSS-AATRIKPKSA-N0.000description1
- VKNUORWMCINMRB-UHFFFAOYSA-Ndiethyl malateChemical compoundCCOC(=O)CC(O)C(=O)OCCVKNUORWMCINMRB-UHFFFAOYSA-N0.000description1
- WYACBZDAHNBPPB-UHFFFAOYSA-Ndiethyl oxalateChemical compoundCCOC(=O)C(=O)OCCWYACBZDAHNBPPB-UHFFFAOYSA-N0.000description1
- 229960000616diflunisalDrugs0.000description1
- HUPFGZXOMWLGNK-UHFFFAOYSA-NdiflunisalChemical compoundC1=C(O)C(C(=O)O)=CC(C=2C(=CC(F)=CC=2)F)=C1HUPFGZXOMWLGNK-UHFFFAOYSA-N0.000description1
- 125000000118dimethyl groupChemical group[H]C([H])([H])*0.000description1
- AMTWCFIAVKBGOD-UHFFFAOYSA-Ndioxosilane;methoxy-dimethyl-trimethylsilyloxysilaneChemical compoundO=[Si]=O.CO[Si](C)(C)O[Si](C)(C)CAMTWCFIAVKBGOD-UHFFFAOYSA-N0.000description1
- ZZVUWRFHKOJYTH-UHFFFAOYSA-NdiphenhydramineChemical compoundC=1C=CC=CC=1C(OCCN(C)C)C1=CC=CC=C1ZZVUWRFHKOJYTH-UHFFFAOYSA-N0.000description1
- 229960000520diphenhydramineDrugs0.000description1
- 239000006185dispersionSubstances0.000description1
- 239000012738dissolution mediumSubstances0.000description1
- 239000002934diureticSubstances0.000description1
- 230000001882diuretic effectEffects0.000description1
- DLNKOYKMWOXYQA-UHFFFAOYSA-Ndl-pseudophenylpropanolamineNatural productsCC(N)C(O)C1=CC=CC=C1DLNKOYKMWOXYQA-UHFFFAOYSA-N0.000description1
- 230000007613environmental effectEffects0.000description1
- 235000019414erythritolNutrition0.000description1
- UNXHWFMMPAWVPI-ZXZARUISSA-NerythritolChemical compoundOC[C@H](O)[C@H](O)COUNXHWFMMPAWVPI-ZXZARUISSA-N0.000description1
- 229940009714erythritolDrugs0.000description1
- 238000005530etchingMethods0.000description1
- 125000001033ether groupChemical group0.000description1
- 230000003419expectorant effectEffects0.000description1
- 229940066493expectorantsDrugs0.000description1
- 150000004665fatty acidsChemical class0.000description1
- ZWJINEZUASEZBH-UHFFFAOYSA-Nfenamic acidChemical classOC(=O)C1=CC=CC=C1NC1=CC=CC=C1ZWJINEZUASEZBH-UHFFFAOYSA-N0.000description1
- 229960001395fenbufenDrugs0.000description1
- ZPAKPRAICRBAOD-UHFFFAOYSA-NfenbufenChemical compoundC1=CC(C(=O)CCC(=O)O)=CC=C1C1=CC=CC=C1ZPAKPRAICRBAOD-UHFFFAOYSA-N0.000description1
- 229960001419fenoprofenDrugs0.000description1
- 238000001914filtrationMethods0.000description1
- 229960004369flufenamic acidDrugs0.000description1
- LPEPZBJOKDYZAD-UHFFFAOYSA-Nflufenamic acidChemical compoundOC(=O)C1=CC=CC=C1NC1=CC=CC(C(F)(F)F)=C1LPEPZBJOKDYZAD-UHFFFAOYSA-N0.000description1
- 229950001284fluprofenDrugs0.000description1
- 239000006260foamSubstances0.000description1
- 235000013305foodNutrition0.000description1
- 235000003599food sweetenerNutrition0.000description1
- 239000012634fragmentSubstances0.000description1
- 239000008369fruit flavorSubstances0.000description1
- 229930182830galactoseChemical class0.000description1
- 210000004051gastric juiceAnatomy0.000description1
- 239000004083gastrointestinal agentSubstances0.000description1
- 229940125695gastrointestinal agentDrugs0.000description1
- 230000005176gastrointestinal motilityEffects0.000description1
- 210000001035gastrointestinal tractAnatomy0.000description1
- 239000007897gelcapSubstances0.000description1
- 235000010492gellan gumNutrition0.000description1
- 239000000216gellan gumSubstances0.000description1
- DLRVVLDZNNYCBX-CQUJWQHSSA-NgentiobioseChemical compoundO[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1OC[C@@H]1[C@@H](O)[C@H](O)[C@@H](O)C(O)O1DLRVVLDZNNYCBX-CQUJWQHSSA-N0.000description1
- 235000019443glyceryl diacetateNutrition0.000description1
- 235000019442glyceryl monoacetateNutrition0.000description1
- 239000001087glyceryl triacetateSubstances0.000description1
- 235000013773glyceryl triacetateNutrition0.000description1
- 238000005469granulationMethods0.000description1
- 230000003179granulationEffects0.000description1
- 238000000227grindingMethods0.000description1
- 235000010417guar gumNutrition0.000description1
- 239000000665guar gumSubstances0.000description1
- 229960002154guar gumDrugs0.000description1
- 239000007902hard capsuleSubstances0.000description1
- 239000007887hard shell capsuleSubstances0.000description1
- 229940037467helicobacter pyloriDrugs0.000description1
- 235000019534high fructose corn syrupNutrition0.000description1
- 239000008123high-intensity sweetenerSubstances0.000description1
- 229940077716histamine h2 receptor antagonists for peptic ulcer and gordDrugs0.000description1
- 239000012456homogeneous solutionSubstances0.000description1
- 239000003906humectantSubstances0.000description1
- 125000004435hydrogen atomChemical group[H]*0.000description1
- 230000007062hydrolysisEffects0.000description1
- 229940050526hydroxyethylstarchDrugs0.000description1
- 229920003132hydroxypropyl methylcellulose phthalatePolymers0.000description1
- 229940031704hydroxypropyl methylcellulose phthalateDrugs0.000description1
- 229920000639hydroxypropylmethylcellulose acetate succinatePolymers0.000description1
- 150000002454idosesChemical class0.000description1
- 238000002513implantationMethods0.000description1
- 229960000905indomethacinDrugs0.000description1
- 229960004187indoprofenDrugs0.000description1
- 230000006698inductionEffects0.000description1
- 239000003112inhibitorSubstances0.000description1
- 238000007641inkjet printingMethods0.000description1
- 230000003993interactionEffects0.000description1
- 235000000396ironNutrition0.000description1
- 229910052742ironInorganic materials0.000description1
- 239000000905isomaltSubstances0.000description1
- 235000010439isomaltNutrition0.000description1
- HPIGCVXMBGOWTF-UHFFFAOYSA-NisomaltolNatural productsCC(=O)C=1OC=CC=1OHPIGCVXMBGOWTF-UHFFFAOYSA-N0.000description1
- 229950002252isoxicamDrugs0.000description1
- YYUAYBYLJSNDCX-UHFFFAOYSA-NisoxicamChemical compoundOC=1C2=CC=CC=C2S(=O)(=O)N(C)C=1C(=O)NC=1C=C(C)ON=1YYUAYBYLJSNDCX-UHFFFAOYSA-N0.000description1
- 239000000832lactitolSubstances0.000description1
- 235000010448lactitolNutrition0.000description1
- VQHSOMBJVWLPSR-JVCRWLNRSA-NlactitolChemical compoundOC[C@H](O)[C@@H](O)[C@@H]([C@H](O)CO)O[C@@H]1O[C@H](CO)[C@H](O)[C@H](O)[C@H]1OVQHSOMBJVWLPSR-JVCRWLNRSA-N0.000description1
- 229960003451lactitolDrugs0.000description1
- MJIHNNLFOKEZEW-UHFFFAOYSA-NlansoprazoleChemical compoundCC1=C(OCC(F)(F)F)C=CN=C1CS(=O)C1=NC2=CC=CC=C2N1MJIHNNLFOKEZEW-UHFFFAOYSA-N0.000description1
- 229960003174lansoprazoleDrugs0.000description1
- 239000010410layerSubstances0.000description1
- 239000008374liqueur flavorSubstances0.000description1
- 239000003589local anesthetic agentSubstances0.000description1
- 229960005015local anestheticsDrugs0.000description1
- 239000000711locust bean gumSubstances0.000description1
- 150000004668long chain fatty acidsChemical class0.000description1
- 229960003088loratadineDrugs0.000description1
- JCCNYMKQOSZNPW-UHFFFAOYSA-NloratadineChemical compoundC1CN(C(=O)OCC)CCC1=C1C2=NC=CC=C2CCC2=CC(Cl)=CC=C21JCCNYMKQOSZNPW-UHFFFAOYSA-N0.000description1
- 239000007937lozengeSubstances0.000description1
- 230000002535lyotropic effectEffects0.000description1
- 238000003754machiningMethods0.000description1
- 239000011777magnesiumSubstances0.000description1
- ZLNQQNXFFQJAID-UHFFFAOYSA-Lmagnesium carbonateChemical compound[Mg+2].[O-]C([O-])=OZLNQQNXFFQJAID-UHFFFAOYSA-L0.000description1
- 239000001095magnesium carbonateSubstances0.000description1
- 229910000021magnesium carbonateInorganic materials0.000description1
- VTHJTEIRLNZDEV-UHFFFAOYSA-Lmagnesium dihydroxideChemical compound[OH-].[OH-].[Mg+2]VTHJTEIRLNZDEV-UHFFFAOYSA-L0.000description1
- 239000000347magnesium hydroxideSubstances0.000description1
- 229910001862magnesium hydroxideInorganic materials0.000description1
- 239000000395magnesium oxideSubstances0.000description1
- CPLXHLVBOLITMK-UHFFFAOYSA-Nmagnesium oxideInorganic materials[Mg]=OCPLXHLVBOLITMK-UHFFFAOYSA-N0.000description1
- AXZKOIWUVFPNLO-UHFFFAOYSA-Nmagnesium;oxygen(2-)Chemical compound[O-2].[Mg+2]AXZKOIWUVFPNLO-UHFFFAOYSA-N0.000description1
- 229960001855mannitolDrugs0.000description1
- 239000013521masticSubstances0.000description1
- 230000005226mechanical processes and functionsEffects0.000description1
- 229960003803meclofenamic acidDrugs0.000description1
- 238000002483medicationMethods0.000description1
- 229960003464mefenamic acidDrugs0.000description1
- HYYBABOKPJLUIN-UHFFFAOYSA-Nmefenamic acidChemical compoundCC1=CC=CC(NC=2C(=CC=CC=2)C(O)=O)=C1CHYYBABOKPJLUIN-UHFFFAOYSA-N0.000description1
- 239000012528membraneSubstances0.000description1
- 239000001525mentha piperita l. herb oilSubstances0.000description1
- 229940041616mentholDrugs0.000description1
- 238000005058metal castingMethods0.000description1
- 125000000956methoxy groupChemical group[H]C([H])([H])O*0.000description1
- OJLOPKGSLYJEMD-URPKTTJQSA-Nmethyl 7-[(1r,2r,3r)-3-hydroxy-2-[(1e)-4-hydroxy-4-methyloct-1-en-1-yl]-5-oxocyclopentyl]heptanoateChemical compoundCCCCC(C)(O)C\C=C\[C@H]1[C@H](O)CC(=O)[C@@H]1CCCCCCC(=O)OCOJLOPKGSLYJEMD-URPKTTJQSA-N0.000description1
- 229960000282metronidazoleDrugs0.000description1
- VAOCPAMSLUNLGC-UHFFFAOYSA-NmetronidazoleChemical compoundCC1=NC=C([N+]([O-])=O)N1CCOVAOCPAMSLUNLGC-UHFFFAOYSA-N0.000description1
- 206010027599migraineDiseases0.000description1
- 229960005249misoprostolDrugs0.000description1
- 239000007932molded tabletSubstances0.000description1
- 201000003152motion sicknessDiseases0.000description1
- 230000000510mucolytic effectEffects0.000description1
- 229940066491mucolyticsDrugs0.000description1
- 229940035363muscle relaxantsDrugs0.000description1
- 239000003158myorelaxant agentSubstances0.000description1
- 239000004081narcotic agentSubstances0.000description1
- 229920001206natural gumPolymers0.000description1
- 239000000025natural resinSubstances0.000description1
- 238000006386neutralization reactionMethods0.000description1
- 229960004872nizatidineDrugs0.000description1
- SGXXNSQHWDMGGP-IZZDOVSWSA-NnizatidineChemical compound[O-][N+](=O)\C=C(/NC)NCCSCC1=CSC(CN(C)C)=N1SGXXNSQHWDMGGP-IZZDOVSWSA-N0.000description1
- 235000013615non-nutritive sweetenerNutrition0.000description1
- 235000015145nougatNutrition0.000description1
- QIQXTHQIDYTFRH-UHFFFAOYSA-Noctadecanoic acidChemical compoundCCCCCCCCCCCCCCCCCC(O)=OQIQXTHQIDYTFRH-UHFFFAOYSA-N0.000description1
- OQCDKBAXFALNLD-UHFFFAOYSA-Noctadecanoic acidNatural productsCCCCCCCC(C)CCCCCCCCC(O)=OOQCDKBAXFALNLD-UHFFFAOYSA-N0.000description1
- 230000009965odorless effectEffects0.000description1
- 239000004006olive oilSubstances0.000description1
- 235000008390olive oilNutrition0.000description1
- 229960000381omeprazoleDrugs0.000description1
- SBQLYHNEIUGQKH-UHFFFAOYSA-NomeprazoleChemical compoundN1=C2[CH]C(OC)=CC=C2N=C1S(=O)CC1=NC=C(C)C(OC)=C1CSBQLYHNEIUGQKH-UHFFFAOYSA-N0.000description1
- 229960005343ondansetronDrugs0.000description1
- 229940127234oral contraceptiveDrugs0.000description1
- 239000003539oral contraceptive agentSubstances0.000description1
- OFPXSFXSNFPTHF-UHFFFAOYSA-NoxaprozinChemical compoundO1C(CCC(=O)O)=NC(C=2C=CC=CC=2)=C1C1=CC=CC=C1OFPXSFXSNFPTHF-UHFFFAOYSA-N0.000description1
- LSQZJLSUYDQPKJ-UHFFFAOYSA-Np-HydroxyampicillinNatural productsO=C1N2C(C(O)=O)C(C)(C)SC2C1NC(=O)C(N)C1=CC=C(O)C=C1LSQZJLSUYDQPKJ-UHFFFAOYSA-N0.000description1
- 229940124583pain medicationDrugs0.000description1
- 229960000292pectinDrugs0.000description1
- 239000008188pelletSubstances0.000description1
- 239000007967peppermint flavorSubstances0.000description1
- 235000019477peppermint oilNutrition0.000description1
- DLNKOYKMWOXYQA-APPZFPTMSA-NphenylpropanolamineChemical compoundC[C@@H](N)[C@H](O)C1=CC=CC=C1DLNKOYKMWOXYQA-APPZFPTMSA-N0.000description1
- 229960000395phenylpropanolamineDrugs0.000description1
- 235000021317phosphateNutrition0.000description1
- 239000010452phosphateSubstances0.000description1
- NBIIXXVUZAFLBC-UHFFFAOYSA-KphosphateChemical compound[O-]P([O-])([O-])=ONBIIXXVUZAFLBC-UHFFFAOYSA-K0.000description1
- 238000013031physical testingMethods0.000description1
- 239000001739pinus spp.Substances0.000description1
- 229960002702piroxicamDrugs0.000description1
- QYSPLQLAKJAUJT-UHFFFAOYSA-NpiroxicamChemical compoundOC=1C2=CC=CC=C2S(=O)(=O)N(C)C=1C(=O)NC1=CC=CC=N1QYSPLQLAKJAUJT-UHFFFAOYSA-N0.000description1
- 229960000851pirprofenDrugs0.000description1
- PIDSZXPFGCURGN-UHFFFAOYSA-NpirprofenChemical compoundClC1=CC(C(C(O)=O)C)=CC=C1N1CC=CC1PIDSZXPFGCURGN-UHFFFAOYSA-N0.000description1
- 229920003229poly(methyl methacrylate)Polymers0.000description1
- 229920000573polyethylenePolymers0.000description1
- 239000004926polymethyl methacrylateSubstances0.000description1
- 229920005862polyolPolymers0.000description1
- 150000003077polyolsChemical class0.000description1
- 235000010482polyoxyethylene sorbitan monooleateNutrition0.000description1
- 239000000244polyoxyethylene sorbitan monooleateSubstances0.000description1
- 229920000136polysorbatePolymers0.000description1
- 229950008882polysorbateDrugs0.000description1
- 229940068968polysorbate 80Drugs0.000description1
- 229920000053polysorbate 80Polymers0.000description1
- 229940100467polyvinyl acetate phthalateDrugs0.000description1
- 229920003124powdered cellulosePolymers0.000description1
- 235000019814powdered celluloseNutrition0.000description1
- 229960003101pranoprofenDrugs0.000description1
- 239000003755preservative agentSubstances0.000description1
- 229940126409proton pump inhibitorDrugs0.000description1
- 239000000612proton pump inhibitorSubstances0.000description1
- KWGRBVOPPLSCSI-WCBMZHEXSA-NpseudoephedrineChemical compoundCN[C@@H](C)[C@@H](O)C1=CC=CC=C1KWGRBVOPPLSCSI-WCBMZHEXSA-N0.000description1
- 229960003908pseudoephedrineDrugs0.000description1
- 235000019423pullulanNutrition0.000description1
- 230000000541pulsatile effectEffects0.000description1
- 238000010926purgeMethods0.000description1
- 230000005855radiationEffects0.000description1
- 150000003267reducing disaccharidesChemical class0.000description1
- 230000000241respiratory effectEffects0.000description1
- 230000002441reversible effectEffects0.000description1
- WBHHMMIMDMUBKC-XLNAKTSKSA-Nricinelaidic acidChemical compoundCCCCCC[C@@H](O)C\C=C\CCCCCCCC(O)=OWBHHMMIMDMUBKC-XLNAKTSKSA-N0.000description1
- 229960003656ricinoleic acidDrugs0.000description1
- FEUQNCSVHBHROZ-UHFFFAOYSA-Nricinoleic acidNatural productsCCCCCCC(O[Si](C)(C)C)CC=CCCCCCCCC(=O)OCFEUQNCSVHBHROZ-UHFFFAOYSA-N0.000description1
- 229960000371rofecoxibDrugs0.000description1
- RZJQGNCSTQAWON-UHFFFAOYSA-NrofecoxibChemical compoundC1=CC(S(=O)(=O)C)=CC=C1C1=C(C=2C=CC=CC=2)C(=O)OC1RZJQGNCSTQAWON-UHFFFAOYSA-N0.000description1
- 235000019204saccharinNutrition0.000description1
- CVHZOJJKTDOEJC-UHFFFAOYSA-NsaccharinChemical compoundC1=CC=C2C(=O)NS(=O)(=O)C2=C1CVHZOJJKTDOEJC-UHFFFAOYSA-N0.000description1
- 229940081974saccharinDrugs0.000description1
- 239000000901saccharin and its Na,K and Ca saltSubstances0.000description1
- 235000002020sageNutrition0.000description1
- 239000001296salvia officinalis l.Substances0.000description1
- 108010048734sclerotinProteins0.000description1
- 229940124513senna glycosideDrugs0.000description1
- 239000008159sesame oilSubstances0.000description1
- 235000011803sesame oilNutrition0.000description1
- 229940083037simethiconeDrugs0.000description1
- 239000002356single layerSubstances0.000description1
- 239000011734sodiumSubstances0.000description1
- 229910052708sodiumInorganic materials0.000description1
- 235000019333sodium laurylsulphateNutrition0.000description1
- 229920003109sodium starch glycolatePolymers0.000description1
- 239000008109sodium starch glycolateSubstances0.000description1
- 229940079832sodium starch glycolateDrugs0.000description1
- 239000007901soft capsuleSubstances0.000description1
- 239000007909solid dosage formSubstances0.000description1
- 238000007711solidificationMethods0.000description1
- 230000008023solidificationEffects0.000description1
- 239000002195soluble materialSubstances0.000description1
- 229960002920sorbitolDrugs0.000description1
- 239000012798spherical particleSubstances0.000description1
- 239000007921spraySubstances0.000description1
- 239000007858starting materialSubstances0.000description1
- 239000008117stearic acidSubstances0.000description1
- 239000008143stimulant laxativeSubstances0.000description1
- 238000007920subcutaneous administrationMethods0.000description1
- 239000000758substrateSubstances0.000description1
- MNQYNQBOVCBZIQ-JQOFMKNESA-AsucralfateChemical compoundO[Al](O)OS(=O)(=O)O[C@@H]1[C@@H](OS(=O)(=O)O[Al](O)O)[C@H](OS(=O)(=O)O[Al](O)O)[C@@H](COS(=O)(=O)O[Al](O)O)O[C@H]1O[C@@]1(COS(=O)(=O)O[Al](O)O)[C@@H](OS(=O)(=O)O[Al](O)O)[C@H](OS(=O)(=O)O[Al](O)O)[C@@H](OS(=O)(=O)O[Al](O)O)O1MNQYNQBOVCBZIQ-JQOFMKNESA-A0.000description1
- 229960004291sucralfateDrugs0.000description1
- 235000019408sucraloseNutrition0.000description1
- BAQAVOSOZGMPRM-QBMZZYIRSA-NsucraloseChemical compoundO[C@@H]1[C@@H](O)[C@@H](Cl)[C@@H](CO)O[C@@H]1O[C@@]1(CCl)[C@@H](O)[C@H](O)[C@@H](CCl)O1BAQAVOSOZGMPRM-QBMZZYIRSA-N0.000description1
- 229950005175sudoxicamDrugs0.000description1
- 238000009495sugar coatingMethods0.000description1
- 229960000894sulindacDrugs0.000description1
- MLKXDPUZXIRXEP-MFOYZWKCSA-NsulindacChemical compoundCC1=C(CC(O)=O)C2=CC(F)=CC=C2\C1=C/C1=CC=C(S(C)=O)C=C1MLKXDPUZXIRXEP-MFOYZWKCSA-N0.000description1
- 239000000829suppositorySubstances0.000description1
- 229960004492suprofenDrugs0.000description1
- 230000002459sustained effectEffects0.000description1
- 238000013268sustained releaseMethods0.000description1
- 239000012730sustained-release formSubstances0.000description1
- 239000003765sweetening agentSubstances0.000description1
- 230000001839systemic circulationEffects0.000description1
- 239000000454talcSubstances0.000description1
- 229910052623talcInorganic materials0.000description1
- 235000012222talcNutrition0.000description1
- 235000010491tara gumNutrition0.000description1
- 239000000213tara gumSubstances0.000description1
- 229960000351terfenadineDrugs0.000description1
- 229960002180tetracyclineDrugs0.000description1
- 229930101283tetracyclineNatural products0.000description1
- 235000019364tetracyclineNutrition0.000description1
- 150000003522tetracyclinesChemical class0.000description1
- 230000004797therapeutic responseEffects0.000description1
- 238000010136thermoset mouldingMethods0.000description1
- 230000008719thickeningEffects0.000description1
- 229960001017tolmetinDrugs0.000description1
- UPSPUYADGBWSHF-UHFFFAOYSA-NtolmetinChemical compoundC1=CC(C)=CC=C1C(=O)C1=CC=C(CC(O)=O)N1CUPSPUYADGBWSHF-UHFFFAOYSA-N0.000description1
- 239000008378tooth mineralizerSubstances0.000description1
- 239000008377tooth whitenerSubstances0.000description1
- 230000000699topical effectEffects0.000description1
- 235000010487tragacanthNutrition0.000description1
- 239000000196tragacanthSubstances0.000description1
- 229940116362tragacanthDrugs0.000description1
- KHPCPRHQVVSZAH-UHFFFAOYSA-Ntrans-cinnamyl beta-D-glucopyranosideNatural productsOC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1KHPCPRHQVVSZAH-UHFFFAOYSA-N0.000description1
- 230000009466transformationEffects0.000description1
- 238000000844transformationMethods0.000description1
- 229960002622triacetinDrugs0.000description1
- QORWJWZARLRLPR-UHFFFAOYSA-Htricalcium bis(phosphate)Chemical compound[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=OQORWJWZARLRLPR-UHFFFAOYSA-H0.000description1
- 229940078499tricalcium phosphateDrugs0.000description1
- 229910000391tricalcium phosphateInorganic materials0.000description1
- 235000019731tricalcium phosphateNutrition0.000description1
- 150000004043trisaccharidesChemical class0.000description1
- 229940036248turpentineDrugs0.000description1
- 239000003981vehicleSubstances0.000description1
- 239000011653vitamin D2Substances0.000description1
- MECHNRXZTMCUDQ-RKHKHRCZSA-Nvitamin D2Chemical compoundC1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)/C=C/[C@H](C)C(C)C)=C\C=C1\C[C@@H](O)CCC1=CMECHNRXZTMCUDQ-RKHKHRCZSA-N0.000description1
- 235000001892vitamin D2Nutrition0.000description1
- 238000005406washingMethods0.000description1
- 238000009736wettingMethods0.000description1
- 239000000080wetting agentSubstances0.000description1
- 235000021119whey proteinNutrition0.000description1
- 239000005019zeinSubstances0.000description1
- 229940093612zeinDrugs0.000description1
Images
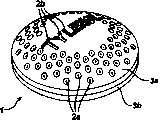

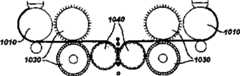







Landscapes
- Medicinal Preparation (AREA)
- Acyclic And Carbocyclic Compounds In Medicinal Compositions (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Abstract
Description
Translated fromChinese相关申请的相互参照Cross-references to related applications
本发明申请是2002年9月28日提交的PCT/US02/31129;2002年9月28日提交的PCT/US02/31117;2002年9月28日提交的PCT/US02/31062;2002年9月28日提交的PCT/US02/31024;和2002年9月28日提交的PCT/US02/31163的PCT的部分继续申请。上述每个PCT申请是2001年9月28日提交的USSN09/966,939;2001年9月28日提交的USSN09/966,509;2001年9月28日提交的USSN 09/967,414;2001年9月28日提交的USSN09/966,497;2001年9月28日提交的USSN09/967,414和(2001年)9月28日提交的USSN09/966,450的部分继续申请,所有上述申请内容纳入本文作为参考。The present application is PCT/US02/31129 filed September 28, 2002; PCT/US02/31117 filed September 28, 2002; PCT/US02/31062 filed September 28, 2002; September 2002 PCT/US02/31024, filed 28 September; and PCT continuation-in-part, PCT/US02/31163, filed 28 September 2002. Each of the above PCT applications is USSN 09/966,939, filed September 28, 2001; USSN 09/966,509, filed September 28, 2001; USSN 09/967,414, filed September 28, 2001; USSN 09/966,497; USSN 09/967,414, filed September 28, 2001, and continuation-in-part of USSN 09/966,450, filed September 28 (2001), all of which are incorporated herein by reference.
技术领域technical field
本发明涉及提供对活性成分即释放的剂型。该剂型包含固体片心与包围片心的壳。该壳有一个或多个开口。The present invention relates to dosage forms providing immediate release of the active ingredient. The dosage form comprises a solid core and a shell surrounding the core. The shell has one or more openings.
