CN110961760B - Method for designing and manufacturing chassis - Google Patents
Method for designing and manufacturing chassisDownload PDFInfo
- Publication number
- CN110961760B CN110961760BCN201811152609.5ACN201811152609ACN110961760BCN 110961760 BCN110961760 BCN 110961760BCN 201811152609 ACN201811152609 ACN 201811152609ACN 110961760 BCN110961760 BCN 110961760B
- Authority
- CN
- China
- Prior art keywords
- welding
- chassis
- welding standard
- standard
- piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/007—Spot arc welding
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
Abstract
Translated fromChinese
Description
Translated fromChinese技术领域technical field
本发明涉及电子产品制造领域,特别是一种设计制造机箱的方法。The invention relates to the field of electronic product manufacturing, in particular to a method for designing and manufacturing a chassis.
背景技术Background technique
随着工业自动化的日新月异,电脑机箱产业也在经历着变革与发展。电脑机箱上一般布置多个支架或托架以安装机箱内的元件。支架或托架通常采用焊接或螺纹连接于本体上,因支架或托架结构不同以及安装于机箱上的位置不同,导致安装工序多、效率低。With the rapid development of industrial automation, the computer case industry is also undergoing changes and development. A plurality of brackets or brackets are generally arranged on a computer case to mount components in the case. The brackets or brackets are usually connected to the body by welding or screwing. Due to the different structures of the brackets or brackets and the different installation positions on the chassis, there are many installation procedures and low efficiency.
发明内容SUMMARY OF THE INVENTION
鉴于上述状况,有必要提供一种能够设计制造机箱的方法以解决上述问题。In view of the above situation, it is necessary to provide a method for designing and manufacturing a chassis to solve the above problems.
本发明提出了一种设计制造机箱的方法,包括以下步骤:The present invention provides a method for designing and manufacturing a chassis, comprising the following steps:
将机箱内的固定支撑类元件依据功能拆解为多种焊接标准件,以建立焊接标准件库,不同的焊接标准件的结构尺寸不同;The fixed support components in the chassis are disassembled into various welding standard parts according to their functions to establish a welding standard parts library. Different welding standard parts have different structural dimensions;
依据机箱搭载的电子元件的类型选择相应的本体和该焊接标准件进行设计;Select the corresponding body and the welding standard parts for design according to the type of electronic components carried in the chassis;
提供一机箱焊接装置以焊接多个该焊接标准件于该本体上,该机箱焊接装置包括第一传输件、多个承载件、多个上料机构、移送机构、至少一个移载件和至少一个点焊机;Provide a chassis welding device to weld a plurality of the welding standard parts on the body, the chassis welding device includes a first transmission member, a plurality of bearing members, a plurality of feeding mechanisms, a transfer mechanism, at least one transfer member and at least one Spot welding;
根据设计结果,在该机箱焊接装置中设定该机箱的加工程序;According to the design result, the processing program of the chassis is set in the chassis welding device;
根据设计结果,向该机箱焊接装置上料该焊接标准件、该本体以及用于承载多个该焊接标准件的该承载件;According to the design result, feeding the welding standard part, the main body and the carrier for carrying a plurality of the welding standard parts to the chassis welding device;
通过多个该上料机构移送多个该焊接标准件至该承载件上的设定位置,且使每个该焊接标准件上的多个焊点朝向背离该承载件的一侧并凸出于该承载件外;A plurality of the welding standard parts are transferred to the set positions on the carrier by a plurality of the feeding mechanisms, and the plurality of welding points on each of the welding standard parts are directed to the side away from the carrier and protrude out of the outside the carrier;
通过第一传输件传送该承载件朝该移送机构移动并采用该移载件移送承载多个该焊接标准件的该承载件至点焊工位,采用该移送机构移送该本体至点焊工位且使其与每个该焊点接触;The carrier is transferred to move toward the transfer mechanism by the first transmission member, and the carrier carrying a plurality of the welding standard parts is transferred to the spot welding station by the transfer member, and the body is transferred to the spot welding station by the transfer mechanism. it is in contact with each of the solder joints;
通过该点焊机融化该焊点以使多个该焊接标准件与该本体结合。The solder joints are melted by the spot welder to bond a plurality of the weld masters to the body.
本发明提出的设计制造机箱的方法,首先将该机箱中使用的固定类支撑元件依据功能不同拆解为不同的该标准焊接件,不同的该机箱可以采用同种该焊接标准件,进而提高了该焊接标准件的通用性。在该机箱焊接装置中设定该机箱的加工程序,当加工不同的该机箱时只需更换该机箱焊接装置的加工程序并向其上料该机箱的该本体、该焊接标准件和与其相匹配的另一该承载件即可。利用多个该上料机构同时移送多个该焊接标准件至该承载件上,且该点焊机一次完成多个该焊接标准件焊接于该本体上,进一步提高了焊接加工机箱的效率,且实现了机箱制造的自动化及标准化。The method for designing and manufacturing a chassis proposed by the present invention firstly disassembles the fixed support elements used in the chassis into different standard welding parts according to different functions, and different chassis can use the same welding standard parts, thereby improving the efficiency of The versatility of this welding standard. The machining program of the case is set in the case welding device. When processing a different case, it is only necessary to replace the machining program of the case welding device and load the body of the case, the welding standard parts and matching with them. The other carrier can be used. Using a plurality of the feeding mechanisms to simultaneously transfer a plurality of the welding standard parts to the carrier, and the spot welding machine completes the welding of a plurality of the welding standard parts on the body at one time, further improving the efficiency of the welding processing chassis, and Realize the automation and standardization of chassis manufacturing.
附图说明Description of drawings
图1是本发明一实施例的机箱焊接装置的立体示意图。FIG. 1 is a schematic perspective view of a chassis welding device according to an embodiment of the present invention.
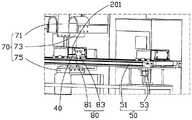
图2是图1所示的机箱焊接装置的俯视图。FIG. 2 is a plan view of the chassis welding device shown in FIG. 1 .
图3是图1所示的机箱焊接装置在III处的局部放大示意图。FIG. 3 is a partial enlarged schematic view of the chassis welding device shown in FIG. 1 at III.
图4是图1所示的承载件及多个焊接标准件的俯视图。FIG. 4 is a top view of the carrier and a plurality of welding standard components shown in FIG. 1 .
图5是本发明一实施例焊接加工的机箱的立体示意图。FIG. 5 is a schematic perspective view of a welded chassis according to an embodiment of the present invention.
图6是本发明另一实施例焊接加工的机箱的立体示意图。FIG. 6 is a schematic perspective view of a welded chassis according to another embodiment of the present invention.
图7是本发明的设计制造机箱的方法的流程图。FIG. 7 is a flow chart of the method for designing and manufacturing a chassis of the present invention.
主要元件符号说明Description of main component symbols


如下具体实施方式将结合上述附图进一步说明本发明。The following specific embodiments will further illustrate the present invention in conjunction with the above drawings.
具体实施方式Detailed ways
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only a part of the embodiments of the present invention, but not all of the embodiments. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative efforts shall fall within the protection scope of the present invention.
需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。当一个组件被认为是“设置在”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中设置的组件。It should be noted that when a component is considered to be "connected" to another component, it can be directly connected to the other component or there may be a centered component at the same time. When a component is considered to be "set on" another component, it can be set directly on the other component or there may be a centered set of components at the same time.
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。Unless otherwise defined, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this invention belongs. The terms used herein in the description of the present invention are for the purpose of describing specific embodiments only, and are not intended to limit the present invention. As used herein, the term "and/or" includes any and all combinations of one or more of the associated listed items.
请同时参阅图1和图5,本发明提出一种机箱焊接装置100。本实施例中,机箱200包括本体201和多个焊接标准件202、203、204。每个焊接标准件202、203、204上设有多个凸起的焊点207和两个定位孔208。机箱焊接装置100用于焊接多个焊接标准件202、203、204于本体201上。本实施例中,本体201上待焊接的多个焊接标准件202、203、204的结构不同,且其数量为九个,具体为五个第一焊接标准件202、三个第二焊接标准件203和一个第三焊接标准件204,但不限于此。Please refer to FIG. 1 and FIG. 5 at the same time, the present invention provides a
请同时参阅图1、图2和图5,机箱焊接装置100包括机架10、第一传输件20、多个承载件40、多个上料机构30、35、36、移送机构50、至少一个移载件60和至少一个点焊机70。第一传输件20、多个上料机构30、35、36和移送机构50分别设置于机架10上。多个上料机构30、35、36分别位于第一传输件20的侧边。上料机构30、35、36用于储存焊接标准件202、203、204并移送焊接标准件202、203、204于承载件40上设定的位置,且使多个焊点207朝向背离承载件40的一侧。多个承载件40依次放置于第一传输件20上。第一传输件20用于传输多个承载件40朝移送机构50移动。移载件60位于靠近第一传输件20与移送机构50的交汇处。点焊机70位于移送机构50的一侧。移载件60用于从第一传输件20移送承载件40至点焊机70上。移送机构50能够移送本体201直至其与多个焊点207接触。点焊机70能够融化多个焊点207以使承载件40上的第一焊接标准件202、第二焊接标准件203和第三焊接标准件204分别与本体201结合。Please refer to FIG. 1 , FIG. 2 and FIG. 5 at the same time, the
请同时参阅图2和图5,本实施例中,上料机构30、35、36的数量为五个,具体为两个第一上料机构30、两个第二上料机构35和一个第三上料机构36,但不限于此。两个第一上料机构30用于分别储存多个第一焊接标准件202并移送第一焊接标准件202至承载件40上设定的位置。两个第二上料机构35用于分别储存多个第二焊接标准件203并移送第二焊接标准件203至承载件40上设定的位置。第三上料机构36用于储存多个第三焊接标准件204并移送第三焊接标准件204至承载件40上设定的位置。Please refer to FIG. 2 and FIG. 5 at the same time. In this embodiment, the number of
本实施例中,因一个本体201上需焊接五个第一焊接标准件202,采用两个第一上料机构30同时进行第一焊接标准件202的上料作业以提高工作效率。可以理解,其他实施例中,第一上料机构30、第二上料机构35和第三上料机构36的数量可以分别为一个或其他数量。可以理解,根据焊接标准件202、203、204结构种类的增多可以增加相应的上料机构以提高机箱焊接装置100的通用性。In this embodiment, since five first welding
请参阅图2,第一上料机构30包括振动筛31和移料件33。振动筛31和移料件33分别设置于机架10上,且位于第一传输件20的一侧。振动筛31用于储存并输出多个第一焊接标准件202,并使焊点207朝上。移料件33能够抓取第一焊接标准件202并移送第一焊接标准件202至承载件40上的设定位置。Referring to FIG. 2 , the
移料件33包括机械手331和设置于机械手331末端的抓手333。机械手331设置于机架10上。抓手333用于抓取或释放第一焊接标准件202。机械手331能够驱动抓手333移动或旋转以实现移送一个第一焊接标准件202从振动筛31的输出端至承载件40上的设定位置。The
本实施例中,抓手333包括脱料气缸3331和两个磁铁3333。脱料气缸3331设置于机械手331的末端。两个磁铁3333设置于脱料气缸3331的两侧。磁铁3333用于吸取第一焊接标准件202。每个磁铁3333的一端设置一个第二定位销3335。第二定位销3335能够插入第一焊接标准件202的定位孔208中以使磁铁3333精准吸取第一焊接标准件202。脱料气缸3331能够吹气以使第一焊接标准件202脱离两个磁铁3333以实现释放第一焊接标准件202至承载件40上。可以理解,其他实施例中,抓手333也可以是夹爪气缸或吸盘。In this embodiment, the
本实施例中,机械手331和移载件60为六轴机器人,但不限于此。例如,其他实施例中,机械手331或移载件60可以为四轴机器人。In this embodiment, the
可以理解,其他实施例中,移料件33或移载件60也可以为三坐标移动模组、旋转气缸和夹爪气缸的组合。三坐标移动模组用于驱动第一焊接标准件202移动,旋转气缸用于驱动第一焊接标准件202旋转,夹爪气缸用于抓取或释放第一焊接标准件202。It can be understood that, in other embodiments, the material-moving
请参阅图4,承载件40设有多个容置槽41。容置槽41按照第一焊接标准件202、第二焊接标准件203及第三焊接标准件204焊接于本体201上的位置排布。本实施例中,容置槽41的数量和焊接标准件202、203、204的数量一致为九个,其用于分别收容第一焊接标准件202、第二焊接标准件203及第三焊接标准件204且使每个焊点207位于同一平面内并凸出于承载件40外。承载件40上还设有多个第一定位销43。本实施例中,每两个第一定位销43位于一个容置槽41内。每个第一定位销43能够插入相应的定位孔208中以使五个第一焊接标准件202、三个第二焊接标准件203和一个第三焊接标准件204分别定位于承载件40上。承载件40为导电材料制成。Referring to FIG. 4 , the
请参阅图3,移送机构50包括第二传输件51和至少一个升降件53。本实施例中,升降件53的数量为两个。两个升降件53设置于机架10上。第二传输件51设置于升降件53上。本实施例中,两个升降件53位于第二传输件51的两端,但不限于此。第二传输件51传送本体201并经过点焊机70。升降件53能够驱动第二传输件51上升或下降。可以理解,其他实施例中,升降件53也可以为一个,一个升降件53位于靠近点焊机70处。Referring to FIG. 3 , the
点焊机70包括焊头71、第一电极73和第二电极75。第二电极75设置于焊头71的一端,且位于移送机构50的上方。第一电极73位于移送机构50的下方。第一电极73和第二电极75相对设置。焊头71能够带动第二电极75朝向第一电极73移动。The
机箱焊接装置100还包括阻挡机构80。阻挡机构80包括定位件81和两个挡板83。定位件81设置于第一电极73上,且定位件81与第一电极73电性连接。定位件81用于承载并定位承载件40。两个挡板83相对设置于定位件81的两侧。The
当第二传输件51传送本体201至第二电极75和第一电极73之间时,升降件53驱动第二传输件51下降。本体201下移至两个挡板83之间,且与承载件40上的多个焊接标准件202、203、204的焊点207接触。焊头71带动第二电极75下移直至抵压于本体201上。此时第二电极75和第一电极73导通,点焊机70在瞬间短路时产生的高温电弧能够熔化每个焊点207以使第一焊接标准件202、第二焊接标准件203和第三焊接标准件204分别与本体201结合。When the
本实施例中,点焊机70的数量为两个。两个点焊机70位于移送机构50背离第一传输件20的一侧。移载件60的数量也为两个。两个移载件60位于第一传输件20的两侧。每个移载件60能够移送承载件40至相应的一个点焊机70的第一电极73上。本实施例中,两个点焊机70同时进行焊接,工作效率高。可以理解,其他实施例中,点焊机70和移载件60的数量也可以分别为一个或其他。In this embodiment, the number of
工作时,机箱焊接装置100的多个承载件40依次放置于第一传输件20上。第一传输件20传送多个承载件40朝第二传输件51移动。每个第一上料机构30上料相应的第一焊接标准件202至承载件40上的设定位置;每个第二上料机构35上料相应的第二焊接标准件203至承载件40上的设定位置;每个第三上料机构36上料第三焊接标准件204至承载件40上的设定位置。移载件60抓取并移送承载第一焊接标准件202、第二焊接标准件203和第三焊接标准件204的承载件40至定位件81上。多个本体201间隔放置于第二传输件51上。第二传输件51传送本体201移动至第二电极75和第一电极73之间时,升降件53驱动第二传输件51下降。本体201下移至与每个焊点207接触。焊头71带动第二电极75下移直至抵压于本体201上。此时第二电极75、本体201、焊接标准件202、203、204、承载件40、定位件81和第一电极73依次导通。点焊机70在瞬间短路时产生的高温电弧能够熔化多个焊点207以使第一焊接标准件202、第二焊接标准件203和第三焊接标准件204分别与本体201结合。至此,机箱焊接装置100完成一个机箱200的焊接作业。During operation, the plurality of bearing
请同时参阅图5、图6和图7,一种设计制造机箱的方法,包括以下步骤:Please refer to Fig. 5, Fig. 6 and Fig. 7 at the same time, a method for designing and manufacturing a chassis includes the following steps:
S101:将电脑机箱中需要使用的固定类支撑元件(例如支架、托架等零件)依据其功能不同拆解为不同的焊接标准件202、203、204、205、303、304,以建立焊接标准件库,不同焊接标准件的结构尺寸不同。S101: Disassemble the fixed support elements (such as brackets, brackets and other parts) that need to be used in the computer case into different welding
每种焊接标准件单独或两种及以上焊接标准件共同实现一种功能。例如:机箱200中的主板支撑和锁螺丝功能可由焊接标准件203、204共同完成。机箱200中的电源支撑固定功能可由焊接标准件202完成。Each welding standard part alone or two or more welding standard parts together realize one function. For example, the functions of supporting the motherboard and locking the screws in the
当机箱类型不同时可有不同的焊接标准件库。例如大型机箱、中型机箱、小型机箱可以有不同的焊接标准件库。When the chassis types are different, there are different welding standard parts libraries. For example, large chassis, medium chassis, and small chassis can have different welding standard parts libraries.
S102:依据机箱200、300搭载的电子元件的类型选择相应的本体201、301和从焊接标准件库选择焊接标准件202、203、204、205、303、304进行设计。S102: Select the
例如,如图5所示,本实施例中的机箱200包括本体201、第一焊接标准件202、第二焊接标准件203和第三焊接标准件204。如图6所示,另一实施例中,机箱300包括本体301、第一焊接标准件202、第四焊接标准件303和第五焊接标准件304。For example, as shown in FIG. 5 , the
不同的机箱200、300有可能属于同一类型,例如机箱200、300都是小型机箱,只是搭载电子元件不同;不同的机箱也有可能是属于不同类型。
S103:提供一机箱焊接装置100以焊接多个焊接标准件202、203、204、205、303、304于本体201、301上。S103 : Provide a
S104:根据设计结果,在机箱焊接装置100中设定机箱200、300的加工程序。S104 : According to the design result, the machining program of the
加工程序包括依据本体201、202和多个焊接标准件202、203、204、303、304的模型参数,以及焊接标准件202、203、204、303、304焊接于本体201、301上的位置参数编制的机箱焊接装置100的动作时间节点及动作路径。The processing program includes model parameters according to the
本实施例中,加工程序包括依据机箱200的本体201、第一焊接标准件202、第二焊接标准件203和第三焊接标准件204的模型,以及第一焊接标准件202、第二焊接标准件203和第三焊接标准件204分别焊接于本体201上的位置参数编制的机箱焊接装置100的动作时间节点及动作路径。具体地,本实施例中,加工程序包括第一上料机构30、第二上料机构35、第三上料机构36及移载件60的移料路径和动作时间节点、第一传输件20和第二传输件51的速度、升降件53的动作时间节点以及点焊机70的动作时间节点等。In this embodiment, the processing procedure includes models based on the
S105:根据设计结果,本实施例中,向机箱焊接装置100上料焊接标准件202、203、204、本体201以及用于承载多个焊接标准件202、203、204的该承载件40。S105 : According to the design result, in this embodiment, the welding
本实施例中,机箱焊接装置100焊接加工机箱200。多个第一焊接标准件202放入第一上料机构30上;多个第二焊接标准件203放入第二上料机构35内;多个第三焊接标准件204放入第三上料机构36内。多个承载件40放置于第一传输件20上。多个本体201放置于第二传输件51上。In this embodiment, the
可以理解,其他实施例中,例如,机箱焊接装置100焊接加工机箱300时,多个第一焊接标准件202放入第一上料机构30上;多个第四焊接标准件303放入第二上料机构35内;多个第五焊接标准件304放入第三上料机构36内。同时多个与机箱300相匹配的用于承载第一焊接标准件202、第四焊接标准件303和第五焊接标准件304的另一承载件(图未示)放置于第一传输件20上。多个本体301放置于第二传输件51上。It can be understood that in other embodiments, for example, when the
S106:通过多个上料机构30、35、36移送多个焊接标准件202、203、204于承载件40上,且使每个焊点207朝向背离承载件40的一侧并凸出于承载件40外。S106: Transfer a plurality of welding
本实施例中,第一上料机构30移送第一焊接标准件202至承载件40上的设定位置;第二上料机构35移送第二焊接标准件203至承载件40上的设定位置;第三上料机构36移送第三焊接标准件204至承载件40上的设定位置。In this embodiment, the
S107:通过第一传输件20传送承载件40移动并采用移载件60移送承载多个焊接标准件202、203、204的承载件40至点焊工位,通过移送机构50移送本体201至点焊工位并使其与多个焊点207接触。S107: The
移载件60移送承载件40至点焊机70的第一电极73上。当第二传输件51移送本体201至承载件40的上方时,升降件53驱动第二传输件51下降使本体201脱离第二传输件51并与第一焊接标准件202、第二焊接标准件203和第三焊接标准件204的各焊点207接触。The
S108:通过点焊机70融化每个焊点207以使多个焊接标准件202、203、204焊接于本体201上。S108 : Melt each
焊头71带动第二电极75移动直至其抵压于本体201上。此时,第二电极75和第一电极73导通,点焊机70在瞬间短路时产生的高温电弧能够熔化多个焊点207以使第一焊接标准件202、第二焊接标准件203和第三焊接标准件204分别与本体201结合。The
本发明提出的机箱焊接装置100利用上料机构30、35、36同时分别移送第一焊接标准件202、第二焊接标准件203和第三焊接标准件204于承载件40上,且利用第一传输件20、移载件60和移送机构50同时传送承载件40和本体201至点焊机70上。点焊机70一次完成焊接机箱200的多个焊接标准件202、203、204于本体201上。当焊接不同的机箱300时,只需将另一本体301和相应的焊接标准件202、303、304上料至机箱焊接装置100即可。本发明提出的机箱焊接装置100焊接效率高,且通用性好。The
本发明提出的设计制造机箱的方法,首先将电脑机箱中使用的固定类支撑元件依据功能不同拆解为不同的标准焊接件,不同的机箱200、300可以采用同种焊接标准件202,进而提高了焊接标准件的通用性。在机箱焊接装置100中设定机箱200、300的加工程序,当加工不同的机箱300时只需更换机箱焊接装置100的加工程序并向其上料本体301、焊接标准件202、303、304和与其相匹配的另一承载件即可。利用上料机构30、35、36同时移送多个焊接标准件202、203、204至承载件40上,且点焊机70一次完成多个焊接标准件202、203、204焊接于本体201上,进一步提高了焊接加工机箱的效率,且实现了机箱制造的自动化及标准化。In the method for designing and manufacturing a case proposed by the present invention, firstly, the fixed support elements used in the computer case are disassembled into different standard welding parts according to different functions. The versatility of welding standard parts. The processing program of the
另外,本领域技术人员还可在本发明精神内做其它变化,当然,这些依据本发明精神所做的变化,都应包含在本发明所要求保护的范围。In addition, those skilled in the art can also make other changes within the spirit of the present invention. Of course, these changes made according to the spirit of the present invention should all be included in the scope of protection of the present invention.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811152609.5ACN110961760B (en) | 2018-09-29 | 2018-09-29 | Method for designing and manufacturing chassis |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811152609.5ACN110961760B (en) | 2018-09-29 | 2018-09-29 | Method for designing and manufacturing chassis |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110961760A CN110961760A (en) | 2020-04-07 |
| CN110961760Btrue CN110961760B (en) | 2022-08-26 |
Family
ID=70028130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811152609.5AActiveCN110961760B (en) | 2018-09-29 | 2018-09-29 | Method for designing and manufacturing chassis |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110961760B (en) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105269134A (en)* | 2015-11-25 | 2016-01-27 | 深圳市鹏煜威科技有限公司 | Automatic welding device for barrel |
| CN105965137A (en)* | 2016-03-30 | 2016-09-28 | 深圳市鹏煜威科技有限公司 | Compressor shell production line |
| CN106601972A (en)* | 2016-11-30 | 2017-04-26 | 惠州金源精密自动化设备有限公司 | Laser welding and assembling device for batteries |
| CN106624309A (en)* | 2016-11-18 | 2017-05-10 | 深圳市沃特玛电池有限公司 | Full-automatic battery spot welding equipment |
| CN106825889A (en)* | 2016-12-02 | 2017-06-13 | 乐清市众恒自动化科技有限公司 | Full-automatic welding silver point equipment |
| CN106862767A (en)* | 2017-02-21 | 2017-06-20 | 德章电子技术(深圳)有限公司 | A kind of battery mash welder |
| CN206335268U (en)* | 2016-12-30 | 2017-07-18 | 珠海光宇电池有限公司 | The welding equipment of lithium battery and protection board |
| CN107160072A (en)* | 2017-06-21 | 2017-09-15 | 谢齐容 | A kind of lithium battery stitch welding machine and its automatic spot welding method |
| CN107414270A (en)* | 2017-09-15 | 2017-12-01 | 张亚平 | Lithium battery pole ear automatic welding machine |
| CN107717195A (en)* | 2017-11-16 | 2018-02-23 | 胡梁嘉 | A kind of miniature lithium battery butt-joint general assembly |
| CN207431498U (en)* | 2017-11-02 | 2018-06-01 | 广东利迅达机器人系统股份有限公司 | A kind of aluminum pot applies pricker butt-joint equipment automatically |
| CN108213674A (en)* | 2018-01-16 | 2018-06-29 | 广州亨龙智能装备股份有限公司 | A kind of terminal plate socket bracket welding machine and its resistance welding technology |
| CN108340137A (en)* | 2018-04-08 | 2018-07-31 | 芜湖泰和管业股份有限公司 | A kind of semi-automatic boxing equipment and its control system |
| CN108568588A (en)* | 2018-07-07 | 2018-09-25 | 温州市贝佳福自动化技术有限公司 | Welding and testing integrated flexible manufacturing line |
- 2018
- 2018-09-29CNCN201811152609.5Apatent/CN110961760B/enactiveActive
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105269134A (en)* | 2015-11-25 | 2016-01-27 | 深圳市鹏煜威科技有限公司 | Automatic welding device for barrel |
| CN105965137A (en)* | 2016-03-30 | 2016-09-28 | 深圳市鹏煜威科技有限公司 | Compressor shell production line |
| CN106624309A (en)* | 2016-11-18 | 2017-05-10 | 深圳市沃特玛电池有限公司 | Full-automatic battery spot welding equipment |
| CN106601972A (en)* | 2016-11-30 | 2017-04-26 | 惠州金源精密自动化设备有限公司 | Laser welding and assembling device for batteries |
| CN106825889A (en)* | 2016-12-02 | 2017-06-13 | 乐清市众恒自动化科技有限公司 | Full-automatic welding silver point equipment |
| CN206335268U (en)* | 2016-12-30 | 2017-07-18 | 珠海光宇电池有限公司 | The welding equipment of lithium battery and protection board |
| CN106862767A (en)* | 2017-02-21 | 2017-06-20 | 德章电子技术(深圳)有限公司 | A kind of battery mash welder |
| CN107160072A (en)* | 2017-06-21 | 2017-09-15 | 谢齐容 | A kind of lithium battery stitch welding machine and its automatic spot welding method |
| CN107414270A (en)* | 2017-09-15 | 2017-12-01 | 张亚平 | Lithium battery pole ear automatic welding machine |
| CN207431498U (en)* | 2017-11-02 | 2018-06-01 | 广东利迅达机器人系统股份有限公司 | A kind of aluminum pot applies pricker butt-joint equipment automatically |
| CN107717195A (en)* | 2017-11-16 | 2018-02-23 | 胡梁嘉 | A kind of miniature lithium battery butt-joint general assembly |
| CN108213674A (en)* | 2018-01-16 | 2018-06-29 | 广州亨龙智能装备股份有限公司 | A kind of terminal plate socket bracket welding machine and its resistance welding technology |
| CN108340137A (en)* | 2018-04-08 | 2018-07-31 | 芜湖泰和管业股份有限公司 | A kind of semi-automatic boxing equipment and its control system |
| CN108568588A (en)* | 2018-07-07 | 2018-09-25 | 温州市贝佳福自动化技术有限公司 | Welding and testing integrated flexible manufacturing line |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110961760A (en) | 2020-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110961761B (en) | Cabinet welding device | |
| US12162144B2 (en) | Substrate assembling device and substrate assembling method | |
| CN110545952A (en) | Robot system and work line equipped with the robot system | |
| CN112702849A (en) | Return line body of automatic clamping PCBA board in full-automatic tool of SMT paster line | |
| CN110961760B (en) | Method for designing and manufacturing chassis | |
| CN205231440U (en) | Connector wire core wire automatic welding equipment | |
| JP2011054865A (en) | Reflow device and reflow method | |
| JP5999198B2 (en) | Robot system | |
| CN219649009U (en) | IGBT automatic welding system | |
| TW202132073A (en) | Holding device, control method, control device, and robot system | |
| CN217306445U (en) | IGBT full-automatic production line | |
| CN205497522U (en) | Robot with quick change device | |
| JP2006347717A (en) | Conveyance device and manufacturing device | |
| KR101452963B1 (en) | Apparatus for reballing semiconductor | |
| CN209773680U (en) | Automatic clear tin dross system after PCB soldering | |
| JP3165289B2 (en) | Surface mounting machine | |
| JP6685186B2 (en) | Board transfer mode determination method, board transfer mode determination program, component mounter | |
| RU2771901C2 (en) | Collaborative assembly and production line | |
| JP2009297841A (en) | Assembling system using mobile versatile fixture | |
| JP6189969B2 (en) | Board work machine | |
| CN115484752B (en) | Module pin welding equipment | |
| CN221755084U (en) | Battery shell welding equipment | |
| CN203423855U (en) | Automatic conveying device and electronic installation system | |
| CN221658515U (en) | A dual-material laser welding assembly test equipment | |
| JP2005297099A (en) | Parts assembly equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |