CN114985901A - A method for preparing composite steel bars using laser wire feeding additive manufacturing technology - Google Patents
A method for preparing composite steel bars using laser wire feeding additive manufacturing technologyDownload PDFInfo
- Publication number
- CN114985901A CN114985901ACN202210684792.3ACN202210684792ACN114985901ACN 114985901 ACN114985901 ACN 114985901ACN 202210684792 ACN202210684792 ACN 202210684792ACN 114985901 ACN114985901 ACN 114985901A
- Authority
- CN
- China
- Prior art keywords
- composite
- wire feeding
- billet
- additive manufacturing
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0093—Working by laser beam, e.g. welding, cutting or boring combined with mechanical machining or metal-working covered by other subclasses than B23K
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/123—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in an atmosphere of particular gases
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/60—Preliminary treatment
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Metal Rolling (AREA)
Abstract
Translated fromChinese
Description
Translated fromChinese技术领域technical field
本发明涉及复合材料制备技术领域,尤其涉及一种采用激光送丝增材制造技术制备复合钢筋的方法。The invention relates to the technical field of composite material preparation, in particular to a method for preparing composite steel bars by using a laser wire feeding additive manufacturing technology.
背景技术Background technique
建筑钢筋是基础工程建设中用量最大的结构材料,每年由于钢筋腐蚀造成的经济损失巨大。使用纯不锈钢钢筋的价格较为昂贵,而芯部材料为碳钢、覆层材料为不锈钢的复合钢筋,则具有耐蚀性高和制备成本较低的优点。Construction steel bars are the most used structural materials in the construction of foundation projects, and the economic losses caused by the corrosion of steel bars are huge every year. The price of using pure stainless steel rebar is relatively expensive, while the composite rebar whose core material is carbon steel and whose cladding material is stainless steel has the advantages of high corrosion resistance and low preparation cost.
目前,用于制备复合钢筋的主流制备工艺有以下几种:At present, the mainstream preparation processes used to prepare composite steel bars are as follows:
(1)爆炸复合制坯+轧制法。爆炸复合是利用爆炸时产生的瞬时高压将双金属压合使其产生冶金结合的复合方式。可采用爆炸法制备复合坯料,随后对复合坯料进行轧制来制备复合钢筋。该方法对环境污染较大,且由于对爆炸时冲击力精确控制的难度较大,对于尺寸较长的材料,控制其界面结合强度的能力也较弱。(1) Explosive composite billet + rolling method. Explosive compounding is a compounding method in which the instantaneous high pressure generated during the explosion is used to press the bimetals to produce metallurgical bonding. Composite billets can be prepared by an explosion method and subsequently rolled to produce composite steel bars. This method has great environmental pollution, and because it is difficult to accurately control the impact force during explosion, the ability to control the interface bonding strength of materials with longer dimensions is also weak.
(2)机械复合制坯+轧制法。具体的生产工艺如下:1)将不锈钢管和碳钢芯进行机械组装,组装时为使复合坯料的界面结合牢固,可采用液氮(-195.5℃)冷却进行过盈装配或者借助机械外力对不锈钢管和碳钢坯进行组装;2)将复合坯料端部进行封焊;3)将封焊后的复合坯料进行热轧。该方法采用液氮进行冷却或者采用机械外力装配来进行复合坯料的制备,但复合坯料之间不是冶金结合,轧制过程中复合坯料出现事故的概率较大。(2) Mechanical composite billet + rolling method. The specific production process is as follows: 1) Mechanically assemble the stainless steel tube and the carbon steel core. In order to make the interface of the composite billet firmly bonded during assembly, liquid nitrogen (-195.5°C) cooling can be used for interference assembly or mechanical external force is used to assemble the stainless steel. The tube and the carbon steel billet are assembled; 2) the end of the composite billet is sealed and welded; 3) the sealed and welded composite billet is hot rolled. The method uses liquid nitrogen for cooling or mechanical external force assembly to prepare composite billets, but the composite billets are not metallurgically bonded, and the probability of accidents in the composite billet during rolling is high.
(3)拉拔斜轧法。日本工程技术人员Kazuyuki Nakasuji和Chihiro Hayashi发明了拉拔斜轧法制备不锈钢/碳钢复合钢筋,将外壳为304不锈钢的钢管和内芯为碳钢的圆柱体经过脱脂清洗和抛光后进行装配,先进行冷拉拔,然后在装配体端部进行焊接密封,最后对复合钢坯进行热轧。断面尺寸先从


(4)碎屑压实+轧制法。美国的Stelax工业有限公司向市场推出了一款商标名为NUOVINOX的复合钢筋,不锈钢覆层厚度为0.9~1.8mm,钢筋规格为
(5)喷射沉积+轧制法。将不锈钢溶液通过喷射沉积的方法熔覆到碳钢芯表面,然后经过热轧将复合坯料轧制到合适的尺寸,此方法为美国SMI-CMC公司所使用。制备时,首先将碳钢坯表面的氧化物去除,随后在还原性气氛中将碳钢坯加热到高温,此时将不锈钢液滴通过氮气喷射到碳钢坯表面,待碳钢坯表面沉积了稳定的不锈钢层后,将复合坯料热轧到合适的尺寸。但是采用液态喷溅法制备的覆层厚度不均匀。(5) Spray deposition + rolling method. The stainless steel solution is clad on the surface of the carbon steel core by spray deposition, and then the composite billet is rolled to a suitable size by hot rolling, which is used by SMI-CMC Company in the United States. During preparation, the oxides on the surface of the carbon steel billet are first removed, and then the carbon steel billet is heated to a high temperature in a reducing atmosphere. At this time, stainless steel droplets are sprayed onto the surface of the carbon steel billet through nitrogen, and a stable stainless steel layer is deposited on the surface of the carbon steel billet. Afterwards, the composite billet is hot rolled to the appropriate size. However, the thickness of the coating prepared by the liquid sputtering method is not uniform.
在复合钢筋的制备研究中发现,复合坯料的制备工艺及界面质量、复合坯料的塑性加工方法是决定复合钢筋制备质量的关键因素。本发明创造性的采用激光同轴送丝增材制造工艺进行复合坯料的制备,同时采用传统的热轧工艺进行复合钢筋的塑性变形,将激光增材制造工艺和传统的棒线材热轧工艺进行了结合,为复合钢筋的制备提供了一种全新的技术方法。In the research on the preparation of composite steel bars, it is found that the preparation technology and interface quality of composite billets, and the plastic processing method of composite billets are the key factors that determine the quality of composite steel bars. The invention creatively adopts the laser coaxial wire feeding additive manufacturing process to prepare the composite billet, and at the same time adopts the traditional hot rolling process to perform the plastic deformation of the composite steel bar. Combined, a new technical method is provided for the preparation of composite steel bars.
发明内容SUMMARY OF THE INVENTION
本发明提供了一种采用激光送丝增材制造技术制备复合钢筋的方法,能够得到净界面且为冶金结合状态的复合钢坯,复合钢坯在轧制时可避免轧制脱开等事故;并且生产工艺过程简单,可控性强。The invention provides a method for preparing a composite steel bar by using a laser wire feeding additive manufacturing technology, which can obtain a composite steel billet with a clean interface and a metallurgical bonding state, and the composite steel billet can avoid accidents such as rolling separation during rolling; The technological process is simple and the controllability is strong.
为了达到上述目的,本发明采用以下技术方案实现:In order to achieve the above object, the present invention adopts the following technical solutions to realize:
一种采用激光送丝增材制造技术制备复合钢筋的方法,包括如下步骤:A method for preparing composite steel bars using laser wire feeding additive manufacturing technology, comprising the following steps:
1)采用激光送丝增材制造方式,在碳钢钢坯的表面熔覆沉积3~8mm厚的不锈钢层,形成复合钢坯;1) Using the laser wire feeding additive manufacturing method, a 3-8mm thick stainless steel layer is deposited on the surface of the carbon steel billet to form a composite billet;
2)将复合钢坯送入热轧加热炉进行加热,加热温度1150~1250℃,加热时间3~5小时;2) The composite billet is sent to the hot rolling furnace for heating, the heating temperature is 1150-1250°C, and the heating time is 3-5 hours;
3)复合钢坯出加热炉后进行热轧轧制,经过粗轧-中轧-终轧的孔型轧制,得到复合钢筋成品。3) The composite steel billet is hot rolled after being discharged from the heating furnace, and is subjected to rough rolling-intermediate rolling-finish rolling to obtain a finished composite steel bar.
所述碳钢钢坯中,按质量百分比计含有:C 0.20%~0.25%,Mn 1.0%~1.4%,Si0.3%~0.6%,0.01%≤Ti≤0.06%。The carbon steel billet, in terms of mass percentage, contains: C 0.20%-0.25%, Mn 1.0%-1.4%, Si 0.3%-0.6%, 0.01%≤Ti≤0.06%.
用于形成不锈钢层的不锈钢采用06Cr13铁素体不锈钢、304奥氏体不锈钢或2205双相不锈钢,不锈钢丝材的直径为
激光送丝增材制造过程中的工艺参数如下:The process parameters in the laser wire-fed additive manufacturing process are as follows:
1)激光功率为2.0~4.5kW,送丝速度为20~60mm/min,扫描速度为20~45mm/s;1) The laser power is 2.0~4.5kW, the wire feeding speed is 20~60mm/min, and the scanning speed is 20~45mm/s;
2)采用激光同轴送丝工艺,丝材在环形光斑的中心点;2) Using the laser coaxial wire feeding process, the wire is at the center of the annular spot;
3)激光的离焦量H为10~20mm。3) The defocus amount H of the laser is 10 to 20 mm.
所述碳钢钢坯经电炉或转炉冶炼、LF炉精炼及连铸后获得;激光送丝增材制造前,对碳钢钢坯的表面采用喷丸或者机械打磨的方式进行清洁,直至露出碳钢钢坯的金属基体。The carbon steel billet is obtained after being smelted in an electric furnace or a converter, refining in an LF furnace and continuous casting; before the laser wire feeding additive manufacturing, the surface of the carbon steel billet is cleaned by means of shot peening or mechanical grinding until the carbon steel billet is exposed metal substrate.
激光送丝增材制造过程中采用氩气进行界面保护,氩气流量为16~24L/min。During the laser wire feeding additive manufacturing process, argon gas is used for interface protection, and the argon gas flow rate is 16-24L/min.
所述复合钢筋成品的性能指标满足国家标准《GB/T 36707-2018钢筋混凝土用热轧碳素钢-不锈钢复合钢筋》中HPB400SC相关标准的性能要求。The performance index of the finished composite steel bar meets the performance requirements of the relevant HPB400SC standard in the national standard "GB/T 36707-2018 Hot-Rolled Carbon Steel-Stainless Steel Composite Steel Bar for Reinforced Concrete".
所述碳钢钢坯为圆坯或方坯。The carbon steel billets are round billets or square billets.
轧制后的复合钢筋经水冷或空冷后,送至冷床冷却到室温。The rolled composite steel bars are cooled by water or air, and then sent to a cooling bed to be cooled to room temperature.
所述碳钢钢坯与不锈钢层的界面为冶金结合状态。The interface between the carbon steel billet and the stainless steel layer is in a metallurgical bonding state.
与现有技术相比,本发明的有益效果是:Compared with the prior art, the beneficial effects of the present invention are:
1)采用激光送丝增材制造技术进行复合钢坯的制备,制备过程中采用氩气进行界面保护,保证界面洁净,轧制后复合钢筋成品的复合界面结合能力强;1) The laser wire feeding additive manufacturing technology is used to prepare the composite billet, and argon gas is used for interface protection during the preparation process to ensure that the interface is clean, and the composite interface of the finished composite steel bar after rolling has strong bonding ability;
2)采用激光送丝增材制造技术制备的复合钢坯界面为冶金结合状态,后续轧制的稳定性高,与采用机械制坯、采用铁屑制备复合坯料等工艺相比,可避免发生复合坯在轧制过程中造成坯壳开裂等事故;2) The interface of the composite billet prepared by the laser wire feeding additive manufacturing technology is in a metallurgical bonding state, and the stability of subsequent rolling is high. Compared with the use of mechanical billet making and iron filings to prepare composite billets, the occurrence of composite billets can be avoided. Accidents such as shell cracking are caused during the rolling process;
3)采用本发明所述方法制备的覆层为不锈钢的复合钢筋,各项性能指标均满足国家标准《GB/T 36707-2018钢筋混凝土用热轧碳素钢-不锈钢复合钢筋》中的HPB400SC相关标准的性能要求。3) The cladding prepared by the method of the present invention is a composite steel bar of stainless steel, and each performance index meets the relevant HPB400SC in the national standard "GB/T 36707-2018 Hot-Rolled Carbon Steel-Stainless Steel Composite Steel Bar for Reinforced Concrete" Standard performance requirements.