技术背景technical background
已知某些含孔隙或浮凸的剂型。例如,本领域已知的用于施用药学活性成分的“渗透泵”剂型。它们通常包含围绕着含有药物的储存处的半渗透性壁。该壁对外来液体的经过是可渗透的,对药物的经过是不渗透的,并有穿过半渗透性壁的通道用于从渗透系统传递药物。例如,美国专利No.4,576,604公开了包含药物区室的渗透装置,该区室被具有通道的壁(包衣)所包围。该壁可包含药物的即释剂量,内药物区室可包含药物的缓释剂量。Certain dosage forms containing voids or reliefs are known. For example, "osmotic pump" dosage forms are known in the art for administering pharmaceutically active ingredients. They usually contain a semi-permeable wall surrounding a drug-containing reservoir. The wall is permeable to the passage of foreign liquids and impermeable to the passage of drugs, with channels through the semi-permeable walls for drug delivery from the osmotic system. For example, US Patent No. 4,576,604 discloses an osmotic device comprising a drug compartment surrounded by a wall (coating) with channels. The wall may contain an immediate release dose of drug and the inner drug compartment may contain a sustained release dose of drug.
美国专利No.4,449,983公开了另一个渗透装置,该装置包含两个从装置分开释放的两种分别安置的药物。该装置包含两个区室,每种药物一个,被隔离物隔开。每个区室有与装置外部连通的孔。US Patent No. 4,449,983 discloses another osmotic device containing two separately disposed drugs that are released separately from the device. The device contains two compartments, one for each drug, separated by a separator. Each compartment has an aperture communicating with the exterior of the device.
美国专利No.3,823,816公开了一种水溶性的包装,其形式为充填粉剂、颗粒等等的硬壳胶囊。该胶囊是有孔的,孔被水溶性屏障薄膜所覆盖。该薄膜比胶囊更水溶性,所以当包装接触水时,该薄膜比胶囊先溶解,通过孔来暴露内容物来溶解和/或释放,而胶囊是完整的。US Patent No. 3,823,816 discloses a water soluble package in the form of a hard shell capsule filled with powder, granules, and the like. The capsules are porous and the pores are covered by a water soluble barrier film. The film is more water soluble than the capsule, so when the package is exposed to water, the film dissolves before the capsule, exposing the contents through the holes for dissolution and/or release, while the capsule is intact.
美国专利No.5,256,444涉及在表面含有一个或多个限制区域的凹雕的剂型。该剂型是用乳胶聚合物喷雾包涂的。当置于使用环境中时,在限制区域内的乳胶包衣可再生性地排出,使包衣被的片心片剂具有预定的孔,该孔使片心表面的分离部分暴露在使用环境中。US Patent No. 5,256,444 relates to an intaglio dosage form containing one or more restricted areas on the surface. The dosage form is spray coated with a latex polymer. When placed in the use environment, the latex coating in the restricted area reproducibly drains, leaving the coated core tablet with a predetermined aperture that exposes a detached portion of the core surface to the use environment .
制备明胶包衣的剂型的一种已知方法是通过包衣过程进行的,其中由明胶质材料制成的两个分离薄膜通过一对旋转模子施加到片剂的对边,如美国专利No.5,146,730和5,459,983所披露。如美国专利No.5,146,730和5,459,983所公开的通过包衣方法制备用于生产gelcaps和geltabs的薄膜制剂通常包含基于水的明胶制品,该制品有约45%明胶和约9%增塑剂(甘油和/或山梨醇)(按重量计)。甘油和山梨醇可作为增塑剂单独使用或相互联合使用。此外,其他糖和多羟基化合物可用作添加剂和增塑剂。如果防折射的明胶包衣药物片剂是需要的终产品,则增塑剂与明胶在明胶制剂中的比率应在约1∶5的范围。A known method of preparing gelatin-coated dosage forms is by a coating process in which two separate films of gelatinous material are applied to opposite sides of the tablet by means of a pair of rotating dies, as described in U.S. Patent No. .5,146,730 and 5,459,983 disclosed. Film formulations prepared by coating methods for the production of gelcaps and geltabs as disclosed in U.S. Pat. or sorbitol) (by weight). Glycerin and sorbitol can be used alone or in combination with each other as plasticizers. In addition, other sugars and polyols can be used as additives and plasticizers. If anti-refractive gelatin-coated pharmaceutical tablets are the desired end product, the ratio of plasticizer to gelatin in the gelatin formulation should be in the range of about 1:5.
另一种在片心(或基质)上形成壳(或包衣)的常规方法是WO 01/57144公开的使用静电沉积形成包衣的原理。较佳的是,片心或壳中至少一个掺入一种或多种“电荷控制剂”,如金属水杨酸盐,例如水杨酸锌、水杨酸镁和水杨酸钙;季胺盐、苯扎氯铵、氯化苄乙氧铵、溴化三甲基十四烷基铵(十六烷基溴化铵);和环糊精及其加合物,它们的量占壳重量的约1%到约10%。Another conventional method of forming a shell (or coating) on a tablet core (or matrix) is the principle disclosed in WO 01/57144 using electrostatic deposition to form a coating. Preferably, at least one of the core or the shell incorporates one or more "charge control agents" such as metal salicylates such as zinc salicylate, magnesium salicylate and calcium salicylate; quaternary ammonium Salt, benzalkonium chloride, benzethonium chloride, trimethyltetradecylammonium bromide (cetylammonium bromide); and cyclodextrin and its adducts, in amounts by weight of the shell of about 1% to about 10%.
现在申请人发现一种可以由固体片心与围绕片心的壳制成的即释放剂型,其中片心的密度至少约0.9g/cc。该壳包含一个或多个开口并容易溶解于胃肠液中。该壳通过包衣方法施加到片心较佳。Applicants have now discovered an immediate release dosage form which can be formed from a solid core with a shell surrounding the core, wherein the core has a density of at least about 0.9 g/cc. The shell contains one or more openings and is readily soluble in gastrointestinal fluids. The shell is preferably applied to the core by a coating process.
发明概要Summary of the invention
本发明提供了包含至少一种活性成分的剂型,其中包含片心和与围绕片心的壳,其中片心的密度至少约0.9g/cc,壳包含一个或多个开口,壳容易溶解于胃肠液中,在接触具有液体介质的剂型时剂型提供即释的至少一种活性成分。The present invention provides dosage forms comprising at least one active ingredient, comprising a core and a shell surrounding the core, wherein the core has a density of at least about 0.9 g/cc, the shell comprises one or more openings, and the shell readily dissolves in the stomach In intestinal fluid, the dosage form provides immediate release of at least one active ingredient upon contacting the dosage form with a liquid medium.
本发明还提供一种包含有外表面的片心与有外表面和内表面的壳的剂型,其中至少一部分壳包绕片心使得壳的内表面大体一致地驻留于片心的外表面上,至少一部分壳包含一个或多个开口,一个或多个开口的直径或宽度约200微米到约2000微米,至少一部分壳容易溶解于胃肠液中,壳平均厚度的范围约100微米到约400微米,壳包含至少约50%的可结晶糖,该剂型基本没有电荷控制剂,在接触具有液体介质的剂型时剂型提供即释的至少一种活性成分。The present invention also provides a dosage form comprising a core having an outer surface and a shell having an outer surface and an inner surface, wherein at least a portion of the shell surrounds the core such that the inner surface of the shell resides substantially uniformly on the outer surface of the core , at least a portion of the shell comprises one or more openings, the diameter or width of the one or more openings is from about 200 microns to about 2000 microns, at least a portion of the shell is readily soluble in gastrointestinal fluids, and the average shell thickness ranges from about 100 microns to about 400 Micron, the shell comprises at least about 50% crystallizable sugar, the dosage form is substantially free of a charge control agent, and the dosage form provides immediate release of at least one active ingredient upon contacting the dosage form with a liquid medium.
附图的简要说明Brief description of the drawings
图1-5显示按照本发明的剂型。Figures 1-5 show dosage forms according to the invention.
图6显示按照本发明的各种开口。Figure 6 shows various openings according to the invention.
图7显示使用包衣方法生产本发明的剂型的方法。Figure 7 shows a method of producing a dosage form of the invention using a coating method.
图8显示使用包衣方法生产本发明的剂型的另一种方法。Figure 8 shows another method of producing the dosage form of the invention using the coating method.
图9显示使用包衣方法生产本发明的剂型的进一步的方法。Figure 9 shows a further method of producing a dosage form of the invention using a coating method.
图10显示使用包衣方法用含有开口的胶囊生产本发明的剂型的方法。Figure 10 shows a method of producing a dosage form of the invention with a capsule containing an opening using a coating process.
图11显示使用浸渍方法生产本发明的剂型的方法。Figure 11 shows a method of producing a dosage form of the invention using the impregnation method.
图12显示使用浸渍方法生产本发明的剂型的另一种方法。Figure 12 shows another method of producing the dosage form of the invention using the impregnation method.
图13显示使用转换方法生产本发明的剂型的方法。Figure 13 shows a method of producing a dosage form of the invention using the conversion method.
图14显示使用碾磨装置制备本发明剂型壳上开口的方法。Figure 14 shows a method of making openings in the shells of the dosage forms of the present invention using a milling apparatus.
图15显示使用热针制备本发明剂型壳上开口的方法。Figure 15 shows the method of making openings in the shell of the dosage form of the present invention using a hot needle.
图16显示使用冲压装置制备本发明剂型壳上开口的方法。Figure 16 shows a method of making openings in the dosage form shells of the present invention using a punching device.
发明的详述Detailed Description of the Invention
本文使用的术语“剂型”可用于设计来包含具体预定量(剂量)的某些成分,如下文定义的活性成分传递的任何固体、半固体、或液体组合物。合适的剂型可以是药学上的药物传递系统,包括口服施用、含服施用、直肠施用、局部或粘膜传递,或皮下植入,或其他植入药物传递系统;或是用于传递矿物质、维生素和其他营养品、口腔护理制剂、食用香料等等的组合物。本发明的剂型被认为是固体较佳,但是它们可以包含液体或半固体组分。在一特别较佳实施方案中,该剂型是传递药物活性成分到人胃肠道中的口服系统。The term "dosage form" as used herein may be used for any solid, semi-solid, or liquid composition designed to contain specific predetermined amounts (doses) of certain ingredients, such as the delivery of active ingredients as defined below. Suitable dosage forms may be pharmaceutical drug delivery systems, including oral administration, buccal administration, rectal administration, topical or mucosal delivery, or subcutaneous implantation, or other implanted drug delivery systems; or for delivery of minerals, vitamins Compositions with other nutritional products, oral care preparations, food flavors, etc. The dosage forms of the present invention are considered to be solid, but they may contain liquid or semi-solid components. In a particularly preferred embodiment, the dosage form is an oral system for delivery of pharmaceutically active ingredients into the human gastrointestinal tract.
用于本发明的合适的活性成分包括如药物、矿物质、维生素或其他营养品质、口腔护理制剂、食用香料和它们的混合物。合适的药物包括镇痛药、消炎药、抗关节炎药、麻醉药、抗组胺药、镇咳药、抗生素、抗感染药、抗病毒药、抗凝剂、抗抑郁药、抗糖尿病药、镇吐药、抗气胀药、抗真菌药、解痉药、食欲抑制剂、支气管扩张药、心血管制剂、中枢神经系统制剂、中枢神经系统兴奋剂、减轻充血剂、口服避孕药、利尿药、祛痰药、胃肠道制剂、偏头痛制剂、晕动病产品、粘液溶解药、肌肉松弛剂、骨质疏松症制剂、聚二甲基硅氧烷、呼吸制剂、助睡制剂、尿道制剂和它们的混合物。Suitable active ingredients for use in the present invention include, for example, pharmaceuticals, minerals, vitamins or other nutritional qualities, oral care formulations, flavorants and mixtures thereof. Suitable medications include analgesics, anti-inflammatories, anti-arthritics, narcotics, antihistamines, antitussives, antibiotics, anti-infectives, antivirals, anticoagulants, antidepressants, antidiabetics, Antiemetic, antiflatulent, antifungal, antispasmodic, appetite suppressant, bronchodilator, cardiovascular agent, central nervous system agent, central nervous system stimulant, decongestant, oral contraceptive, diuretic , Expectorants, Gastrointestinal Agents, Migraine Agents, Motion Sickness Products, Mucolytics, Muscle Relaxants, Osteoporosis Agents, Dimethicone, Respiratory Agents, Sleep Aid Agents, Urethral Agents and their mixtures.
合适的口腔护理制剂包括呼吸清新剂、牙齿增白剂、抗微生物剂、牙齿矿化剂、龋齿抑制剂、局部麻醉剂、粘膜保护剂等等。Suitable oral care formulations include breath fresheners, tooth whiteners, antimicrobials, tooth mineralizers, caries inhibitors, local anesthetics, mucosal protectants, and the like.
合适的食用香料包括薄荷醇、薄荷油、薄荷香料、水果香料、巧克力、香草、泡泡糖香料、咖啡香料、利口酒香料和组合物等等。Suitable flavorants include menthol, peppermint oil, peppermint flavors, fruit flavors, chocolate, vanilla, bubble gum flavors, coffee flavors, liqueur flavors and combinations, and the like.
合适的胃肠道制剂的例子包括抗酸药如碳酸钙、氢氧化镁、氧化镁、碳酸镁、氢氧化铝、碳酸氢钠、二羟铝碳酸钠;刺激性轻泻药如吡沙可啶、波希鼠李皮、二氢蒽醌、番泻叶、酚酞、芦荟、蓖麻油、蓖麻油酸和脱氧胆酸及它们的混合物;H2受体拮抗剂如法莫替丁、雷尼替丁、西米替丁、尼扎替丁;质子泵抑制剂如奥美拉唑或兰索拉唑;胃肠道细胞保护剂如硫糖铝和米索前列醇;胃肠道促动药如普卡比利,针对幽门螺杆菌的抗生素如克拉霉素、阿莫西林、四环素和甲硝唑;止泻药如地芬诺酯和洛哌丁胺;糖吡咯;镇吐药如昂丹司琼;镇痛药如美沙拉明。Examples of suitable gastrointestinal preparations include antacids such as calcium carbonate, magnesium hydroxide, magnesium oxide, magnesium carbonate, aluminum hydroxide, sodium bicarbonate, sodium dihydroxyaluminate; stimulant laxatives such as Pisacodyl, Buckthorn buckthorn, dihydroanthraquinone, senna, phenolphthalein, aloe vera, castor oil, ricinoleic acid, and deoxycholic acid, and mixtures thereof; H2 receptor antagonists such as famotidine, ranitidine, Cimetidine, nizatidine; proton pump inhibitors such as omeprazole or lansoprazole; gastrointestinal cytoprotectants such as sucralfate and misoprostol; gastrointestinal motility agents such as pruca Billy, antibiotics against Helicobacter pylori such as clarithromycin, amoxicillin, tetracycline, and metronidazole; antidiarrheals such as diphenoxylate and loperamide; glycopyrrole; antiemetics such as ondansetron; Pain medication such as mesalamine.
在本发明的一个实施方案中,活性成分可选自吡沙可啶、法莫替丁、雷尼替丁、西米替丁、普卡比利、地芬诺酯、洛哌丁胺、乳糖酶、美沙拉明、铋、抗酸药和药学上可接受的盐、酯、异构体和它们的混合物。In one embodiment of the invention, the active ingredient may be selected from the group consisting of pissacodyl, famotidine, ranitidine, cimetidine, prucapril, diphenoxylate, loperamide, lactose Enzymes, mesalamine, bismuth, antacids and pharmaceutically acceptable salts, esters, isomers and mixtures thereof.
在另一个实施方案中,活性成分可选自镇痛药、消炎剂和解热药,如非甾体类消炎药(NSAIDs),包括丙酸衍生物,如布洛芬、萘普生、酮洛芬等等;醋酸衍生物,如吲哚美辛、双氯芬酸、舒林酸、托美汀等等;芬那酸衍生物,如甲芬那酸,甲氯灭酸、氟芬那酸等等;联苯基羧酸衍生物,如二氟尼柳,氟苯柳,等等;和昔康类制剂,如吡罗昔康,舒多昔康,伊索昔康,美洛昔康等等。在一个较佳实施方案中,活性成分可选自丙酸衍生物NSAID,如布洛芬、萘普生、氟比洛芬、芬布芬、非诺洛芬、吲哚洛芬、酮洛芬、氟洛芬、吡洛芬、卡洛芬、奥沙普嗪、普拉洛芬、舒洛芬和药学上可接受的盐、衍生物和它们的组合物。在本发明的一个较佳实施方案中,活性成分可选自对乙酰氨基酚、乙酰水杨酸、布洛芬、萘普生、酮洛芬、氟比洛芬、双氯芬酸、环苯扎林、美洛昔康、罗非昔布、塞来昔布和药学中可接受的盐、酯、异构体和它们的混合物。In another embodiment, the active ingredient may be selected from analgesics, anti-inflammatory and antipyretic drugs, such as non-steroidal anti-inflammatory drugs (NSAIDs), including propionic acid derivatives, such as ibuprofen, naproxen, ketoproxen Fen, etc.; acetic acid derivatives, such as indomethacin, diclofenac, sulindac, tolmetin, etc.; fenamic acid derivatives, such as mefenamic acid, meclofenamic acid, flufenamic acid, etc.; Biphenylcarboxylic acid derivatives, such as diflunisal, flufensal, etc.; and oxicam preparations, such as piroxicam, sudoxicam, isoxicam, meloxicam, etc. In a preferred embodiment, the active ingredient may be selected from propionic acid derivative NSAIDs such as ibuprofen, naproxen, flurbiprofen, fenbufen, fenoprofen, indoprofen, ketoprofen , fluprofen, pirprofen, carprofen, oxaprozine, pranoprofen, suprofen and pharmaceutically acceptable salts, derivatives and their compositions. In a preferred embodiment of the present invention, the active ingredient may be selected from acetaminophen, acetylsalicylic acid, ibuprofen, naproxen, ketoprofen, flurbiprofen, diclofenac, cyclobenzaprine, Meloxicam, rofecoxib, celecoxib and pharmaceutically acceptable salts, esters, isomers and mixtures thereof.
在本发明的另一个实施方案中,活性成分可选自假麻黄碱、去甲麻黄碱、氯苯那敏、右美沙芬、苯海拉明、艾司咪唑、特非那定、弗克芬德、氯雷他定、地氯雷他定、西替利嗪、它们的混合物和药学上可接受的盐、酯、异构体和它们的混合物。In another embodiment of the present invention, the active ingredient may be selected from the group consisting of pseudoephedrine, norephedrine, chlorpheniramine, dextromethorphan, diphenhydramine, estemizole, terfenadine, forcofen De, loratadine, desloratadine, cetirizine, their mixtures and pharmaceutically acceptable salts, esters, isomers and their mixtures.
合适的聚二甲基硅氧烷的例子,包括但不限于二甲聚硅氧烷和二甲基硅油,由美国专利4,906,478;5,275,822;和6,103,260公开,每个文件的内容纳入本文作为参考。本文中使用的术语“二甲基硅油”指的是聚二甲基硅氧烷的大类,包括但不限于二甲基硅油和二甲聚硅氧烷。Examples of suitable polydimethylsiloxanes, including but not limited to dimethicone and dimethicone, are disclosed in US Patents 4,906,478; 5,275,822; and 6,103,260, the contents of each of which are incorporated herein by reference. As used herein, the term "simethicone" refers to the broad class of polydimethylsiloxanes including, but not limited to, dimethicone and dimethicone.
有效治疗量的剂型中存在一种或几种活性成分,该量口服时产生所需的治疗反应,且能被本领域熟练技术人员易确定。如本领域所知,为确定该量,必须考虑施用的特定活性成分,该活性成分的生物利用度特征,剂量方案,病人的年龄和体重和其他因素。通常,剂型包含组合物的至少约1%重量百分比的一种或多种活性成分,包含组合物的至少约5%重量百分比较佳,例如包含组合物的至少25%重量百分比。在一个较佳实施方案中,片心包含总共至少约50%重量百分比,如至少约70%重量百分比,即至少约80%重量百分比(基于片心的重量)的一种或多种活性成分。The active ingredient(s) are present in a dosage form in a therapeutically effective amount which, when administered orally, produces the desired therapeutic response and can be readily determined by one skilled in the art. To determine this amount, the particular active ingredient being administered, the bioavailability profile of the active ingredient, the dosage regimen, the age and weight of the patient and other factors must be considered, as is known in the art. Generally, dosage forms comprise at least about 1% by weight of the composition of one or more active ingredients, preferably at least about 5% by weight of the composition, for example at least 25% by weight of the composition. In a preferred embodiment, the core contains a total of at least about 50% by weight, such as at least about 70% by weight, ie at least about 80% by weight (based on the weight of the core) of one or more active ingredients.
该剂型中的一种或多种活性成分可以是任何形式。例如,活性成分可以在分子水平分散,如融化或溶解,在剂型内,或可以微粒的形式,该微粒也可包衣或不包衣。如果活性成分经微粒形式,微粒(包衣或不包衣)的平均粒度通常约1-2000微米。在一个较佳实施方案中,该微粒是平均粒度约1-300微米的晶体。在另一个较佳实施方案中,该微粒是平均粒度约50-2000微米的颗粒和小丸,约50-1000微米较佳,约100-800微米更佳。The one or more active ingredients in the dosage form may be in any form. For example, the active ingredient may be molecularly dispersed, eg melted or dissolved, within the dosage form, or may be in the form of microparticles, which may or may not be coated. If the active ingredient is in microparticle form, the microparticles (coated or uncoated) will generally have an average particle size of about 1-2000 microns. In a preferred embodiment, the microparticles are crystalline with an average particle size of about 1-300 microns. In another preferred embodiment, the microparticles are granules and pellets having an average particle size of about 50-2000 microns, preferably about 50-1000 microns, more preferably about 100-800 microns.
片心可以是任何固体形式。片心可通过任何合适的方法制备,包括例如压制或模塑。本文中使用的“片心”是指一种物质至少部分地被其他物质包封或围绕。该片心是自身包含单一物质,如片剂或胶囊较佳。通常片心包含固体,例如,片心可以是压制或模塑的片剂、硬或软胶囊、栓剂,或糖膏剂形式如锭剂、牛轧糖、焦糖、方旦糖或脂肪为基础的组合物。在某些其他实施方案中,片心或片心的一部分可以是完成的剂型中的半固体或液体形式。例如,片心可以包含液体充填的胶囊,或半固体方旦糖物质。在片心包含可流动成分,如许多颗粒或微粒或液体的实施方案中,片心另外包含包封成分,如胶囊壳或包衣用于容纳流动物质较佳。在片心包含包封成分的某些特定实施方案中,本发明的壳或壳的一部分与片心的包封成分直接接触,片心的包封成分把壳与片心的可流动成分分开。The cores can be in any solid form. Tablet cores may be prepared by any suitable method including, for example, compression or moulding. As used herein, a "core" refers to a substance that is at least partially encapsulated or surrounded by other substances. The core is preferably a single substance itself, such as a tablet or capsule. Usually the core comprises a solid, for example, the core may be in the form of a compressed or molded tablet, a hard or soft capsule, a suppository, or a massecuite such as a lozenge, nougat, caramel, fondant, or fat-based combination. In certain other embodiments, a core or a portion of a core may be in semi-solid or liquid form in the finished dosage form. For example, a tablet core may comprise a liquid-filled capsule, or a semi-solid fondant mass. In embodiments where the core comprises a flowable component, such as a plurality of granules or particles or a liquid, the core additionally comprises an encapsulating component, such as a capsule shell or coating for containing the flowable material, preferably. In certain specific embodiments where the core comprises an encapsulating component, the shell or part of the shell of the present invention is in direct contact with the encapsulating component of the core, which separates the shell from the flowable component of the core.
在一个实施方案中,片心是压制的片剂,其硬度约2到约30kp/cm2,如约6约到25kp/cm2。术语“硬度”是本领域中用来描述片心或包衣固体剂型用常规物学硬度检测设备,如Schleuniger硬度测试仪测定的直径破坏强度。为了比较不同大小片剂的值,破坏强度对破坏区域必须标准化。该标准化的值以kp/cm2表示,有时候在本领域被称为片剂抗张强度。片剂硬度测试的一般讨论可见Leiberman等,《药物剖型一片剂》(Pharmaceutical Dosage Forms-Tablets),第2卷,第2版.,Marcel Dekker Inc.,1990,213-217,327-329页。In one embodiment, the core is a compressed tablet having a hardness of about 2 to about 30 kp/cm2 , such as about 6 to about 25 kp/cm2 . The term "hardness" is used in the art to describe the diameter breaking strength of a tablet core or a coated solid dosage form measured with conventional physical hardness testing equipment, such as a Schleuniger hardness tester. In order to compare values for tablets of different sizes, the failure intensity must be normalized to the failure area. This normalized value, expressed in kp/cm2 , is sometimes referred to in the art as tablet tensile strength. A general discussion of tablet hardness testing can be found in Leiberman et al., Pharmaceutical Dosage Forms-Tablets, Vol. 2, 2nd Ed., Marcel Dekker Inc., 1990, 213-217, 327-329 Page.
片心可以有各种不同形状中的一种。例如,片心的形状可以是多面体,如立方体、角锥体、棱柱体等等;或可以有非平面的空间外形的几何形状,如圆锥体、截圆锥体、圆柱体、球体、圆枕体等等。在某些实施方案中,片心有一个或多个主要面。例如,在片心是压制的片剂的实施方案中,片心表面通常有两个相对的主要面,它们是压制机中上下冲床面接触形成的。在该实施方案中,片心表面通常还包含位于两个主要面之间的“腹带”,它是与压制机中的模子壁接触形成的。片心还可包含多层片剂。The core can have one of a variety of different shapes. For example, the shape of the core can be a polyhedron, such as a cube, a pyramid, a prism, etc.; or it can have a geometric shape with a non-planar spatial shape, such as a cone, a truncated cone, a cylinder, a sphere, a circular pillow etc. In certain embodiments, the core has one or more major faces. For example, in embodiments where the core is a compressed tablet, the surface of the core will generally have two opposing major faces which are formed by face contact of upper and lower punches in the press. In this embodiment, the core surface also typically includes a "belly band" between the two major faces, which is formed in contact with the mold wall in the press. Tablet cores may also comprise multilayer tablets.
可采用的示范性片心形状包括由“Elizabeth公司片剂设计培训手册”(TheElizabeth Companies Tablet Design Training Manual)(Elizabeth Carbide Die Co.,Inc..)第7页(McKeesport,Pa.)(本文引用作为参考)描述的压制工具形状制成的片剂形状,具体如下(片剂形状与压制工具的形状正好相反):Exemplary tablet core shapes that may be used include those described in "The Elizabeth Companies Tablet Design Training Manual" (The Elizabeth Companies Tablet Design Training Manual) (Elizabeth Carbide Die Co., Inc.) page 7 (McKeesport, Pa.) (cited herein). As a reference) the shape of the tablet made by the shape of the pressing tool described, specifically as follows (the shape of the tablet is just opposite to the shape of the pressing tool):
1.浅凹面1. Shallow concave
2.标准凹面2. Standard concave
3.深凹面3. Deep concave surface
4.特深凹面4. Extra deep concave
5.修饰球凹面5. Modify the concave surface of the ball
6.标准凹面平分6. Standard concave bisection
7.标准凹面双平分7. Standard concave double bisect
8.标准凹面欧洲平分8. Standard concave Euro bisect
9.标准凹面部分平分9. Standard concave part bisected
10.双弧形10. Double arc
11.斜面和凹面11. Inclined and concave surfaces
12.平面12. Plane
13.平面对斜边(F.F.B.E.)13. Flat to hypotenuse (F.F.B.E.)
