CN111776471B - A landscape change anti-counterfeiting structure, anti-counterfeiting plastic seal and preparation method - Google Patents
A landscape change anti-counterfeiting structure, anti-counterfeiting plastic seal and preparation methodDownload PDFInfo
- Publication number
- CN111776471B CN111776471BCN202010656327.XACN202010656327ACN111776471BCN 111776471 BCN111776471 BCN 111776471BCN 202010656327 ACN202010656327 ACN 202010656327ACN 111776471 BCN111776471 BCN 111776471B
- Authority
- CN
- China
- Prior art keywords
- base layer
- cap body
- magnetic
- counterfeiting
- printing area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D55/00—Accessories for container closures not otherwise provided for
- B65D55/02—Locking devices; Means for discouraging or indicating unauthorised opening or removal of closure
- B65D55/026—Locking devices; Means for discouraging or indicating unauthorised opening or removal of closure initial opening or unauthorised access being indicated by a visual change using indicators other than tearable means, e.g. change of colour, pattern or opacity
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D55/00—Accessories for container closures not otherwise provided for
- B65D55/02—Locking devices; Means for discouraging or indicating unauthorised opening or removal of closure
- B65D55/06—Deformable or tearable wires, strings or strips; Use of seals
- B65D55/063—Muzzlets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
Abstract
Description
Translated fromChinese技术领域technical field
本发明涉及一种景变防伪结构和防伪塑封及制备方法,属于防伪技术领域。The invention relates to a landscape change anti-counterfeiting structure, an anti-counterfeiting plastic seal and a preparation method, and belongs to the technical field of anti-counterfeiting.
背景技术Background technique
酒瓶、饮料瓶、化妆品瓶、调味瓶等包装瓶,尤其是一些名贵白酒、红酒的酒瓶,在瓶口的上面会套有塑封筒状的防伪塑封,紧紧的包裹在瓶盖上,用于瓶盖的密封和防伪。这种防伪塑封通常包括帽体和帽顶,制作工艺为首先在长条状的热收缩型薄膜的外表面上印刷防伪涂层,接着通过防伪塑封成型工艺卷绕成筒状帽体,接缝处通常采用粘结剂粘结固定,最后将裁剪好的圆形帽顶在接缝处使用粘结剂粘结在帽体的上面,形成一个具有封顶的防伪塑封。Packaging bottles such as wine bottles, beverage bottles, cosmetic bottles, seasoning bottles, etc., especially for some precious white wine and red wine bottles, will be covered with a plastic-sealed cylindrical anti-counterfeiting plastic seal, which is tightly wrapped on the bottle cap. For sealing and anti-counterfeiting of bottle caps. This anti-counterfeiting plastic seal usually includes a cap body and a cap top. The production process is to first print an anti-counterfeiting coating on the outer surface of a long heat-shrinkable film, and then roll it into a cylindrical cap body through the anti-counterfeiting plastic sealing molding process. Adhesive is usually used to fix the cap, and finally the cut round cap top is bonded to the top of the cap body at the seam with an adhesive to form an anti-counterfeiting plastic seal with a cap.
上述防伪塑封在实际使用过程中存在以下问题:1)现有防伪涂层通常采用荧光防伪、温变防伪、激光防伪等制备工艺,制备工艺为丝网印刷、胶印、凹印或涂布工艺,采用普通的印刷与涂布设备均可完成,存在技术难度不高,很容易被仿制的问题;2)防伪涂层位于热收缩型薄膜的外面,很容易被刮花甚至脱落,严重影响防伪和外观效果;也因为防伪功能层印刷在瓶帽外层,导致大部分防伪功能层容易受到酒精等腐蚀性液体的腐蚀,从而导致防伪功能失效;3)印有防伪涂层的一面由于油墨的存在,导致在帽身的接缝处以及帽身与帽顶的接缝处仅使用粘结剂无法粘结牢固,不法分子可以使用刀片沿着接缝处划开粘结剂或沿着接缝处用力撕开,就可以完整的回收防伪塑封的帽体和帽顶,套用在假冒商品上,再次用粘结剂粘结帽体的接缝处以及帽体与帽顶的接缝处,重复使用,从而让普通消费者和市场监督人员无法识别商品的真伪,给企业造成了巨大的经济损失和信誉损失,同时也严重侵害了消费者的利益。The above-mentioned anti-counterfeiting plastic seal has the following problems in the actual use process: 1) The existing anti-counterfeiting coating usually adopts the preparation process of fluorescence anti-counterfeiting, temperature-varying anti-counterfeiting, laser anti-counterfeiting, etc. The preparation process is screen printing, offset printing, gravure printing or coating process, It can be completed by ordinary printing and coating equipment, but there are problems that the technical difficulty is not high and it is easy to be imitated; 2) The anti-counterfeiting coating is located on the outside of the heat-shrinkable film, which is easy to be scratched or even peeled off, which seriously affects the anti-counterfeiting and Appearance effect; also because the anti-counterfeiting functional layer is printed on the outer layer of the bottle cap, most of the anti-counterfeiting functional layer is easily corroded by corrosive liquids such as alcohol, resulting in the failure of the anti-counterfeiting function; 3) The side printed with the anti-counterfeiting coating is due to the presence of ink , resulting in the joint of the cap body and the joint between the cap body and the top of the cap cannot be firmly bonded with only the adhesive. The criminals can use a blade to cut the adhesive along the seam or along the seam. By tearing it apart, you can completely recycle the anti-counterfeiting plastic-encapsulated cap body and cap top, apply it to counterfeit goods, and use adhesive to bond the joint of the cap body and the joint between the cap body and the cap top, and reuse it. , so that ordinary consumers and market supervisors cannot identify the authenticity of goods, causing huge economic losses and reputation losses to enterprises, and also seriously infringing on the interests of consumers.
针对第三个问题,现有技术的解决方案中有采用高温熔融技术通过熔融装置对已经通过粘结剂粘结的防伪塑封的接缝处进行高温处理,使得接缝处的材料充分熔合,形成熔合印记,结合的更牢固,但是引进熔融设备的成本非常高,增加了产品生产成本增高,熔融装置在接缝处形成的融合印记,使结合印处产生变形、凸起式波纹印迹,较大的影响了产品的整体的美观度,而且增加了防伪塑封成型工艺的工序,工艺变得更加复杂。For the third problem, the solution in the prior art is to use high-temperature melting technology to perform high-temperature treatment on the seam of the anti-counterfeiting plastic seal that has been bonded by the adhesive through a melting device, so that the materials at the seam are fully fused to form The fusion mark is more firmly combined, but the cost of introducing melting equipment is very high, which increases the production cost of the product. It affects the overall aesthetics of the product, and increases the process of the anti-counterfeiting plastic molding process, and the process becomes more complicated.
发明内容SUMMARY OF THE INVENTION
针对现有技术中防伪塑封防伪技术容易被仿制、防伪涂层容易破坏、接缝处不牢固、防拔效果差的问题,本发明提出一种景变防伪结构和防伪塑封及制备方法。Aiming at the problems in the prior art that the anti-counterfeiting plastic sealing and anti-counterfeiting technology is easy to be imitated, the anti-counterfeiting coating is easily damaged, the seam is not firm, and the anti-pulling effect is poor, the present invention provides a landscape change anti-counterfeiting structure, an anti-counterfeiting plastic sealing and a preparation method.
本发明的技术方案:Technical scheme of the present invention:
一种景变防伪结构,最外侧为基层,所述基层的至少局部内表面具有第一磁性油墨涂层,所述第一磁性油墨涂层和所述基层的至少局部内表面上具有第二磁性油墨涂层,所述第一磁性油墨涂层和第二磁性油墨涂层内分别具有第一磁性颜料片和第二磁性颜料片且均被定向,所述第一磁性颜料片与基层平面成第一角度为10~60°,所述第二磁性颜料片与所述第一磁性颜料片的夹角为85~95°,所述第一磁性颜料片和第二磁性颜料片的厚度为0.5-3μm,直径为10-30μm,第一磁性颜料片排列间隔≥第一磁性颜料片直径×cos(第一角度)μm,第二磁性颜料片排列间隔≥第二磁性颜料片直径×cos(-第二角度)μm,第二角度为-25~-85°。A landscape change anti-counterfeiting structure, the outermost side is a base layer, at least part of the inner surface of the base layer has a first magnetic ink coating, and at least part of the inner surface of the first magnetic ink coating and the base layer has a second magnetic The ink coating layer has a first magnetic pigment flake and a second magnetic pigment flake respectively in the first magnetic ink coating layer and the second magnetic ink coating layer, and both are oriented, and the first magnetic pigment flake and the base plane are in the first An angle is 10-60°, the angle between the second magnetic pigment flake and the first magnetic pigment flake is 85-95°, and the thickness of the first magnetic pigment flake and the second magnetic pigment flake is 0.5- 3μm, the diameter is 10-30μm, the arrangement interval of the first magnetic pigment flakes ≥ the diameter of the first magnetic pigment flakes × cos (first angle) μm, the arrangement interval of the second magnetic pigment flakes ≥ the diameter of the second magnetic pigment flakes × cos (-th Second angle) μm, the second angle is -25 ~ -85°.
第一磁性颜料片排列间隔=1~3μm+第一磁性颜料片直径×cos(10°~60°)μm,第二磁性颜料片排列间隔=6~14μm+第二磁性颜料片直径×cos(25~85°)μm。The arrangement interval of the first magnetic pigment flakes=1~3μm+diameter of the first magnetic pigment flake×cos(10°~60°)μm, and the arrangement interval of the second magnetic pigment flake=6~14μm+diameter of the second magnetic pigment flake×cos(25~ 85°) μm.
所述第二磁性颜料片与所述第一磁性颜料片的夹角为90°。The included angle between the second magnetic pigment flake and the first magnetic pigment flake is 90°.
所述第一磁性颜料片和所述第二磁性颜料片均具有金属光泽,且彼此颜色不同。Both the first magnetic pigment flakes and the second magnetic pigment flakes have metallic luster and are different in color from each other.
一种景变防伪结构进一步包括选自微镜和微透镜的安全特征。A scene change anti-counterfeiting structure further includes a security feature selected from the group consisting of micromirrors and microlenses.
第一磁性油墨涂层和第二磁性油墨涂层中的至少一个包括一个或多个着色染料和/或一个或多个着色颜料。该景变防伪结构在运动时表现出翻转效应。At least one of the first magnetic ink coating and the second magnetic ink coating includes one or more colored dyes and/or one or more colored pigments. The scene-change anti-counterfeiting structure exhibits a flip effect during motion.
第一磁性油墨涂层和第二磁性油墨涂层中的至少一个包括一个或多个着色染料和/或一个或多个着色颜料,其中应用其它非磁性油墨涂层或其它着色元素,其颜色应与一个或多个视角下的一种景变防伪结构的双层磁性结构的颜色相匹配。At least one of the first magnetic ink coating and the second magnetic ink coating includes one or more colored dyes and/or one or more colored pigments, wherein other non-magnetic ink coatings or other coloring elements are applied, the color of which should be Matches the color of the double-layer magnetic structure of a landscape change security structure under one or more viewing angles.
一种用于瓶口的防伪塑封,包括帽体和帽顶,所述帽体和/或帽顶印刷有所述的一种景变防伪结构。An anti-counterfeiting plastic seal for a bottle mouth, comprising a cap body and a cap top, the cap body and/or the cap top being printed with the scene-change anti-counterfeiting structure.
所述帽体和/或所述帽顶非满版印刷所述一种景变防伪结构。The cap body and/or the cap top is partially printed with the scene change anti-counterfeiting structure.
所述帽体为长条状材料围成的筒状,包括印刷区和非印刷区,所述印刷区的至少局部内表面具有所述一种景变防伪结构,所述非印刷区位于长条状材料的一端,为基层或最内层为基层;在筒状帽体接缝处,所述非印刷区的基层粘贴在印刷区的基层的上面。The cap body is a cylindrical shape surrounded by a long strip of material, and includes a printing area and a non-printing area, at least part of the inner surface of the printing area has the one kind of landscape change anti-counterfeiting structure, and the non-printing area is located in the long strip. One end of the shaped material is the base layer or the innermost layer is the base layer; at the joint of the cylindrical cap body, the base layer of the non-printing area is pasted on the top of the base layer of the printing area.
所述帽顶包括印刷区和非印刷区,所述印刷区的至少局部内表面具有所述一种景变防伪结构,所述非印刷区位于所述帽顶的外边缘,为基层或最内层为基层;在帽顶与帽体的接缝处,所述外边缘的基层粘贴在所述帽体的顶部的基层上面。The hat top includes a printing area and a non-printing area, at least part of the inner surface of the printing area has the one landscape change anti-counterfeiting structure, and the non-printing area is located on the outer edge of the hat top, which is the base layer or the innermost The layer is the base layer; at the seam between the cap top and the cap body, the base layer of the outer edge is pasted on the base layer on the top of the cap body.
所述帽顶的外边缘非印刷区域圆环的宽度为1-3mm,所述帽体一端的非印刷区的直径为2-6mm。The width of the non-printing area ring at the outer edge of the cap top is 1-3 mm, and the diameter of the non-printing area at one end of the cap body is 2-6 mm.
所述帽顶和/或帽体的印刷区的内表面具有图纹层,所述图纹层全部或部分覆盖在所述基层和/或所述一种景变防伪结构的内表面。The inner surface of the printing area of the cap top and/or the cap body is provided with a pattern layer, and the pattern layer covers all or part of the inner surface of the base layer and/or the one kind of landscape change anti-counterfeiting structure.
所述帽顶和/或帽体的非印刷区的基层的外表面具有装饰层或防伪功能层。The outer surface of the base layer of the non-printing area of the cap top and/or the cap body has a decorative layer or an anti-counterfeiting functional layer.
所述帽体的中部横向分布有撕拉带,所述撕拉带的主体埋设在所述帽体内,一端为撕拉头,自所述帽体的接缝处露出于所述帽体外。A tear tape is distributed laterally in the middle of the cap body, the main body of the tear tape is embedded in the cap body, and one end is a tearing head, which is exposed outside the cap body from the seam of the cap body.
所述帽体的基层为热收缩薄膜,在所述帽体的底部的内表面的圆周上具有横向撕裂线,所述横向撕裂线由连续的隐形微孔形成,距离底边缘的高度为3-6mm。The base layer of the cap body is a heat shrinkable film, and there is a transverse tear line on the circumference of the inner surface of the bottom of the cap body, and the transverse tear line is formed by continuous invisible micropores, and the height from the bottom edge is 3-6mm.
所述帽体的基层为热收缩薄膜,所述帽体底部的内表面分布有竖向撕裂线,所述竖向撕裂线由自所述底边缘向上延伸的连续的隐形微孔线形成。The base layer of the cap body is a heat shrinkable film, the inner surface of the bottom of the cap body is distributed with vertical tear lines, and the vertical tear lines are formed by continuous invisible microporous lines extending upward from the bottom edge .
所述竖向撕裂线为1-5组,每组所述竖向撕裂线包括两条所述隐形微孔线。The vertical tear lines are in 1-5 groups, and each group of the vertical tear lines includes two invisible microporous lines.
制备所述的一种用于瓶口的防伪塑封的方法,包括以下步骤:The method for preparing the described anti-counterfeiting plastic sealing for bottle openings comprises the following steps:
选用热收缩型薄膜作为帽体基层,在帽体基层的内表面于印刷区定位印刷一种景变防伪结构,留出一端不印刷形成非印刷区,制成帽体材料;The heat-shrinkable film is used as the base layer of the cap body, and a landscape anti-counterfeiting structure is positioned and printed on the inner surface of the base layer of the cap body in the printing area, and one end is left unprinted to form a non-printing area to make the cap body material;
将长条状帽体材料一端的非印刷区的基层的内表面和/或另一端的印刷区的基层的外表面涂布粘结剂,然后卷绕成筒型并通过粘结剂粘结帽体接缝处,形成帽体;The inner surface of the base layer of the non-printing area at one end of the elongated cap body material and/or the outer surface of the base layer of the printing area at the other end is coated with adhesive, and then rolled into a cylinder shape and the cap is bonded by the adhesive At the body seam, the cap body is formed;
选用热不收缩型薄膜作为帽顶基层,在帽顶基层的内表面于印刷区定位印刷一种景变防伪结构,留出外边缘不印刷形成非印刷区,制成帽顶材料;The heat non-shrinkable film is selected as the base layer of the cap top, and a landscape anti-counterfeiting structure is positioned and printed on the inner surface of the base layer of the cap top in the printing area, and the outer edge is not printed to form a non-printing area, and the cap top material is made;
将形成的帽顶材料冲切成圆形,并在帽顶材料的非印刷区的基层的内表面涂布粘结剂,粘结于所述帽体的顶部的基层的外表面,形成防伪塑封。The formed cap top material is punched into a circular shape, and an adhesive is applied to the inner surface of the base layer of the non-printing area of the cap top material, and the outer surface of the base layer on the top of the cap body is bonded to form an anti-counterfeiting plastic seal .
本发明的有益技术效果:Beneficial technical effects of the present invention:
本发明的一种景变防伪结构,通过第一和第二磁性油墨涂层的叠加以及第一磁性颜料片和第二磁性颜料片的尺寸和位置关系设置,实现景变防伪效果,即图案变化的同时颜色也变化。这种变化可以通过防伪结构和观察者角度不变,改变光照角度来实现。第一磁性颜料片与基层夹角为10~60°,第二磁性颜料片与第一磁性颜料片的夹角为85~95°之间的任一角度,或者说第二磁性颜料片与基层的夹角为-25~-85°,所谓负度数是指第二角度与第一角度相反。第一和第二磁性颜料片的厚度为0.5-3μm,直径为10-30μm,第一和第二磁性颜料片排列间隔分别为大于等于对应的颜料片直径×对应的与基层夹角的余弦的绝对值,优选的第一磁性颜料片排列间隔增加1~3μm,第二磁性颜料片排列间隔增加了6~14μm。在基层的表面形成了两层磁性油墨重叠区(第一颜料片遮挡第二颜料片)、单独第一磁性油墨涂层区和单独第二磁性油墨涂层区。A scene change anti-counterfeiting structure of the present invention realizes the scene change anti-counterfeiting effect through the superposition of the first and second magnetic ink coatings and the setting of the size and positional relationship of the first magnetic pigment flakes and the second magnetic pigment flakes, that is, pattern change. at the same time the color changes. This change can be achieved by changing the illumination angle with the anti-counterfeiting structure and the observer's angle unchanged. The included angle between the first magnetic pigment flake and the base layer is 10-60°, the included angle between the second magnetic pigment flake and the first magnetic pigment flake is any angle between 85-95°, or the second magnetic pigment flake and the base layer The included angle is -25 to -85°. The so-called negative degree means that the second angle is opposite to the first angle. The thickness of the first and second magnetic pigment flakes is 0.5-3 μm, the diameter is 10-30 μm, and the arrangement interval of the first and second magnetic pigment flakes is greater than or equal to the diameter of the corresponding pigment flake × the cosine of the corresponding angle with the base layer. In absolute value, the preferred arrangement interval of the first magnetic pigment flakes is increased by 1-3 μm, and the arrangement interval of the second magnetic pigment flakes is increased by 6-14 μm. Two layers of magnetic ink overlapping areas (the first pigment flakes shield the second pigment flakes), a separate first magnetic ink coating area and a separate second magnetic ink coating area are formed on the surface of the base layer.
如图1-3所示,对于颜料片与基层及颜料片之间的相对位置已确定的景变防伪结构,具有如下景变防伪效果。As shown in Figure 1-3, the landscape change anti-counterfeiting structure with the determined relative positions between the pigment flakes, the base layer and the pigment flakes has the following landscape change anti-counterfeiting effects.
当光线从上方照射到景变防伪结构时,对于两层磁性油墨重叠区,由于光线照射到第一磁性颜料片上被反射后射向人眼,第二磁性油墨涂层的图案被遮挡,仅清晰显示所述第一磁性油墨涂层的图案;同样对于单独第一磁性油墨涂层区仅清晰显示所述第一磁性油墨涂层的图案;对于单独第二磁性油墨涂层,由于光照角度以及所述第二磁性颜料片尺寸、角度和间隔设置(优选的增加了6-14μm),使得大部分光线从所述第二磁性颜料片的间隙透过,且能观察到的颜料片的宽度(约为第二磁性颜料片直径×cos(25~85°))为20微米以下,远小于第一颜料片可观察到的宽度(约为第一磁性颜料片直径×cos(10~60°)μm),由于百叶窗原理,在每片叶片足够小且观察距离足够远的情况下,肉眼无法看到第二磁性油墨涂层的图案。因此当光线从上方照射到景变防伪结构时,仅清晰显示所述第一磁性油墨涂层的图案。When light irradiates the scene change anti-counterfeiting structure from above, for the overlapping area of the two layers of magnetic ink, the pattern of the second magnetic ink coating is blocked because the light irradiates on the first magnetic pigment sheet and is reflected and then directed to the human eye, and only clear The pattern of the first magnetic ink coating is displayed; also for the first magnetic ink coating area alone, only the pattern of the first magnetic ink coating is clearly displayed; for the second magnetic ink coating alone, due to the illumination angle and all The size, angle and spacing of the second magnetic pigment flakes are set (preferably increased by 6-14 μm), so that most of the light passes through the gaps of the second magnetic pigment flakes, and the width of the pigment flakes that can be observed (about The diameter of the second magnetic pigment flake × cos (25-85°)) is less than 20 microns, which is much smaller than the observable width of the first pigment flake (about the diameter of the first magnetic pigment flake × cos (10-60°) μm ), due to the shutter principle, the pattern of the second magnetic ink coating cannot be seen by the naked eye when each blade is small enough and the viewing distance is far enough. Therefore, only the pattern of the first magnetic ink coating is clearly displayed when the light irradiates the scene change anti-counterfeiting structure from above.
当光线垂直基材照射到景变防伪结构上时,对于两层磁性油墨重叠区以及单独第二磁性油墨涂层,所述第一磁性颜料片和第二磁性颜料片的表面的反射光光均射向人眼,因此可能同时显示两层的图案;为了改善图案效果,优选的,在原有间隔的基础上,第二磁性颜料片的间隔增加6~14μm,增加颜料片的透光性,使得大部分光线从所述第二磁性颜料片的间隙透过,以弱化其视觉效果,使得对于两层磁性油墨重叠区以及单独第一和第二磁性油墨涂层,无法看到第二磁性油墨层图案,仍可清晰看到第一磁性油墨涂层的图案。When the light perpendicular to the substrate is irradiated on the anti-counterfeiting structure, for the overlapping area of the two layers of magnetic ink and the second magnetic ink coating alone, the reflected light on the surfaces of the first magnetic pigment flakes and the second magnetic pigment flakes is uniform. To the human eye, it is possible to display two-layer patterns at the same time; in order to improve the pattern effect, preferably, on the basis of the original interval, the interval between the second magnetic pigment flakes is increased by 6-14 μm to increase the light transmittance of the pigment flakes, so that the Most of the light is transmitted through the gaps of the second magnetic pigment flakes to weaken its visual effect, so that the second magnetic ink layer cannot be seen for the overlapping area of the two layers of magnetic ink and the first and second magnetic ink coatings alone pattern, the pattern of the first magnetic ink coating can still be clearly seen.
改变光线照射角度直到光线从下方的低略角度照射到景变防伪结构时,由于光线照射角度以及所述第一磁性颜料片尺寸、角度和间隔设置(优选的增加1-3μm),大部分光线从所述第一磁性颜料片的间隙透过,肉眼无法看到第一磁性油墨涂层的图案,对于两层磁性油墨重叠区、和单独第一和第二磁性油墨涂层,无法显示第一磁性油墨层图案,仅清晰显示所述第二磁性油墨涂层的图案。When the light irradiation angle is changed until the light irradiates the scene change anti-counterfeiting structure from a low angle below, due to the light irradiation angle and the size, angle and spacing of the first magnetic pigment flakes (preferably increased by 1-3 μm), most of the light Through the gaps of the first magnetic pigment flakes, the pattern of the first magnetic ink coating cannot be seen by the naked eye. For the overlapping area of the two layers of magnetic ink, and the first and second magnetic ink coatings alone, the first magnetic ink coating cannot be displayed. The pattern of the magnetic ink layer, only the pattern of the second magnetic ink coating is clearly displayed.
当然这种景变效果也可以通过保持观察者角度和光照角度不变,而改变防伪结构的角度来实现。例如上下移动防伪结构、垂直转动防伪结构0-90°,或者转动180°以使上下颠倒位置,或者保持光照和防伪结构位置不变,视线相对基层外表面从0°到180°移动,都可以实现空中变脸效果,在第一磁性油墨层图案和第二磁性油墨层图案之间转变,且尽量减少图案重叠,重叠范围为10°左右。优选的,第一磁性颜料片与基层夹角为10-30°且与第二磁性颜料片的夹角为90°,以减少图案重叠,使得任一种图案更加清晰。Of course, this kind of scene change effect can also be achieved by changing the angle of the anti-counterfeiting structure while keeping the observer's angle and the illumination angle unchanged. For example, moving the anti-counterfeiting structure up and down, rotating the anti-counterfeiting structure vertically 0-90°, or rotating 180° to make the position upside down, or keeping the position of the light and the anti-counterfeiting structure unchanged, and moving the line of sight relative to the outer surface of the base layer from 0° to 180°, all can To achieve the effect of changing face in the air, the pattern of the first magnetic ink layer and the pattern of the second magnetic ink layer are changed, and the overlapping of the patterns is minimized, and the overlapping range is about 10°. Preferably, the angle between the first magnetic pigment flake and the base layer is 10-30° and the angle between the first magnetic pigment flake and the second magnetic pigment flake is 90°, so as to reduce pattern overlap and make any pattern clearer.
优选的,不同油墨层的磁性针状颜料具有不同金属光泽颜色,例如银色和金色,从而实现在同一位置图案变化的同时伴随颜色的变化,防伪效果更好。Preferably, the magnetic needle-shaped pigments of different ink layers have different metallic luster colors, such as silver and gold, so that the pattern changes at the same position and the color changes are accompanied, and the anti-counterfeiting effect is better.
本发明的一种用于瓶口的防伪塑封,帽体和/或帽顶的内表面非满版印刷上述一种景变防伪结构一种景变防伪结构,一方面,使磁性油墨层受到基层的保护,从外面无法直接接触到防伪结构,不会出现防伪功能层被刮花甚至脱落的问题;另一方面,在帽顶的外边缘和帽体的一端留出非印刷区,保证在帽体接缝处和帽顶接缝处用于粘结的表面都是光滑的基层薄膜,便于粘结,从而仅通过粘结剂即可实现接缝处的牢固连接,恶意的用力撕或刮接缝处就会撕裂或刮坏塑封,使得该防伪塑封无法回收再利用,极大的提高了防伪塑封的安全、可靠的防伪性能,无法用于假冒伪劣,更重要的是使得只使用普通的热烫印工艺就能合成粘结牢固的该防伪塑封,无需使用热熔合设备,极大的降低了成本,而且简化了成型工序。In the anti-counterfeiting plastic seal for bottle mouth of the present invention, the inner surface of the cap body and/or the top of the cap is not fully printed with the above-mentioned landscape change anti-counterfeiting structure. The anti-counterfeiting structure cannot be directly contacted from the outside, and the problem of scratching or even falling off the anti-counterfeiting functional layer will not occur; The surfaces used for bonding at the body seam and the top seam are smooth base film for easy bonding, so that a strong connection at the seam can be achieved with only the adhesive, malicious tearing or scraping The seam will tear or scratch the plastic seal, making the anti-counterfeiting plastic seal unable to be recycled and reused, which greatly improves the security and reliable anti-counterfeiting performance of the anti-counterfeiting plastic seal. The hot stamping process can synthesize the firmly bonded anti-counterfeiting plastic seal, without the use of thermal fusion equipment, which greatly reduces the cost and simplifies the molding process.
优选的,帽顶的外边缘非印刷区域圆环的宽度为1-3mm,帽体一端非印刷区的直径为2-6mm,可根据帽体和帽顶整体尺寸和粘结效果改变,确保接缝处的宽度满足通过粘结剂粘贴牢固。Preferably, the width of the ring in the non-printing area of the outer edge of the cap top is 1-3 mm, and the diameter of the non-printing area at one end of the cap body is 2-6 mm, which can be changed according to the overall size of the cap body and the cap top and the bonding effect to ensure the connection. The width of the seam is enough to be firmly attached by the adhesive.
优选的,在印刷区的内表面局部或全部印刷图纹层,覆盖在所述基层和第一磁性油墨涂层和第二磁性油墨涂层的内表面,随角度变化,同一位置,第一磁性油墨层图案、第二磁性油墨层图案和图纹层图案交替显示,进一步增强防伪图案的切换效果。Preferably, a pattern layer is partially or completely printed on the inner surface of the printing area, covering the base layer and the inner surface of the first magnetic ink coating and the second magnetic ink coating. As the angle changes, at the same position, the first magnetic The ink layer pattern, the second magnetic ink layer pattern and the graphic layer pattern are alternately displayed, which further enhances the switching effect of the anti-counterfeiting pattern.
基层的内表面局部印刷UV防伪层,优选的与磁性油墨层位置不重叠;在帽顶和帽体的非印刷区的基层的外表面涂覆或印刷装饰层或防伪功能层,使得塑封整体更加美观。The inner surface of the base layer is partially printed with a UV anti-counterfeiting layer, preferably not overlapping the position of the magnetic ink layer; the outer surface of the base layer in the non-printing area of the cap top and the cap body is coated or printed with a decorative layer or an anti-counterfeiting functional layer, which makes the overall plastic seal more beautiful.
为了方便使用者正常情况使用下更容易打开防伪塑封,在筒型帽体的中部的内侧壁上横向粘结有撕拉带,并且其一端的撕拉头在露出于外部。使用时,从撕拉头处用力于撕拉带即可轻易的打开防伪塑封,不仅方便快捷的打开防伪塑封,而且打开后防伪塑封从中部被撕坏,防止仿冒,进一步提高防伪塑封的防伪性能。In order to facilitate the user to easily open the anti-counterfeiting plastic seal under normal use, a tear tape is laterally bonded to the inner side wall of the middle part of the cylindrical cap body, and the tear head at one end is exposed to the outside. When in use, the anti-counterfeiting plastic seal can be easily opened from the tearing head by applying force to the tearing tape. It is not only convenient and quick to open the anti-counterfeiting plastic seal, but also the anti-counterfeiting plastic seal is torn from the middle after opening, preventing counterfeiting and further improving the anti-counterfeiting performance of the anti-counterfeiting plastic seal. .
优选的,所述帽顶的基层选自热不收缩的PVC、PET、BOPP薄膜中的一种或几种的复合体,所述帽体的基层选自热收缩PVC、PET薄膜中的一种或几种的复合体,所述帽体的底边缘具有橫向撕裂线或竖向撕裂线,使用时,将筒型防伪塑封套在包装瓶的瓶口上,撕裂线刚好位于瓶盖的下方,防伪帽体受热收缩后,相对于包裹瓶盖的上部帽体,底部帽体收缩的更厉害,向内凹后仅仅包裹瓶颈,因此若想拔掉防伪塑封,必定会施加外力使防伪塑封底部口径最小位置首先松动,而施加的外力同时也会使防伪塑封的底部沿撕拉线裂开,防伪塑封被破坏,无法再次使用,因此可防止不法分子想尽办法无损拔出而恶意的使用。Preferably, the base layer of the cap top is selected from one or more composites of heat-not shrinkable PVC, PET, and BOPP films, and the base layer of the cap body is selected from a heat-shrinkable PVC, PET film. or several composites, the bottom edge of the cap body has a transverse tear line or a vertical tear line, when in use, a cylindrical anti-counterfeiting plastic package is sleeved on the bottle mouth of the packaging bottle, and the tear line is just located on the bottle cap. Below, after the anti-counterfeiting cap body is heated and shrunk, the bottom cap body shrinks more than the upper cap body wrapping the bottle cap. After concave inward, only the bottle neck is wrapped. Therefore, if you want to pull out the anti-counterfeiting plastic seal, an external force must be applied to make the anti-counterfeiting plastic seal. The smallest position of the bottom diameter will be loosened first, and the applied external force will also cause the bottom of the anti-counterfeiting plastic seal to crack along the tear line, and the anti-counterfeiting plastic seal will be damaged and cannot be used again.
附图说明Description of drawings
图1为本发明的一种景变防伪结构的一种实施例在光线从顶部向下倾斜照射到膜材表面的景变防伪结构示意图;1 is a schematic diagram of a landscape change anti-counterfeiting structure in which light is irradiated obliquely from the top to the surface of a film material according to an embodiment of a landscape change anti-counterfeiting structure;
图2为本发明的景变防伪结构的一种实施例在光线垂直照射到膜材表面的景变防伪结构示意图;FIG. 2 is a schematic diagram of the scene change anti-counterfeiting structure when light is vertically irradiated on the surface of the film material according to an embodiment of the scene change anti-counterfeiting structure;
图3为本发明的一种景变防伪结构的一种实施例在光线从底部向上倾斜照射到膜材表面的景变防伪结构示意图;3 is a schematic diagram of a landscape change anti-counterfeiting structure in which light is irradiated obliquely from the bottom to the surface of the film material according to an embodiment of a landscape change anti-counterfeiting structure;
图4为图1的景变防伪结构显示的图案的示意图;4 is a schematic diagram of a pattern displayed by the scene change anti-counterfeiting structure of FIG. 1;
图5为图2的景变防伪结构显示的图案的示意图;5 is a schematic diagram of a pattern displayed by the scene change anti-counterfeiting structure of FIG. 2;
图6为图3的景变防伪结构显示的图案的示意图;6 is a schematic diagram of a pattern displayed by the scene change anti-counterfeiting structure of FIG. 3;
图7为本发明的一种用于瓶口的防伪塑封的第一实施例的示意图;7 is a schematic diagram of a first embodiment of an anti-counterfeiting plastic seal for bottle mouths according to the present invention;
图8为本发明的一种用于瓶口的防伪塑封的另一实施例的示意图。FIG. 8 is a schematic diagram of another embodiment of an anti-counterfeiting plastic seal for a bottle mouth according to the present invention.
附图标记:10-帽体,20-帽顶,31-帽体非印刷区,32-帽顶非印刷区,41-帽体印刷区,42-帽顶印刷区,51-基层,52-第一磁性油墨涂层,53-第二磁性油墨涂层,54-图纹层,60-撕拉带,61-撕拉头,70-切口,81-横向撕裂线,82-纵向撕裂线,9-光线。Reference numerals: 10-cap body, 20-cap top, 31-cap body non-printing area, 32-cap top non-printing area, 41-cap body printing area, 42-cap top printing area, 51-base layer, 52- First Magnetic Ink Coating, 53- Second Magnetic Ink Coating, 54- Pattern Layer, 60- Tear Tape, 61- Tear Head, 70- Cut, 81- Transverse Tear Line, 82- Longitudinal Tear Lines, 9 - Rays.
具体实施方式Detailed ways
为了更清楚的说明本发明的内容,将结合附图1-8和具体实施例详细说明。In order to illustrate the content of the present invention more clearly, a detailed description will be given in conjunction with the accompanying drawings 1-8 and specific embodiments.
实施例1Example 1
如图1所示,本实施例的一种景变防伪结构,最外层为基层51,所述基层51的局部内表面具有第一磁性油墨涂层52,在所述第一磁性油墨涂层52和所述基层51的局部内表面上具有第二磁性油墨涂层53,这样在基层51上形成四块区域:两层磁性油墨重叠区、单独第一磁性油墨涂层52、单独第二磁性油墨涂层53以及无磁性油墨区。所述第一磁性油墨涂层52的第一磁性颜料片的定向方向与基层51的夹角为15°,第一磁性颜料片的厚度为1μm,直径尽可能的集中,平均为20μm,排列间距为1~3μm+20×cos15°μm=20.3~22.3μm,本实施例为20.5μm;所述第二磁性油墨涂层53上的第二磁性颜料的定向方向与基层51的夹角为-75°,即与第一磁性颜料片的夹角为90°,厚度为1μm,直径为20μm,排列间距为6~14μm+20×cos75°μm=11.2~19.2μm,本实施例为19.2μm。As shown in FIG. 1 , in a scene-change anti-counterfeiting structure of this embodiment, the outermost layer is a
上述景变防伪结构中每层的磁性颜料片均为微米结构,且彼此平行排列,形成了上百万个微反镜,在可见光下,随着光线9的变化或观察视线的变化或防伪结构位置的变化,呈现空中变脸效果。如图1-3所示,防伪结构和观察者角度保持不变,改变光照角度。The magnetic pigment flakes of each layer in the above-mentioned landscape change anti-counterfeiting structure are all micro-structures and are arranged in parallel with each other, forming millions of micro-mirrors. The change of position, showing the effect of changing face in the air. As shown in Figure 1-3, the anti-counterfeiting structure and the observer's angle remain unchanged, and the illumination angle is changed.
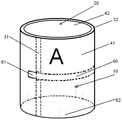
如图1所示,光线9从上方照射到景变防伪结构,对于两层磁性油墨重叠区,由于光线9照射到第一磁性颜料片上被反射后射向人眼,第二磁性油墨涂层53的图案被遮挡,仅清晰显示所述第一磁性油墨涂层52的图案(如图4所示);同样对于单独第一磁性油墨涂层52区仅清晰显示所述第一磁性油墨涂层51的图案(如图4所示);对于单独第二磁性油墨涂层53,由于光照角度以及所述第二磁性颜料片尺寸、角度和间隔设置(优选的增加了6-14μm),使得大部分光线9从所述第二磁性颜料片的间隙透过,且能观察到的第二磁性颜料片的宽度仅为20×cos75°=5.2μm,远小于第一磁性颜料片可观察到的宽度(约为20×cos15°μm=19.3μm),由于百叶窗原理,在每片颜料片足够小且观察距离足够远的情况下,肉眼无法看到第二磁性油墨涂层53的图案。因此当光线9从上方照射到景变防伪结构时,仅清晰显示所述第一磁性油墨涂层52的图案,例如如图4所示的图案—字母A。As shown in FIG. 1 , the
如图2所示,当光线9垂直膜材照射到景变防伪结构上时,由于在原有间隔的基础上,第二磁性颜料片的间隔增加6~14μm,增加了第二磁性颜料片的透光性,使得大部分光线9从所述第二磁性颜料片的间隙透过,使得对于两层磁性油墨重叠区以及单独第一和第二磁性油墨涂层,无法看到第二磁性油墨层53图案,仍可清晰看到第一磁性油墨涂层52的图案,如图4所示的图案—字母A。As shown in FIG. 2 , when the
如图3所示,当光线9从下方的低略角度倾斜照射到景变防伪结构时,例如与第一磁性颜料片平行,由于光线9照射角度以及所述第一磁性颜料片尺寸、角度和间隔设置(优选的增加1-3μm),大部分光线9从所述第一磁性颜料片的间隙透过后,照射到第二磁性颜料片上被反射后射向外人眼,因此肉眼无法看到第一磁性油墨涂层52的图案,对于两层磁性油墨重叠区、单独第一和第二磁性油墨涂层,无法显示第一磁性油墨层52的图案,仅清晰显示所述第二磁性油墨涂层53图案,例如如图6所示的图案—字母B。As shown in FIG. 3 , when the
在光线9从图2所示的垂直照射角度向图3所示的斜向上照射角度改变的过程中,存在一个角度区间,例如10-15°左右的范围内,所述第一磁性颜料片和第二磁性颜料片的表面的反射光均射向人眼,因此同时显示两层的图案,如图5所示的图案—重叠的字母A和字母B。In the process of changing the light 9 from the vertical irradiation angle shown in FIG. 2 to the oblique upward irradiation angle shown in FIG. 3 , there is an angle interval, for example, in the range of about 10-15°, the first magnetic pigment flakes and The reflected light on the surface of the second magnetic pigment flakes is directed to the human eye, thus simultaneously displaying a pattern of two layers, such as the pattern shown in FIG. 5—the overlapping letters A and B.
本文所述的第一磁性油墨涂层和第二磁性油墨涂层独立地包含本文所述的片状颜料和可固化的透明粘合剂,优选可辐射固化的粘合剂。The first magnetic ink coating and the second magnetic ink coating described herein independently comprise the flake pigments described herein and a curable clear binder, preferably a radiation curable binder.
根据一个实施方案,本文所述的片状颜料是磁性或可磁化的片状颜料,优选至少部分反射的磁性或可磁化的片状颜料。According to one embodiment, the flake pigments described herein are magnetic or magnetizable flake pigments, preferably at least partially reflective magnetic or magnetizable flake pigments.
本文所述的部分反射片状的磁性或可磁化颜料颗粒的实例包括但不限于包含颜料颗粒,颜料颗粒包括磁性层M,其由一种或多种磁性金属,例如,钴(Co),铁(Fe),铬(Cr),镉(Gd)或镍(Ni);以及铁,铬,钴或镍的磁性合金。其中所述颜料颗粒可以是包括一个或多个附加层的多层结构。优选地,一个或多个附加层是一个或多个层A或层B。层A由选自金属氟化物的组中的一种或多种物质组成,例如氟化镁(MgF2),氧化硅(SiO),二氧化硅(SiO2),氧化钛(TiO2)以及氧化铝(Al2O3),更优选二氧化硅(SiO2)。层B由选自金属和金属合金的组中的一种或多种物质组成,优选地选自包括反射性金属和反射性金属合金的组,更优选地选自包括铝(Al),铬( Cr),镍(Ni),最好是铝(Al)的组。或一个或多个附加层为一个或多个如上文所述的层A和一个或多个如上文所述的层B的组合。作为上述多层结构的片状磁性或可磁化颜料颗粒的典型实例包括但不限于A/M多层结构,A/M/A多层结构,A/M/B多层结构,A/B/M/A多层结构,A/B/M/B多层结构,A/B/M/B/A/多层结构,B/M多层结构,B/M/B多层结构,B/ A/M/A多层结构,B/A /M/B多层结构,B/A /M /B/A /多层结构,其中层A,磁性层M和层B选自上文所述的那些。Examples of partially reflective platelet-shaped magnetic or magnetizable pigment particles described herein include, but are not limited to, comprising pigment particles including a magnetic layer M composed of one or more magnetic metals, eg, cobalt (Co), iron (Fe), chromium (Cr), cadmium (Gd), or nickel (Ni); and magnetic alloys of iron, chromium, cobalt, or nickel. Wherein the pigment particles may be a multilayer structure comprising one or more additional layers. Preferably, the one or more additional layers are one or more layers A or B. Layer A consists of one or more substances selected from the group of metal fluorides, such as magnesium fluoride (MgF2 ), silicon oxide (SiO), silicon dioxide (SiO2 ), titanium oxide (TiO2 ) and Alumina (Al2 O3 ), more preferably silica (SiO2 ). Layer B consists of one or more substances selected from the group of metals and metal alloys, preferably selected from the group consisting of reflective metals and reflective metal alloys, more preferably selected from the group consisting of aluminum (Al), chromium ( Cr), nickel (Ni), preferably aluminum (Al) group. Or the one or more additional layers are a combination of one or more layers A as described above and one or more layers B as described above. Typical examples of platelet-shaped magnetic or magnetizable pigment particles as the above-mentioned multilayer structure include, but are not limited to, A/M multilayer structure, A/M/A multilayer structure, A/M/B multilayer structure, A/B/ M/A multilayer structure, A/B/M/B multilayer structure, A/B/M/B/A/ multilayer structure, B/M multilayer structure, B/M/B multilayer structure, B/ A/M/A multi-layer structure, B/A/M/B multi-layer structure, B/A/M/B/A/multi-layer structure, wherein layer A, magnetic layer M and layer B are selected from the above of those.
本文所述的第一磁性油墨涂层和第二磁性油墨涂层可独立地进一步包含一种或多种选自有机颜料颗粒,无机颜料颗粒,染料及其混合物的着色组分。根据一个实施例,第一磁性油墨涂层和第二磁性油墨涂层具有相同的颜色。根据另一个实施例,第一磁性油墨涂层和第二磁性油墨涂层具有不同的颜色。The first and second magnetic ink coatings described herein may independently further comprise one or more coloring components selected from the group consisting of organic pigment particles, inorganic pigment particles, dyes, and mixtures thereof. According to one embodiment, the first magnetic ink coating and the second magnetic ink coating have the same color. According to another embodiment, the first magnetic ink coating and the second magnetic ink coating have different colors.
实施例2Example 2
一种景变防伪结构的制备方法,包括以下步骤:在基层51的至少局部表面上涂布第一磁性颜料涂层52,所述第一磁性颜料涂层52的油墨包括厚度为0.5-3μm,直径为10-30μm的第一磁性颜料片和可固化的透明粘结剂,将所述第一磁性颜料片通过磁场定向为第一角度,干燥步骤,第一磁性油墨涂层将第一颜料固定在第一角度位置,所述第一磁性颜料片排列间隔=第一磁性颜料片直径×cos(10~60°)μm;A preparation method of a landscape change anti-counterfeiting structure, comprising the following steps: coating a first
在所述第一磁性油墨涂层52和基层51的局部表面涂布第二磁性油墨涂层53,所述第二磁性颜料涂层53的油墨包括厚度为0.5-3μm,直径为10-30μm的第二磁性颜料片和可固化的透明粘结剂,将所述第二磁性颜料片通过磁场定向为第二角度,然后干燥,将所述第二颜料片固定在第二角度位置,第二磁性颜料片排列间隔=第二磁性颜料片直径×cos(25~85°)μm;A second
第一磁性颜料片与基层夹角为+10~+60°,第二磁性颜料片与第一磁性颜料片的夹角为85~95°之间的任一角度,或者说第二磁性颜料片与基层的夹角为-25~-85°。The included angle between the first magnetic pigment flake and the base layer is +10 to +60°, the included angle between the second magnetic pigment flake and the first magnetic pigment flake is any angle between 85 and 95°, or the second magnetic pigment flake The included angle with the base layer is -25 to -85°.
本文所述的第一磁性油墨涂层和第二磁性油墨涂层通过涂布方法,优选通过选自丝网印刷,轮转凹版印刷和苯胺印刷的印刷方法独立地施加。The first magnetic ink coating and the second magnetic ink coating described herein are applied independently by a coating method, preferably by a printing method selected from screen printing, rotogravure printing and flexographic printing.
尽管本文所述的第一磁性油墨涂层和第二磁性油墨涂层仍足够湿或柔软,使得片状颜料可以移动和旋转,但它们独立地经受磁场作用以实现颗粒的取向。定向片状颜料的步骤包括以下步骤:将各个油墨涂层暴露于由磁性组件产生的确定的磁场,从而使片状颜料沿磁场的磁力线定向,从而将其定向在各自的角位置上。磁场可以为现有技术中使用的任何形式的磁定向装置产生磁场。While the first and second magnetic ink coatings described herein are still sufficiently wet or soft to allow movement and rotation of the platelet pigments, they are independently subjected to the magnetic field to effect orientation of the particles. The step of orienting the flake pigments includes the steps of exposing each ink coating to a defined magnetic field generated by a magnetic assembly to orient the flake pigments along the magnetic field lines of the magnetic field, thereby orienting them at respective angular positions. The magnetic field can generate a magnetic field for any form of magnetic orientation device used in the art.
如本文所述,将本文所述的第一磁性油墨涂层和第二磁性油墨涂层独立地干燥以固定片状颜料的取向。因为辐射固化有利地导致油墨涂层的粘度瞬时增加并且使片状颜料瞬时固定在它们各自的角位置,所以干燥步骤优选通过包括紫外-可见(UV-Vis)光辐射固化的辐射固化或通过电子束辐射固化,更优选通过UV-Vis光辐射固化。辐射固化是特别优选的,而UV-Vis光辐射固化是更优选的,因为这些技术有利地导致非常快速的固化过程,并因此大大减少了两层磁性防伪结构的制备时间。As described herein, the first magnetic ink coating and the second magnetic ink coating described herein are independently dried to fix the orientation of the platelet pigment. The drying step is preferably by radiation curing including ultraviolet-visible (UV-Vis) light radiation curing or by electronic Curing by beam radiation, more preferably by UV-Vis light radiation. Radiation curing is particularly preferred, and UV-Vis light radiation curing is more preferred, since these techniques advantageously result in a very fast curing process and thus greatly reduce the preparation time of the two-layer magnetic security structure.
对于其中干燥步骤通过UV-Vis光辐射固化独立进行的实施方案,本文所述的第一磁性油墨涂层和第二磁性油墨涂层独立地包含一种或多种可固化化合物和一种或多种光引发剂。可通过调节油墨中颜料片的浓度/粘稠度从而调节颜料片的排布间隙,第一颜料片的间隙略大于颜料片的直径,第二颜料片的间隙小于颜料片的直径,配合二者角度和厚度参数,从而使得当采用与第一磁性油墨涂层52上的颜料片的正面呈交叉的光线9照射下(如图1和图2),第一磁性油墨涂层52对第二磁性油墨涂层53的遮挡性好,清晰显示第一磁性油墨涂层52图案,而当以从与第一磁性油墨涂层52上的颜料片平行开始的低略光线9照射时(如图3),第一磁性油墨涂层52对第二磁性油墨涂层53几乎没有遮挡,第二磁性油墨涂层53的可见性好。For embodiments wherein the drying step is performed independently by UV-Vis light radiation curing, the first and second magnetic ink coatings described herein independently comprise one or more curable compounds and one or more a photoinitiator. The arrangement gap of the pigment flakes can be adjusted by adjusting the concentration/viscosity of the pigment flakes in the ink. The gap of the first pigment flake is slightly larger than the diameter of the pigment flake, and the gap of the second pigment flake is smaller than the diameter of the pigment flake. angle and thickness parameters, so that when irradiated with
实施例3Example 3
本实施例的一种用于瓶口的防伪塑封,尤其是用于酒瓶的瓶口,如图7和图1所示,包括帽体10和帽顶20。帽体10包括帽体印刷区41和帽体非印刷区31,帽顶包括帽顶印刷区42和帽顶非印刷区32。帽体非印刷区31帽体的一端直径为3mm的区域,该处的基层51位于内表面不印刷,帽顶非印刷区32为外边缘宽度为1.5mm的圆环区域,该处的基层51的内表面不印刷。所述帽体10和帽顶20的印刷区的内表面非满版印刷实施例1的一种景变防伪结构,在帽体印刷区41和帽顶印刷区42的基层51的内表面局部印刷第一磁性油墨涂层52,在第一磁性油墨涂层52和基层51的局部内表面印刷第二磁性油墨涂层53,还包括图纹层54,图纹层54在印刷区的基层51的全部内表面区域印刷,覆盖基层51、第一磁性油墨涂层52和第二磁性油墨涂层53。An anti-counterfeiting plastic seal for bottle mouths in this embodiment, especially for bottle mouths of wine bottles, as shown in FIG. 7 and FIG. 1 , includes a
帽体的基层51为透明的热收缩PVC薄膜,帽顶的基层51为透明的不收缩的PVC薄膜,在帽体连接处,帽体非印刷区31通过粘结剂粘贴在帽体印刷区41的上面;在帽顶连接处,帽顶非印刷区32通过粘结剂粘贴在帽体上部的基层51的上面,以确保通过粘结剂实现牢固的连接。The
上述实施例中帽体10和帽顶20同时具有一种景变防伪结构,也可以帽体10具有实施例1或2的双层磁性油墨防伪结构,而帽顶20具有其它常见的防伪结构或不具有防伪结构。In the above-mentioned embodiment, the
根据一个实施例,本文所述的两层磁性安全结构的第一磁性油墨涂层和第二磁性油墨涂层具有不同的颜色,例如当防伪塑料封移动和/或倾斜时,第一磁性油墨涂层呈现银色,而第二磁性油墨涂层呈现金色。该实施例有利地为本文所述用于瓶口的防伪塑封呈现翻转效果的光学印象,其中,在一个观察区域/角度观察第一磁性油墨涂层的第一颜色,并且在第二观察颜色/角度观察到第二磁性油墨涂层的第二颜色。According to one embodiment, the first magnetic ink coating and the second magnetic ink coating of the two-layer magnetic security structure described herein have different colors, eg when the security plastic seal is moved and/or tilted, the first magnetic ink coating The layer appears silver, while the second magnetic ink coating appears gold. This embodiment advantageously presents an optical impression of a flip effect for the anti-counterfeiting plastic seal for a bottle finish described herein, wherein the first color of the first magnetic ink coating is observed at one viewing area/angle and the second color/angle is observed. The second color of the second magnetic ink coating is observed at an angle.
本文所述的用于瓶口的防伪塑封件还可包括选自本文所述的微镜和微透镜的安全特征,其中,当塑封倾斜时,所述安全特征优选地具有不同的形状或设计。两层磁性安全结构和包括选自微镜和微透镜的安全特征的组合有利地为本文所述的防伪塑封提供了增强的抵抗伪造或非法复制的抵抗力。The anti-counterfeiting overmolding for a bottle finish described herein may also include security features selected from the micromirrors and microlenses described herein, wherein the security features preferably have a different shape or design when the overmolding is tilted. The combination of the two-layer magnetic security structure and the inclusion of security features selected from micromirrors and microlenses advantageously provides the anti-counterfeiting overmolding described herein with enhanced resistance to counterfeiting or illegal copying.
根据一个实施例,本文所述的用于瓶口的防伪塑料密封件包括两层磁性防伪结构,其中第一磁性油墨涂层具有第一颜色,第二磁性油墨涂层具有第二颜色(第一颜色不同于第二颜色的颜色)并且还包括选自本文所述的微镜和微透镜的安全特征。中所述双层磁性防伪结构/景变防伪结构具有与第一磁性油墨涂层的第一颜色或第二磁性油墨涂层的第二颜色相同的颜色。例如,第一磁性油墨涂层呈现银色,第二磁性油墨涂层呈现金色,并且双层磁性防伪结构/景变防伪结构为银色。According to one embodiment, the anti-counterfeiting plastic seal for a bottle finish described herein includes a two-layer magnetic anti-counterfeiting structure, wherein the first magnetic ink coating has a first color and the second magnetic ink coating has a second color (the first The color is different from the color of the second color) and also includes a security feature selected from the micromirrors and microlenses described herein. The double-layer magnetic anti-counterfeiting structure/scape-change anti-counterfeiting structure described in has the same color as the first color of the first magnetic ink coating or the second color of the second magnetic ink coating. For example, the first magnetic ink coating is silver, the second magnetic ink coating is gold, and the double-layer magnetic anti-counterfeiting structure/scape change anti-counterfeiting structure is silver.
如图7所示,所述帽体10的中部横向分布有撕拉带60,所述撕拉带60的主体埋设在所述帽体10内,一端为露出于所述帽体10外的撕拉头61,所述撕拉头61自所述帽体接缝处伸出,且所述帽体接缝处上对应所述撕拉头61的末端的上侧和下侧各具有两条平行的切口70,便于沿撕拉头61打开防伪塑封。As shown in FIG. 7 , a
如图7所示,所述帽体1的内侧具有橫向撕裂线81,所述横向撕裂线81在所述帽体10的底边缘4mm高度橫向延伸,由连续的隐形微孔形成,优选的在整个圆周上延伸。As shown in FIG. 7 , the inner side of the cap body 1 has a
实施例4Example 4
本实例的一种防伪塑封,与实施例3不同的在于撕裂线结构。如图8所示,所述帽体1的内侧具有纵向撕裂线82,所述纵向撕裂线82自所述帽体10的底边缘向上延伸距底边缘至6mm高度处,由连续的隐形微孔形成。纵向撕裂线82共六条,分三组间隔均匀分布,每条纵向撕裂线82的直径为1cm。An anti-counterfeiting plastic package of this example is different from Embodiment 3 in the tear line structure. As shown in FIG. 8 , the inner side of the cap body 1 has a
实施例5Example 5
制备实施例3或4所述的一种用于瓶口的防伪塑封的方法,包括以下步骤:A method for the anti-counterfeiting plastic sealing of bottle mouths as described in Example 3 or 4, comprising the following steps:
选用热收缩PVC为帽体基层,按照上述方法在帽体基层的内表面定位印刷防伪结构,形成印刷区和非印刷区,制成帽体材料,非印刷区位于一端,宽度为2-6mm;Use heat-shrinkable PVC as the base layer of the cap body, position and print the anti-counterfeiting structure on the inner surface of the base layer of the cap body according to the above method, form a printing area and a non-printing area, and make the cap body material, the non-printing area is located at one end, and the width is 2-6mm;
在长条状帽体材料的非印刷区一端的基层的内表面和/或另一端的基层的外表面涂布一条粘结剂,然后卷绕成筒型,直径为22-36mm,非印刷区一端位于上面并通过粘结剂粘结帽体接缝处形成帽体,所述粘结剂为压敏粘结剂;Coat a strip of adhesive on the inner surface of the base layer at one end of the non-printing area of the elongated cap body material and/or the outer surface of the base layer at the other end, and then roll it into a cylindrical shape with a diameter of 22-36mm, and the non-printing area One end is located above and the cap body is formed by bonding the seam of the cap body with an adhesive, and the adhesive is a pressure-sensitive adhesive;
选用热不收缩PET或BOPP或热不收缩PVC薄膜作为帽顶基层,优选采用PET,通过上述印刷方法在帽顶基层的内表面以直径20-30mm印刷防伪结构形成印刷区,外边缘留下1-3mm圆环区域作为非印刷区,制成帽顶材料;Use heat-not-shrinkable PET or BOPP or heat-not-shrinkable PVC film as the base layer of the cap top, preferably PET, and print the anti-counterfeiting structure with a diameter of 20-30mm on the inner surface of the base layer of the cap by the above-mentioned printing method to form a printing area, leaving 1 on the outer edge. - The 3mm ring area is used as a non-printing area to make the cap top material;
将帽顶材料冲切成直径为22-36mm圆形,并在帽顶材料的非印刷区的基层的内表面涂布粘结剂,粘结于帽体顶部筒体向内垂直弯曲后形成平面,形成防伪塑封,所述粘结剂为压敏粘结剂。The cap top material is punched into a circle with a diameter of 22-36mm, and the inner surface of the base layer of the non-printing area of the cap top material is coated with adhesive, which is bonded to the top of the cap body and the cylinder is vertically bent inward to form a plane. , forming an anti-counterfeiting plastic seal, and the adhesive is a pressure-sensitive adhesive.
所述粘结剂也可为其它现有技术使用的普通粘结剂。The binder may also be other conventional binders used in the prior art.
以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的防伪塑封尺寸的变化或纵向撕裂线的尺寸和数目等都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。The above is only a preferred embodiment of the present invention, but the protection scope of the present invention is not limited to this. Any person skilled in the art can easily think of the size of the anti-counterfeiting plastic seal within the technical scope disclosed by the present invention. Changes in the size and number of longitudinal tear lines, etc. should all be included within the scope of protection of the present invention. Therefore, the protection scope of the present invention should be based on the protection scope of the claims.
Claims (16)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910757582 | 2019-08-16 | ||
| CN2019107575820 | 2019-08-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111776471A CN111776471A (en) | 2020-10-16 |
| CN111776471Btrue CN111776471B (en) | 2022-07-12 |
Family
ID=72758557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010656327.XACeasedCN111776471B (en) | 2019-08-16 | 2020-07-09 | A landscape change anti-counterfeiting structure, anti-counterfeiting plastic seal and preparation method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111776471B (en) |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7604855B2 (en)* | 2002-07-15 | 2009-10-20 | Jds Uniphase Corporation | Kinematic images formed by orienting alignable flakes |
| US6902807B1 (en)* | 2002-09-13 | 2005-06-07 | Flex Products, Inc. | Alignable diffractive pigment flakes |
| US8025952B2 (en)* | 2002-09-13 | 2011-09-27 | Jds Uniphase Corporation | Printed magnetic ink overt security image |
| US7169472B2 (en)* | 2003-02-13 | 2007-01-30 | Jds Uniphase Corporation | Robust multilayer magnetic pigments and foils |
| CA2541568C (en)* | 2005-04-06 | 2014-05-13 | Jds Uniphase Corporation | Dynamic appearance-changing optical devices (dacod) printed in a shaped magnetic field including printable fresnel structures |
| CA2564764C (en)* | 2005-10-25 | 2014-05-13 | Jds Uniphase Corporation | Patterned optical structures with enhanced security feature |
| US10343436B2 (en)* | 2006-02-27 | 2019-07-09 | Viavi Solutions Inc. | Security device formed by printing with special effect inks |
| CN201124998Y (en)* | 2007-12-18 | 2008-10-01 | 上海复旦天臣新技术有限公司 | Rubber cap for anti-fake wine bottle |
| CN101694759B (en)* | 2009-10-12 | 2011-06-29 | 清华大学 | Multi-layer invisible pattern anti-counterfeiting mark |
| CN102616042B (en)* | 2011-01-28 | 2015-07-22 | 甄健 | Production method of pattern in magnetic pigment fragment-containing coating layer and production device thereof |
| EP2484455B1 (en)* | 2011-02-07 | 2014-12-24 | Sicpa Holding Sa | Device displaying a dynamic visual motion effect and method for producing same |
| CN102173247B (en)* | 2011-02-18 | 2014-03-26 | 甄健 | Method and device for preparing anti-counterfeiting pattern capable of symmetrically changing with visual angles |
| CN108790388B (en)* | 2013-03-27 | 2021-06-04 | 唯亚威通讯技术有限公司 | Optical device with illusion optical effect and manufacturing method thereof |
| CN104952359B (en)* | 2014-03-28 | 2018-11-06 | 中钞特种防伪科技有限公司 | Security element |
| FR3058130B1 (en)* | 2016-11-03 | 2018-12-07 | Sleever International Company | SECURITY ENVELOPE AND CONTAINER COVERED WITH SUCH AN ENVELOPE |
| US10357991B2 (en)* | 2016-12-19 | 2019-07-23 | Viavi Solutions Inc. | Security ink based security feature |
| CN210734967U (en)* | 2019-08-16 | 2020-06-12 | 中标特安(北京)防伪技术有限公司 | Anti-counterfeiting plastic package for bottle mouth |
- 2020
- 2020-07-09CNCN202010656327.XApatent/CN111776471B/ennot_activeCeased
Also Published As
| Publication number | Publication date |
|---|---|
| CN111776471A (en) | 2020-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10029279B2 (en) | Optical device having an illusive optical effect and method of fabrication | |
| RU2668545C2 (en) | Security threads and strips | |
| RU2641864C2 (en) | Optically variable security threads and strips | |
| RU2669738C2 (en) | Security devices and methods of manufacture thereof | |
| RU2649547C2 (en) | Methods of producing security threads or stripes | |
| JP2002522263A (en) | Inorganic sheet carrying symbols for making pigments | |
| JPS6271635A (en) | Sheet having contour dependence directional image and manufacture thereof | |
| MX2009000615A (en) | Oriented image coating on transparent substrate. | |
| CN1404443A (en) | Method for producing Laser-writable data carriers and data carrier produced according to this method | |
| CN111688378B (en) | Printed anti-counterfeiting mark and anti-counterfeiting method | |
| CN109291608A (en) | Optically variable device comprising magnetic flakes | |
| CN210734967U (en) | Anti-counterfeiting plastic package for bottle mouth | |
| JP2005506228A5 (en) | ||
| CN102896855B (en) | Glass bead type anti-counterfeiting film and preparation method thereof | |
| CN111776471B (en) | A landscape change anti-counterfeiting structure, anti-counterfeiting plastic seal and preparation method | |
| JP6093973B2 (en) | Manufacturing method of container with cylindrical label, and container with cylindrical label | |
| CN204820540U (en) | Synthesize anti -fake cat eye membrane | |
| CN207291373U (en) | A kind of color printing holographic pattern transfer film | |
| RU2634772C1 (en) | Optically variable security threads and strips | |
| CN109830175A (en) | A kind of anti-fake mark and anti-counterfeiting paper | |
| CN102031915B (en) | Sunlight control membrane with function of anti-counterfeiting detection | |
| CN201089576Y (en) | Optical grating antifake package bottle cap | |
| WO2005100186A1 (en) | Closure | |
| JP5569106B2 (en) | Image display medium and image forming method | |
| CN101734420B (en) | Anti-counterfeiting bottle cap adhered with colored printing thin film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| TA01 | Transfer of patent application right | Effective date of registration:20201010 Address after:No. 153, Hancheng South Road, Lianhu District, Xi'an City, Shaanxi Province Applicant after:XI'AN BANKNOTE PRINTING Co.,Ltd. Address before:Room 720, block 3, 7 / F office building, 18 Jianguomen inner street, Dongcheng District, Beijing, 100010 Applicant before:Winning the bid of special safety (Beijing) anti counterfeiting technology Co.,Ltd. | |
| TA01 | Transfer of patent application right | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| IW01 | Full invalidation of patent right | Decision date of declaring invalidation:20240424 Decision number of declaring invalidation:567955 Granted publication date:20220712 | |
| IW01 | Full invalidation of patent right |