CN110561274B - A Bearing Strengthening Grinding Equipment That Can Realize Continuous Processing - Google Patents
A Bearing Strengthening Grinding Equipment That Can Realize Continuous ProcessingDownload PDFInfo
- Publication number
- CN110561274B CN110561274BCN201910939399.2ACN201910939399ACN110561274BCN 110561274 BCN110561274 BCN 110561274BCN 201910939399 ACN201910939399 ACN 201910939399ACN 110561274 BCN110561274 BCN 110561274B
- Authority
- CN
- China
- Prior art keywords
- grinding
- hopper
- storage container
- conveying pipeline
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000227grindingMethods0.000titleclaimsabstractdescription143
- 238000012545processingMethods0.000titleclaimsabstractdescription42
- 238000005728strengtheningMethods0.000titleclaimsabstractdescription12
- 238000003860storageMethods0.000claimsabstractdescription83
- 239000007788liquidSubstances0.000claimsabstractdescription76
- 238000000926separation methodMethods0.000claimsabstractdescription55
- 230000007246mechanismEffects0.000claimsabstractdescription42
- 230000001681protective effectEffects0.000claimsabstractdescription12
- 239000007787solidSubstances0.000claimsabstractdescription10
- 239000007921spraySubstances0.000claimsabstractdescription9
- 239000000463materialSubstances0.000claimsdescription50
- 238000007789sealingMethods0.000claimsdescription12
- 239000012530fluidSubstances0.000claimsdescription11
- 229910000831SteelInorganic materials0.000claimsdescription7
- 239000010959steelSubstances0.000claimsdescription7
- 230000005514two-phase flowEffects0.000claimsdescription7
- 238000007599dischargingMethods0.000claimsdescription6
- 238000005111flow chemistry techniqueMethods0.000claimsdescription6
- 238000012546transferMethods0.000claimsdescription3
- 238000003754machiningMethods0.000claims4
- 230000003014reinforcing effectEffects0.000claims3
- 238000011084recoveryMethods0.000abstractdescription4
- 239000003082abrasive agentSubstances0.000description19
- XLYOFNOQVPJJNP-UHFFFAOYSA-NwaterSubstancesOXLYOFNOQVPJJNP-UHFFFAOYSA-N0.000description15
- 238000004140cleaningMethods0.000description14
- 238000000034methodMethods0.000description14
- 239000000203mixtureSubstances0.000description12
- 230000008569processEffects0.000description12
- 239000000243solutionSubstances0.000description9
- 238000009434installationMethods0.000description7
- 230000009286beneficial effectEffects0.000description5
- 230000005484gravityEffects0.000description4
- 238000004064recyclingMethods0.000description3
- 230000009471actionEffects0.000description2
- 238000004519manufacturing processMethods0.000description2
- 239000000843powderSubstances0.000description2
- 238000003672processing methodMethods0.000description2
- 238000005507sprayingMethods0.000description2
- 238000013475authorizationMethods0.000description1
- 230000005540biological transmissionEffects0.000description1
- 239000003245coalSubstances0.000description1
- 238000002485combustion reactionMethods0.000description1
- 238000011161developmentMethods0.000description1
- 238000010586diagramMethods0.000description1
- 238000005516engineering processMethods0.000description1
- 238000002347injectionMethods0.000description1
- 239000007924injectionSubstances0.000description1
- 238000005065miningMethods0.000description1
- 238000012986modificationMethods0.000description1
- 230000004048modificationEffects0.000description1
- 239000002002slurrySubstances0.000description1
- 238000006467substitution reactionMethods0.000description1
Images

Classifications
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Abstract
Description
Translated fromChinese技术领域technical field
本发明涉及强化研磨加工装置,具体涉及一种可实现持续加工的轴承强化研磨设备。The invention relates to a reinforced grinding processing device, in particular to a bearing reinforced grinding device that can realize continuous processing.
背景技术Background technique
随着现代工业技术的快速发展,各行各业对机械装备的安全可靠性能和寿命要求越来越高,例如汽车、机器人、内燃机、船舶、冶金机械、煤矿机械等;其中,轴承作为必不可少的旋转承重体,广泛应用于现代机械设备中,被机械行业称为机械关节。轴承的失效不仅会造成财产损失,还可能会导致大量的人员伤亡,因此提高轴承的疲劳寿命具有重大意义。With the rapid development of modern industrial technology, all walks of life have higher and higher requirements on the safety, reliability, performance and life of mechanical equipment, such as automobiles, robots, internal combustion engines, ships, metallurgical machinery, coal mining machinery, etc. Among them, bearings are indispensable The rotating load-bearing body is widely used in modern machinery and equipment, and is called a mechanical joint by the machinery industry. Bearing failure will not only cause property damage, but may also lead to a large number of casualties, so it is of great significance to improve the fatigue life of bearings.
现有的强化研磨机采用的是直接加压式的加工方法,例如申请公布号为CN104942664A公开的一种轴承强化研磨机,该强化研磨机通过高压气体直接把强化研磨料和强化研磨液混合后输送到喷头,对工件进行加工。虽然上述强化研磨机能够自动地完成强化加工,且具有结构简单、控制方便等优点,但是仍存在以下的不足:The existing intensified grinding machine adopts a direct pressurized processing method, such as a bearing intensified grinding machine disclosed by the application publication number CN104942664A, which directly mixes the intensified grinding material and the intensified grinding liquid through high-pressure gas. It is transported to the nozzle to process the workpiece. Although the above strengthening grinder can automatically complete the strengthening process, and has the advantages of simple structure and convenient control, it still has the following shortcomings:
(1)虽然料斗的下方设有储料罐,该储料罐能够回收研磨料,通过高压气体可实现再利用,但是当进行研磨加工时,储料罐顶端的单向阀处于闭合状态,料斗中的研磨料只能停留在料斗中,而不能落到储料罐中进行循环供料,只有当停止研磨加工时,进气管中停止输入高压气体,单向阀门打开,料斗里的研磨料才从出口流入储料罐中,这样并不能实现持续式的循坏利用,不能及时地补充研磨料,其加工效率有待提供。(1) Although there is a storage tank under the hopper, the storage tank can recycle the abrasive and can be reused through high-pressure gas, but when grinding, the check valve at the top of the storage tank is in a closed state, and the hopper is in a closed state. The abrasive in the hopper can only stay in the hopper, and cannot fall into the storage tank for circulating feeding. Only when the grinding process is stopped, the high-pressure gas is stopped in the intake pipe, the one-way valve is opened, and the abrasive in the hopper is It flows into the storage tank from the outlet, which cannot realize continuous recycling, and cannot replenish the abrasive in time, and its processing efficiency needs to be improved.
(2)混合后的研磨料和研磨液可能会聚成团状,在不断循环的输送过程中容易发生堵塞管路的想象。(2) The mixed grinding material and grinding liquid may agglomerate into a mass, and it is easy to imagine that the pipeline is blocked during the continuous circulating transportation process.
(3)加工后的研磨料和研磨液不能进行分类回收,导致轴承加工效率低下,回收繁琐。(3) The processed abrasive and grinding fluid cannot be classified and recycled, resulting in low bearing processing efficiency and cumbersome recycling.
(4)上述强化研磨机为固定的工作模式,只能实现两相流(研磨料和高压气)或三相流(研磨料、研磨液、高压气体)等其他的其中一种模式,工作模式单一,适用性较差。(4) The above strengthening grinder is a fixed working mode, and can only realize one of the other modes such as two-phase flow (grinding material and high-pressure gas) or three-phase flow (grinding material, grinding liquid, high-pressure gas). Single, poor applicability.
发明内容SUMMARY OF THE INVENTION
本发明的目的在于克服上述存在的问题,提供一种可实现持续加工的轴承强化研磨设备,该轴承强化研磨设备不仅能够实现持续不断的循环加工,而且可以有效地减少管道堵塞的现象,还具有可分类回收、多种工作模式等优点。The purpose of the present invention is to overcome the above-mentioned problems, and provide a bearing reinforced grinding equipment that can realize continuous processing. It can be classified and recycled, and it has the advantages of multiple working modes.
本发明的目的通过以下技术方案实现:The object of the present invention is achieved through the following technical solutions:
一种可实现持续加工的轴承强化研磨设备,包括强化加工模块和循环供料模块,所述强化加工模块包括加工防护箱体和旋转装夹机构,所述旋转装夹机构包括用于对轴承进行装夹的装夹机构和用于驱动装夹机构进行转动的旋转驱动机构;所述循环供料模块包括高速喷头、液体供料机构、固体供料机构以及固液分离机构;A bearing reinforced grinding device capable of continuous processing, comprising a reinforced processing module and a circulating supply module, the reinforced processing module includes a processing protection box and a rotary clamping mechanism, the rotary clamping mechanism A clamping mechanism for clamping and a rotary drive mechanism for driving the clamping mechanism to rotate; the circulating feeding module includes a high-speed nozzle, a liquid feeding mechanism, a solid feeding mechanism and a solid-liquid separation mechanism;
其中,所述液体供料机构包括用于存放研磨液的存放容器、用于输送研磨液的第一输送管道和用于在第一输送管道中提供输送压力的输送泵;所述固体供料机构包括用于存放研磨料的料斗、用于输送研磨料的第二输送管道和用于在第二输送管道中提供输送压力的输送器;所述料斗位于加工防护箱体的下方,位于存放容器的上方;所述第一输送管道的首端连通在存放容器上,其尾端与第二输送管道的尾端汇合后连通至高速喷头;所述第二输送管道的首端连通在料斗的下端上;Wherein, the liquid feeding mechanism includes a storage container for storing grinding liquid, a first conveying pipeline for conveying grinding liquid, and a conveying pump for providing conveying pressure in the first conveying pipe; the solid feeding mechanism It includes a hopper for storing abrasives, a second conveying pipeline for conveying abrasives, and a conveyor for providing conveying pressure in the second conveying pipeline; the hopper is located below the processing protective box and is located in the storage container. Above; the head end of the first conveying pipe is connected to the storage container, and the tail end of the first conveying pipe is connected with the tail end of the second conveying pipe and then connected to the high-speed nozzle; the head end of the second conveying pipe is connected to the lower end of the hopper ;
所述固液分离机构包括用于实现研磨液和研磨料分离的分离筛网,该分离筛网设置在料斗的底部连通于存放容器的开口处。The solid-liquid separation mechanism includes a separation screen for realizing the separation of the grinding liquid and the grinding material, and the separation screen is arranged at the bottom of the hopper and communicated with the opening of the storage container.