附图说明Description of drawings
图1是本发明所述采用激光送丝增材制造方式在碳钢钢坯的表面熔覆沉积不锈钢层的示意图。FIG. 1 is a schematic diagram of cladding and depositing a stainless steel layer on the surface of a carbon steel billet using the laser wire feeding additive manufacturing method according to the present invention.
图2是本发明所述复合钢坯制备过程流程图。Fig. 2 is a flow chart of the preparation process of the composite steel billet according to the present invention.
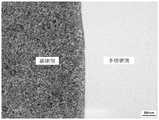
图3是本发明实施例中所述复合钢坯的断面腐蚀图。Fig. 3 is a cross-sectional corrosion diagram of the composite steel billet in the embodiment of the present invention.
图4是本发明实施例中所述复合钢筋的断面腐蚀图。FIG. 4 is a cross-sectional corrosion diagram of the composite steel bar in the embodiment of the present invention.
具体实施方式Detailed ways
本发明所述一种采用激光送丝增材制造技术制备复合钢筋的方法,包括如下步骤:A method for preparing composite steel bars by using laser wire feeding additive manufacturing technology according to the present invention comprises the following steps:
1)采用激光送丝增材制造方式,在碳钢钢坯的表面熔覆沉积3~8mm厚的不锈钢层,形成复合钢坯;1) Using the laser wire feeding additive manufacturing method, a 3-8mm thick stainless steel layer is deposited on the surface of the carbon steel billet to form a composite billet;
2)将复合钢坯送入热轧加热炉进行加热,加热温度1150~1250℃,加热时间3~5小时;2) The composite billet is sent to the hot rolling furnace for heating, the heating temperature is 1150-1250°C, and the heating time is 3-5 hours;
3)复合钢坯出加热炉后进行热轧轧制,经过粗轧-中轧-终轧的孔型轧制,得到复合钢筋成品。3) The composite steel billet is hot rolled after being discharged from the heating furnace, and is subjected to rough rolling-intermediate rolling-finish rolling to obtain a finished composite steel bar.
所述碳钢钢坯中,按质量百分比计含有:C 0.20%~0.25%,Mn 1.0%~1.4%,Si0.3%~0.6%,0.01%≤Ti≤0.06%。The carbon steel billet, in terms of mass percentage, contains: C 0.20%-0.25%, Mn 1.0%-1.4%, Si 0.3%-0.6%, 0.01%≤Ti≤0.06%.
用于形成不锈钢层的不锈钢采用06Cr13铁素体不锈钢、304奥氏体不锈钢或2205双相不锈钢,不锈钢丝材的直径为
激光送丝增材制造过程中的工艺参数如下:The process parameters in the laser wire-fed additive manufacturing process are as follows:
1)激光功率为2.0~4.5kW,送丝速度为20~60mm/min,扫描速度为20~45mm/s;1) The laser power is 2.0~4.5kW, the wire feeding speed is 20~60mm/min, and the scanning speed is 20~45mm/s;
2)采用激光同轴送丝工艺,丝材在环形光斑的中心点;2) Using the laser coaxial wire feeding process, the wire is at the center of the annular spot;
3)激光的离焦量H为10~20mm。3) The defocus amount H of the laser is 10 to 20 mm.
所述碳钢钢坯经电炉或转炉冶炼、LF炉精炼及连铸后获得;激光送丝增材制造前,对碳钢钢坯的表面采用喷丸或者机械打磨的方式进行清洁,直至露出碳钢钢坯的金属基体。The carbon steel billet is obtained after being smelted in an electric furnace or a converter, refining in an LF furnace and continuous casting; before the laser wire feeding additive manufacturing, the surface of the carbon steel billet is cleaned by shot peening or mechanical grinding until the carbon steel billet is exposed metal substrate.
激光送丝增材制造过程中采用氩气进行界面保护,氩气流量为16~24L/min。During the laser wire feeding additive manufacturing process, argon gas is used for interface protection, and the argon gas flow rate is 16-24L/min.
所述复合钢筋成品的性能指标满足国家标准《GB/T 36707-2018钢筋混凝土用热轧碳素钢-不锈钢复合钢筋》中HPB400SC相关标准的性能要求。The performance index of the finished composite steel bar meets the performance requirements of the relevant HPB400SC standard in the national standard "GB/T 36707-2018 Hot-Rolled Carbon Steel-Stainless Steel Composite Steel Bar for Reinforced Concrete".
所述碳钢钢坯为圆坯或方坯。The carbon steel billets are round billets or square billets.
轧制后的复合钢筋经水冷或空冷后,送至冷床冷却到室温。The rolled composite steel bars are cooled by water or air, and then sent to a cooling bed to be cooled to room temperature.
所述碳钢钢坯与不锈钢层的界面为冶金结合状态。The interface between the carbon steel billet and the stainless steel layer is in a metallurgical bonding state.
以下实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。下述实施例中所用方法如无特别说明均为常规方法。The following examples are implemented on the premise of the technical solutions of the present invention, and provide detailed embodiments and specific operation processes, but the protection scope of the present invention is not limited to the following examples. The methods used in the following examples are conventional methods unless otherwise specified.
【实施例】【Example】
本实施例中,制备复合钢筋基体材料时采用常规的生产工艺,即通过电炉或转炉冶炼、LF炉精炼以及连铸工艺获得碳钢钢坯(圆坯或者方坯)。In this embodiment, a conventional production process is adopted when preparing the composite steel bar matrix material, that is, carbon steel billets (round billets or square billets) are obtained through electric furnace or converter smelting, LF furnace refining and continuous casting processes.
制备复合钢坯时,将冷态的碳钢钢坯表面进行清理,可采用机械打磨或喷丸的方法。获得洁净的钢坯表面后,在其表面采用激光同轴送丝增材制造的方式熔覆3~8mm厚的不锈钢层。When preparing the composite billet, the surface of the cold carbon steel billet is cleaned by mechanical grinding or shot peening. After the clean billet surface is obtained, a 3-8mm thick stainless steel layer is clad on the surface by means of laser coaxial wire feeding additive manufacturing.
本实施例增材制造熔覆沉积过程中的氩气流量为20L/min,送丝速度为20~60mm/min,扫描速度20~45mm/s,激光功率2.0~4.5kW。In this example, the argon flow rate during the additive manufacturing cladding deposition process is 20 L/min, the wire feeding speed is 20-60 mm/min, the scanning speed is 20-45 mm/s, and the laser power is 2.0-4.5 kW.
使用硝酸酒精溶液对复合钢坯的断面进行化学腐蚀,从图3可以看出,复合界面清晰洁净,通过微观组织可以看到复合界面为冶金结合状态,其中发生腐蚀的部位为碳钢,未发生腐蚀的部位是不锈钢。在复合界面靠近碳钢侧,均出现了不同程度的脱碳组织,这是在沉积过程中由于热输入作用发生碳元素扩散造成的。在金相显微镜下,复合界面比较洁净,未见夹杂物等缺陷。The cross-section of the composite billet was chemically corroded with nitric acid alcohol solution. It can be seen from Figure 3 that the composite interface is clear and clean. From the microstructure, it can be seen that the composite interface is in a state of metallurgical bonding. The corrosion part is carbon steel, and no corrosion occurs. The parts are stainless steel. At the composite interface near the carbon steel side, different degrees of decarburization appeared, which was caused by the diffusion of carbon elements due to heat input during the deposition process. Under the metallographic microscope, the composite interface is relatively clean, and there are no defects such as inclusions.
复合钢坯经过加热炉加热后,再经过粗轧-中轧-精轧共15道次轧制,水冷或空冷后送至冷床冷却到室温,冷却后的复合钢筋进行打捆包装。After the composite billet is heated in the heating furnace, it undergoes 15 passes of rough rolling, intermediate rolling, and finishing rolling. After cooling by water or air, it is sent to a cooling bed to be cooled to room temperature, and the cooled composite steel bars are bundled and packaged.
本实施例中,用于制备复合钢筋的基体材料与牌号为HRB400E的钢筋化学成分相同,不锈钢覆层的材料采用06Cr13钢种,工艺参数见表1,成品复合钢筋的力学性能见表2。In this embodiment, the matrix material used to prepare the composite steel bar has the same chemical composition as the steel bar with the brand name HRB400E, and the stainless steel cladding material adopts the 06Cr13 steel type. The process parameters are shown in Table 1, and the mechanical properties of the finished composite steel bar are shown in Table 2.
表1复合钢筋制备过程的工艺参数Table 1 Process parameters of the preparation process of composite steel bars

表2复合钢筋的力学性能Table 2 Mechanical properties of composite steel bars

从表2可以看出,本实施例所制备的覆层为0Cr13不锈钢的复合钢筋的强度满足国家标准GB/T 36707-2018中对热轧带肋碳素钢不锈钢复合钢筋HRB400SC的相关力学性能标准。As can be seen from Table 2, the strength of the cladding 0Cr13 stainless steel composite steel bar prepared in this example meets the relevant mechanical performance standards for hot-rolled ribbed carbon steel stainless steel composite steel bar HRB400SC in the national standard GB/T 36707-2018 .
将所制备的复合钢筋的横断面进行打磨、抛光和化学腐蚀,从图4可以看出,发生腐蚀的部位是碳钢的铁素体和珠光体组织,未发生腐蚀的位置是不锈钢位置,界面洁净且为冶金结合状态。The cross-section of the prepared composite steel bar was ground, polished and chemically corroded. It can be seen from Figure 4 that the corroded part is the ferrite and pearlite structure of carbon steel, and the uncorroded part is the stainless steel location. Clean and metallurgically bonded.
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。The above description is only a preferred embodiment of the present invention, but the protection scope of the present invention is not limited to this. The equivalent replacement or change of the inventive concept thereof shall be included within the protection scope of the present invention.
Claims (10)

Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210684792.3ACN114985901A (en) | 2022-06-17 | 2022-06-17 | A method for preparing composite steel bars using laser wire feeding additive manufacturing technology |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210684792.3ACN114985901A (en) | 2022-06-17 | 2022-06-17 | A method for preparing composite steel bars using laser wire feeding additive manufacturing technology |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114985901Atrue CN114985901A (en) | 2022-09-02 |
Family
ID=83035428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210684792.3APendingCN114985901A (en) | 2022-06-17 | 2022-06-17 | A method for preparing composite steel bars using laser wire feeding additive manufacturing technology |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114985901A (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61255781A (en)* | 1985-05-07 | 1986-11-13 | Sumitomo Metal Ind Ltd | Stainless steel clad semi-round shape steel |
| CN106399855A (en)* | 2016-09-19 | 2017-02-15 | 石横特钢集团有限公司 | HRB500E ribbed reinforcing steel bar and production process thereof |
| CN107900625A (en)* | 2017-12-07 | 2018-04-13 | 太原钢铁(集团)有限公司 | The compound spiral of carbon steel stainless steel and its manufacture method |
| CN110014051A (en)* | 2019-05-23 | 2019-07-16 | 河北工业大学 | A method of additive manufacturing-temperature-controlled slot rolling for preparing stainless steel composite steel bars |
| CN111299837A (en)* | 2019-11-27 | 2020-06-19 | 北京工业大学 | Efficient laser additive manufacturing method based on wire thermal conduction welding |
| CN112775431A (en)* | 2020-12-25 | 2021-05-11 | 北京航空航天大学合肥创新研究院 | Laser additive manufacturing method of titanium alloy/stainless steel dissimilar metal component |
| CN113877961A (en)* | 2021-10-22 | 2022-01-04 | 广东韶钢松山股份有限公司 | Stainless steel composite steel bar and preparation method thereof |
- 2022
- 2022-06-17CNCN202210684792.3Apatent/CN114985901A/enactivePending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61255781A (en)* | 1985-05-07 | 1986-11-13 | Sumitomo Metal Ind Ltd | Stainless steel clad semi-round shape steel |
| CN106399855A (en)* | 2016-09-19 | 2017-02-15 | 石横特钢集团有限公司 | HRB500E ribbed reinforcing steel bar and production process thereof |
| CN107900625A (en)* | 2017-12-07 | 2018-04-13 | 太原钢铁(集团)有限公司 | The compound spiral of carbon steel stainless steel and its manufacture method |
| CN110014051A (en)* | 2019-05-23 | 2019-07-16 | 河北工业大学 | A method of additive manufacturing-temperature-controlled slot rolling for preparing stainless steel composite steel bars |
| CN111299837A (en)* | 2019-11-27 | 2020-06-19 | 北京工业大学 | Efficient laser additive manufacturing method based on wire thermal conduction welding |
| CN112775431A (en)* | 2020-12-25 | 2021-05-11 | 北京航空航天大学合肥创新研究院 | Laser additive manufacturing method of titanium alloy/stainless steel dissimilar metal component |
| CN113877961A (en)* | 2021-10-22 | 2022-01-04 | 广东韶钢松山股份有限公司 | Stainless steel composite steel bar and preparation method thereof |
Non-Patent Citations (1)
| Title |
|---|
| 刘旭明,冯光宏,刘鑫,张宏亮,王宝山,马健: "不锈钢-碳钢复合带肋钢筋的制备工艺研究", 钢铁研究学报, vol. 33, no. 2, pages 149 - 157* |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106607668B (en) | Easily weld the manufacturing method for applying side stainless steel clad plate | |
| CN101704026B (en) | Method for controlling pitting on surface of medium steel plate | |
| CN105200215B (en) | A kind of 50 100mm microalloy Heavy plate production methods | |
| CN109500130B (en) | Manufacturing method of seamless steel tube with diameter of 920mm for long-tube trailer gas cylinder | |
| CN102330026B (en) | Corrosion resisting and shock resisting steel with high strength and preparation method thereof | |
| WO2022110708A1 (en) | N08825 composite steel plate for high-corrosion-resistance container and preparation method therefor | |
| CN100547112C (en) | Manufacturing method of stainless steel clad carbon steel clad steel plate | |
| CN111349859B (en) | A kind of composite billet rolling large thickness 500MPa grade high Z-direction layered performance low temperature container steel plate and its manufacturing method | |
| CN117816773B (en) | A method for preparing a QT state nickel-based alloy composite plate | |
| CN115491610A (en) | Round steel for oil drilling and production bent pipe and preparation method thereof | |
| CN115502610A (en) | A kind of welding wire molten steel for high-strength steel containing vanadium and titanium and welding wire for high-strength steel and its production method | |
| CN113523241B (en) | Efficient forming method of stainless steel/carbon steel composite material | |
| CN103160666A (en) | Method for manufacturing low-cost super-thick steel plate in short process | |
| CN116160753B (en) | Single-sided stainless steel composite board and preparation method thereof | |
| CN105256235B (en) | The minimizing technology of steel alloy for high-pressure tank and its scale on surface | |
| CN116497280A (en) | 700 MPa-grade hot-rolled high-strength high-weather-resistance steel and preparation method and application thereof | |
| CN113522972A (en) | Production process of stainless steel composite board with corrosion-resistant surface | |
| CN114985901A (en) | A method for preparing composite steel bars using laser wire feeding additive manufacturing technology | |
| CN114082904B (en) | Production control process of 60Si2MnA spring steel with high surface quality | |
| CN117753780A (en) | Preparation method of dissimilar metal clad plate strip based on cold rolling and hot rolling process | |
| CN117380757A (en) | Hot-rolled steel for automobiles and preparation method thereof | |
| CN116373428A (en) | Super-thick stainless steel composite board and preparation method thereof | |
| CN115055675A (en) | A kind of tungsten carbide reinforced phase composite powder and coating and preparation method | |
| CN113664462A (en) | A kind of short process preparation method of stainless steel clad carbon steel clad plate | |
| CN115141977B (en) | High-wear-resistance hot rolled strip steel and steel tube for casting blank production pump truck and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |