CN101275341A - Production management device for sewing machines - Google Patents
Production management device for sewing machinesDownload PDFInfo
- Publication number
- CN101275341A CN101275341ACNA2008100906133ACN200810090613ACN101275341ACN 101275341 ACN101275341 ACN 101275341ACN A2008100906133 ACNA2008100906133 ACN A2008100906133ACN 200810090613 ACN200810090613 ACN 200810090613ACN 101275341 ACN101275341 ACN 101275341A
- Authority
- CN
- China
- Prior art keywords
- sewing
- sewing machine
- aforementioned
- process information
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B19/00—Programme-controlled sewing machines
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B19/00—Programme-controlled sewing machines
- D05B19/006—Control knobs or display means
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B19/00—Programme-controlled sewing machines
- D05B19/02—Sewing machines having electronic memory or microprocessor control unit
- D05B19/04—Sewing machines having electronic memory or microprocessor control unit characterised by memory aspects
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B19/00—Programme-controlled sewing machines
- D05B19/02—Sewing machines having electronic memory or microprocessor control unit
- D05B19/04—Sewing machines having electronic memory or microprocessor control unit characterised by memory aspects
- D05B19/08—Arrangements for inputting stitch or pattern data to memory ; Editing stitch or pattern data
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B19/00—Programme-controlled sewing machines
- D05B19/02—Sewing machines having electronic memory or microprocessor control unit
- D05B19/12—Sewing machines having electronic memory or microprocessor control unit characterised by control of operation of machine
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Translated fromChinese
Description
Translated fromChinese技术领域technical field
本发明涉及用于对应于缝纫机的运转状况管理缝制工序的缝纫机的生产管理装置。The present invention relates to a sewing machine production management device for managing a sewing process according to the operating status of the sewing machine.
背景技术Background technique
目前,已知一种缝纫机的缝制管理装置,其记录缝纫机主轴的旋转速度随时间的变化等,以图表显示其信息(例如,参照专利文献1)。Conventionally, there is known a sewing management device for a sewing machine that records changes in the rotational speed of the main shaft of the sewing machine over time, etc., and displays the information in a graph (for example, refer to Patent Document 1).
并且,因为根据显示的图表,生产管理者可以掌握作业者操作的缝纫机的运转状况,所以可以根据其运转状况的图表或数据,通过对该作业者进行规定的指导而实现缝纫机的运转率的提高。Furthermore, since the production manager can grasp the operation status of the sewing machine operated by the operator based on the displayed graph, it is possible to improve the operation rate of the sewing machine by providing prescribed instructions to the operator based on the graph or data of the operation status. .
例如,衣料等被缝制物利用多种缝制工序制造,对各工序分配进行各种规定的缝制的缝纫机。For example, a to-be-sewn object such as clothing is produced by a plurality of sewing processes, and a sewing machine that performs various predetermined sewing is assigned to each process.
并且,在分配给各工序的缝纫机中,通过检测伴随作业者操作的缝制的缝制开始和缝制结束,记录其工序中的缝制实施次数,管理各工序的缝纫机的运转状况。And, in the sewing machine assigned to each process, by detecting the sewing start and sewing end of sewing accompanied by the operator's operation, recording the number of sewing executions in the process, and managing the operation status of the sewing machine in each process.
专利文献1:特公平3-10357号公报Patent Document 1: Japanese Patent Publication No. 3-10357
发明内容Contents of the invention
但是,在上述现有技术的情况下,因为即使同一台缝纫机进行不同种类的工序的缝制,也记录基于其缝制的缝制开始与缝制结束的检测的缝制次数,所以存在无法进行每个工序的生产管理的问题。However, in the case of the above-mentioned prior art, even if the same sewing machine performs sewing of different types of processes, the number of times of sewing based on the detection of the sewing start and the sewing end of the sewing is recorded, so there is a problem that cannot be performed. Production management issues for each process.
本发明的目的在于,在同一台缝纫机上,也可以区分每种工序,记录、管理缝纫机的运转状况。The purpose of the present invention is to distinguish each process on the same sewing machine, and to record and manage the operation status of the sewing machine.
为了解决以上课题,技术方案1所述的发明为一种缝纫机的生产管理装置,其具有显示控制单元,该控制单元在规定的显示部(21)中,显示下述至少一个随经过时间而变化的图表,即,规定的缝制中的缝纫机主轴的旋转速度、及单位时间内的缝制完成数,其特征在于,具有:工序信息输入单元(41、42、步骤S207),其用于针对前述规定的缝制,输入用于指定缝制工序的工序信息;以及存储部(25),其存储前述工序信息,显示控制单元对应于工序信息在显示部中显示图表,以可以识别每个缝制工序。In order to solve the above problems, the invention according to
技术方案2所述的发明为,在技术方案1所述的缝纫机的生产管理装置中,其特征在于,具有:旋转速度检测单元,其检测前述缝纫机主轴的旋转速度;以及旋转信息存储单元,其使前述检测到的旋转速度与前述输入的工序信息对应而存储。The invention according to
技术方案3所述的发明为,在技术方案1所述的缝纫机的生产管理装置中,其特征在于,具有:计数单元,其在每次前述规定的缝制结束时,计数前述单位时间内的缝制完成数;以及缝制完成数存储单元,其使前述计数的缝制完成数与前述输入的工序信息对应而存储。The invention according to
技术方案4所述的发明为,在技术方案1所述的缝纫机的生产管理装置中,其特征在于,具有:操作部件(40),其在前述显示部上显示工序信息输入画面;工序选择部件(41),其在工序信息输入画面上指定所期望的工序;以及存储单元(25),其存储所指定的工序的工序信息。The invention according to
发明的效果The effect of the invention
根据本发明,缝纫机的生产管理装置,因为可以使由旋转速度检测单元检测到的缝纫机主轴的旋转速度,与输入的工序信息对应而存储,或使规定的缝制结束后的每单位时间由计数单元计数的缝制完成数,与输入的工序信息对应而存储,所以可以在规定的显示部上,显示规定的缝制涉及的缝纫机主轴的旋转速度及单位时间的规定缝制的缝制完成数中的至少一个随经过时间而变化的图表,特别地,可以以对应于工序信息识别每个缝制工序的方式显示该图表。According to the present invention, the sewing machine production management device can store the rotation speed of the sewing machine main shaft detected by the rotation speed detection unit in correspondence with the input process information, or can count the time per unit time after the completion of the predetermined sewing. The number of sewing completions counted by the unit is stored in correspondence with the input process information, so the rotation speed of the main shaft of the sewing machine involved in the predetermined sewing and the number of sewing completions of the predetermined sewing per unit time can be displayed on the predetermined display part. At least one of the graphs that change with elapsed time, in particular, may be displayed in such a manner that each sewing process is identified corresponding to the process information.
也就是说,缝纫机的生产管理装置,因为可以将与用于指定规定的缝制工序的工序信息相关联的缝纫机主轴的旋转速度或缝制完成数,例如存储在存储部中,与工序信息相对应进行管理,所以可以分别记录每个工序的缝制处理。In other words, the sewing machine production management device can store the rotational speed of the main shaft of the sewing machine or the number of sewing completions associated with the process information for designating a predetermined sewing process, for example, in a storage unit, and associate it with the process information. Correspondence is managed, so the sewing process of each process can be recorded separately.
并且,通过以图表显示与工序信息相关联而记录的缝纫机主轴的旋转速度、规定的缝制结束后的缝制完成数等,缝纫机的作业者或管理者,可以对每个工序进行其作业内容的分析,或进行与各工序间的保留时间(工间休息)相关的作业状况等的分析。In addition, by displaying in a graph the rotation speed of the sewing machine main shaft recorded in association with the process information, the number of sewing completions after a predetermined sewing end, etc., the operator or manager of the sewing machine can perform the work content for each process. analysis, or analysis of the work status related to the retention time (work break) between each process.
另外,因为画面显示工序选择,在该画面上选择指定工序,并存储指定的工序信息,所以可以从多个工序中单独地指定工序,存储每个工序的信息。In addition, since process selection is displayed on the screen, a process is selected and specified on the screen, and the specified process information is stored, it is possible to individually specify a process from a plurality of processes and store information for each process.
附图说明Description of drawings
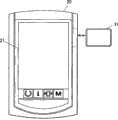
图1是表示本发明涉及的缝制系统装置的正视图。Fig. 1 is a front view showing a sewing system device according to the present invention.
图2是表示本发明涉及的缝制系统装置的框图。Fig. 2 is a block diagram showing a sewing system device according to the present invention.
图3是表示操作面板的正视图。Fig. 3 is a front view showing an operation panel.
图4是表示本发明涉及的缝制系统装置中的关于生产管理的主要处理(缝纫机侧的处理)的流程图。Fig. 4 is a flowchart showing main processing (processing on the sewing machine side) related to production management in the sewing system device according to the present invention.
图5是表示本发明涉及的缝制系统装置中的关于生产管理的内部处理(操作面板侧的处理)的流程图。Fig. 5 is a flowchart showing internal processing (processing on the operation panel side) related to production management in the sewing system device according to the present invention.
图6是表示操作面板上的显示画面的一个例子的说明图。FIG. 6 is an explanatory diagram showing an example of a display screen on the operation panel.
图7是表示操作面板上的显示画面的一个例子的说明图。FIG. 7 is an explanatory diagram showing an example of a display screen on the operation panel.
图8是表示缝制系统装置中的关于缝纫机驱动信息的管理数据的一个例子的说明图。Fig. 8 is an explanatory diagram showing an example of management data related to sewing machine drive information in the sewing system device.
图9是表示操作面板上的显示画面的一个例子的说明图。FIG. 9 is an explanatory diagram showing an example of a display screen on the operation panel.
图10是表示操作面板上的显示画面的一个例子的说明图。FIG. 10 is an explanatory diagram showing an example of a display screen on the operation panel.
具体实施方式Detailed ways
下面,根据图1至图10说明本发明的实施方式。Next, an embodiment of the present invention will be described with reference to FIGS. 1 to 10 .
本发明涉及的缝纫机的生产管理装置,作为缝纫机的一部分功能而组装到具有缝纫机的缝制系统装置中。The sewing machine production management device according to the present invention is incorporated in a sewing system device having the sewing machine as a part of the function of the sewing machine.
作为本实施方式涉及的缝纫机的生产管理装置的缝制系统装置100,如图1所示,具有:缝纫机10;以及操作面板20,其与缝纫机10连接。A
如图1所示,缝纫机10具有:缝纫机电动机5,其是通过电源开关4的接通而被供电的主轴电动机;缝纫机主轴1,其经由传送带等驱动传递单元6传递缝纫机电动机5的旋转驱动而进行旋转;针棒2,其伴随该主轴1的旋转而上下移动;缝纫机针3,其可更换地设置在针棒2上;布料进给机构8,其在针棒2(缝纫机针3)的下方,使被缝制物进行布料进给;踏板7,其用于操作缝纫机10;以及控制箱9,其在内部收容控制缝纫机的各个部分的控制装置11(参照图2)。As shown in FIG. 1, the
另外,如图2所示,缝纫机10具有:作为旋转速度检测单元的编码器15,其与缝纫机电动机5连接;控制装置11,其收容于控制箱9内;各种传感器14,其检测缝纫机各部分的状态;以及各种致动器16等,其使缝纫机的各部分动作。In addition, as shown in Figure 2, the
并且,在缝纫机10上通过有线或无线的线路连接操作面板20。Furthermore, the
踏板7在缝制开始或缝制结束时等,根据作业者进行的脚踏操作,向控制装置11输出规定的信号,例如,根据作业者进行的前踏操作输出起动信号,另外,根据作业者进行的后踏操作输出切线指示信号。The
如图2所示,控制装置11具有:CPU 11a,其控制缝纫机的动作;ROM 11b,其存储各种功能或动作的实现所涉及的各种程序或控制数据等;以及RAM 11c,其构成从ROM 11b读取的程序或数据等的存储区域或工作区域等,该控制装置11与缝纫机电动机5、编码器15、踏板7、各种传感器14、各种致动器16等电气连接而构成。As shown in Fig. 2, the
另外,控制装置11经由接口(I/F)11d与操作面板20连接,构成为可以相对于该操作面板20接收发送各种信息。In addition, the
并且,如果在缝制开始时,输入根据前踏操作而由踏板7输出的起动信号,则控制装置11控制缝纫机电动机5的旋转驱动,执行缝制动作。更具体地说,当缝制动作时,控制装置11根据由各种传感器14输出而输入的传感器信号或由操作面板20设定的数据等,控制缝纫机电动机5或各种致动器16的驱动。And, when starting the sewing, when the start signal output from the
并且,控制装置11经由接口11d,将输入的起动信号输出至操作面板20。And the
另外,控制装置11控制缝纫机电动机5的旋转驱动,同时,经由接口11d,将与由编码器15检测到的缝纫机电动机5的旋转速度、即利用缝纫机电动机5的驱动而旋转的主轴1的旋转速度相关的旋转速度信号,输出至操作面板20。In addition, the
另外,当缝制结束时,如果输入根据后踏操作而由踏板7输出的切线指示信号,则控制装置11控制切线装置(图示省略)的驱动,执行缝线的切线动作。In addition, when the sewing is finished, if the thread trimming instruction signal output from the
并且,控制装置11经由接口11d将伴随切线动作的切线信号输出至操作面板20。Furthermore, the
另外,控制装置11经由接口11d,将缝制动作执行后等的伴随缝纫机电动机5的旋转停止的旋转停止信号,输出至操作面板20。In addition, the
如图2、图3所示,操作面板20具有:触摸面板21,其具有进行液晶显示的显示部21a、和与该显示部21a重合的透明的触摸传感器式操作按钮21b;CPU 22,其进行操作面板中的各种控制处理;ROM 23、RAM 24、EEPROM 25,其作为在与各种数据对应的存储区域中存储这些数据的存储器;以及计时器26等,其对缝纫机的运转时间进行计时,该操作面板20经由接口27与缝纫机10的控制装置11连接。As shown in Fig. 2 and Fig. 3, the
该操作面板20对应于基于操作各种操作按钮21b(触摸面板21)的各种操作信号,执行各种运算或控制处理。并且,在操作面板20中进行运算处理的各种数据中、与缝制处理相关的数据,经由接口27发送至缝纫机10(控制装置11),用于缝纫机10的缝制控制等。The
触摸面板21的显示部21a可以显示各种操作键或开关、各种设定值或各种缝制数据等。The
特别地,显示部21a具有以下功能:显示工序信息涉及的缝纫机的驱动信息,即与主轴1的旋转速度(转速)对应的缝纫机的驱动信息,或与主轴1进行旋转的动作时间对应的缝纫机的驱动信息。In particular, the
触摸面板21的操作按钮21b,将基于与在显示部21a上显示的操作键或开关对应的位置被按下操作的各种操作信号,输出至CPU22。The
作为该操作按钮21b,至少具有:工序选择画面显示开关40(图6),其如后所述,用于显示工序选择画面;以及工序选择开关41(图7),其显示在工序选择画面上。As this
计时器26将表示切线定时的切线信号发生时刻等数据输出至CPU 22。The
CPU 22集中控制构成操作面板20的各个部分,读取存储在ROM 23中的规定的程序,将其在RAM24的工作区域中展开,按照该程序执行各种处理。The
然后,CPU 22根据需要,将其处理结果显示在触摸面板21的显示部21a上,或将其处理结果等各种数据存储在EEPROM 25中。Then, the
ROM 23例如存储在CPU 22的控制下执行的各种程序,虽然图示省略,但具体地说,其存储工序信息输入程序、显示控制程序、旋转信息存储程序、计数程序、缝制完成数存储程序等。The
并且,CPU 22通过执行工序信息输入程序,而作为工序信息输入单元的一部分起作用,其接受经由操作按钮21b而输入的用于指定缝制工序的工序信息的输入。Also, the
另外,CPU 22通过执行显示控制程序,作为显示控制单元起作用,其在规定的显示部21a上,显示规定的缝制涉及的主轴1的旋转速度、及单位时间内的规定缝制的缝制完成数中的至少一个随经过时间而变化的图表,以及在触摸面板21的显示部21a上,显示工序信息涉及的缝纫机驱动信息。In addition, the
特别地,作为显示控制单元的CPU 22执行下述控制:显示与缝纫机驱动信息相关的图表,以可以识别每个工序信息。Specifically, the
另外,CPU 22通过执行旋转信息存储程序,作为旋转信息存储单元起作用,其使由编码器15检测到的旋转速度与输入的工序信息对应,存储在存储部即EEPROM 25中。In addition, the
另外,CPU 22通过执行计数程序,作为计数单元起作用,其在每个规定的缝制结束后,计数规定的单位时间内的缝制完成数。In addition, the
另外,CPU 22通过执行缝制完成数存储程序,作为缝制完成数存储单元起作用,其使单位时间内的规定缝制的缝制完成数与输入的工序信息对应,存储在存储部即EEPROM 25中。In addition, the
另外,操作面板20可以经由接口28与外部的计算机30连接,将存储在各种存储器中的缝制记录数据等各种信息,特别是存储在EEPROM 25中的与工序信息相关联的缝纫机驱动信息(主轴1的旋转速度、主轴1旋转的动作时间)发送至计算机30,记录在该计算机30内的规定的记录单元中。In addition, the
另外,操作面板20经由接口29,可自由拆卸地连接存储卡等外部记录介质31(参照图3),将记录在各种存储器中的缝制记录数据等各种信息,特别是存储在EEPROM 25中的与工序信息相关联的缝纫机驱动信息(主轴1的旋转速度、主轴1旋转的动作时间),发送至记录介质31,并记录在该记录介质31中。In addition, the
下面,对于在缝制系统装置100中进行的缝纫机10缝制被缝制物的生产管理,根据图4、图5所示的流程图进行说明。Next, the production management of the
如图4所示的流程图所示,首先,随着接通操作缝纫机10的电源开关4,缝纫机10起动,在操作面板20的触摸面板21(显示部21a)上显示初始画面(例如,图6所示的显示画面),同时,实施各种数据的初始化(步骤S101)。As shown in the flow chart shown in FIG. 4, first, as the
然后,缝纫机10的控制装置11监视踏板7是否进行前踏操作(步骤S102),如果控制装置11判断缝纫机10的踏板7进行了前踏(步骤S102:是),则控制装置11将缝纫机10的起动信号输出至操作面板20(步骤S103)。Then, the
并且,控制装置11使缝纫机电动机5旋转,执行缝制(步骤S104),控制装置11将缝纫机10的旋转速度信号输出至操作面板20(步骤S105)。Then, the
此外,控制装置11监视踏板7是否进行了前踏(步骤S106)。Furthermore, the
如果控制装置11判断踏板7进行了前踏(步骤S106:是),则返回步骤S104,继续进行缝制。If the
另一方面,如果控制装置11判断踏板7未被踏入(步骤S106:否),则控制装置11使缝纫机电动机5停止,中断缝制(步骤S107),将缝纫机10的旋转停止信号输出至操作面板20(步骤S108)。On the other hand, if the
然后,控制装置11判断踏板7是否进行后踏(步骤S109)。Then, the
如果控制装置11判断踏板7未进行后踏(步骤S109:否),控制装置11再次监视踏板7是否进行前踏(步骤S110)。If the
如果控制装置11判断踏板7进行了前踏(步骤S110:是),则返回步骤S104。If the
另一方面,如果控制装置11判断踏板7未被踏入(步骤S110:否),则返回步骤S109。On the other hand, if the
另一方面,如果控制装置11判断踏板7进行了后踏(步骤S 109:是),则控制装置11将缝纫机10中的切线信号输出至操作面板20(步骤S111)。On the other hand, if the
然后,控制装置11利用缝纫机10中未图示的切线机构执行切线处理(步骤S112),返回步骤S102。Then, the
并且,缝制系统装置100将图5所示的定期中断处理A即操作面板20中的处理,与从前述步骤S101至S112并行地执行。And the
在该定期中断处理A中,首先,操作面板20的CPU 22根据由缝纫机10输出的、与对应于缝纫机电动机5的驱动而旋转的主轴1的旋转速度相关的旋转速度信号,监视缝纫机10是否为切线后或电源接通后的停止过程中(步骤S201)。In this periodic interruption process A, first, the
如果操作面板20的CPU 22判断缝纫机10处于停止过程中(步骤S201:是),则进入步骤S204。If the
另一方面,如果操作面板20的CPU 22判断缝纫机10为非停止过程中(步骤S201:否),则CPU 22根据由计时器26计时的时刻信息,判断是否达到主轴1转速的计测时间(步骤S202)。On the other hand, if the
如果操作面板20的CPU 22判断未达到主轴1转速的计测时间(步骤S202:否),则进入步骤S204。If the
另一方面,如果操作面板20的CPU 22判断已达到主轴1转速的计测时间(步骤S202:是),则操作面板20的CPU 22将主轴1的旋转速度信息(转速〔rpm〕)存储在EEPROM 25中(步骤S203),进入步骤S204,该旋转速度信息基于由缝纫机10输出的与主轴1的旋转速度相关的旋转速度信号。On the other hand, if the
在步骤S204中,操作面板20的CPU 22判断例如图6所示的触摸面板21的显示画面上的工序选择画面显示开关40是否被按下(步骤S204)。In step S204, the
如果操作面板20的CPU 22判断工序选择画面显示开关40未被按下(步骤S204:否),则进入步骤S209。If the
另一方面,如果操作面板20的CPU 22判断工序选择画面显示开关40被按下(步骤S204:是),则CPU 22将例如图7所示的工序选择画面显示在触摸面板21上(步骤S205)。在该画面上,显示分别与多个工序对应的多个工序选择开关41。On the other hand, if the
然后,操作面板20的CPU 22根据与在该触摸面板21的工序选择画面上被按下的工序选择开关41对应的按下信号,判断是否选择了与当前选择的工序不同的工序(步骤S206)。Then, the
如果操作面板20的CPU 22判断未选择不同的工序(步骤S206:否),则进入步骤S209。If the
另一方面,如果操作面板20的CPU 22判断选择了不同的工序(步骤S206:是),则操作面板20的CPU 22将与该按下的工序选择开关41对应的工序信息(例如,伴随选择图7所示的工序选择画面中的“WWW工序”的工序选择开关41A被按下的“WWW工序选择信息”),存储在EEPROM(存储单元)25中(步骤S207)。因此,工序选择开关41及步骤S207,作为工序信息输入单元起作用,其输入用于指定缝纫机10的主轴1进行旋转时的缝制工序的工序信息。On the other hand, if the
另外,在操作面板20的EEPROM25中,如图8所示,以与工序选择信息对应而累积的方式,存储与在缝纫机10中执行的缝制处理对应的缝纫机驱动信息(缝纫机起动时刻、转速信息(旋转速度信息)、缝纫机停止时刻、切线时刻等),作为工序信息。并且,多个缝纫机驱动信息中的从工序选择信息到切线信息(切线时刻),构成1个工序(例如,“WWW工序”)。另外,缝纫机驱动信息中与主轴1进行旋转的动作时间相对应的信息,作为缝纫机起动时刻与缝纫机停止时刻的期间内的时间信息,存储在EEPROM 25中。另外,将规定时间(例如,1个小时)内的切线时刻的数量作为缝制完成数,存储在EEPROM 25中。In addition, in the
并且,操作面板20的CPU 22进行下述处理,即,根据存储在EEPROM25中的工序信息,对于每个该工序信息(缝制工序等),改变缝制区间的显示颜色(步骤S208)。And, the
然后,将缝纫机10执行的缝制处理的各个缝制区间,例如如图9所示的画面所示进行折线图表显示,以可以根据工序信息对各缝制工序进行识别(步骤S209),返回步骤S201。Then, each sewing section of the sewing process performed by the
并且,在图9所示的触摸面板21中的显示画面中,用粗线表示缝制工序51中的与动作时间对应的主轴1的旋转速度(转速〔rpm〕),用虚线显示缝制工序52中的与动作时间对应的主轴1的旋转速度(转速〔rpm〕),可以对于每个工序信息识别缝制工序51和缝制工序52。And, on the display screen in the
另外,在图9所示的触摸面板21上的显示画面中,用细线表示各个缝制区间内的与动作时间对应的主轴1的旋转速度(转速〔rpm〕)的目标值(理想值)53,缝纫机10的操作者(作业者)可以以该目标值53为指标,执行缝制。In addition, on the display screen on the
也就是说,操作者通过注意沿着该目标值53的缝制,可以在理想的作业时间内执行规定的缝制处理。In other words, by paying attention to sewing along the
由此,缝制系统装置100可以将与缝纫机10执行的缝制处理对应的缝纫机驱动信息(工序选择信息(工序信息)、转速(旋转速度)信息、与主轴旋转的动作时间对应的信息(缝纫机起动信息、缝纫机停止信息)、切线信息(缝制完成数信息)),记录并存储在操作面板20的EEPROM 25中。并且,缝制系统装置100可以根据该记录的缝纫机驱动信息,以图表显示与动作时间对应的主轴1的旋转速度,以可以对每个工序信息,识别缝纫机10执行的缝制处理的各个缝制区间。Thus, the
由此,因为缝纫机10的操作者可以将一系列的缝制处理中的各工序,作为每个工序信息的单位工序区别地识别,所以容易对每个工序进行其作业内容的分析,或进行与每个工序间的保留时间(工间休息)相关的作业状况等的分析。Thus, since the operator of the
另外,在该缝制系统装置100中,因为可以将记录在操作面板20的EEPROM 25中的缝纫机驱动信息,经由接口28发送至外部的计算机30,记录在该计算机30内的规定的记录单元中,或经由接口29,记录在存储卡等外部记录介质31中,所以也可以不在缝制系统装置100的操作面板20上,基于该缝纫机驱动信息,进行与缝制动作时间对应的主轴1的转速的图表显示,而在计算机30等外部设备上进行。In addition, in this
因此,缝制系统装置100,可以说是一种可以分别记录并显示各种工序的缝制处理的缝纫机生产管理装置。Therefore, the
此外,本发明不限于上述实施方式。In addition, the present invention is not limited to the above-mentioned embodiments.
在前述实施方式中,例举下述情况进行说明,即当以缝制编码的方式显示各个缝制工序中的与动作时间对应的主轴1的旋转速度(转速〔rpm〕)时,通过折线显示,以可以与工序信息对应,对各种缝制工序进行识别,但例如,也可以如图10所示的间隔时间监视器的条形图50所示,用不同的图案或不同的显示颜色表示每单位时间(例如1个小时)的总产量(缝制完成数),或在单位时间内各工序所需的作业时间(主轴旋转的动作时间)的变化的图表,以可以对每个缝制工序进行识别。In the above-mentioned embodiment, the following case is described as an example, that is, when the rotation speed (rotational speed [rpm]) of the
另外,本发明的适用不限于上述实施方式,可以在不脱离本发明的主旨的范围内进行适当变更。In addition, the application of this invention is not limited to the said embodiment, It can change suitably in the range which does not deviate from the summary of this invention.
Claims (4)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007092655AJP2008246021A (en) | 2007-03-30 | 2007-03-30 | Sewing production control equipment |
| JP2007-092655 | 2007-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101275341Atrue CN101275341A (en) | 2008-10-01 |
Family
ID=39971681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2008100906133APendingCN101275341A (en) | 2007-03-30 | 2008-03-31 | Production management device for sewing machines |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2008246021A (en) |
| KR (1) | KR20080089249A (en) |
| CN (1) | CN101275341A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103361892A (en)* | 2013-07-19 | 2013-10-23 | 广州春晓信息科技有限公司 | Method and device for obtaining optimum sewing rotation speed |
| CN103510279A (en)* | 2013-10-18 | 2014-01-15 | 浙江沪龙电机有限公司 | Intelligent control system of pattern sewing machine |
| CN103835071A (en)* | 2014-03-20 | 2014-06-04 | 新杰克缝纫机股份有限公司 | Detecting system for lockstitch sewing machine working conditions |
| CN109722794A (en)* | 2017-10-27 | 2019-05-07 | Juki株式会社 | Management system, sewing machine and management device |
| CN111793906A (en)* | 2019-04-01 | 2020-10-20 | Juki株式会社 | Sewing management system and sewing management method |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101303244B1 (en)* | 2010-12-28 | 2013-09-03 | 썬스타알앤씨(주) | Method for predicting productivity of sewing machine, method for managing productivivity thereof and method for analyzing Return of Investment and Residual Value thereof and recording media for recording program to predict productivity of sewing machine |
- 2007
- 2007-03-30JPJP2007092655Apatent/JP2008246021A/enactivePending
- 2008
- 2008-03-28KRKR1020080028905Apatent/KR20080089249A/ennot_activeCeased
- 2008-03-31CNCNA2008100906133Apatent/CN101275341A/enactivePending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103361892A (en)* | 2013-07-19 | 2013-10-23 | 广州春晓信息科技有限公司 | Method and device for obtaining optimum sewing rotation speed |
| CN103361892B (en)* | 2013-07-19 | 2015-07-01 | 广州春晓信息科技有限公司 | Method and device for obtaining optimum sewing rotation speed |
| CN103510279A (en)* | 2013-10-18 | 2014-01-15 | 浙江沪龙电机有限公司 | Intelligent control system of pattern sewing machine |
| CN103835071A (en)* | 2014-03-20 | 2014-06-04 | 新杰克缝纫机股份有限公司 | Detecting system for lockstitch sewing machine working conditions |
| CN109722794A (en)* | 2017-10-27 | 2019-05-07 | Juki株式会社 | Management system, sewing machine and management device |
| CN111793906A (en)* | 2019-04-01 | 2020-10-20 | Juki株式会社 | Sewing management system and sewing management method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008246021A (en) | 2008-10-16 |
| KR20080089249A (en) | 2008-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101275341A (en) | Production management device for sewing machines | |
| CN101250798A (en) | Production management device for sewing machines | |
| WO2011055542A1 (en) | Fault diagnosis device for vehicle | |
| CN101469486A (en) | Operation analysis device of sewing machine | |
| JP2009039393A (en) | Sewing machine management system | |
| TWI422354B (en) | Electronic sphygmomanometer for preventing the deletion of measured values, etc. | |
| CN101457445A (en) | Sewing record device for sewing machine | |
| JP2009000373A (en) | Sewing production control equipment | |
| CN1789536B (en) | Sewing recording device for sewing machine | |
| CN1861887B (en) | Sewing control device for sewing machine | |
| JP6010346B2 (en) | Production management system, production management apparatus, and production management program | |
| JP2006304938A (en) | Sewing production control equipment | |
| CN1793470B (en) | Production management device for sewing machine | |
| CN111752224B (en) | Numerical control device and control method | |
| JP2009142609A (en) | Sewing production control equipment | |
| JP2009017995A (en) | Sewing production control equipment | |
| JP2004105392A (en) | Sewing machine production control equipment | |
| JP2021020042A (en) | Terminal | |
| JP2539628B2 (en) | Automatic embroidery machine | |
| JP2008125865A (en) | Sewing production control equipment | |
| JP6010357B2 (en) | sewing machine | |
| JP2009207804A (en) | Sewing memory device of sewing machine | |
| JP2009225860A (en) | Production control device of sewing machine | |
| JPH0339715B2 (en) | ||
| JPH0310358B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication | Application publication date:20081001 |