上述轴承强化研磨设备的工作原理是:The working principle of the above bearing strengthening grinding equipment is:
工作时,先将待加工的轴承装夹在装夹机构上,调整好高速喷头的角度,使其喷嘴朝向轴承的外表面;将研磨料和研磨液投放在料斗上,研磨液通过分离筛网落到料斗的下方的存放容器中;启动输送泵和输送器,分别由第一输送管道和第二输送管道将研磨液和研磨料(由钢珠组成)输送往高速喷头,其中,由于输送管道和第二输送管道的尾端汇合在一起,当研磨液和研磨料汇合后,进行混合并一同进入高速喷头中,由高速喷头将由研磨液和研磨料形成的混合体喷射至轴承的加工表面上;由研磨液和研磨料形成的混合体高速撞击在轴承的表面上,使得轴承的表面获得较大的残余压应力,有利于提高轴承的机械性能以及寿命。When working, firstly clamp the bearing to be processed on the clamping mechanism, adjust the angle of the high-speed nozzle so that the nozzle faces the outer surface of the bearing; put the grinding material and grinding liquid on the hopper, and the grinding liquid passes through the separation screen Fall into the storage container below the hopper; start the conveying pump and the conveyor, respectively, the first conveying pipeline and the second conveying pipeline convey the grinding liquid and grinding material (composed of steel balls) to the high-speed nozzle, among which, due to the conveying pipeline and The tail ends of the second conveying pipe are joined together. When the grinding liquid and the grinding material are combined, they are mixed and enter the high-speed nozzle together. The high-speed nozzle sprays the mixture formed by the grinding liquid and the grinding material onto the machined surface of the bearing; The mixture formed by the grinding fluid and the grinding material impinges on the surface of the bearing at high speed, so that the surface of the bearing obtains a large residual compressive stress, which is beneficial to improve the mechanical performance and life of the bearing.
进一步,在加工防护箱体的防护以及研磨材料自身的重力作用下,撞击后的研磨料和研磨液会往下掉落,穿过加工防护箱体的底端落到料斗中;具体地,由于料斗的底部设有分离筛网(网孔的尺寸比研磨料的钢珠的尺寸小),所以液态的研磨液会继续穿过分离筛网下落至存放容器中,而固态的研磨料则继续停留在料斗上;经过上述的回收后,研磨料和研磨液重新回到各自的存放点中,再在输送泵和输送器的驱动下,研磨料和研磨液即可循环地进行输送,循环地对轴承进行喷射,直至加工完毕。Further, under the protection of the processing protective box and the gravity of the abrasive material itself, the impacted abrasive and grinding liquid will fall down and fall into the hopper through the bottom end of the processing protective box; There is a separation screen at the bottom of the hopper (the size of the mesh is smaller than the size of the steel balls of the grinding material), so the liquid grinding liquid will continue to pass through the separation screen and fall into the storage container, while the solid grinding material will continue to stay in the storage container. On the hopper; after the above-mentioned recovery, the grinding material and grinding liquid are returned to their respective storage points, and then driven by the conveying pump and conveyor, the grinding material and grinding liquid can be transported cyclically, cyclically to the bearing. Spray until finished.
本发明的一个优选方案,其中,所述料斗包括用于在工作开始前对研磨料和研磨液进行存放的投放料斗以及用于在工作过程中对研磨料进行暂存料斗,所述暂存料斗连通在投放料斗的出料口处。在工作开始前,工作人员将研磨料和研磨液放置在投放料斗中,工作开始时,打开开关或者阀门,使得研磨料和研磨液进入到暂存料斗中,以便开始固液分离以及输送工作。In a preferred solution of the present invention, the hopper includes a feeding hopper for storing the grinding material and grinding liquid before the work starts, and a hopper for temporarily storing the grinding material during the working process. The temporary storage hopper Connected to the discharge port of the feeding hopper. Before the start of the work, the staff will place the grinding material and grinding liquid in the feeding hopper. When the work starts, turn on the switch or valve, so that the grinding material and grinding liquid will enter the temporary storage hopper, so as to start the solid-liquid separation and transportation work.
优选地,所述分离筛网倾斜地插在存放容器的内腔中,将存放容器的内腔分隔成上下两个空间;其中,以分离筛网充当底面,上方的空间构成所述暂存料斗;下方的空间为用于存放分离后的研磨液的存放空间。通过上述结构,基于一个存放容器,合理地优化成用于存放研磨料和用于存放研磨液的两个空间,不仅可以使得结构更加简单、紧凑,而且还可以降低制造成本。Preferably, the separation screen is obliquely inserted into the inner cavity of the storage container, and the inner cavity of the storage container is divided into upper and lower spaces; wherein, the separation screen is used as the bottom surface, and the upper space constitutes the temporary storage hopper ; The space below is the storage space for storing the separated grinding fluid. Through the above structure, based on one storage container, two spaces for storing abrasive and for storing grinding liquid can be reasonably optimized, which not only makes the structure simpler and more compact, but also reduces the manufacturing cost.
进一步,所述第二输送管道的首端连接在所述暂存料斗的下端的侧壁上,在工作过程中,研磨料落入暂存料斗后,位于下方研磨料会沿着倾斜的分离筛网下移,从而在倾斜的底部堆积起来,因而将述第二输送管道的首端连接在倾斜的底部,有利于保证输送足够的研磨料。Further, the head end of the second conveying pipe is connected to the side wall of the lower end of the temporary storage hopper. During the working process, after the abrasive material falls into the temporary storage hopper, the abrasive material located below will follow the inclined separation screen. The net moves down to accumulate at the inclined bottom, so connecting the head end of the second conveying pipe to the inclined bottom is beneficial to ensure enough abrasives to be conveyed.
本发明的一个优选方案,其中,所述存放容器的其中一个侧壁上设有安装孔,与该侧壁相对的另一个侧壁上至少设有一个位于安装孔所处的水平面之下的承托块。通过上述结构,分离筛网的一端可以穿过所述安装孔承托在承托块上,另一端则搭在安装孔中,从而将分离筛网安装好;其中,由于与安装孔相对的承托块位于安装孔之下,所以分离筛网以倾斜的姿态设置在存放容器中,以便将落下的研磨料汇聚在一起。In a preferred solution of the present invention, one side wall of the storage container is provided with a mounting hole, and the other side wall opposite to the side wall is provided with at least one bearing located below the horizontal plane where the mounting hole is located. Block. Through the above structure, one end of the separation screen can be supported on the support block through the installation hole, and the other end can be placed in the installation hole, so that the separation screen can be installed; The support blocks are located under the mounting holes, so the separation screen is placed in the storage container in an inclined position in order to gather the falling abrasives together.
本发明的一个优选方案,其中,所述固液分离机构还包括密封板,该密封板与分离筛网的安装位置相同,均为存放容器的同一位置;当分离筛网安装在存放容器中,实现三相流加工;当密封板安装在存放容器中,实现两相流加工。上述结构,通过切换密封板和分离筛网,可以实现不同的加工模式:三相流(研磨料、研磨液,高压气体)或者两相流(研磨料、高压气体)。In a preferred solution of the present invention, the solid-liquid separation mechanism further includes a sealing plate, and the installation position of the sealing plate and the separation screen is the same as that of the storage container; when the separation screen is installed in the storage container, Realize three-phase flow processing; when the sealing plate is installed in the storage container, realize two-phase flow processing. The above structure, by switching the sealing plate and the separation screen, can realize different processing modes: three-phase flow (grinding material, grinding liquid, high-pressure gas) or two-phase flow (grinding material, high-pressure gas).
本发明的一个优选方案,其中,所述存放容器的底部设有用于将容器中的研磨液排出的第一排出口,该第一排出口处设有第一排出开关;A preferred solution of the present invention, wherein, the bottom of the storage container is provided with a first discharge port for discharging the grinding liquid in the container, and the first discharge port is provided with a first discharge switch;
所述暂存料斗的底部设有用于将料斗中的研磨料排出的第二排出口,该第二排出口处设有第二排出开关。通过设置上述结构,可在轴承加工完毕后分别对研磨液和研磨料进行回收,而且还能更加方便地对整个内部管路进行清洗,其操作如下:打开第一排出开关和第二排出开关,将全部研磨液和研磨料排出,在投放料斗上加入清洗水,清洗水流到暂存料斗后经过分离筛网停留在存放容器中,其中,为了满足第二输送管道的清洗,加入的水量要足够;启动输送泵和输送器,第一输送管道和第二输送管道均对清洗水进行输送,沿着加工实现的输送路线,清洗水从高速喷头射出,对加工防护箱体的内部进行清洗,最后回到存放容器中;在多次循环送水和喷水过后,清洗水自动地将设备内部和管道冲洗干净,清洗工作十分方便。The bottom of the temporary storage hopper is provided with a second discharge port for discharging the abrasive in the hopper, and a second discharge switch is provided at the second discharge port. By arranging the above structure, the grinding fluid and grinding material can be recovered respectively after the bearing is processed, and the entire internal pipeline can be cleaned more conveniently. The operations are as follows: open the first discharge switch and the second discharge switch, Discharge all the grinding liquid and grinding material, add cleaning water to the feeding hopper, and the cleaning water flows to the temporary storage hopper and passes through the separation screen to stay in the storage container. In order to satisfy the cleaning of the second conveying pipeline, the amount of water added should be sufficient. ;Start the conveying pump and conveyor, the first conveying pipeline and the second conveying pipeline both convey the cleaning water, along the conveying route realized by the processing, the cleaning water is ejected from the high-speed nozzle to clean the inside of the processing protective box, and finally Return to the storage container; after several cycles of water supply and spraying, the cleaning water automatically rinses the inside of the equipment and the pipes, and the cleaning work is very convenient.
优选地,所述第一排出开关为止流塞,所述第二排出开关为止流阀,分别用于在工作时对第一排出口和第二排出口进行封堵,工作完毕后,打开止流塞和止流阀,即可回收研磨液和研磨料。Preferably, the first discharge switch check stopper and the second discharge switch check valve are used to block the first discharge port and the second discharge port respectively during operation, and after the work is completed, the flow stopper is opened. Plug and stop valve to recover slurry and abrasive.
本发明的一个优选方案,其中,所述分离筛网的倾斜角度为45°-90°之间,其网格的边长比研磨料钢珠的直径小0.3mm-0.5mm。In a preferred solution of the present invention, the inclination angle of the separation screen is between 45°-90°, and the side length of the mesh is 0.3mm-0.5mm smaller than the diameter of the abrasive steel ball.
本发明的一个优选方案,其中,所述输送器为气力输送器,设置在第二输送管道的中部;所述气力输送器与用于提供高压气体的第一高压管道连通。通过使用气力输送器,结合第一高压管道提供的高压气体,实现了研磨料的输送,而且有效地解决了研磨料发生堵塞的问题。In a preferred solution of the present invention, the conveyor is a pneumatic conveyor, which is arranged in the middle of the second conveying pipeline; the pneumatic conveyor is communicated with the first high-pressure pipeline for supplying high-pressure gas. By using a pneumatic conveyor, combined with the high-pressure gas provided by the first high-pressure pipeline, the transportation of the abrasive material is realized, and the problem of clogging of the abrasive material is effectively solved.
优选地,位于高速喷头与第一输送管道和第二输送管道尾部的汇合端之间连通有用于二次提供高压气体的第二高压管道。一般地,在高压气体和气力输送器的作用下,研磨料从暂存料斗经过第二输送滚道往上传送,进而与研磨液混合,在此过程中,研磨料需要克服重力以及与研磨液混合后的阻力,此时的输送力可能难以以足够快的速度将混合体从高速喷头喷出;为了解决上述问题,本优选通过设置第二高压管道,在研磨液和研磨粉混合之后,第二高压管道提供高压气体对混合体进行加压,使混合体能够以足够快的速度从高速喷头喷出。Preferably, a second high-pressure pipeline for secondary supply of high-pressure gas is communicated between the high-speed nozzle and the confluence end of the first delivery pipeline and the tail of the second delivery pipeline. Generally, under the action of high-pressure gas and pneumatic conveyor, the abrasive is conveyed upward from the temporary storage hopper through the second conveying raceway, and then mixed with the grinding liquid. During this process, the grinding material needs to overcome gravity and mix with the grinding liquid. The resistance after mixing, the conveying force at this time may be difficult to spray the mixture from the high-speed nozzle at a fast enough speed; in order to solve the above problem, it is preferable to set a second high-pressure pipeline, after the grinding liquid and grinding powder are mixed, the first Two high-pressure pipelines provide high-pressure gas to pressurize the mixture, so that the mixture can be ejected from the high-speed nozzle at a fast enough speed.
本发明的一个优选方案,其中,所述投放料斗、第一输送管道、第一高压管道以及第二高压管道中分别设有第一阀体、第二阀体、第三阀体以及第四阀体。In a preferred solution of the present invention, a first valve body, a second valve body, a third valve body and a fourth valve are respectively provided in the feeding hopper, the first conveying pipeline, the first high pressure pipeline and the second high pressure pipeline body.
本发明与现有技术相比具有以下有益效果:Compared with the prior art, the present invention has the following beneficial effects:
1、本发明中,通过设置两条供料路线,分别对研磨液和研磨料进行输送,在对轴承进行高速撞击后,回落至料斗中,通过分离筛网将混合在一起的研磨液和研磨料隔离开,以便再次进行输送,从而实现可持续的加工。1. In the present invention, by setting up two feeding routes, the grinding liquid and the grinding material are transported respectively. After the high-speed impact on the bearing is carried out, it falls back into the hopper, and the mixed grinding liquid and grinding material are separated by the separation screen. The material is segregated so that it can be conveyed again for sustainable processing.
2、混合在一起的研磨液和研磨料经过分离筛网的隔离后,分别进行存放,在循环输送(供料)的过程中实现了单独输送,这样可以有效减少出现管道堵塞的现象。2. The mixed grinding liquid and grinding material are stored separately after being separated by the separation screen, and they are transported separately in the process of circulating transportation (feeding), which can effectively reduce the phenomenon of pipeline blockage.
3、在轴承加工完毕后,由于研磨液和研磨料已经被分离筛网进行分离,实现研磨材料的分类回收,大大地提高了工作人员的回收效率。3. After the bearing is processed, since the grinding liquid and the grinding material have been separated by the separation screen, the classification and recovery of the grinding material is realized, which greatly improves the recycling efficiency of the staff.
4、基于本发明中的强化研磨设备,不用采取任何的结构改动,既可以实现三相流(研磨料、研磨液,高压气体)对轴承进行可持续加工,也可以实现两相流(研磨料、高压气体)对轴承进行加工。4. Based on the enhanced grinding equipment in the present invention, without any structural changes, it is possible to realize sustainable processing of the bearing by three-phase flow (grinding material, grinding liquid, high-pressure gas), and realize two-phase flow (grinding material). , high pressure gas) to process the bearing.
附图说明Description of drawings
图1为本发明中的可实现持续加工的轴承强化研磨设备的结构简图。FIG. 1 is a schematic structural diagram of the bearing-strengthening grinding equipment capable of realizing continuous processing in the present invention.
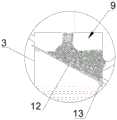
图2为图1中的X的放大图。FIG. 2 is an enlarged view of X in FIG. 1 .
图3为本发明中的分离筛网的平面视图。Figure 3 is a plan view of the separation screen in the present invention.
具体实施方式Detailed ways
为了使本领域的技术人员很好地理解本发明的技术方案,下面结合实施例和附图对本发明作进一步描述,但本发明的实施方式不仅限于此。In order to make the technical solutions of the present invention well understood by those skilled in the art, the present invention will be further described below with reference to the embodiments and accompanying drawings, but the embodiments of the present invention are not limited thereto.
参见图1-2,本实施例中的可实现持续加工的轴承强化研磨设备,包括强化加工模块和循环供料模块,所述强化加工模块包括加工防护箱体1和旋转装夹机构,所述旋转装夹机构包括用于对轴承a进行装夹的电磁无心夹具和用于驱动电磁无心夹具进行转动的旋转驱动机构;所述循环供料模块包括高速喷头2、液体供料机构、固体供料机构以及固液分离机构。Referring to FIGS. 1-2 , the bearing reinforced grinding equipment that can realize continuous processing in this embodiment includes a reinforced processing module and a circulating supply module. The reinforced processing module includes a
参见图1-3,所述液体供料机构包括用于存放研磨液的存放容器3、用于输送研磨液的第一输送管道4和用于在第一输送管道4中提供输送压力的输送泵5。所述固体供料机构包括用于存放研磨料的料斗、用于输送研磨料的第二输送管道6和用于在第二输送管道6中提供输送压力的气力输送器7;所述料斗位于加工防护箱体1的下方,包括用于在工作开始前对研磨料和研磨液进行存放的投放料斗8以及用于在工作过程中对研磨料进行暂存料斗9,所述暂存料斗9连通在投放料斗8的出料口处;所述投放料斗8上设有第一阀体10,在工作开始前,工作人员将研磨料和研磨液放置在投放料斗8中,工作开始时,打开开关或者阀门,使得研磨料和研磨液进入到暂存料斗9中。1-3, the liquid feeding mechanism includes a
参见图1-3,所述第一输送管道4上设有第二阀体11,其首端连通在存放容器3上,尾端与第二输送管道6的尾端汇合后连通至高速喷头2。所述第二输送管道6的首端连通在暂存料斗9的下端,其尾端与第一输送管道4汇合之前设置为弯管结构,从而防止研磨液导流至第二输送管道6中。Referring to FIGS. 1-3 , the first conveying
参见图1-3,所述固液分离机构包括分离筛网12和密封板,所述分离筛网12和密封板属于切换安装的关系,两者的安装位置均为料斗的底部连通于存放容器3的开口处;当分离筛网12安装在存放容器3中,实现三相流加工;当密封板安装在存放容器3中,实现两相流加工。通过切换密封板和分离筛网12,可以实现不同的加工模式:三相流(研磨料、研磨液,高压气体)或者两相流(研磨料、高压气体)。1-3, the solid-liquid separation mechanism includes a
参见图1-3,所述分离筛网12倾斜地插在存放容器3的内腔中,将存放容器3的内腔分隔成上下两个空间;其中,以分离筛网12充当底面,上方的空间构成所述暂存料斗9;下方的空间为用于存放分离后的研磨液的存放空间。具体地,所述分离筛网12的倾斜角度为45°-90°之间,其网格的边长比研磨料钢珠的直径小0.3mm-0.5mm。通过上述结构,基于一个存放容器3,合理地优化成用于存放研磨料和用于存放研磨液的两个空间,不仅可以使得结构更加简单、紧凑,而且还可以降低制造成本。1-3, the
进一步,所述第二输送管道6的首端连接在所述暂存料斗9的下端的侧壁上,在工作过程中,研磨料落入暂存料斗9后,位于下方研磨料会沿着倾斜的分离筛网12下移,从而在倾斜的底部堆积起来,因而将述第二输送管道6的首端连接在倾斜的底部,有利于保证输送足够的研磨料。Further, the head end of the second conveying
参见图1-3,所述存放容器3的其中一个侧壁上设有安装孔,与该侧壁相对的另一个侧壁上至少设有一个位于安装孔所处的水平面之下的承托块13。通过上述结构,分离筛网12的一端可以穿过所述安装孔承托在承托块13上,另一端则搭在安装孔中,从而将分离筛网12安装好;其中,由于与安装孔相对的承托块13位于安装孔之下,所以分离筛网12以倾斜的姿态设置在存放容器3中,以便将落下的研磨料汇聚在一起。1-3, one side wall of the
参见图1-3,所述存放容器3的底部设有用于将容器中的研磨液排出的第一排出口,该第一排出口处设有第一排出开关14;所述暂存料斗9的底部设有用于将料斗中的研磨料排出的第二排出口,该第二排出口处设有第二排出开关15;所述第一排出开关14为止流塞,所述第二排出开关15为止流阀,分别用于在工作时对第一排出口和第二排出口进行封堵,工作完毕后,打开止流塞和止流阀,即可回收研磨液和研磨料。通过设置上述结构,可在轴承a加工完毕后分别对研磨液和研磨料进行回收,而且还能更加方便地对整个内部管路进行清洗,其操作如下:打开第一排出开关14和第二排出开关15,将全部研磨液和研磨料排出,在投放料斗8上加入清洗水,清洗水流到暂存料斗9后经过分离筛网12停留在存放容器3中,其中,为了满足第二输送管道6的清洗,加入的水量要足够;启动输送泵5和气力输送器7,第一输送管道4和第二输送管道6均对清洗水进行输送,沿着加工实现的输送路线,清洗水从高速喷头2从射出,对加工防护箱体1的内部进行清洗,最后回到存放容器3中;在多次循环送水和喷水过后,清洗水自动地将设备内部和管道冲洗干净,清洗工作十分方便。1-3, the bottom of the
参见图1-3,所述气力输送器7设置在第二输送管道6的中部,与用于提供高压气体的第一高压管道16连通;所述第一高压管道16上设有便于气压的控制的第三阀体18,通过调节第三阀体18,使得进气孔气压大于0.4MPa。通过使用气力输送器7,结合第一高压管道16提供的高压气体,实现了研磨料的输送,而且有效地解决了研磨料发生堵塞的问题。1-3, the
进一步,位于高速喷头2与第一输送管道4和第二输送管道6尾部的汇合端之间连通有用于二次提供高压气体的第二高压管道17,该第二高压管道17设有第四阀体19。一般地,在高压气体和气力输送器7的作用下,研磨料从暂存料斗9经过第二输送滚道往上传送,进而与研磨液混合,在此过程中,研磨料需要克服重力以及与研磨液混合后的阻力,此时的输送力可能难以以足够快的速度将混合体从高速喷头2喷出;为了解决上述问题,本优选通过设置第二高压管道17,在研磨液和研磨粉混合之后,第二高压管道17提供高压气体对混合体进行加压,使混合体能够以足够快的速度从高速喷头2喷出。Further, a second high-
具体地,本实施例中的电磁无心夹具的装夹方式可参考电磁夹具的现有技术,例如授权公告号为CN 104942664 B的发明专利中公开的一种轴承强化研磨机以及申请公布号为CN 109176318 A的发明申请中公开的一种轮齿形工件的强化研磨加工方法的相关技术。Specifically, for the clamping method of the electromagnetic centerless clamp in this embodiment, reference may be made to the prior art of electromagnetic clamps, such as a bearing reinforced grinding machine disclosed in the invention patent with the authorization announcement number CN 104942664 B and the application publication number CN The related art of an enhanced grinding processing method of a gear-toothed workpiece disclosed in the invention application of 109176318 A.
另外,所述旋转驱动机构包括旋转驱动电机和传动杆等,具体的结构可参考现有技术中用于实现旋转的技术手段。In addition, the rotation driving mechanism includes a rotation driving motor, a transmission rod, etc., and the specific structure may refer to the technical means for realizing rotation in the prior art.
参见图1-3,本实施例中的轴承强化研磨设备的工作原理是:Referring to Figures 1-3, the working principle of the bearing reinforced grinding equipment in this embodiment is:
以三相流的工作模块式为例,将分离筛网12安装好。Taking the working module type of three-phase flow as an example, the
工作时,先将待加工的轴承a装夹在电磁无心夹具上,调整好高速喷头2的角度,使其喷嘴朝向轴承a的外表面;将研磨料和研磨液投放在投放料斗8上,打开第一阀体10,研磨液通过分离筛网12落到暂存料斗9的下方的存放容器3中,关闭第一阀体10;打开第二阀体11和第三阀体18,启动输送泵5和气力输送器7,分别由第一输送管道4和第二输送管道6将研磨液和研磨料(由钢珠组成)输送往高速喷头2,其中,由于输送管道和第二输送管道6的尾端汇合在一起,当研磨液和研磨料汇合后,打开第四阀体19,第二高压管道17进一步提供高压气体,通过高速喷头2将由研磨液和研磨料形成的混合体高度地喷射至轴承a的加工表面上;由研磨液和研磨料形成的混合体高速撞击在轴承a的表面上,使得轴承a的表面获得较大的残余压应力,有利于提高轴承a的机械性能以及寿命。When working, first clamp the bearing a to be processed on the electromagnetic centerless fixture, adjust the angle of the high-
进一步,在加工防护箱体1的防护以及研磨材料自身的重力作用下,撞击后的研磨料和研磨液会往下掉落,穿过加工防护箱体1的底端落到暂存料斗9中;其中,由于暂存料斗9的底部设有分离筛网12(网孔的尺寸比研磨料的钢珠的尺寸小),所以液态的研磨液会继续穿过分离筛网12下落至存放容器3中,而固态的研磨料则继续停留在暂存料斗9上;经过上述的回收后,研磨料和研磨液重新回到各自的存放点中,再在输送泵5和气力输送器7的驱动下,研磨料和研磨液即可循环地进行输送,循环地对轴承a进行喷射,直至加工完毕。Further, under the protection of the processing
上述为本发明较佳的实施方式,但本发明的实施方式并不受上述内容的限制,其他的任何未背离本发明的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。The above is the preferred embodiment of the present invention, but the embodiment of the present invention is not limited by the above-mentioned content, and any other changes, modifications, substitutions, combinations, and simplifications made without departing from the spirit and principle of the present invention, All should be equivalent replacement modes, which are all included in the protection scope of the present invention.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910939399.2ACN110561274B (en) | 2019-09-29 | 2019-09-29 | A Bearing Strengthening Grinding Equipment That Can Realize Continuous Processing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910939399.2ACN110561274B (en) | 2019-09-29 | 2019-09-29 | A Bearing Strengthening Grinding Equipment That Can Realize Continuous Processing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110561274A CN110561274A (en) | 2019-12-13 |
| CN110561274Btrue CN110561274B (en) | 2020-10-09 |
Family
ID=68783516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910939399.2AActiveCN110561274B (en) | 2019-09-29 | 2019-09-29 | A Bearing Strengthening Grinding Equipment That Can Realize Continuous Processing |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110561274B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111070109A (en)* | 2020-01-06 | 2020-04-28 | 广州大学 | Ultrasonic-assisted reinforced grinding processing equipment and method |
| CN113427395B (en)* | 2021-07-14 | 2023-04-07 | 怀化瑞银新材料有限公司 | Ball grinder with circulating filtration grinding fluid function |
| CN113927406B (en)* | 2021-11-08 | 2024-05-03 | 湘潭嘉亮科技有限公司 | Steel ball polishing equipment |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005052952A (en)* | 2003-08-07 | 2005-03-03 | Matsushita Electric Ind Co Ltd | Slurry supply apparatus and slurry supply method |
| CN1607996A (en)* | 2001-12-28 | 2005-04-20 | 杰特西斯国际有限公司 | Method and apparatus for abrasive recycling and waste separation system |
| CN101218068A (en)* | 2005-06-24 | 2008-07-09 | 碳化硅处理股份公司 | Method and apparatus for treating used abrasive slurries to recover reusable components |
| CN101579833A (en)* | 2009-06-05 | 2009-11-18 | 东华大学 | High efficiency controllable multiple wheel head magnetic rheology buffing device |
| CN102648160A (en)* | 2009-10-08 | 2012-08-22 | 高Q-工厂GmbH | Recycling method and device for recycling waste water containing slurry from a semi-conductor treatment process, in particular from a chemico-mechanical polishing process |
| CN208867002U (en)* | 2018-08-31 | 2019-05-17 | 奥菲德(天津)管道科技有限公司 | A shot blasting machine for polyurethane thermal insulation pipe production line with waste residue treatment function |
| CN109897950A (en)* | 2019-03-12 | 2019-06-18 | 广州大学 | A kind of bearing reinforcing grinder of automatic continuous processing |
- 2019
- 2019-09-29CNCN201910939399.2Apatent/CN110561274B/enactiveActive
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1607996A (en)* | 2001-12-28 | 2005-04-20 | 杰特西斯国际有限公司 | Method and apparatus for abrasive recycling and waste separation system |
| JP2005052952A (en)* | 2003-08-07 | 2005-03-03 | Matsushita Electric Ind Co Ltd | Slurry supply apparatus and slurry supply method |
| CN101218068A (en)* | 2005-06-24 | 2008-07-09 | 碳化硅处理股份公司 | Method and apparatus for treating used abrasive slurries to recover reusable components |
| CN101579833A (en)* | 2009-06-05 | 2009-11-18 | 东华大学 | High efficiency controllable multiple wheel head magnetic rheology buffing device |
| CN102648160A (en)* | 2009-10-08 | 2012-08-22 | 高Q-工厂GmbH | Recycling method and device for recycling waste water containing slurry from a semi-conductor treatment process, in particular from a chemico-mechanical polishing process |
| CN208867002U (en)* | 2018-08-31 | 2019-05-17 | 奥菲德(天津)管道科技有限公司 | A shot blasting machine for polyurethane thermal insulation pipe production line with waste residue treatment function |
| CN109897950A (en)* | 2019-03-12 | 2019-06-18 | 广州大学 | A kind of bearing reinforcing grinder of automatic continuous processing |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110561274A (en) | 2019-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110561274B (en) | A Bearing Strengthening Grinding Equipment That Can Realize Continuous Processing | |
| CN104942664B (en) | A bearing strengthening grinding machine | |
| CN202922415U (en) | Slurry jet-flow type wet process sand throwing device | |
| CN205009063U (en) | Preceding formula water sand blasting machine that mixes | |
| CN109761396A (en) | A kind of shield dregs processing method and equipment | |
| CN203495773U (en) | Wet type die workpiece sand-blasting machine | |
| CN110653727A (en) | A kind of pneumatic strengthening processing equipment for processing bearing outer ring raceway | |
| CN109676529A (en) | It is a kind of for strengthening the continuous circulation material conveying system of attrition process | |
| US20170291779A1 (en) | Dust control in pneumatic particulate handling applications | |
| CN106141933B (en) | Wet-dry Portable, environmental protective sand-blasting machine | |
| CN110846484B (en) | A kind of enhanced grinding equipment for processing bearing inner ring raceway | |
| CN110605668B (en) | Reinforced machining mechanism and equipment for machining bearing outer ring roller path | |
| CN211056082U (en) | Belt conveyor excess material cleaning and recovering device | |
| CN113217008A (en) | Construction method of raw rock abrasive water jet in tunneling process | |
| KR20090012686U (en) | Compound blasting machine | |
| CN116276666A (en) | A hydraulic cutting ore body sand water recycling system | |
| CN101244543A (en) | Sand blasting system for container welds | |
| CN212330724U (en) | Oil pipe sandblast belt cleaning device | |
| JP4619850B2 (en) | Water jet device and method of jetting polishing liquid | |
| CN204754896U (en) | A pneumatic defeated sand sled for fracturing | |
| CN110815063A (en) | A kind of reinforced grinding equipment for processing bearing outer ring raceway | |
| CN212197251U (en) | Be arranged in mud to carry screw conveyer scrubbing mud impurity device | |
| CN211736409U (en) | Novel spray nozzle structure of concrete spraying device | |
| CN103485799B (en) | A kind of spiral sprayer for concrete | |
| JP2002103230A (en) | Method of polishing surface |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |