CN111916653A - TWS lithium cell automation line - Google Patents
TWS lithium cell automation lineDownload PDFInfo
- Publication number
- CN111916653A CN111916653ACN202010844270.6ACN202010844270ACN111916653ACN 111916653 ACN111916653 ACN 111916653ACN 202010844270 ACN202010844270 ACN 202010844270ACN 111916653 ACN111916653 ACN 111916653A
- Authority
- CN
- China
- Prior art keywords
- liquid injection
- module
- feeding
- tws
- lithium battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
- H01M6/005—Devices for making primary cells
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
- H01M6/14—Cells with non-aqueous electrolyte
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Translated fromChinese
Description
Translated fromChinese技术领域technical field
本发明涉及锂电池生产技术领域,具体涉及一种TWS锂电池自动化生产线。The invention relates to the technical field of lithium battery production, in particular to an automatic production line of a TWS lithium battery.
背景技术Background technique
锂电池作为一种便携式能源载体是当今社会不可或缺的产品之一,为应对不同的场合、装置或设别的需求,不同形式的锂电池应运而生,传统的圆柱状或立方体状锂电池已无法满足先进多样化的需求,TWS锂电池作为新兴锂电池满足了质量更轻、体积更小以及便携性更强的锂电池形式,在部分应用领域发挥了重要作用,而针对该种锂电池的生产还存在许多问题,人工生产效率底下,而传统的锂电池生产线又无法应对TWS锂电池特殊的形状,要实现TWS锂电池的自动化量产,需要全新的锂电池生产线。As a portable energy carrier, lithium battery is one of the indispensable products in today's society. In order to meet the needs of different occasions, devices or equipment, different forms of lithium batteries emerge as the times require. Traditional cylindrical or cubic lithium batteries It can no longer meet the needs of advanced and diversified. As an emerging lithium battery, TWS lithium battery meets the form of lithium battery with lighter weight, smaller volume and more portability, and plays an important role in some application fields. There are still many problems in the production of TWS lithium batteries. The artificial production efficiency is low, and the traditional lithium battery production line cannot cope with the special shape of TWS lithium batteries. To realize the automatic mass production of TWS lithium batteries, a new lithium battery production line is required.
发明内容SUMMARY OF THE INVENTION
本发明的目的在于克服现有技术的不足,提供一种TWS锂电池自动化生产线。The purpose of the present invention is to overcome the deficiencies of the prior art and provide an automatic production line for TWS lithium batteries.
本发明的技术方案如下:The technical scheme of the present invention is as follows:
一上料模组,由上料机构、上料称机构以及第一翻转机构构成;a feeding module, which consists of a feeding mechanism, a feeding weighing mechanism and a first turning mechanism;
一注液模组,由静置机构、注液机构以及封口机构构成;A liquid injection module, consisting of a static mechanism, a liquid injection mechanism and a sealing mechanism;
一下料模组,由第二翻转机构、下料称重机构以及放料装盒机构构成;The unloading module is composed of the second turning mechanism, the unloading weighing mechanism and the unloading and boxing mechanism;
所述TWS锂电池自动化生产线还包括连接各模组的第一运料机构以及第二运料机构;The TWS lithium battery automatic production line also includes a first material transport mechanism and a second material transport mechanism connecting each module;
上述各模组工序排布顺序为上料模组、注液模组以及下料模组,且所述上料模组与注液模组通过第一运料机构连接,所述注液模组与下料模组间通过第二运料机构连接。The above-mentioned modules are arranged in the order of a feeding module, a liquid injection module and a blanking module, and the feeding module and the liquid injection module are connected by a first material transport mechanism, and the liquid injection module is connected. It is connected with the blanking module through the second conveying mechanism.
在本发明中,在所述上料模组中,还包括一入料履带,通过设于所述入料履带一侧的驱动电机驱动,所述上料机构包括一上料固定座,所述上料固定座上设有数个电芯卡位,所述上料称重机构包括一多工位称重台,所述第一翻转机构包括一翻转平台,且所述翻转平台上设有固定辊,所述上料机构、上料称重机构以及第一翻转机构依序排布,且位于上述各机构一侧设有上料吸盘组,且位于所述第一翻转机构上方设有第一运料机构。In the present invention, the feeding module further includes a feeding crawler, which is driven by a drive motor arranged on one side of the feeding crawler, and the feeding mechanism includes a feeding fixing seat, the The feeding fixed seat is provided with several battery card positions, the feeding weighing mechanism includes a multi-station weighing platform, the first turning mechanism includes a turning platform, and the turning platform is provided with a fixed roller The feeding mechanism, the feeding weighing mechanism and the first turning mechanism are arranged in sequence, and a feeding suction cup group is arranged on one side of each of the above-mentioned mechanisms, and a first transport mechanism is arranged above the first turning mechanism. material organization.
进一步的,位于所述上料固定座靠近所述多工位称重台一侧设有一滑轨,所述滑轨上滑动安装有第一扫码摄像头,位于所述多工位称重台靠近所述翻转平台一侧同样设有一滑轨,位于该滑轨上滑动安装有一分拣吸盘,且位于称重台一端还设有一分拣盒,所述第一扫码摄像头以及分拣吸盘均通过设于滑轨一侧的驱动电机驱动,所述翻转平台通过翻转电机驱动,所述固定辊上设有数个柔性固定垫,所述上料吸盘组由一滑轨以及滑动安装于所述滑轨上的安装板和设于安装板另一端下方的两个吸盘组构成。Further, a slide rail is provided on the side of the loading fixing base close to the multi-station weighing platform, and a first scanning camera is slidably installed on the sliding rail, which is located close to the multi-station weighing platform. One side of the flip platform is also provided with a sliding rail, a sorting suction cup is slidably installed on the sliding rail, and a sorting box is also located at one end of the weighing platform, and the first scanning camera and the sorting suction cup pass through. The drive motor on one side of the slide rail is driven, the flipping platform is driven by the flip motor, the fixed rollers are provided with several flexible fixed pads, and the feeding suction cup group is slidably mounted on the slide rail by a slide rail It is composed of a mounting plate on the upper side and two suction cup groups arranged under the other end of the mounting plate.
在本发明中,在所述注液模组中,所述静置机构包括一机架,以及设于所述机架上的纵向滑轨、横向滑轨,和设于所述纵向滑轨与横向滑轨上的电芯夹具,所述机架分为左右两部分,且两部分山均设有上述纵向滑轨、横向滑轨以及电芯夹具,所述注液机构包括一注液装置,设于所述机架左侧部分,所述封口机构包括一封口装置,设于所述机架右侧部分。In the present invention, in the liquid injection module, the static mechanism includes a frame, and longitudinal slide rails, transverse slide rails arranged on the frame, and The cell fixture on the horizontal slide rail, the frame is divided into two parts, left and right, and the two parts are provided with the above-mentioned longitudinal slide rail, horizontal slide rail and cell fixture, and the liquid injection mechanism includes a liquid injection device, It is arranged on the left part of the frame, and the sealing mechanism includes a sealing device, which is arranged on the right part of the frame.
进一步的,所述纵向轨道以及横向轨道一端均设有驱动电机,据以驱动电芯夹具于所述纵向轨道与横向轨道上运动,所述注液装置底部设有一注液舱,所述注液舱内部设有由驱动装置驱动的活动板,且所述活动板上设有开口吸盘组,所述注液装置上还设有一注液针组,所述注液针组滑动安装于一纵向轨道上,并通过驱动电机驱动,所述注液针组内设有一固定板以及旋转安装于固定板上的数个注液针,且所述注液针成棱形,顶部设有齿轮,与设于固定板上的齿轮条啮合,位于所述齿轮条一端设有伺服电机,伺服电机底部设有齿轮,与齿轮条啮合,在所述注液舱一侧还设有数量与注液针相同的数个检测摄像头。Further, a drive motor is provided at one end of the longitudinal rail and the transverse rail to drive the cell clamp to move on the longitudinal rail and the transverse rail. A liquid injection chamber is arranged at the bottom of the liquid injection device, and the liquid injection Inside the cabin, there is a movable plate driven by a driving device, and the movable plate is provided with an opening suction cup group. The liquid injection device is also provided with a liquid injection needle group, and the liquid injection needle group is slidably installed on a longitudinal track. and driven by a drive motor, the liquid injection needle group is provided with a fixed plate and several liquid injection needles rotatably mounted on the fixed plate, and the liquid injection needles are prism-shaped, with a gear on the top, which is connected with the device It is meshed with the gear rack on the fixed plate, and a servo motor is located at one end of the gear rack. The bottom of the servo motor is provided with a gear that meshes with the gear rack. There are also the same number of injection needles on one side of the liquid injection tank. Several inspection cameras.
更进一步的,所述电芯夹具包括一底板,所述底板上设有数个凹槽,位于所述底板一侧设有夹板,所述夹板通过铰链转动安装于所述底板上,且夹板与铰链连接一端设有凸起的杠杆结构。Further, the cell fixture includes a bottom plate, the bottom plate is provided with several grooves, and a splint is arranged on one side of the bottom plate, the splint is mounted on the bottom plate through a hinge, and the splint is connected to the hinge. The connecting end is provided with a raised lever structure.
在本发明中,在所述下料模组中,所述第二翻转机构同样的包括一翻转平台、翻转电机以及设于所述翻转平台上的固定辊,且位于所述第二翻转机构一侧还设有滑轨,所述滑轨上设有第二扫码摄像头,所述第二翻转机构上方设有所述第二运料机构,位于所述第二翻转机构背离所述第二运料机构一侧设有下料称重机构,所述下料称重机构同样包括一多工位称重平台,位于所述第二翻转机构以及下料称重机构一侧设有一下料吸盘组,所述放料收盒机构包括一下料机械手。In the present invention, in the unloading module, the second turning mechanism also includes a turning platform, a turning motor, and a fixed roller arranged on the turning platform, and is located on the first side of the second turning mechanism. There is also a sliding rail on the side, a second scanning camera is arranged on the sliding rail, and the second material conveying mechanism is arranged above the second flipping mechanism, and the second flipping mechanism is located away from the second transport mechanism. One side of the feeding mechanism is provided with a feeding weighing mechanism, which also includes a multi-station weighing platform, and a feeding suction cup group is located on one side of the second turning mechanism and the feeding weighing mechanism. , the unloading and receiving mechanism includes a unloading manipulator.
进一步的,所述放料收盒机构还包括底座上料轨道、底座固定轨道以及装盒轨道,且位于上述各轨道上方设有一滑轨,所述滑轨上设有一底座移动夹具,所述装盒轨道对应位置上还设有一盒体上料轨道,所述底座固定轨道设于中央位置。Further, the unloading and collecting mechanism also includes a base feeding track, a base fixing track and a boxing track, and a slide rail is provided above each of the above-mentioned tracks, and a base moving fixture is arranged on the slide rail, and the loading A box body feeding track is also arranged on the corresponding position of the box track, and the base fixing track is arranged at the central position.
更进一步的,所述下料机械手上设有一视觉识别系统,下料机械手末端为吸盘组。Furthermore, a visual recognition system is provided on the blanking manipulator, and the end of the blanking manipulator is a suction cup group.
在本发明中,所述第一运料机构以及第二运料机构均由一滑动轨道构成,位于所述滑动轨道上设有一夹具组,所述夹具组由设于滑动轨道一侧的驱动电机驱动,夹具组上设有夹具,所述夹具通过伺服电机驱动。In the present invention, the first material conveying mechanism and the second material conveying mechanism are both constituted by a sliding track, and a clamp group is arranged on the sliding track, and the clamp group is driven by a drive motor arranged on one side of the sliding track. The clamp group is provided with a clamp, and the clamp is driven by a servo motor.
相较于现有技术,本发明的有益效果在于:Compared with the prior art, the beneficial effects of the present invention are:
本发明通过各模组内适用于TWS锂电池的夹持组件、吸盘组等,结合传统锂电池生产线并加以改进,实现了对TWS锂电池的自动化运输、加工以及检测,能够大幅改善新型锂电池生产的局限性,大幅提升了生产效率,节约人工成本。The invention realizes the automatic transportation, processing and detection of TWS lithium batteries through the clamping components, suction cup groups, etc. suitable for TWS lithium batteries in each module, combined with traditional lithium battery production lines and improvements, and can greatly improve new lithium batteries. The limitations of production greatly improve production efficiency and save labor costs.
附图说明Description of drawings
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。In order to illustrate the technical solutions in the embodiments of the present invention more clearly, the following briefly introduces the accompanying drawings that need to be used in the description of the embodiments or the prior art. Obviously, the drawings in the following description are only for the present invention. In some embodiments, for those of ordinary skill in the art, other drawings can also be obtained according to these drawings without any creative effort.
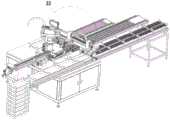
图1为本发明提供的一种TWS锂电池自动化生产线的整体结构图;Fig. 1 is the overall structure diagram of a kind of TWS lithium battery automatic production line provided by the present invention;
图2为所述所述TWS锂电池自动化生产线的俯视图;Fig. 2 is the top view of the described TWS lithium battery automatic production line;
图3为所述上料模组的立体图;3 is a perspective view of the feeding module;
图4为所述上料模组的俯视图;Fig. 4 is the top view of described feeding module;
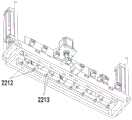
图5为所述注液模组的立体图;5 is a perspective view of the liquid injection module;
图6为所述注液装置的立体图;6 is a perspective view of the liquid injection device;
图7为所述注液装置的另一角度立体图;7 is another perspective view of the liquid injection device;
图8为所述下料模组的立体图;8 is a perspective view of the blanking module;
图9为所述下料模组的另一角度立体图。FIG. 9 is another perspective view of the blanking module.
附图标记说明如下:The reference numerals are explained as follows:
1、上料模组;11、上料机构;111、上料固定座;112、电芯卡位;113、第一扫码摄像头;12、上料称重机构;121、多工位称重台;122、分拣吸盘;123、分拣盒;13、第一翻转机构;131、翻转平台;132、翻转电机;133、固定辊;14、上料吸盘组;15、入料履带;2、注液模组;21、静置机构;211、机架;212、纵向滑轨;213、横向滑轨;214、电芯夹具;2141、底板;2142、夹板;22、注液机构;221、注液装置;2211、注液舱;2212、活动板;2213、开口吸盘组;2214、注液针组;2215、固定板;2216、齿轮条;2217、检测摄像头;23、封口机构;231、封口装置;3、下料模组;31、第二翻转机构;311、第二扫码摄像头;32、下料称重机构;33、收放盒机构;331、下料机械手;332、底座上料轨道;333、底座固定轨道;334、装盒轨道;335、底座移动夹具;336、盒体上料轨道;34、下料吸盘组;4、第一运料机构;5、第二运料机构。1. Feeding module; 11. Feeding mechanism; 111. Feeding holder; 112. Cell card position; 113. The first scanning camera; 12. Feeding weighing mechanism; 121. Multi-station weighing table; 122, sorting suction cup; 123, sorting box; 13, first turning mechanism; 131, turning platform; 132, turning motor; 133, fixed roller; 14, feeding suction cup group; 15, feeding crawler; 2 , liquid injection module; 21, static mechanism; 211, rack; 212, vertical slide rail; 213, horizontal slide rail; 214, cell fixture; 2141, bottom plate; 2142, splint; 22, liquid injection mechanism; 221 , liquid injection device; 2211, liquid injection tank; 2212, movable plate; 2213, open suction cup group; 2214, liquid injection needle group; 2215, fixed plate; 2216, gear rack; 2217, detection camera; 23, sealing mechanism; 231 , sealing device; 3, blanking module; 31, second turning mechanism; 311, second scanning camera; 32, blanking weighing mechanism; 33, box-receiving mechanism; 331, blanking manipulator; 332, base Feeding track; 333, base fixed track; 334, boxing track; 335, base moving fixture; 336, box feeding track; 34, unloading suction cup group; 4, first conveying mechanism; 5, second transport material organization.
具体实施方式Detailed ways
在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。In the description of the present invention, it should be understood that the terms "center", "upper", "lower", "front", "rear", "left", "right", "vertical", "horizontal", The orientation or positional relationship indicated by "top", "bottom", "inner", "outer", etc. is based on the orientation or positional relationship shown in the drawings, and is only for the convenience of describing the present invention and simplifying the description, rather than indicating or It is implied that the device or element referred to must have a particular orientation, be constructed and operate in a particular orientation, and therefore should not be construed as limiting the invention.
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。In order to make the objectives, technical solutions and advantages of the present invention clearer, the present invention will be further described in detail below with reference to the accompanying drawings and embodiments. It should be understood that the specific embodiments described herein are only used to explain the present invention, but not to limit the present invention.
为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。In order to illustrate the technical solutions of the present invention, the following specific embodiments are used for description.
实施例Example
请参阅图1至图9,本发明提供的一种TWS锂电池自动化生产线,包括:Please refer to FIG. 1 to FIG. 9, a TWS lithium battery automatic production line provided by the present invention includes:
一上料模组1,由上料机构11、上料称机构12以及第一翻转机构13构成;A
一注液模组2,由静置机构21、注液机构22以及封口机构23构成;A
一下料模组3,由第二翻转机构31、下料称重机构32以及放料装盒机构33构成;The
TWS锂电池自动化生产线还包括连接各模组的第一运料机构4以及第二运料机构5;The TWS lithium battery automatic production line also includes a first conveying
各模组工序排布顺序为上料模组1、注液模组2以及下料模组3,且上料模组1与注液模组2通过第一运料机构连接4,注液模组2与下料模组3间通过第二运料机构5连接。The sequence of each module process arrangement is the
在本实施例中,在上料模组1中,还包括一入料履带15,通过设于入料履带15一侧的驱动电机驱动,上料机构11包括一上料固定座111,上料固定座111上设有数个电芯卡位112,上料称重机构12包括一多工位称重台121,第一翻转机构13包括一翻转平台131,且翻转平台131上设有固定辊133,上料机构11、上料称重机构12以及第一翻转机构13依序排布,且位于各机构一侧设有上料吸盘组14,且位于第一翻转机构13上方设有第一运料机构4。In this embodiment, the
进一步的,位于上料固定座111靠近多工位称重台121一侧设有一滑轨,滑轨上滑动安装有第一扫码摄像头113,位于多工位称重台121靠近翻转平台131一侧同样设有一滑轨,位于该滑轨上滑动安装有一分拣吸盘122,且位于多工位称重台121一端还设有一分拣盒123,第一扫码摄像头113以及分拣吸盘122均通过设于滑轨一侧的驱动电机驱动,翻转平台131通过翻转电机132驱动,固定辊133上设有数个柔性固定垫,上料吸盘组14由一滑轨以及滑动安装于滑轨上的安装板和设于安装板另一端下方的两个吸盘组构成。Further, a slide rail is provided on the side of the
在本实施例中,在注液模组2中,静置机构21包括一机架211,以及设于机架211上的纵向滑轨212、横向滑轨213,和设于纵向滑轨212与横向滑轨213上的电芯夹具214,机架211分为左右两部分,且两部分山均设有纵向滑轨212、横向滑轨213以及电芯夹具214,注液机构22包括一注液装置221,设于机架211左侧部分,封口机构23包括一封口装置231,设于机架221右侧部分。In this embodiment, in the
进一步的,纵向轨道212以及横向轨道213一端均设有驱动电机,据以驱动电芯夹具214于纵向轨道212与横向轨道213上运动,注液装置221底部设有一注液舱2211,注液舱2211内部设有由驱动装置驱动的活动板2212,且活动板2212上设有开口吸盘组2213,注液装置221上还设有一注液针组2214,注液针组2214滑动安装于一纵向轨道上,并通过驱动电机驱动,注液针组2214内设有一固定板2215以及旋转安装于固定板2215上的数个注液针,且注液针成棱形,顶部设有齿轮,与设于固定板2215上的齿轮条2216啮合,位于齿轮条2216一端设有伺服电机,伺服电机底部设有齿轮,与齿轮条啮合,在注液舱2211一侧还设有数量与注液针相同的数个检测摄像头2217。Further, one end of the
更进一步的,电芯夹具214包括一底板2141,底板2141上设有数个凹槽,位于底板2141一侧设有夹板2142,夹板2142通过铰链转动安装于底板2141上,且夹板2142与铰链连接一端设有凸起的杠杆结构。Further, the
在本实施例中,在下料模组3中,第二翻转机构31同样的包括一翻转平台、翻转电机以及设于翻转平台上的固定辊,且位于第二翻转机构31一侧还设有滑轨,滑轨上设有第二扫码摄像头311,第二翻转机构31上方设有第二运料机构5,位于第二翻转机构31背离第二运料机构5一侧设有下料称重机构32,下料称重机构32同样包括一多工位称重平台,位于第二翻转机构31以及下料称重机构32一侧设有一下料吸盘组34,放料收盒机构33包括一下料机械手331。In this embodiment, in the
进一步的,放料收盒机构33还包括底座上料轨道332、底座固定轨道333以及装盒轨道334,且位于各轨道上方设有一滑轨,滑轨上设有一底座移动夹具335,装盒轨道334对应位置上还设有一盒体上料轨道336,底座固定轨道333设于中央位置。Further, the unwinding and collecting
更进一步的,下料机械手331上设有一视觉识别系统,下料机械手331末端为吸盘组。Furthermore, a visual recognition system is provided on the
在本实施例中,第一运料机构4以及第二运料机构5均由一滑动轨道构成,位于滑动轨道上设有一夹具组,夹具组由设于滑动轨道一侧的驱动电机驱动,夹具组上设有夹具6,夹具6通过伺服电机驱动。In this embodiment, the first
工作原理:working principle:
首先由操作人员启动电源,入料履带15将外部的TWS锂电池壳体运送至生产线内,由工作人员将运送来的TWS锂电池壳体放置于上料固定座111的电芯卡位112中,随后第一扫码摄像头113沿滑轨滑动并对于电芯卡位112内的TWS锂电池壳体进行扫码记录,并将相应信息反馈至中央控制系统,随后,驱动装置驱动上料吸盘组14向下运动并由吸盘将TWS锂电池壳体由电芯卡位112内吸起,运送至多工位称重台121上,由多工位称重台121对各TWS锂电池壳体称重,如重量不符合预设数值要求,则中央控制系统控制分拣吸盘122将不合格壳体吸起并运送至分拣盒123内,随后,上料吸盘组14将完成称重的TWS锂电池壳体运送至翻转平台131,同时,固定辊133将壳体固定,翻转电机132驱动翻转平台131由平行于水平面状态翻转至垂直于水平面状态,使TWS锂电池壳体开口朝上,随后由第一运料机构4上的夹具6夹起运送至下一模组;First, the operator starts the power supply, the feeding
第一运料机构4上的夹具6将TWS锂电池壳体夹起后运送至注液模组2,随后由人工将电芯夹具214的夹板2142打卡,并将TWS锂电池壳体放入电芯夹具214内,闭合夹板2142,放置完成后中央控制系统控制注液机构22工作,首先由驱动气缸推动注液装置221下降,开口吸盘组2213在驱动装置驱动下吸附TWS锂电池壳体两侧并将壳体两侧打开,随后驱动装置驱动注液针组22214下降,插入TWS锂电池壳体内,并由伺服电机驱动齿轮带动齿轮条2216运动,从而带动注液针转动,进一步确保壳体充分打开,随后注液,在此过程中,检测摄像头2217检测到如有TWS锂电池壳体未打开,则对应位置的注液针不注液,注液完成后,纵向滑轨212以及横向滑轨213带动电芯夹具214向后运动,开始静置,最后运动至封口装置231下方,并由驱动装置驱动封口装置对TWS锂电池封口,且每个封口位均通过独立的驱动电机驱动,上述未注液的TWS锂电池壳体位置同样不进行封口,封口结束后,由人工将未注液TWS锂电池壳体挑出,并由第二运料机构5的夹具6夹取运送至下一模组;The clamp 6 on the first conveying
由第二运料机构5的夹具6夹取注液封口完成的TWS锂电池到下料模组3的第二翻转机构31上,同上述翻转步骤,区别在于在本步骤中,翻转平台通过翻转电机由垂直于水平面状态翻转至平行于水平面状态,随后由第二扫码摄像头311扫码记录,再通过下料吸盘组34将TWS锂电池由第二翻转机构运送至下料称重机构32上进行称重,同时,底座移动夹具335由驱动装置驱动与滑轨上运动,从底座上料轨道332上夹取底座并运送至底座固定轨道上,此时,下料机械手331通过末端的吸盘吸附位于下料称重机构32上的TWS锂电池,并通过视觉识别系统,将TWS锂电池固定于底座上,最后由底座移动夹具335将固定有TWS锂电池的底座运送至装盒轨道,并翻转,使TWS锂电池与水平面垂直,装盒完成。The clamp 6 of the second conveying
虽然已参照几个典型实施方式描述了本发明,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本发明能够以多种形式具体实施而不脱离发明的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。While the present invention has been described with reference to several exemplary embodiments, it is to be understood that the terminology used is of description and illustration, and not of limitation. Since the invention can be embodied in many forms without departing from the spirit or spirit of the invention, it is to be understood that the above-described embodiments are not limited to any of the foregoing details, but are to be construed broadly within the spirit and scope defined by the appended claims Therefore, all changes and modifications that come within the scope of the claims or their equivalents should be covered by the appended claims.
Claims (10)
Translated fromChinesePriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010844270.6ACN111916653A (en) | 2020-08-20 | 2020-08-20 | TWS lithium cell automation line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010844270.6ACN111916653A (en) | 2020-08-20 | 2020-08-20 | TWS lithium cell automation line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111916653Atrue CN111916653A (en) | 2020-11-10 |
Family
ID=73278454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010844270.6APendingCN111916653A (en) | 2020-08-20 | 2020-08-20 | TWS lithium cell automation line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111916653A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112786946A (en)* | 2021-02-04 | 2021-05-11 | 芜湖楚睿智能科技有限公司 | Automatic assembly production equipment for lithium battery |
| CN113036319A (en)* | 2021-03-05 | 2021-06-25 | 宜春清陶能源科技有限公司 | Battery standing method |
| CN114095850A (en)* | 2021-11-18 | 2022-02-25 | 西京学院 | Automatic assembling equipment for vehicle-mounted loudspeaker |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070266553A1 (en)* | 2004-11-22 | 2007-11-22 | Gd Technologies Maschinebau Gmbh | Process And System For Joining Battery Plates To Form Packs And For Inserting These Packs Into Cassettes |
| CN105006545A (en)* | 2015-07-27 | 2015-10-28 | 东莞市德瑞精密设备有限公司 | Turntable Injection Machine |
| CN107681106A (en)* | 2017-10-18 | 2018-02-09 | 东莞市天逸自动化机械设备有限公司 | Soft Roll dynamic lithium battery automatic fluid injection packaging machine |
| CN212967968U (en)* | 2020-08-20 | 2021-04-13 | 东莞市福燊精密机电有限公司 | TWS lithium cell automation line |
- 2020
- 2020-08-20CNCN202010844270.6Apatent/CN111916653A/enactivePending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070266553A1 (en)* | 2004-11-22 | 2007-11-22 | Gd Technologies Maschinebau Gmbh | Process And System For Joining Battery Plates To Form Packs And For Inserting These Packs Into Cassettes |
| CN105006545A (en)* | 2015-07-27 | 2015-10-28 | 东莞市德瑞精密设备有限公司 | Turntable Injection Machine |
| CN107681106A (en)* | 2017-10-18 | 2018-02-09 | 东莞市天逸自动化机械设备有限公司 | Soft Roll dynamic lithium battery automatic fluid injection packaging machine |
| CN212967968U (en)* | 2020-08-20 | 2021-04-13 | 东莞市福燊精密机电有限公司 | TWS lithium cell automation line |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112786946A (en)* | 2021-02-04 | 2021-05-11 | 芜湖楚睿智能科技有限公司 | Automatic assembly production equipment for lithium battery |
| CN113036319A (en)* | 2021-03-05 | 2021-06-25 | 宜春清陶能源科技有限公司 | Battery standing method |
| CN114095850A (en)* | 2021-11-18 | 2022-02-25 | 西京学院 | Automatic assembling equipment for vehicle-mounted loudspeaker |
| CN114095850B (en)* | 2021-11-18 | 2023-12-29 | 西京学院 | Automatic assembly equipment for vehicle-mounted loudspeaker |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN206366515U (en) | An automated testing and sorting machine | |
| CN111916653A (en) | TWS lithium cell automation line | |
| CN212967968U (en) | TWS lithium cell automation line | |
| CN110560582A (en) | multi-axis module full-automatic cell casing machine | |
| CN112829185B (en) | Automatic feeding equipment | |
| CN104267351B (en) | A kind of battery automatically testing sorting equipment | |
| CN116331789B (en) | Automatic battery orientation, feeding and filling box forming equipment | |
| CN104577207B (en) | Automatic detection machine for cell packaging | |
| CN108357895A (en) | Battery core feed mechanism | |
| CN111220628B (en) | A visual new energy lithium battery appearance inspection machine | |
| CN212531140U (en) | A follow-up bullet conveying device | |
| CN108767150A (en) | Full-automatic assembly line for cylindrical battery cells of power lithium battery module PACK line | |
| CN111477942A (en) | Automatic unloading equipment for high temperature formation of batteries | |
| CN209387742U (en) | A multi-station shell testing machine | |
| CN201654194U (en) | Automatic detection machine integrating leakage detection and short circuit detection of battery | |
| CN210586771U (en) | Multi-axis module full-automatic cell casing machine | |
| CN211789316U (en) | Automatic blanking equipment for high-temperature formation of battery | |
| CN205452424U (en) | Novel liquid machine is annotated to soft packet of lithium cell carousel | |
| CN206519706U (en) | Electronic scale shrapnel installation machine | |
| CN115520654A (en) | Glass panel handling equipment | |
| CN204086496U (en) | A kind of battery automatically testing sorting equipment | |
| CN119527911A (en) | Battery module assembly line | |
| CN219928910U (en) | Material delivery equipment | |
| CN111981987A (en) | Automatic detection equipment for dimension and appearance of welded product and working method thereof | |
| CN110773997A (en) | Automatic assembling device for heat exchanger plate bundle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned | Effective date of abandoning:20250325 | |
| AD01 | Patent right deemed abandoned |