14.F.F.B.E.平分14. F.F.B.E. bisect
15.F.F.B.E.双平分15. F.F.B.E. Double Deuce
16.环形16. Ring
17.浅凹17. Dimple
18.椭圆18. Ellipse
19.卵形19. Oval
20.囊状20. Cystic
21.长方形21. Rectangle
22.正方形22. Square
23.三角形23. Triangle
24.六边形24. Hexagon
25.五边形25. Pentagon
26.八边形26. Octagon
27.菱形27. Rhombus
28.箭头形28. Arrow shape
29.弹头形29. Slug shape
30.浅凹面30. Shallow concave
31.标准凹面31. Standard concave
32.深凹面32. Deep concave
33.特深凹面33. Extra deep concave
34.修饰球凹面34. Retouch the concave surface of the ball
35.标准凹面平分35. Standard concave bisector
36.标准凹面双平分36. Standard concave double bisect
37.标准凹面欧洲平分37. Standard concave Euro bisect
38.标准凹面部分平分38. Standard concave part bisected
39.双弧形39. Double arc
40.斜面和凹面40. Inclined and concave surfaces
41.平面41. Plane
42.平面对斜边(F.F.B.E.)42. Flat to Hypotenuse (F.F.B.E.)
43.F.F.B.E.平分43. F.F.B.E. bisect
44.F.F.B.E.双平分44. F.F.B.E. Double Deuce
45.环形45. Ring
46.浅凹46. Dimple
47.椭圆47. Ellipse
48.卵形48. Oval
49.囊状49. Cystic
50.长方形50. Rectangle
51.正方形51. Square
52.三角形52. Triangle
53.六边形53. Hexagon
54.五边形54. Pentagon
55.八边形55. Octagon
56.菱形56. Rhombus
57.箭头形57. Arrow shape
58.弹头形58. Slug shape
59.筒形59. Cylindrical
60.半月形60. Half Moon
61.盾形61. Shield shape
62.心形62. Heart shape
63.杏仁形63. Almond shaped
64.家用盘形64. Household dish
65.平行四边形65. Parallelogram
66.梯形66. Trapezoid
67.图8/杠铃形67. Diagram 8/Barbell
68.蝶形领结形68. Bow Tie Shape
69.不等边三角形69. Scale triangle
片心通常包含活性成分和多种赋形剂,取决于它的制备方法。A tablet core usually contains the active ingredient and various excipients, depending on how it is prepared.
在片心通过压制方法制备的实施方案中,合适的赋形剂包括本领域已知的填充剂、粘合剂、崩解剂、润滑剂、助流剂等等。在片心通过压制方法制备和对其包含的活性成分另外给予改进释放的实施方案中,该片心进一步包含改进释放的可压缩赋形剂较佳。In embodiments where tablet cores are prepared by compression methods, suitable excipients include fillers, binders, disintegrants, lubricants, glidants and the like known in the art. In the embodiment where the tablet core is prepared by compression and additionally imparts modified release to the active ingredient it contains, the tablet core further comprises preferably a release modifying compressible excipient.
用于通过压制方法制备片心的合适的填充剂包括水溶压缩性碳水化合物如糖,包括葡萄糖、蔗糖、麦芽糖和乳糖;糖醇类,包括甘露醇、山梨醇、麦芽糖醇、木糖醇;淀粉水解物,包括糊精和麦芽糖糊精等等;水不溶塑性变形物质,如微晶纤维素或其他纤维素衍生物;水不溶性脆性破裂物质,如磷酸二钙、磷酸三钙等等及它们的混合物。Suitable fillers for preparing tablet cores by the compression method include water-soluble compressible carbohydrates such as sugars, including glucose, sucrose, maltose, and lactose; sugar alcohols, including mannitol, sorbitol, maltitol, xylitol; starches Hydrolyzate, including dextrin and maltodextrin, etc.; water-insoluble plastic deformation substances, such as microcrystalline cellulose or other cellulose derivatives; water-insoluble brittle fracture substances, such as dicalcium phosphate, tricalcium phosphate, etc. and their mixture.
通过压制方法制备片心的合适的粘合剂包括干粘合剂如聚乙烯吡咯烷酮、羟丙甲基纤维素等等;湿粘合剂如水溶聚合物,包括水性性胶体如金合欢胶、藻酸盐、琼脂、瓜尔胶、角豆胶、角叉菜胶、羧甲基纤维素、他拉胶、阿拉伯胶、黄芪胶、果胶、黄原胶、吉兰胶、明胶、麦芽糖糊精、半乳甘露聚糖、石耳素、昆布多糖、小片心菌葡聚糖、菊粉、whelan、rhamsan、zooglan、methylan、壳多糖、环糊精、脱乙酰壳多糖、聚乙烯吡咯烷酮、纤维素、蔗糖、淀粉等等;和衍生物及它们的混合物。Suitable binders for preparing tablet cores by the compression method include dry binders such as polyvinylpyrrolidone, hydroxypropylmethylcellulose, etc.; wet binders such as water-soluble polymers, including hydrocolloids such as acacia gum, algae Agarate, Agar, Guar Gum, Carob Gum, Carrageenan, Carboxymethyl Cellulose, Tara Gum, Gum Arabic, Tragacanth Gum, Pectin, Xanthan Gum, Gellan Gum, Gelatin, Maltodextrin , galactomannan, clam, laminarin, mycoglucan, inulin, whelan, rhamsan, zooglan, methylan, chitin, cyclodextrin, chitosan, polyvinylpyrrolidone, cellulose , sucrose, starch, etc.; and derivatives and mixtures thereof.
通过压制方法制备片心的合适的崩解剂包括淀粉羟乙酸钠、交联聚乙烯吡咯烷酮、交联羧甲基纤维素、淀粉、微晶纤维素等等。Suitable disintegrants for preparing tablet cores by the compression method include sodium starch glycolate, cross-linked polyvinylpyrrolidone, cross-linked carboxymethylcellulose, starch, microcrystalline cellulose, and the like.
用于通过压制方法制备片心的合适的润滑剂包括长链脂肪酸和它们的盐,如硬脂酸镁和硬脂酸、滑石、甘油酯和蜡。Suitable lubricants for preparing tablet cores by the compression method include long-chain fatty acids and their salts, such as magnesium stearate and stearic acid, talc, glycerides and waxes.
用于通过压制方法制备片心的合适的助流剂包括胶体二氧化硅等等。Suitable glidants for preparing tablet cores by compression include colloidal silicon dioxide and the like.
在某个实施方案中,该片心或片心的一部分可任选地包含本领域已知的释放改进赋形剂,如共同转让的,待定的美国专利申请No.___________[MCP 321]所公开的内容,该公开内容参考结合于此。通过压制方法制备片心的合适的释放改进可压制赋形剂包括可膨胀易蚀亲水物质、不溶性可食用物质、pH依赖聚合物等等。In a certain embodiment, the core or a portion of the core may optionally contain release-modifying excipients known in the art, as disclosed in commonly assigned, co-pending U.S. Patent Application No. ___________ [MCP 321] content, the disclosure is incorporated herein by reference. Suitable release-modifying excipients for preparing tablet cores by compression methods include swellable erodible hydrophilic substances, insoluble edible substances, pH dependent polymers, and the like.
通过压制方法制备片心的合适的药学上可接受的辅助剂,包括,防腐剂、高强度甜味剂如阿斯巴甜、乙酰舒泛钾、三氯半乳蔗糖和糖精;矫味剂,着色剂、抗氧化剂,表面活性剂、湿润剂等等和它们的混合物。Suitable pharmaceutically acceptable auxiliaries for the preparation of tablet cores by the compression method include, preservatives, high-intensity sweeteners such as aspartame, acesulfame potassium, sucralose and saccharin; flavoring agents, Colorants, antioxidants, surfactants, wetting agents, etc. and mixtures thereof.
在通过压制方法制备一个或多个片心的实施方案中,可使用本领域已知的干混合(即直接压制),或湿法制粒。在干混合(即直接压制)方法中,一种或多种活性成分与赋形剂一起,在合适的搅拌机中混合,随后直接转移到压制机中压制成片剂。在湿法制粒中,一种或多种活性成分,合适的赋形剂,和湿粘合剂(如水煮淀粉糊,或聚乙烯吡咯烷酮溶液)的溶液或分散液被混合并成粒。可选择的是在赋形剂中可包括干粘合剂,并且混合物可与水或其他合适的溶剂成粒。用于湿法制粒的合适的设备是本领域已知的,包括低剪切,如行星式混合器;高剪切混合器;和流化床,包括旋转流化床。产生的粒状物质被干燥,可任选地与其他成分干燥混合,如辅助剂和/或赋形剂例如润滑剂、着色剂等等。最后干燥混合适合压制。直接压制和湿法制粒的方法是本领域已知的,并被详细描述,例如,Lachman等,《工业药学的理论和实践(The Theory and Practice of Industrial Pharmacy)》,第11章(第3版,1986)。In embodiments where the one or more cores are prepared by compression methods, dry blending (ie, direct compression), or wet granulation as known in the art may be used. In the dry blending (ie direct compression) method, one or more active ingredients are mixed with excipients in a suitable blender and transferred directly to a compactor for compression into tablets. In wet granulation, a solution or dispersion of one or more active ingredients, suitable excipients, and a wet binder (such as a boiled starch paste, or a solution of polyvinylpyrrolidone) is mixed and granulated. Optionally a dry binder may be included in the vehicle and the mixture may be granulated with water or other suitable solvent. Suitable equipment for wet granulation is known in the art and includes low shear, such as planetary mixers; high shear mixers; and fluidized beds, including rotary fluidized beds. The resulting granulated mass is dried and optionally dry mixed with other ingredients such as auxiliaries and/or excipients such as lubricants, colorants and the like. The final dry blend is suitable for pressing. Methods of direct compression and wet granulation are known in the art and described in detail, e.g., Lachman et al., The Theory and Practice of Industrial Pharmacy, Chapter 11 (3rd Ed. , 1986).
干混合或湿法制粒的粉剂混合物通常使用本领域已知的旋转压制机压制成片剂,例如可从Fette America Inc.,Rockaway,NJ,或者Manesty Machines LTD,Liverpool,UK购得。在旋转压制机中,计量好体积的粉剂被装入模子腔中,模子腔作为“模子台”的一部分从充填部位旋转到压制部位,在那里粉剂在上下冲床之间压制,并转到排出部位,产生的片剂从模子腔中被下冲床推出并被固定的“移出”杆引导到排出槽中。Dry blended or wet granulated powder blends are typically compressed into tablets using rotary compactors known in the art, such as commercially available from Fette America Inc., Rockaway, NJ, or Manesty Machines LTD, Liverpool, UK. In a rotary press, a metered volume of powder is loaded into a mold cavity that rotates as part of a "mold table" from the filling station to the pressing station, where the powder is pressed between the upper and lower punches, and to the discharge station , the resulting tablet is pushed out of the die cavity by the lower punch and guided into the discharge chute by a fixed "exit" rod.
在一个任选的实施方案中,片心可通过待定的美国专利申请No.09/966,509,16-27页所述的压制方法和设备来制备,该公开文件内容参考结合于此。具体的是,片心是使用旋转压制舱制备的,该旋转压制舱包含充填区、插入区、压制区、排出区和清洗区,它们在美国专利申请No.09/966,509的图6中显示的具有双排模子结构的单个设备中。该压制舱的模子使用真空支持充填,每个模子中或附近有过滤器较佳。In an optional embodiment, tablet cores may be prepared by the compression method and apparatus described in co-pending US Patent Application No. 09/966,509, pages 16-27, the disclosure of which is incorporated herein by reference. Specifically, tablet cores are prepared using a rotating compression chamber comprising a filling zone, an insertion zone, a compression zone, a discharge zone, and a purge zone, which are shown in Figure 6 of U.S. Patent Application No. 09/966,509 In a single device with a double row mold structure. The molds for the press chamber are filled using vacuum support, preferably with filters in or near each mold.
压制制备的片心可以是单层或多层,例如双层片剂。Tablet cores prepared by compression may be monolayer or multilayer, eg bilayer tablets.
片心的密度至少约0.9g/cc,如至少约1.0g/cc。作为示范的片心包括385mg,体积为0.4立方厘米的压制的软片剂,和586mg,体积为约0.5cc的压制的片剂。The cores have a density of at least about 0.9 g/cc, such as at least about 1.0 g/cc. Exemplary cores include 385 mg compressed soft tablets having a volume of 0.4 cc, and 586 mg compressed tablets having a volume of about 0.5 cc.
壳围绕着片心。壳包含一个或多个开口。一个或多个开口对片心与剂型的外部之间的联系提供了通道。这些开口可以完全通过壳的厚度接触片心,或只是部分通过壳。A shell surrounds the core. The shell contains one or more openings. One or more openings provide access to communication between the core and the exterior of the dosage form. These openings may contact the core entirely through the thickness of the shell, or only partially through the shell.
除了其中的开口,壳可以基本上是均一和连续的,或者壳可以包含多个部分,如第一壳部分和第二壳部分。在某些实施方案中,壳或壳部分与片心直接接触。在某些其他实施方案中,壳或壳部分与基本包绕片心的包底衣是直接接触的。在壳包含第一壳部分和第二壳部分的实施方案中,至少第一壳部分包含开口。Except for the opening therein, the shell can be substantially uniform and continuous, or the shell can comprise multiple parts, such as a first shell part and a second shell part. In certain embodiments, the shell or shell portion is in direct contact with the core. In certain other embodiments, the shell or shell portion is in direct contact with the subcoat substantially surrounding the core. In embodiments where the shell comprises a first shell portion and a second shell portion, at least the first shell portion comprises an opening.
在某些实施方案中,第一壳部分和第二壳部分在组成上是不同的。本文使用的术语“在组成上不同”指具有在定性和定量的化学分析、物理测试或视觉观察上容易区分的特征。例如,第一壳部分和第二壳部分可包含不同的成分,或不同水平的相同成分,或第一壳部分和第二壳部分可有不同的物理或化学特性,不同的功能特性,或在视觉上有差别。不同的物理或化学特性的例子包括亲水性、疏水性、吸湿性、弹性、可塑性、抗张强度、结晶性和密度。不同的功能特性的例子包括物质本身或其中活性成分的溶出速率和/或程度,物质分解的速率,对活性成分的渗透性,对水或水性介质的渗透性等等。视觉上区分的例子包括大小、形状、拓扑结构或其他几何学特征,色彩,色度,不透明性和光泽。In certain embodiments, the first shell portion and the second shell portion are compositionally different. As used herein, the term "compositionally distinct" means having characteristics that are readily distinguishable on qualitative and quantitative chemical analysis, physical testing or visual observation. For example, the first shell portion and the second shell portion may contain different components, or different levels of the same component, or the first shell portion and the second shell portion may have different physical or chemical properties, different functional properties, or in There is a visual difference. Examples of different physical or chemical properties include hydrophilicity, hydrophobicity, hygroscopicity, elasticity, plasticity, tensile strength, crystallinity and density. Examples of different functional properties include the rate and/or extent of dissolution of the substance itself or an active ingredient therein, rate of decomposition of the substance, permeability to active ingredients, permeability to water or aqueous media, and the like. Examples of visual distinctions include size, shape, topology or other geometrical features, color, shade, opacity and gloss.
在一个实施方案中,本发明的剂型包含:a)含有活性成分的片心;b)基本覆盖片心的任选包底衣;和c)包含驻留在包底衣表面上的第一和第二壳部分的壳,第一壳部分包含一个或多个开口,并且第一壳部分容易溶解在胃肠液中。本文使用的“基本覆盖”指片心的至少约95%的表面积被包底衣覆盖。In one embodiment, the dosage form of the present invention comprises: a) a tablet core containing the active ingredient; b) an optional subcoat substantially covering the tablet core; and c) comprising a first and The shell of the second shell portion, the first shell portion includes one or more openings, and the first shell portion readily dissolves in gastrointestinal fluids. As used herein, "substantially covered" means that at least about 95% of the surface area of the core is covered by the subcoat.
包底衣的使用是本领域熟知的,并公开在,例如,美国专利No.3,185,626,本文参考结合于此。适合薄膜包衣片剂的任何组合物可用作本发明的包底衣。合适的包底衣的例子在美国专利No.4,683,256,4,543,370,4,643,894,4,828,841,4,725,441,4,802,924,5,630,871,和6,274,462中公开,全部内容参考结合于此。另外的合适包底衣包括下列成分中的一种或多种:纤维素醚如羟丙甲基纤维素、羟丙基纤维素和羟乙基纤维素;聚碳水化合物如黄原胶、淀粉和麦芽糖糊精;增塑剂包括例如甘油、聚乙二醇、丙二醇、癸二酸二丁酯、三乙基柠檬酸盐、植物油如蓖麻油、表面活性剂如聚山梨酸酯-80、月桂基硫酸钠和丁二酸二辛基磺酸钠;多聚碳水化合物,色素和遮光剂。The use of subcoats is well known in the art and is disclosed, for example, in US Patent No. 3,185,626, incorporated herein by reference. Any composition suitable for film-coating tablets can be used as a subcoat in the present invention. Examples of suitable subcoats are disclosed in US Patent Nos. 4,683,256, 4,543,370, 4,643,894, 4,828,841, 4,725,441, 4,802,924, 5,630,871, and 6,274,462, the entire contents of which are incorporated herein by reference. Additional suitable subcoats include one or more of the following: cellulose ethers such as hydroxypropylmethylcellulose, hydroxypropylcellulose, and hydroxyethylcellulose; polycarbohydrates such as xanthan gum, starch, and Maltodextrin; plasticizers include, for example, glycerin, polyethylene glycol, propylene glycol, dibutyl sebacate, triethyl citrate, vegetable oils such as castor oil, surfactants such as polysorbate-80, lauryl Sodium sulfate and dioctyl sodium succinate; polycarbohydrates, colors and opacifiers.
在一个实施方案中,包底衣包含约2%到约8%,如约4%到约6%的水溶性纤维素醚和约0.1%到约1%的蓖麻油,如美国专利No.5,658,589详细公开的,全部内容参考结合于此。在另一个实施方案中,包底衣包含约20%到约50%,如约25%到约40%的HPMC和约45%到约75%,如从约50%到约70%的麦芽糖糊精;和约1%到约10%,如约5%到约10%的PEG 400。In one embodiment, the subcoat comprises from about 2% to about 8%, such as from about 4% to about 6%, of a water-soluble cellulose ether and from about 0.1% to about 1% of castor oil, as disclosed in detail in U.S. Patent No. 5,658,589 , the entire contents of which are hereby incorporated by reference. In another embodiment, the subcoat comprises from about 20% to about 50%, such as from about 25% to about 40%, of HPMC and from about 45% to about 75%, such as from about 50% to about 70%, of maltodextrin; and about 1% to about 10%, such as about 5% to about 10%, of PEG 400.
干燥的包底衣的量通常以基于片心的干重约0-5重量%存在。The amount of dry subcoat is usually present in the range of about 0-5% by weight based on the dry weight of the tablet core.
图1显示了包含有许多开口2的壳3的本发明剂型1。开口2的形状像拉长的裂口,并不延伸通过壳3到壳3下的全部通路(未示出)。FIG. 1 shows a dosage form 1 according to the invention comprising a shell 3 with a plurality of openings 2 . The opening 2 is shaped like an elongated slit and does not extend through the shell 3 to the full passage under the shell 3 (not shown).
图2显示了本发明的另一个剂型。剂型1包含由第一壳部分3a和第二壳部分3b组成的覆盖壳的片心(未示出)。壳部分3a包含许多开口2a,2b。开口2a为浅凹形状,开口2b为字母形状。Figure 2 shows another dosage form of the present invention. Dosage form 1 comprises a shell-covered tablet core (not shown) consisting of a
图3说明了本发明的另一个剂型。剂型1包含由壳3覆盖的片心(未示出),该壳包含开口2a、2b。开口2a为圆孔形状,开口2b为字母形状。Figure 3 illustrates another dosage form of the present invention. Dosage form 1 comprises a tablet core (not shown) covered by a shell 3 comprising
图4显示本发明的另一个剂型。剂型1包含有开口2的壳3围绕的片心4。片心4在壳上每个开口2的基底处部分可见。Figure 4 shows another dosage form of the invention. The dosage form 1 comprises a core 4 surrounded by a shell 3 with an opening 2 . A core 4 is partially visible at the base of each opening 2 in the shell.
图5显示本发明的另一个剂型。剂型1包含有第一壳部分3a和第二壳部分3b的壳覆盖的足球形状的片心(未示出)。第一壳部分3a包含许多小的,圆开口2。Figure 5 shows another dosage form of the present invention. Dosage form 1 comprises a shell-covered football-shaped core (not shown) comprising a
每个开口有尺寸,如,长度、宽度、或直径,范围在剂型直径的约0.1%到约100%,或者是剂型主面的任何尺寸(如直径、长度、或宽度)。每个开口的直径或宽度是剂型直径或者是剂型主面的任何尺寸(如直径、长度、或宽度)的约0.5%到约5%较佳。在某些实施方案中,开口的直径或宽度的范围在约200到约2000微米。开口的长度范围从剂型直径或者是剂型主面直径的约1%到约100%。在某一特定实施方案中,剂型主面的长度或直径为约10,000到约20,000微米。在一个特定实施方案中,开口的长度从约100到约20,000微米。开口的深度通常为约75%到约100%的开口部位的片心厚度。在某些实施方案中,开口部位的壳厚度的范围通常为约20到约800微米,如约100到约400微米。在一个特定实施方案中,开口的长度为约75到约400微米。如果有许多开口,通常它们相互的间隔至少是最小的开口直径的约0.5倍,如至少约1倍。开口可有许多形状,或被安排成许多不同的模式,并有类似或不同的大小,如图6所示。Each opening has a dimension, eg, length, width, or diameter, ranging from about 0.1% to about 100% of the diameter of the dosage form, or any dimension (eg, diameter, length, or width) of a major face of the dosage form. Preferably, the diameter or width of each opening is from about 0.5% to about 5% of the diameter of the dosage form or any dimension (eg, diameter, length, or width) of a major face of the dosage form. In certain embodiments, the diameter or width of the openings ranges from about 200 to about 2000 microns. The length of the opening ranges from about 1% to about 100% of the diameter of the dosage form or major face of the dosage form. In a particular embodiment, the length or diameter of a major face of the dosage form is from about 10,000 to about 20,000 microns. In a particular embodiment, the openings have a length of from about 100 to about 20,000 microns. The depth of the opening is generally from about 75% to about 100% of the core thickness at the opening site. In certain embodiments, the shell thickness at the opening site typically ranges from about 20 to about 800 microns, such as from about 100 to about 400 microns. In a particular embodiment, the openings have a length of about 75 to about 400 microns. If there are a plurality of openings, they are typically spaced apart from each other by at least about 0.5 times the diameter of the smallest opening, such as at least about 1 time. The openings can have many shapes, or be arranged in many different patterns, and be of similar or different sizes, as shown in FIG. 6 .
在一个实施方案中,开口的尺寸小到足以使片心不被品尝,而开口的数量大到足以对片心的一定百分比的表面积和剂型外部之间提供联系。In one embodiment, the size of the openings is small enough that the core cannot be tasted, and the number of openings is large enough to provide communication between a percentage of the surface area of the core and the exterior of the dosage form.
可使用显微镜测量不同部位的壳厚度,例如,环境扫描电子显微镜,XL 30ESEM LaB6型,Philips Electronic Instruments Company,Mahwah,WI。在单个剂型上6个不同部位测量壳厚度。如本领域已知的(即,RSD是用标准偏差与平均值的百分比表示),样品标准偏差除以平均值,乘以100,计算相对标准偏差(RSD)。壳厚度的RSD提供了单个剂型上壳厚度变异的指标。在本发明的某些任选实施方案中,壳厚度的相对标准偏差少于约40%,如少于约30%,或少于约20%。Shell thickness at various locations can be measured using a microscope, for example, Environmental Scanning Electron Microscope, Model XL 30ESEM LaB6, Philips Electronic Instruments Company, Mahwah, WI. Shell thickness was measured at 6 different locations on a single dosage form. The relative standard deviation (RSD) was calculated by dividing the sample standard deviation by the mean and multiplying by 100, as known in the art (ie, RSD is expressed as a percentage of the standard deviation to the mean). The RSD for shell thickness provides an indicator of the variability in shell thickness across individual dosage forms. In certain optional embodiments of the invention, the relative standard deviation of shell thickness is less than about 40%, such as less than about 30%, or less than about 20%.
本发明的剂型提供即释包含其中一种或多种活性成分。一种或多种活性成分可在片心、壳或它们的部分或组合物内发现。在一个实施方案中,片心中至少包含一种活性成分。Dosage forms of the present invention provide immediate release comprising one or more active ingredients therein. One or more active ingredients may be found within the core, shell or parts or combinations thereof. In one embodiment, the tablet contains at least one active ingredient.
在活性成分需要吸收入动物的体系循环中的实施方案中,一种或多种活性成分在接触液体如水、胃液、肠液等等时能够溶解较佳。在一个实施方案中,至少一种活性成分的溶解特性达到USP对含有活性成分的即释片剂的规格要求。例如,乙酰氨基酚片剂,USP24具体指定在PH5.8的磷酸缓冲液中,使用USP装置2(搅拌桨)在50rpm,在给药后30分钟内至少有剂型中包含的80%的乙酰氨基酚被释放,而布洛芬片剂,USP24具体指定在PH7.2的磷酸缓冲液中,使用USP装置2(搅拌桨)在50rpm下,在给药后60分钟内至少有剂型中包含的80%的布洛芬被释放。见USP24,2000版,19-20和856页(1999)。在另一个实施方案中,在合适的条件下搅拌60分钟后,在合适的溶出介质中可检测到至少约70%的活性成分。In embodiments where absorption of the active ingredients into the systemic circulation of the animal is desired, it is preferred that one or more of the active ingredients dissolve upon contact with fluids such as water, gastric juices, intestinal fluids, and the like. In one embodiment, the dissolution profile of at least one active ingredient meets USP specifications for immediate release tablets containing the active ingredient. For example, acetaminophen tablet, USP24 specifies at least 80% of the acetaminophen contained in the dosage form within 30 minutes after administration in phosphate buffered solution at pH 5.8 using USP Apparatus 2 (stirring paddle) at 50 rpm The phenol is released while the ibuprofen tablet, USP24 specified in phosphate buffer at pH 7.2, has at least 80 % of ibuprofen is released. See USP 24, 2000 edition, pages 19-20 and 856 (1999). In another embodiment, at least about 70% of the active ingredient is detectable in a suitable dissolution medium after stirring under suitable conditions for 60 minutes.
因此,壳或壳的一部分容易溶解在胃肠液中。在壳包含第一壳部分和第二片壳部分的一个较佳实施方案中,至少第一壳部分其中包含开口,并容易溶解在胃肠液中。在该实施方案中,该壳和壳部分在37℃用USP2型溶解装置(搅拌桨方法)以50或100rpm搅拌在30分钟内破裂或溶解在900ml水或0.1N HCl,或者磷酸缓冲液中较佳。Therefore, the shell or part of the shell dissolves readily in gastrointestinal fluids. In a preferred embodiment where the shell comprises a first shell portion and a second shell portion, at least the first shell portion contains openings therein and is readily soluble in gastrointestinal fluids. In this embodiment, the shells and shell parts are ruptured or dissolved in 900 ml of water or 0.1 N HCl, or phosphate buffer at 37° C. with stirring at 50 or 100 rpm at 37° C. good.
壳或壳部分包含在胃肠液中显示快速溶解的物质较佳。例如,该壳或壳部分可包含选自水溶性或水膨胀性成膜剂,水溶性或水膨胀性增稠剂、结晶和非结晶碳水化合物的易溶性物质。在某些实施方案中,合适的水溶性或水膨胀性成膜剂可选自水膨胀性纤维素衍生物、热塑性淀粉、聚亚烷基二醇(polyalkylene glycols)、聚亚烷基氧化物、和无定形糖玻璃,及它们的组合物。在某些其他实施方案中,合适的成膜剂可选自薄膜形成水溶性聚合物例如水溶性乙烯聚合物、水溶性多聚碳水化合物、和水溶性共聚物;薄膜形成蛋白,和它们的组合物。在某些其他实施方案中,合适的增稠剂可选自胶化聚合物或水胶体;胶化淀粉,和结晶碳水化合物。在某些其他实施方案中,合适的非结晶碳水化合物可选自多聚右旋糖、淀粉水解物、和非结晶糖醇。在一个实施方案中,壳至少包含约50%,优选约80%,最优选约90%的材料选自成膜剂、胶化聚合物、低熔点疏水物质、非结晶糖或糖醇,及它们的混合物。在另一个实施方案中,壳包含至少约50%,优选至少约80%,最优选至少约90%的物质选自成膜剂、胶化聚合物、低熔点疏水物质、和它们的混合物。Preferably the shell or shell portion comprises a material which exhibits rapid dissolution in gastrointestinal fluids. For example, the shell or shell portion may comprise a readily soluble material selected from water-soluble or water-swellable film formers, water-soluble or water-swellable thickeners, crystalline and non-crystalline carbohydrates. In certain embodiments, suitable water-soluble or water-swellable film formers may be selected from water-swellable cellulose derivatives, thermoplastic starches, polyalkylene glycols, polyalkylene oxides, and amorphous sugar glasses, and combinations thereof. In certain other embodiments, suitable film-forming agents may be selected from film-forming water-soluble polymers such as water-soluble vinyl polymers, water-soluble polycarbohydrates, and water-soluble copolymers; film-forming proteins, and combinations thereof thing. In certain other embodiments, suitable thickeners may be selected from gelatinized polymers or hydrocolloids; gelatinized starches, and crystalline carbohydrates. In certain other embodiments, suitable non-crystalline carbohydrates may be selected from polydextrose, starch hydrolysates, and non-crystalline sugar alcohols. In one embodiment, the shell comprises at least about 50%, preferably about 80%, and most preferably about 90% of a material selected from the group consisting of film formers, gelling polymers, low-melting hydrophobic substances, non-crystalline sugars or sugar alcohols, and their mixture. In another embodiment, the shell comprises at least about 50%, preferably at least about 80%, and most preferably at least about 90% of a material selected from the group consisting of film formers, gelling polymers, low melting hydrophobic materials, and mixtures thereof.
在另一个特别实施方案中,壳包含小于约50%,优选小于约25%,最优选小于约5%的结晶糖。In another particular embodiment, the shell comprises less than about 50%, preferably less than about 25%, most preferably less than about 5% crystalline sugar.
在另一个实施方案中,剂型完全没有(即,基于壳重量,小于1重量%,优选小于约0.1重量%)的电荷控制剂。本文使用的术语“电荷控制剂”指有电荷控制功能,如用于在基质上静电沉积包衣的物质。该电荷控制剂包括金属水杨酸盐,例如水杨酸锌、水杨酸镁和水杨酸钙;季铵盐、苯扎氯铵、氯化苄乙氧铵、溴化三甲基十四烷基铵(十六烷基溴化铵);和环糊精及其加合物。In another embodiment, the dosage form is completely free (ie, less than 1 wt%, preferably less than about 0.1 wt%, based on shell weight) of charge control agent. The term "charge control agent" as used herein refers to a substance having a charge control function, such as for electrostatically depositing a coating on a substrate. The charge control agents include metal salicylates such as zinc salicylate, magnesium salicylate, and calcium salicylate; quaternary ammonium salts, benzalkonium chloride, benzethonium chloride, trimethyltetradecyl bromide alkylammonium (cetylammonium bromide); and cyclodextrin and its adducts.
在某些任选实施方案中,壳本身或在其上的外层包衣可包含活性成分。在一个特定实施方案中,该活性成分在剂型接触合适的液体介质时从剂型中即释。在另一个实施方案中,壳包含第一壳部分和第二壳部分。第二壳部分上有外层包衣,而第一壳部分在其中包含开口。在接触合适的液体介质时,活性成分的释放或是以即释,或是以控释,如持续、延长、延伸形式,或以延迟,如脉动、或重复作用形式从剂型中释放。在活性成分从外层包衣中即释的实施方案中,外层包衣也如上所述容易溶解在胃肠液中较佳。In certain optional embodiments, the shell itself or an outer coating thereon may contain the active ingredient. In a particular embodiment, the active ingredient is released from the dosage form immediately when the dosage form comes into contact with a suitable liquid medium. In another embodiment, the shell comprises a first shell portion and a second shell portion. The second shell portion has an outer coating and the first shell portion contains openings therein. The release of the active ingredient from the dosage form is either immediate or controlled, such as sustained, protracted, extended, or delayed, such as pulsatile, or repeated action, upon contact with a suitable liquid medium. In embodiments where the active ingredient is released immediately from the outer coating, it is preferred that the outer coating is also readily soluble in gastrointestinal fluids as described above.
壳可用任何合适的方法施用到片心上,例如通过喷雾、浸渍、包衣、或模塑。合适的喷雾包衣方法的描述见,如,美国专利No.3,185,626,4,683,256,4,543,370,4,643,894,4,828,841,4,725,441,4,802,924,5,630,871,和6,274,162,全部公开文件参考结合于此。合适的浸渍方法的描述见美国专利No.4,802,524,5,538,125;5,228,916;5,436,026;5,679,406,全部公开文件参考结合于此。合适的包衣方法的描述见美国专利No.5,146,730和5,459,983。合适的模塑方法见本文描述。The shells may be applied to the cores by any suitable method, for example by spraying, dipping, coating, or moulding. Suitable spray coating methods are described in, e.g., U.S. Patent Nos. 3,185,626, 4,683,256, 4,543,370, 4,643,894, 4,828,841, 4,725,441, 4,802,924, 5,630,871, and 6,274,162, the entire disclosures of which are incorporated herein by reference. Suitable impregnation methods are described in US Patent Nos. 4,802,524, 5,538,125; 5,228,916; 5,436,026; 5,679,406, the entire disclosures of which are incorporated herein by reference. Suitable coating methods are described in US Patent Nos. 5,146,730 and 5,459,983. Suitable molding methods are described herein.
在本发明的某些任选实施方案中,片心、壳、或二者通过模塑方法制备。特别是,片心、壳、或二者可通过基于溶剂的模塑或无溶剂的模塑来制备。在该实施方案中,片心或壳由可任选地包含活性成分的流动物质制成。流动物质可以是在约37℃到250℃之间的温度能流动的任何可食用的物质,和在约-10℃到约35℃之间的温度是固体、半固体、或可形成凝胶的物质。当在液体或流动状态时,流动物质可包含溶解的、分散的、或融化的组分,和任选地包含溶剂例如水或有机溶剂,或它们的组合物。通过干燥溶剂可以被部分或充分地移除。In certain optional embodiments of the invention, the cores, shells, or both are prepared by molding methods. In particular, the cores, shells, or both may be prepared by solvent-based molding or solvent-free molding. In this embodiment, the core or shell is made of a flowable mass, which may optionally contain an active ingredient. The flowable substance may be any edible substance that is flowable at a temperature between about 37°C and 250°C, and is solid, semi-solid, or gel-forming at a temperature between about -10°C and about 35°C substance. When in a liquid or fluid state, a fluid substance may comprise dissolved, dispersed, or melted components, and optionally a solvent such as water or an organic solvent, or a combination thereof. The solvent can be partially or fully removed by drying.
在一个实施方案中,基于溶剂的模塑或无溶剂的模塑是通过热凝固模塑进行的,使用的方法和设备见待定的美国专利申请No.09/966,450,第57-63页,公开文件参考结合于此。在该实施方案中,通过将把流动形式注入模塑室形成片心或壳。流动物质包含温度超过其熔点温度但低于其包含的任何活性成分的分解温度的热凝固物质较佳。起始物质在模塑室中被冷却并固化成有形状的形式(即,有模子的形状)。In one embodiment, solvent-based or solvent-free molding is performed by thermoset molding using the methods and apparatus described in co-pending U.S. Patent Application No. 09/966,450, pp. 57-63, disclosing Documentation references are hereby incorporated. In this embodiment, the core or shell is formed by injecting the flowable form into a molding chamber. The flowable material preferably comprises a thermally settable material at a temperature above its melting point but below the decomposition temperature of any active ingredient it contains. The starting material is cooled and solidified into a shaped form (ie, has the shape of the mold) in the molding chamber.
依照该方法,流动物质可包含悬浮于融化基质,例如聚合物基质中的固体微粒。流动物质可被完全融化或呈糊的形式。流动物质可包含溶解在融化物质中的活性成分。流动物质可包含分散在液体载体中的固体微粒。可选择的是,流动物质可通过在溶剂中溶解固体制成,随后溶剂在模塑步骤后被蒸发。According to this method, the flowing mass may comprise solid particles suspended in a molten matrix, such as a polymer matrix. The flowable substance can be completely melted or in the form of a paste. The flowable mass may contain the active ingredient dissolved in the molten mass. Flowable substances may comprise solid particulates dispersed in a liquid carrier. Alternatively, the flowable mass can be made by dissolving the solid in a solvent, which is then evaporated after the molding step.
在另一个实施方案中,基于溶剂的模塑或无溶剂的模塑是通过热循环模塑进行的,使用的方法和设备见待定的美国专利申请No.09/966,497,第27-51页,公开文件参考结合于此。热循环模塑是通过将流动物质注入加热的模塑室进行的。流动物质可包含活性成分和温度超过热塑性物质的凝固温度但低于活性成分的分解温度的热塑性物质。流动物质在模塑室中被冷却并固化成有形状的形式(即,有模子的形状)。In another embodiment, solvent-based or solvent-free molding is performed by thermal cycle molding using the methods and apparatus described in co-pending U.S. Patent Application No. 09/966,497, pp. 27-51, Public document references are incorporated herein. Thermal cycle molding is performed by injecting a flowing mass into a heated molding chamber. The flowable mass may comprise an active ingredient and a thermoplastic at a temperature above the solidification temperature of the thermoplastic but below the decomposition temperature of the active ingredient. The flowing mass is cooled and solidified into a shaped form (ie, has the shape of the mold) in the molding chamber.
待定的美国专利申请No.09/966,497使用的热循环模塑方法和设备中,热循环模塑室的总体构形见图3显示。热循环模塑室200包含转子202,在它周围安置着许多模子单位204。热循环模塑室包括储存处206(见图4)来容纳流动物质。此外,热循环模塑室装有温度控制系统来快速加热和冷却模子单位。图55和66显示了温度控制系统600。The general configuration of a thermal cycle molding chamber is shown in FIG. 3 in the thermal cycle molding method and apparatus used in co-pending US Patent Application No. 09/966,497. The thermal cycle molding chamber 200 includes a rotor 202 around which a plurality of mold units 204 are disposed. The thermocycling molding chamber includes a reservoir 206 (see FIG. 4 ) to contain the flowing mass. In addition, the thermal cycle molding chamber is equipped with a temperature control system to rapidly heat and cool the mold units. 55 and 66 show a temperature control system 600 .
模子单位可包含中心模子组件212,上模子组件214,和下模子组件210,如图26-28所示,配对形成具有所需形状的模子腔,如片心或围绕一个或多个片心的壳的形状。当转子202旋转时,相对的中心和上模子组件或者相对的中心和下模子组件关闭。流动物质,在储存处206被加热到流动状态,被注入形成的模子腔中。流动物质的温度随后被下降,使流动物质硬化。模子组件打开并弹出完成的产品。The mold unit may comprise a central mold assembly 212, an upper mold assembly 214, and a lower mold assembly 210, as shown in FIGS. shell shape. As the rotor 202 rotates, the opposing center and upper die assemblies or the opposing center and lower die assemblies close. The fluid mass, heated to a fluid state at the reservoir 206, is injected into the formed mold cavity. The temperature of the flowing mass is then lowered, causing the flowing mass to harden. The mold assembly opens and ejects the finished product.
在本发明的任选实施方案中,使用图28A-C所示的待定的美国专利申请No.09/966,497包含可旋转中心模子组件212,低模子组件210和高模子组件214的通用型号的热循环模塑设备将壳施加到剂型。片心被连续加到模子组件。壳流动物质在储存处206被加热到流动状态,被注入容纳片心的模子组件闭合形成的模子腔中。壳流动物质的温度随后被下降,使它围绕着片心硬化。模子组件打开并弹出完成的剂型。壳包衣用两个步骤进行,每一半的剂型如待定的美国专利申请No.09/966,939的图28B流程图所示,通过中心模子组件的旋转被分别包衣。In an optional embodiment of the present invention, a heat sink of the general model comprising a rotatable center mold assembly 212, a low mold subassembly 210, and a high mold subassembly 214 of co-pending U.S. Patent Application No. 09/966,497 shown in Figures 28A-C is used. Cyclic molding equipment applies the shell to the dosage form. The cores are continuously added to the mold assembly. The shell flowable material is heated to a flowable state at storage 206 and injected into the mold cavities formed by the closure of the mold assembly containing the tablet cores. The temperature of the shell fluid mass is then lowered, causing it to harden around the core. The mold assembly opens and ejects the completed dosage form. Shell coating is performed in two steps, with each half of the dosage form being coated separately by rotation of the center die assembly as shown in the flow diagram of Figure 28B of co-pending US Patent Application No. 09/966,939.
在一个实施方案中,待定的美国专利申请No.09/966,509,第16-27页中的压制舱可用于制造片心,壳可以使用上述的热循环模塑室来施加片心。可使用如美国专利申请No.09/966,414,第51-57页所述的转移装置(公开内容参考结合于此)将片心从压制舱转移到热循环模塑室。该转移装置可有待定的美国专利申请No.09/966,939的图3中的300所示的结构。它包含许多以悬臂形式连接到传动带312的转移装置304,如待定的美国专利申请No.09/966,939的图68和69所示。转移装置与它所连接的压制舱和热循环模塑室同步旋转和操作。转移装置304包含定位器330,在片心随转移装置运动时来容纳片心。In one embodiment, the compression chamber of co-pending US Patent Application No. 09/966,509, pages 16-27, can be used to make the cores, and the shell can apply the cores using the thermal cycle molding chamber described above. The tablet cores may be transferred from the compression chamber to the thermal cycle molding chamber using a transfer apparatus as described in US Patent Application No. 09/966,414, pages 51-57, the disclosure of which is incorporated herein by reference. The transfer device may have the structure shown at 300 in FIG. 3 of co-pending US Patent Application No. 09/966,939. It comprises a number of transfer devices 304 cantilevered to a drive belt 312 as shown in Figures 68 and 69 of co-pending US Patent Application No. 09/966,939. The transfer device rotates and operates synchronously with the press cabin and thermal cycle molding chamber it is connected to. The transfer device 304 includes a positioner 330 to accommodate the cores as they move with the transfer device.
在流动物质中或作为流动物质使用的合适的热塑性物质包括水溶性和不溶于水聚合物,它们通常是线性的,不是交联的,氢也不强烈地连接于附近的聚合物链上。热塑性物质可以是单一物质,也可以是物质与溶剂或增塑剂的混合物。合适的热塑性物质的例子包括那些包含水膨胀性纤维素衍生物、水不溶性纤维素衍生物、热塑性乙烯聚合物、热塑性淀粉、热塑性聚亚烷基二醇、热塑性聚亚烷基氧化物、和无定形糖玻璃等等,及它们的衍生物、共聚物、和组合物的物质。合适的热塑性水膨胀性纤维素衍生物的例子包括羟丙基纤维素(HPC)、羟丙甲基纤维素(HPMC)、甲基纤维素(MC)、及它们与水或其他合适的溶剂和/或增塑剂的组合物。合适的热塑性不溶于水的纤维素衍生物的例子包括醋酸纤维素(CA)、乙基纤维素(EC)、醋酸丁酸纤维素(CAB)、丙酸纤维素,及它们与合适的有机溶剂和/或增塑剂的组合物。合适的热塑性乙烯聚合物的例子包括聚乙烯醇(PVA)和聚乙烯吡咯烷酮(PVP)。合适的热塑性淀粉的例子见美国专利No.5,427,614公开的例子。合适的热塑性聚亚烷基二醇的例子包括聚乙二醇。合适的热塑性聚亚烷基氧化物的例子包括分子量在约100,000到约900,000道尔顿的聚环氧乙烷。其他合适的热塑性物质包括如用于制造硬糖果形式的无定形玻璃形式的糖。Suitable thermoplastics for use in or as a flowable mass include water-soluble and water-insoluble polymers, which are generally linear and are not cross-linked and the hydrogens are not strongly attached to adjacent polymer chains. A thermoplastic substance can be a single substance or a mixture of substances with solvents or plasticizers. Examples of suitable thermoplastic materials include those comprising water-swellable cellulose derivatives, water-insoluble cellulose derivatives, thermoplastic vinyl polymers, thermoplastic starches, thermoplastic polyalkylene glycols, thermoplastic polyalkylene oxides, and Shaped sugar glass, etc., and their derivatives, copolymers, and composite substances. Examples of suitable thermoplastic water-swellable cellulose derivatives include hydroxypropylcellulose (HPC), hydroxypropylmethylcellulose (HPMC), methylcellulose (MC), and combinations thereof with water or other suitable solvents and and/or combinations of plasticizers. Examples of suitable thermoplastic water-insoluble cellulose derivatives include cellulose acetate (CA), ethyl cellulose (EC), cellulose acetate butyrate (CAB), cellulose propionate, and their combinations with suitable organic solvents. And/or the composition of plasticizer. Examples of suitable thermoplastic vinyl polymers include polyvinyl alcohol (PVA) and polyvinylpyrrolidone (PVP). Examples of suitable thermoplastic starches are disclosed in US Patent No. 5,427,614. Examples of suitable thermoplastic polyalkylene glycols include polyethylene glycols. Examples of suitable thermoplastic polyalkylene oxides include polyethylene oxides having a molecular weight of from about 100,000 to about 900,000 Daltons. Other suitable thermoplastic substances include sugar in the form of amorphous glass such as is used in the manufacture of hard confectionary forms.
应当指出的是,在用于制备壳时,流动物质必须是如上所述的容易溶解在胃肠液中的物质。It should be noted that, when used to prepare the shell, the flowable substance must be one that is readily soluble in gastrointestinal fluids as described above.
在使用无溶剂模塑方法制备壳的实施方案中,壳通常包含至少占热可逆屏障重量的约30重量%,如至少约45重量%。壳任选地进一步包含多达约30重量%的各种增塑剂、辅助剂和赋形剂。In embodiments where the shell is prepared using a solvent-free molding process, the shell typically comprises at least about 30% by weight of the thermally reversible barrier, such as at least about 45% by weight. The shell optionally further comprises up to about 30% by weight of various plasticizers, adjuvants and excipients.
在使用基于溶剂模塑方法制备壳的实施方案中,壳通常包含至少约10重量%,如至少约12重量%或至少约15重量%或至少约20重量%或至少约25重量%的成膜剂。壳还任选地包含多达约30重量%的各种增塑剂、辅助剂和赋形剂。In embodiments where the shell is prepared using a solvent-based molding process, the shell typically comprises at least about 10% by weight, such as at least about 12% by weight or at least about 15% by weight or at least about 20% by weight or at least about 25% by weight of the film-forming agent. The shell also optionally contains up to about 30% by weight of various plasticizers, adjuvants and excipients.
壳的总重量是片心的总重量的约20重量%到约400重量%较佳。在使用无溶剂模塑方法制备壳的实施方案中,壳的总重量通常是片心的总重量的约50-400重量%,如约75-400重量%,或约100-200重量%。在使用基于溶剂模塑方法制备壳的实施方案中,壳的总重量通常是片心的总重量的约20-约100重量%。The total weight of the shell is preferably from about 20% to about 400% by weight of the total weight of the core. In embodiments where the shell is prepared using a solvent-free molding process, the total weight of the shell is typically about 50-400%, such as about 75-400%, or about 100-200% by weight of the total weight of the core. In embodiments where the shell is prepared using a solvent-based molding process, the total weight of the shell is typically from about 20 to about 100% by weight of the total weight of the core.
在使用模塑将壳应用到片心的实施方案中,至少壳的一部分包绕片心,使得壳的内表面基本上共形地在片心的外表面上。本文使用的术语“基本上共形地”指壳的内表面的峰和谷或凹陷和突起与片心的外表面的峰和谷基本上不相复合。在某些实施方案中,凹陷和突起的长、宽、高或深在尺寸上通常大于10微米,比方说大于20微米,和小于约30,000微米,小于约2000微米较佳。In embodiments where molding is used to apply the shell to the core, at least a portion of the shell surrounds the core such that the inner surface of the shell is substantially conformal to the outer surface of the core. As used herein, the term "substantially conformally" means that the peaks and valleys or depressions and protrusions of the inner surface of the shell do not substantially compound with the peaks and valleys of the outer surface of the core. In certain embodiments, the length, width, height or depth of the depressions and protrusions are generally greater than 10 microns in size, such as greater than 20 microns, and less than about 30,000 microns, preferably less than about 2000 microns.
在使用无溶剂模塑的实施方案中,流动物质可包括热可逆载体。用于制备片心、壳或二者的合适的热可逆载体通常是熔点低于约110℃的热塑性物质,熔点在约20和约100℃之间更佳。用于无溶剂模塑的热可逆载体的例子包括热塑性聚亚烷基二醇、热塑性聚环氧烷(polyalkalene oxide)、低熔点疏水性物质、热塑性聚合物、热塑性淀粉等等。较佳的热可逆载体的例子包括聚乙二醇和聚环氧乙烷。合适用作热可逆载体的热塑性聚亚烷基二醇包括分子量约100到约20,000道尔顿的聚乙二醇,如分子量在约100到约8,000道尔顿的聚乙二醇。合适的热塑性聚亚烷基氧化物包括分子量在约100,000到约900,000道尔顿的聚环氧乙烷。用作热可逆载体的合适的低熔点疏水性物质包括在室温下是固体的脂肪、脂肪酸酯、磷脂和蜡,包含脂肪的混合物如巧克力;等等。合适的脂肪的例子包括氢化植物油例如可可奶油,氢化棕榈仁油、氢化棉子油、氢化向日葵油和氢化大豆油;和游离脂肪酸和它们的盐。合适的脂肪酸酯的例子包括蔗糖脂肪酸酯、单甘油酯、双甘油酯、三甘油酯、山嵛酸甘油酯、棕榈酸硬脂酸甘油酯、单硬脂酸甘油酯、三硬脂酸甘油酯、三月桂酸甘油酯、豆蔻酸甘油酯、Glyco Wax-932,十二烷酰聚乙二醇-32甘油酯和硬脂酰聚乙二醇-32甘油酯。合适的磷脂的例子包括磷脂酰胆碱、磷脂酰丝氨酸、磷脂酰肌醇和磷脂膦酸(phosphatidic acid)。合适的蜡的例子包括在室温是固体的蜡包括巴西棕榈蜡、鲸蜡、蜂蜡、蜡大戟蜡、虫胶蜡、微晶蜡和石蜡。用作热可逆载体的合适的热塑性聚合物包括热塑性水膨胀纤维素衍生物、热塑性不溶于水聚合物、热塑性乙烯聚合物、热塑性淀粉、和热塑性树脂、及它们的组合物。合适的热塑性水膨胀性纤维素衍生物的例子包括羟丙甲基纤维素(HPMC)、甲基纤维素(MC)、羧甲基纤维素(CMC)、交联羟丙基纤维素、羟丙基纤维素(HPC)、羟丁基纤维素(HBC)、羟乙基纤维素(HEC)、羟丙乙基纤维素、羟丙丁基纤维素、羟丙乙基纤维素及它们的盐、衍生物、共聚物和组合物。合适的热塑性不溶于水的聚合物包括乙基纤维素、聚乙烯醇、聚乙酸乙烯酯、聚己内酯、醋酸纤维素及其衍生物、丙烯酸酯、甲基丙烯酸酯、丙烯酸共聚物、等等和它们的衍生物、共聚物和组合物。合适的热塑性乙烯聚合物包括聚乙烯醋酸、聚乙烯醇和聚乙烯吡咯烷酮(PVP)。用作热可逆载体的合适的热塑性淀粉见美国专利No.5,427,614公开的例子。用作热可逆载体的合适的热塑性树脂包括达马脂、乳香树脂、松脂、虫胶、山达脂,和松脂的甘油酯。在一个实施方案中,用于通过模塑制造片心的热可逆载体选自聚亚烷基二醇、聚亚烷基氧化物、和它们的组合物。In embodiments using solventless molding, the flowable mass may include a thermoreversible carrier. Suitable thermoreversible carriers for making cores, shells, or both are generally thermoplastic materials having a melting point below about 110°C, more preferably between about 20 and about 100°C. Examples of thermoreversible carriers for solvent-free molding include thermoplastic polyalkylene glycols, thermoplastic polyalkalene oxides, low-melting hydrophobic substances, thermoplastic polymers, thermoplastic starches, and the like. Examples of preferred thermoreversible carriers include polyethylene glycol and polyethylene oxide. Thermoplastic polyalkylene glycols suitable for use as thermoreversible carriers include polyethylene glycols having a molecular weight of from about 100 to about 20,000 daltons, such as polyethylene glycols having a molecular weight of from about 100 to about 8,000 daltons. Suitable thermoplastic polyalkylene oxides include polyethylene oxides having a molecular weight of from about 100,000 to about 900,000 Daltons. Suitable low-melting hydrophobic substances for use as thermoreversible carriers include fats, fatty acid esters, phospholipids, and waxes that are solid at room temperature, fat-containing mixtures such as chocolate; and the like. Examples of suitable fats include hydrogenated vegetable oils such as cocoa butter, hydrogenated palm kernel oil, hydrogenated cottonseed oil, hydrogenated sunflower oil and hydrogenated soybean oil; and free fatty acids and their salts. Examples of suitable fatty acid esters include sucrose fatty acid esters, monoglycerides, diglycerides, triglycerides, glyceryl behenate, glyceryl palmitostearate, glyceryl monostearate, tristearate Glycerides, Glyceryl Trilaurate, Glyceryl Myristate, Glyco Wax-932, Lauryl Macrogol-32 Glycerides, and Stearoyl Macrogol-32 Glycerides. Examples of suitable phospholipids include phosphatidylcholine, phosphatidylserine, phosphatidylinositol and phosphatidic acid. Examples of suitable waxes include those that are solid at room temperature including carnauba wax, spermaceti wax, beeswax, euphorbia wax, shellac wax, microcrystalline wax and paraffin wax. Suitable thermoplastic polymers for use as thermoreversible carriers include thermoplastic water-swellable cellulose derivatives, thermoplastic water-insoluble polymers, thermoplastic ethylene polymers, thermoplastic starches, and thermoplastic resins, and combinations thereof. Examples of suitable thermoplastic water-swellable cellulose derivatives include hydroxypropylmethylcellulose (HPMC), methylcellulose (MC), carboxymethylcellulose (CMC), cross-linked hydroxypropylcellulose, hydroxypropyl Hydroxypropyl cellulose (HPC), hydroxybutyl cellulose (HBC), hydroxyethyl cellulose (HEC), hydroxypropyl ethyl cellulose, hydroxypropyl butyl cellulose, hydroxypropyl ethyl cellulose and their salts, derivatives compounds, copolymers and compositions. Suitable thermoplastic water-insoluble polymers include ethyl cellulose, polyvinyl alcohol, polyvinyl acetate, polycaprolactone, cellulose acetate and its derivatives, acrylates, methacrylates, acrylic acid copolymers, etc. etc. and their derivatives, copolymers and compositions. Suitable thermoplastic vinyl polymers include polyvinyl acetate, polyvinyl alcohol and polyvinylpyrrolidone (PVP). Examples of suitable thermoplastic starches for use as thermoreversible carriers are disclosed in US Patent No. 5,427,614. Suitable thermoplastic resins for use as thermoreversible carriers include dammar, mastic, turpentine, shellac, sage, and glycerides of rosin. In one embodiment, the thermoreversible carrier used to make the cores by molding is selected from polyalkylene glycols, polyalkylene oxides, and combinations thereof.
在壳包含可从剂型中即释的活性成分的实施方案中,壳通过无溶剂模塑制备较佳。在热可逆载体用于制造壳的流动物质的实施方案中,所述热可逆载体优选选自重均分子量约1450到约20000的聚乙二醇,重均分子量约100,000到约900,000的聚环氧乙烷,等等。In embodiments where the shell comprises an active ingredient that is immediately releasable from the dosage form, the shell is preferably prepared by solvent-free molding. In embodiments where a thermoreversible carrier is used to make the flowable material of the shell, the thermoreversible carrier is preferably selected from polyethylene glycols having a weight average molecular weight of about 1450 to about 20,000, polyethylene oxides having a weight average molecular weight of about 100,000 to about 900,000 alkanes, and so on.
在本发明较佳实施方案中,壳通过包衣施加到片心。在包衣方法中,制得的薄膜用旋转模子施加到片心的对面,即压制的片剂,并以基本边对边的形式在需要部位围绕片心延伸的封闭线封闭在一起。模子被安置在表面相互邻接关系的部位,因此位于其间形成夹。每个模子在其圆周表面有一系列相配的凹口。当模子旋转时,薄膜在模子之间的夹中连接并融合,一对相配的凹口形成袋,片心通过计量进料机制落入袋中。当模子继续旋转时,片心推动薄膜到模子中凹口的内部,当薄膜通过模子持续连接到片心附近时,片心在附近被安全地封装和包衣。薄膜在片心附近融合的同时,包衣的片心被旋转的模子从薄膜上夹切下来,于是它以单独包衣的剂型从薄膜上分离。In a preferred embodiment of the invention, the shell is applied to the core by a coating. In the coating process, the resulting film is applied with a rotating die to the opposite side of the core, ie the compressed tablet, and closed together in a substantially edge-to-edge fashion with a closure line extending around the core at the desired location. The molds are positioned where the surfaces are in abutting relationship to each other so as to form a sandwich therebetween. Each mold has a series of matching notches on its peripheral surface. As the dies rotate, the films join and fuse in the nip between the dies, a pair of matching notches form a bag into which the tablet cores are dropped by a metered feed mechanism. As the die continues to rotate, the core pushes the film into the interior of the recess in the die, where the core is securely encapsulated and coated as the film continues to be attached through the die to the vicinity of the core. While the film is fused around the core, the coated core is cut from the film by the rotating die nip, whereupon it separates from the film in the individually coated dosage form.
有用的包衣方法和设备在例如美国专利No.5,146,730和5,459,983中描述,该公开文件参考结合于此。参考“特别是730专利和图13,被冷却剂冷却的铸塑薄膜36和37在旋转铸塑鼓42和43上形成。薄膜通过一系列旋转鼓加料到相互同步旋转的鼓样模子38和39。模子38和39相互对称配置在整体包衣设备的功能中心平面54周围。薄膜36和37在模子38和39之间的夹上相互接触。在该处,片心用包衣,两片薄膜被封闭在一起并切下。Useful coating methods and equipment are described, for example, in US Patent Nos. 5,146,730 and 5,459,983, the disclosures of which are incorporated herein by reference. Referring specifically to the '730 patent and Figure 13, coolant-cooled cast films 36 and 37 are formed on rotating casting drums 42 and 43. The films are fed through a series of rotating drums to mutually synchronously rotating drum-like molds 38 and 39. Molds 38 and 39 are arranged symmetrically to each other around the functional center plane 54 of the overall coating device. Films 36 and 37 are in contact with each other on the clip between the molds 38 and 39. Here, the tablet cores are coated, and the two films are closed together and cut.
具体的是,在薄膜36和37集中和被挤压在一起时产生网状物。薄膜自身粘附在一起。在出现在模子38和39之间后,含包衣片心的网状物在一对辗压辊63之间通过。网状物被伸展开,且包衣的片心自身分离并落入产品容器65中。Specifically, a web is created when films 36 and 37 are gathered and pressed together. The films adhered to themselves. After emerging between the dies 38 and 39, the web containing the coated cores passes between a pair of rollers 63. The mesh is stretched and the coated cores separate themselves and fall into the product container 65 .
参考“730专利”的图20,每个模子38,39有许多凹口108,与其他模子中相应的凹口相互配合。这些凹口的腔被制成接受单个片心的形状。腔被肋状物109限定,肋状物109相互闭合将包衣的片心从网状物上切下。在模子38,39边缘的牙状物115夹牢薄膜36,37。Referring to Fig. 20 of the '730 patent, each mold 38, 39 has a plurality of notches 108 which cooperate with corresponding notches in the other molds. The cavities of these notches are shaped to receive individual cores. The cavities are delimited by ribs 109 which close to each other to cut the coated cores from the web. Teeth 115 at the edges of the molds 38,39 grip the films 36,37.
包衣的片心可洗涤和干燥,可按需要任选地进一步处理。The coated cores can be washed and dried, optionally further processed as desired.
在另一个实施方案中,壳通过包衣再次施用到片心上,但是用于制造壳的薄膜每个包含视觉上可区分的部分,例如条纹。薄膜通过包衣方法应用,如共同转让的,待定的美国专利申请No.___________[MCP 301和MCP316]所述的内容。通常参考其中的图9-11,用于该包衣方法的薄膜铸塑设备30包含铸塑鼓34,至少部分固化包衣物质在接触其外表面36时被冷却。多室裂口挤压机38将薄膜置于铸塑鼓34上。挤压机38包括将内部44分成四个室64,66,68,70的分隔物58,60,62。室64,66,68,70每个可包含在视觉上不同的包衣物质,即不同色彩的包衣物质。每个分隔物有锥形的刃边94,96,98来控制包衣物质流动到铸塑鼓34上。包衣物质从例如进料管72,74提供到室。裂口78位于裂口挤压机38的底部。裂口78连通了每个室64,66,68,70。裂口挤压机被加热到使包衣物质成为流动状态,这取决于范围约40到250℃的物质。In another embodiment, the shell is reapplied onto the tablet core by coating, but the films used to make the shell each comprise visually distinguishable portions, such as stripes. Films are applied by coating methods as described in commonly assigned, pending US Patent Application Nos.___________ [MCP 301 and MCP 316]. Referring generally to Figures 9-11 therein, the film casting apparatus 30 used in the coating process comprises a casting drum 34 on which the at least partially solidified coating material is cooled while contacting its outer surface 36 . A multi-chamber split extruder 38 places the film on a casting drum 34 . The extruder 38 includes partitions 58 , 60 , 62 that divide the interior 44 into four chambers 64 , 66 , 68 , 70 . Each of the compartments 64, 66, 68, 70 may contain a visually distinct coating material, ie a different colored coating material. Each divider has tapered edges 94, 96, 98 to control the flow of coating material onto the casting drum 34. The coating material is supplied to the chamber from, for example, feed tubes 72,74. The split 78 is located at the bottom of the split extruder 38 . Slits 78 communicate each chamber 64,66,68,70. The split extruder is heated to make the coating material flowable, depending on the material in the range of about 40 to 250°C.
参考[MCP 301]__________申请的图14-16,可以与美国专利No.5,146,730和5,459,983的描述类似的视觉上可区分部分的铸塑薄膜一起使用的包衣设备102。特别是,铸塑薄膜32,32’以连续形式移动,通过一系列滚筒106,108,110,106’,108’,110’移向一对共同工作的旋转模子112和112’,模子112和112’对称安置在设备102的对称中心平面104的两边。旋转模子112和112’分别按照它们的旋转轴AR,AR’旋转,因此位于其间形成夹。旋转模子112和112’之间的夹位于前述的对称中心平面104,有条纹薄膜32,32’经过该处。Referring to Figures 14-16 of [MCP 301] __________ application, a coating apparatus 102 that may be used with cast film of visually distinguishable portions similar to that described in US Patent Nos. 5,146,730 and 5,459,983. In particular, the cast film 32, 32' moves in a continuous fashion through a series of rollers 106, 108, 110, 106', 108', 110' towards a pair of cooperating rotating molds 112 and 112', the molds 112 and 112 ′ are positioned symmetrically on either side of the central plane of symmetry 104 of the device 102 . Rotating molds 112 and 112' rotate according to their axes of rotation AR, AR', respectively, and thus lie between them to form a clamp. The nip between the rotating dies 112 and 112' is located at the aforementioned central plane of symmetry 104, through which the striped film 32, 32' passes.
包衣设备102还包括片心分散装置118,它可以容纳片心10的供给并以定时形式将它们分散到夹。片心分散装置118还与对称中心平面104排列。片心分散装置118定向和分散每个片心10使得片心10在进入夹时片心10同时接触集合条纹薄膜32,32’的接触表面,对称横向平面16位于包衣设备102的对称中心平面104,薄膜32,32’的色彩转换92a,92a’分别位于片心10的对称共轭平面18。然后薄膜32,32’对称地环绕每个片心10的对面延伸。The coating apparatus 102 also includes a tablet core dispersing unit 118 which can accommodate a supply of tablet cores 10 and distribute them to the nip in a timed fashion. The tablet core dispersing device 118 is also aligned with the center plane of symmetry 104 . The tablet core dispersing device 118 orients and disperses each tablet core 10 so that the tablet core 10 contacts the contact surfaces of the collective stripe films 32, 32' simultaneously when the tablet core 10 enters the nip, and the symmetrical transverse plane 16 is located at the symmetrical central plane of the coating device 102 104 , the color conversions 92 a , 92 a ′ of the thin films 32 , 32 ′ are respectively located on the symmetrical conjugate plane 18 of the core 10 . The films 32, 32' then extend symmetrically around opposite sides of each core 10.
参考[MCP 301]__________申请的图15显示在片心10进入模子112,112’之间的夹和相对于每个薄膜32,32’的色彩转换92a,92b,92c,92a’,92b’,92c’的合适位置。所有的色彩转换92a,92b,92c,92a’,92b’,92c’排列在相应片心10的对称共轭平面16。Reference to Figure 15 of the __________ application of [MCP 301] shows the transition of colors 92a, 92b, 92c, 92a', 92b' between the core 10 into the die 112, 112' and relative to each film 32, 32' , the proper position of 92c'. All color transformations 92a, 92b, 92c, 92a', 92b', 92c' are arranged in the symmetrical conjugate plane 16 of the corresponding core 10.
而且,包衣设备102优选包含寄存装置120([MCP 301]_________申请的图14示意地显示)以保证薄膜32,32’的色彩条纹(未显示)相互正确排列在旋转模子112,112’之间的通道之前。寄存装置120还保证分散片心10的位置相对于色彩转换92a,92b,92c,92a’,92b’,92c’是合适的,使得生成产品122上的色彩转换可相互间适当匹配和适当配合每个片心10的对称共轭平面18。Furthermore, the coating apparatus 102 preferably includes a storage device 120 (shown schematically in Figure 14 of the [MCP 301] _________ application) to ensure that the color stripes (not shown) of the films 32, 32' are correctly aligned with each other on the rotating dies 112, 112' before the channel between. The registry 120 also ensures that the positions of the discrete cores 10 are appropriate with respect to the color transitions 92a, 92b, 92c, 92a', 92b', 92c' so that the color transitions on the resulting product 122 are properly matched to each other and to each other. The symmetric conjugate plane 18 of the core 10.
[MCP 301]__________申请的图16提供了鼓样旋转模子112,112’的放大示意透视图。旋转模子112,112’相互间基本相同,每个有一系列凹口126,126’在外圆周表面124,124’。每个凹口126,126’的安排使得其长度130,130’平行于各自旋转模子112,112’的旋转轴AR,AR’。一个模子112上每个凹口126与另一个模子112’上的相应凹口126’相配合。此外,凹口126,126’的排的数量应当分别与经过模子112,112’之间的条纹薄膜32,32’上的条纹84,86,88,90,84’,86’,88’,90’之间的色彩转换92a,92b,92c,92a’,92b’,92c’的数量相对应。[MCP 301] Figure 16 of the __________ application provides an enlarged schematic perspective view of a drum-like rotary mold 112, 112'. The rotary dies 112, 112' are substantially identical to each other, each having a series of notches 126, 126' in the outer peripheral surface 124, 124'. Each notch 126, 126' is arranged such that its length 130, 130' is parallel to the axis of rotation AR, AR' of the respective rotary die 112, 112'. Each notch 126 on one mold 112 mates with a corresponding notch 126' on the other mold 112'. In addition, the number of rows of notches 126, 126' should correspond to the number of stripes 84, 86, 88, 90, 84', 86', 88', The number of color transitions 92a, 92b, 92c, 92a', 92b', 92c' corresponds between 90'.
在经过旋转模子112,112’之间的条纹薄膜32,32’的定位是,例如,薄膜32的红色条纹84,88与其他薄膜32’的红色条纹84’,88’匹配,薄膜32,32’的黄色条纹86,90分别与86’,90’类似地相互匹配。包衣设备102的寄存装置120可用于促进薄膜32,32’的定位,使得每个薄膜的色彩转换的匹配和排列改善。The positioning of the striped films 32, 32' between passing rotating dies 112, 112' is such that, for example, the red stripes 84, 88 of the film 32 match the red stripes 84', 88' of the other films 32', and the films 32, 32 'The yellow stripes 86, 90 are similarly matched with 86', 90' respectively. The storage device 120 of the coating apparatus 102 can be used to facilitate the positioning of the films 32, 32' so that the matching and alignment of the color transitions of each film is improved.
当旋转模子112,112’旋转时,片心10被分散到模子112,112’之间的夹,使得它们随着与模子112,112’的旋转轴AR,AR’平行排列的长度定向,并且每个片心10因此可在一对协同作用的凹口126,126’之间得到正确排列。旋转模子112,112’继续旋转,薄膜32,32’通过协同作用的凹口126,126’的凸起边缘128,128’相互密封,因此围绕片心10形成位于片心10的对称横向平面16的薄膜接缝134。在围绕每个包衣片心10的薄膜接缝134,凸起边缘128,128’还切开粘合的薄膜32,因此从粘合的薄膜32,32’中释出包衣的片心产品122。As the rotary dies 112, 112' rotate, the cores 10 are dispersed into the nip between the dies 112, 112' such that they are oriented with lengths aligned parallel to the axes of rotation AR, AR' of the dies 112, 112', and Each core 10 is thus properly aligned between a pair of cooperating notches 126, 126'. As the rotating dies 112, 112' continue to rotate, the films 32, 32' are sealed to each other by the raised edges 128, 128' of the cooperating notches 126, 126', thus forming a transverse plane of symmetry 16 on the core 10 around the core 10. seam 134 of the film. At the film seam 134 around each coated tablet core 10, the raised edge 128, 128' also cuts the bonded film 32, thereby releasing the coated core product from the bonded film 32, 32'. 122.
产生的薄膜接缝134可包含邻接的薄膜边缘。还可能薄膜接缝134中薄膜32的切割边缘轻微重叠另外薄膜32’的切割边缘,其量大约等于薄膜32,32’的厚度。可选择的是,薄膜接缝134的形成使得薄膜32,32’的切割边缘围绕片心10相互排列,但稍微间隔一定距离,大约等于薄膜32,32’的厚度。The resulting film seam 134 may comprise adjoining film edges. It is also possible that the cut edge of the film 32 in the film seam 134 slightly overlaps the cut edge of the other film 32' by an amount approximately equal to the thickness of the films 32, 32'. Optionally, the film seam 134 is formed so that the cut edges of the films 32, 32' are aligned around the core 10, but spaced slightly apart, approximately equal to the thickness of the films 32, 32'.
如果有美学要求,薄膜32,32’的排列使得产生的产品122有薄膜接缝134,其中薄膜32的一种色彩条纹(例如,红色条纹84)(或视觉上差别)与另一个薄膜32’的一种色彩条纹(例如,黄色条纹90’)(或视觉上差别)紧靠或重叠,形成有“棋盘图案”的产品122,即,有红色和黄色交互的四个象限(或其他视觉上的差别)。If aesthetically desired, the films 32, 32' are arranged such that the resulting product 122 has a film seam 134 in which one color stripe (e.g., red stripe 84) of the film 32 is (or visually distinct from) the other film 32'. One color stripe (e.g., yellow stripe 90') (or visual difference) abuts or overlaps to form a product 122 with a "checkerboard pattern," i.e., four quadrants (or other visual difference) with alternating red and yellow difference).
参考[MCP 301]_________申请的图17-19显示可用于包衣加工的可选择的薄膜铸塑装备136。可选择的薄膜铸塑装备136包括薄膜接受装置,如常规的金属铸造带140,它装在用于接受在其上铸塑成的薄膜138的两个旋转鼓142,144上。旋转鼓142,144旋转,从而使得铸造带140沿着箭头J和K指示的方向移动。加热盘148可置于靠近铸造带140以在其上铸塑薄膜之前温暖铸造带140。冷却盘150可置于靠近铸造带140以在其上铸塑薄膜之后冷却铸造带140。Figures 17-19 of the referenced [MCP 301] _________ application show alternative film casting equipment 136 that can be used for the coating process. Optional film casting apparatus 136 includes film receiving means, such as a conventional metal casting belt 140, mounted on two rotating drums 142, 144 for receiving film 138 cast thereon. The rotating drums 142, 144 rotate, thereby causing the casting belt 140 to move in the directions indicated by arrows J and K. A heating plate 148 may be placed adjacent to the casting belt 140 to warm the casting belt 140 prior to casting a film thereon. A cooling plate 150 may be placed adjacent to the casting belt 140 to cool the casting belt 140 after casting a film thereon.
可选择的薄膜制造设备136进一步包括薄膜沉积装置,如往复多室裂口挤压机146,以半连续方式在铸造带138上沉积薄膜138。用以上讨论的裂口挤压机38,往复裂口挤压机146包括内分隔物152,154,156,形成内室158,160,162,164来在其中容纳视觉上不同的包衣物质166,168。它也提供裂口170,通过其包衣物质166,168流出室158,160,162,164并到铸造带140上,从而产生有条纹薄膜138。Optional film fabrication facility 136 further includes film deposition means, such as a reciprocating multi-chamber split extruder 146, to deposit film 138 on casting belt 138 in a semi-continuous manner. With the split extruder 38 discussed above, the reciprocating split extruder 146 includes inner dividers 152, 154, 156 forming inner chambers 158, 160, 162, 164 to accommodate visually distinct coating materials 166, 168 therein. . It also provides openings 170 through which coating substances 166 , 168 flow out of the chambers 158 , 160 , 162 , 164 and onto the casting belt 140 , thereby producing the striped film 138 .
往复多室裂口挤压机146还包括供应装置,如进料管道182,184将包衣物质166,168提供到室158,160,162,164的每个室,和流量控制装置,如控制包衣物质166,168从室158,160,162,164的流动的滑动门。往复多室裂口挤压机146的每个内分隔物152,154,156有条纹控制装置,如锥形刃边,以控制包衣物质166,168的流动,退出室158,160,162,164。上述的裂口挤压机38与现在的往复裂口挤压机146之间的明显差异是往复裂口挤压机146连接到常规马达,使得它按照[MCP 301]申请的图18的箭头M指示的方向往复运动。The reciprocating multi-chamber split extruder 146 also includes supply means, such as feed conduits 182, 184 providing coating material 166, 168 to each of the chambers 158, 160, 162, 164, and flow control means, such as control packs Laundry substances 166, 168 flow from chambers 158, 160, 162, 164 through sliding doors. Each inner partition 152, 154, 156 of the reciprocating multi-chamber split extruder 146 has striation control means, such as tapered edges, to control the flow of the coating material 166, 168 exiting the chambers 158, 160, 162, 164 . A significant difference between the above-described splitting extruder 38 and the present reciprocating splitting extruder 146 is that the reciprocating splitting extruder 146 is connected to a conventional motor such that it follows the direction indicated by arrow M in Figure 18 of the [MCP 301] application reciprocating motion.
一开始,进料管道182,184将两种颜色,如分别是红色和黄色的包衣物质166,168分别提供到往复裂口挤压机146的交替室158,160,162,164。在室158,160,162,164内,包衣物质166,168变成液体和可流动或者维持液体和可流动。在包衣物质166,168物理接触铸造带140表面时,冷却盘150至少部分固化包衣物质166,168形成横条纹薄膜138。Initially, feed conduits 182, 184 provide coating materials 166, 168 of two colors, eg, red and yellow, respectively, to alternating chambers 158, 160, 162, 164 of reciprocating split extruder 146, respectively. Within the chambers 158, 160, 162, 164, the coating substances 166, 168 become liquid and flowable or remain liquid and flowable. Upon physical contact of the coating substances 166 , 168 with the surface of the casting belt 140 , the cooling pan 150 at least partially solidifies the coating substances 166 , 168 to form the transversely striped film 138 .
在包衣物质166,168、加热盘148和冷却盘150获得它们需要的温度后,铸造带140的一部分198被加热盘148加热并随后通过旋转鼓142,144提高到往复裂口挤压机146下面的位置。滑动门180随后移动到位置,打开裂口170到条纹薄膜138需要的厚度。当旋转鼓142,144和铸造带140保持静止时,包衣物质166,168流出室158,160,162,164,沿着锥形刃边(未显示),经过裂口170并到铸造带140的加热部分198上,短暂地保持包衣物质166,168在基本为液体的流动状态。After the coating materials 166, 168, heating pan 148 and cooling pan 150 have attained their required temperature, a portion 198 of the casting belt 140 is heated by the heating pan 148 and then raised below the reciprocating split extruder 146 by means of the rotating drums 142, 144 s position. The sliding door 180 is then moved into position, opening the slit 170 to the desired thickness of the striped film 138 . When the rotating drums 142, 144 and the casting belt 140 remained stationary, the coating materials 166, 168 flowed out of the chambers 158, 160, 162, 164, along the tapered edges (not shown), through the opening 170 and to the bottom of the casting belt 140. On the heating portion 198, the coating substances 166, 168 are briefly maintained in a substantially liquid flowing state.
在包衣物质166,168流动到铸造带140上的同时,往复裂口挤压机146从第一部位194移动到第二部位196,在那里它暂时中止。往复裂口挤压机146一到达第二部位196,滑动门180就移动到关闭位置,从而阻断了裂口70并暂时中止包衣物质166,168的流动,结果形成薄膜片段200。薄膜片段200有交替的横向红色条纹172,176和黄色条纹174,178,及其中的直和一致的色彩转换186,188,190。While the coating materials 166, 168 flow onto the casting belt 140, the reciprocating split extruder 146 moves from the first station 194 to the second station 196, where it is temporarily suspended. Once the reciprocating split extruder 146 reaches the second location 196, the sliding door 180 moves to the closed position, thereby blocking the split 70 and temporarily stopping the flow of the coating materials 166, 168, resulting in the formation of the film segment 200. Film segment 200 has alternating transverse red stripes 172,176 and yellow stripes 174,178, with straight and consistent color transitions 186,188,190 therein.
接着,铸造带140通过旋转鼓142,144移动,使得薄膜片段移动,铸造带140的新加热部分在往复裂口挤压机146下面的位置。当第二薄膜片段在铸造带140上铸造时,第一薄膜片段200被冷却。Next, the casting belt 140 is moved by the rotating drums 142 , 144 so that the film segments move and the newly heated portion of the casting belt 140 takes place under the reciprocating split extruder 146 . While the second film segment is being cast on the casting belt 140, the first film segment 200 is cooled.
在需要铸塑随后的薄膜片段时,在往复裂口挤压机146现在处于第二部位196,铸造带140保持静止,滑动门180再次移动到位置,打开裂口170,量是等于条纹薄膜138需要的厚度。在包衣物质166,168流出到铸造带140上,往复裂口挤压机146从第二部位196移回到其第一部位194,在那里它再次暂时中止。在包衣物质166,168被置于铸造带140上时,新薄膜片段的第一边缘与第一薄膜部分200的第二边缘204接触并粘合。在往复裂口挤压机146回到其第一部位194后,滑动门180再次移动到关闭位置,从而阻断裂口70并暂时中止包衣物质166,168的流动,结果产生了与第一薄膜片段200粘合的新薄膜片段。When it is desired to cast a subsequent film segment, with the reciprocating split extruder 146 now in the second position 196, the casting belt 140 remains stationary and the sliding door 180 is moved into position again, opening the split 170 by an amount equal to that required for the striped film 138 thickness. After the coating materials 166, 168 flow onto the casting belt 140, the reciprocating split extruder 146 moves from the second station 196 back to its first station 194, where it again temporarily stops. As the coating substances 166 , 168 are placed on the casting belt 140 , the first edge of the fresh film segment contacts and adheres to the second edge 204 of the first film portion 200 . After the reciprocating breach extruder 146 returns to its first position 194, the sliding door 180 moves to the closed position again, thereby blocking the breach 70 and temporarily suspending the flow of the coating materials 166, 168, resulting in a 200 glued new film fragments.
前述的加工过程被持续重复,形成半连续的薄膜铸塑过程,产生横条纹薄膜138的连续带。横条纹薄膜138被刮刀或其他装置从铸造带140持续移动并随后被加到旋转模子包衣设备102按上述方法用于包衣片心10。但是,由于可选择的薄膜铸塑设备136产生有横向条纹的薄膜138,旋转模子208,208’有凹口210,210’,凹口210,210’的定向使得它们的长度与它们各自的旋转模子的旋转轴垂直排列。此外,此处使用的片心配发装置定位和分散每个片心10的末端首先到模子208,208’之间的夹,即,在片心10进入夹时,使得每个囊片10的末端12,14中的一个同时接触集中薄膜138,138’。The foregoing process is continuously repeated to form a semi-continuous film casting process producing a continuous strip of transversely striped film 138 . Striped film 138 is continuously moved by doctor blade or other means from casting belt 140 and then fed to rotary die coating apparatus 102 for coating tablet cores 10 as described above. However, since the optional film casting apparatus 136 produces a film 138 with transverse striations, the rotating molds 208, 208' have notches 210, 210' oriented such that their lengths correspond to their respective rotational The axes of rotation of the molds are aligned vertically. Furthermore, the core-dispensing device used here positions and distributes the end of each core 10 first to the nip between the dies 208, 208', i.e., as the core 10 enters the nip, so that the end of each caplet 10 One of 12, 14 simultaneously contacts focusing film 138, 138'.
参考[MCP 301]__________申请的图22-30涉及在制备有视觉上不同部分的薄膜的可选择的包衣设备,该设备包括上述的可选择的薄膜铸塑设备136。横向条纹薄膜沿着片心被加到可选择的包衣设备中生产双色产品,该横向条纹薄膜每个有只部分围绕片心的薄膜接缝,且该薄膜位于与产品的色彩转换的参考面不同的参考面上。Reference [MCP 301] to Figures 22-30 of the __________ application relates to an alternative coating apparatus in the preparation of a film having visually distinct portions, which apparatus includes the optional film casting apparatus 136 described above. Horizontal striped films are added along the cores to optional coating equipment to produce two-color products, each with a film seam that only partially surrounds the cores, and the films are positioned on the reference side of the color transition with the product different reference surfaces.
可选择的包衣设备包括传送系统220,该传送系统包含一系列水平方向的滚筒222和几对滚筒224,226,228以支持和传送横向条薄膜138。片心分散装置230位于传送传送系统220和薄膜138上以色彩转换186,188,190需要的方向分散片心10到薄膜138上。片心分散装置230包括板条进料器234,236,它按正确定位到薄膜138上的要求定位片心。片心分散装置230进一步包含片心定位板条238和位于定位板条238上的片心活塞240。Optional coating equipment includes a conveyor system 220 comprising a series of horizontally oriented rollers 222 and pairs of rollers 224, 226, 228 to support and convey the transverse strip film 138. A tablet core dispenser 230 is located on the transport conveyor system 220 and the film 138 to dispense the cores 10 onto the film 138 in the direction required for the color conversion 186 , 188 , 190 . The core dispensing unit 230 includes slat feeders 234, 236 which position the cores as required for proper positioning onto the film 138. The tablet core dispersing device 230 further includes a tablet core positioning bar 238 and a tablet core piston 240 located on the positioning bar 238 .
片心10从料斗中232中进料,通过板条进料器234,236到定位板条238。片心10’,10”,10”’的排列是平直的,末端12对末端14,因此每个片心与其后面的片心以基本连续的形式沿着定位板条238移动。当片心10’被推动超过支持导轨248,250并因此不再支持,当薄膜138的色彩转换186的位置位于片心10’的对称共轭平面18’时,寄存装置242发信号给马达,马达启动活塞240上上下下运动直至片心10’接触并停留在薄膜138上。当活塞240到达其最高的位置,它暂时停止直至下一个片心10”移动超过包含在定位板条238内的支持导轨248,250。只要片心10被进料并通过定位板条238移动前述的过程就反复持续进行。Tablet cores 10 are fed from a hopper 232 , through slat feeders 234 , 236 to positioning slats 238 . The array of cores 10', 10", 10"' is straight, end 12 to end 14, so that each core and the core following it moves along the positioning slats 238 in a substantially continuous fashion. When the core 10' is pushed beyond the support rails 248, 250 and is therefore no longer supported, the registration means 242 signal the motor when the position of the color switch 186 of the film 138 is in the plane 18' of symmetry conjugate of the core 10', The motor activates the piston 240 to move up and down until the core 10 ′ touches and rests on the membrane 138 . When the piston 240 reaches its highest position, it stops momentarily until the next core 10" moves beyond the support rails 248, 250 contained within the positioning slats 238. As soon as the core 10 is fed and moved through the positioning slats 238 the preceding The process continues repeatedly.
传送系统220的开始部分,即,在可选择薄膜铸塑设备136和片心定位板条238对面上的短间距之间定位的部分,包含水平方向滚筒222。薄膜138被水平方向滚筒222沿着开始部分移动。传送系统220的其余部位,位于经过定位板条238的短间距和旋转模子260,262之间,包含几对滚筒224,226,228。如[MCP 301]申请的图26的图解显示,连续几对滚筒224,226,228的单独滚筒从水平平面逐渐并连续向上转动,每个连续对滚筒224,226,228从靠近定位板条238开始增加约10度。相应地,随着薄膜138接近旋转模子260,262,薄膜138在片心10附近纵向折叠。The initial portion of the conveyor system 220 , that is, the portion located between the optional film casting apparatus 136 and the short distance on the opposite side of the core positioning bar 238 , includes horizontally oriented rollers 222 . The film 138 is moved along the start portion by the horizontal direction roller 222 . The remainder of the conveyor system 220, located between the short pitch past the positioning slats 238 and the rotating molds 260,262, includes pairs of rollers 224,226,228. As shown diagrammatically in Figure 26 of the [MCP 301] application, individual rollers of successive pairs of rollers 224, 226, 228 rotate gradually and continuously upwardly from a horizontal plane, each successive pair of rollers 224, 226, Start increasing about 10 degrees. Accordingly, the film 138 is folded longitudinally about the core 10 as the film 138 approaches the rotating dies 260,262.
旋转模子260,262旋转并相互合作形成其间的夹,在其中加入片心10与薄膜138。同样地,模子260,262中每一个有凹口282,284,在每个模子260,262表面上圆周地排列。凹口282,284每个有用于沿片心10附近封闭和切割粘合的薄膜138的高起的边缘,从而包衣片心10。但是旋转模子260,262被定向使得它们在水平平面中旋转,而不是以前讨论的旋转模子112,112’,208,208’在垂直平面中旋转。而且,当片心10被加入夹中,薄膜138被折叠并在片心附近部分粘合。而且,部分包衣的片心被连续进料,即,一个接一个加到模子260,262之间的夹中。Rotary dies 260, 262 rotate and cooperate to form a nip therebetween into which core 10 and film 138 are added. Likewise, each of the molds 260,262 has notches 282,284 arranged circumferentially on the surface of each mold 260,262. The notches 282, 284 each have a raised edge for closing and cutting the bonded film 138 along the vicinity of the core 10, thereby coating the core 10. But the rotary molds 260, 262 are oriented so that they rotate in the horizontal plane, rather than the vertical plane as previously discussed with the rotary molds 112, 112', 208, 208'. Also, when the core 10 is added to the clip, the film 138 is folded and partially bonded around the core. Also, the partially coated cores are fed continuously, ie, one after the other, into the nip between the dies 260,262.
壳也可用真空形成装置施加到片心。共同转让的待定的美国专利申请No.[MCP 301和MCP306]_________公开了该设备。The shell can also be applied to the core with a vacuum forming device. Commonly assigned pending US Patent Application No. [MCP 301 and MCP306]_________ discloses this device.
参考[MCP 301]___________申请的图31-44,真空形成装置292包括第一多数单独多孔压板294,第一传送系统296和第二传送传送系统298。第一和第二传送系统296,298被相互系列排列,从而形成多孔压板294以半连续形式移动的单个通道。当沿着设备移动时,第一和第二传送系统296,298备有常规真空来源将真空施加到每个多孔压板294。Referring to Figures 31-44 of the [MCP 301] ___________ application, the vacuum forming apparatus 292 includes a first plurality of individual porous platens 294, a first delivery system 296 and a second delivery delivery system 298. The first and second conveyor systems 296, 298 are arranged in series relative to each other to form a single channel through which the perforated platen 294 moves in a semi-continuous fashion. The first and second conveyor systems 296, 298 are provided with a conventional vacuum source to apply vacuum to each porous platen 294 as it moves along the apparatus.
真空形成装置292进一步包含第二多数单独多孔压板304和沿着第二通道移动多孔压板294的第三传送系统306,见图31箭头GG所示。第三传送系统306位于第一和第二传送系统296,298之间。The vacuum forming device 292 further comprises a second plurality of individual porous platens 304 and a third conveyor system 306 for moving the porous platens 294 along the second channel, as indicated by arrows GG in FIG. 31 . The third delivery system 306 is located between the first and second delivery systems 296,298.
旋转机械装置308也位于第一和第二传送系统296,298之间。旋转机械装置308同时容纳两个在一起的压板,即,一个压板294和相应的压板304,它们一起旋转,使得开始在顶部的压板304被颠倒并置于底部上。The rotary mechanism 308 is also located between the first and second conveyor systems 296 , 298 . The rotating mechanism 308 simultaneously accommodates two platens together, namely, one platen 294 and the corresponding platen 304, which rotate together such that the platen 304 starting at the top is inverted and placed on the bottom.
每个多孔压板294,304至少分别有一个凹口210,312,其大小和形状适合暂时但贴合地在其中接受待包衣的片心。Each porous platen 294, 304 has at least one recess 210, 312, respectively, sized and shaped to temporarily but snugly receive therein the cores to be coated.
使用有横向和纵向条纹薄膜的压板的不同组合以许多不同的方式获得具有色彩变换的包衣产品是可能的。但是,在一个特殊真空形成设备中,所有压板294,304的凹口310,312的方向必须是纵向的,或可选择的是,所有压板294,304中的凹口310,312的方向必须是横向的(或相反与薄膜上条纹的方向排列)。It is possible to obtain coated products with color shifts in many different ways using different combinations of platens with transverse and longitudinal striped films. However, in a particular vacuum forming apparatus, the orientation of the notches 310, 312 in all platens 294, 304 must be longitudinal, or alternatively, the orientation of the notches 310, 312 in all platens 294, 304 must be Transverse (or opposite to the direction of the stripes on the film).
真空形成装置292进一步包含有薄膜342置于其上的第一对滚筒338,340。第一对滚筒338,340位于接近第一传送系统296,使得第一薄膜342悬于第一多数多孔压板294上。有薄膜348置于其上的第二对滚筒344,346位置接近第二传送系统298,使得第二薄膜348也悬于第一多数多孔压板294上。The vacuum forming device 292 further includes a first pair of rollers 338, 340 on which the film 342 is placed. The first pair of rollers 338 , 340 are located proximate to the first conveyor system 296 such that the first film 342 is suspended from the first plurality of perforated platens 294 . The second pair of rollers 344 , 346 on which the film 348 rests is positioned proximate to the second conveyor system 298 such that the second film 348 also hangs over the first plurality of perforated platen 294 .
真空形成装置292还包含位于接近第一传送系统296的第一寄存装置350,以正确地安置相对于多孔压板294的凹口310内的片心10的第一薄膜342。第二寄存装置352位于接近第二传送系统298,以正确地安置相对于另一个多孔压板294的凹口310内的部分包衣片心10的第二薄膜348。The vacuum forming device 292 also includes a first storage device 350 located adjacent to the first conveyor system 296 to properly position the first film 342 relative to the cores 10 within the recesses 310 of the porous platen 294 . The second depository 352 is located adjacent to the second delivery system 298 to properly position the second film 348 relative to the partially coated core 10 within the recess 310 of the other porous platen 294 .
真空形成装置292还包含位于接近第一传送系统296和以往复形式运动的第一环形压制机354和第一薄膜切割机356。另外,第二环形压制机358和第二薄膜切割机360的位置接近第二传送系统298。第一和第二环形压制机354,358每个有开放构型,如从上面看是O形或椭圆形,使得通过其中分别形成通道362,364。环形压制机354,358中每一个还分别有接触边缘366,368,安装用来分别接触第一和第二薄膜342,348而不破坏它们。各环形压制机354,358被定尺寸和定形,这样接触边缘366,368限定其中的片心10。The vacuum forming apparatus 292 also includes a first ring press 354 and a first film cutter 356 located proximate to the first conveyor system 296 and moving in a reciprocating pattern. Additionally, the second ring press 358 and the second film cutter 360 are located proximate to the second conveyor system 298 . The first and second ring presses 354, 358 each have an open configuration, such as an O-shape or an ellipse when viewed from above, such that passages 362, 364, respectively, are formed therethrough. Each of the ring presses 354, 358 also has a contact edge 366, 368, respectively, arranged to contact the first and second films 342, 348, respectively, without damaging them. Each ring press 354, 358 is sized and shaped such that the contacting edges 366, 368 define a tablet core 10 therein.
第一和第二薄膜切割机356,360每个分别有凹口370,372,其大小和形状适合在其中接受已经有薄膜包衣施加于其上的部分包衣片心10的一部分。第一薄膜切割机356被定向以面对位于其下的多孔压板294,而第二薄膜切割机360被定向以面对位于其下的多孔压板304。第一和第二薄膜切割机356,360也往复运动。The first and second film cutters 356, 360 each have a recess 370, 372, respectively, sized and shaped to receive therein a portion of the partially coated core 10 to which a film coating has been applied. The first film cutter 356 is oriented to face the perforated platen 294 located therebeneath, while the second film cutter 360 is oriented to face the perforated platen 304 located therebeneath. The first and second film cutters 356, 360 also reciprocate.
第一薄膜342安装于第一对滚筒338,340上并在之间延伸,使得第一薄膜342位于第一传送系统296和第一多数多孔压板294在一边,第一环形压制机354和第一薄膜切割机356在另一边。类似地,第二薄膜被安装第二对滚筒344,346上并在之间延伸,使得第二薄膜348位于第二传送系统298和第一多数多孔压板294在一边,第二环形压制机360和第二薄膜切割机362在另一边。The first film 342 is mounted on and extends between the first pair of rollers 338, 340 such that the first film 342 is located on one side of the first conveyor system 296 and the first plurality of perforated platens 294, the first ring press 354 and the second A film cutter 356 is on the other side. Similarly, a second film is mounted on and extends between a second pair of rollers 344, 346 such that the second film 348 is located on one side of the second conveyor system 298 and the first plurality of perforated platens 294, and the second ring press 360 and a second film cutter 362 on the other side.
一开始,第一、第二和第三传送系统296,298,306开始运动,从而使多孔压板294,304按[MCP 301]__________申请的图31的箭头EE,FF,GG分别指示的方向运动。第一传送系统296使多孔压板294运动到直接在第一站378之前的位置。片心10被置于该多孔压板294的凹口310中并通过上文所述的真空稳固容纳在凹口310中,该真空通过第一真空来源300持续施加到多孔压板294和传送系统298上的所有其他多孔压板。Initially, the first, second and third conveying systems 296, 298, 306 start to move, so that the porous platens 294, 304 follow the directions indicated by the arrows EE, FF, and GG respectively in Fig. 31 of [MCP 301] __________ application sports. The first conveyor system 296 moves the perforated platen 294 to a position immediately prior to the first station 378 . The tablet cores 10 are placed in the recesses 310 of the porous platen 294 and are securely contained in the recesses 310 by the vacuum described above which is continuously applied to the porous platen 294 and the conveyor system 298 by the first vacuum source 300 All other porous platens.
随后压板294被第一传送系统296移动到第一站378。当第一寄存装置350确定片心10已正确安置时,压板294的运动暂时中止。当压板294暂时静止时,经过第一环形压制机354吹来热空气,从而软化第一薄膜342到可成形状态。第一环形压制机354随后移动,使得第一环形压制机354的接触边缘366在压板294的工作表面上压迫第一薄膜342并与片心10的上半部分接触。The platen 294 is then moved to the first station 378 by the first conveyor system 296 . When the first registration device 350 determines that the tablet core 10 has been correctly placed, the movement of the platen 294 is temporarily suspended. While the platen 294 is temporarily stationary, hot air is blown through the first ring press 354, thereby softening the first film 342 to a formable state. The first ring press 354 is then moved such that the contact edge 366 of the first ring press 354 presses the first film 342 on the working surface of the press plate 294 and comes into contact with the upper half of the tablet core 10 .
通过上文所述的真空,加热的第一薄膜同时被拉到片心10上并因此制成符合片心10的上半部分的形状。此后,第一环形压制机354缩回,压板294移动到第二站380,在那里它暂时停止。当压板294和片心10暂时静止,冷空气吹到第一薄膜342与片心10上,因此冷却并模塑与片心10的上半部分符合的第一薄膜342。By means of the vacuum described above, the heated first film is simultaneously drawn onto the core 10 and thus shaped to conform to the upper half of the core 10 . Thereafter, the first ring press 354 is retracted and the platen 294 moves to the second station 380 where it is temporarily stopped. When the platen 294 and the core 10 are temporarily stationary, cold air is blown onto the first film 342 and the core 10 , thereby cooling and molding the first film 342 conforming to the upper half of the core 10 .
参考[MCP 301]___________申请的图36-44,第一薄膜342在片心10上通过冷却并模塑足够时间后,压板294和部分包衣的片心10被第一传送系统296按照预定的距离移动到真空形成装置292的第三站382并在那里暂时中止使得部分包衣片心10与凹口370和第一薄膜切割机356的切割边缘374排列。第一薄膜切割机356被移动直至部分包衣片心10被贴合接受到凹口370内,锥形切割边缘374接触并紧贴着部分包衣片心10的周长切割第一薄膜342。随后第一薄膜切割机356从压板294移开。Referring to Figures 36-44 of [MCP 301]___________ application, after the first film 342 is cooled and molded on the tablet core 10 for a sufficient time, the platen 294 and the partially coated tablet core 10 are transported by the first delivery system 296 according to the predetermined The distance moves to the third station 382 of the vacuum forming device 292 and temporarily stops there so that the partially coated core 10 is aligned with the notch 370 and the cutting edge 374 of the first film cutter 356. The first film cutter 356 is moved until the partially coated core 10 is snugly received into the notch 370 and the tapered cutting edge 374 contacts and cuts the first film 342 against the perimeter of the partially coated core 10 . The first film cutter 356 is then moved away from the platen 294 .
压板294和部分包衣片心10随后被移到真空形成装置292的第四,或旋转,站384并再次暂时中止,于是部分包衣片心10如下文所述,被转移到一个压板304。第三传送系统306移动一个压板304到旋转站384位置中,使得它相对于在其上携带部分包衣片心10的压板294是颠倒位置。在压板294按预定的距离移动后,使得部分包衣片心10与颠倒的压板304的凹口排列,第一传送系统296容纳压板294,部分包衣片心10在旋转站384暂时静止。随后压板304向部分包衣片心10移动直至部分包衣片心10被容纳在压板294,304的凹口310,312内(如[MCP 301]_______申请的图31和40所示)。施加于多孔压板294的真空被中断,压板294,304与其间的部分包衣片心10旋转,其中容纳片心10的压板294被颠倒,压板304移动到右侧朝上的位置。颠倒的压板294现在从右侧朝上的压板304移开,使一个压板304沿着[MCP 301]_________申请的图31的箭头GG所示的途径移动。接着右侧朝上的压板304移动到第二传送系统298上,使一个压板294沿着[MCP 301]申请的图31的箭头EE,FF所示的途径移动。接着,施加真空到部分包衣片心10,从而在压板294的凹口310内容纳部分包衣片心10,压板294现在第二传送系统298上移动,使得部分包衣的片心10的未覆盖部分暴露。The platen 294 and partially coated cores 10 are then moved to the fourth, or rotary, station 384 of the vacuum forming apparatus 292 and paused again, whereupon the partially coated cores 10 are transferred to a platen 304 as described below. The third conveyor system 306 moves one platen 304 into the position of the rotating station 384 so that it is in an upside-down position relative to the platen 294 carrying the partially coated cores 10 thereon. After the platen 294 has moved a predetermined distance so that the partially coated cores 10 line up with the notches of the inverted platen 304 , the first conveyor system 296 accommodates the platen 294 and the partially coated cores 10 are temporarily stationary at the rotating station 384 . The platen 304 is then moved towards the partially coated core 10 until the partially coated core 10 is received in the recesses 310, 312 of the platen 294, 304 (as shown in Figures 31 and 40 of the [MCP 301]_______ application). The vacuum applied to the perforated platen 294 is interrupted, the platens 294, 304 rotate with the partially coated cores 10 therebetween, wherein the platen 294 holding the cores 10 is inverted, and the platen 304 moves to a right side up position. The upside-down platen 294 is now removed from the right-facing upward platen 304, causing one platen 304 to move along the path shown by arrow GG in Figure 31 of [MCP 301] _________ application. Then the upward pressing plate 304 on the right side moves to the second conveying system 298, so that a pressing plate 294 moves along the path shown by the arrow EE in Fig. 31 of [MCP 301] application, FF. Next, vacuum is applied to the partially coated tablet cores 10, thereby receiving the partially coated tablet cores 10 in the recesses 310 of the platen 294, which is now moved on the second conveyor system 298 so that the uncoated cores 10 of the partially coated cores 10 are moved. The covering is partially exposed.
压板294和部分包衣片心10被第二传送系统298移动到真空形成装置292的第五站386。当第二寄存装置352确定部分包衣片心10相对于第二薄膜248正确定位时,压板294的运动暂时中止。当压板294暂时静止时,热空气通过第二环状压制机358吹入以软化第二薄膜348到可成形状态。随后第二环状压制机358移动使得第二环状压制机358的接触边缘368在压板294的工作表面314上接触和压迫第二薄膜348并与部分包衣片心10的未覆盖部分接触。The platen 294 and partially coated cores 10 are moved by the second conveyor system 298 to the fifth station 386 of the vacuum forming device 292 . When the second depository 352 determines that the partially coated cores 10 are properly positioned relative to the second film 248, the movement of the platen 294 is temporarily suspended. While the platen 294 is momentarily at rest, hot air is blown through the second ring press 358 to soften the second film 348 to a formable state. The second ring press 358 is then moved such that the contact edge 368 of the second ring press 358 contacts and compresses the second film 348 on the working surface 314 of the press platen 294 and contacts the uncovered portion of the partially coated tablet core 10 .
通过第二真空来源302提供的真空,加热的第二薄膜248随后被拉到片心10上,因此第二薄膜248与片心10的未覆盖部分。此后,第二环形压制机358缩回,通过真空将包衣片心10容纳在凹口310中的压板294移动到第六站388,并在那里暂时停止。应当注意,如[MCP 301]___________申请的图42所示,第二薄膜348与已经应用在片心10上的第一薄漠342的切割边缘部分重叠。当压板294和片心10暂时静止时,冷空气吹到第二薄膜248和片心10上,从而使第二薄膜348冷却并使之与片心10模塑一致。The heated second film 248 is then drawn onto the core 10 by the vacuum provided by the second vacuum source 302 , so that the second film 248 and the uncovered portion of the core 10 . Thereafter, the second ring press 358 is retracted, and the press plate 294 that receives the coated tablet cores 10 in the recesses 310 is moved by vacuum to the sixth station 388, where it is temporarily stopped. It should be noted that, as shown in Figure 42 of the [MCP 301]___________ application, the second film 348 partially overlaps the cut edge of the first thin film 342 that has been applied on the core 10. While the platen 294 and the core 10 are temporarily stationary, cool air is blown onto the second film 248 and the core 10, thereby cooling the second film 348 and making it molded in conformity with the core 10.
第二薄膜348在片心10上冷却并模塑足够时间后,压板294和包衣片心10被第二传送系统298按预定的距离移动到真空形成装置292的第七站390并在那里暂时中止,使得包衣片心10与凹口372和第二薄膜切割机360的切割边缘376排列。第二薄膜切割机360被移动直至包衣片心10被贴身接受到凹口372内,切割边缘376接触并紧贴着包衣片心的周长切割第二薄膜248。随后第二薄膜切割机360从压板294移开。After the second film 348 is cooled and molded on the tablet cores 10 for a sufficient time, the platen 294 and the coated tablet cores 10 are moved by the second conveying system 298 to the seventh station 390 of the vacuum forming device 292 by a predetermined distance and temporarily Pause so that the coated cores 10 line up with the notches 372 and the cutting edge 376 of the second film cutter 360 . The second film cutter 360 is moved until the coated core 10 is snugly received into the notch 372 and the cutting edge 376 contacts and cuts the second film 248 against the perimeter of the coated core. The second film cutter 360 is then moved away from the platen 294 .
压板294和完全包衣片心10被第二传送系统298从第七站390移出。在压板294和包衣片心10经过第七站390后,施加到压板294的真空被中止,从而从凹口310中释出包衣产品404。The platen 294 and fully coated tablet cores 10 are removed from the seventh station 390 by the second conveyor system 298 . After the platen 294 and coated cores 10 have passed the seventh station 390 , the vacuum applied to the platen 294 is discontinued, thereby releasing the coated product 404 from the recess 310 .
可选择的是,可使用具有被能够清楚地切割第一和第二薄膜342,348的高起切割边缘限定的凹口压板。可选择的是,代替首先把囊片10置于第一压板294的凹口310中,第一薄膜342可被置于第一压板上,随后暖空气可吹到第一薄膜342上使其软化成可成形状态。随后,可经过压板施加真空以将第一薄膜342拉到凹口并使之相符。此后,片心10可被置于凹口310中,冷空气吹到压板294、第一薄膜342和片心上,使第一薄膜342与片心10模塑一致。随后第二薄膜348可被置于压板上,在片心10之上,暖空气吹到第二薄膜上使其软化成可成形状态。另一个压板然后移动与第二薄膜348接触,用第二薄膜348紧压住片心10和第一压板294,使第二薄膜348与片心的轮廓相符。随后冷空气吹到第二薄膜348上,从而在囊片10上模塑第二薄膜348。最后,凹口的高起的切割边缘可切割第一和第二薄膜342,348,从而释出包衣产品。Alternatively, a platen having notches defined by raised cutting edges capable of clearly cutting the first and second films 342, 348 may be used. Alternatively, instead of first placing the caplet 10 in the recess 310 of the first platen 294, the first film 342 can be placed on the first platen and warm air can then be blown onto the first film 342 to soften it. into a formable state. Subsequently, a vacuum may be applied through the platen to draw the first film 342 to the notch and into conformity. Thereafter, the core 10 can be placed in the recess 310 and cool air is blown onto the platen 294 , the first film 342 and the core so that the first film 342 is molded in conformity with the core 10 . The second film 348 may then be placed on a platen, over the core 10, with warm air blown onto the second film to soften it into a formable state. The other platen then moves into contact with the second film 348, pressing the tablet core 10 and the first platen 294 tightly with the second film 348 so that the second film 348 conforms to the outline of the tablet core. Cool air is then blown onto the second film 348 , thereby molding the second film 348 on the caplet 10 . Finally, the raised cutting edges of the notches can cut the first and second films 342, 348, thereby releasing the coated product.
应注意的是,热冷空气的温度范围,以及真空压力范围是本领域熟练技术人员所知的。It should be noted that the temperature range of hot and cold air, and the vacuum pressure range are known to those skilled in the art.
在壳是通过喷雾、紧张、包衣、或模塑施加到片心上的实施方案中,壳以流动物质形式施加到片心较佳。流动物质可包括溶解、分散、或融化成分,任选地在加工过程中可任选地被除去液体载体成分的溶剂,例如通过干燥。不管使用何种方法,完成的壳,和相应地制备壳的流动物质,包含成膜剂较佳。任选地,本发明的壳和易溶壳部分可进一步包含本领域已知的一种或多种增稠剂,和各种辅助剂和/或赋形剂。In embodiments where the shell is applied to the core by spraying, stretching, coating, or molding, the shell is preferably applied to the core as a flowable mass. A flowable mass may include dissolved, dispersed, or melted ingredients, optionally a solvent from the liquid carrier ingredient that may optionally be removed during processing, such as by drying. Regardless of the method used, the finished shell, and accordingly the flowable mass from which the shell is prepared, preferably contains a film former. Optionally, the shell and lyotropic shell portion of the present invention may further comprise one or more thickeners known in the art, and various adjuvants and/or excipients.
本领域已知的任何成膜剂适合用于流动物质。合适的成膜剂的例子包括,但不限于,薄膜形成水溶性聚合物、薄膜形成蛋白质、薄膜形成不溶水聚合物、和薄膜形成pH依赖聚合物。在一个实施方案中,成膜剂可选自醋酸纤维素、甲基丙烯酸铵共聚物类型B、虫胶、羟丙甲基纤维素、和聚环氧乙烷和它们的组合物。Any film former known in the art is suitable for use with the flowing material. Examples of suitable film formers include, but are not limited to, film-forming water-soluble polymers, film-forming proteins, film-forming water-insoluble polymers, and film-forming pH-dependent polymers. In one embodiment, the film former may be selected from cellulose acetate, ammonium methacrylate copolymer type B, shellac, hydroxypropylmethylcellulose, and polyethylene oxide and combinations thereof.
合适的薄膜形成水溶性聚合物包括水溶性乙烯基聚合物如聚乙烯醇(PVA);水溶性聚碳水化合物如羟丙基淀粉、羟乙基淀粉、支链淀粉糖、甲乙基淀粉、羧甲基淀粉、预凝胶化淀粉、和薄膜形成改性淀粉;水膨胀性纤维素衍生物如羟丙基纤维素(HPC)、羟丙甲基纤维素(HPMC)、甲基纤维素(MC)、羟乙甲基纤维素(HMEC)、羟丁甲基纤维素(HBMC)、羟乙乙基纤维素(HEEC)、羟乙羟丙甲基纤维素(HEMPMC);水溶性共聚物如甲基丙烯酸和甲基丙烯酸酯共聚物、聚乙烯醇和聚乙二醇共聚物、聚环氧乙烷和聚乙烯吡咯烷酮共聚物;和它们的衍生物和组合物。Suitable film-forming water-soluble polymers include water-soluble vinyl polymers such as polyvinyl alcohol (PVA); water-soluble polycarbohydrates such as hydroxypropyl starch, hydroxyethyl starch, pullulan sugar, methyl ethyl starch, carboxymethyl starch, pregelatinized starch, and film-forming modified starch; water-swellable cellulose derivatives such as hydroxypropyl cellulose (HPC), hydroxypropyl methyl cellulose (HPMC), methyl cellulose (MC) , hydroxyethylmethylcellulose (HMEC), hydroxybutylmethylcellulose (HBMC), hydroxyethylethylcellulose (HEEC), hydroxyethylhydroxypropylmethylcellulose (HEMPMC); water-soluble copolymers such as methacrylic acid and Methacrylate copolymers, polyvinyl alcohol and polyethylene glycol copolymers, polyethylene oxide and polyvinylpyrrolidone copolymers; and derivatives and compositions thereof.
合适的薄膜形成蛋白质可以是天然或化学改性的,并包括明胶、肌原纤维蛋白质、可凝固蛋白如白蛋白、酪蛋白、酪蛋白酸盐和酪蛋白分离物、乳清蛋白、大豆蛋白和大豆蛋白分离物、玉米醇溶蛋白,及它们的聚合物、衍生物和混合物。Suitable film-forming proteins may be natural or chemically modified and include gelatin, myofibrillar proteins, coagulable proteins such as albumin, casein, caseinates and casein isolates, whey protein, soy protein and Soy protein isolates, zeins, and their polymers, derivatives, and mixtures.
合适的薄膜不溶于水聚合物,包括例如乙基纤维素、聚乙烯醇、聚乙烯醋酸盐、聚己酸内酯、醋酸纤维素及其衍生物、丙烯酸盐、甲基丙烯酸盐、丙烯酸共聚物;等等,和它们的衍生物、共聚物及组合物。Suitable film-insoluble polymers include, for example, ethyl cellulose, polyvinyl alcohol, polyvinyl acetate, polycaprolactone, cellulose acetate and its derivatives, acrylates, methacrylates, acrylic acid copolymers substances; etc., and their derivatives, copolymers and compositions.
合适的薄膜形成pH依赖聚合物包括肠纤维素衍生物,如邻苯二甲酸羟丙甲基纤维素、琥珀酸乙酸羟丙甲基纤维素、邻苯二甲酸乙酸纤维素、天然树脂,如虫胶和玉米醇溶蛋白;肠醋酸衍生物如邻苯二甲酸聚乙酸乙烯酯、邻苯二甲酸乙酸纤维素、乙醛乙酸二甲基纤维素;和肠丙烯酸衍生物如聚甲基丙烯酸基聚合物如RohmPharma GmbH以商品名EUDRAGIT S提供的商业化产品聚合物(甲基丙烯酸,甲基甲基丙烯酸酯)1∶2,和Rohm Pharma Gmbh以商品名EUDRAGIT L提供的商业化产品聚(甲基丙烯酸;甲基丙烯酸酯)1∶1,等等,和它们的衍生物、盐、共聚物及组合物。Suitable film-forming pH-dependent polymers include enteric cellulose derivatives such as hydroxypropylmethylcellulose phthalate, hydroxypropylmethylcellulose acetate succinate, cellulose acetate phthalate, natural resins such as insect Gum and zein; enteric acetic acid derivatives such as polyvinyl acetate phthalate, cellulose acetate phthalate, dimethyl cellulose acetaldehyde acetate; and enteric acrylic acid derivatives such as polymethacrylic acid-based polymers Such as the commercial product polymer (methacrylic acid, methacrylate) 1:2 offered by RohmPharma GmbH under the trade name EUDRAGIT S, and the commercial product poly(methylmethacrylate) offered by Rohm Pharma GmbH under the trade name EUDRAGIT L Acrylic acid; Methacrylate) 1:1, etc., and their derivatives, salts, copolymers and compositions.
一种用作热塑性薄膜形成水溶性聚合物的合适的羟丙甲基纤维素化合物是“HPMC2910”,其纤维素醚的置换度约1.9,羟丙基的摩尔置换度为0.23,基于化合物的总重量,该化合物含有约29%到约30%的甲氧基团和约7%到12%的羟丙基团。HPMC2910的商业化产品由Dow Chemical Company提供,其商品名METHOCEL E。METHOCEL E 5是适用于本发明的HPMC2910的一个级别,在20℃,2%的水溶液中用Ubbelohde粘度计确定其粘度约4到6cps(4到6豪帕斯卡/秒)。类似地,METHOCEL E 6,适用于本发明的HPMC2910的另一个级别,在20℃,2%的水溶液中用Ubbelohde粘度计确定其粘度约5到7cps(5到7豪帕斯卡/秒)。METHOCEL E 15,适用于本发明的HPMC2910的另一个级别,在20℃,2%的水溶液中用Ubbelohde粘度计确定其粘度约15000cps(15豪帕斯卡/秒)。本文中使用的“置换度”指附在脱水葡萄糖环上的置换基团的平均数目,而“羟丙基摩尔置换度”指每摩尔脱水葡萄糖羟丙基的摩尔数。A suitable hydroxypropylmethylcellulose compound for use as a thermoplastic film-forming water-soluble polymer is "HPMC2910", which has a degree of substitution of cellulose ether of about 1.9 and a molar substitution of hydroxypropyl of 0.23, based on the total amount of the compound. By weight, the compound contains from about 29% to about 30% methoxy groups and from about 7% to 12% hydroxypropyl groups. A commercial product of HPMC2910 is provided by Dow Chemical Company under the trade name METHOCEL E. METHOCEL E 5 is a grade suitable for HPMC2910 of the present invention, at 20 ℃, in 2% aqueous solution, determine its viscosity with Ubbelohde viscometer about 4 to 6 cps (4 to 6 hopascal/second). Similarly, METHOCEL E 6, another grade of HPMC 2910 suitable for use in the present invention, has a viscosity of about 5 to 7 cps (5 to 7 hopascals/second) as determined with an Ubbelohde viscometer in a 2% aqueous solution at 20°C. METHOCEL E 15, another grade suitable for HPMC2910 of the present invention, at 20 ℃, in 2% aqueous solution, determine its viscosity with Ubbelohde viscometer about 15000cps (15 hopascal/second). As used herein, "degree of substitution" refers to the average number of replacement groups attached to the anhydroglucose ring, and "molar degree of substitution of hydroxypropyl groups" refers to the number of moles of hydroxypropyl groups per mole of anhydroglucose.
一种合适的聚乙烯醇和聚乙二醇共聚物是BASF Corporation提供的商业化制品,商品名KOLLICOAT IR。One suitable polyvinyl alcohol and polyethylene glycol copolymer is commercially available from BASF Corporation under the tradename KOLLICOAT IR.
本文中使用的“改性淀粉”包括为改进稳定性或优化性能而交联,化学改性的淀粉,或为改进溶解度特性或优化性能而物理改性的淀粉。化学改性淀粉的例子是本领域熟知的和通常包括被化学处理用酯或醚基团替代一些羟基的淀粉。本文使用的交联可在相邻淀粉分子的两个羟基基团是化学连结的改性淀粉中发生。本文中使用的“预凝胶化淀粉”或“速溶淀粉”指已经预先湿化,随后干燥以增加冷水溶解度的改性淀粉。合适的改性淀粉可以从许多供应商购得,例如,A.E.StaleyManufacturing Company,和National Starch & Chemical Company。一种合适的改性淀粉包括预凝胶化的蜡状玉米衍生淀粉,该淀粉由National Starch & ChemicalCompany以商品名PURITY GUM和FILMSET提供,和它们的衍生物、共聚物和混合物。上述蜡状玉米淀粉通常包含,基于该淀粉总重量,约0%到约18%的直链淀粉和约100%到约82%的支链淀粉。As used herein, "modified starch" includes starches that are cross-linked, chemically modified to improve stability or optimize performance, or physically modified to improve solubility characteristics or optimize performance. Examples of chemically modified starches are well known in the art and generally include starches that have been chemically treated to replace some of the hydroxyl groups with ester or ether groups. Crosslinking, as used herein, can occur in modified starches where two hydroxyl groups of adjacent starch molecules are chemically linked. As used herein, "pregelatinized starch" or "instant starch" refers to a modified starch that has been pre-wetted and then dried to increase cold water solubility. Suitable modified starches are commercially available from a number of suppliers, for example, A.E. Staley Manufacturing Company, and National Starch & Chemical Company. One suitable modified starch includes pregelatinized waxy corn-derived starches supplied by the National Starch & Chemical Company under the tradenames PURITY GUM and FILMSET, and derivatives, copolymers and mixtures thereof. The waxy corn starch described above generally comprises, based on the total weight of the starch, from about 0% to about 18% amylose and from about 100% to about 82% amylopectin.
其他合适的薄膜形成改性淀粉包括羟丙酸化淀粉,其中淀粉的一些羟基已与羟丙基醚化,通常通过氧化丙烯物处理。具有薄膜形成特性的合适的羟丙基淀粉的一个例子是Grain Processing Company以商品名PURE-COTE B790提供的产品。Other suitable film-forming modified starches include hydroxypropionated starches in which some of the hydroxyl groups of the starch have been etherified with hydroxypropyl groups, usually by treatment with propylene oxide. An example of a suitable hydroxypropyl starch having film forming properties is the product offered by the Grain Processing Company under the tradename PURE-COTE B790.
用作成膜剂的合适木薯糊精包括National Starch & Chemical Company以商品名CRYSTAL GUM或K-4484提供的物质,和该物质的衍生物如衍生自木薯淀粉的改性食物淀粉,该淀粉由National Starch & Chemical以商品名PURITY GUM 40提供,以及该物质的共聚物和混合物。Suitable tapioca dextrins for use as film formers include the material supplied by the National Starch & Chemical Company under the tradename CRYSTAL GUM or K-4484, and derivatives of this material such as modified food starches derived from tapioca starch, which are available from National Starch & Chemical under the trade name PURITY GUM 40, and copolymers and mixtures of this substance.
本领域中熟知的任何增稠剂可用于本发明的流动物质。该增稠剂的例子包括但不限于水胶体(本文中也指胶凝合物)、粘土、胶凝淀粉、和可结晶碳水化合物,和它们的衍生物、共聚物及组合物。Any thickening agent well known in the art may be used in the flowable materials of the present invention. Examples of such thickeners include, but are not limited to, hydrocolloids (also referred to herein as gelatins), clays, gelatinized starches, and crystallizable carbohydrates, and derivatives, copolymers, and combinations thereof.
合适的水胶体(本文中也指胶凝聚合物)的例子如藻酸盐、琼脂、瓜尔胶、角豆胶、角叉胶、他拉胶、阿拉伯胶、黄芪胶、果胶、黄原胶、吉兰胶、麦芽糖糊精、半乳甘露聚糖、石耳素、昆布多糖、小核菌葡聚糖、菊粉、果胶、whelan、rhamsan、zooglan、methylan、壳多糖、环糊精、脱乙酰壳多糖。合适的粘土的例子包括绿土如斑脱土、高岭土、和laponite;三硅酸镁、硅酸铝镁、等等,和它们的衍生物及混合物。合适的胶凝淀粉的例子包括酸水解淀粉,和它们的衍生物及混合物。另外合适的增稠水胶体包括低湿度聚合物溶液如明胶和其他水状胶体的混合物,该混合物的水含量多达约30%,如用于制造“gummi”糖膏剂形式一样。Examples of suitable hydrocolloids (also referred to herein as gelling polymers) are alginates, agar, guar gum, carob bean gum, carrageenan, tara gum, acacia gum, tragacanth, pectin, xanthan Gum, gellan gum, maltodextrin, galactomannan, shiurin, laminarin, sclerotin, inulin, pectin, whelan, rhamsan, zooglan, methylan, chitin, cyclodextrin , Chitosan. Examples of suitable clays include smectite clays such as bentonite, kaolin, and laponite; magnesium trisilicate, magnesium aluminum silicate, and the like, and derivatives and mixtures thereof. Examples of suitable gelatinizing starches include acid hydrolyzed starches, and derivatives and mixtures thereof. Further suitable thickening hydrocolloids include mixtures of low moisture polymer solutions such as gelatin and other hydrocolloids having a water content of up to about 30%, as used in the manufacture of "gummi" massecuite forms.
另外合适的增稠剂包括可结晶碳水化合物,等等及它们的衍生物和组合物。合适的可结晶碳水化合物包括单糖和寡糖。在单糖中,如己醛糖,如阿洛糖、阿卓己糖、葡萄糖、甘露糖、古洛糖、艾杜糖、半乳糖、塔罗糖和己酮糖的D和L异构体,如果糖、山梨糖及它们的氢化类似物的D和L异构体,如葡萄糖醇(山梨糖醇)和甘露糖醇较佳。在寡糖中,1,2-二糖蔗糖和海藻糖,1,4-二糖麦芽糖,乳糖,和纤维二糖,和1,6-二糖龙胆二糖和蜜二糖,和三糖蜜三糖及称为异麦芽酮糖的蔗糖异构化形式及其氢化类似物异麦芽是较佳的。还原二糖(如麦芽糖和乳糖)的其他氢化形式,如,麦芽糖醇和乳糖醇也是较佳的。另外,戊醛糖的氢化形式:如D和L片心糖、阿拉伯糖、木糖和来苏糖和丁醛糖的氢化形式:如D和L赤藓糖和苏糖是较佳的,并分别以木糖醇和赤藓糖醇为例子。Additional suitable thickeners include crystallizable carbohydrates, and the like and derivatives and combinations thereof. Suitable crystallizable carbohydrates include monosaccharides and oligosaccharides. Among monosaccharides such as aldohexoses such as the D and L isomers of allose, altrohexose, glucose, mannose, gulose, idose, galactose, talose and ketohexose, if The D and L isomers of sugars, sorbose and their hydrogenated analogs, such as glucitol (sorbitol) and mannitol, are preferred. Among the oligosaccharides, the 1,2-disaccharides sucrose and trehalose, the 1,4-disaccharides maltose, lactose, and cellobiose, and the 1,6-disaccharides gentiobiose and melibiose, and trimolasses Trisaccharides and the isomerized form of sucrose known as isomaltulose and its hydrogenated analog isomalt are preferred. Other hydrogenated forms of reducing disaccharides such as maltose and lactose, eg, maltitol and lactitol, are also preferred. In addition, hydrogenated forms of aldopentoses: such as D and L tablet sugar, arabinose, xylose and lyxose and hydrogenated forms of aldobutroses: such as D and L erythrose and threose are preferred, and Take xylitol and erythritol as examples respectively.
本发明的一个实施方案中,流动物质包含明胶作为胶凝聚合物。明胶是一种天然的热胶凝聚合物。它是通常可溶于温水的白蛋白类衍生蛋白的无色无味混合物。通常使用的明胶有两种类型-A型和B型。A型明胶是酸处理原料的衍生物。B型明胶是碱处理原料的衍生物。明胶的水分含量,和Bloom强度、成分与原始明胶加工条件决定了它在液体和固体之间的转换温度。Bloom是明胶凝胶体强度的标准量度,它与分子量有粗略的关系。Bloom被定义为以克为重量单位的,用来计量在保持10℃达17小时的6.67%明胶凝胶体中移动直径为半英寸的塑料活塞4毫米所需的力。在一个较佳实施例中,流动物质是包含20%275 Bloom的猪皮明胶,20%250 Bloom的骨明胶,和大约60%水的水。In one embodiment of the invention, the flowable mass comprises gelatin as gelling polymer. Gelatin is a natural heat-gelling polymer. It is a colorless, odorless mixture of albumin-like derived proteins that are usually soluble in warm water. There are two types of gelatin commonly used - type A and type B. Type A gelatin is a derivative of acid-treated raw materials. Type B gelatin is a derivative of alkali-treated raw materials. The moisture content of gelatin, and Bloom strength, composition and raw gelatin processing conditions determine the temperature at which it transitions between liquid and solid. Bloom is a standard measure of gelatin gel strength, which is roughly related to molecular weight. Bloom is defined as a unit of weight in grams that measures the force required to move a half-inch diameter plastic piston 4 mm in a 6.67% gelatin gel maintained at 10°C for 17 hours. In a preferred embodiment, the flowable substance is water comprising 20% 275 Bloom pigskin gelatin, 20% 250 Bloom bone gelatin, and about 60% water.
合适的黄原胶包括由C.P.Kelco Company以商品名KELTROL 1000,XANTROL 180,或K9B310提供的物质。Suitable xanthan gums include those supplied by the C.P. Kelco Company under the trade names KELTROL 1000, XANTROL 180, or K9B310.
合适的粘土包括绿土如斑脱土、高岭土、和laponite;三硅酸镁、硅酸铝镁、等等,和它们的衍生物及混合物。Suitable clays include smectite clays such as bentonite, kaolin, and laponite; magnesium trisilicate, magnesium aluminum silicate, and the like, and derivatives and mixtures thereof.
本文使用的“酸水解淀粉”是通过稀释酸在低于淀粉胶凝作用点的温度处理淀粉悬液产生的一类改性淀粉。在酸水解中,淀粉的颗粒形式维持在淀粉悬液中,一旦达到需要的水解程度,水解反应通过中和、过滤和干燥来终止。结果,淀粉聚合物的平均分子大小下降。酸水解淀粉(也称为“稀蒸煮淀粉”)与相同的天然淀粉相比倾向于有更低热粘度和冷却时更倾向于凝胶。As used herein, "acid hydrolyzed starch" is a type of modified starch produced by treating a starch suspension with dilute acid at a temperature below the gelatinization point of the starch. In acid hydrolysis, the granular form of the starch is maintained in the starch suspension, and once the desired degree of hydrolysis has been achieved, the hydrolysis reaction is terminated by neutralization, filtration and drying. As a result, the average molecular size of the starch polymers decreases. Acid hydrolyzed starch (also known as "thin cooked starch") tends to have a lower hot viscosity and is more prone to gel when cooled than the same native starch.
本文使用的“胶凝淀粉”包括与水组合并加热到足以形成溶液的温度,从而在冷却到低于淀粉胶凝作用点的温度时形成凝胶。胶凝淀粉的例子包括,但不限于,酸水解淀粉如Grain Processing Corporation以商品名PURE-SET B950提供的产品;双淀粉磷酸羟丙酯如Grain Processing Corporation以商品名PURE-GEL B990提供的产品,和它们的混合物。As used herein, "gelatinizing starch" includes combining with water and heating to a temperature sufficient to form a solution, thereby forming a gel upon cooling to a temperature below the gelatinization point of the starch. Examples of gelatinizing starches include, but are not limited to, acid hydrolyzed starches such as those offered by Grain Processing Corporation under the tradename PURE-SET B950; distarch hydroxypropyl phosphates such as those offered by Grain Processing Corporation under the tradename PURE-GEL B990, and their mixtures.
合适的低熔疏水物质包括脂肪、脂肪酸酯、磷脂、和蜡。合适的脂肪的例子包括氢化植物油例如可可奶油、氢化棕榈仁油、氢化棉籽油、氢化向日葵油和氢化大豆油、游离脂肪酸和它们的盐。合适的脂肪酸酯的例子包括蔗糖脂肪酸酯、单甘油酯、双甘油酯、三甘油酯、山嵛酸甘油酯、棕榈酸硬脂酸甘油酯、单硬脂酸甘油酯、三硬脂酸甘油酯、三月桂酸甘油酯、豆蔻酸甘油酯、Glyco Wax-932,十二烷酰聚乙二醇-32甘油酯和硬脂酰聚乙二醇-32甘油酯。合适的磷脂的例子包括磷脂酰胆碱、磷脂酰丝氨酸、磷脂酰肌醇、和磷脂膦酸。合适的蜡的例子包括巴西棕榈蜡、鲸蜡、蜂蜡、蜡大戟蜡、虫胶蜡、微晶蜡和石蜡;含脂肪混合物如巧克力,等等。Suitable low melting hydrophobic substances include fats, fatty acid esters, phospholipids, and waxes. Examples of suitable fats include hydrogenated vegetable oils such as cocoa butter, hydrogenated palm kernel oil, hydrogenated cottonseed oil, hydrogenated sunflower oil and hydrogenated soybean oil, free fatty acids and their salts. Examples of suitable fatty acid esters include sucrose fatty acid esters, monoglycerides, diglycerides, triglycerides, glyceryl behenate, glyceryl palmitostearate, glyceryl monostearate, tristearate Glycerides, Glyceryl Trilaurate, Glyceryl Myristate, Glyco Wax-932, Lauryl Macrogol-32 Glycerides, and Stearoyl Macrogol-32 Glycerides. Examples of suitable phospholipids include phosphatidylcholine, phosphatidylserine, phosphatidylinositol, and phosphatidylphosphonic acid. Examples of suitable waxes include carnauba wax, spermaceti wax, beeswax, euphorbia wax, shellac wax, microcrystalline wax and paraffin wax; fat-containing mixtures such as chocolate, and the like.
合适的非结晶碳水化合物包括非结晶糖如多聚右旋糖和淀粉水解产物,如葡萄糖糖浆、玉米糖浆和高果糖玉米糖浆;和非结晶糖醇如麦芽糖醇糖浆。Suitable non-crystalline carbohydrates include non-crystalline sugars such as polydextrose and starch hydrolysates such as glucose syrup, corn syrup and high fructose corn syrup; and non-crystalline sugar alcohols such as maltitol syrup.
任选地用作流动物质的成分的合适溶剂包括水、极性有机溶剂如甲醇、乙醇、异丙醇、丙酮等等;和非极性有机溶剂如二氯甲烷等等;和它们的混合物。Suitable solvents that are optionally used as components of the mobile mass include water, polar organic solvents such as methanol, ethanol, isopropanol, acetone, and the like; and non-polar organic solvents such as methylene chloride, etc.; and mixtures thereof.
用于喷雾、浸渍、涂糖衣或模塑制备壳的流动物质可任选地包括辅助剂或赋形剂,可包含多达流动物质的约30重量%。合适的辅助剂或赋形剂的例子包括增塑剂、防粘剂、保湿剂、表面活性剂、消泡剂、着色剂、矫味剂、甜味剂、遮光剂等等。通过模塑制造片心、壳和它们的部分的合适的增塑剂包括但不限于聚乙二醇;丙二醇;甘油;山梨糖醇;柠檬酸三乙酯;柠檬酸三丁酯;癸二酸二丁酯;植物油如蓖麻油、菜油、橄榄油、和芝麻油;表面活性剂如聚山梨酸酯,十二烷醇硫酸钠,和丁二酸二辛基磺酸钠;甘油单醋酸盐;甘油二醋酸盐;甘油三醋酸盐;天然胶;三乙酰甘油酯;柠檬酸乙酰三丁酯;二乙基草酸盐;二乙基苹果酸盐;二乙基延胡索酸盐;二乙基丙二酸盐;二辛基邻苯二甲酸;二丁基琥珀酸盐;甘油三丁酸盐;氢化蓖麻油;脂肪酸;取代的甘油三酯和甘油酯;等等和/或它们的混合物。在一个实施方案中,增塑剂是柠檬酸三乙酯。在某些实施方案中,壳基本上没有增塑剂,即,包含小于约1%,也就是说少于约0.01%的增塑剂。The flowable mass for spraying, dipping, icing or molding to prepare shells may optionally include adjuvants or excipients, which may comprise up to about 30% by weight of the flowable mass. Examples of suitable adjuvants or excipients include plasticizers, detackifiers, humectants, surfactants, antifoaming agents, colorants, flavoring agents, sweeteners, opacifiers and the like. Suitable plasticizers for making cores, shells, and portions thereof by molding include, but are not limited to, polyethylene glycol; propylene glycol; glycerin; sorbitol; triethyl citrate; tributyl citrate; sebacic acid Dibutyl esters; vegetable oils such as castor oil, rapeseed oil, olive oil, and sesame oil; surfactants such as polysorbate, sodium lauryl sulfate, and dioctyl sodium succinate; glyceryl monoacetate; Glyceryl Diacetate; Glyceryl Triacetate; Natural Gum; Triacetyl Glycerides; Acetyl Tributyl Citrate; Diethyl Oxalate; Diethyl Malate; Diethyl Fumarate; Diethyl Malonate; dioctylphthalate; dibutylsuccinate; tributyrin; hydrogenated castor oil; fatty acids; substituted triglycerides and glycerides; etc. and/or mixtures thereof. In one embodiment, the plasticizer is triethyl citrate. In certain embodiments, the shell is substantially free of plasticizer, ie, contains less than about 1%, that is, less than about 0.01%, plasticizer.
开口可以任何形式在壳中制备。在包衣中制造开口和孔的许多方法是药学和其他领域所知的,其中任何方法都可以使用。本领域技术人员应当明白,制造开口的不同方法可以与制造剂型和/或应用到壳上的不同方法结合使用。制造开口的方法也取决于壳的性质和组合物,如果有的话还有外层包衣的情况。开口可以在本发明的加工步骤中的任何几个不同步骤在壳中形成,部分取决于将壳施加到片心上的步骤。对于壳通过涂糖衣施加到片心上的实施方案,开口可以在铸塑薄膜形成期间形成,在铸塑薄膜形成后但在薄膜施加到片心之前,在薄膜施加到片心期间,或在薄膜施加到片心后。对于通过浸渍、转移、喷雾、或模塑将壳施加到片心的实施方案,开口可在壳施加到片心期间,或在壳施加到片心后在壳材料中形成。The openings can be made in the shell in any form. Many methods of creating openings and pores in coatings are known in the pharmaceutical and other arts, any of which can be used. Those skilled in the art will appreciate that different methods of making the opening may be used in conjunction with different methods of making the dosage form and/or applying it to the shell. The method of making the openings will also depend on the nature and composition of the shell and, if any, the case of the outer coating. Openings can be formed in the shell at any of several different steps in the processing steps of the invention, depending in part on the step in which the shell is applied to the core. For embodiments where the shell is applied to the core by sugar coating, the openings may be formed during the formation of the cast film, after the cast film is formed but before the film is applied to the core, during application of the film to the core, or after the film is formed. After applying to the tablet core. For embodiments where the shell is applied to the core by dipping, transferring, spraying, or molding, the openings may be formed in the shell material during application of the shell to the core, or after the shell is applied to the core.
例如,对壳的侵蚀、融化、或蒸发的消融方法使用通过水喷射侵蚀、喷砂处理、碾磨、电弧蒸发、介电击穿、离子束溅射、超声波研磨加工、空蚀流体喷射、或激光蒸发来制备开口。机械加工如在浸渍,或真空移除后的冲压、穿孔、切割、刺戳、钻孔、掩蔽可被用于制备开口。化学方法,如酸反应、碱反应、溶剂清洗、具掩蔽酸蚀刻、具掩蔽光蚀刻、各向异性湿化学蚀刻、各向同性湿化学蚀刻、疏水作用而使非湿化物质的点印在例如滚筒上,或发热遮盖效应可用于制备开口。涉及热应用的方法,如用热熨斗、激光加工、电弧蒸发、超声波融化或气蚀、微波加热来融化,高能量方法如等离子方法,红外线选择性聚合物处理,或用含铁添加剂感应加热可用于制备开口。最后,添加方法如着色、浸渍、溶剂清洗,用机织材料、线和带包衣片心,用掩蔽材料喷雾包衣并通过溶剂或疏水不相容性移除掩蔽材料,通过掩蔽片喷雾,在壳中使用材料带,或组合线或网或垫也可用于制备开口。For example, erosion, melting, or evaporative ablation methods for the shell use erosion by water jets, sandblasting, milling, arc evaporation, dielectric breakdown, ion beam sputtering, ultrasonic abrasive machining, cavitation fluid jetting, or Laser evaporation to prepare the openings. Mechanical processes such as punching, perforating, cutting, poking, drilling, masking after dipping, or vacuum removal can be used to prepare the openings. Chemical methods, such as acid reaction, alkali reaction, solvent cleaning, masked acid etching, masked photoetching, anisotropic wet chemical etching, isotropic wet chemical etching, hydrophobic interaction to make spot printing of non-wetting substances in e.g. On-roll, or exothermic masking effects can be used to prepare openings. Methods involving thermal application such as melting with hot irons, laser processing, arc evaporation, ultrasonic melting or cavitation, microwave heating, high energy methods such as plasma methods, infrared selective polymer treatment, or induction heating with iron-containing additives are available for preparing openings. Finally, adding methods such as coloring, impregnation, solvent washing, coating cores with woven material, thread and tape, spray coating with masking material and removal of masking material by solvent or hydrophobic incompatibility, spraying through masking tablet, The use of strips of material in the shell, or combinations of wire or mesh or mats can also be used to prepare the opening.
在本发明的一个实施方案中,壳通过如上文所述的热循环模塑施加到片心上,开口通过至少一个模子组件的内表面上的一个或多个突起来形成。每个突起,按需要形状和大小调整,掩蔽了下面片心的小位置,在突起的部位在壳中留下了开口。模子组件可包含许多突起在壳中形成许多相应的开口。突起可位于只有一个模子组件的内表面,即上模子组件,或只位于一个部分内,即按需要位于一个模子组件的内表面的一个象限。或者在壳中突起可安排形成图案、符号、词语等等。In one embodiment of the invention, the shell is applied to the core by thermal cycle molding as described above, the opening being formed by one or more protrusions on the inner surface of at least one mold component. Each protrusion, adjusted in shape and size as required, conceals a small location of the lower core, leaving an opening in the shell at the position of the protrusion. The mold assembly may comprise a plurality of protrusions forming a plurality of corresponding openings in the shell. The protrusions may be located on the inner surface of only one mold component, the upper mold component, or in only one portion, ie in one quadrant of the inner surface of a mold component as desired. Alternatively the protrusions in the shell may be arranged to form patterns, symbols, words or the like.
在本发明另一个实施方案中,使用如美国专利No.5,146,730和5,459,983所述的视觉上同质的薄膜,或共同转让的待定美国专利申请No.__________[MCP 301和MCP3 16]_____________中有视觉上不同部分的薄膜,通过包衣把壳施加到片心。在每种情况中,用于包衣步骤的铸塑薄膜在包衣过程前、期间或以后被穿孔。In another embodiment of the invention, a visually homogeneous film is used as described in U.S. Patent Nos. 5,146,730 and 5,459,983, or in commonly assigned co-pending U.S. Patent Application No.__________[MCP 301 and MCP3 16]_____________ Visually distinct parts of the film, the shell is applied to the core by the coating. In each case, the cast film used for the coating step was perforated before, during or after the coating process.
在一个实施方案中,壳通过包衣施加到片心,开口的形成可在通过使用合适形状或质地的铸型表面,如冷冻薄膜形成卷筒([MCP 301]_________申请中铸型鼓34的外表面36),把开口铸造到壳中的机械方法的铸塑薄膜形成期间。合适的质地包括突起足够高的表面使倒入的薄膜不能封住突起,因此在冷却的薄膜中留下开口。图7显示了有在薄膜中产生空隙、裂缝或开口区域的合适质地的表面1020的形成滚筒1010。该薄膜到达染色滚筒时已经包含开口。In one embodiment, the shell is applied to the core by a coating, and the openings can be formed by using a casting surface of suitable shape or texture, such as a cryofilm forming roll ([MCP 301] _________ application casting drum 34 outer surface 36) of the mechanical method of casting openings into the shell during cast film formation. A suitable texture includes a surface with protrusions high enough that the poured film cannot seal the protrusions, thus leaving openings in the cooled film. Figure 7 shows a forming
在第二个实施方案中,其中壳通过包衣施加到片心,开口可在薄膜形成后,和薄膜施加用到片心之前在铸型薄膜中机械刺戳或冲压。例如,图8和9显示位于形成滚筒1010和染色滚筒1040之间的穿孔设备1030。该穿孔设备将开口刺戳或冲压入形成的薄膜中。在另一个实施方案中,使用真空形成方法通过包衣施加到片心,薄膜在真空形成板(即,如[MCP 301]__________申请中所述的许多多孔压板294)上以在凹口中安置片心的孔穴形状真空形成,随后开口在插入片心以前形成。在一个特定实施方案中,有凹口的成形薄膜从形成板(即,许多多孔压板294)上移除,并运行到穿孔设备。在另一个实施方案中,有凹口的成形薄膜与形成板(即,许多多孔压板294)保持接触,在片心插入以前通过合适的消融方法在其中形成开口。本申请中一种特别合适的消融方法使用激光“燃烧”在形成的薄膜上按需要的形状、大小和图案形成开口。In a second embodiment, where the shell is applied to the core by a coating, the openings may be mechanically poked or punched in the cast film after the film is formed, and before the film is applied to the core. For example, FIGS. 8 and 9
另一个特定实施方案,其中开口在壳通过包衣形式施加到片心之前在壳中形成,如图10所示。该方法使用胶囊壳(包含明胶、淀粉、纤维素醚,或其他本领域已知和本文描述的物质)来包衣剂型的片心。胶囊壳是通过把钢针在本领域已知的液体形式的壳材料溶液中浸渍后以两部分1210形成的。随后壳材料在钢针上固化。在固化的胶囊壳从形成钢针上移除之前,合适的方法,例如激光,被用于在胶囊壳上按照需要的大小、形状和图案燃烧开口。随后片心1220用本领域已知的方法包衣胶囊壳1210,如美国专利No.5,415,868,6,126,767,5,464,631,5,460,824,5,317,849,5,511,361,5,609,010,5,795,588,和6,080,426,和PCT申请No.WO97/37629所述的在压制片剂上冷缩配合各半胶囊壳,以产生本发明的剂型1230。Another particular embodiment, wherein the openings are formed in the shell before the shell is applied to the core by means of a coating, as shown in FIG. 10 . This method coats the cores of the dosage form with a capsule shell (comprising gelatin, starch, cellulose ether, or other materials known in the art and described herein). The capsule shell is formed in two
在第三个实施方案中,开口可在壳施加到片心期间形成。在该实施方案中,壳可通过任何合适的方法施加到片心,如包衣、浸渍、转移、喷雾或模塑。In a third embodiment, the openings may be formed during application of the shells to the cores. In this embodiment, the shell may be applied to the core by any suitable method, such as coating, dipping, transferring, spraying or molding.
例如,在壳通过包衣施加到片心上的实施方案中,旋转模子1040的表面有在片心被铸型薄膜包衣时通过穿孔、刺戳或冲压可产生空隙、裂缝或开口区域的合适质地。For example, in embodiments where the shell is applied to the core by coating, the surface of the
图11显示通过浸渍方法把壳施加到片心的期间在壳中形成开口的方法的例子。在该方法中,在浸渍期间片心被容器1310容纳,容器1310配备一个或多个掩蔽针1320,许多掩蔽针1320较佳,掩蔽针1320容纳片心并遮掩不需被壳覆盖的区域。掩蔽针1320的形状、大小和排列决定壳中开口的形状、大小和图案。图12显示通过浸渍方法把壳施加到片心的期间在壳中形成开口的方法的另一个例子。其中片心浸渍在起泡沫的片心材料1420中。泡沫中的气泡在完成的固化壳中成为开口1430。在类似的实施方案中,通过把片心浸渍到薄膜形成壳物质中的固体蜡糖球形颗粒(non-pareils)悬液在壳施加期间产生开口。该糖球形颗粒与壳物质一起置于片心上。壳材料随后固化。其次,加热来融化蜡糖球形颗粒,在壳中留下蜡糖球形颗粒大小和形状的开口。在另一个实施方案中,片心浸渍到液体物质中,如通过紫外线照射、光线或热下激活时反应和固化聚合物。在该方法中,高度特异的或靶向能量来源如激光被用于选择性固化片剂上想保留的壳部分。在该处理后,留下的液体或被排空或被洗掉。在类似的实施方案中,片心表面被包涂粉剂,以后可使用激光选择性融化粉剂部分,把未融化粉剂留在需要开口的部位。留下的材料仍是粉剂并被抖去。Figure 11 shows an example of a method of forming openings in the shell during application of the shell to the tablet core by the dipping method. In this method, the cores are held during impregnation by a
图13显示通过类似印刷的转移方法将壳施加到片心上的期间形成开口的一个较佳方法。转移板1510表面刻有峰和谷的形象。壳材料以液体形式施加到转移板1510表面,并选择性充填到谷处但不覆盖峰。一个“印刷垫”应用设备1520从转移板1510中拣起有形象图案的壳材料并置于,或转移需要图案中的壳材料到片心表面上。转移板的优点在于图案非直接应用到剂型。另一个把壳材料选择性印到片心上的合适的方法是通过粉剂包衣,如PCT申请No.WO 01/57144所公开的静电沉积。另一个把壳材料选择性印到片心上的合适的方法是如公开文献中所述的通过墨水喷射印刷。Figure 13 shows a preferred method of forming the openings during application of the shells to the cores by a printing-like transfer method. The surface of the transfer plate 1510 is engraved with the image of peaks and valleys. The shell material is applied in liquid form to the surface of the transfer plate 1510 and selectively fills the valleys but does not cover the peaks. A "print pad" application device 1520 picks up the image-patterned shell material from the transfer plate 1510 and places, or transfers, the shell material in the desired pattern onto the core surface. An advantage of the transfer plate is that the pattern is not directly applied to the dosage form. Another suitable method of selectively printing shell material onto the core is by powder coating, such as electrostatic deposition as disclosed in PCT Application No. WO 01/57144. Another suitable method of selectively printing the shell material onto the core is by inkjet printing as described in the published literature.
在第四个实施方案中,在壳施加到片心以后开口可在壳中形成。图14显示该实施方案。其中,片心1610有突起1620,壳1630被用来围绕整个片心,随后突起被磨掉,如被一对旋转研磨轮1640磨掉来暴露未包衣片心(即产生开口1650)。在另一个实施方案中,壳以多层薄膜的形式(如包衣)被施加到片心。随后薄膜的区域被激光选择性烧去以在壳表面以需要的图案和任何需要的深度形成开口。在另一个实施方案中,烧结方法被用于安置壳。粉状的壳材料被烧结到片心表面,随后加热以部分,而不是全部融合粉剂微粒,产生多孔壳表面。在壳烧结到片心上以后形成开口的其他较佳方法包括机械方法如冲压、穿孔、钻孔、热切、融化。一种机械方法如图15的图15A所示显示使用热针或刀来融化和/或刺穿开口到片心中。图15B显示在壳中钻开口。图15显示的融化或穿刺顶端形成冲压机械,或滚筒机械的表面(或“商业终端”),另一个合适机械方法包括如图16所示把开口冲压到形成的壳中。在该特定实施方案中,冲出的壳材料保留在冲压产生的腔中,但是片心表面的一部分暴露成腔内部的部分。在壳烧结到片心上以后形成开口的可选择方法包括消融方法如喷砂处理、碾磨、电弧蒸发、介电击穿、离子束溅射、超声波研磨加工、空蚀流体喷射、激光蒸发;化学方法如选择性应用酸或碱反应,化学光蚀刻;涉及热应用的方法,如用热针、激光加工、电弧蒸发、超声波融化或气蚀、微波加热等等。这些方法可任选地用于首先掩蔽想保留未受损的壳区域后选择性地移除壳材料。In a fourth embodiment, openings may be formed in the shell after the shell has been applied to the core. Figure 14 shows this embodiment. Where a
应明白许多另外的方法,包括但不限于那些在消融、机械、化学、热处理或添加剂方法的大类中的方法,虽然本文没有特别举例,可适合形成本发明的壳的开口。It should be appreciated that many additional methods, including but not limited to those within the broad categories of ablation, mechanical, chemical, heat treatment or additive methods, although not specifically exemplified herein, may be suitable for forming the openings of the shells of the present invention.
例如,在离开薄膜铸塑设备后但在被加料到包衣设备前,薄膜片可用机械处理如冲压、穿孔、裂缝、穿透、或钻孔以在薄膜片上形成一个或多个开口。例如,通过消融、机械、化学、热处理或添加剂方法,裂缝可在铸型或突出薄膜上形成。For example, after exiting the film casting equipment but before being fed to the coating equipment, the film sheet can be mechanically treated such as punched, perforated, slit, pierced, or drilled to form one or more openings in the film sheet. For example, cracks can form in cast or protruding films by ablation, mechanical, chemical, heat treatment or additive methods.
下列非限制性实施例进一步说明本发明。The following non-limiting examples further illustrate the invention.
实施例Example
A部分:压制片剂片心的制备Part A: Preparation of Compressed Tablet Cores
压制片剂片心,包含500mg乙酰氨基酚作为活性成分,以下列成分制备:
部分I的活性成分和赋形剂按照提供的比例称重并加到流化床成粒机,如AEROMATIC牌成粒机的碗中。成粒剂(部分II)通过把纯化水以大约15克水每克淀粉NF加到处理箱中。淀粉缓慢搅拌混合,混合物被加热直至温度达到约82到84℃。在部分I的成分在加热的流体状态和内部空气温度75到85℃,成粒剂被喷雾到粉剂上。在所有的成粒剂被喷雾后,粒状的粉剂被干燥到水分含量约1.4到1.9%,其干燥损失使用例如COMPUTRAC牌分析仪确定。干燥的颗粒随后被过筛,例如,使用GLATT QUICK牌筛定子No.3,筛No.1.5mm,1,000RPM。筛选和干燥的颗粒随后与部分III的粉剂用合适的混合机如双壳,带型或行星混合机。完成的混合物随后被装入旋转式压片机并使用直径7/16英寸的圆深凹工具压制成片剂。产生的片剂片心的平均厚度是大约0.3英寸。产生的片剂片心的平均硬度是大约10Kp。片剂片心的平均重量是大约603.2mg。The active ingredients and excipients of Part I are weighed in the proportions provided and added to the bowl of a fluid bed granulator, such as an AEROMATIC brand granulator. The granulation agent (Part II) was added to the treatment tank by adding purified water at approximately 15 grams of water per gram of starch NF. The starch is mixed with slow stirring and the mixture is heated until a temperature of about 82 to 84°C is reached. With the ingredients in Part I in a heated fluid state and an internal air temperature of 75 to 85°C, the granulating agent is sprayed onto the powder. After all of the granulating agent has been sprayed, the granulated powder is dried to a moisture content of about 1.4 to 1.9%, the loss on drying being determined using, for example, a COMPUTRAC brand analyzer. The dried granules are then sieved, for example, using a GLATT QUICK brand sieve stator No. 3, sieve No. 1.5 mm, 1,000 RPM. The screened and dried granules are subsequently mixed with Part III powders using a suitable mixer such as a double shell, belt or planetary mixer. The completed blend was then loaded into a rotary tablet press and compressed into tablets using 7/16 inch diameter round concave tooling. The average thickness of the resulting tablet cores was about 0.3 inches. The average hardness of the resulting tablet cores was about 10 Kp. The average weight of the tablet cores is approximately 603.2 mg.
B部分:作为用于包衣的铸塑薄膜的壳材料的制备Part B: Preparation of shell material as cast film for coating
用于包衣A部分的片心的第一明胶基铸塑薄膜,厚度在大约0.02英寸范围,以下列成分制备:A first gelatin-based cast film for coating the cores of Part A, in the range of about 0.02 inches in thickness, prepared with the following ingredients:
着色剂与水混合以形成同质溶液。干燥的明胶颗粒被加入着色剂溶液,混合约1分钟以完全湿化明胶颗粒。明胶糊置于水浴中并加热到55℃以融化和溶解明胶。甘油和山梨醇随后在其中混合。最终的溶液被保持在55℃约10小时以除气。溶液在低速下混合直至均一(约5到15分钟),并转移到装有推进器型电混合器的夹层加料箱。在用来形成用于制造本发明的第一壳部分的铸型薄膜期间,明胶溶液保持在55℃持续混合。随后明胶溶液被倒入铸型鼓(形成滚筒1010)中,其表面被冷却到大约25℃以形成铸塑薄膜。Colorants are mixed with water to form a homogeneous solution. The dried gelatin granules are added to the colorant solution and mixed for about 1 minute to completely wet the gelatin granules. The gelatin paste was placed in a water bath and heated to 55°C to melt and dissolve the gelatin. Glycerin and sorbitol are then mixed therein. The final solution was kept at 55°C for about 10 hours to degas. The solution was mixed at low speed until homogeneous (approximately 5 to 15 minutes) and transferred to a sandwich addition box equipped with a propeller-type electric mixer. The gelatin solution was kept at 55°C with continuous mixing during use to form the cast film used to make the first shell portion of the present invention. The gelatin solution is then poured into a casting drum (forming drum 1010) whose surface is cooled to about 25°C to form a cast film.
按照上述方法制备有类似厚度但有第二种色彩的第二明胶基铸塑薄膜。A second gelatin-based cast film of similar thickness but of a second color was prepared as described above.
冷却的第一铸塑薄膜随后被加料到包含穿孔装置(1030)的两个滚筒之间,该装置在将开口冲压入形成的薄膜。开口是圆的,直径750微米,以7组排列,一个中心开口被6个周边开口包围。7组开口在薄膜中有时隔开,与染色滚筒1040中的腔相对应。冷却的第二铸型薄膜被加料到有平滑表面的两个滚筒之间,从而在其中保持连续没有开口。The cooled first cast film is then fed between two rollers containing a perforating device (1030) which punches openings into the formed film. The openings are circular, 750 μm in diameter, arranged in groups of 7, with a central opening surrounded by 6 peripheral openings. Seven sets of openings are sometimes spaced in the film, corresponding to the cavities in the
接下来,穿孔的第一薄膜和未穿孔的第二薄膜连同A部分的片剂片心被加料到包衣装置的染色滚筒1040之间。第一和第二薄膜与片剂片心接触压制,并相互压制,在交界面形成围绕压制片剂片心的腹状带的接缝。产生的剂型有第一色彩的第一壳部分,其中有开口,和有第二色彩的第二壳部分,其中基本没有开口。Next, the perforated first film and the non-perforated second film are fed between the
Claims (31)
Translated fromChineseApplications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2002/031062WO2003026626A2 (en) | 2001-09-28 | 2002-09-28 | Modified release dosage forms |
| USPCT/US02/31062 | 2002-09-28 | ||
| USPCT/US02/31117 | 2002-09-28 | ||
| USPCT/US02/31129 | 2002-09-28 | ||
| PCT/US2002/031024WO2003026625A1 (en) | 2001-09-28 | 2002-09-28 | Modified release dosage forms |
| USPCT/US02/31024 | 2002-09-28 | ||
| USPCT/US02/31163 | 2002-09-28 | ||
| PCT/US2002/031129WO2003026630A1 (en) | 2001-09-28 | 2002-09-28 | Dosage forms having an inner core and outer shell with different shapes |
| PCT/US2002/031163WO2003026627A1 (en) | 2001-09-28 | 2002-09-28 | Composite dosage forms |
| PCT/US2002/031117WO2003026629A2 (en) | 2001-09-28 | 2002-09-28 | Modified release dosage forms |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1684671Atrue CN1684671A (en) | 2005-10-19 |
Family
ID=34271652
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03823065.8APendingCN1684671A (en) | 2002-09-28 | 2003-03-21 | Immediate release dosage form comprising an open shell |
| CN03825324.0APendingCN1700907A (en) | 2002-09-28 | 2003-03-21 | Modified release dosage form with two cores and one opening |
| CN03825331.3APendingCN1700908A (en) | 2002-09-28 | 2003-03-21 | Improved release dosage form comprising two cores |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03825324.0APendingCN1700907A (en) | 2002-09-28 | 2003-03-21 | Modified release dosage form with two cores and one opening |
| CN03825331.3APendingCN1700908A (en) | 2002-09-28 | 2003-03-21 | Improved release dosage form comprising two cores |
Country Status (8)
| Country | Link |
|---|---|
| JP (3) | JP2006517183A (en) |
| CN (3) | CN1684671A (en) |
| AT (1) | ATE444739T1 (en) |
| AU (4) | AU2003218359A1 (en) |
| BR (5) | BR0314787A (en) |
| CA (3) | CA2500312A1 (en) |
| DE (2) | DE60335270D1 (en) |
| MX (1) | MXPA05003283A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104114160A (en)* | 2012-02-07 | 2014-10-22 | 麦克内尔-Ppc股份有限公司 | rapid disintegration coated tablet |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2470463C (en) | 2004-06-09 | 2012-09-18 | Lornamead Brands, Inc. | Tooth whitening products and methods of making the same |
| SA07280459B1 (en)* | 2006-08-25 | 2011-07-20 | بيورديو فارما إل. بي. | Tamper Resistant Oral Pharmaceutical Dosage Forms Comprising an Opioid Analgesic |
| US20110195121A1 (en)* | 2008-06-19 | 2011-08-11 | Seshni Sewlall | chronotherapeutic pharmaceutical dosage form |
| US20130011449A1 (en)* | 2010-03-23 | 2013-01-10 | Shiori Tomioka | Solid preparation |
| EP2729180B1 (en)* | 2011-07-08 | 2019-01-23 | The University of North Carolina At Chapel Hill | Metal bisphosphonate nanoparticles for anti-cancer therapy and imaging and for treating bone disorders |
| JP6289367B2 (en)* | 2012-06-05 | 2018-03-07 | 武田薬品工業株式会社 | Dry-coated tablets |
| CA2959186C (en)* | 2014-09-19 | 2020-03-24 | The Procter & Gamble Company | Pulsed release phenylephrine dosage forms |
| EP3727384A4 (en) | 2017-12-20 | 2021-11-03 | Purdue Pharma L.P. | Abuse deterrent morphine sulfate dosage forms |
| WO2019129360A1 (en) | 2017-12-29 | 2019-07-04 | Laxxon Medical Ag | Drug delivery system |
| US12409163B2 (en) | 2021-07-30 | 2025-09-09 | Evecxia Therapeutics, Inc. | Method of enhancing 5-hydroxytryptophan (5-HTP) exposure |
| IL310523A (en)* | 2021-07-30 | 2024-03-01 | Evecxia Therapeutics Inc | 5-hydroxytryptophan gastro-resistant dosage forms |
| CN115295864B (en)* | 2021-11-09 | 2023-08-11 | 深圳市德方创域新能源科技有限公司 | Positive electrode lithium supplementing additive and preparation method and application thereof |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07507564A (en)* | 1992-09-30 | 1995-08-24 | ファイザー・インク. | Articles containing a core and a coating of variable thickness |
| GB9402203D0 (en)* | 1994-02-04 | 1994-03-30 | Smithkline Beecham Plc | Pharmaceutical formulation |
| DE4431653C2 (en)* | 1994-09-06 | 2000-01-20 | Lohmann Therapie Syst Lts | Coated tablet for the controlled release of active substances, a process for their preparation and their use |
| IT1282576B1 (en)* | 1996-02-06 | 1998-03-31 | Jagotec Ag | PHARMACEUTICAL TABLET SUITABLE TO GIVE THE ACTIVE SUBSTANCE IN SUBSEQUENT AND PREDETERMINABLE TIMES |
| US6602521B1 (en)* | 1998-09-29 | 2003-08-05 | Impax Pharmaceuticals, Inc. | Multiplex drug delivery system suitable for oral administration |
| AU2001250646A1 (en)* | 2000-04-17 | 2001-10-30 | Yamanouchi Pharmaceutical Co..Ltd. | Drug delivery system for avoiding pharmacokinetic interaction between drugs and method thereof |
| NZ526993A (en)* | 2001-02-13 | 2005-01-28 | Astrazeneca Ab | Pharmaceutical formulation of a drug substance that has a pH-dependent solubility in water |
- 2003
- 2003-03-21BRBR0314787-8Apatent/BR0314787A/ennot_activeIP Right Cessation
- 2003-03-21JPJP2004539770Apatent/JP2006517183A/enactivePending
- 2003-03-21JPJP2004539769Apatent/JP2006517182A/enactivePending
- 2003-03-21CNCN03823065.8Apatent/CN1684671A/enactivePending
- 2003-03-21AUAU2003218359Apatent/AU2003218359A1/ennot_activeAbandoned
- 2003-03-21DEDE60335270Tpatent/DE60335270D1/ennot_activeExpired - Lifetime
- 2003-03-21BRBR0314804-1Apatent/BR0314804A/ennot_activeApplication Discontinuation
- 2003-03-21AUAU2003225944Apatent/AU2003225944A1/ennot_activeAbandoned
- 2003-03-21CNCN03825324.0Apatent/CN1700907A/enactivePending
- 2003-03-21CACA002500312Apatent/CA2500312A1/ennot_activeAbandoned
- 2003-03-21BRBR0314781-9Apatent/BR0314781A/ennot_activeApplication Discontinuation
- 2003-03-21MXMXPA05003283Apatent/MXPA05003283A/enunknown
- 2003-03-21DEDE60329614Tpatent/DE60329614D1/ennot_activeExpired - Lifetime
- 2003-03-21ATAT03714356Tpatent/ATE444739T1/ennot_activeIP Right Cessation
- 2003-03-21AUAU2003220472Apatent/AU2003220472A1/ennot_activeAbandoned
- 2003-03-21JPJP2004539767Apatent/JP2006517514A/enactivePending
- 2003-03-21BRBR0314777-0Apatent/BR0314777A/ennot_activeApplication Discontinuation
- 2003-03-21CACA2500313Apatent/CA2500313C/ennot_activeExpired - Fee Related
- 2003-03-21CACA002500311Apatent/CA2500311A1/ennot_activeAbandoned
- 2003-03-21CNCN03825331.3Apatent/CN1700908A/enactivePending
- 2003-03-21AUAU2003220466Apatent/AU2003220466A1/ennot_activeAbandoned
- 2003-03-21BRBR0314547-6Apatent/BR0314547A/ennot_activeApplication Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104114160A (en)* | 2012-02-07 | 2014-10-22 | 麦克内尔-Ppc股份有限公司 | rapid disintegration coated tablet |
Also Published As
| Publication number | Publication date |
|---|---|
| BR0314547A (en) | 2005-08-09 |
| CN1700908A (en) | 2005-11-23 |
| JP2006517514A (en) | 2006-07-27 |
| ATE444739T1 (en) | 2009-10-15 |
| BR0314787A (en) | 2005-07-26 |
| BR0314781A (en) | 2005-07-26 |
| DE60335270D1 (en) | 2011-01-20 |
| AU2003220472A1 (en) | 2004-04-19 |
| DE60329614D1 (en) | 2009-11-19 |
| AU2003225944A1 (en) | 2004-04-19 |
| BR0314804A (en) | 2005-08-02 |
| CA2500311A1 (en) | 2004-04-08 |
| JP2006517183A (en) | 2006-07-20 |
| AU2003218359A1 (en) | 2004-04-19 |
| BR0314777A (en) | 2005-07-26 |
| AU2003220466A1 (en) | 2004-04-19 |
| CA2500313C (en) | 2011-06-07 |
| JP2006517182A (en) | 2006-07-20 |
| CA2500313A1 (en) | 2004-04-08 |
| CA2500312A1 (en) | 2004-04-08 |
| MXPA05003283A (en) | 2005-11-23 |
| CN1700907A (en) | 2005-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2391092C2 (en) | Dosed form of immediate release containing coat with holes | |
| US20030219484A1 (en) | Immediate release dosage form comprising shell having openings therein | |
| JP2006008680A5 (en) | ||
| CN1946378A (en) | Combination dosage forms | |
| CN104271339B (en) | The method for manufacturing solid dosage forms | |
| CN1486687A (en) | Coated core | |
| CA2499979C (en) | Immediate release dosage form comprising shell having openings therein | |
| AU2009215617B2 (en) | Dip coated compositions containing a starch having a high amylose content | |
| CN1684671A (en) | Immediate release dosage form comprising an open shell | |
| AU2008302460A1 (en) | Dip coated compositions containing copolymer of polyvinyl alcohol and polyethylene glycol and a gum | |
| CA2585301A1 (en) | Immediate release film coating | |
| CN1903186A (en) | Fast released drug form containing case with open | |
| HK1083466A (en) | Immediate release dosage form comprising shell having openings therein | |
| AU2003225945B2 (en) | Immediate release dosage form comprising shell having openings therein | |
| AU2011247888A1 (en) | Immediate release dosage form comprising shell having openings therein |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code | Ref country code:HK Ref legal event code:DE Ref document number:1083466 Country of ref document:HK | |
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication | Open date:20051019 | |
| REG | Reference to a national code | Ref country code:HK Ref legal event code:WD Ref document number:1083466 Country of ref document:HK |