CN111844521A - Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tape - Google Patents
Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tapeDownload PDFInfo
- Publication number
- CN111844521A CN111844521ACN202010567773.3ACN202010567773ACN111844521ACN 111844521 ACN111844521 ACN 111844521ACN 202010567773 ACN202010567773 ACN 202010567773ACN 111844521 ACN111844521 ACN 111844521A
- Authority
- CN
- China
- Prior art keywords
- roller
- impregnation
- fiber
- arc
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005470impregnationMethods0.000titleclaimsabstractdescription58
- 239000011199continuous fiber reinforced thermoplasticSubstances0.000titleclaimsabstractdescription26
- 238000002360preparation methodMethods0.000titleabstractdescription12
- 239000000835fiberSubstances0.000claimsabstractdescription97
- 229920005989resinPolymers0.000claimsabstractdescription57
- 239000011347resinSubstances0.000claimsabstractdescription57
- 238000007598dipping methodMethods0.000claimsabstractdescription50
- 238000010438heat treatmentMethods0.000claimsabstractdescription39
- 238000001125extrusionMethods0.000claimsabstractdescription20
- 238000005485electric heatingMethods0.000claimsabstractdescription12
- 238000005498polishingMethods0.000claimsabstract5
- 239000000155meltSubstances0.000claimsdescription15
- 238000009413insulationMethods0.000claimsdescription10
- 229910000831SteelInorganic materials0.000claimsdescription9
- 239000010959steelSubstances0.000claimsdescription9
- 238000000034methodMethods0.000claimsdescription8
- 238000001816coolingMethods0.000claimsdescription5
- 230000009471actionEffects0.000claimsdescription4
- 238000004519manufacturing processMethods0.000claimsdescription4
- 230000005540biological transmissionEffects0.000claimsdescription3
- 239000000919ceramicSubstances0.000claimsdescription3
- 230000017525heat dissipationEffects0.000claimsdescription3
- 230000001276controlling effectEffects0.000claimsdescription2
- 230000001105regulatory effectEffects0.000claimsdescription2
- 238000000926separation methodMethods0.000claimsdescription2
- VYZAMTAEIAYCRO-UHFFFAOYSA-NChromiumChemical compound[Cr]VYZAMTAEIAYCRO-UHFFFAOYSA-N0.000claims1
- 229910052804chromiumInorganic materials0.000claims1
- 239000011651chromiumSubstances0.000claims1
- 238000007747platingMethods0.000claims1
- 230000000630rising effectEffects0.000claims1
- 238000005096rolling processMethods0.000claims1
- 238000002791soakingMethods0.000claims1
- 239000004696Poly ether ether ketoneSubstances0.000abstractdescription12
- 229920002530polyetherether ketonePolymers0.000abstractdescription12
- 238000002844meltingMethods0.000abstractdescription2
- 230000008018meltingEffects0.000abstractdescription2
- 238000009987spinningMethods0.000description8
- 239000002131composite materialSubstances0.000description7
- 239000004734Polyphenylene sulfideSubstances0.000description6
- 229920000069polyphenylene sulfidePolymers0.000description6
- 229920001169thermoplasticPolymers0.000description6
- 239000004416thermosoftening plasticSubstances0.000description6
- 238000010586diagramMethods0.000description4
- 239000003292glueSubstances0.000description4
- 229920000049Carbon (fiber)Polymers0.000description3
- 239000004917carbon fiberSubstances0.000description3
- 239000002184metalSubstances0.000description3
- VNWKTOKETHGBQD-UHFFFAOYSA-NmethaneChemical compoundCVNWKTOKETHGBQD-UHFFFAOYSA-N0.000description3
- 230000033228biological regulationEffects0.000description2
- 238000009826distributionMethods0.000description2
- 239000000463materialSubstances0.000description2
- 238000000465mouldingMethods0.000description2
- 230000008569processEffects0.000description2
- 229920005992thermoplastic resinPolymers0.000description2
- 239000002699waste materialSubstances0.000description2
- 206010065226Non-dippingDiseases0.000description1
- 238000007664blowingMethods0.000description1
- 239000004918carbon fiber reinforced polymerSubstances0.000description1
- 238000003763carbonizationMethods0.000description1
- 230000015556catabolic processEffects0.000description1
- 230000008859changeEffects0.000description1
- 239000011248coating agentSubstances0.000description1
- 238000000576coating methodMethods0.000description1
- 239000000805composite resinSubstances0.000description1
- 238000010924continuous productionMethods0.000description1
- 238000006731degradation reactionMethods0.000description1
- 230000000694effectsEffects0.000description1
- 238000005516engineering processMethods0.000description1
- 230000004927fusionEffects0.000description1
- 238000000265homogenisationMethods0.000description1
- 230000006872improvementEffects0.000description1
- 239000012774insulation materialSubstances0.000description1
- 230000004048modificationEffects0.000description1
- 238000012986modificationMethods0.000description1
- 229920001652poly(etherketoneketone)Polymers0.000description1
- 239000011148porous materialSubstances0.000description1
- 238000003825pressingMethods0.000description1
- 238000010008shearingMethods0.000description1
- 239000000779smokeSubstances0.000description1
- 229920001187thermosetting polymerPolymers0.000description1
- 230000001988toxicityEffects0.000description1
- 231100000419toxicityToxicity0.000description1
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description1
- 238000003466weldingMethods0.000description1
Images




Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/14—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length of filaments or wires
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
Translated fromChinese技术领域technical field
本发明属于连续纤维增强热塑性复合材料领域,尤其是涉及一种连续纤维增强热塑性预浸带的熔融浸渍装置与制备方法。The invention belongs to the field of continuous fiber reinforced thermoplastic composite materials, in particular to a melt impregnation device and a preparation method of a continuous fiber reinforced thermoplastic prepreg tape.
背景技术Background technique
连续碳纤维增强热塑性复合材料在制备工艺与成型速率方面具有明显的优势,如可直接熔融焊接、成型速率高(热固性复合材料的10倍以上)、优异的断裂韧性、高力学性能、可回收利用、不易燃烧、发烟率与毒性低以及可以室温长期储存等,在航空航天、汽车等工业得到快速的应用发展。近几年来,热塑性复合材料在商业航空器领域的应用出现新的转折点,即热塑性复合材料已被用于大尺寸的航空部件(如机舱)的制备,这将对商业航空器的发展起到重要的促进作用。Continuous carbon fiber reinforced thermoplastic composites have obvious advantages in preparation process and molding rate, such as direct fusion welding, high molding rate (more than 10 times that of thermoset composites), excellent fracture toughness, high mechanical properties, recyclability, It is not easy to burn, has low smoke rate and toxicity, and can be stored at room temperature for a long time. It has been rapidly applied and developed in aerospace, automobile and other industries. In recent years, there has been a new turning point in the application of thermoplastic composites in the field of commercial aircraft, that is, thermoplastic composites have been used in the preparation of large-scale aviation components (such as cabins), which will play an important role in the development of commercial aircraft. effect.
航空航天用热塑性碳纤维复合材料主要为连续碳纤维增强聚醚醚酮类高性能树脂(如聚醚醚酮、聚醚酮酮等)复合材料或连续碳纤维增强聚亚苯基硫醚类高性能树脂复合材料,该类热塑性树脂体系同通用树脂不同,熔融温度高,且熔体粘度大,对纤维的熔融浸渍极其困难,制约了相应预浸带的制备。现有的热塑性预浸带(材料)浸渍装置与制备方法,主要是通过胶槽浸渍纤维束,浸胶或非浸胶纤维直接在金属辊或浸渍模具表面产生相对运动来实现预浸带的制备,但会出现纤维无法将胶槽内树脂完全带走,剩余树脂在持续高温下回发生降解,导致材料性能下降,同时降解树脂(如碳化)也会影响对纤维的浸渍;而纤维与金属辊或模具表面发生相对运动,由于聚醚醚酮类树脂熔体或聚亚苯基硫醚类树脂熔体粘度高,该类相对运动会导致纤维与树脂熔体产生较大的剪切力,并可能带来纤维损伤、断裂等问题。Aerospace thermoplastic carbon fiber composite materials are mainly continuous carbon fiber reinforced polyether ether ketone high-performance resin (such as polyether ether ketone, polyether ketone ketone, etc.) composite material or continuous carbon fiber reinforced polyphenylene sulfide high-performance resin composite. This kind of thermoplastic resin system is different from general resins, with high melting temperature and high melt viscosity, and it is extremely difficult to melt and impregnate fibers, which restricts the preparation of corresponding prepreg tapes. Existing thermoplastic prepreg tape (material) impregnation device and preparation method mainly realizes the preparation of prepreg tape by impregnating fiber bundles in a glue tank, and dipping or non-dipping fibers directly produce relative motion on the surface of a metal roller or an impregnating mold , but it will appear that the fiber cannot completely take away the resin in the glue tank, and the remaining resin will degrade under continuous high temperature, resulting in a decrease in material properties, and the degraded resin (such as carbonization) will also affect the impregnation of the fiber; while the fiber and the metal roller Or relative motion occurs on the surface of the mold. Due to the high viscosity of the polyether ether ketone resin melt or the polyphenylene sulfide resin melt, such relative motion will cause a large shear force between the fiber and the resin melt, and may Bring about fiber damage, breakage and other problems.
因此,有必要设计一种新型的浸渍装置,并基于该装置发展一种针对高温高熔融粘度树脂熔体热塑性的连续纤维预浸带制备方法来避免利用胶槽浸渍纤维束,以及避免浸胶或非浸胶纤维直接在金属辊或浸渍模具表面产生相对运动。Therefore, it is necessary to design a new type of impregnation device, and based on the device to develop a continuous fiber prepreg tape preparation method for high temperature and high melt viscosity resin melt thermoplastic to avoid the use of glue tanks to impregnate fiber bundles, and to avoid dipping or The relative motion of the non-impregnated fibers occurs directly on the surface of the metal roll or dipping die.
发明内容SUMMARY OF THE INVENTION
有鉴于此,针对聚醚醚酮类或聚亚苯基硫醚类热塑性树脂熔体粘度高、难于浸渍纤维的问题,本发明旨在提出一种连续纤维增强热塑性预浸带的熔融浸渍装置与制备方法,通过控制树脂在浸渍辊均匀涂覆、在纤维张力作用下实现树脂熔体浸渍纤维、均化辊提高纤维与树脂分布、上光辊固化成型的预浸带。In view of this, in view of the problems of high melt viscosity of polyether ether ketone or polyphenylene sulfide thermoplastic resin and difficulty in impregnating fibers, the present invention aims to provide a melt impregnation device and a continuous fiber reinforced thermoplastic prepreg tape. The preparation method comprises the following steps: controlling resin to be uniformly coated on an impregnating roller, impregnating fibers with resin melt under the action of fiber tension, improving the distribution of fibers and resins by a homogenizing roller, and curing a prepreg tape formed by a glazing roller.
为达到上述目的,本发明的技术方案是这样实现的:In order to achieve the above object, the technical scheme of the present invention is achieved in this way:
一种连续纤维增强热塑性预浸带的熔融浸渍装置,包括依次设置的纱架、分丝系统、加热系统、浸渍系统、若干均化辊、上光辊和牵拉系统,A melt impregnation device for continuous fiber reinforced thermoplastic prepreg tape, comprising a creel, a yarn splitting system, a heating system, an impregnation system, a plurality of homogenizing rollers, a glazing roller and a drawing system arranged in sequence,
所述的加热系统包括升温通道和若干电热吹风机,若干电热吹风机均匀分布在升温通道的上下方,在升温通道内对应每一电热吹风机处设有一热电偶,所述热电偶检测升温通道内的风温;The heating system includes a heating channel and a plurality of electric heating blowers, the plurality of electric heating hair dryers are evenly distributed above and below the heating channel, and a thermocouple is arranged in the heating channel corresponding to each electric heating blower, and the thermocouple detects the wind in the heating channel. temperature;
所述的浸渍系统包括浸渍辊、挤出多孔口模和与连接挤出多孔口模的挤出机,所述的挤出多孔口模设置在浸渍辊的下方,浸渍辊表面设有凹槽,浸渍辊通过传动轴与电机连接,所述的挤出多孔口模包括一体成型的且上下布置的弧形多孔口模一和弧形多孔口模二,所述的弧形多孔口模一与浸渍辊的凹槽之间形成浅腔,所述的挤出机经由挤出机连接管与弧形多孔口模二连通;The dipping system includes a dipping roll, an extrusion porous die and an extruder connected to the extrusion porous die, the extrusion porous die is arranged below the dipping roll, and the surface of the dipping roll is provided with grooves, The dipping roller is connected to the motor through a transmission shaft. The extrusion porous die includes an arc-
若干均化辊平行布置,所述均化辊低于浸渍辊的中心布置,所述上光辊为动力对辊,包括上下布置且配合使用的凹辊和凸辊,凹辊上设有容纳预浸带的凹槽,凹辊的凹槽与凸辊的凸起配合,动力对辊的两端通过弹簧提供辊间压力;Several homogenizing rollers are arranged in parallel, the homogenizing roller is arranged below the center of the dipping roller, the glazing roller is a power pair of rollers, including a concave roller and a convex roller arranged up and down and used together. The grooves of the dip belt, the grooves of the concave rollers are matched with the protrusions of the convex rollers, and the power provides the inter-roller pressure to the two ends of the rollers through springs;
牵拉系统牵拉自纱架退纱进入分丝系统后的纤维带在穿过升温通道后自浸渍辊的上方绕过,绕过浸渍辊的纤维带经过多个均化辊后进入动力对辊之间成型预浸带。The fiber tape drawn by the pulling system after unwinding from the creel and entering the spinning system passes through the heating channel and bypasses the dipping roller. Forming prepreg tapes between.
进一步的,所述弧形多孔口模二与弧形多孔口模一由多孔钢板隔开,且弧形多孔口模一的上表面也为多孔钢板。Further, the second arc-shaped porous die and the first arc-shaped porous die are separated by a porous steel plate, and the upper surface of the first arc-shaped porous die is also a porous steel plate.
进一步的,所述浸渍辊和所有均化辊均为能调速、控温的动力辊。Further, the dipping roll and all homogenizing rolls are power rolls capable of speed regulation and temperature control.
进一步的,在浸渍辊和均化辊的外围设有降低浸渍辊与均化辊散热的保温系统,所述保温系统为由陶瓷纤维毯制成的保温箱。Further, an insulation system for reducing the heat dissipation of the dipping roll and the homogenizing roll is provided on the periphery of the dipping roll and the homogenizing roll, and the insulation system is an insulation box made of a ceramic fiber blanket.
进一步的,所述纱架前端设有对纤维束提供预张力的预张力装置。Further, the front end of the creel is provided with a pretension device for providing pretension to the fiber bundle.
进一步的,所述均化辊表面进行抛光镀铬镜面处理,所述上光辊上设有冷却结构。Further, the surface of the homogenizing roller is polished and chrome-plated and mirror-finished, and the glazing roller is provided with a cooling structure.
进一步的,在弧形多孔口模的底部包裹有加热套。Further, a heating jacket is wrapped around the bottom of the arc-shaped porous die.
一种利用上述熔融浸渍装置制备连续纤维增强热塑性预浸带的方法,具体包括以下步骤:A method for preparing a continuous fiber reinforced thermoplastic prepreg tape utilizing the above-mentioned melt impregnation device, specifically comprising the following steps:
步骤一、多束纤维束以一定预张力下从纱架退纱后进入分丝系统,分丝系统将纤维束分丝成厚度均一宽度恒定的纤维带;
步骤二、纤维带进入加热系统,纤维带升温至浸渍温度,纤维带由牵拉系统牵拉进入浸渍系统;
步骤三、挤出机将树脂熔体挤入弧形多孔口模二,随着挤入树脂熔体量的增多,弧形多孔口模二内的树脂熔体经孔进入弧形多孔口模一内,弧形多孔口模一内的树脂熔体经孔进入浸渍辊浅腔,随着浸渍辊的转动,树脂熔体均匀地涂覆在浸渍辊的凹槽的表面;步骤二中加热后的具有一定预张力的纤维带以一定包角通过浸渍辊,在纤维束的预张力作用下,浸渍辊的凹槽表面的树脂熔体被挤入纤维带内,成型预成型预浸带;Step 3: The extruder extrudes the resin melt into the second arc-shaped porous die. With the increase of the amount of resin melt extruded, the resin melt in the second arc-shaped porous die enters the second arc-shaped porous die through the hole. Inside, the resin melt in the arc-
步骤四、预成型预浸带继续被牵拉系统以一定的包角通过若干均化辊,使纤维束与树脂熔体均匀分布;经过若干均化辊后的预成型预浸带进一步被牵拉通过上光辊,预浸带成型;通过牵拉系统牵拉、收卷成型连续纤维增强热塑性预浸带。
进一步的,所述步骤一中,经分丝系统分散后的纤维带的宽度与浸渍辊凹槽宽度一致,分纱后纤维带厚度控制在0.02mm-1mm,单根纤维束的预张力在0.1N至50N。Further, in the
进一步的,所述步骤二中,纤维带通过加热系统温度升至360℃-450℃后进入浸渍系统。Further, in the second step, the temperature of the fiber tape is raised to 360°C-450°C through the heating system and then enters the impregnation system.
相对于现有技术,本发明所述的连续纤维增强热塑性预浸带的熔融浸渍装置具有以下优势:Compared with the prior art, the melt impregnation device of the continuous fiber reinforced thermoplastic prepreg tape of the present invention has the following advantages:
1)高粘度聚醚醚酮类树脂熔体或聚亚苯基硫醚类树脂熔体均匀涂覆在动力浸渍辊表面,一定预张力的纤维束以一定包角缠绕其上,并随着浸渍辊的转动通过浸渍辊,纤维被树脂熔体的浸渍力来自于纤维带与浸渍辊间形成的压力。本发明避免纤维束与高粘度树脂熔体在牵拉方向的较高的相对剪切力,避免纤维的损伤,以及由此带来的浸渍过程的不连续性。1) The high viscosity polyether ether ketone resin melt or polyphenylene sulfide resin melt is uniformly coated on the surface of the dynamic impregnating roller, and the fiber bundle with a certain pretension is wound on it at a certain wrapping angle, and is impregnated with the impregnation. The rotation of the roll passes through the impregnation roll, and the impregnation force of the fiber by the resin melt comes from the pressure formed between the fiber belt and the impregnation roll. The invention avoids the relatively high relative shearing force between the fiber bundle and the high-viscosity resin melt in the drawing direction, and avoids the damage of the fiber and the discontinuity of the impregnation process caused thereby.
2)在浸渍辊表面的高粘度树脂熔体膜全部浸渍入纤维带内,其厚度可以通过牵拉速度与挤出速度准确控制,从而实现了对预浸带纤维含量的准确控制,同时避免树脂的浪费,以及避免未浸渍纤维树脂在高温下的降解,影响预浸带质量及浸渍过程的连续性。2) The high-viscosity resin melt film on the surface of the impregnating roller is completely impregnated into the fiber tape, and its thickness can be accurately controlled by the pulling speed and extrusion speed, so as to achieve accurate control of the fiber content of the prepreg tape, while avoiding resin waste, and to avoid the degradation of the unimpregnated fiber resin at high temperature, which affects the quality of the prepreg tape and the continuity of the impregnation process.
3)本申请实现高粘度聚醚醚酮类树脂熔体或聚亚苯基硫醚类树脂熔体对连续纤维束的浸渍,同时保证浸渍带的纤维浸渍程度与制备的连续性。3) The present application realizes the impregnation of continuous fiber bundles by high-viscosity polyetheretherketone resin melt or polyphenylene sulfide resin melt, while ensuring the degree of fiber impregnation of the impregnating tape and the continuity of preparation.
附图说明Description of drawings
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:The accompanying drawings constituting a part of the present invention are used to provide further understanding of the present invention, and the exemplary embodiments of the present invention and their descriptions are used to explain the present invention and do not constitute an improper limitation of the present invention. In the attached image:
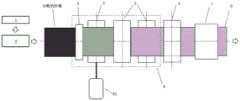
图1为本发明实施例所述的一种连续纤维增强热塑性预浸带的熔融浸渍装置的结构示意图;1 is a schematic structural diagram of a melt impregnation device for a continuous fiber reinforced thermoplastic prepreg tape according to an embodiment of the present invention;
图2为本发明实施例所述的一种连续纤维增强热塑性预浸带的熔融浸渍装置的工作原理图;Fig. 2 is the working principle diagram of a melt impregnation device of a continuous fiber reinforced thermoplastic prepreg tape according to an embodiment of the present invention;
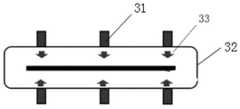
图3为本发明的电吹风加热系统的结构示意图;3 is a schematic structural diagram of the hair dryer heating system of the present invention;
图4为本发明中浸渍系统的结构示意图;Fig. 4 is the structural representation of the impregnation system in the present invention;
图5为图4的A-A向剖视图;Fig. 5 is A-A sectional view of Fig. 4;
图6为本发明中上光棍的结构示意图。FIG. 6 is a schematic structural diagram of an upper bachelor in the present invention.
附图标记说明:Description of reference numbers:
1-纱架,2-分丝系统,3-加热系统,31-电热吹风机,32-升温通道,33-热电偶,4-浸渍系统,41-浸渍辊,411-传动轴,42-挤出多孔口模,421-弧形多孔口模一,422-弧形多孔口模二,423-加热套,43-挤出机,431-挤出机连接管,44-浅腔,45-树脂熔体,46-传动轴,5-均化辊,6-上光辊,61-凹辊,62-凸辊,63-弹簧,7-牵拉系统,8-保温系统,9-预浸带,10-树脂熔体。1- Creel, 2- Spinning system, 3- Heating system, 31- Electric blower, 32- Heating channel, 33- Thermocouple, 4- Dip system, 41- Dip roller, 411- Drive shaft, 42- Extrusion Porous Die, 421-Arc Porous Die 1, 422-Arc Porous Die 2, 423- Heating Jacket, 43- Extruder, 431- Extruder Connecting Pipe, 44- Shallow Cavity, 45- Resin Melt body, 46-drive shaft, 5-homogenizing roll, 6-glazing roll, 61-concave roll, 62-convex roll, 63-spring, 7-pulling system, 8-insulation system, 9-prepreg belt, 10 - Resin melt.
具体实施方式Detailed ways
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。It should be noted that the embodiments of the present invention and the features of the embodiments may be combined with each other under the condition of no conflict.
下面将参考附图并结合实施例来详细说明本发明。The present invention will be described in detail below with reference to the accompanying drawings and in conjunction with the embodiments.
如图1-图6所示,一种连续纤维增强热塑性预浸带的熔融浸渍装置,包括依次设置的纱架1、分丝系统2、加热系统3、浸渍系统4、若干均化辊5、上光辊6和牵拉系统7,在所述纱架1前端设有对纤维束提供预张力的预张力装置,能够控制纤维束退纱后的张力;所述的分丝系统2,通过分丝辊或吹风等方法能够将多束纤维均匀分散成厚度均一的纤维带,分丝后的纤维带厚度可以控制在0.02–1mm;As shown in Fig. 1-Fig. 6, a melt impregnation device for continuous fiber reinforced thermoplastic prepreg tape includes a
所述的加热系统3包括升温通道32和若干电热吹风机31,若干电热吹风机31均匀分布在升温通道32的上下方,在升温通道32内对应每一电热吹风机31处设有一热电偶33,所述热电偶33检测升温通道32内的风温;利用电热吹风机31在升温通道32内对分散好的连续纤维带上下面进行加热,风温通过热电偶33测试,并通过调整风速大小调控纤维束加热温度,对通过的纤维带加热至360℃-450℃,控温精度为±1℃;The
所述的浸渍系统4包括浸渍辊41、挤出多孔口模42和与连接挤出多孔口模的挤出机43,所述的挤出多孔口模42设置在浸渍辊41的下方,浸渍辊41表面设有凹槽,浸渍辊41通过传动轴411与电机连接,所述的挤出多孔口模42包括一体成型的且上下布置的弧形多孔口模一421和弧形多孔口模二422,所述的弧形多孔口模一421与浸渍辊41的凹槽之间形成浅腔44,浅腔44的深度0.05mm至1mm,通过调整挤出多孔口模42高度来调节浅腔的深度,也即控制了浸渍辊表面涂覆树脂熔体的厚度,所述的挤出机43经由挤出机连接管431与弧形多孔口模二422连通;在弧形多孔口模2的底部包裹有加热套423;The
若干均化辊5等高平行布置,所述均化辊5低于浸渍辊41的中心布置,所述上光辊6为动力对辊,包括上下布置且配合使用的凹辊61和凸辊62,凹辊61上设有容纳预浸带的凹槽,凹辊61的凹槽与凸辊62的凸起配合,动力对辊的两端通过弹簧63提供辊间压力;Several homogenizing rollers 5 are arranged in parallel at the same height, the homogenizing roller 5 is arranged below the center of the dipping
牵拉系统7牵拉自纱架1退纱进入分丝系统5后的纤维带在穿过升温通道32后自浸渍辊41的上方绕过,绕过浸渍辊41的纤维带以S型绕制方式经过两个均化辊5后伸入动力对辊之间成型预浸带9。The fiber tape drawn by the pulling system 7 after unwinding from the
所述弧形多孔口模二422与弧形多孔口模一421由多孔钢板隔开,且弧形多孔口模一421的上表面也为多孔钢板,弧形多孔口模的孔隙直径为0.01mm-1mm,密度为1个-100个/mm2,两个弧形多孔口模确保挤出的聚醚醚酮类树脂熔体或聚亚苯基硫醚类树脂熔体在沿着浸渍辊表面均匀挤出,并涂覆在浸渍辊凹槽表面,通过调节挤出速率与浸渍辊转速,调控树脂涂层在浸渍辊凹槽表面的厚度在0.02-1mm。挤出多孔口模42是由从上到下布置的三块弧形钢板围成,且三块弧形钢板的边侧通过水平连接板连接密封,从上到下的第一块弧形钢板上和第二块弧形钢板上都均匀开设多个孔,用于挤出树脂熔体。The arc-shaped
所述浸渍辊41和所有均化辊5均为能调速、控温的动力辊,浸渍辊41和均化辊5均为电加热方式进行加热;浸渍辊41的速度控制在转速0.2转/分钟-20转/分钟;同时浸渍辊41表面温度控制在360℃-450℃,温度变化小于1℃;均化辊5设置两个或多个,所述均化辊5表面进行抛光镀铬镜面处理,处理后的表面硬度在800-1200HV之间;均化辊5的转速控制为0.2转/分钟-20转/分钟,温度控制为360℃-450℃,控制精度±1℃;通过调整均化辊5的纵向位置,改变预浸带对浸渍辊41与均化辊5的包角。The dipping
在浸渍辊41和均化辊5的外围设有保温系统8,所述保温系统8为由陶瓷纤维毯制成的保温箱,将浸渍辊4、均化辊5整体封闭,降低高温浸渍辊4与均化辊5的散热,外层保温材料的温度低于50℃。An
上光辊6的辊表面经电镀硬化与镜面处理,处理后的表面硬度在800-1200HV之间;对辊间压力通过两端弹簧张力控制,张力大小10N-1000N;均化辊的转速控制为0.2转/分钟-20转/分钟,所述上光辊6上设有水冷冷却结构,具体为:动力对辊内通水冷却,控制温度小于100℃。The surface of the
牵引系统7以0.1-5m/min速度稳定将成型的预浸带牵拉出来。The pulling system 7 stably pulls the formed prepreg tape out at a speed of 0.1-5 m/min.
一种利用上述熔融浸渍装置制备连续纤维增强热塑性预浸带的方法,具体包括以下步骤:A method for preparing a continuous fiber reinforced thermoplastic prepreg tape utilizing the above-mentioned melt impregnation device, specifically comprising the following steps:
步骤一、多束纤维束以一定预张力下从纱架1退纱后进入分丝系统2,分丝系统2将纤维束分丝成厚度均一宽度恒定的纤维带;经分丝系统2分散后的纤维带的宽度与浸渍辊41的凹槽宽度一致,分纱后纤维带厚度控制在0.02mm-1mm,单根纤维束的预张力在0.1N至50N;
步骤二、纤维带进入加热系统3,纤维带通过加热系统3温度升至360℃-450℃后由牵拉系统7牵拉进入浸渍系统4;In
步骤三、挤出机43将聚醚醚酮类树脂熔体挤入弧形多孔口模二422,随着挤入聚醚醚酮类树脂熔体量的增多,弧形多孔口模二422内的树脂熔体经孔进入弧形多孔口模一421内,弧形多孔口模一421内的树脂熔体经孔进入浸渍辊浅腔44,随着浸渍辊41的转动,树脂熔体43均匀地涂覆在浸渍辊41的凹槽的表面;步骤二中加热后的具有一定预张力的纤维带以一定包角通过浸渍辊41,一定张力的纤维带与表面涂覆一定厚度聚醚醚酮类树脂膜的浸渍辊间形成垂直于纤维束的径向压力,在该压力作用下,浸渍辊41的凹槽表面的树脂熔体43被挤入纤维带内,成型预成型预浸带;Step 3: The
步骤四、预成型预浸带继续被牵拉系统以一定的包角通过若干均化辊5,实现纤维束与树脂熔体10均匀分布;经过若干均化辊5后的预成型预浸带进一步被牵拉通过两个反向低温压辊,预浸带成型;通过牵拉系统7牵拉、收卷成型连续纤维增强热塑性预浸带。
高粘度聚醚醚酮类熔体通过特殊设计的挤出口模挤出均匀涂覆到动力高温浸渍辊表面;具有一定预应力、分散成一定厚度的预热连续纤维束,以高于或等于浸渍辊表面线速度的以一定的包角牵引通过表面涂覆树脂熔体膜的高温浸渍辊;在这个过程中,具有一定预张力的纤维束对浸渍辊表面形成径向力,该径向力将浸渍辊表面的树脂挤入纤维束内,实现纤维束的浸渍;树脂初步浸渍的纤维束继续以一定包角通过多个高温均化辊,进一步提升纤维与树脂在预浸带的分布均匀性;然后,预浸带被牵引通过两个反向的低温压辊,成型表面光洁的连续纤维增强聚醚醚酮类热塑性预浸带。The high-viscosity polyetheretherketone melt is extruded and uniformly coated on the surface of the dynamic high-temperature impregnating roller through a specially designed extrusion die; preheated continuous fiber bundles with a certain prestress and dispersed into a certain thickness are higher than or equal to the impregnation rate. The surface line speed of the roller is drawn at a certain wrap angle through the high-temperature impregnating roller coated with the resin melt film; The resin on the surface of the impregnating roller is squeezed into the fiber bundle to realize the impregnation of the fiber bundle; the fiber bundle preliminarily impregnated with the resin continues to pass through multiple high-temperature homogenizing rollers at a certain wrap angle to further improve the distribution uniformity of fibers and resin in the prepreg tape; The prepreg tape is then drawn through two opposing low temperature press rolls to form a smooth surface continuous fiber reinforced polyether ether ketone thermoplastic prepreg tape.
本发明中纤维束、高粘度树脂熔体与浸渍辊在牵引方向不产生明显的相对运动,从而避免纤维在高剪切力作用下损伤、断裂以及过大牵引力导致生产不连续等问题;同时,该发明方法,可以使得挤出机挤出的树脂熔体全部浸渍纤维,避免树脂浪费,同时避免利用胶槽技术中某些部位的树脂不能被纤维带出发生降解,影响预浸带质量及不能连续生产等问题。In the present invention, the fiber bundle, the high-viscosity resin melt and the impregnating roller do not produce obvious relative motion in the pulling direction, so as to avoid problems such as fiber damage, breakage and discontinuous production caused by excessive pulling force under the action of high shear force; at the same time, The inventive method can make the resin melt extruded by the extruder fully impregnated with fibers, avoid resin waste, and avoid resin in some parts of the glue tank technology that cannot be taken out by fibers and degrade, which affects the quality of prepreg tape and can not be degraded. Continuous production, etc.
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。The above descriptions are only preferred embodiments of the present invention, and are not intended to limit the present invention. Any modification, equivalent replacement, improvement, etc. made within the spirit and principle of the present invention shall be included in the scope of the present invention. within the scope of protection.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010567773.3ACN111844521B (en) | 2020-06-19 | 2020-06-19 | Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tape |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010567773.3ACN111844521B (en) | 2020-06-19 | 2020-06-19 | Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tape |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111844521Atrue CN111844521A (en) | 2020-10-30 |
| CN111844521B CN111844521B (en) | 2022-07-08 |
Family
ID=72986999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010567773.3AActiveCN111844521B (en) | 2020-06-19 | 2020-06-19 | Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tape |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111844521B (en) |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3908042A (en)* | 1971-01-15 | 1975-09-23 | Maschf Augsburg Nuernberg Ag | Process for the impregnation of fiber strands and tapes |
| US5037284A (en)* | 1986-12-17 | 1991-08-06 | Amoco Corporation | Hot-melt prepreg tow apparatus |
| CN1143925A (en)* | 1994-03-17 | 1997-02-26 | 国际壳牌研究有限公司 | Process of melt impregnation |
| EP2014433A1 (en)* | 2006-04-28 | 2009-01-14 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Apparatus for production of fiber-reinforced resin strand |
| CN101474868A (en)* | 2008-10-15 | 2009-07-08 | 上海杰事杰新材料股份有限公司 | Equipment for preparing continuous fiber reinforced thermoplastic resin composite material presoaked belt and use thereof |
| US20100032081A1 (en)* | 2008-08-08 | 2010-02-11 | Green David E | Continuously formed fiber reinforced composite strength member |
| CN101913253A (en)* | 2010-08-17 | 2010-12-15 | 西安交通大学 | Roll forming method and device for a fiber reinforced composite material plate |
| US20130280483A1 (en)* | 2011-02-28 | 2013-10-24 | Noriya Hayashi | Rtm molding device, rtm molding method, and semi-molded body |
| CN104369285A (en)* | 2014-11-27 | 2015-02-25 | 陶小弟 | Melt impregnation equipment and method for continuous fiber enhanced thermoplastic resin |
| CN204414414U (en)* | 2015-02-03 | 2015-06-24 | 四川省新万兴碳纤维复合材料有限公司 | A kind of continuous fiber reinforced thermoplastic resin prepreg two sides immersion system |
| CN104723582A (en)* | 2015-03-27 | 2015-06-24 | 解廷秀 | Manufacture equipment for continuous fiber reinforced thermoplastic composite material and application thereof |
| CN204414415U (en)* | 2015-02-03 | 2015-06-24 | 四川省新万兴碳纤维复合材料有限公司 | The single-side impregnated device of a kind of continuous fiber reinforced thermoplastic resin prepreg |
| CN204658884U (en)* | 2015-05-11 | 2015-09-23 | 兰考县鲁班美家木塑有限公司 | high foaming PVC profile extrusion die |
| CN206703550U (en)* | 2017-03-20 | 2017-12-05 | 江苏奇一科技有限公司 | A kind of disconnected instant tensioning apparatus of fibre for continuous fiber thermoplastic prepreg |
| JP2019048432A (en)* | 2017-09-12 | 2019-03-28 | 株式会社エンジニヤード・ヤーンズ・アジア | Resin-impregnated carbon fiber material, resin-impregnated carbon fiber stuff, and method for producing resin-impregnated carbon fiber material |
| CN110248787A (en)* | 2017-01-31 | 2019-09-17 | 科思创德国股份有限公司 | Apparatus with freely moving cooling rollers for producing fiber composite material in the form of polymer-impregnated fiber strips, method for producing said fiber strips, impregnating fiber strips and production from impregnated fiber strips multi-layer composites |
| CN110290715A (en)* | 2017-02-28 | 2019-09-27 | 菲利普莫里斯生产公司 | Apparatus and method for processing packaging material |
- 2020
- 2020-06-19CNCN202010567773.3Apatent/CN111844521B/enactiveActive
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3908042A (en)* | 1971-01-15 | 1975-09-23 | Maschf Augsburg Nuernberg Ag | Process for the impregnation of fiber strands and tapes |
| US5037284A (en)* | 1986-12-17 | 1991-08-06 | Amoco Corporation | Hot-melt prepreg tow apparatus |
| CN1143925A (en)* | 1994-03-17 | 1997-02-26 | 国际壳牌研究有限公司 | Process of melt impregnation |
| EP2014433A1 (en)* | 2006-04-28 | 2009-01-14 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Apparatus for production of fiber-reinforced resin strand |
| US20100032081A1 (en)* | 2008-08-08 | 2010-02-11 | Green David E | Continuously formed fiber reinforced composite strength member |
| CN101474868A (en)* | 2008-10-15 | 2009-07-08 | 上海杰事杰新材料股份有限公司 | Equipment for preparing continuous fiber reinforced thermoplastic resin composite material presoaked belt and use thereof |
| CN101913253A (en)* | 2010-08-17 | 2010-12-15 | 西安交通大学 | Roll forming method and device for a fiber reinforced composite material plate |
| US20130280483A1 (en)* | 2011-02-28 | 2013-10-24 | Noriya Hayashi | Rtm molding device, rtm molding method, and semi-molded body |
| CN104369285A (en)* | 2014-11-27 | 2015-02-25 | 陶小弟 | Melt impregnation equipment and method for continuous fiber enhanced thermoplastic resin |
| CN204414414U (en)* | 2015-02-03 | 2015-06-24 | 四川省新万兴碳纤维复合材料有限公司 | A kind of continuous fiber reinforced thermoplastic resin prepreg two sides immersion system |
| CN204414415U (en)* | 2015-02-03 | 2015-06-24 | 四川省新万兴碳纤维复合材料有限公司 | The single-side impregnated device of a kind of continuous fiber reinforced thermoplastic resin prepreg |
| CN104723582A (en)* | 2015-03-27 | 2015-06-24 | 解廷秀 | Manufacture equipment for continuous fiber reinforced thermoplastic composite material and application thereof |
| CN204658884U (en)* | 2015-05-11 | 2015-09-23 | 兰考县鲁班美家木塑有限公司 | high foaming PVC profile extrusion die |
| CN110248787A (en)* | 2017-01-31 | 2019-09-17 | 科思创德国股份有限公司 | Apparatus with freely moving cooling rollers for producing fiber composite material in the form of polymer-impregnated fiber strips, method for producing said fiber strips, impregnating fiber strips and production from impregnated fiber strips multi-layer composites |
| CN110290715A (en)* | 2017-02-28 | 2019-09-27 | 菲利普莫里斯生产公司 | Apparatus and method for processing packaging material |
| CN206703550U (en)* | 2017-03-20 | 2017-12-05 | 江苏奇一科技有限公司 | A kind of disconnected instant tensioning apparatus of fibre for continuous fiber thermoplastic prepreg |
| JP2019048432A (en)* | 2017-09-12 | 2019-03-28 | 株式会社エンジニヤード・ヤーンズ・アジア | Resin-impregnated carbon fiber material, resin-impregnated carbon fiber stuff, and method for producing resin-impregnated carbon fiber material |
Non-Patent Citations (2)
| Title |
|---|
| 王忠厚主编: "《制浆造纸设备与操作》", 30 June 1996, 中国轻工业出版社* |
| 王立久编著: "《建筑材料工艺原理》", 31 March 2006, 中国建材工业出版社* |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111844521B (en) | 2022-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3993726A (en) | Methods of making continuous length reinforced plastic articles | |
| CN108214980B (en) | A kind of equipment and method for preparing continuous fiber reinforced thermoplastic prepreg tape | |
| CN111775366B (en) | Preparation method and equipment of unidirectional continuous fiber reinforced thermoplastic composite material | |
| CN105904611A (en) | Ultrathin continuous fiber reinforced thermoplastic resin prepreg and preparation method thereof | |
| CN103847111A (en) | Molding method of continuous fiber reinforced thermoplastic resin sheet | |
| CN205631113U (en) | Serialization preparation facilities of continuous fibers reinforcing thermoplasticity preimpregnation material | |
| JP7145348B2 (en) | Manufacturing method and equipment for unidirectional continuous fiber reinforced thermoplastic composite | |
| EP0272104A2 (en) | Hot-melt prepreg tow process and apparatus | |
| CN106903906A (en) | A kind of continuous fiber reinforced thermoplastic resin melt impregnation device and preparation method | |
| CN104943196A (en) | Production equipment of continuous fiber thermoplastic prepreg tape | |
| CN107866954B (en) | Method and apparatus for manufacturing continuous fiber reinforced thermoplastic resin prepreg tape | |
| CN108772976B (en) | Forming device for preparing continuous fiber reinforced thermoplastic prepreg by ultrasonic suspension method | |
| CN112847925B (en) | Continuous fiber reinforced 3D printing composite material melting and dipping system and method | |
| US4772438A (en) | Method and apparatus for continuous shaping of carbon-fiber-reinforced plastic tubes | |
| CN115351945A (en) | Preparation equipment and method for multi-thickness thermoplastic composite material unidirectional prepreg tape | |
| CN104669647A (en) | Preparation equipment and method for thickened type continuous fiber thermoplastic prepreg tape | |
| CN103753831A (en) | Dipping mold and dipping method for continuous fiber reinforced thermoplastic composite materials | |
| CN108297302A (en) | A kind of gumming device and method preparing 3D printing consumptive material | |
| CN109849219A (en) | A kind of device and method preparing continuous carbon fibre enhancing PEEK thermoplastic prepreg | |
| CN110877428B (en) | Device and method for preparing high-performance prepreg yarns | |
| JP3635773B2 (en) | Yarn prepreg manufacturing method and apparatus | |
| CN111844521B (en) | Melt impregnation device and preparation method of continuous fiber reinforced thermoplastic prepreg tape | |
| CN113334628B (en) | Air-floating type rolling continuous fiber prepreg production device | |
| CN114800937A (en) | Continuous enhanced composite material producing apparatus and method in waterfall double-side spraying mold presoaking mode | |
| CN104827645A (en) | Continuous fiber prefabricated belt manufacturing device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |