CN101044273A - Improved polyolefinic materials for plastic composites - Google Patents
Improved polyolefinic materials for plastic compositesDownload PDFInfo
- Publication number
- CN101044273A CN101044273ACNA2005800358858ACN200580035885ACN101044273ACN 101044273 ACN101044273 ACN 101044273ACN A2005800358858 ACNA2005800358858 ACN A2005800358858ACN 200580035885 ACN200580035885 ACN 200580035885ACN 101044273 ACN101044273 ACN 101044273A
- Authority
- CN
- China
- Prior art keywords
- thermoplastic material
- intermediate form
- polypropylene
- propylene
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Laminated Bodies (AREA)
Abstract
Description
Translated fromChinese优先权主张priority claim
本申请要求2004年10月22日提交的美国临时申请60/621,463(代理人案号63863;1062-041P1);2005年9月16日提交的60/717,965(代理人案号63863B;1062-041P2);2005年9月16日提交的60/718,025(代理人案号64371;1062-051P1);2005年10月11日提交的60/725,399(代理人案号63863C;1062-041P3),(快递号EV789808245US)的优先权和提交日权益,所有这些均作为参考并入本文。This application claims U.S.
相关申请的交叉引用Cross References to Related Applications
本申请与同时提交的、共同拥有、共同待审的名为Apparatus andProcess for Manufacturing Shaped Plastic Reinforced Composite Articles(代理人案号64371A;1062-051WO);Plastic Composite Articles andMethods of Making Same(代理人案号63863E;1062-41WO2);ImprovedMicrolayer Structures and Methods(代理人案号63863F;1062-41WO3);和Improved Composite Pipes and Method of Making Same(代理人案号63863G;1062-41WO4)的申请有关;所有这些均作为参考并入本文。This application and concurrently filed, jointly owned and co-pending titled Apparatus and Process for Manufacturing Shaped Plastic Reinforced Composite Articles (Attorney Docket No. 64371A; 1062-051WO); Plastic Composite Articles and Methods of Making Same (Attorney Docket No. 63863E ; 1062-41WO2); Improved Microlayer Structures and Methods (Attorney Docket No. 63863F; 1062-41WO3); and applications for Improved Composite Pipes and Method of Making Same (Attorney Docket No. 63863G; 1062-41WO4); incorporated herein by reference.
技术领域technical field
本发明大体上涉及具有聚烯烃增强相的复合材料,更特别涉及包括多层细长元件结构的复合材料,其中这些层各自是聚烯烃的(例如,至少一层可以是丙烯基聚合物,例如丙烯-乙烯共聚物、全同立构聚丙烯均聚物,或它们的组合)。The present invention relates generally to composite materials having a polyolefin reinforcing phase, and more particularly to composite materials comprising multi-layered elongated element structures wherein each of the layers is polyolefinic (for example, at least one layer may be a propylene-based polymer such as propylene-ethylene copolymers, isotactic polypropylene homopolymers, or combinations thereof).
发明背景Background of the invention
过去数十年,通过改进的复合材料的发展,工程材料已经获得显著进步。复合材料使设计者能够结合多种组分材料的有利特征以获得通常具有一种或多种与单独组分材料不同的性质的材料。Engineering materials have advanced significantly over the past few decades through the development of improved composite materials. Composite materials enable designers to combine advantageous characteristics of multiple component materials to obtain materials that often have one or more different properties than the individual component materials.
进步特别迅速的一个领域是增强塑料领域。例如,通过掺入无机增强相(例如使用由玻璃、碳、金属或另一无机材料制成的纤维)来改进塑料性质是通行的做法。在许多情况下,提供包含无机增强材料并用热塑性或热固性塑料基质浸渍或以其它方式共混的形式(form)。近年来越发普及的一个具体例子是玻璃纤维毡热塑性塑料(GMT)复合材料,其通常使用用如聚丙烯的热塑性塑料浸渍的玻璃纤维毡。玻璃与热塑性基质之间的材料类型差异往往使这些GMT材料的任何回收和再循环的努力复杂化。One area where progress is particularly rapid is that of reinforced plastics. For example, it is common practice to improve the properties of plastics by incorporating inorganic reinforcing phases, such as using fibers made of glass, carbon, metal, or another inorganic material. In many cases, forms are provided that contain inorganic reinforcing materials impregnated or otherwise blended with a thermoplastic or thermoset matrix. A specific example that has grown in popularity in recent years is glass mat thermoplastic (GMT) composites, which typically use glass mat impregnated with a thermoplastic such as polypropylene. Material type differences between glass and thermoplastic substrates often complicate any recovery and recycling efforts for these GMT materials.
近年来,塑料工业还对使用一定织法的一种或多种热塑性纤维(其中还使用或不使用玻璃纤维)的热塑性“织物”的发展进行了实验。通常,这些材料以纺织和固结形式提供,也就是在编织纤维后,将它们加热以熔化其至少一部分外表面。在固化后,相邻纤维固结在一起。In recent years, the plastics industry has also experimented with the development of thermoplastic "fabrics" using weaves of one or more thermoplastic fibers, with or without glass fibers. Typically, these materials are provided in woven and consolidated form, that is, after the fibers have been woven, they are heated to melt at least a portion of their outer surface. After curing, adjacent fibers are consolidated together.
迄今为止,提供合适的热塑性增强形式(其易于加工形成所得制品,特别是通过在高温下模制或制造而成型的制品)的努力受到限制。已经观察到,例如,固结步骤(其中将增强形式的单元加热以熔合在一起)要求至少第一热史,而形成所得成型制品的步骤要求至少第二热史。随着每一附加热史的使用,形态改变的可能性增加,并伴随着机械性能,例如冲击强度的损失。因此,这对用于制造复合材料的加工步骤和条件产生实际限制。在复合材料中使用具有良好性能和宽加工范围(processing windows)的塑料增强材料是有吸引力的。Efforts to provide suitable forms of thermoplastic reinforcement that can be readily processed to form resulting articles, particularly articles shaped by molding or fabrication at high temperatures, have hitherto been limited. It has been observed, for example, that the step of consolidation (where the elements of the reinforced form are heated to fuse together) requires at least a first thermal history, while the step of forming the resulting shaped article requires at least a second thermal history. With each additional thermal history used, the potential for morphology change increases, with concomitant loss of mechanical properties such as impact strength. Therefore, this places practical limitations on the processing steps and conditions used to make composite materials. It is attractive to use plastic reinforcements with good properties and wide processing windows in composites.
在作为参考并入本文的Cabrera的论文“RecycleableAll-Polypropylene Composites:Concept,Properties and Manufacturing”,Technische Universiteit Eindhoven(2004)(ISBN 90-386-2676-2)中提供了各种聚丙烯复合材料技术的综述。在整篇文献中公开了已经作为用于塑料增强复合材料的增强材料提出的材料的例子,并包括WO03/008190A1、WO2004028803、EP 1397236A1、和EP 0776762B1和美国专利5,578,370,这些均作为参考并入本文。An overview of various polypropylene composite technologies is provided in Cabrera's paper "Recycleable All-Polypropylene Composites: Concept, Properties and Manufacturing", Technische Universiteit Eindhoven (2004) (ISBN 90-386-2676-2), which is incorporated herein by reference. review. Examples of materials that have been proposed as reinforcements for plastic reinforced composites are disclosed throughout the literature and include WO03/008190A1, WO2004028803, EP 1397236A1, and EP 0776762B1 and US Patent 5,578,370, all of which are incorporated herein by reference .
发明概述Summary of the invention
本发明的各个方面以对材料和/或加工步骤的独特组合的发现为基础——这些组合导致细长元件材料具有相对较高的形态保持程度(与其初始拉伸之后和加工成复合制品之前的初始形态相比)。由此,本文的公开有利地能够有益地保持所得复合制品的如冲击性能的性能。Aspects of the present invention are based on the discovery of unique combinations of materials and/or processing steps that result in elongate element materials having a relatively high degree of shape retention (compared to that after initial stretching and prior to processing into a composite article). compared to the original form). Thus, the disclosure herein advantageously enables the beneficial maintenance of properties such as impact performance of the resulting composite article.
可以看出,本文的公开涉及可用于复合材料领域的新型材料组合,特别是与可以固结并任选成型和加工(例如但不限于包覆成型)以形成复合制品的细长元件有关。It can be seen that the disclosure herein relates to novel combinations of materials useful in the field of composites, particularly in relation to elongated elements that can be consolidated and optionally shaped and processed (such as, but not limited to, overmolding) to form composite articles.
从本文的公开中可以看出,以聚烯烃材料阐述各个方面,尽管该说明并不限于此。本发明提供的特定进步包括确定在复合材料领域中具有独特适用性的特定聚烯烃材料组合。特别地,本发明的一个方面的前提是识别出用作多层细长元件的丙烯基(例如丙烯-乙烯共聚物、丙烯-α-烯烃共聚物,它们的混合物或其它)共聚物,其熔点低于邻接聚丙烯层,特别是取向聚丙烯层。如本文所述加工以形成制品之后,所得材料(尤其是取向聚丙烯层)表现出此前使用传统材料无法达到的与其初始拉伸状态相比的形态保持程度。因此,本发明的各方面以乙烯含量为大约3至25wt%(例如5至15wt%)、熔点范围为大约50至135℃,且弯曲模量为大约8至大约325Mpa或更高(例如至少大约375MPa)的丙烯-乙烯共聚物和包括聚烯烃(例如丙烯基聚合物)的第二热塑性材料的使用为前提。这种丙烯-乙烯共聚物可以具有大约40至90(或更高)的肖氏A硬度、大约1.5至大约4的分子量分布,和至少大约0.3克/10分钟的熔体流动速率,或它们的任何组合。As can be seen from the disclosure herein, various aspects are illustrated in terms of polyolefin materials, although the illustration is not limited thereto. Particular advances provided by the present invention include identifying specific combinations of polyolefin materials that have unique applicability in the field of composites. In particular, one aspect of the present invention is premised on the identification of propylene-based (e.g. propylene-ethylene copolymers, propylene-alpha-olefin copolymers, mixtures thereof or others) copolymers useful as multilayer elongated elements whose melting point Below the adjacent polypropylene layer, especially the oriented polypropylene layer. After processing as described herein to form an article, the resulting material, particularly the oriented polypropylene layer, exhibits a degree of form retention compared to its original stretched state that was heretofore unattainable using conventional materials. Therefore, aspects of the present invention have an ethylene content of about 3 to 25 wt% (eg, 5 to 15 wt%), a melting point in the range of about 50 to 135°C, and a flexural modulus of about 8 to about 325 MPa or higher (eg, at least about 375 MPa) of propylene-ethylene copolymers and the use of a second thermoplastic material comprising polyolefins (eg propylene-based polymers) is predicated. Such propylene-ethylene copolymers may have a Shore A hardness of about 40 to 90 (or higher), a molecular weight distribution of about 1.5 to about 4, and a melt flow rate of at least about 0.3 g/10 minutes, or a combination thereof any combination.
可用的丙烯基聚合物的一个例子通常是全同立构的或相对刚性的。例如,其可以是具有大于大约1000MPA(更特别大于大约2000MPa(例如大约2500MPa或更高))的1%正割弯曲模量和/或大于大约70%(例如大于大约85%)的全同立构五单元组/三单元组比率的聚丙烯均聚物。此外,这种聚丙烯通常具有大于大约160℃(例如大于大约165℃)的最高熔化温度和/或至少大约30%(更特别至少大约50%或甚至70%)的结晶度。An example of a useful propylene-based polymer is generally isotactic or relatively rigid. For example, it may be a 1% secant flexural modulus greater than about 1000 MPa, more particularly greater than about 2000 MPa (eg, about 2500 MPa or higher) and/or an isotactic modulus greater than about 70% (eg, greater than about 85%). Polypropylene homopolymer with a pentad/triad ratio. Furthermore, such polypropylenes typically have a maximum melting temperature of greater than about 160°C (eg, greater than about 165°C) and/or a crystallinity of at least about 30%, more particularly at least about 50% or even 70%.
本文的公开还以下述认识为前提——通过与上述聚合物或与本文所述的其它聚合物一起使用用量低于细长元件的材料的大约10wt%的任选非迁移加工助剂或表面改性剂,可以获得有利结果。作为例子,非迁移加工助剂或表面改性剂可以包括选自硅氧烷(例如高分子量硅氧烷,例如烷基硅氧烷,例如二甲基硅氧烷)、聚烯烃、卤化聚合物、或它们的任何组合的试剂。The disclosure herein is also premised on the recognition that by using an optional non-migrating processing aid or surface modifying agent in an amount of less than about 10% by weight of the material of the elongate element with the polymers described above or with other polymers described herein, agent, favorable results can be obtained. As an example, non-migrating processing aids or surface modifiers may comprise silicones (e.g. high molecular weight siloxanes, e.g. alkyl siloxanes, e.g. dimethyl siloxanes), polyolefins, halogenated polymers , or any combination thereof.
附图简述Brief description of the drawings
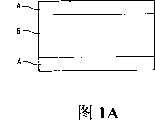
图1A和图1B显示了本发明的可行细长元件的横截面的例子。Figures 1A and 1B show examples of cross-sections of possible elongated elements of the invention.
图2A和图2B分别显示了根据本发明的未固结和固结中间形式(intermediate form)的例子。Figures 2A and 2B show examples of unconsolidated and consolidated intermediate forms, respectively, according to the invention.
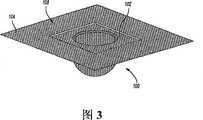
图3是根据本发明的示例性成型中间形式的透视图。Figure 3 is a perspective view of an exemplary shaped intermediate form according to the present invention.
图4A-4G显示了根据本发明的管材结构。Figures 4A-4G show tubing structures according to the invention.
图5A和5B显示了可通过本发明获得的示例性对比数据。Figures 5A and 5B show exemplary comparative data obtainable by the present invention.
图6A和6B显示了可通过本发明获得的示例性数据。Figures 6A and 6B show exemplary data obtainable by the present invention.
发明详述Detailed description of the invention
在一个特定方面中,本发明的方法涉及制造中间形式并包括步骤:a)提供第一热塑性材料的至少一个细长元件,其具有能够在邻接或内部部分(例如内部取向部分)熔化之前熔化的表面部分;和b)将细长元件加工成包括多个重复结构单元的中间形式,这些结构单元通常可以彼此相对地自由移动,其中该形式能够被加工形成基本光滑的、无皱成型的最终制品。一般而言,尽管不是在每一情况下均要求(例如对于本文的微层(microlayer)说明),细长元件包含取向聚烯烃,特别是可以根据本发明在基本保持其初始形态的情况下加工的取向聚烯烃。In a particular aspect, the method of the present invention relates to the manufacture of an intermediate form and comprises the steps of: a) providing at least one elongate element of a first thermoplastic material having an adjoining or inner portion (e.g. an inner orientation portion) which can be melted before melting; the surface portion; and b) processing the elongated element into an intermediate form comprising a plurality of repeating structural units generally free to move relative to each other, wherein the form is capable of being processed into a substantially smooth, wrinkle-free shaped final article . In general, although not required in every case (such as described herein for microlayers), elongated elements comprising oriented polyolefins, in particular, can be processed according to the present invention while substantially maintaining their original morphology oriented polyolefin.
在另一特定方面中,本发明的方法涉及用中间形式制造制品。因此,在该方面下,加工步骤包括固结并形成三维中间形式(例如,在单个操作中同时进行或在多个操作中连续进行)的步骤,该中间形式包括至少一个细长元件和第一热塑性材料的多个重复结构单元,其具有能够在邻接部分(例如邻接取向部分)之前熔化的表面部分;将固结和成型的中间形式置于模腔中;在模腔中加入第二热塑性材料;并从模腔中推出包括固结中间形式和第二热塑性材料的增强复合制品。还可以在向模腔中加入第二热塑性材料的步骤中进行部分固结。这种示例性方面当然可以与上述第一示例性方面结合或单独实施。因此,可以由一个制造商制造中间形式和所得制品,或由不同制造商分别制造(例如材料供应商向制品制造商提供中间形式)。此外,可以在向模腔中加入第二热塑性材料之前不将该形式固结的情况下进行上述步骤。由于制品的细长元件部分中的高形态保持程度,根据本文的公开制成的典型制品有利地表现出优异的冲击和相关特性(特别是由于能力、由于使用独特的材料选择或组合,和/或加工条件)。In another particular aspect, the method of the invention involves the manufacture of an article from an intermediate form. Thus, under this aspect, the processing step comprises the step of consolidating and forming a three-dimensional intermediate form (e.g. simultaneously in a single operation or sequentially in a plurality of operations) comprising at least one elongate element and a first Multiple repeating structural units of thermoplastic material having surface portions capable of melting prior to adjoining portions (e.g., adjoining oriented portions); placing a consolidated and shaped intermediate form in a mold cavity; adding a second thermoplastic material to the mold cavity and ejecting the reinforced composite article comprising the consolidated intermediate form and the second thermoplastic material from the mold cavity. Partial consolidation may also be performed during the step of adding the second thermoplastic material to the mold cavity. This exemplary aspect may of course be implemented in combination with the first exemplary aspect described above or alone. Thus, the intermediate form and resulting article may be manufactured by one manufacturer, or separately by different manufacturers (eg, a material supplier provides an intermediate form to an article manufacturer). Furthermore, the above steps may be performed without consolidating the form prior to adding the second thermoplastic material to the mold cavity. Typical articles made according to the disclosure herein advantageously exhibit excellent impact and related properties due to the high degree of form retention in the elongate element portion of the article (particularly due to capacity, due to the use of unique material choices or combinations, and/or or processing conditions).
关于材料的新型组合,本文的公开确定了通过在其中使用地球物理纺织材料(例如聚烯烃地球物理织物)来制造复合材料的意外方法。例如,一种这样的方法设想了提供包括地球物理织物的中间形式并用热塑性材料将中间形式包覆成型(overmolding)的步骤。任选地,可以使用上述非迁移加工助剂或表面改性剂。With regard to novel combinations of materials, the disclosure herein identifies an unexpected method by which geophysical textile materials, such as polyolefin geophysical fabrics, are used to fabricate composite materials. For example, one such method envisages the steps of providing an intermediate form comprising a geophysical fabric and overmolding the intermediate form with a thermoplastic material. Optionally, the non-migrating processing aids or surface modifiers described above may be used.
本文的公开还表明,本发明涉及以至少4层堆叠层为特征的实施方案,各层均包括聚合物,各层均具有小于大约50微米的厚度(更通常明显更薄,例如可能甚至薄于大约5微米),且各层与其邻接层在选自组成、结晶度、分子取向、分子量、熔体速率、最高熔化温度、玻璃化转变峰值、结晶温度、密封起始温度、软化点、分子量分布或其任何组合的至少一个特征上不同。The disclosure herein also shows that the invention is directed to embodiments featuring at least 4 stacked layers, each layer comprising a polymer, each layer having a thickness of less than about 50 microns (more typically significantly thinner, for example possibly even thinner than about 5 microns), and each layer and its adjacent layer are selected from composition, crystallinity, molecular orientation, molecular weight, melt rate, maximum melting temperature, glass transition peak, crystallization temperature, sealing initiation temperature, softening point, molecular weight distribution or any combination thereof in at least one characteristic.
在一种方法中,细长元件的至少一层或可能每层的聚合物是丙烯基聚合物(例如聚丙烯均聚物,例如全同立构聚丙烯均聚物)。例如,一层或多层(或甚至所有层)可以使用聚丙烯。至少一层的聚合物还可以包括乙烯。至少两个邻接层的聚合物可以包括乙烯(例如选自丙烯-乙烯共聚物、线型低密度聚乙烯、高密度聚乙烯或它们的任何混合物)。各个邻接层的聚合物可以包括聚乙烯。通常,至少两个邻接层的聚合物各自具有相差至少大约5℃的最高熔化温度。In one approach, the polymer of at least one layer, or possibly each layer, of the elongate member is a propylene based polymer (eg polypropylene homopolymer, eg isotactic polypropylene homopolymer). For example, polypropylene may be used for one or more layers (or even all layers). The polymer of at least one layer may also include ethylene. The polymer of at least two adjacent layers may comprise ethylene (eg selected from propylene-ethylene copolymers, linear low density polyethylene, high density polyethylene or any mixture thereof). The polymer of each adjacent layer may comprise polyethylene. Typically, the polymers of at least two adjacent layers each have peak melting temperatures that differ by at least about 5°C.
可以在至少两层堆叠层之间使用添加剂或其它功能材料,例如配接(tie-in)层或中间粘合剂层(其使用不仅仅限于本文所述的微层,还可以用在所公开的任何多层结构中)。这些材料还可以包括位于至少一层的暴露表面上的上述非迁移加工助剂或表面改性剂。Additives or other functional materials can be used between at least two stacked layers, such as tie-in layers or intermediate adhesive layers (the use of which is not limited to the microlayers described herein, but can also be used in the disclosed in any multilayer structure). These materials may also include the non-migrating processing aids or surface modifiers described above on the exposed surface of at least one layer.
通常,本文的微层制品是如下制成的:使用合适的设备(例如微层熔体分流器或半球体微层共挤加料段(feedblock))共挤具有至少4层的层状聚合体,其至少包括:包含选自热塑性聚合物、热塑性共聚物或其组合的第一聚合材料并具有小于大约50微米的厚度的第一层,和包含选自热塑性聚合物、热塑性共聚物或其组合的第二聚合材料并具有小于大约50微米的厚度的邻接的第二层;并拉伸该层状聚合体(在一个或多个阶段,在一个或多个温度)至大于大约5,更特别大于大约10,再特别大于大约18的拉伸比。可以选择材料和加工条件以使各个聚合物层的粘度在共挤步骤中相差不到大约3倍。Typically, the microlayer articles herein are made by coextruding a layered polymer having at least 4 layers using suitable equipment such as a microlayer melt splitter or a hemispherical microlayer coextrusion feedblock, It includes at least: a first layer comprising a first polymeric material selected from thermoplastic polymers, thermoplastic copolymers, or combinations thereof and having a thickness of less than about 50 microns, and comprising a first layer selected from thermoplastic polymers, thermoplastic copolymers, or combinations thereof A second polymeric material and an adjoining second layer having a thickness of less than about 50 microns; and stretching the layered polymer (in one or more stages, at one or more temperatures) to greater than about 5, more particularly greater than A draw ratio of about 10, and especially greater than about 18. Materials and processing conditions can be chosen such that the viscosities of the individual polymer layers differ by a factor of less than about 3 during the coextrusion step.
尽管在此参照整篇说明书中公开的材料(例如所公开的丙烯-乙烯共聚物、全同立构聚丙烯均聚物或其组合)的使用进行举例说明,但本文的微层改进不仅仅限于这类材料。可以使用各种其它材料组合,例如包括聚烯烃的第一聚合材料和包括聚酰胺的第二聚合材料;包括聚烯烃的第一聚合材料和包括聚酯的第二聚合材料;包括聚酰胺的第一聚合材料和包括聚酯的第二聚合材料;或甚至包括一种聚酯的第一聚合材料和包括另一种聚酯的第二聚合材料。Although exemplified herein with reference to the use of materials disclosed throughout the specification, such as the disclosed propylene-ethylene copolymers, isotactic polypropylene homopolymers, or combinations thereof, the microlayer improvements herein are not limited to Such materials. Various other material combinations can be used, such as a first polymeric material comprising polyolefin and a second polymeric material comprising polyamide; a first polymeric material comprising polyolefin and a second polymeric material comprising polyester; a second polymeric material comprising polyamide; A polymeric material and a second polymeric material comprising polyester; or even a first polymeric material comprising one polyester and a second polymeric material comprising another polyester.
本文的微层材料可以如本文其它地方所述进行加工。例如,它们可以固结、成型、成形。在一种方法中,对包括微层的中间形式进行变形操作,由此任选将其加热并如下夹紧——在施加使中间形式变形的力的同时,中间形式在预定限度内自由移动。此外,包括微层(或其它所述多层结构)细长元件的中间形体可以如下加工:将其置于模具的模腔中,并在带有其的模腔中加入另一热塑性材料(例如用于包覆成型)。The microlayer materials herein can be processed as described elsewhere herein. For example, they can be consolidated, shaped, shaped. In one method, an intermediate form comprising microlayers is subjected to a deformation operation whereby it is optionally heated and clamped such that the intermediate form is free to move within predetermined limits while a force deforming the intermediate form is applied. Furthermore, an intermediate body comprising a microlayer (or other said multilayer structure) elongated element can be processed by placing it in a cavity of a mold and adding another thermoplastic material (such as for overmolding).
可以看出,本发明可用于许多不同的用途。一种优选用途预计使用本文的公开制造复合管。作为概述,这些说明设想了制造复合管的方法,其包括下列步骤:提供芯管;用包括至少一圈(winding)热塑性细长元件的中间形式覆盖芯管(例如由聚合物制成),其中细长元件包括第一热塑性材料和第二热塑性材料;固结中间形式;和任选在中间形式和芯管的至少一部分上施加护套以保护带有中间形式的芯管。It can be seen that the present invention can be used in many different applications. One preferred use envisages the manufacture of composite pipes using the disclosure herein. As an overview, these instructions contemplate a method of making a composite pipe comprising the steps of: providing a core pipe; covering the core pipe (for example made of a polymer) with an intermediate form comprising at least one winding thermoplastic elongated element, wherein The elongated member comprises a first thermoplastic material and a second thermoplastic material; consolidating the intermediate form; and optionally applying a sheath over at least a portion of the intermediate form and core tube to protect the core tube with the intermediate form.
中间形式通常包括多个细长元件层,其中至少一层包括拉伸至至少大约5x(并可以高达15x或更高)的细长元件。细长元件可以包括多层共挤带材,固结步骤,特别是在细长元件中使用丙烯基聚烯烃时,包括在用中间形式覆盖芯管之后,将中间形式在至少大约150℃保持至少大约1分钟。可以使用多层缠绕。Intermediate forms typically include multiple layers of elongate elements, at least one of which includes elongate elements stretched to at least about 5x (and may be as high as 15x or more). The elongated member may comprise a multi-layer coextruded tape, the consolidation step, particularly where propylene based polyolefin is used in the elongated member, comprising maintaining the intermediate form at at least about 150°C for at least about 1 minute. Multiple layers of wrapping can be used.
如果使用护套,其通常包括聚合物,且护套具有大于大约PE 80的压力等级(根据ISO 9080)。所得管材具有在80℃承受7MPa的压力最多250小时的周向应力性能。施加的任何护套和/或中间形式的至少一种热塑性材料可以包括本文所述的非迁移加工助剂或表面改性剂。在一种方法中,第一热塑性材料和第二热塑性材料中至少一种包括乙烯。在特定方面,细长元件由(i)包含丙烯-乙烯共聚物的第一热塑性材料,(ii)包含全同立构聚丙烯均聚物(例如具有至少大约30%的结晶度,大于大约70%的全同立构五单元组/三单元组比率)的第二热塑性材料;或(i)和(ii)的组合制成。可以对细长元件使用多个微层。If a jacket is used, it usually comprises a polymer and has a pressure rating greater than about PE 80 (according to ISO 9080). The resulting pipe has hoop stress properties of withstanding a pressure of 7 MPa at 80°C for up to 250 hours. Any jacket and/or intermediate form of at least one thermoplastic material applied may include a non-migrating processing aid or surface modifier as described herein. In one approach, at least one of the first thermoplastic material and the second thermoplastic material includes ethylene. In particular aspects, the elongated member is made of (i) a first thermoplastic material comprising a propylene-ethylene copolymer, (ii) comprising an isotactic polypropylene homopolymer (e.g., having a crystallinity of at least about 30%, greater than about 70%) % isotactic pentad/triad ratio) of the second thermoplastic material; or a combination of (i) and (ii). Multiple microlayers can be used for the elongated elements.
在一种方法中,在中间形式和芯管的至少一部分上施加护套之前,进行固结中间形式的步骤。在另一方法中,由在施加护套的步骤中获得的热量进行固结步骤。In one method, the step of consolidating the intermediate form is performed prior to applying a sheath over the intermediate form and at least a portion of the core tube. In another method, the step of consolidating is performed by heat obtained during the step of applying the sheath.
可以看出,但不是限制性地,除了材料本身的特性和它们的加工形式外,本发明的方面还涉及用本文所述的材料制成的制品,制造这类制品的进一步具体方法,使用这类制品的方法。It will be seen, but not limited to, that in addition to the nature of the materials themselves and their processed form, aspects of the invention also relate to articles made from the materials described herein, further specific methods of making such articles, using such method of class products.
细长元件和中间形式Slender elements and intermediate forms
首先转向本发明的中间形式,一般而言,这些形式包括至少一个具有包括至少一种热塑性材料的组成的细长元件。“细长元件”通常是指维度之一(例如长度)长于至少一个其它维度(例如宽度、高度、厚度或直径)的元件,特别地,细长元件的长度在此明显大于宽度或高度(例如至少大约10倍或更高)。因此,细长元件在此可以包括,但不一定限于,选自纤维、杆状物、绳索、纱线、带材、单丝、条带(straps)或其任何组合的元件。从上文可以认识到,在许多方面中,薄膜也可以被认为在“细长元件”的含义内。小型元件也是可行的,例如须状物或片状物。尽管“细长元件”在此被广义地看待,但应该认识到,细长元件的特别优选形式具体包括纱线、带材、纤维和单丝中的一种或多种。高度优选的细长元件是带材形式。Turning first to the intermediate forms of the invention, these forms generally comprise at least one elongated element having a composition comprising at least one thermoplastic material. "Elongated element" generally refers to an element that has one of its dimensions (e.g., length) longer than at least one other dimension (e.g., width, height, thickness, or diameter), in particular, where the length of the elongated element is significantly greater than the width or height (e.g., at least about 10 times or higher). Thus, elongated elements herein may include, but are not necessarily limited to, elements selected from fibers, rods, ropes, yarns, tapes, monofilaments, straps, or any combination thereof. From the above it will be appreciated that in many respects a membrane may also be considered within the meaning of "elongated element". Small elements are also possible, such as whiskers or flaps. Although "elongate element" is to be considered broadly herein, it should be recognized that particularly preferred forms of elongate element specifically include one or more of yarns, tapes, fibers and monofilaments. Highly preferred elongated elements are in the form of strips.
此外,应该认识到,本发明的细长元件通常经过加工以获得初始形态,特别是初始取向状态(例如将其单轴拉伸,双轴拉伸或以其它方式拉伸,例如根据本文所指定的比例拉伸)。可使用本文公开的主题获得的许多独特优点包括在加工结束时,尤其是在最终制品中基本保持细长元件内的初始形态的能力。因此,例如,在加工后,细长元件的分子取向基本保持其初始状态,(例如保持细长元件的至少大约50%,更优选75%的初始取向)。Furthermore, it should be recognized that the elongated elements of the present invention are typically processed to obtain an initial form, particularly an initial oriented state (e.g., by stretching it uniaxially, biaxially, or otherwise, e.g., as specified herein proportional stretch). Among the many unique advantages obtainable using the subject matter disclosed herein is the ability to substantially maintain the original morphology within the elongated member at the end of processing, especially in the final article. Thus, for example, after processing, the molecular orientation of the elongated element remains substantially in its original state, (eg retains at least about 50%, more preferably 75% of the original orientation of the elongated element).
细长元件的尺寸通常使得该元件能够手工操作。更特别地,确定细长元件的尺寸以使其能够机械操作以将其加工成中间形式。例如,本发明的一个具体例子设想了厚度、宽度或直径不超过大约5厘米,更特别不超过大约1厘米,再特别不超过大约0.5厘米,更特别不超过大约1毫米的细长元件,例如纱线、带材、纤维或单丝。例如,一种方法是使用宽度低于5毫米、厚度低于1毫米且更特别低于0.5毫米(例如大约0.01至0.25毫米)的细长元件,例如纱线、带材、纤维或单丝。当然,中间形式可以包括多个细长元件,它们各自具有不同的厚度和/或宽度。例如,纺织形式的经纱和纬纱细长元件可以分别具有不同的厚度和/或宽度。此外,当在此使用薄膜作为细长元件时,它们可以明显更大(例如,可以宽至至少大约5米,且至少大约10、20或甚至40米长)。The dimensions of the elongated element are generally such that the element can be manipulated manually. More particularly, the elongate element is dimensioned so as to be mechanically manipulated to work it into an intermediate form. For example, a specific example of the invention contemplates an elongated member having a thickness, width, or diameter of no more than about 5 centimeters, more specifically no more than about 1 centimeter, still more specifically no more than about 0.5 centimeters, and more particularly no more than about 1 millimeter, such as Yarn, tape, fiber or monofilament. For example, one approach is to use elongate elements such as yarns, tapes, fibers or monofilaments with a width below 5 mm and a thickness below 1 mm and more particularly below 0.5 mm (eg about 0.01 to 0.25 mm). Of course, the intermediate form may comprise a plurality of elongated elements, each having a different thickness and/or width. For example, the warp and weft elongated elements in woven form may each have a different thickness and/or width. Furthermore, when films are used herein as the elongated elements, they can be significantly larger (eg, can be at least about 5 meters wide and at least about 10, 20, or even 40 meters long).
典型的细长元件在外形上是连续的。但是,该元件可以至少部分沿着细长元件的长度充分增密(densified)、部分增密(例如发泡)、穿孔、起皱、扭绞、或其任何组合。细长元件可以沿元件维度具有不一致的性质或其它特征。Typical elongated elements are continuous in shape. However, the member may be substantially densified, partially densified (eg, foamed), perforated, corrugated, twisted, or any combination thereof at least partially along the length of the elongated member. The elongate element may have non-uniform properties or other characteristics along the element dimension.
可以认识到,本文的公开是普遍的,不一定限定于特别指出的实施方案。例如,本发明指出了可用作细长元件的各种不同材料,无论这种细长元件的特定用途如何。但是,尤其是在关于聚合增强复合材料的说明范围内,通常将一个或多个本文的细长元件组装成中间形式,例如但不限于纺织、针织或其它形式,其中存在多个重复结构单元(例如经纱和纬纱使用多个细长元件)。但是,重复单元可以像缠绕结构(这种结构可以使用单个细长元件获得)的各圈(windings)一样简单。It can be appreciated that the disclosure herein is general and not necessarily limited to the embodiments specifically indicated. For example, the present invention teaches a variety of different materials that can be used for the elongated elements, regardless of the particular use of such elongated elements. However, particularly within the context of the description regarding polymeric reinforced composites, it is common to assemble one or more of the elongate elements herein into intermediate forms, such as but not limited to woven, knitted or other forms, in which there are multiple repeating structural units ( For example warp and weft using multiple elongated elements). However, the repeating unit can be as simple as the windings of a wound structure (such a structure can be obtained using a single elongated element).
因此,在形成细长元件之后,将其加工以制造中间形式,例如选自纺织形式、缠绕形式、针织形式、编织形式、无规分散形式或其任何组合的形式。该形式还可以被包裹或以其它方式涂布或覆盖。本文所述的中间形式通常包括多个重复结构单元。这些结构单元的例子显示在图2A中。例如,中间形式10可以包括多个重复结构单元12,它们排列成图案14,例如图2A的方平组织,另一平纹组织、斜纹组织(例如人字形、粗花呢、犬牙花纹、方格花纹或其它斜纹)、花边、缎纹,或它们的任何组合。特定织法的例子包括下述织法——式样经纱细长元件以1/1至14/2(例如2/1、2/2、3/1或其它)的经/纬比例在纬纱细长元件上上下穿行。织法的另一特定例子包括,但不限于,2/1斜纹、2/2斜纹、四枚缎、2/2方平组织、5H缎纹、8-H缎纹或其它。因此,可以看出,该形式的各个结构单元可以相对于彼此以多种可行的构造排列。例如,如图2A和2B中所示,搭接单元通常互相垂直。也可以根据需要使用其它织造角度。一般而言,经纱与纬纱细长元件的重量比为大约90∶10至大约40∶60,更优选大约70∶30至大约45∶55(例如大约50∶50)。Thus, after the elongated element is formed, it is processed to produce an intermediate form, such as a form selected from a woven form, a wound form, a knitted form, a braided form, a randomly dispersed form, or any combination thereof. The form may also be wrapped or otherwise coated or covered. The intermediate forms described herein generally comprise multiple repeating structural units. Examples of these building blocks are shown in Figure 2A. For example, the
尽管如上公开了示例性经纱和纬纱范围,但其它范围也可能提供令人满意的结果。例如,每单元面积的经纱细长元件的平均数可以与相同面积中纬纱细长元件的数量相同。各自的数量也可以彼此不同。例如,每单位面积中经纱和纬纱细长元件的平均数可以相差10%或更少(例如,在4平方厘米内,可以有18根经纱元件和20根纬纱元件)。它们也可以相差更大比例,例如相差至少20%,或甚至相差至少50%(例如,在4平方厘米面积内,可以有10根经纱元件和20根纬纱元件)。Although exemplary warp and weft yarn ranges are disclosed above, other ranges may also provide satisfactory results. For example, the average number of warp elongate elements per unit area may be the same as the number of weft elongate elements per unit area. The respective quantities may also differ from each other. For example, the average number of warp and weft elongate elements per unit area may differ by 10% or less (eg, within 4 square centimeters there may be 18 warp elements and 20 weft elements). They may also differ by a larger proportion, for example by at least 20%, or even by at least 50% (for example, in an area of 4 square centimeters there may be 10 warp thread elements and 20 weft thread elements).
在经纱和纬纱细长元件之间,细长元件的厚度和/或宽度也可以基本相同,这样它们相差不超过大约10%。但是,在经纱和纬纱细长元件之间,细长元件的厚度和/或宽度可以相差20%或更多。如马上进一步详细论述的那样,根据上文还应该认识到,中间形式可以包括多层,其中至少两层具有彼此不同的织造特征。The thickness and/or width of the elongate elements may also be substantially the same between the warp and weft elongate elements such that they differ by no more than about 10%. However, the thickness and/or width of the elongated elements may differ by 20% or more between the warp and weft elongated elements. As will be discussed in further detail immediately, it should also be appreciated from the above that the intermediate form may comprise multiple layers, at least two of which have different weave characteristics from one another.
一元(monolithic)细长元件和地球物理织物Monolithic elongated elements and geophysical fabrics
如下列论述所示,可以根据本发明使用的细长元件可以具有基本均一的构造,即从头到尾组成相同的一元结构。它们还可以在宽度、厚度或直径上具有不同的组成,例如通过多层构造可实现的那样。对于前者,尽管一元细长元件结构的缠绕是可行的,但更通常地,一元细长元件是纺织形式,例如通常被称作地球物理织物的材料。As the following discussion demonstrates, elongated elements that may be used in accordance with the present invention may be of substantially uniform construction, ie constitute the same unitary structure throughout. They can also have a different composition in width, thickness or diameter, as can be achieved, for example, by a multilayer construction. For the former, more typically, the unitary elongate elements are in the form of textiles, such as materials commonly referred to as geophysical fabrics, although winding of unitary elongate element structures is possible.
实际上,本发明的许多独特特征包括有效利用上述一元材料,例如所述地球物理织物的能力。这些材料目前通常具有许多土木工程用途(尽管本发明不是如此延续的),例如腐蚀控制/土壤保持、淤泥栅栏、环境美化、增强、隔离(例如用于铺路)、排水和其它用途中的一种或多种。地球物理织物相当经常表现出相对较高的双向强度和刚度,并包含可能未固结并因此表现出一定渗透量和/或电容率(permitivity)的纺织纤维。地球物理织物的性质可以在宽范围内变动。作为例子,地球物理织物可以表现出至少大约0.3kN,更特别大约0.5至大约3kN的夹持(grab)拉伸强度(根据ASTM D4632),和至少10%,例如大约15%的夹持拉伸强度伸长(根据ASTM D4632),50%或更高的水平也是可能的。地球物理织物表现出至少大约1000kPa,更特别大约2000至10,000kPa(例如大约3000至7000kPa)的Mullen胀破强度(根据ASTM D3786),和至少0.20kN,更特别大约0.25kN至大约0.80kN的击穿强度(根据ASTM D4833)。市售地球物理织物的例子包括聚丙烯织物,例如以Propex(来自Propex Fabrics(Georgia))为名提供的那些,以及由Don & Low以名称LOTREK,由Mirafi(Ten Cate Nicolon)以名称GEOLON,以及由其它卖主(例如US Fabrics,Inc.和LINQIndustrial Fabrics,Inc.)提供的地球物理织物。Indeed, many of the unique features of the present invention include the ability to efficiently utilize the above-mentioned monolithic materials, such as the geophysical fabrics. These materials typically currently have many civil engineering uses (although the invention is not so perpetuated), such as one of corrosion control/soil retention, silt fencing, landscaping, reinforcement, isolation (e.g. for paving), drainage, and others or more. Geophysical fabrics quite often exhibit relatively high two-way strength and stiffness, and contain textile fibers that may be unconsolidated and thus exhibit some permeability and/or permittivity. The properties of geophysical fabrics can vary widely. As an example, the geophysical fabric may exhibit a grab tensile strength (according to ASTM D4632) of at least about 0.3 kN, more specifically about 0.5 to about 3 kN, and a grab stretch of at least 10%, such as about 15%. Strength elongation (according to ASTM D4632), levels of 50% and higher are also possible. The geophysical fabric exhibits a Mullen burst strength (according to ASTM D3786) of at least about 1000 kPa, more specifically about 2000 to 10,000 kPa (e.g., about 3000 to 7000 kPa), and an impact resistance of at least 0.20 kN, more specifically about 0.25 kN to about 0.80 kN. Wear strength (according to ASTM D4833). Examples of commercially available geophysical fabrics include polypropylene fabrics such as those offered under the name Propex(R) (from Propex Fabrics (Georgia)), and by Don & Low under the name LOTREK, by Mirafi (Ten Cate Nicolon) under the name GEOLON, As well as geophysical fabrics offered by other vendors such as US Fabrics, Inc. and LINQ Industrial Fabrics, Inc.
要认识到,根据本发明可用的地球物理织物可以由一种或多种热塑性塑料(例如聚酯、聚烯烃或其组合物)制成。当然,本文公开的各种单独的热塑性材料可以制成地球物理织物。地球物理织物通常(但不是一定)包括取向部分,且在此使用纺织地球物理织物制成的制品包括细长元件,该元件经过加工(例如拉伸)以包括取向部分,尤其是基本保持其初始形态的部分。尽管一种优选方法考虑使用纺织地球物理织物,但地球物理织物也可以是无纺的(例如由通常针刺和热粘的常产纤维和/或连续单丝制成)。地球物理织物通常由纵裂薄膜或挤塑单丝或类似物制成,并因此通常被加工以包含取向部分。织物可以包含一根或多根复丝。在本发明的再一方面,地球物理织物可以包括一种或多种天然生成的纤维,例如黄麻、大麻或类似物。It will be appreciated that geophysical fabrics useful in accordance with the present invention may be made from one or more thermoplastics such as polyesters, polyolefins, or combinations thereof. Of course, the various individual thermoplastic materials disclosed herein can be made into geophysical fabrics. Geophysical fabrics typically, but not necessarily, include oriented portions, and articles made using textile geophysical fabrics herein include elongated elements that have been processed (e.g., stretched) to include oriented portions, especially to substantially retain their original part of the form. Geophysical fabrics may also be nonwoven (eg, made from staple fibers and/or continuous monofilaments, typically needle punched and thermally bonded), although a preferred approach contemplates the use of woven geophysical fabrics. Geophysical fabrics are usually made from longitudinally slit films or extruded monofilaments or the like, and are therefore usually processed to include oriented sections. Fabrics may contain one or more multifilaments. In yet another aspect of the invention, the geophysical fabric may comprise one or more naturally occurring fibers such as jute, hemp or the like.
从本文的论述中可以认识到,地球物理织物材料可以用在本文公开的各个实施方案中。作为例子,但不是限制性地,地球物理织物可以根据本文的公开包覆成型;在多层中间形式中与一种或多种其它地球物理织物结合、结合在多层纺织和/或缠绕中间形式中;可以使用本文的均聚物或共聚物之一或组合;或它们的任何组合。As can be appreciated from the discussion herein, geophysical fabric materials can be used in various embodiments disclosed herein. By way of example, but not limitation, geophysical fabrics may be overmolded according to the disclosure herein; combined with one or more other geophysical fabrics in a multi-layer intermediate form, combined in a multi-layer woven and/or entangled intermediate form In; one or a combination of homopolymers or copolymers herein; or any combination thereof may be used.
多层细长元件multi-layer elongated element
现在转向细长元件的其它方面的更详细论述,实现本文所述技术的一个普通方法是使用多层细长元件。特别地,多层细长元件通常使用至少第一表面部分和与该第一部分邻接的第二部分,其中第一和第二部分在组成、多分散性、形态、熔体流速或其任何组合方面不同。例如,一种特定方法设想了第一热塑性材料的至少一个细长元件,其具有能够在邻接部分(例如取向邻接部分)之前熔化的表面部分。Turning now to a more detailed discussion of other aspects of elongate elements, one common approach to implementing the techniques described herein is to use multiple layers of elongate elements. In particular, multilayer elongated elements typically employ at least a first surface portion and a second portion adjacent to the first portion, wherein the first and second portions are non-volatile in terms of composition, polydispersity, morphology, melt flow rate, or any combination thereof different. For example, one particular approach envisages at least one elongate element of a first thermoplastic material having a surface portion capable of melting prior to an adjoining portion (eg, oriented adjoining portion).
本发明有利地提供了使用单种聚合物(例如如之前在地球物理织物方面所述的聚合物A或B本身)或多种邻接聚合物(例如聚合物A和聚合物B-在本文中被称作A-B组分结构,例如A-B、A-B-A、A-B-C、A-B-C-D,等等,或它们的任何组合,例如A-B-D、A-B-C-B-D、A-C-B,或其它,其中C和D是指但不限于附加的可能聚合物,例如使用本文所示的微层说明可能遇到的那些)制造如带材的细长元件的能力。当在细长元件中使用不同聚合物时,它们可以各自具有相同组成或不同组成。它们可以来自相同或不同的聚合物族(例如聚烯烃)。它们可以来自一族中相同的特定类型的聚合物(例如聚丙烯),但在一些特征(例如重均分子量、多分散性、形态、熔体速率或其它熔体特征,或它们的任何组合)上彼此不同。应该认识到,一种或多种组分(例如,A、B、C、D或一些其它组分)不必是聚合物,而可以是添加剂或其它功能材料。The present invention advantageously provides for the use of a single polymer (such as polymer A or B itself as previously described in relation to geophysical fabrics) or multiple contiguous polymers (such as polymer A and polymer B—herein referred to as referred to as an A-B component structure, such as A-B, A-B-A, A-B-C, A-B-C-D, etc., or any combination thereof, such as A-B-D, A-B-C-B-D, A-C-B, or others, where C and D refer to, but are not limited to, additional possible polymers, The ability to fabricate elongated elements such as tapes, for example using the microlayers shown herein to illustrate those that may be encountered. When different polymers are used in the elongated elements, they may each have the same composition or different compositions. They may be from the same or different polymer families (eg polyolefins). They can be from the same family of polymers of a particular type (e.g. polypropylene) but differ in some characteristic (e.g. weight average molecular weight, polydispersity, morphology, melt rate or other melt characteristics, or any combination thereof) different from each other. It should be appreciated that one or more components (eg, A, B, C, D, or some other component) need not be a polymer, but could be an additive or other functional material.
首先转向多层实施方案,例如在包括组分A和B(例如A-B-A细长元件)的材料中可能遇到的那样,A和B组分通常彼此相对地以成层关系排列(例如图1A,并置地(例如双组分材料)或皮芯关系(例如图1B))。B组分可以仅部分(例如暴露至少一侧(参见,例如图1A显示了两个暴露侧))或围绕其边缘完全(如图1B所示)被A组分覆盖。要认识到,图1A的成层实施方案还可以包括圆形边缘或表面。组分B通常位于细长元件的内部,并可以是熔点高于组分A的材料。因此,细长元件的结构和材料使得组分A在组分B之前熔化,并能够基本保持至少组分B中的形状。会认识到,组分A与组分B的相对量可以变化。在一些用途中,例如,可以将相对较小的外层(例如A-B-A多层组合的A层)施加到相对较大的内层(B层)上。其它用途可以使用较大的外层。例如,对于A-B-A组合,各层的相对体积可以为大约1∶1∶1至1∶35∶1,更特别大约1∶10∶1至1∶25∶1,再特别大约1∶15∶1至1∶20∶1(例如1∶17∶1)。A-B皮-芯结构可以使用类似比例,但省略一个外层的相应量。例如,比例变成1∶1而非1∶1∶1。Turning first to multilayer embodiments, such as may be encountered in materials comprising components A and B (e.g., A-B-A elongate elements), the A and B components are generally arranged in layered relationship relative to each other (e.g., FIG. 1A, Juxtaposed (eg bicomponent materials) or skin-core relationship (eg Figure 1B)). The B component may be covered by the A component only partially (eg, at least one side is exposed (see, eg, FIG. 1A shows two exposed sides)) or completely around its edges (as shown in FIG. 1B ). It will be appreciated that the layered embodiment of FIG. 1A may also include rounded edges or surfaces. Component B is generally located inside the elongated member and may be a material having a higher melting point than component A. Thus, the structure and material of the elongated member is such that component A melts before component B and is able to substantially retain at least the shape in component B. It will be appreciated that the relative amounts of component A and component B may vary. In some applications, for example, a relatively smaller outer layer (eg, layer A of an A-B-A multilayer combination) may be applied to a relatively larger inner layer (layer B). Other uses may use larger outer layers. For example, for an A-B-A combination, the relative volumes of the layers may be from about 1:1:1 to 1:35:1, more specifically from about 1:10:1 to 1:25:1, and more specifically from about 1:15:1 to 1:20:1 (eg 1:17:1). A-B skin-core constructions can use similar proportions, but omit a corresponding amount of one outer layer. For example, the ratio becomes 1:1 instead of 1:1:1.
如上所介绍,用这些组分(例如A-B-A多层细长元件)制成的细长元件(例如共挤带材)优选包含大约1至20wt%的组分A和大约80至99wt%的组分B。尽管这种相对比例是根据本发明的许多不同细长元件的典型比例,但其不应该被视为限制性的。例如,对于一些用途,也可以在细长元件中使用比组分B大的组分A比例,并可以根据本文的公开获得良好的结果。例如,组分B(例如包括聚丙烯的聚合物,例如聚丙烯的均聚物)的量预计可以低于总重量的大约50wt%(例如低于总重量的大约45wt%,或可能为总重量的大约10至大约45wt%,或再特别为总重量的大约20至大约40wt%)。As introduced above, elongate elements (e.g., coextruded tapes) made from these components (e.g., A-B-A multilayer elongate elements) preferably comprise about 1 to 20 wt. % of component A and about 80 to 99 wt. b. While this relative proportion is typical of many different elongated elements according to the invention, it should not be considered limiting. For example, for some applications it is also possible to use a greater proportion of component A than component B in the elongate element and good results may be obtained according to the disclosure herein. For example, it is contemplated that the amount of Component B (e.g., comprising a polymer of polypropylene, such as a homopolymer of polypropylene) may be less than about 50% by weight of the total weight (e.g., less than about 45% by weight of the total weight, or possibly from about 10 to about 45 wt%, or more particularly from about 20 to about 40 wt% of the total weight).
一般而言,当细长元件包括至少组分A和组分B时,组分A和B的熔点(其可以在一定温度范围之内)不同,其中组分A的熔点(也就是,具有熔程的材料的最大熔化温度)低于组分B的熔点。此外,将熔点较高的材料通常至少部分取向(例如单轴或双轴取向)。相对熔点可以相差大约5℃,但更通常相差至少大约10℃,更优选至少大约20℃,且在一个具体例子中,可以相差多达至少大约25℃(例如大约30℃)或更高。例如但不限于,组分A可以具有大约130℃的熔点,组分B可以具有高于大约160℃的熔点。由于熔点的温度跨度(spread),结果是实现了一定加工范围(window)——在此范围内,组分A能够流动并与邻接材料熔合以在冷却时实现固结。同时,通过将组分B的加工温度保持在低于其熔点,可以降低组分B的初始形态发生显著劣化并损害其性质(例如细长元件的整体高弯曲模量)的风险。在加工结束时,尤其是在最终制品中基本保持细长元件内的初始形态的能力又可以实现其它益处。除了保持形态的能力外,温度范围下限附近的固结具有使细长组件通常较不容易松弛或收缩的额外益处。In general, when the elongated member comprises at least components A and B, the melting points of components A and B differ (which may be within a range of temperatures), wherein the melting point of component A (that is, has a melting point The maximum melting temperature of the material of the process) is lower than the melting point of component B. In addition, the higher melting point material is typically at least partially oriented (eg, uniaxially or biaxially oriented). The relative melting points may differ by about 5°C, but more typically by at least about 10°C, more preferably by at least about 20°C, and in one specific example by up to at least about 25°C (eg, about 30°C) or more. For example, without limitation, component A may have a melting point of about 130°C and component B may have a melting point of greater than about 160°C. Due to the temperature spread of the melting point, the result is a certain processing window - within which component A is able to flow and fuse with adjacent material to achieve consolidation upon cooling. At the same time, by keeping the processing temperature of Component B below its melting point, the risk of significant degradation of Component B's initial morphology and compromising its properties, such as the overall high flexural modulus of the elongated element, is reduced. The ability to substantially maintain the original shape within the elongate element at the end of processing, especially in the final article, can realize yet other benefits. In addition to the ability to maintain shape, consolidation near the lower end of the temperature range has the added benefit of making elongated components generally less prone to relaxation or shrinkage.
如上所述,可以看出,选择用于论述的参照熔体特性温度是熔点(例如可根据ISO 11357-3通过差示扫描量热法获得的)。应该认识到,对于一些材料,熔点不能精确指定(例如,因为其在一定温度范围内存在)。因此,对于这类材料,技术人员会认识到,提到的熔点通常是指最大熔化温度。此外,在一些情况下,通过替换成该材料熔体特征的另一相关测量标准,玻璃化转变温度或聚合软化温度,最大结晶温度(例如WO 2004/033509(作为参考并入本文)中所述)或甚至密封起始温度(例如在Isothermal Crystallization Kinetics and Morphology ofPolypropylenes and Propylene/Ethylene(P/E)Copolymers;by C.H.Stephens,B.C.Poon,A.R.Kamdar,S.Chum,P.Ansems,K.Swogger,A.Hiltner and E.Baer.(Presented at the SPE ANTEC Conference in Chicago,IL,2004年5月)中所述,作为参考并入本文),对各个组分使用另一类似方法可能是更方便的。As noted above, it can be seen that the reference melt characteristic temperature chosen for the discussion is the melting point (obtainable for example by differential scanning calorimetry according to ISO 11357-3). It will be appreciated that for some materials, melting points cannot be specified precisely (eg, because they exist over a range of temperatures). Thus, for such materials, the skilled artisan will recognize that references to melting points generally refer to the maximum melting temperature. Furthermore, in some cases, by substituting another relevant measure of the melt characteristics of the material, the glass transition temperature or the polymerization softening temperature, the maximum crystallization temperature (such as described in WO 2004/033509 (incorporated herein by reference) ) or even sealing initiation temperature (for example inIsothermal Crystallization Kinetics and Morphology ofPolypropylenes and Propylene/Ethylene(P/E) Copolymers ; by CHStephens, BCPoon, ARKamdar, S.Chum, P.Ansems, K.Swogger, A.Hiltner and E. Baer. (Presented at the SPE ANTEC Conference in Chicago, IL, May 2004), incorporated herein by reference), it may be more convenient to use another similar method for each component.
因此,有效地,通常选择各个组分A和B的相关熔体特性温度的所需跨度(例如在聚合物的这类熔体特性温度中大约5、10、20、25或30℃或30℃以上的差别)以使组分A的熔融可以在不降低组分B所具有的在其初始固态下比组分A高的机械性能的情况下进行。Effectively, therefore, the desired span of the relevant melt property temperature of the respective components A and B is generally selected (e.g. about 5, 10, 20, 25 or 30°C or 30°C in such a melt property temperature of the polymer The above difference) so that the melting of component A can be carried out without reducing the mechanical properties which component B possesses in its initial solid state which are higher than those of component A.
多层结构的一种可能益处是制备细长元件以在细长元件的各部分中提供特性差异的能力,由此细长元件可以针对特定用途、特定加工条件组、或其组合精确调节。从本文的综述中看出,获得有利的多层结构的方式可以根据所追求的附随结果而变,且可以使用多种技术以获得多层结构。例如,一个或多个部分可以涂布、层压、粘合、表面处理(例如大气处理(例如氧化或类似处理)、电晕放电,或其它等离子体处理)、火焰喷射、离子化、辐射、粉末涂布、热熔体施加,或以其它方式连接到另一部分上。在另一方法中,可以使不同部分经受不同热处理、不同应变处理或其它加工条件。在再一方法中,将不同部分一起共挤。也可以使用上述方法的组合。One possible benefit of multilayer structures is the ability to fabricate elongated elements to provide differences in properties in portions of the elongated element, whereby the elongated element can be precisely tuned for a particular application, a particular set of processing conditions, or a combination thereof. From the review herein it appears that the manner in which advantageous multilayer structures are obtained can vary depending on the attendant outcomes sought and that a variety of techniques can be used to obtain multilayer structures. For example, one or more parts may be coated, laminated, bonded, surface treated (e.g., atmospheric treatment (e.g., oxidation or the like), corona discharge, or other plasma treatment), flame sprayed, ionized, irradiated, Powder coated, hot melt applied, or otherwise attached to another part. In another approach, different portions may be subjected to different heat treatments, different strains, or other processing conditions. In yet another approach, the different parts are coextruded together. Combinations of the above methods may also be used.
更详细地,通常,本发明的细长元件源自薄膜(该薄膜可以未取向,但更通常单轴取向、双轴取向或其它)。例如,相当典型的是,细长元件(特别是选自至少一种纱线、带材、纤维或单丝的细长元件)可以通过对熔融聚合物(例如在聚合物的熔体温度,例如对于各种聚烯烃或其它热塑性塑料在大约200至240℃)进行吹塑薄膜法(例如,如在WO2005035598中所公开的空气骤冷吹塑薄膜法,其作为参考并入本文)、通过流延薄膜或片材(例如使用冷铸轧辊将挤出的熔融聚合物骤冷)或通过薄膜或片材挤塑(例如经过水浴)制造。也可以使用这些方法的组合。然后使用合适的切割操作将薄膜或片材切成预定宽度,例如声波切割、热切刀切割、它们的组合或其它方式。纵裂薄膜随后通过加热阶段(例如使用热台)或拉伸操作(任选使用用于高温拉伸的拉伸炉)被加工成所需旦数(例如大约1000至大约20,000,例如可以大于大约13,500)和重量(例如至少大约7克/旦和可能至少高达大约9克/旦或更高,更特别高于大约10克/旦的重量)。对于一些实施方案,纵裂薄膜可以具有大约60至300的tex特性(大约10千米长的带材的重量)。也可以将纵裂薄膜原纤化并缠绕到线轴上以随后用在最终产品中。所述整个方法通常但不必是连续方法。In more detail, generally, the elongated elements of the present invention are derived from a film (which film may be unoriented, but more usually uniaxially oriented, biaxially oriented or otherwise). For example, quite typically, an elongate element (particularly an elongate element selected from at least one yarn, tape, fiber or monofilament) can be produced by heating a molten polymer (e.g. at the melt temperature of the polymer, e.g. Blown film processes (for example, air-quenched blown film processes as disclosed in WO2005035598, which is incorporated herein by reference) for various polyolefins or other thermoplastics at about 200 to 240°C), by casting Film or sheet (eg, quenching the extruded molten polymer using chilled rolls) or by film or sheet extrusion (eg, through a water bath). Combinations of these methods can also be used. The film or sheet is then cut to predetermined widths using a suitable cutting operation, such as sonic cutting, thermal knife cutting, combinations thereof, or otherwise. The slit film is then processed to a desired denier (e.g., about 1000 to about 20,000, e.g., may be greater than about 13,500) and weight (eg, at least about 7 g/denier and possibly at least as high as about 9 g/denier or higher, more particularly weights above about 10 g/denier). For some embodiments, the slit film may have a tex property (approximately the weight of a 10 km long strip) of about 60 to 300. Slit films can also be fibrillated and wound onto spools for subsequent use in the final product. The overall process is usually but not necessarily a continuous process.
作为进一步特别例子,另一可行的形成细长元件(特别是选自纱线、带材、纤维和单丝的细长元件)的方法可以是用合适的模头(任选具有锥形开孔),例如压片模头(例如Collin Teachline挤塑机)使熔融聚合物(例如在90至230℃的熔体温度)经过挤塑步骤(例如其后使其通过20至40℃的水浴)以形成最多大约10毫米厚(更通常大约1毫米厚)的流延片材。将该片材切成大约1至20毫米,更特别大约2至10毫米(例如大约5毫米)宽,并在一个或多个加热炉中在大约50至70℃(例如60℃)在导丝辊之间拉伸至大约2至10(例如大约5)或更高的拉伸比。然后将所得纱线、带材、纤维或单丝在一种或多种高温(例如高于大约120℃,例如在大约140至200℃(例如大约170℃))以一种或多种至少大约2至8(例如大约3.5)的追加拉伸比进一步拉伸,这产生所需厚度(例如大约0.3至2毫米,更特别大约0.05至0.3毫米(特别是在流延片材为大约1毫米厚时)或可能更大或更小)。还可以包括在低于拉伸聚合物的熔点的温度下的一个或多个拉伸步骤。一种可行的拉伸操作包括在大约170℃将包括聚丙烯均聚物的材料拉伸至至少5,更特别至少10,再特别至少15的拉伸比。As a further particular example, another possible method of forming an elongated element, especially an elongated element selected from the group consisting of yarns, tapes, fibers and monofilaments, may be by using a suitable die (optionally with tapered openings) ), such as a tableting die (e.g. a Collin Teachline extruder) to subject molten polymer (e.g. at a melt temperature of 90 to 230°C) to an extrusion step (e.g. followed by passing it through a water bath at 20 to 40°C) to The cast sheet is formed up to about 10 mm thick, more typically about 1 mm thick. The sheet is cut to a width of about 1 to 20 mm, more particularly about 2 to 10 mm (eg about 5 mm) and heated on a wire in one or more furnaces at about 50 to 70°C (eg 60°C). Roll-to-roll stretching to a draw ratio of about 2 to 10 (eg, about 5) or higher. The resulting yarn, tape, fiber or monofilament is then subjected to one or more elevated temperatures (e.g. above about 120°C, for example at about 140 to 200°C (e.g. about 170°C)) at one or more temperatures of at least about An additional draw ratio of 2 to 8 (e.g. about 3.5) further draws, which produces the desired thickness (e.g. about 0.3 to 2 mm, more particularly about 0.05 to 0.3 mm (especially in cast sheets about 1 mm thick) time) or may be larger or smaller). One or more stretching steps at temperatures below the melting point of the stretched polymer may also be included. One possible stretching operation comprises stretching the material comprising polypropylene homopolymer to a draw ratio of at least 5, more particularly at least 10, still more particularly at least 15, at about 170°C.
在另一方法中,例如用于单轴取向加工的方法中,挤出扁平或圆形型材,然后根据形成单轴取向细长元件的技术取向以获得所需韧度和旦数。然后,可以将细长元件缠绕到线轴上。要认识到,上述方法适合用于形成包括两种聚合物的细长元件,例如通过两种聚合物的共挤以形成带材或单丝。In another method, such as that used for uniaxially oriented processing, a flat or round profile is extruded and then oriented to achieve the desired tenacity and denier according to the techniques used to form uniaxially oriented elongated elements. The elongate element can then be wound onto a spool. It will be appreciated that the methods described above are suitable for use in forming elongated elements comprising two polymers, for example by coextrusion of the two polymers to form tapes or monofilaments.
在多层细长元件的制造过程中,还需要使各层的流变性基本近似以助于在材料通过任何加料段和模头组装件时避免不合意剪切应力的积聚或其它后果。During the manufacture of multi-layer elongated elements, it is also desirable to substantially approximate the rheology of the layers to help avoid undesirable build-up of shear stress or other consequences as the material passes through any feed section and die assembly.
从上文可以发现,因为本发明涉及拉伸,技术人员会认识到,许多替代性的拉伸方法是可行的。在许多这样的情况下通行的是,使薄膜或片材经过一个或多个拉伸(例如单轴、双轴或其它)步骤,例如用于形成纱线、带材、纤维或单丝。拉伸可以在单阶段操作或多阶段操作(例如双阶段法)中进行。拉伸通常在升高温度下进行(例如特别是对于聚烯烃,高于大约60℃,更通常高于大约100℃,例如大约100至大约200℃,更特别高达大约190℃(例如大约120至180℃,更特别对于聚丙烯,大约140至大约190℃,例如大约150℃至170℃),要认识到,如聚酯的其它材料的温度条件可以与所列的不同)。换一种方式考虑,对于包括较高和较低熔点组分的体系(例如A-B-A型结构),拉伸通常在高于较低熔点组分的熔化温度并在较高熔点组分的最大熔化温度的大约10℃内的温度进行。可以根据需要选择每阶段的薄膜拉伸量(与其各向同性熔体状态相比),例如为大约2×至大约20×或更高(例如大约4×至10×,大约8×至15×或可能大约15×至18×,或甚至大约25×至40×)。此外,拉伸可以通过单阶段(这样一次拉伸实现了全部拉伸)或多阶段操作(例如多次连续拉伸)完成。较高或较低的拉伸量可能是可行的。此外,尽管特别针对单阶段拉伸作出公开,但也可以使用多个连续步骤以实现所需拉伸量。在各个阶段中,薄膜温度可以保持恒定或在一定温度范围内变动。在本文中参照所得细长元件与由各向同性熔体形成的薄膜的比较公开拉伸值。在本文的论述中更详细涉及细长元件形成的其它方面。From the foregoing it can be seen that, as the present invention relates to stretching, the skilled artisan will recognize that many alternative stretching methods are possible. It is common in many such cases to subject the film or sheet to one or more stretching (eg, monoaxial, biaxial, or other) steps, eg, to form yarns, tapes, fibers or monofilaments. Stretching can be performed in a single-stage operation or in a multi-stage operation such as a two-stage process. Stretching is generally carried out at elevated temperatures (e.g., especially for polyolefins, above about 60°C, more usually above about 100°C, such as from about 100 to about 200°C, more particularly up to about 190°C (e.g., from about 120 to 180°C, more particularly for polypropylene about 140 to about 190°C, eg about 150°C to 170°C), it being recognized that the temperature conditions for other materials such as polyesters may differ from those listed). Considered another way, for a system that includes a higher and a lower melting component (such as an A-B-A structure), the stretching is generally above the melting temperature of the lower melting component and at the maximum melting temperature of the higher melting component performed at a temperature within about 10 °C. The amount of stretching of the film per stage (compared to its isotropic melt state) can be selected as desired, for example from about 2× to about 20× or higher (e.g. about 4× to 10×, about 8× to 15× Or maybe about 15x to 18x, or even about 25x to 40x). Furthermore, stretching can be accomplished by a single stage (such that all stretching is achieved in one stretch) or a multi-stage operation (eg, multiple consecutive stretches). Higher or lower stretch amounts may be possible. Furthermore, while specifically disclosed for a single stage of stretching, multiple sequential steps may be used to achieve the desired amount of stretching. In each stage, the film temperature can be kept constant or varied within a certain temperature range. Tensile values are disclosed herein with reference to a comparison of the resulting elongated member to a film formed from an isotropic melt. Other aspects of elongate element formation are addressed in more detail in the discussion herein.
但是,合意地,在拉伸完成后,细长元件(尤其是选自纱线、带材,纤维或单丝的细长元件)表现出初始形态,包括取向(通常单轴取向,但可能也具有双轴或其它取向分量)。随之产生的通常是材料与其未拉伸或松弛状态相比强度和刚度的提高。例如,在拉伸后,细长元件(尤其是包括较高和较低熔点组分的那些(例如A-B-A型结构)),根据本发明通常表现出至少大约13GPa,更特别至少大约18GPa的通过ASTM D-638测得的弹性模量,和至少大约150MPa,更通常至少大约300MPa的通过下列ASTM测试法D-638测得的拉伸强度。可以认识到,基本保持形态(和附随的吸引人的性质)是可由本发明获得的利益之一。当然,根据本文的论述也可以发现,上述性质不是强制性的。本文所述的许多材料(例如地球物理织物及其它)还通常具有大约5至12GPa的模量。However, desirably, after stretching is complete, the elongate element (especially an elongate element selected from yarns, tapes, fibers or monofilaments) exhibits an initial morphology, including orientation (usually uniaxial orientation, but may also have biaxial or other orientation components). The result is usually an increase in the strength and stiffness of the material compared to its unstretched or relaxed state. For example, after stretching, elongated elements, especially those comprising higher and lower melting point components (e.g., A-B-A structure), according to the present invention generally exhibit a pressure resistance of at least about 13 GPa, more particularly at least about 18 GPa, by ASTM Elastic modulus as measured by D-638, and tensile strength as measured by the following ASTM test method D-638 of at least about 150 MPa, more usually at least about 300 MPa. It will be appreciated that substantially maintaining form (and the attendant attractive properties) is one of the benefits obtainable by the present invention. Of course, it can also be found from the discussion herein that the above properties are not mandatory. Many of the materials described herein (eg, geophysical fabrics and others) also typically have a modulus of about 5 to 12 GPa.
细长元件的材料Materials for slender elements
在下列论述中,可以看出,通过用于各层的特定聚合物成分的选择、各层的尺寸、制造各层的方式、或组装各层的方式之一或组合,可以实现本技术中的特定进步。在一个特定方面中,本文表现出下述认识——聚合物领域中的近期技术进步在聚合物复合材料领域中具有显著用途。例如,根据本文的论述,可以看出,本发明有利并意外地利用各种传统聚合物以及近期发现的聚合物的热和机械性能。In the following discussion, it will be seen that by one or a combination of the selection of the particular polymer composition used for the layers, the size of the layers, the manner in which the layers are made, or the manner in which the layers are assembled, the advantages and disadvantages of the present technology can be achieved. specific progress. In one particular aspect, this paper presents the recognition that recent technological advances in the field of polymers have significant utility in the field of polymer composites. For example, from the discussion herein, it can be seen that the present invention advantageously and unexpectedly utilizes the thermal and mechanical properties of various traditional polymers as well as recently discovered polymers.
可以根据本发明使用的特定聚合物的例子(无论其是一元细长元件还是多层细长元件),本发明包括一种或多种聚烯烃,例如热塑性烯烃、聚(α)烯烃、乙烯基聚合物、丙烯基聚合物、或其任何组合(无论是共聚物、掺合物或混合物中的一种或多种的形式)。一般而言,对于多层结构,使用材料组合——其中将较低熔点聚合物与较高熔点聚合物共挤以形成层。尽管任一层可以是无定形或至少部分结晶的,但本文所述的具体例子中较高熔点的聚合物层具有相对较高的结晶度(例如,至少30%,更通常至少50%,或甚至70%)。如整篇中所述,遵循本文的公开可能的优点之一在于,即使在加工用于制造复合制品的材料之后,至少较高熔点层的材料基本保持其形态,例如即使在固结步骤之后也保持相对较高的结晶度(例如,至少30%,更通常至少50%,或甚至70%)。Examples of specific polymers that may be used in accordance with the present invention (whether it is a unitary elongate element or a multilayer elongate element) include one or more polyolefins such as thermoplastic olefins, poly(alpha)olefins, vinyl polymers, propylene-based polymers, or any combination thereof (whether in the form of one or more of copolymers, blends, or mixtures). Generally, for multilayer structures, a combination of materials is used where a lower melting point polymer is coextruded with a higher melting point polymer to form the layers. Although either layer may be amorphous or at least partially crystalline, in the specific examples described herein the higher melting polymer layer has a relatively high degree of crystallinity (e.g., at least 30%, more typically at least 50%, or even 70%). As noted throughout, one of the possible advantages of following the disclosure herein is that at least the material of the higher melting point layer substantially retains its form even after processing the material used to make the composite article, e.g. even after the consolidation step. A relatively high degree of crystallinity (eg, at least 30%, more typically at least 50%, or even 70%) is maintained.
乙烯基聚合物包括但不限于乙烯均聚物或乙烯与至少一种C3-C20α-烯烃的共聚体,并可以指超高密度聚乙烯(UHDPE)、超高分子量聚乙烯(UHMWPE)、高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)、低密度聚乙烯(LDPE)、线型低密度聚乙烯(LLDPE)、极低密度聚乙烯(VLDPE)、超低密度聚乙烯(ULDPE)或基本线型的乙烯聚合物(SLEP)。可以通过一种或多种不同方法制造乙烯基聚合物,包括但不限于高压、溶液、淤浆或气相反应,采用一种或多种不同的催化剂体系,例如铬(Cr)、齐格勒-纳塔(Z-N)、金属茂、受限几何(CG)或其它先进的非金属茂络合物。对于用作A-B结构中的较低熔点组分A,使用含有上述乙烯基聚合物之一或可能的另一α-烯烃(例如丁烯,或类似物)的聚丙烯共聚物是合意的。其它可行的材料包括聚丙烯共聚物与(共)聚乙烯(例如多相聚丙烯)的掺合物。Vinyl polymers include, but are not limited to, ethylene homopolymers or copolymers of ethylene and at least one C3 -C20 α-olefin, and may refer to Ultra High Density Polyethylene (UHDPE), Ultra High Molecular Weight Polyethylene (UHMWPE) , high-density polyethylene (HDPE), medium-density polyethylene (MDPE), low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), very low-density polyethylene (VLDPE), ultra-low-density polyethylene ( ULDPE) or substantially linear ethylene polymer (SLEP). Vinyl polymers can be produced by one or more different methods including but not limited to high pressure, solution, slurry or gas phase reactions using one or more different catalyst systems such as chromium (Cr), Ziegler- Nata (ZN), metallocene, constrained geometry (CG) or other advanced non-metallocene complexes. For use as the lower melting component A in the AB structure, it is desirable to use a polypropylene copolymer containing one of the above vinyl polymers or possibly another alpha-olefin (eg butene, or the like). Other possible materials include blends of polypropylene copolymers with (co)polyethylene such as heterophasic polypropylene.
丙烯基聚合物包括但不限于丙烯均聚物或丙烯与至少一种C2或C4-C20α-烯烃的共聚体,并可以指均聚物聚丙烯(hPP)、无规共聚物聚丙烯(RCP)、高结晶聚丙烯(HCPP)、橡胶改性聚丙烯(通常为具有分散的“橡胶”相的hPP或RCP基体),也称作抗冲或嵌段共聚物(ICP),或丙烯-乙烯共聚物。可以通过各种方法制造丙烯基聚合物,包括但不限于溶液、淤浆、或气相法,使用各种催化剂体系,例如齐格勒-纳塔(Z-N)、金属茂或其它先进的非金属茂络合物。丙烯基聚合物可以是全同立构的、间规立构的或无规立构的,但优选为全同立构的。Propylene-based polymers include, but are not limited to, propylene homopolymers or copolymers of propylene with at least oneC2 orC4 -C20 α-olefin, and may refer to homopolymer polypropylene (hPP), random copolymer polypropylene Propylene (RCP), highly crystalline polypropylene (HCPP), rubber-modified polypropylene (usually hPP or RCP matrix with a dispersed "rubber" phase), also known as impact or block copolymer (ICP), or Propylene-ethylene copolymer. Propylene-based polymers can be produced by various methods, including but not limited to solution, slurry, or gas phase processes, using various catalyst systems such as Ziegler-Natta (ZN), metallocenes, or other advanced non-metallocenes complexes. The propylene-based polymer may be isotactic, syndiotactic or atactic, but is preferably isotactic.
用于较低熔点组分(例如A-B-A细长元件中的组分A)的特别优选的聚烯烃的例子包括丙烯-乙烯共聚物(其可以是橡胶改性的);更优选具有窄分子量分布,例如可以以VERSIFY为名获自Dow Chemical、或以VISTAMAXX为名获自ExxonMobil的那些,或其组合。可以根据本发明使用的聚合物(尤其用作较低熔点组分,例如A-B-A组合的组分A,或用作本文所述的微层材料的一层或多层)的再更具体的例子包括在WO03/040201A1、公开的美国申请2003-0204017和美国专利6,525,157中公开的那些,所有这些均作为参考并入本文。例如,该材料可以是基本不含二烯的丙烯-乙烯共聚物。用于A-B-A组合的组分A或用作本文所述的微层材料的一层或多层的可能候选物是用金属茂催化剂制成的聚丙烯均聚物以使其表现出相对较低的熔点。此类材料的商品例子包括ACHIEVE(可获自ExxonMobil)和METOCENE(可获自Basell);也参见Kunzer和Wieners,Kunstoffe Plast Europe 86(1996年5月)5,页666-670,其作为参考并入本文。在此可用的一种市售聚乙烯材料的例子是可以以商品名AFFINITY获自The Dow ChemicalCompany的材料。Examples of particularly preferred polyolefins for the lower melting point component (e.g. component A in an A-B-A elongated member) include propylene-ethylene copolymers (which may be rubber-modified); more preferably with a narrow molecular weight distribution, For example, those available from Dow Chemical under the name VERSIFY, or ExxonMobil under the name VISTAMAXX, or combinations thereof. Still more specific examples of polymers that can be used in accordance with the invention, especially as a lower melting component, such as component A of an A-B-A combination, or as one or more layers of the microlayer materials described herein, include Those disclosed in WO03/040201A1, Published US Application 2003-0204017, and US Patent 6,525,157, all of which are incorporated herein by reference. For example, the material may be a substantially diene-free propylene-ethylene copolymer. A possible candidate for Component A of the A-B-A combination or for use as one or more layers of the microlayer material described herein is a polypropylene homopolymer made with a metallocene catalyst so that it exhibits a relatively low melting point. Commercial examples of such materials include ACHIEVE (available from ExxonMobil) and METOCENE (available from Basell); see also Kunzer and Wieners, Kunstoffe Plast Europe 86 (May 1996) 5, pp. 666-670, which is incorporated by reference and into this article. An example of a commercially available polyethylene material useful herein is the material available from The Dow Chemical Company under the tradename AFFINITY.
在一种方法中,共聚物可以在使用单反应器的金属茂催化剂方法中以稳态制造。在另一方法中,该共聚物可以使用非金属茂金属配位络合物(例如在如铝氧烷的活性助催化剂存在下的金属居中的杂芳基配体催化剂)制造。当然,可以使用如前所述的其它催化剂方法。在一个实施方案中,共聚物包括大约5wt%至大约25wt%的乙烯衍生单元,和大约75wt%至95wt%的丙烯衍生单元,重量百分比以丙烯-和乙烯-衍生单元的总重量计。低至大约3wt%(或更低)的乙烯衍生单元也是可行的。In one approach, the copolymers can be produced in a steady state in a metallocene catalyst process using a single reactor. In another approach, the copolymers can be made using non-metallocene metal coordination complexes such as metal-centered heteroaryl ligand catalysts in the presence of active cocatalysts such as alumoxanes. Of course, other catalyst methods as previously described can be used. In one embodiment, the copolymer comprises from about 5 wt% to about 25 wt% ethylene-derived units, and from about 75 wt% to 95 wt% propylene-derived units, the weight percents being based on the combined weight of the propylene- and ethylene-derived units. Ethylene derived units as low as about 3 wt% (or less) are also feasible.
本文所用的优选丙烯-乙烯共聚物(无论单独还是与另一聚合物,例如聚丙烯均聚物或无规聚丙烯结合使用,且无论是用在外层(例如较低熔点层)还是内层(例如较高熔点层)中)优选是专用丙烯-乙烯共聚物并因此具有两个、三个或三个以上下列特性的组合(例如所有这些的组合):a)大约1.5至大约4(例如2至3)的分子量分布(MWD)、b)至少大约0.3(例如,大约0.5克/10分钟),更特别大约0.3至大约50克/10分钟(例如,2至25克/10分钟)的熔体流动速率(在230℃下)(MFR)(按照ASTM D1238)、c)大约0.80至大约0.95克/立方厘米,更特别大约0.85至0.91(例如,0.858至0.888克/立方厘米)的密度(按照ASTM D792);d)大约3至25wt%(例如,5至15wt%)的共聚单体含量;e)大约0至大约-50℃(例如-15至-35℃)的玻璃化转变温度(Tg);f)大约40至大约160℃(例如,50至135℃)的熔程;g)大约25至大约100,更特别大约40至大约90(例如,50至75)的肖氏A硬度;和h)大约5至1000MPa,或更特别8至325MPa(例如,10至280MPa),或更高(例如,超过2000MPa)的弯曲模量(按照ISO 178)。例如而非限制性地,这类材料可以具有大约8至大约325MPa(例如,大约10至280MPa)的弯曲模量、大约3至25wt%的乙烯含量、和任选低于大约135℃的最大熔化峰值、大约25至大约100,更特别大约40至大约90(例如,50至75)的肖氏A硬度;或它们的组合。这类共聚物的市售例子可以以VERSIFY为名获自Dow ChemicalCompany。在一个特定例子中,在细长元件和此后根据本文的公开制成的所得复合制品中观察上述特性。Preferred propylene-ethylene copolymers for use herein (whether alone or in combination with another polymer, such as polypropylene homopolymer or random polypropylene, and whether used in outer layers (e.g. lower melting point layers) or inner layers ( For example in the higher melting point layer)) is preferably a dedicated propylene-ethylene copolymer and thus has a combination of two, three or more of the following properties (for example a combination of all of these): a) from about 1.5 to about 4 (for example 2 to 3) a molecular weight distribution (MWD), b) a melting point of at least about 0.3 (e.g., about 0.5 g/10 min), more particularly about 0.3 to about 50 g/10 min (e.g., 2 to 25 g/10 min). Bulk Flow Rate (at 230° C.) (MFR) (according to ASTM D1238), c) a density of about 0.80 to about 0.95 g/cubic centimeter, more particularly about 0.85 to 0.91 (e.g., 0.858 to 0.888 g/cubic cm) ( According to ASTM D792); d) a comonomer content of about 3 to 25 wt% (e.g., 5 to 15 wt%); e) a glass transition temperature of about 0 to about -50°C (e.g., -15 to -35°C) ( Tg); f) a melting range of about 40 to about 160°C (eg, 50 to 135°C); g) a Shore A hardness of about 25 to about 100, more particularly about 40 to about 90 (eg, 50 to 75) and h) a flexural modulus (according to ISO 178) of about 5 to 1000 MPa, or more particularly 8 to 325 MPa (eg, 10 to 280 MPa), or higher (eg, more than 2000 MPa). For example and without limitation, such materials may have a flexural modulus of about 8 to about 325 MPa (e.g., about 10 to 280 MPa), an ethylene content of about 3 to 25 wt%, and optionally a maximum melting temperature of less than about 135°C. Peak, Shore A hardness of about 25 to about 100, more specifically about 40 to about 90 (eg, 50 to 75); or combinations thereof. Commercial examples of such copolymers are available from the Dow Chemical Company under the designation VERSIFY. In one particular example, the above-described properties were observed in the elongated member and the resulting composite article thereafter made in accordance with the disclosure herein.
该材料优选通常可以是无规共聚物、与无规基体的多相共聚物、澄清共聚物(例如使用本文所述的成核剂/澄清剂澄清)或全同立构共聚物中的一种或多种。The material preferably may generally be one of a random copolymer, a heterophasic copolymer with a random matrix, a clarified copolymer (for example clarified using a nucleating/clarifying agent as described herein), or an isotactic copolymer or more.
一般而言,特别对于具有A-B组成结构(例如A-B-A材料)的细长元件,不仅组分B包括熔点高于组分A的聚合物,且组分B材料通常是在加工后基本保持形态、表现出比组分A的材料更高的刚度、韧度和可能甚至更高的拉伸强度的取向材料。因此,组分B通常是细长元件整体机械性能的主要贡献者。In general, and particularly for elongated elements having an A-B composition structure (e.g., A-B-A material), not only does component B include polymers with a higher melting point than component A, but the component B material is generally one that substantially retains form, behaves An oriented material that produces higher stiffness, toughness and possibly even higher tensile strength than the Component A material. Therefore, component B is generally the main contributor to the overall mechanical properties of the elongated element.
在一个特定的示例性实施方案中,组分B包括作为主要部分的相对较高刚度的材料,特别是聚烯烃聚合物。在一个方面,特别要求组分B包括或甚至基本由取向聚丙烯构成。通常,组分B的分子量分布可以是窄、中或宽。对于各种用途,所用组分B可以还以多峰有核材料为特征。用于较高熔点材料(例如组分B)的特别优选的一类聚合物具有大于大约1000MPa(例如大于大约1200MPa,例如大约1500MPa)或更高的根据ASTM D790,ISO 178的弯曲模量。具体例子包括均聚物聚丙烯(hPP)、无规共聚物聚丙烯(RCPP)或其组合。市售材料的例子包括可获自The Dow Chemical Company(例如,以INSPIRE为名供给的)、ExxonMobil(例如,以PP9122、PP9852E1、PP2252、PP4712E1、PP4772、PP4792E1等为名供给的)、Basell(例如,以ADSTIF、METOCENE或MOPLEN为名供给的)、或Borealis(BORMOD)的那些。适合用在本发明的A或B组分中的另一材料是可获自Basell的ADFLEX(例如Z104)。In a particular exemplary embodiment, component B comprises as a major part a relatively high stiffness material, in particular a polyolefin polymer. In one aspect it is specifically claimed that component B comprises or even consists essentially of oriented polypropylene. In general, the molecular weight distribution of component B can be narrow, medium or broad. For various uses, component B used may also be characterized by multimodal nucleated material. A particularly preferred class of polymers for higher melting point materials (e.g. Component B) have a flexural modulus according to ASTM D790, ISO 178 greater than about 1000 MPa (e.g. greater than about 1200 MPa, such as about 1500 MPa) or higher. Specific examples include homopolymer polypropylene (hPP), random copolymer polypropylene (RCPP), or combinations thereof. Examples of commercially available materials include those available from The Dow Chemical Company (e.g., under the name INSPIRE), ExxonMobil (e.g., under the name PP9122, PP9852E1, PP2252, PP4712E1, PP4772, PP4792E1, etc.), Basell (e.g. , supplied under the name ADSTIF, METOCENE or MOPLEN), or those of Borealis (BORMOD). Another material suitable for use in the A or B components of the present invention is ADFLEX (eg Z104) available from Basell.
用在本发明中的有吸引力的聚丙烯的一个特定例子包括,或更特别基本由全同立构聚丙烯均聚物(例如,如根据WO 2004/033509和US 20040122196的说明制备和分析的,它们作为参考并入本文;对于材料特征分析的其它说明,参见本文的附录)构成。相应地,用在组分B中的特定聚丙烯的一个例子以两个、三个、四个、五个、六个或六个以上下列特性的组合(例如所有这些的组合)为特征:a)如根据WO2004/033509和美国专利申请2004-0122196(参见附录)中公开的说明通过凝胶渗透色谱法测得的低于大约5.5的分子量分布(Mw/Mn),b)小于大约25克/10分钟,更优选小于大约10克/10分钟并更优选小于大约7克/10分钟(例如,小于大约5克/10分钟)的熔体流动速率(在230℃)(MFR)(根据ASTM D1238),c)大于大约2000MPa(例如,大于大约300,000psi)的1%正割弯曲模量(根据ASTM D790-00),d)根据WO2004/033509和美国专利申请20040122196(同样参见本文附录)中公开的说明测得的小于大约2%(例如,小于大约1%)的二甲苯可溶物,e)小于大约25%的浊度(根据ASTM D1003),f)根据WO2004/033509和美国专利申请2004-0122196(同样参见本文附录)中公开的说明通过差示扫描量热法测得的至少大约30%,更特别至少大约50%,更特别大于大约70%的结晶度,g)根据WO2004/033509和美国专利申请20040122196(同样参见本文附录)中公开的说明使用核磁共振(NMR)测得的大于大约70%、更优选大于大约85%和再优选大于大约95%、并再更优选大于大约99%的全同立构五单元组/三单元组比率;和h)大于133℃的结晶温度(例如,根据WO2004/033509和美国专利申请2004-0122196(同样参见本文附录)的说明测得的)。在一个示例性例子中,五单元组全同立构规整度可以为至少96%,更优选至少97%,最优选至少98%。通常,聚丙烯均聚物表现出至少160℃(例如至少165℃或甚至170℃)的最高熔点。作为例子,聚丙烯均聚物表现出至少160℃(例如至少165℃或甚至170℃)的最高熔点和至少大约30%,更特别至少大约50%,再更特别高于大约70%的结晶度,大于大约70%,更优选大于大约85%,再更优选大于大约95%,甚至更优选大于大约99%的全同立构五单元组/三单元组比率,或这种全同立构规整度与结晶度的组合。在特定例子中,聚丙烯均聚物进一步表现出大于大约2000MPa的1%正割弯曲模量(根据ASTMD790-00)。在一个特定例子中,在细长元件和此后在根据本文的公开制成的所得复合制品中观察上述特性。例如,组分B的材料可以实际上在所得固结复合制品中表现出与固结前的最高熔点相比最高熔点的提高(例如提高多达3、5或甚至8℃)。A specific example of an attractive polypropylene for use in the present invention includes, or more particularly consists essentially of isotactic polypropylene homopolymer (e.g. as prepared and analyzed according to the descriptions of WO 2004/033509 and US 20040122196 , which are incorporated herein by reference; for other descriptions of material characterization, see the appendix of this document). Accordingly, an example of a particular polypropylene for use in Component B is characterized by a combination of two, three, four, five, six, or more of the following properties (e.g. a combination of all of these): a ) a molecular weight distribution (Mw /Mn ) of less than about 5.5 as determined by gel permeation chromatography according to the specifications disclosed in WO2004/033509 and US Patent Application 2004-0122196 (see Appendix), b) less than about 25 g/10 min, more preferably less than about 10 g/10 min and more preferably less than about 7 g/10 min (e.g., less than about 5 g/10 min) melt flow rate (at 230°C) (MFR) (according to ASTM D1238), c) 1% secant flexural modulus (according to ASTM D790-00) greater than about 2000 MPa (eg, greater than about 300,000 psi), d) according to WO2004/033509 and US Patent Application 20040122196 (see also Appendix herein) Less than about 2% (e.g., less than about 1%) xylene solubles, e) less than about 25% turbidity (according to ASTM D1003), f) according to WO2004/033509 and U.S. Patent The specification disclosed in the application 2004-0122196 (see also the Appendix hereto) shows a degree of crystallinity of at least about 30%, more particularly at least about 50%, more especially greater than about 70%, as measured by differential scanning calorimetry, g) according to WO2004 /033509 and U.S. Patent Application 20040122196 (see also Appendix hereto) disclose greater than about 70%, more preferably greater than about 85%, and still more preferably greater than about 95%, and still more preferably greater than An isotactic pentad/triad ratio of approximately 99%; and h) a crystallization temperature of greater than 133°C (measured, for example, according to the descriptions of WO2004/033509 and US Patent Application 2004-0122196 (see also Appendix herein) of). In an illustrative example, the pentad isotacticity may be at least 96%, more preferably at least 97%, most preferably at least 98%. Typically, polypropylene homopolymers exhibit a maximum melting point of at least 160°C, such as at least 165°C or even 170°C. As an example, a polypropylene homopolymer exhibits a maximum melting point of at least 160°C, such as at least 165°C or even 170°C, and a crystallinity of at least about 30%, more specifically at least about 50%, and still more specifically greater than about 70% , an isotactic pentad/triad ratio of greater than about 70%, more preferably greater than about 85%, still more preferably greater than about 95%, even more preferably greater than about 99%, or such isotactic regularity The combination of degree and crystallinity. In certain examples, the polypropylene homopolymer further exhibits a 1% secant flexural modulus (according to ASTM D790-00) of greater than about 2000 MPa. In one particular example, the above-described properties were observed in the elongated member and thereafter in the resulting composite article made according to the disclosure herein. For example, the Component B material may actually exhibit an increase in the maximum melting point (eg, as much as 3, 5, or even 8° C.) in the resulting consolidated composite article compared to the maximum melting point prior to consolidation.
例如,一种特定聚丙烯以低于大约7的Mw/Mn、低于大约7克/10分钟的熔体流动速率、大于大约2000MPa的1%正割弯曲模量和低于2wt%的二甲苯可溶物为特征。在名为“Highly crystalline polypropylenewith low xylene solubles”的US2004/0122196和名为“Highly crystallinepolypropylene with low xylene solubles”的WO2004/033509中公开了这类聚丙烯的例子,两者均作为参考并入本文,其中还说明了测定上述特性的方法。For example, a particular polypropylene with aMw /Mn of less than about 7, a melt flow rate of less than about 7 g/10 minutes, a 1% secant flexural modulus of greater than about 2000 MPa, and a Xylene solubles are characteristic. Examples of such polypropylenes are disclosed in US2004/0122196 entitled "Highly crystalline polypropylene with low xylene solubles" and WO2004/033509 entitled "Highly crystalline polypropylene with low xylene solubles", both of which are incorporated herein by reference, wherein Methods for determining the above properties are also described.
在本文中还认识到,通过在较高熔点层,例如组分B(例如以掺合物、共聚物或组合形式)内并入任选次要量(相对于组分B)的较低熔点聚烯烃共聚物,例如丙烯-乙烯共聚物(例如,具有上述类型,例如可获自The Dow Chemical Company的VERSIFYTM共聚物),可以获得其它有利结果(例如,有助于拉伸)。这类共聚物优选具有专用丙烯-乙烯共聚物的上述特性中的两个、三个或三个以上的组合(例如所有这些的组合)。不希望受制于理论,在组分B内并入较低熔点聚烯烃材料被认为有助于将组分B层粘合到组分A层上;较低熔点聚烯烃材料的存在还被认为有助于将组分B层内的各个原纤维彼此粘合。同样地,可以通过在组分A中并入次要量的本文对于组分B所公开的材料来改变组分A的特性。It is also recognized herein that by incorporating an optional minor amount (relative to Component B) of a lower melting point layer within the higher melting point layer, e.g. Polyolefin copolymers, such as propylene-ethylene copolymers (eg, of the type described above, eg, VERSIFY™ copolymers available from The Dow Chemical Company), may achieve other advantageous results (eg, facilitate stretching). Such copolymers preferably have a combination of two, three or more of the above properties (eg a combination of all of these) of the specific propylene-ethylene copolymers. Without wishing to be bound by theory, it is believed that the incorporation of the lower melting point polyolefin material in Component B helps to bond the Component B layer to the Component A layer; the presence of the lower melting point polyolefin material is also believed to have Helps to bind the individual fibrils within the component B layer to each other. Likewise, the properties of Component A can be altered by incorporating in Component A minor amounts of materials disclosed herein for Component B.
更具体地,如在细长元件的组分B中所用的那样,一种优选方法是以组分B的至少大约70重量份(例如80至100份)的量使用聚丙烯均聚物(例如,根据作为参考并入本文的WO 2004/033509和US2004122196的说明制成的聚丙烯均聚物)。如果使用任选次要量的聚烯烃共聚物(例如上述丙烯-乙烯共聚物),其可以以多达组分B的大约30重量份(例如大约0至10份)的量存在。More specifically, as used in Component B of the elongate element, a preferred method is to use a polypropylene homopolymer (such as , a polypropylene homopolymer made according to the description of WO 2004/033509 and US2004122196, incorporated herein by reference). If an optional minor amount of polyolefin copolymer (such as the propylene-ethylene copolymer described above) is used, it may be present in an amount up to about 30 parts by weight of Component B (eg, about 0 to 10 parts).
所述较高熔点聚合物(例如包括A-B结构的示例性实施方案中的组分B)通常是细长元件整体机械性能的主要贡献者。尽管不是在每种情况下均要求的,但通常要求组分B表现出良好的拉伸特性,特别是在高温下(例如大约170℃)。相应地,组分B可以在不会破坏或显著损害其整体性能的情况下表现出至少大约8,更优选至少大约12,再更优选至少大约16或更高的拉伸比(即,原的初始与最终厚度比)。在本文中还认识到,通过在组分B中掺入一定量的丙烯-乙烯共聚物(例如上述专用共聚物),这种相对较高的拉伸是可能的。由此,还可以认识到,即使共聚物的存在一开始会降低组分B的刚度,也可以实现最终拉伸材料刚度的充分增加,因为材料提高的拉伸能力会产生更高的在拉伸过程中发生硬化的可能性。The higher melting point polymer (eg, component B in the exemplary embodiment comprising the A-B structure) is generally the major contributor to the overall mechanical properties of the elongated member. Although not required in every case, it is generally required that Component B exhibit good tensile properties, especially at elevated temperatures (eg, about 170°C). Accordingly, Component B can exhibit a stretch ratio of at least about 8, more preferably at least about 12, and even more preferably at least about 16 or higher (i.e., the original initial to final thickness ratio). It is also recognized herein that such relatively high elongation is possible by incorporating in Component B an amount of a propylene-ethylene copolymer such as the specialty copolymer described above. From this, it can also be appreciated that even though the presence of the copolymer initially reduces the stiffness of Component B, a sufficient increase in the stiffness of the final stretched material can be achieved because the increased stretchability of the material results in a higher Possibility of hardening during the process.
对于用于较高熔点材料(例如示例性A-B结构组合中的材料B)的特别优选材料的例子,使用高刚度(和在一个优选方法中,高全同立构)丙烯均聚物。在上文和在名为“Highly crystalline polypropylenewith low xylene solubles”的US2004/0122196和名为“Highly crystallinepolypropylene with low xylene solubles”的WO2004/033509中描述了此类均聚物的例子,两者均作为参考并入本文,它们可以在单步拉伸法中实现更高的拉伸能力(例如至少大约10×,更优选至少大约15×,再更优选至少大约20×),由此降低或甚至消除对可以在本文中使用的额外拉伸步骤和/或退火步骤的需求。当然,可以认识到,高结晶聚丙烯的使用是合意的,但不是强制性的,也可以使用不是高结晶的聚丙烯(例如通过齐格勒-纳塔催化剂生成的各种传统聚丙烯、小无规聚丙烯共聚物以及本文公开的其它聚丙烯)获得良好结果。For an example of a particularly preferred material for a higher melting point material (such as material B in the exemplary A-B structural combination), a high stiffness (and in one preferred approach, high isotactic) propylene homopolymer is used. Examples of such homopolymers are described above and in US2004/0122196 entitled "Highly crystalline polypropylene with low xylene solubles" and WO2004/033509 entitled "Highly crystalline polypropylene with low xylene solubles", both of which are incorporated by reference Incorporated herein, they can achieve higher drawability (e.g., at least about 10×, more preferably at least about 15×, still more preferably at least about 20×) in a single-step stretching process, thereby reducing or even eliminating the need for The need for additional stretching steps and/or annealing steps may be used herein. Of course, it will be appreciated that the use of highly crystalline polypropylene is desirable, but not mandatory, and that non-highly crystalline polypropylenes (such as various conventional polypropylenes produced by Ziegler-Natta catalysts, small Random polypropylene copolymers as well as other polypropylenes disclosed herein) give good results.
对于本文的细长元件的各层所选的材料不必仅含共聚物(例如,丙烯-乙烯共聚物)或均聚物(例如,聚丙烯均聚物)。相反,可以使用共聚物、掺合物、混合物或共聚物与均聚物的其它组合。由此,可以进一步调节各层内的特性。例如,对于采用两种组分(例如组分A和组分B)的情况,组分A可以包含聚丙烯均聚物和丙烯-乙烯共聚物。例如,聚丙烯共聚物可以构成组分A的大约0至100重量份,而丙烯-乙烯共聚物可以构成组分A的大约5至100重量份。同样地,可以在组分B中添加一定量的另一相对弹性材料(例如聚丙烯塑性体或弹性体、丙烯-乙烯共聚物、或其组合)以助于提高其拉伸比(例如以最多大约10wt%的量)。The materials selected for the layers of the elongated elements herein need not consist exclusively of copolymers (eg, propylene-ethylene copolymers) or homopolymers (eg, polypropylene homopolymer). Instead, copolymers, blends, mixtures, or other combinations of copolymers and homopolymers may be used. Thereby, the characteristics in each layer can be further adjusted. For example, where two components are employed (eg Component A and Component B), Component A may comprise a polypropylene homopolymer and a propylene-ethylene copolymer. For example, polypropylene copolymers may constitute about 0 to 100 parts by weight of Component A, and propylene-ethylene copolymers may constitute about 5 to 100 parts by weight of Component A. Likewise, an amount of another relatively elastic material (e.g., polypropylene plastomer or elastomer, propylene-ethylene copolymer, or combinations thereof) may be added to Part B to help increase its stretch ratio (e.g., at most about 10% by weight).
小无规(即<2wt%C2)丙烯-乙烯共聚物在A和/或B组分中的使用也被认为在本发明的范围内。还预计到,A和/或B组分中的材料不含苯乙烯聚合物。The use of small random (ie <2 wt%C2 ) propylene-ethylene copolymers in the A and/or B components is also considered to be within the scope of this invention. It is also contemplated that the materials in the A and/or B components are free of styrenic polymers.
在细长元件材料中的或与其一起使用的添加剂Additives in or with elongate element materials
在一个实施方案中,用于细长元件的材料,无论是作为一元材料还是作为多层细长元件的组分(例如组分A、B或其它),还可以包括非迁移加工助剂或表面改性剂,其经选择改变(提高或降低)该材料的表面摩擦特性和/或抗划伤和抗磨损特性。优选地,这种表面改性剂以相对较小的量,例如以低于材料的大约10wt%(例如最多大约4%)的量存在。相当通常地,所选表面改性剂降低该材料的表面摩擦、提高组分的抗划伤和抗磨损性、改进细长元件在中间形式形成过程中的操作(例如改进的织造特性)或更优选它们的组合。尽管这类表面改性剂更可能用于暴露的外层(例如A-B结构的组分A),其也可以用在细长元件的其它地方,例如组分B的较高熔点材料中。In one embodiment, the material used for the elongate element, whether as a unitary material or as a component of a multilayer elongate element (e.g. Component A, B or other), may also include non-migrating processing aids or surface Modifiers selected to alter (increase or decrease) the surface friction properties and/or anti-scratch and anti-wear properties of the material. Preferably, such surface modifiers are present in relatively small amounts, such as less than about 10% by weight of the material, such as up to about 4%. Quite generally, the selected surface modifier reduces the surface friction of the material, increases the scratch and abrasion resistance of the component, improves the handling of the elongated element during intermediate form formation (e.g. improved weaving characteristics) or more Combinations of these are preferred. Although such surface modifiers are more likely to be used in the exposed outer layers (eg, component A of the A-B structure), they may also be used elsewhere in the elongated member, eg in the higher melting point material of component B.
适合用作非迁移加工助剂或表面改性剂的材料类型的特定例子包括硅氧烷、聚烯烃、卤化聚合物(例如,氟化热聚合物)或它们的任何组合。一种特别优选的试剂包括高分子量硅氧烷,特别是超高分子量硅氧烷(例如,官能化或非官能化烷基硅氧烷,如聚(二乙基硅氧烷)、聚(二甲基硅氧烷)、或它们的组合,例如可以以母料形式购自DowCorning的商品名为Dow Corning MB 50-313、MB 50-001、MB 50-321或MB 50-021的那些)。参照WO 01/12715、WO 02/08332、WO 98/13419(均作为参考并入本文)可以发现其它选择。Specific examples of types of materials suitable for use as non-migrating processing aids or surface modifiers include silicones, polyolefins, halogenated polymers (eg, fluorinated thermopolymers), or any combination thereof. A particularly preferred agent includes high molecular weight siloxanes, especially ultrahigh molecular weight siloxanes (e.g., functionalized or non-functionalized alkyl siloxanes such as poly(diethylsiloxane), poly(diethylsiloxane), poly(diethylsiloxane), methyl siloxanes), or combinations thereof, such as those commercially available from Dow Corning in masterbatch form under the tradenames Dow Corning MB 50-313, MB 50-001, MB 50-321 or MB 50-021). Other options can be found with reference to WO 01/12715, WO 02/08332, WO 98/13419 (all incorporated herein by reference).
本文中的聚烯烃任选可以含有相对少量500ppm至2500ppm(例如,750ppm至1500ppm)的成核剂/澄清剂添加剂。尽管成核剂/澄清剂添加剂可有利地用在本文所述的丙烯-乙烯共聚物中(并例如用在A-B-A多层细长元件的组分A中),但对于聚丙烯均聚物,尤其是用作A-B-A多层细长元件的组分B的那些聚丙烯均聚物,特别要求使用这种添加剂。对于在涉及单阶段拉伸的拉伸法中的应用,这是进一步要求的(其对于使用多阶段拉伸的多数用途是任选的)。一般而言,使用成核剂/澄清剂添加剂提高由树脂制成的薄膜的刚度以及提高某些聚合物(例如高结晶丙烯基聚合物)在空气骤冷吹塑薄膜制造过程中的结晶速率。这种成核剂/添加剂还改进了所得薄膜的刚度/澄清度平衡。可以使用同时澄清和成核的任何添加剂。成核剂/澄清剂添加剂,例如ADK NA-11(亚甲基-双(4,6-二-叔丁基苯基)磷酸钠盐)和ADK NA-21(铝羟基双[2,4,8,10-四(1,1-二甲基乙基)-6-羟基-12H-二苯并[d,g][1,3,2]二氧杂phoshocin 6-oxidato])可购自Asahi Denka Kokai,并优选添加到本发明的高结晶丙烯基聚合物中。可购自Milliken & Company的Millad 3988(3,4-二甲基benzylidine山梨醇)是本发明中可用的成核剂/澄清剂添加剂的另一例子。根据本发明也可以使用苯甲酸钠或甚至山梨醇基成核体系。The polyolefins herein optionally may contain relatively small amounts of nucleating/clarifying agent additives ranging from 500 ppm to 2500 ppm (eg, 750 ppm to 1500 ppm). While nucleating/clarifying agent additives may be advantageously used in the propylene-ethylene copolymers described herein (and for example in component A of A-B-A multilayer elongated elements), for polypropylene homopolymers, especially It is those polypropylene homopolymers used as component B of the A-B-A multilayer elongated element that the use of this additive is particularly desired. This is further required for applications in stretching processes involving single-stage stretching (it is optional for most applications using multi-stage stretching). In general, nucleator/clarifier additives are used to increase the stiffness of films made from resins and to increase the rate of crystallization of certain polymers, such as highly crystalline propylene-based polymers, during air-quenched blown film manufacture. This nucleating agent/additive also improves the stiffness/clarity balance of the resulting film. Any additive that simultaneously clarifies and nucleates can be used. Nucleating/clarifying additives such as ADK NA-11 (methylene-bis(4,6-di-tert-butylphenyl)phosphate sodium salt) and ADK NA-21 (aluminum hydroxybis[2,4, 8,10-Tetrakis(1,1-dimethylethyl)-6-hydroxy-12H-dibenzo[d,g][1,3,2]dioxaphoshocin 6-oxidato]) can be purchased from Asahi Denka Kokai, and preferably added to the highly crystalline propylene-based polymer of the present invention. Millad 3988 (3,4-dimethylbenzylidine sorbitol), available from Milliken & Company, is another example of a nucleating/clarifying agent additive useful in the present invention. Sodium benzoate or even sorbitol based nucleating systems may also be used according to the invention.
无论用在细长元件的一元材料还是多层材料中,该材料还可以包括两种或两种以上其它成分之一或组合,例如其它聚合物(例如,聚丙烯、聚乙烯、含氟弹性体、其任何组合等等)、填料(例如,玻璃、滑石、碳酸钙或类似物)、抗原纤化剂(例如,PE)、成核剂、脱模剂、阻燃剂、导电剂、抗静电剂、颜料、炭黑、抗氧化剂、抗冲改性剂、稳定剂(例如,紫外线吸收剂)、或任何组合。例如,当使用这些添加剂时,它们通常以最多为整个组分的大约15wt%的量使用(例如,组分A和/或组分B的大约0至10wt%,更特别大约2至8wt%,其中每种添加剂通常以低于该材料的大约1wt%,例如低于0.6wt%,低于0.5wt%,或甚至低至大约0.2wt%或更低的量使用)。组分(例如组分A或B)还可以包括再循环废料(例如来自组分A、组分B的制造或甚至来自本发明的细长元件的制造)。在EP 0829529A1中说明而非限定了可能的添加剂的例子,其作为参考并入本文。市售添加剂的例子包括但不限于ERUCAMIDE、IRGANOX B215、IRGANOX B225、MISTRON滑石、IRGANOX 1010(或硫代酸酯)、CHIMASORB 944、CHIMASORB 119、HOSTASTAT FE2、IRGASTAT和TINUVIN 770。本发明不仅设想了上述商品,还设想了来自其它制造商的相应产品。Whether used in a monolithic or multilayer material for elongated elements, the material may also include one or a combination of two or more other components, such as other polymers (e.g., polypropylene, polyethylene, fluoroelastomer , any combination thereof, etc.), fillers (for example, glass, talc, calcium carbonate or similar), anti-fibrillating agents (for example, PE), nucleating agents, mold release agents, flame retardants, conductive agents, antistatic agent, pigment, carbon black, antioxidant, impact modifier, stabilizer (eg, UV absorber), or any combination. For example, when these additives are used, they are generally used in an amount of up to about 15% by weight of the entire component (for example, about 0 to 10% by weight of component A and/or component B, more particularly about 2 to 8% by weight, Each of these additives is typically used in an amount of less than about 1 wt%, such as less than 0.6 wt%, less than 0.5 wt%, or even as low as about 0.2 wt% or less of the material). Components (eg Component A or B) may also comprise recycled waste (eg from the manufacture of Component A, Component B or even from the manufacture of the elongated element of the invention). Examples of possible additives are illustrated, but not limited, in EP 0829529A1, which is incorporated herein by reference. Examples of commercially available additives include, but are not limited to, ERUCAMIDE, IRGANOX B215, IRGANOX B225, MISTRON talc, IRGANOX 1010 (or thioester), CHIMASORB 944, CHIMASORB 119, HOSTASTAT FE2, IRGASTAT, and TINUVIN 770. The present invention contemplates not only the aforementioned commercial products, but also corresponding products from other manufacturers.
还可以在细长元件材料的组分B(较高熔点组分)中并入一种或多种用于增强其性能的其它聚合组分。例如,除了聚丙烯均聚物外,高刚度材料还可以包括其它热塑性塑料,例如聚对苯二甲酸乙二酯(PET)、聚酰胺、聚碳酸酯、本文所述的任何其它热塑性聚合物、或其混合物。同样地,可以在组分B中添加一定量的相对弹性材料(例如聚丙烯塑性体或弹性体、丙烯-乙烯共聚物或组合)以助于提高其拉伸能力。One or more other polymeric components may also be incorporated in component B (the higher melting point component) of the elongated element material to enhance its properties. For example, in addition to polypropylene homopolymer, the high stiffness material can also include other thermoplastics such as polyethylene terephthalate (PET), polyamide, polycarbonate, any other thermoplastic polymer described herein, or a mixture thereof. Likewise, an amount of a relatively elastic material such as a polypropylene plastomer or elastomer, a propylene-ethylene copolymer or a combination may be added to Part B to help increase its stretchability.
作为例子,制造细长元件的一种方法包括形成共挤薄膜以使其产生A-B-A组合,其中组分A是丙烯与大约3至15wt%乙烯(例如大约5至15wt%)的无规共聚物(密度为大约0.9克/立方厘米),并具有大约50至大约135℃(例如100至140℃)的熔点,组分B是最高熔点为大约150至170℃(可以认识到,对于一些实施方案,熔点可能超过大约170℃(例如大约150至180℃或更高))的聚丙烯均聚物。相应地,组分A与B之间的熔点差可以低至大约5至9℃,或高于大约75℃。A与B组分的相对量为大约1∶2∶1至1∶25∶1,更特别大约1∶15∶1至1∶20∶1(例如大约1∶17∶1)。组分A或B可以具有任何合适的重均分子量,例如大约50至大约400千克/摩尔,更通常大约200至大约300千克/摩尔。As an example, one method of making an elongated member involves forming a coextruded film such that it produces an A-B-A composition, wherein component A is a random copolymer of propylene and about 3 to 15 wt% ethylene (e.g., about 5 to 15 wt%) ( density of about 0.9 g/cubic centimeter), and has a melting point of about 50 to about 135° C. (e.g., 100 to 140° C.), component B having a maximum melting point of about 150 to 170° C. (it will be appreciated that for some embodiments, Polypropylene homopolymers that may have a melting point in excess of about 170°C (eg, about 150 to 180°C or higher). Accordingly, the melting point difference between components A and B may be as low as about 5 to 9°C, or greater than about 75°C. The relative amounts of A and B components are about 1:2:1 to 1:25:1, more specifically about 1:15:1 to 1:20:1 (eg, about 1:17:1). Component A or B may have any suitable weight average molecular weight, for example from about 50 to about 400 kg/mole, more typically from about 200 to about 300 kg/mole.
上述内容不是要限制本发明。在WO 03/008190A1和WO2004028803(均作为参考并入本文)(涉及包括无规共聚物的皮层(例如组分A),该无规共聚物包括丙烯与乙烯或另一α-烯烃的共聚物;还涉及金属茂基统计聚合物的使用)中公开但不是限定了挤塑带材或纱线的其它例子。作为参考并入本文的EP 0776762B1公开了可用作细长元件的材料的另一例子,据此皮层(例如组分A)包括乙烯共聚物与一定量高密度聚乙烯(例如大约5至45wt%)的掺合物。美国专利5,993,711和6,045,923(转让给Lankhorst Indutech B.V.)(均作为参考并入本文)还举出了可行的选择物。根据前者,细长元件的型材可以在一个或多个表面上包括一个或多个纵向凸缘和/或纵向凹槽。根据后者,细长元件可以包括由高密度聚乙烯与一种或多种其它聚烯烃的掺合物制成的中心层(例如组分B),由此高密度聚乙烯的量是主要的,即超过大约50wt%。更特别地,中心层由大约50至90wt%的高密度聚乙烯(>940千克/立方米)和大约10至50wt%的(线型)低密度聚乙烯(<925千克/立方米)、极低密度聚乙烯(<910千克/立方米)或这些产品的组合的掺合物制成。此外,可以存在一定量的聚丙烯以改进该材料的强度。根据本发明另一可行的方法是形成导电复合材料,其中复合材料包括至少一个导电部分,例如源自导电细长元件的存在。例如,导电细长元件可以是涂布或未涂布的金属线(例如铜线)。可以从作为参考并入本文的美国专利6,710,253(转让给Lankhorst indutechB.V.)中找到其它变体。The foregoing is not intended to limit the invention. In WO 03/008190A1 and WO2004028803 (both incorporated herein by reference) (referring to skin layers (such as component A) comprising random copolymers comprising copolymers of propylene and ethylene or another alpha-olefin; Other examples disclosed but not limited to extruded tapes or yarns also relate to the use of metallocene-based statistical polymers). EP 0776762B1, incorporated herein by reference, discloses another example of a material that can be used as an elongated member, whereby the skin layer (eg component A) comprises an ethylene copolymer with an amount of high density polyethylene (eg about 5 to 45 wt % ) blends. U.S. Patents 5,993,711 and 6,045,923 (assigned to Lankhorst Indutech B.V.), both incorporated herein by reference, also cite viable alternatives. According to the former, the profile of the elongate element may comprise one or more longitudinal flanges and/or longitudinal grooves on one or more surfaces. According to the latter, the elongated element may comprise a central layer (eg component B) made of a blend of high density polyethylene with one or more other polyolefins, whereby the amount of high density polyethylene is predominant , ie more than about 50 wt%. More particularly, the central layer consists of about 50 to 90 wt% high density polyethylene (>940 kg/m3) and about 10 to 50 wt% (linear) low density polyethylene (<925 kg/m3), extremely Low-density polyethylene (<910 kg/m3) or blends of combinations of these products. In addition, some amount of polypropylene may be present to improve the strength of the material. Another possible method according to the invention is to form an electrically conductive composite material, wherein the composite material comprises at least one electrically conductive portion, eg resulting from the presence of an electrically conductive elongate element. For example, the conductive elongate element may be a coated or uncoated metal wire (eg copper wire). Other variants can be found in US Patent 6,710,253 (assigned to Lankhorst indutech B.V.), which is incorporated herein by reference.
作为概述,根据本发明预计到,可以使用包括至少两层(它们的熔点不同)的多层结构。由此,与较低熔点材料结合使用较高熔点材料(其通常是取向的)。较低熔点材料通常位于细长元件的外表面上,由此可以发生熔化。据公开,所用材料可以选自多种替代性材料,其中一种特别优选的组合包括丙烯-乙烯共聚物作为较低熔点材料层,还包括较高熔点聚丙烯均聚物层(特别是取向的)。这些层可以包含如本文所公开的其它添加剂(例如聚二甲基硅氧烷或另一合适的非迁移加工助剂或表面改性剂)。例如可以在所述丙烯-乙烯共聚物中掺入一定量(例如次要量)的较高熔点聚丙烯均聚物材料。或者,或除此以外,还可以在所述聚丙烯均聚物中掺入一定量(例如次要量)的较低熔点丙烯-乙烯共聚物。极其优选的材料组合的例子包括,与如上文和在US2004/0122196和WO2004/033509(均作为参考并入本文)中所述的高度全同立构聚丙烯均聚物结合的,具有与可获自The Dow ChemicalCompany的VERSIFYTM类似特性的较低熔点丙烯-乙烯共聚物类型。As an overview, it is contemplated in accordance with the present invention that a multilayer structure comprising at least two layers (whose melting points differ) may be used. Thus, higher melting point materials (which are usually oriented) are used in combination with lower melting point materials. The lower melting point material is typically located on the outer surface of the elongated member whereby melting can occur. It is disclosed that the material used may be selected from a number of alternative materials, with one particularly preferred combination comprising propylene-ethylene copolymer as the lower melting point material layer and also comprising a higher melting point polypropylene homopolymer layer (especially oriented ). These layers may contain other additives as disclosed herein (eg polydimethylsiloxane or another suitable non-migrating processing aid or surface modifier). For example a higher melting polypropylene homopolymer material may be incorporated in the propylene-ethylene copolymer in an amount, eg a minor amount. Alternatively, or in addition, a lower melting propylene-ethylene copolymer may also be incorporated into the polypropylene homopolymer in an amount, eg a minor amount. Examples of extremely preferred combinations of materials include, in combination with highly isotactic polypropylene homopolymers as described above and in US2004/0122196 and WO2004/033509 (both incorporated herein by reference), with the available A lower melting point propylene-ethylene copolymer type of similar properties as VERSIFY™ from The Dow Chemical Company.
更特别地,从上文中看出,用于形成多层结构,包括A-B结构(包括本文所述的微层)的材料的组合数很大。不想受到下列说明的限制,但作为概述,本文的公开设想,较低熔点层(组分A)选自乙烯丙烯共聚物(不含聚二甲基硅氧烷)、乙烯丙烯共聚物(含有聚二甲基硅氧烷)、多相聚丙烯(例如,ADFLEX)、含有聚丙烯均聚物的乙烯丙烯共聚物(不含聚二甲基硅氧烷)、含有无规共聚物聚丙烯的乙烯丙烯共聚物(不含聚二甲基硅氧烷)(例如,可以以R771为名获自The DowChemical Company),或它们的任何组合。对于上述材料,优选乙烯丙烯共聚物的例子可以以VERSIFY为名获自The Dow ChemicalCompany。此外,不想受到下列说明的限制,但作为概述,本文的公开设想,较高熔点层(组分B)选自全同立构聚丙烯均聚物、含有最多大约20wt%的丙烯乙烯共聚物的全同立构聚丙烯均聚物(例如,可以以VERSIFY为名获自The Dow Chemical Company)、无规共聚物聚丙烯(例如,可以以R771为名获自The Dow Chemical Company)或它们的任何组合。本发明设想了组分A例子与本发明的组分B例子的任何组合。上述材料,尤其是在上述概述中确定的材料,在下述用途中特别有吸引力,包括它们用于形成用在管材增强材料中的缠绕物或其它中间形式的细长元件的用途。More particularly, as seen above, the number of combinations of materials used to form multilayer structures, including A-B structures, including the microlayers described herein, is vast. Without wishing to be bound by the following description, but as an overview, the disclosure herein contemplates that the lower melting point layer (component A) is selected from the group consisting of ethylene propylene copolymers (without polydimethylsiloxane), ethylene propylene copolymers (with polydimethylsiloxane Dimethicone), heterophasic polypropylene (e.g. ADFLEX), ethylene propylene copolymer with polypropylene homopolymer (without dimethicone), ethylene propylene with random copolymer polypropylene Copolymers (without dimethicone) (for example, available under the designation R771 from The Dow Chemical Company), or any combination thereof. Of the above materials, an example of a preferred ethylene propylene copolymer is available from The Dow Chemical Company under the name VERSIFY. Furthermore, without wishing to be bound by the following description, but as an overview, the disclosure herein contemplates that the higher melting point layer (component B) is selected from isotactic polypropylene homopolymers, containing up to about 20 wt% propylene ethylene copolymer Isotactic polypropylene homopolymer (for example, available under the name VERSIFY from The Dow Chemical Company), random copolymer polypropylene (for example, available under the name R771 from The Dow Chemical Company), or any combination thereof combination. The present invention contemplates any combination of Component A instances with Component B instances of the present invention. The above materials, especially those identified in the above summary, are particularly attractive for uses including their use to form windings or other intermediate forms of elongated elements for use in tubular reinforcement.
微层microlayer
可以单独或与上文形成至少包括组分A和B的细长元件的说明结合使用的另一方法是形成包括一层或多层微层的细长元件。“微层”是指厚度相对较小的层,例如,厚度低于大约50微米,更优选低于大约20微米,更优选低于大约10微米,再更优选厚度低于大约7微米,再更优选厚度低于大约5微米。通常,当使用时,作为多个堆叠层,优选共挤层(各层包括聚合物、共聚物或它们的混合物)的组合体制造微层。例如各个微层可以包括之前对于示例性A-B组合中组分A和B的层所述的材料之一或两者,或再另一组分。典型的细长元件中独立微层的数量通常为1至4层。更通常地,微层包含至少4层或4层以上,更特别至少5层或5层以上材料,其中各层优选与其邻接层不同。Another method, which may be used alone or in combination with the above description of forming an elongated member comprising at least components A and B, is to form an elongated member comprising one or more microlayers. "Microlayer" refers to a layer of relatively small thickness, for example, less than about 50 microns in thickness, more preferably less than about 20 microns in thickness, more preferably less than about 10 microns in thickness, still more preferably less than about 7 microns in thickness, still more A thickness of less than about 5 microns is preferred. Typically, when used, microlayers are produced as an assembly of stacked layers, preferably coextruded layers, each layer comprising a polymer, copolymer or mixture thereof. For example, each microlayer may comprise one or both of the materials previously described for the layers of components A and B in the exemplary A-B combination, or yet another component. The number of individual microlayers in a typical elongated element is usually from 1 to 4 layers. More typically, a microlayer comprises at least 4 or more layers, more particularly at least 5 or more layers of material, wherein each layer is preferably different from its adjoining layers.
更特别地,作为例子,一种制造微层化聚合体(例如细长元件)的方法预计将第一熔融或软化聚合材料的至少一个第一流体和第二熔融或软化聚合材料的至少一个第二流体加入合适的装置(例如通过该装置的模头),在此通过共挤,例如通过使用微层熔体分流器或半球体微层共挤加料段将它们合在一起,从而用第二聚合材料将第一聚合材料的离散部分包囊以形成第一聚合材料在第二聚合材料基体内的多个带状层,由此形成层状聚合体。一般而言,选择并加工材料,使得它们在通过进料工具时经受剪切时,不同材料的粘度相差不到大约3倍(例如,在进料条件下各个聚合物层的粘度差异小于大约1.5倍,例如大约1.25倍或甚至大约1倍)。因此,带状层在与主体(body)的主要表面之一大致平行的第一平面上基本连续且在与该第一平面垂直的第二平面上不连续。此外,第一聚合材料层可以具有与所得聚合体的主要表面基本平行排列的主要界面。More particularly, by way of example, a method of making a microlayered polymeric body such as an elongated element contemplates combining at least one first fluid of a first molten or softened polymeric material and at least one first fluid of a second molten or softened polymeric material. The two fluids are fed into a suitable device (for example through a die of the device) where they are brought together by coextrusion, for example by using a microlayer melt splitter or a hemispherical microlayer coextrusion feeding section, thereby using a second The polymeric material encapsulates discrete portions of the first polymeric material to form a plurality of ribbon-like layers of the first polymeric material within a matrix of the second polymeric material, thereby forming a layered polymer. Generally, the materials are selected and processed so that the viscosities of the different materials differ by less than about a factor of 3 when they are subjected to shear as they pass through the feed tool (e.g., the viscosity of the individual polymer layers differs by less than about 1.5 at the feed conditions). times, such as about 1.25 times or even about 1 times). Thus, the banded layer is substantially continuous in a first plane generally parallel to one of the major surfaces of the body and discontinuous in a second plane perpendicular to the first plane. Additionally, the first layer of polymeric material may have a major interface aligned substantially parallel to the major surface of the resulting polymeric body.
不希望受制于理论,但在一个特定方面中,对于本文的微层,本发明提供了在拉伸方向获得连续聚合物材料的方法,该材料具有与该拉伸方向大致垂直的界限(confinement)(例如,使用至少是部分结晶聚合物的聚合物,并将其限定在具有较低结晶度的层或区域中)。由于这种限定,在固化后,材料通常表现出降低的缠结量,这又可用于提高该材料的拉伸能力,由此在所得材料中导致相对较高的刚度和/或强度。Without wishing to be bound by theory, but in one particular aspect, for the microlayers herein, the present invention provides a method of obtaining a continuous polymeric material in the direction of stretching, the material having a confinement approximately perpendicular to the direction of stretching (eg, using a polymer that is at least partially crystalline and confining it to layers or regions with less crystallinity). Due to this confinement, after curing, the material typically exhibits a reduced amount of entanglement, which in turn can be used to increase the stretchability of the material, thereby resulting in relatively higher stiffness and/or strength in the resulting material.
一种方法是使用包括穿插在组分A和B的不同材料之间的多个微层的结构。例如,这可以表示为((A-B)n-A),其中n是2或更大的整数。还设想了n为3、4或更大、10或更大、20或更大、50或更大、100或更大、200或更大、和300或更大的细长元件(例如500至1000层,甚至可能1000至5000层或更多)。可以使用任何合适的技术制造微层细长元件,例如层倍增(layer-multiplying)挤塑。一种方法是例如使用微层熔体分流器或半球体微层共挤加料段的共挤多层。任选地,可以挤出到冷却棍上。除挤塑步骤外或与挤塑步骤结合地,还可以使用层压技术。一般而言,选择各层的聚合物以使熔体粘度接近以助于防止层不稳定性或不均匀性,因此所用聚合物具有充足的界面粘合以使邻接层不会层离。其它示例性说明见于美国专利5,568,316(其也说明了如美国专利3,773,882和3,884,606;5,269,995;5,094,793和5,094,788中所述的共挤装置的使用,所有前述专利均作为参考并入本文)。还参见,美国专利5,540,978;5,448,404;5,339,198;5,316,703;5,217,794;5,126,880;6,837,698和EP 0647183B1,所有这些均作为参考并入本文。还参见,Dooley的论文,“Viscoelastic Flow Effects in MultilayerPolymer Co-extrusion”,Technische Universiteit Eindhoven(2002)(ISBN90-386-2983-4),作为参考并入本文;和Rastogi等人,“Heterogeneity inPolymer Melts from Melting of Polymer Crystals”,Nature Materials Vol.4(2005年8月)(2005年7月24日在线出版),作为参考并入本文;Jin等人,“Structure of Polypropylene Crystallized in Confined Nanolayers”,PPS-20:Polymer Nanotechnology Symposium(2000年6月20-24日),作为参考并入本文。应该认识到,本发明的这些方面预计到,本文所用的材料的选择不要求在任何层或层组合内的任何特定反射度。因此,所得细长元件预计反射在该物体上入射的可见光的不到40%(或甚至不到20%)。同样地,材料可以不含任何着色剂以赋予该物体金属外观。它们的选择也可以不考虑组成层各自的光学厚度或总光学厚度。One approach is to use a structure comprising multiple microlayers interspersed between different materials of components A and B. For example, this can be expressed as ((AB)n -A), where n is an integer of 2 or greater. Also contemplated are n being 3, 4 or greater, 10 or greater, 20 or greater, 50 or greater, 100 or greater, 200 or greater, and 300 or greater elongate elements (e.g., 500 to 1000 layers, maybe even 1000 to 5000 layers or more). The microlayer elongated elements may be fabricated using any suitable technique, such as layer-multiplying extrusion. One approach is coextrusion multilayers, for example using microlayer melt splitters or hemispherical microlayer coextrusion feed sections. Optionally, it can be extruded onto cooling sticks. In addition to or in combination with the extrusion step, it is also possible to use lamination techniques. In general, the polymers of the layers are selected so that the melt viscosities are close to help prevent layer instability or non-uniformity, so the polymers used have sufficient interfacial adhesion so that adjacent layers do not delaminate. Additional illustrations are found in US Patent 5,568,316 (which also illustrates the use of coextrusion apparatus as described in US Patents 3,773,882 and 3,884,606; 5,269,995; 5,094,793 and 5,094,788, all of which are incorporated herein by reference). See also, US Patents 5,540,978; 5,448,404; 5,339,198; 5,316,703; 5,217,794; 5,126,880; See also, Dooley's paper, "Viscoelastic Flow Effects in Multilayer Polymer Co-extrusion", Technische Universiteit Eindhoven (2002) (ISBN90-386-2983-4), incorporated herein by reference; and Rastogi et al., "Heterogeneity in Polymer Melts from Melting of Polymer Crystals", Nature Materials Vol.4 (August 2005) (published online July 24, 2005), incorporated herein by reference; Jin et al., "Structure of Polypropylene Crystallized in Confined Nanolayers", PPS- 20: Polymer Nanotechnology Symposium (June 20-24, 2000), incorporated herein by reference. It should be appreciated that these aspects of the invention contemplate that the selection of materials used herein does not require any particular degree of reflectivity within any layer or combination of layers. Thus, the resulting elongated element is expected to reflect less than 40% (or even less than 20%) of the visible light incident on the object. Likewise, the material may be free of any colorants to give the object a metallic appearance. They can also be selected regardless of the individual optical thicknesses or the total optical thickness of the constituent layers.
尽管微层的邻接层可以具有相同材料类型,但更通常地,对于本文所述的非微层多层实施方案,邻接层的材料在至少一个特性上彼此不同,例如组成、取向、结晶度、分子取向、分子量、熔体速率、最高熔化温度、玻璃化转变峰值、结晶温度、密封起始温度、软化点、分子量分布或它们的任何组合。例如,可以结合不同聚丙烯,可以结合不同聚乙烯,可以结合不同聚对苯二甲酸乙二酯(PETs),等等。此外,可以将聚丙烯与聚乙烯结合、PET与聚丙烯结合、或将聚酰胺与聚乙烯结合,等等。本文所述的任何热塑性材料可以用在微层细长元件中,且微层说明不限于聚烯烃聚合物。例如,可以对微层化结构的各层选择上文对于组分A和B所述的聚烯烃材料。Although adjoining layers of a microlayer may be of the same material type, more typically, for the non-microlayer multilayer embodiments described herein, the materials of adjoining layers differ from each other in at least one characteristic, such as composition, orientation, crystallinity, Molecular orientation, molecular weight, melt rate, maximum melting temperature, glass transition peak, crystallization temperature, sealing initiation temperature, softening point, molecular weight distribution, or any combination thereof. For example, different polypropylenes can be combined, different polyethylenes can be combined, different polyethylene terephthalates (PETs) can be combined, and the like. Furthermore, it is possible to combine polypropylene with polyethylene, PET with polypropylene, or polyamide with polyethylene, and the like. Any of the thermoplastic materials described herein may be used in the microlayer elongated elements, and the microlayer description is not limited to polyolefin polymers. For example, the polyolefin materials described above for components A and B may be selected for the layers of the microlayered structure.
一个或多个微层还可以包括选自聚碳酸酯、聚氯乙烯、(甲基)丙烯腈、(甲基)丙烯酸酯、聚氨酯、热塑性弹性体、热塑性烯烃、聚酰胺(例如,尼龙6、尼龙6,6或其它)、聚砜、聚酯、聚对苯二甲酸亚烷基酯(例如,聚(对苯二甲酸二乙酯)、聚(对苯二甲酸二丁酯)、聚(对苯二甲酸1,4-环己烷二甲醇酯)或其它)、聚间苯二甲酸亚烷基酯(例如,聚(间苯二甲酸亚乙酯))、丙烯腈丁二烯苯乙烯、聚芳撑硫(例如,聚苯硫)、热塑性聚氨酯、聚苯醚(PPE)、聚苯乙烯或它们的任何组合(以共聚物、掺合物或混合物形式)的聚合物(或包括这种聚合物的共聚物)。One or more microlayers may also comprise polycarbonates, polyvinyl chlorides, (meth)acrylonitriles, (meth)acrylates, polyurethanes, thermoplastic elastomers, thermoplastic olefins, polyamides (e.g., nylon 6, Nylon 6,6 or others), polysulfone, polyester, polyalkylene terephthalate (e.g., poly(diethyl terephthalate), poly(dibutyl terephthalate), poly( 1,4-Cyclohexanedimethanol terephthalate) or others), polyalkylene isophthalate (e.g., poly(ethylene isophthalate)), acrylonitrile butadiene styrene , polyarylene sulfide (e.g., polyphenylene sulfide), thermoplastic polyurethane, polyphenylene ether (PPE), polystyrene, or any combination thereof (in the form of a copolymer, blend, or mixture) (or comprising these copolymers of polymers).
用于各个微层的特定A-B组合的例子包括,但不限于聚丙烯均聚物和聚丙烯共聚物;聚丙烯和丙烯-己烷共聚物HDPE和乙烯共聚物;聚酰胺(至少部分为芳族或非芳族,可以包括共聚酰胺)(例如尼龙6、尼龙6,6、尼龙46、尼龙11、尼龙12、尼龙6.6T)和聚丙烯;聚(对苯二甲酸乙二酯)和另一聚酯,例如聚(对苯二甲酸丁二酯)和/或聚(对苯二甲酸亚丙基酯);聚(亚乙基-2,6-萘)或聚(对苯二甲酸环己二甲醇酯)与聚(对苯二甲酸乙二酯)、聚(对苯二甲酸丁二酯)或聚(对苯二甲酸亚丙基酯)中的一种或多种;聚烯烃均聚物和共聚物(例如,聚丁烯和聚4-甲基戊烯(例如,来自Mitsui的TPX甲基戊烯共聚物))。Examples of specific A-B combinations for each microlayer include, but are not limited to, polypropylene homopolymers and polypropylene copolymers; polypropylene and propylene-hexane copolymers HDPE and ethylene copolymers; polyamides (at least partially aromatic or non-aromatic, may include copolyamides) (e.g. nylon 6, nylon 6,6, nylon 46, nylon 11,
此外,任选地(且除了仅用于微层外,在此可用于多层结构),可以在多层细长元件材料的邻接层之间,例如在微层材料的邻接层之间使用配接层或中间粘合剂(例如胶粘剂、底漆或其它)层。在聚烯烃多层材料的情况下,配接层或中间粘合剂层通常包括带有官能反应基团的聚烯烃。当层的组成化学全异时,配接层或中间粘合剂层的使用特别有用。例如,当使用聚烯烃作为一层并使用聚酯或聚酰胺作为另一层时,包括带有官能反应基团的聚烯烃的层(例如包括偶联剂(例如可以Polybond为名获自Crompton-Uniroyal Chemical的马来酸酐-接枝聚丙烯改性剂)、带有环氧官能度的聚烯烃、带有(甲基)丙烯酸酯(例如甲基丙烯酸缩水甘油酯)或(甲基)丙烯酸官能度的聚烯烃或其它的层)可用于提高层间粘合强度。还可以使用包括共聚物(其包括聚乙烯、聚丙烯或它们的混合物)的配接层或中间粘合剂。例如但非限制性地,一种可行的方法可以使用两层或两层以上是聚烯烃均聚物(例如聚丙烯或聚乙烯)的微层并用丙烯共聚物、乙烯共聚物或它们的混合物将这些微层粘合在一起。当然,可以认识到,上述配接层或中间粘合剂层也可以用在不是微层的细长元件中。In addition, optionally (and in addition to being used only for microlayers, which can be used for multilayer structures here), it is possible to use a matching layer between adjacent layers of multilayer elongated element material, such as between adjacent layers of microlayer material. Ties or intermediate adhesive (eg adhesive, primer or other) layers. In the case of polyolefin multilayer materials, the mating layer or intermediate adhesive layer typically comprises a polyolefin bearing functional reactive groups. The use of a mating layer or an intermediate adhesive layer is particularly useful when the composition of the layers is chemically disparate. For example, when a polyolefin is used as one layer and a polyester or polyamide is used as another layer, a layer comprising a polyolefin with functional reactive groups (e.g. including a coupling agent such as available under the name Polybond(R) from Crompton -Maleic anhydride-grafted polypropylene modifier from Uniroyal Chemical), polyolefins with epoxy functionality, with (meth)acrylates (e.g. glycidyl methacrylate) or (meth)acrylic acid Functional polyolefin or other layers) can be used to improve the interlayer bond strength. Mating layers or intermediate adhesives comprising copolymers including polyethylene, polypropylene or mixtures thereof may also be used. For example and without limitation, one possible method may use two or more microlayers of polyolefin homopolymers (such as polypropylene or polyethylene) combined with propylene copolymers, ethylene copolymers, or mixtures thereof. These microlayers are bonded together. Of course, it will be appreciated that the mating layer or intermediate adhesive layer described above may also be used in elongate elements that are not microlayers.
微层被认为表现出改进的拉伸能力,这导致更高的强度或模量。通过在单个或多个拉伸过程中使用较高拉伸比,可以实现较高的材料取向,从而改进强度和韧度。微层还表现出改进的抗冲击性,这被认为是由通过较大的独立层数可获得的较大冲击能耗散引起的。Microlayers are believed to exhibit improved stretchability, which results in higher strength or modulus. By using higher draw ratios in a single or multiple stretching process, higher material orientation can be achieved, resulting in improved strength and toughness. Microlayers also exhibit improved impact resistance, which is believed to result from the greater dissipation of impact energy available through the greater number of individual layers.
本文的微层说明不严格限定于使用微层形成仅选自纤维、杆状物、绳索、纱线、带材、单丝或条带的细长元件。其他形式也是可能的,特别是薄膜(例如取向薄膜,例如双轴取向薄膜),例如双轴取向聚丙烯(BOPP)薄膜。微层细长元件(和其他细长元件)也可用在不要求大拉伸能力或改进的抗冲击性的用途中,例如拉伸保鲜膜(cling films)、地球物理织物、酒椰纤维、织物、麻袋、人造玻璃、低碳、包装带或类似用途。当然,微层细长元件可用在中间形式中,例如本文所述的固结或未固结的其它细长元件。微层材料还可以与其它结构,例如金属、木材、织物、其组合或类似物结合使用。The description of microlayers herein is not strictly limited to the use of microlayers to form elongate elements selected only from fibers, rods, cords, yarns, tapes, monofilaments, or ribbons. Other forms are also possible, in particular films (eg oriented films, eg biaxially oriented films), eg biaxially oriented polypropylene (BOPP) films. Microlayer elongated elements (and other elongated elements) can also be used in applications that do not require large stretch capabilities or improved impact resistance, such as stretch cling films, geophysical fabrics, raffia, fabrics , sacks, man-made glass, low carbon, packing tape or similar uses. Of course, the microlayer elongate elements may be used in intermediate forms, such as other elongate elements described herein, consolidated or unconsolidated. Microlayer materials can also be used in conjunction with other structures, such as metal, wood, fabric, combinations thereof, or the like.
根据组分A和B的前述论述,示例性微层细长元件包含至少大约50wt%(占整个微层结构)的较高熔点材料组分B,其余部分是较低熔点材料组分A,更优选至少大约60wt%的组分B,最优选大约70至96wt%的组分B,其余部分是组分A。优选地,组分A包含大约0至100wt%的聚丙烯共聚物,而丙烯-乙烯共聚物(例如前述专用丙烯-乙烯共聚物,例如VERSIFYTM共聚物)可以构成组分A的大约5至100wt%。组分A还可以包括占该组分的大约0至4wt%的如前所述的非迁移加工助剂或表面改性(例如摩擦降低)剂(例如,聚二甲基硅氧烷、含氟聚合物,例如含氟弹性体或类似物)。组分A还可以包括占该组分的大约0至8wt%的其它如上所述的组合物。Based on the foregoing discussion of Components A and B, the exemplary microlayer elongated member comprises at least about 50% by weight (of the entire microlayer structure) of the higher melting point material Component B, with the remainder being the lower melting point material Component A, more Preferably at least about 60% by weight Component B, most preferably about 70 to 96% by weight Component B with the balance being Component A. Preferably, Component A comprises about 0 to 100 wt% polypropylene copolymer, while propylene-ethylene copolymers (such as the aforementioned specialty propylene-ethylene copolymers, such as VERSIFY™ copolymers) may constitute about 5 to 100 wt% of Component A %. Component A may also include from about 0 to 4% by weight of the component of a non-migrating processing aid or surface modifying (e.g., friction reducing) agent (e.g., polydimethylsiloxane, fluorine-containing polymers such as fluoroelastomers or similar). Component A may also comprise other compositions as described above at about 0 to 8% by weight of the component.
组分B优选包含高刚度聚丙烯(例如,无规共聚物,或占该组分的大约80至100wt%),同时还包括最多占该组分的大约10wt%的丙烯-乙烯共聚物。组分B的其余部分可以由最多占该组分的大约10wt%的如上所述的其他组合物构成。Component B preferably comprises high stiffness polypropylene (eg, a random copolymer, or about 80 to 100 wt% of the component), while also including a propylene-ethylene copolymer up to about 10 wt% of the component. The remainder of component B may consist of up to about 10% by weight of the component of other compositions as described above.
为了举例说明上述内容,而非限制性地,将具有大约100至525层或更多层(交错在基本由组分A构成的层、基本由组分B构成的层之间,并任选包括其他聚合物组分层)的微层细长元件制成包括大约5至大约25重量份的上述组分A,大约95至75重量份的上述组分B,将其在超过150℃(例如165℃)的拉伸温度下以大约18至28的拉伸比拉伸。更具体例子包括在下表中。
所得微层结构能够表现出至少大约10GPa,更特别至少12GPa(例如12至15GPa)的拉伸模量(根据ASTM D-638或ISO 527)。对这些材料可以使用超过18的拉伸比(对于在超过150℃(例如165℃)的拉伸温度下拉伸),特别是对于具有至少4层的层状聚合体——其至少包括:包含选自热塑性聚合物、热塑性共聚物或其组合的第一聚合材料并具有小于大约50微米的厚度的第一层,和包含选自热塑性聚合物、热塑性共聚物或其组合的第二聚合材料并具有小于大约50微米的厚度的邻接的第二层。当在第一和第二聚合材料中各层在组成、结晶程度、分子取向、分子量、熔体速率、最高熔化温度、玻璃化转变峰值、结晶温度、密封初始温度、软化点、分子量分布或其任何组合方面彼此不同时(例如,包括丙烯基聚合物的微层,和另一不同的邻接层),这尤为如此。The resulting microlayer structure can exhibit a tensile modulus (according to ASTM D-638 or ISO 527) of at least about 10 GPa, more particularly at least 12 GPa (eg, 12 to 15 GPa). Stretch ratios in excess of 18 (for stretching at stretching temperatures in excess of 150°C (eg 165°C)) may be used for these materials, especially for layered polymers having at least 4 layers - comprising at least: a first layer comprising a first polymeric material selected from thermoplastic polymers, thermoplastic copolymers, or combinations thereof and having a thickness of less than about 50 microns, and comprising a second polymeric material selected from thermoplastic polymers, thermoplastic copolymers, or combinations thereof and The contiguous second layer has a thickness of less than about 50 microns. When each layer in the first and second polymeric materials is in composition, degree of crystallinity, molecular orientation, molecular weight, melt rate, maximum melting temperature, glass transition peak, crystallization temperature, seal initiation temperature, softening point, molecular weight distribution, or This is especially true when any combination aspect is different from the other (for example, a microlayer comprising a propylene-based polymer, and another different adjacent layer).
例如但非限制性地,也可以在含有大约3至33层的微层细长元件(其具有大约3∶1至大约9∶1(例如大约4∶1)的组分B与组分A的比率)中使用一种可行的两步拉伸法。第一拉伸在大约65℃完成(大约6.5的拉伸比),第二拉伸步骤在大约165℃完成(大约3的拉伸比)。相应地,对于具有与前述操作不同特征的在此用于细长元件的其他拉伸操作,在高于一层的熔点但低于另一层(例如约束层)的熔点下进行一次拉伸。当然,可以认识到,拉伸温度可以根据对微层所选的材料而变。例如但非限制性地,细长元件可以包括聚酯(例如PET),拉伸温度可以为大约120℃至大约250℃。此外,例如通过提高根据Zuo等人,“In Situ Synchotron SAXS/WAXD Studies on Stretching of IsotacticPolypropylene,Poly.Mat’ls Sci.& Eng.,93(2005)761.n addition测得的Hermans Orientation Function,在拉伸过程中提高至少较高熔点材料的取向在本文的公开范围内,还制造结合了聚丙烯和PET(即来自Equipolymers的Lighter C88)的微层细长元件(例如含有大约3至150个交替层,例如5至129层)。可以使用例如包括马来酸酐接枝聚丙烯(例如来自Crompton的POLYBOND 3002)的配接层。五层材料如下安排:PP-聚硫橡胶粘合剂-PET-聚硫橡胶粘合剂-PP,7/3/80/3/7的比率。129层材料如下安排:(PP-聚硫橡胶粘合剂-PET-聚硫橡胶粘合剂)n-PP,其中n是32,其中材料的比率与在五层材料中相同。作为概述,而非限制性地,本发明涉及通常包括至少4个堆叠层的微层结构的制造,这些层各自具有小于大约50微米的厚度且各层相对于其邻接层在选自组成、结晶度、分子取向、分子量、熔体速率、最高熔化温度、玻璃化转变峰值、结晶温度、密封起始温度、软化点、分子量分布或其任何组合的至少一种特性方面不同。在一种方法中,细长元件的至少一层和可能每层的聚合物是丙烯基聚合物(例如聚丙烯均聚物,例如全同立构聚丙烯均聚物)。例如,一层或多层(和甚至所有层)可以使用聚丙烯。至少一层的聚合物还可以包括乙烯。至少两个邻接层的聚合物可以包括乙烯(例如选自丙烯-乙烯共聚物、线型低密度聚乙烯、高密度聚乙烯或它们的任何混合物)。For example and without limitation, microlayer elongated elements containing about 3 to 33 layers (which have about 3:1 to about 9:1 (e.g., about 4:1) of component B to component A ratio) using a feasible two-step stretching method. The first stretching was done at about 65°C (draw ratio of about 6.5) and the second stretching step was done at about 165°C (draw ratio of about 3). Correspondingly, for other stretching operations used herein for the elongated element having characteristics different from the preceding operations, one stretching is performed above the melting point of one layer but below the melting point of another layer (eg, constraining layer). Of course, it will be appreciated that the stretching temperature can vary depending on the material chosen for the microlayer. For example and without limitation, the elongated member may comprise polyester (eg, PET) and the stretching temperature may be from about 120°C to about 250°C. In addition, for example, by improving the Hermans Orientation Function measured according to Zuo et al., "In Situ Synchotron SAXS/WAXD Studies on Stretching of Isotactic Polypropylene, Poly.Mat'ls Sci. & Eng., 93(2005) 761.n addition, in Increasing the orientation of at least the higher melting point material during stretching Within the scope of the disclosure herein, microlayer elongated elements (e.g. containing about 3 to 150 alternating layers, e.g. 5 to 129 layers). A mating layer such as comprising maleic anhydride grafted polypropylene (e.g. POLYBOND 3002 from Crompton) can be used. The five layers of material are arranged as follows: PP-polysulfide rubber adhesive-PET- Polysulfide adhesive-PP, ratio of 7/3/80/3/7. 129 layers of materials are arranged as follows: (PP-polysulfide adhesive-PET-polysulfide adhesive)n-PP, Where n is 32, wherein the ratio of materials is the same as in the five-layer material.As a general overview, but not limiting, the present invention relates to the manufacture of microlayer structures generally comprising at least 4 stacked layers, each of which has less than about 50 The thickness of each layer relative to its adjacent layer is selected from composition, crystallinity, molecular orientation, molecular weight, melt rate, maximum melting temperature, glass transition peak, crystallization temperature, sealing initiation temperature, softening point, molecular weight distribution or any combination thereof in at least one characteristic. In one approach, at least one layer of the elongated member and possibly each polymer is a propylene-based polymer (e.g., polypropylene homopolymer, e.g., isotactic Polypropylene homopolymer). For example, one or more layers (and even all layers) can use polypropylene. The polymer of at least one layer can also include ethylene. The polymer of at least two adjacent layers can include ethylene (such as selected from propylene-ethylene copolymers, linear low density polyethylene, high density polyethylene or any mixture thereof).
可以对微层使用聚烯烃材料的多种其他特定组合。例如但非限制性地,可以形成共挤多层组合体,其包括熔体指数低于大约4、分子量分布小于大约5且最大熔点为至少大约128℃的聚烯烃(例如聚乙烯均聚物),和最大熔点小于125℃的聚烯烃邻接层(例如共聚乙烯)。可以在大约115至141℃对共挤层进行至少一次拉伸。另一具体例子包括通过齐格勒-纳塔催化剂制成的聚丙烯的邻接微层,其中各个邻接层分别为均聚物、无规共聚物、或均聚物和无规共聚物的交替层。再一可行的组合预计使用与聚乙烯均聚物层邻接的聚丙烯均聚物层,或任选包括中间层,例如丙烯-乙烯共聚物、无规聚丙烯、乙烯共聚物或它们的混合物。通常,至少两层邻接层的聚合物各自具有相差至少大约5℃的最大熔化温度。Many other specific combinations of polyolefin materials can be used for the microlayers. For example and without limitation, a coextruded multilayer composition comprising a polyolefin (e.g., a polyethylene homopolymer) having a melt index of less than about 4, a molecular weight distribution of less than about 5, and a maximum melting point of at least about 128°C can be formed , and an adjacent layer of polyolefin having a maximum melting point of less than 125°C (eg, copolyethylene). The coextruded layer may be stretched at least once at about 115 to 141°C. Another specific example includes contiguous microlayers of polypropylene produced by Ziegler-Natta catalysts, where each contiguous layer is a homopolymer, a random copolymer, or alternating layers of a homopolymer and a random copolymer, respectively . Yet another possible combination envisions the use of a polypropylene homopolymer layer adjacent to a polyethylene homopolymer layer, or optionally including an intermediate layer, such as propylene-ethylene copolymers, random polypropylene, ethylene copolymers or mixtures thereof. Typically, the polymers of at least two adjacent layers each have a maximum melting temperature that differs by at least about 5°C.
可以在至少两层堆叠层之间使用添加剂或其他功能材料,例如配接层或中间粘合剂层。与本文其他地方的说明一致地,材料可以包括位于至少一层的暴露表面上的选自硅氧烷(例如二甲基硅氧烷)、卤化聚合物、或其组合的非迁移加工助剂或表面改性剂。Additives or other functional materials may be used between at least two stacked layers, such as mating layers or intermediate adhesive layers. Consistent with the description elsewhere herein, the material may include a non-migrating processing aid selected from a silicone (e.g., dimethylsiloxane), a halogenated polymer, or a combination thereof on an exposed surface of at least one layer or surface modifier.
中间形式的固结和成型Consolidation and shaping of intermediate forms
在加工的相对早期阶段(特别是在将中间形式成型之前),在每种情况下合意但不是强制性的是,邻接结构单元可彼此相对地移动。实现这点的一种方法是形成中间形式,但不对其进行固结加工步骤,该步骤会使邻接结构单元不可逆地连接在一起,例如通过胶接、熔融、紧固或以其他方式组装这些单元。可以填充单元之间的空隙空间,且中间形式增密。相应地,在这点特别有益的是,中间形式不固结(例如通过将至少一种材料以导致材料熔化和熔合的形式加热至高于熔点的一个或多个温度的一个或多个步骤),并有效地与邻接单元焊接。这种加热可以在中间形式受约束(constrained)或不受约束的同时进行。此外,这种加热步骤可以在同时对中间形式施加力的情况下进行。At a relatively early stage of processing (in particular before shaping the intermediate form), it is desirable but not mandatory in each case that adjoining structural elements can be moved relative to each other. One way to achieve this is to form the intermediate form without subjecting it to a consolidation process step that would irreversibly link adjacent structural units together, such as by gluing, fusing, fastening or otherwise assembling the units . Void spaces between cells can be filled and intermediate forms densified. Accordingly, it is particularly advantageous in this regard that the intermediate form is not consolidated (for example by one or more steps of heating at least one material to one or more temperatures above the melting point in a form that causes the materials to melt and fuse), And effectively weld with adjacent units. This heating can be performed while in the intermediate form either constrained or unconstrained. Furthermore, this heating step can be performed while simultaneously applying force to the intermediate form.
例如而非限制性地,通常聚烯烃中间形式(包括地球物理织物和/或多层结构(例如A-B-B结构))可以通过下列一个或多个步骤固结——在将该形式在细长元件的暴露表面的熔点以上的一个或多个温度(例如大约100至大约175℃,更特别小于大约150℃)保持足够时间(例如大约1至大约5分钟)的同时,施加至少大约50kN(更特别大于大约150kN(例如350kN)的力。较长或较短时间也是可行的(例如在高温下固结大约0.25小时,大约0.5小时,或甚至高于大约1小时)。For example and without limitation, generally polyolefin intermediate forms (including geophysical fabrics and/or multilayer structures (such as A-B-B structures)) can be consolidated by one or more of the following steps-after the form is attached to the elongated member At least about 50 kN (more specifically greater than A force of about 150 kN (eg, 350 kN). Longer or shorter times are also feasible (eg, consolidation at elevated temperature for about 0.25 hours, about 0.5 hours, or even greater than about 1 hour).
所得中间形式可以包括或基本由单层(其任选可以包括一种或多种式样)构成。还设想了在各层表面的一部分或所有上包括多层(其任选可以包括一种或多种式样)的中间形式。例如,如果使用多层,一层或多层可以在如下一个或多个方面彼此不同:例如材料类型、细长元件的组成、细长元件的热处理、细长元件的宽度或其他维度、式样类型、该层是否固结、膜层的存在、厚度、形态、或它们的任何组合。为了举例说明,选自薄膜、涂层(例如溶剂涂层、挤塑涂层或其他)、纺织形式、缠绕形式、针织形式、编织形式、无规分散形式或其任何组合的至少一个第一层可以邻接选自薄膜、涂层(例如溶剂涂层、挤塑涂层或其他)、纺织形式、缠绕形式、针织形式、编织形式、泡沫形式、无规分散形式或其任何组合的至少一个第二层。至少一层任选是地球物理织物或包括微层。在该例子中,所示第一或第二层中至少一层可以固结。The resulting intermediate form may comprise or consist essentially of a single layer (which optionally may comprise one or more patterns). Intermediate forms that include multiple layers (which optionally may include one or more patterns) on some or all of the surface of each layer are also contemplated. For example, if multiple layers are used, one or more layers may differ from each other in one or more of, for example, type of material, composition of the elongated element, heat treatment of the elongated element, width or other dimensions of the elongated element, style type , whether the layer is consolidated, the presence of film layers, thickness, morphology, or any combination thereof. To illustrate, at least one first layer selected from film, coating (such as solvent coating, extrusion coating or other), woven form, wound form, knitted form, braided form, randomly dispersed form or any combination thereof Can be adjacent to at least one second layer selected from film, coating (such as solvent coating, extrusion coating or other), woven form, wound form, knitted form, braided form, foamed form, randomly dispersed form or any combination thereof. layer. At least one layer is optionally a geophysical fabric or includes microlayers. In this example, at least one of the first or second layers shown may be consolidated.
在中间形式为单层的情况下,以及在需要用多层作为中间形式的一部分的情况下,可以加工一层或多层以防止各个结构单元和/或各层分离。例如,对于单层或多层形式,可以以合适方式(例如通过沿该形式的一个、两个或两个以上边缘的至少一部分热连接结构单元)固定一层或多层(对于多层形式,任选彼此固定)。可以使用其他加工方法,例如机械步骤(例如压接、紧固、锁定(stapling)、铆接、缝合或其他)、粘合剂连接步骤(例如用粘合剂滴或珠,胶带或其他)或它们的组合。由此可以容易地处理中间形式,例如用于输送、储存、置于模腔中,或其它,同时降低各个结构单元分离至损害中间形式完整性的程度的可能性。Where the intermediate form is a single layer, and where multiple layers are desired as part of the intermediate form, one or more layers may be processed to prevent separation of the individual structural units and/or layers. For example, for a single-layer or multi-layer form, one or more layers (for a multi-layer form, optionally fixed to each other). Other processing methods can be used, such as mechanical steps (such as crimping, fastening, locking (stapling), riveting, sewing or other), adhesive connection steps (such as with adhesive drops or beads, tape or other) or their The combination. The intermediate form can thus be easily handled, eg, for transport, storage, placement in a mold cavity, or otherwise, while reducing the likelihood of the individual structural units separating to the extent that the integrity of the intermediate form is compromised.
在中间形式中使用多层时,可以根据预期用途的需要选择层数。例如,可以使用两层以上、三层、四层、五层或五层以上。相应地,中间形式在未固结状态下预计可以具有与其中的细长元件的厚度一样小的厚度,例如大约0.25至大约2.5厘米或更大。相应地,在固结状态下,中间形式预计产生大约0.8毫米至大约1.5厘米或更大,例如大约0.1至0.8厘米或更大,特别是大约0.3至0.5厘米的厚度。When multiple layers are used in intermediate forms, the number of layers can be selected as required by the intended use. For example, two or more layers, three layers, four layers, five layers or more may be used. Accordingly, the intermediate form is expected to have a thickness in the unconsolidated state as small as the thickness of the elongated elements therein, for example from about 0.25 to about 2.5 centimeters or more. Accordingly, in the consolidated state, the intermediate form is expected to produce a thickness of about 0.8 millimeters to about 1.5 centimeters or greater, such as about 0.1 to 0.8 centimeters or greater, especially about 0.3 to 0.5 centimeters.
在本发明的另一方面中,在形成最终制品之前,将中间形式(其可以包括如上所述的一层或多层)成型至所需构造。这种成型可以在固结步骤中(例如在热成型或其他高温成型或热冲压过程中)或甚至在伴随或不伴随固结的冷冲压或用于引发局部应变硬化的其他操作中进行。在固结过程中,中间形式通常首先可独立悬垂(drapable uponitself)。在固结之后,该形式变得至少半刚性,优选使其能够承载自重。在成型和固结之后,本发明的该中间形式通常能够长期保持形状,例如超过2周,更特别超过1个月,再更特别超过3个月。由此,中间形式制造商可以制造一定库存的该形式,其随后可以长时间储存直至需要组装成复合材料。In another aspect of the invention, an intermediate form (which may include one or more layers as described above) is formed into a desired configuration prior to forming the final article. Such forming may be performed during a consolidation step (eg during thermoforming or other high temperature forming or hot stamping process) or even during cold stamping with or without consolidation or other operations for inducing localized strain hardening. During consolidation, the intermediate form is usually first drapable upon itself. After consolidation, the form becomes at least semi-rigid, preferably enabling it to bear its own weight. After shaping and consolidation, this intermediate form of the invention is generally capable of retaining its shape for a long period of time, for example more than 2 weeks, more particularly more than 1 month, still more particularly more than 3 months. Thus, an intermediate form manufacturer can manufacture a certain inventory of the form, which can then be stored for a long period of time until it needs to be assembled into a composite.
可以认识到,在制备本发明的中间形式的过程中,这些形式可以应变硬化(即在成分材料的再结晶温度范围以下通过塑性变形加强或硬化)。应变硬化可以在固结之前、之中或之后进行。如果在固结后进行,则应变伸长优选保持低于大约15%,更优选低于大约10%。如果在固结之前或之中进行,应变伸长量可以为至少大约10至40%。较高或较低的量也是可能的。中间形式(无论单层还是多层)的一种特定成型方法包括使用回弹结构,其允许中间形式在变形过程中位移(例如滑动)。在2005年9月16日提交的名为“Apparatus and Process forManufacturing Shaped Plastic Reinforced Composite Articles”的共同待审和共同拥有的美国临时申请60/718,025(代理人案号1062-051P1)(作为参考并入本文)中公开了各种特定方法。作为例子,设想使包括多个热塑性细长元件的中间形式变形,同时在变形过程中可移置地夹紧已加热的中间形式。将中间形式夹紧,以便在施加使中间形式变形的力的同时,中间形式在预定限度内在不变形的情况下自由移动。将中间形式的热塑性细长元件至少部分固结以形成具有细长元件的预定取向的三维制品。任选地,在第二成型操作中(例如低于可移置夹紧步骤的温度,例如基本等于或低于室温)冲压中间形式。It will be appreciated that during the preparation of the intermediate forms of the present invention, these forms may be strain hardened (ie strengthened or hardened by plastic deformation below the recrystallization temperature range of the constituent materials). Strain hardening can be performed before, during or after consolidation. If performed after consolidation, the strain elongation is preferably kept below about 15%, more preferably below about 10%. If performed before or during consolidation, the strain elongation may be at least about 10 to 40%. Higher or lower amounts are also possible. One particular method of shaping the intermediate form (whether single or multilayer) involves the use of resilient structures that allow the intermediate form to displace (eg slide) during deformation. Co-pending and commonly owned
当然,许多几何结构是可行的,并被认为在本发明的范围内。此外,中间形式不必是多层形式,而可以是单层。成型中间形式可以如本文所公开的进一步加工,例如在与成型中间形式紧密接触的情况下模制另一材料以形成增强复合材料。可以看出,本发明的成型中间形式通常包括三维构造。此外,成型中间形式在多数情况下预计在加工形成所得复合材料时不产生任何视觉可检出的尺寸或形状转化。但是,根据本文的公开,可以在固结之前、之中或之后将中间形式应变硬化(例如不超过大约10%伸长)。Of course, many geometries are possible and are considered to be within the scope of the present invention. In addition, the intermediate form does not have to be a multi-layer form, but may be a single-layer form. The shaped intermediate form may be further processed as disclosed herein, for example molding another material in intimate contact with the shaped intermediate form to form a reinforced composite. As can be seen, the shaped intermediate forms of the present invention generally include three-dimensional configurations. Furthermore, the shaped intermediate form is in most cases expected to not produce any visually detectable size or shape transformations when processed to form the resulting composite. However, according to the disclosure herein, the intermediate form may be strain hardened (eg, no more than about 10% elongated) before, during, or after consolidation.
在形成或成型之后,中间形式任选可以经过改变其一种或多种性质所需的进一步热处理、涂布(例如涂底漆)或其他加工步骤。此外,可以任选处理细长元件和/或由其制成的中间形式以赋予其官能度。例如,可以使用通过改变细长元件和/或中间形式的表面能和/或化学性质(例如用于改进交联)赋予官能度的步骤。底漆(例如聚烯烃分散体)可以根据需要施加到细长元件和/或中间形式表面上。After forming or shaping, the intermediate form optionally can undergo further heat treatment, coating (eg, priming), or other processing steps as needed to alter one or more of its properties. Furthermore, the elongated elements and/or intermediate forms made therefrom may optionally be treated to impart functionality thereto. For example, a step of imparting functionality by altering the surface energy and/or chemical properties of the elongated elements and/or intermediate forms (eg to improve crosslinking) may be used. A primer (such as a polyolefin dispersion) may be applied to the elongated member and/or intermediate form surface as desired.
将本发明的中间形式适当加工以形成所得制品。可以使用许多不同方法。例如,在固结之前或之后,可以将该形式与原(bulk)材料(例如前述第二热塑性材料,其可以具有任何合适的形式,例如片材、模制品、板材、管材、等等)组合以形成要用中间形式的材料增强的成型制品,该原材料是成型的、未成型的或其组合。可以使用任何合适的组装技术,例如中间形式可以粘接到原材料上,其可以机械紧固到原材料上,其可以焊接到原材料上,其可以用原材料浸渍或渗透,其可以与原材料热熔合,层压到原材料上,或它们的任何组合。The intermediate forms of the invention are suitably processed to form the resulting articles. Many different methods can be used. For example, the form may be combined with a bulk material (such as the aforementioned second thermoplastic material, which may have any suitable form, such as a sheet, molding, plate, pipe, etc.), before or after consolidation To form a shaped article to be reinforced with an intermediate form of material, the raw material being shaped, unshaped, or a combination thereof. Any suitable assembly technique may be used, for example the intermediate form may be bonded to the raw material, it may be mechanically fastened to the raw material, it may be welded to the raw material, it may be impregnated or infiltrated with the raw material, it may be thermally fused to the raw material, the layers Pressed onto raw materials, or any combination of them.
中间形式可以与原材料在热成型、真空成型、压力成型、压缩模塑、吹塑、注射成型、旋转模塑、热压、层压(例如,挤出层合,例如通过将中间形式和原材料进给通过辊,其中中间形式在原材料下方和/或上方)、挤出吹塑、型材挤塑、液压成形或其任何组合的步骤中(这可以任选包括约束原材料和/或中间形式)组装(以固结、部分固结或未固结状态)。中间形式还可以本身包括插入物或其他元件或载体,将这种组合体与原材料组装在一起。例如,可以用细长元件缠绕挤塑型材,然后将该组合体与原材料组装。The intermediate form can be thermoformed, vacuum formed, pressure formed, compression molded, blow molded, injection molded, rotationally molded, thermocompressed, laminated (e.g., extrusion laminated, e.g., by combining the intermediate form and the raw material with the raw material) Assembled ( in consolidated, partially consolidated or unconsolidated state). The intermediate form may also itself include inserts or other elements or carriers, assembling such composites with the raw materials. For example, it is possible to wind an extruded profile with an elongated element and then assemble the combination with the raw material.
一个具体例子包括包覆成型,并包括下列步骤:形成并固结中间形式,将成型和固结的中间形式置于模腔中,并在带有中间形式的该腔中加入液化原材料,其中在固化后,所得制品包括模塑到中间形式上并用中间形式增强的固化原材料。更特别地,设想将包括第一热塑性材料的成型和固结中间形式置于注射成型模腔中,并通过将原材料,也就是第二热塑性材料注射成型到该模腔中来模制(例如内嵌模压或包覆成型)第二热塑性材料。A specific example includes overmolding and includes the steps of forming and consolidating an intermediate form, placing the formed and consolidated intermediate form in a mold cavity, and introducing liquefied raw material into the cavity with the intermediate form, wherein After curing, the resulting article comprises a cured raw material molded onto and reinforced with an intermediate form. More particularly, it is contemplated that the formed and consolidated intermediate form comprising the first thermoplastic material is placed in an injection molding cavity and molded by injection molding the raw material, i.e. the second thermoplastic material, into the cavity (e.g. Insert molding or overmolding) the second thermoplastic material.
第二热塑性材料加入模腔时的温度足够高以使其导致至少部分中间形式熔化并与第二热塑性材料紧密粘合接触地再固化。在这点上,可以控制第二热塑性材料进入的模具的温度以助于控制固化速率。例如,一种方法是使用流体冷却的模具,例如液体(例如水)冷模具,并将紧邻模腔的模具壁温度保持在比中间形式中的材料(例如A-B或A-B-A型材料中的组分A材料)的最低熔点低大约15℃以上,更特别大约30℃以上。The temperature at which the second thermoplastic material is introduced into the mold cavity is high enough to cause at least a portion of the intermediate form to melt and resolidify in intimate adhesive contact with the second thermoplastic material. In this regard, the temperature of the mold into which the second thermoplastic material enters can be controlled to help control the cure rate. For example, one approach is to use a fluid-cooled mold, such as a liquid (such as water) cooled mold, and maintain the temperature of the mold wall immediately adjacent the mold cavity at a lower temperature than that of a material in an intermediate form (such as component A in an A-B or A-B-A type material). material) has a lower minimum melting point of about 15°C or more, more particularly about 30°C or more.
作为更具体的例子,对于将热塑性材料(例如聚丙烯材料)注射成型到带有中间形式(其包括大约3至8层的A-B-A细长元件(例如带材,其中组分A包括熔点为大约120℃的材料))的模腔中,使用水冷模具(例如由工具钢,例如包括铬和钼(例如P20)的工具钢、PX5、H13、S7或类似物制成)将模腔周围的壁保持在大约80℃。在注射成型之后,对于壁厚为大约2至4毫米且总重量为大约0.3至1千克的典型部件,将模制品在推出之前在模具中保持大约5至60秒或更久。例如,对于根据本发明制成的制品,该时间预计更通常为大约15至35秒。合适的模制机的例子是300公吨Demag注射成型机。As a more specific example, for the injection molding of a thermoplastic material (such as a polypropylene material) into an A-B-A elongated member (such as a tape, wherein component A includes a melting point of about 120 °C material)) the walls around the cavity are held using a water-cooled mold (for example made of tool steel such as tool steel including chromium and molybdenum (eg P20), PX5, H13, S7 or similar) at about 80°C. After injection molding, for a typical part with a wall thickness of about 2 to 4 millimeters and a total weight of about 0.3 to 1 kilogram, the molded article is held in the mold for about 5 to 60 seconds or longer before being ejected. For example, for articles made in accordance with the present invention, this time is more typically expected to be on the order of 15 to 35 seconds. An example of a suitable molding machine is a 300 metric ton Demag injection molding machine.
在本发明的再一方面中,模制大尺寸部件(例如最长维度大于大约0.5米,更特别大于大约1米)以包括固结状态下(即使只有低至大约10体积%固结)的中间形式的增强材料。作为例子,可以制备增强的汽车缓冲器组装件(其还可以包括一种或多种其他部件,例如保险杆),或要求使用大压板(platen)工具的其他部件。由此,可以通过注射成型制造此前要求压缩模塑以形成成型体的许多部件。In yet another aspect of the invention, large-scale parts (e.g., greater than about 0.5 meter in longest dimension, more particularly greater than about 1 meter) are molded to include Intermediate forms of reinforcement. As an example, a reinforced automotive bumper assembly (which may also include one or more other components, such as a bumper), or other components that require the use of a large platen tool, may be produced. Thereby, many parts that previously required compression molding to form shaped bodies can be produced by injection molding.
如上所示,与中间形式一起模制以制造增强复合制品的原材料通常是热塑性材料。这类材料可以是未填充或填充的(例如用一种或多种纤维、微球体、纳米粒子、或其它,例如玻璃、粘土、滑石或类似物填充)。但是,在一些实施方案中,该材料可以是热固性塑料(例如氨基甲酸乙酯、橡胶、环氧树脂,或其它)。尽管原材料优选是与中间形式中的热塑性塑料具有相同通类的热塑性材料,但不必如此。可用于原材料中的第二热塑性材料的材料和/或可制成细长元件用的材料包括,但不限于,中间形式的第一热塑性材料中所用的任何材料,反之亦然。具体例子包括热塑性烯烃聚烯烃、超高密度聚乙烯、高密度聚乙烯、中密度聚乙烯、低密度聚乙烯、极低密度聚乙烯、超高密度聚丙烯、高密度聚丙烯、中密度聚丙烯、低密度聚丙烯、极低密度聚丙烯、聚碳酸酯、聚氯乙烯、(甲基)丙烯腈、(甲基)丙烯酸酯、聚氨酯、热塑性弹性体、热塑性烯烃、聚酰胺(例如尼龙6、尼龙6,6或其它)、聚砜、聚酯、聚对苯二甲酸亚烃酯(例如聚(对苯二甲酸乙二酯)、聚(对苯二甲酸丁二酯)、聚(对二苯甲酸1,4-环己二甲醇酯)或其它)、聚萘二甲酸亚烃酯(例如聚(萘二甲酸乙二酯))、丙烯腈丁二烯苯乙烯、聚芳硫醚(例如聚苯硫)、热塑性聚氨酯、PPE、聚苯乙烯、或它们的任何组合(无论是共聚物、掺合物还是混合物形式)。也可以使用本文所述的任何或更多的其他聚合材料。As indicated above, the raw material that is molded with the intermediate form to make the reinforced composite article is usually a thermoplastic material. Such materials may be unfilled or filled (eg, filled with one or more fibers, microspheres, nanoparticles, or others, such as glass, clay, talc, or the like). However, in some embodiments, the material may be a thermoset (eg, urethane, rubber, epoxy, or others). While the starting material is preferably a thermoplastic material of the same general class as the thermoplastic in the intermediate form, it need not be. Materials that may be used in the raw material for the second thermoplastic material and/or from which the elongate member may be formed include, but are not limited to, any material used in the intermediate form of the first thermoplastic material, and vice versa. Specific examples include thermoplastic olefin polyolefin, ultra high density polyethylene, high density polyethylene, medium density polyethylene, low density polyethylene, very low density polyethylene, ultra high density polypropylene, high density polypropylene, medium density polypropylene , low-density polypropylene, very low-density polypropylene, polycarbonate, polyvinyl chloride, (meth)acrylonitrile, (meth)acrylate, polyurethane, thermoplastic elastomer, thermoplastic olefin, polyamide (such as nylon 6, Nylon 6,6 or others), polysulfone, polyester, polyalkylene terephthalate (e.g. poly(ethylene terephthalate), poly(butylene terephthalate), poly(terephthalate), poly(terephthalate) 1,4-cyclohexanedimethanol benzoate) or others), polyalkylene naphthalate (e.g. poly(ethylene naphthalate)), acrylonitrile butadiene styrene, polyarylene sulfide (e.g. polyphenylene sulfide), thermoplastic polyurethane, PPE, polystyrene, or any combination thereof (whether in the form of a copolymer, blend, or mixture). Any or more of the other polymeric materials described herein may also be used.
例如但非限制地,一种特定方法预计原材料和/或细长元件材料选自聚烯烃、聚碳酸酯、聚苯乙烯、乙烯基类、聚酰胺、聚对苯二甲酸亚烃酯、聚酯、聚苯硫、(甲基)丙烯酸酯或它们的任何组合。For example and without limitation, one particular method contemplates the starting material and/or elongated element material selected from polyolefins, polycarbonates, polystyrenes, vinyls, polyamides, polyalkylene terephthalates, polyesters , polyphenylene sulfide, (meth)acrylate or any combination thereof.
可以看出,可以选择原材料以使其可以有色模制。或者,可以将其涂布以获得所需外观。As can be seen, the raw material can be chosen such that it can be color molded. Alternatively, it can be coated to obtain a desired appearance.
尽管与中间形式结合的原材料的熔点可以低于中间形式中任何材料的最低熔点,更通常地,原材料的熔点预计高于中间形式中任何材料的最高熔点。例如,原材料的熔点与中间形式中任何材料的最高熔点之差超过10℃,更特别30℃,再更特别50℃。Although the melting point of the starting material combined with the intermediate form may be lower than the lowest melting point of any material in the intermediate form, more generally the melting point of the starting material is expected to be higher than the highest melting point of any material in the intermediate form. For example, the difference between the melting point of the starting material and the highest melting point of any material in the intermediate form is more than 10°C, more specifically 30°C, still more specifically 50°C.
在本发明的再一方面中,根据本发明制成的增强复合材料在宽的温度范围内表现出优异的尺寸稳定性。例如,热膨胀的线性系数(-40℃至+80℃)可以为大约17至24μm/m-℃,更特别为大约19μm/m-℃。In yet another aspect of the invention, reinforced composites made according to the invention exhibit excellent dimensional stability over a wide temperature range. For example, the linear coefficient of thermal expansion (-40°C to +80°C) may be about 17 to 24 μm/m-°C, more particularly about 19 μm/m-°C.
在形成成型复合制品后,可以根据需要对所得制品进行一种或多种后成型或二次操作,例如(但不限于)机械加工、涂布、超声焊接、溶剂粘合、胶版印刷、丝网法、热冲压、雕刻、表面处理、弯曲、压制、电晕放电、等离子体处理、火焰喷射、它们的任何组合,或其它。After forming the shaped composite article, the resulting article may be subjected to one or more post-forming or secondary operations as desired, such as, but not limited to, machining, coating, ultrasonic welding, solvent bonding, offset printing, screen screening method, hot stamping, engraving, surface treatment, bending, pressing, corona discharge, plasma treatment, flame spraying, any combination thereof, or others.
还应该认识到,与任何成型或固结步骤结合,可以对中间形式使用一个或多个加热步骤。这类步骤或根据本发明的任何其它加热步骤可以通过传导、对流、辐射或其任何组合进行。可以使用烘箱作为热源。也可以使用射频热源和/或微波热源。加热可以在惰性气氛或在空气中进行。此外,加热步骤可以包括多个各自在不同温度、各自在施加的不同压力下进行的步骤。It should also be appreciated that one or more heating steps may be used on the intermediate form in conjunction with any forming or consolidation steps. Such steps, or any other heating steps according to the present invention, may be performed by conduction, convection, radiation, or any combination thereof. An oven may be used as a heat source. Radio frequency heat sources and/or microwave heat sources may also be used. Heating can be performed in an inert atmosphere or in air. Furthermore, the heating step may comprise a plurality of steps each performed at a different temperature, each under a different applied pressure.
参照图3,显示了成型三维制品100的示例性例子。制品具有上表面102。尽管可能根据加工步骤在边缘104产生松散纤维或磨损边缘,它们可以消除(例如,预计通过合适的冲孔、修整或其它切削步骤将它们去除,或通过适用于连接中间形式的边缘的步骤避免)。如使用带材织物的多层可悬垂(drapable)形式制成的所示,制品106的内部可以固结,相对地,部分108未固结。所示松散纤维是示例性的,并预计通过合适的冲孔、修整或其它切削步骤将它们去除。Referring to FIG. 3 , an illustrative example of a shaped three-
就尚未公开的程度而言,还设想了本发明的其它变动。例如,细长元件可以基本由单种材料(例如如聚烯烃的热塑性塑料)构成,或其可以包括不同类型的材料,例如选自玻璃纤维(例如E-玻璃、S-玻璃或其它)、碳纤维、金属纤维、不同塑料纤维(例如芳族聚酰胺纤维)、陶瓷纤维(例如碳化硅纤维)、天然纤维、它们的组合、或其它的材料。细长元件可以被涂布或未涂布。中间形式可以用合适的化学剂、聚合化合物、填料或其它浸渍剂浸渍。可以在中间形式或所得成型制品上施加表面整饰剂和/或附加层,包括例如一种或多种用于降低静电、光稳定性、亲水性、疏水性、阻燃性、着色性、电导率或其任何组合的组分。To the extent not disclosed, other variations of the invention are contemplated. For example, the elongate element may consist essentially of a single material (such as a thermoplastic such as polyolefin), or it may comprise a different type of material, for example selected from fiberglass (such as E-glass, S-glass or others), carbon fiber , metal fibers, different plastic fibers (such as aramid fibers), ceramic fibers (such as silicon carbide fibers), natural fibers, combinations thereof, or other materials. The elongated elements may be coated or uncoated. Intermediate forms may be impregnated with suitable chemicals, polymeric compounds, fillers or other impregnating agents. Surface finishes and/or additional layers may be applied to the intermediate form or to the resulting shaped article, including, for example, one or more of the properties for static reduction, photostability, hydrophilicity, hydrophobicity, flame retardancy, colorability, conductivity or any combination thereof.
对于前述内容,可以认识到,形成美观制品的能力是本发明的另一潜在益处。例如,一种实施方案设想在中间形式中使用具有不同宽度、厚度、颜色、其任何组合或其它的多个细长元件。由此,可以获得所需质地、外形、图案或其它特征。此外,可以形成复杂成型体并根据本发明制造,例如形成肋条、嵌条、波纹或其它凸起。With regard to the foregoing, it can be appreciated that the ability to form aesthetically pleasing articles is another potential benefit of the present invention. For example, one embodiment contemplates the use of multiple elongated elements of different widths, thicknesses, colors, any combination thereof, or otherwise, in an intermediate form. Thereby, a desired texture, shape, pattern or other characteristic can be obtained. Furthermore, complex shaped bodies can be formed and produced according to the invention, for example ribs, moldings, corrugations or other projections.
还可以在结合使用纺织或无纺纤维(例如连续或切碎玻璃或其它)毡的制品中使用本发明的中间形式。Intermediate forms of the invention may also be used in articles incorporating mats of woven or nonwoven fibers (eg, continuous or chopped glass or others).
还可以根据本发明使用所述中间形式作为多层(例如层压)制品中塑料膜的替代品。Said intermediate forms can also be used according to the invention as a replacement for plastic films in multilayer (eg laminated) articles.
除了上述内容外,本发明的多个细长元件可以切碎并无规或受控分散在本发明的中间形式内。可以参照作为参考并入本文的美国专利5,872,067了解其它方面。In addition to the above, the plurality of elongated elements of the present invention may be chopped and randomly or controlled dispersed within the intermediate form of the present invention. Additional aspects can be learned by reference to US Patent 5,872,067, which is incorporated herein by reference.
用途use
根据本发明制成的制品表现出优异的抗冲击性和其它机械性能。例如,汽车部件预计在侧冲击、膝挡板和手套箱门冲击、顶盖(header)和轨头冲击和/或缓冲器性能方面符合或超过能量管理标准,例如United States Federal Motor Vehicle Safety Standard(“FMVSS”)214、FMVSS 208、FMVSS 201和/或在49 C.F.R.581中以其它方式具体收录的标准。Articles made according to the invention exhibit excellent impact resistance and other mechanical properties. For example, automotive components are expected to meet or exceed energy management standards such as the United States Federal Motor Vehicle Safety Standard ( "FMVSS") 214,
可以参照现有文献找到其它可行的变体,例如但不限于,WO2004/028803、WO 03/008190、WO 98/46422、WO 94/12334、WO91/11324;美国专利6,710,253、6,045,923、5,993,711、和EP 1403038A1,它们均作为参考并入本文。Other feasible variants can be found by reference to existing literature, such as, but not limited to, WO2004/028803, WO 03/008190, WO 98/46422, WO 94/12334, WO91/11324; 1403038A1, both of which are incorporated herein by reference.
本发明的材料适用于许多不同用途,从汽车部件到建筑材料到器械,和其它用途。例子包括,但不限于,备胎衬里(well liner)、定期货轮、厢衬、座椅靠背、汽车挡泥板、汽车仪表板、膝挡板、手套箱、汽车内饰、缓冲器、阻流板、空气扩散器、引擎罩、气坝、燃料箱、遮阳顶偏转板、汽车防石板、车身板、车轮衬里、翻转开关、开关按钮、手制动手柄、行李顶盖箱、门把手、防弹衣、头盔、船壳、漂浮设备、船运集装箱、行李、扣件、护胫、护肘、护膝、护胸、面罩、管材、桌面、压力容器、防护屏、井下钻具外壳、船壳、保险箱、锁、流体容器、地板、墙或其它板材、屋顶材料、冰箱外壳、洗衣机/烘干机外壳、长凳、座椅、横杆、手持工具、假体、矫正器、轮椅或其组件、电视机外壳、声频设备外壳、便携工具外壳、相机外壳、用户电子产品外壳、空调压缩机外壳、横梁、大梁、仪表板、百叶窗就、鞋底,或其它。The materials of the present invention are suitable for many different applications, from automotive parts to construction materials to appliances, among others. Examples include, but are not limited to, well liners, regular freighters, box liners, seat backs, car fenders, car dashboards, knee guards, glove boxes, car interiors, bumpers, spoilers Panels, air diffusers, hoods, air dams, fuel tanks, sunroof deflectors, automotive slates, body panels, wheel liners, tumblers, switch buttons, handbrake handles, luggage roof boxes, door handles, bulletproof clothing, helmets, hulls, flotation equipment, shipping containers, luggage, fasteners, shin guards, elbow pads, knee pads, chest protectors, face shields, tubing, table tops, pressure vessels, protective screens, downhole drilling tool casings, ship hulls, Safes, locks, fluid containers, floors, walls or other panels, roofing materials, refrigerator enclosures, washer/dryer enclosures, benches, seats, cross bars, hand tools, prostheses, orthotics, wheelchairs or components thereof, TV casings, audio equipment casings, portable tool casings, camera casings, user electronics casings, air conditioner compressor casings, beams, girders, instrument panels, shutters, shoe soles, or others.
在一个方面,本发明的材料特别可用于构筑管道或容器,特别是用作保护罩的和/或输送流体的管道或容器。例如,本发明设想了用于重型工业用途,例如用于输送化学反应物或产品或沟流、水、污水或甚至气体的管道的制造方法,这类管道通常是硬质或半硬质的,并任选在其长度的一部分或全部上为挠性。In one aspect, the materials of the invention are particularly useful in the construction of pipes or containers, especially pipes or containers used as protective covers and/or for transporting fluids. For example, the invention contemplates the manufacture of pipes for heavy industrial use, such as for conveying chemical reactants or products or channels, water, sewage or even gases, such pipes being generally rigid or semi-rigid, And optionally flexible over part or all of its length.
使用本发明的材料制成的管材表现出良好的物理特性,例如改进的周向应力性能、环应力性能、耐久性和抗低温冲击性能,特别是与类似材料的未增强管材相比。Pipes made using the material of the invention exhibit good physical properties such as improved hoop stress performance, hoop stress performance, durability and low temperature impact resistance, especially compared to unreinforced pipes of similar material.
参照图4A-4D可以看出,根据本发明的管材200的构造可以基本由单壁202构成,或如图4B中所示,其可以包括两个或两个以上壁204和206。在使用多壁时,它们可以如图4B中那样同心的,或它们可以如图4C中那样包含一个或多个外壁208和一个或多个内置壁210(其又可以是单层或多层构造),例如用于划定支流管。它们可以是直的,或缠绕在其至少一部分长度上。壁结构可以包括一个或多个圆形、扁平或弯曲的截面。其它结构也是可行的。图4D显示了一种优选构造的例子,其中护套212覆盖在图4B的结构上。护套还可以覆盖图4A和4C的实施方案。护套显示为和与其接触的下方结构邻接,但是也可以在其内部的至少一部分上与其下方结构间隔开。As can be seen with reference to Figures 4A-4D, the construction of
划定图4A的管的壁202通常基本由本文所述的根据本发明的中间形式(特别是已经固结的中间形式)构成。对于图4B和4C中所示类型的管材,至少一个壁结构包括根据本文的公开的中间形式(例如由前述组分A和B制成)。中间形式通常处于固结状态,但是其也可以基本未固结。不包括中间形式的管材部分可以包含适用于制造管道、软管或导管的任何材料,并可以是金属、塑料、复合材料、由合适的材料制成的单层、多层或其它。优选地,芯管包含聚合物(例如聚烯烃),更优选聚乙烯、聚丙烯或PET。在一个方面,管壁可以由本文所述的任何材料制成。例如,芯管可以是具有一种或多种组分(例如上述组分A和B)的挤塑元件。在一个具体实施方案中,管材包括用具有合适压力等级(例如等于或大于通过ISO 9080测得的PE 80)的合适稳定package压力分级的聚乙烯。The
如图4E-G中可以看出,中间形式的细长元件214(具有宽度(w))以适用于制造软管或管道的方式围绕芯管216包裹或缠绕(例如螺旋缠绕),并任选固结。在一方面,可以将多个细长元件编织在一起以覆盖芯管,这又可以导致管材提高的耐久性和抗低温冲击性。细长元件围绕芯管的缠绕可以使用任何合适的角度(α),其中角度优选相对于管材的垂直轴呈大约30°至90°。更优选地,缠绕角度大于大约45°,更优选大于50°,但低于55°(例如大约45°至54°)。在一方面,为了实现轴向和周向应力性能的尤其有吸引力的组合,角度为大约54.7°。但是,应该认识到,更大的缠绕角度也可能是合意的,例如大于大约60°(例如60至75°),或甚至大于大约75°。可以使用任何合适的中间形式,包括缠绕物、织物或组合。连续缠绕物可以彼此邻接或搭接,或它们可以以间距(p)彼此间隔,例如对于直径(d)为大约5至500毫米,1000毫米或甚至2000毫米,更特别大约10毫米至100毫米或更大的管材,该间距可以为最多大约10,25或甚至大约50毫米或50毫米以上。缠绕层数不等,以实现所得管材的所需性能。例如,缠绕层数可以为大约1至100,或甚至大约2至50。一些实施方案可以使用最多大约25个缠绕层,一些可以包含大约10个或更少的缠绕层。As can be seen in Figures 4E-G, an intermediate form of elongated member 214 (having a width (w)) is wrapped or wound (e.g. Consolidation. In one aspect, multiple elongated elements can be braided together to cover the core tube, which in turn can lead to increased durability and low temperature impact resistance of the tube. The wrapping of the elongate element around the core tube may use any suitable angle (α), wherein the angle is preferably about 30° to 90° relative to the vertical axis of the tubing. More preferably, the wrap angle is greater than about 45°, more preferably greater than 50°, but less than 55° (eg, about 45° to 54°). In one aspect, to achieve a particularly attractive combination of axial and hoop stress properties, the angle is about 54.7°. However, it should be appreciated that larger wrap angles may also be desirable, such as greater than about 60° (eg, 60 to 75°), or even greater than about 75°. Any suitable intermediate form may be used, including wraps, fabrics or combinations. The successive windings may adjoin or overlap each other, or they may be spaced from each other at a pitch (p), for example for a diameter (d) of about 5 to 500 mm, 1000 mm or even 2000 mm, more particularly about 10 mm to 100 mm or For larger tubing, the spacing may be up to about 10, 25 or even about 50 mm or more. The number of winding layers varies to achieve the desired properties of the resulting pipe. For example, the number of wrapping layers can be from about 1 to 100, or even from about 2 to 50. Some embodiments may use up to about 25 wrapping layers, and some may contain about 10 wrapping layers or less.
在一方面,芯管被多层细长元件,例如二层、三层、四层、五层或五层以上的层覆盖。可以对每层使用相同或不同的材料。在优选实施方案中,使用至少两层相同材料覆盖芯管。每层以相对于垂直轴相等的角度以相反方向逆向缠绕(counterwound),这样能够产生平衡的层结构。当然,应该认识到,可以在每一缠绕层之间改变缠绕角度,改变细长元件的组成或其它特性,改变细长元件的宽度或厚度,施加膜层,施加涂层,改变间距,或它们的任何组合。缠绕步骤可以在室温进行。其也可以在高温(例如至少大约40℃)进行。In one aspect, the core tube is covered by multiple layers of elongate elements, such as two, three, four, five or more layers. The same or different materials can be used for each layer. In a preferred embodiment, at least two layers of the same material are used to cover the core tube. Each layer is counterwound in opposite directions at equal angles relative to the vertical axis, which results in a balanced layer structure. Of course, it should be appreciated that it is possible to change the winding angle between each winding layer, change the composition or other characteristics of the elongated element, change the width or thickness of the elongated element, apply a film layer, apply a coating, change the pitch, or any combination of . The winding step can be performed at room temperature. It can also be performed at elevated temperatures (eg, at least about 40°C).
此外,可以在管材的部分或全部外表面上包含任选但优选的护套。例如,其覆盖芯管/中间形式组合件的至少一部分最外层。护套可以是提高管材对磨损、划伤、纵裂、化学暴露、紫外线或其它类型伤害的抵抗能力的任何材料,并可以含有以其它方式提高该材料的长期稳定性的试剂。优选地,护套包含用合适的压力等级(例如等于或大于通过ISO 9080测得的PE 80)压力分级的聚乙烯。Additionally, an optional but preferred sheath may be included on some or all of the outer surface of the tubing. For example, it covers at least a portion of the outermost layer of the core tube/intermediate form combination. The sheath can be any material that increases the resistance of the tubing to abrasion, scratches, longitudinal tears, chemical exposure, ultraviolet light, or other types of damage, and can contain agents that otherwise increase the long-term stability of the material. Preferably, the sheath comprises polyethylene pressure graded with a suitable pressure rating (e.g. equal to or greater than
管材可以在任何点固结,并通常随后在任何细长元件部分中,与其初始状态相比,基本保持形态。例如,芯管在被护套覆盖之前可以固结。在一个优选方法中,在一层或多层覆盖管芯之后或在添加了护套覆盖物之后,将管材固结。此外,可以使用多个固结步骤,尽管优选仅一个固结步骤。一种有利方法是在管材上施加中间形式然后将中间形式固结(例如通过传导热、对流热、辐射热、或其组合)。固结可以在大约100至大约175℃,更特别小于大约150℃的高温(例如,对于聚烯烃细长元件)下进行足够时间(例如大约1至大约5分钟)。较长或较短时间也是可能的,例如最多大约0.25小时或更久(如前所述)。在固结过程中,假定中间形式的细长元件的材料至少部分熔化并熔合到管材上。在这种方法下,不用任选的激光焊接或其它局部热处理步骤就可以将来自中间形式的增强层固定到下方管材上。The tubing may be consolidated at any point, and generally thereafter in any elongate member portion substantially retains its form compared to its original state. For example, the core tube can be consolidated before being covered by the sheath. In a preferred method, the tubing is consolidated after one or more layers have covered the die or after a jacket covering has been added. Furthermore, multiple consolidation steps may be used, although only one consolidation step is preferred. One advantageous method is to apply an intermediate form to the tubing and then consolidate the intermediate form (eg, by conduction heat, convective heat, radiant heat, or a combination thereof). Consolidation can be performed at elevated temperatures (eg, for polyolefin elongated elements) of about 100 to about 175°C, more particularly less than about 150°C, for a sufficient time (eg, about 1 to about 5 minutes). Longer or shorter times are also possible, such as up to about 0.25 hours or longer (as previously described). During the consolidation process, it is assumed that the material of the elongated element in the intermediate form is at least partially melted and fused to the tube. In this way, the reinforcement layer from the intermediate form can be fixed to the underlying tubing without optional laser welding or other localized heat treatment steps.
优选地,根据本发明构筑的管材达到或超过下列物理参数,例如在20℃大于大约10MPa 50年的周向应力性能;在9.2巴和80℃,大于至少500小时,更特别大于1000小时的缓慢裂纹扩展(SCG)性能(根据试验方法ISO 13479);在0℃大于10巴的迅速裂纹扩展(RCP)性能(根据试验方法ISO 13477);或这两种特性的组合。Preferably, pipes constructed in accordance with the present invention meet or exceed the following physical parameters, for example hoop stress performance greater than about 10 MPa at 20°C for 50 years; Crack growth (SCG) properties (according to test method ISO 13479); rapid crack growth (RCP) properties (according to test method ISO 13477) greater than 10 bar at 0°C; or a combination of these two properties.
在一个示例性实施方案中,构筑具有内管(例如热塑性内管,例如聚乙烯、聚丙烯或其组合)、两层固结共挤带材外层(它们首先以未固结缠绕或纺织中间形式施加到内管上)的管材。带材至少具有如本文其它地方所述的A-B组分结构。在一个特定例子中,在将带材施加到内管上之前,带材已经拉伸至至少4,更特别至少8,再更特别至少12(例如16)的拉伸比。将每层共挤带材如下施加:以大约50至大约60°(例如54°)的缠绕角度缠绕至少一个细长元件。带材在位于内管上的同时通过在150℃以上加热至少1分钟(例如在160℃ 4分钟),但优选短于大于0.25小时来将带材固结。与单独使用芯管相比,这种示例性管材表现出好至少20%,更优选至少30%的吹胀强度(根据试验方法ISO 1167,使用1巴/分钟的压力增速直至破裂)。当比较周向应力性能(根据试验方法ISO 1167)时(使用80℃和7MPa),单独的芯管在10小时破裂,而这种示例性管材仅在大约250小时后才破裂。与上述类似地,用四层共挤带材制成的示例性管材在测试至少500小时,更优选至少大约1000小时内没有表现出任何破裂。In an exemplary embodiment, the construction has an inner tube (e.g., a thermoplastic inner tube, such as polyethylene, polypropylene, or a combination thereof), two outer layers of consolidated coextruded tape (which are first wound or woven with an unconsolidated middle Form applied to the inner pipe) of the pipe. The tape has at least the A-B component structure as described elsewhere herein. In a particular example, the tape has been stretched to a draw ratio of at least 4, more specifically at least 8, still more specifically at least 12 (eg 16) before applying the tape to the inner tube. Each layer of coextruded tape is applied by wrapping at least one elongate element at a wrap angle of about 50 to about 60° (eg, 54°). The tape is consolidated by heating above 150°C for at least 1 minute (eg, 4 minutes at 160°C) while on the inner tube, but preferably less than greater than 0.25 hour. Such exemplary tubing exhibits at least 20%, more preferably at least 30% better blow strength (according to test method ISO 1167 using a pressure increase of 1 bar/min until rupture) compared to the core tube alone. When comparing the hoop stress performance (according to test method ISO 1167) (using 80°C and 7 MPa), the core tube alone ruptured at 10 hours, whereas this exemplary tube only ruptured after about 250 hours. Similar to the above, exemplary tubing made from the four-layer coextruded tape did not exhibit any cracking for at least 500 hours, more preferably at least about 1000 hours of testing.
从上文中看出,本发明还设想了贸易方法,据此,与原材料(例如聚丙烯)的递送结合地,第一机构向第二机构供应未固结的中间形式。第二机构将该中间形式固结以将其成型,然后模制其中带有该固结形式的复合制品。或者,与原材料的递送结合地,第一结构向第二机构供应固结的中间形式。第二机构随后模制其中带有该固结形式的复合制品。第一或第二机构可以在模制之外或代替模制地,将带有该固结形式的制品真空成型、冲压、压制、热成型。可以看出,第一机构可以供应成型形式或平片形式的中间形式。还可以由单个机构制造中间形式和包含其的所得复合制品。From the above it is seen that the present invention also envisages a method of trade, whereby, in conjunction with the delivery of raw material (eg polypropylene), a first institution supplies an unconsolidated intermediate form to a second institution. A second mechanism consolidates the intermediate form to shape it and then molds a composite article with the consolidated form therein. Alternatively, in conjunction with the delivery of the raw material, the first structure supplies the second mechanism with a consolidated intermediate form. The second mechanism then molds the composite article with the consolidated form therein. The first or second mechanism may, in addition to or instead of molding, vacuum form, stamp, press, thermoform the article with the consolidated form. It can be seen that the first mechanism can supply intermediate forms in shaped form or in flat sheet form. Intermediate forms and resulting composite articles containing them can also be manufactured by a single facility.
实施例1:使用落镖冲击试验(根据ISO 7765-1)在室温和在(-)40℃,将包括与本文公开的聚丙烯均聚物共挤的丙烯-乙烯共聚物的共挤带材(标为样品X)(大约0.04毫米厚×3毫米宽)的固结片(1.85毫米厚)的性能,与所示1.5和2.2毫米厚的以CURVTM为名购得的材料(下文分别标为“样品A”和“样品B”)的性能进行比较。图5A和5B显示了根据本发明的优选实施方案可获得的数据。Example 1: A coextruded tape comprising a propylene-ethylene copolymer coextruded with a polypropylene homopolymer disclosed herein was tested using the dart impact test (according to ISO 7765-1) at room temperature and at (-)40°C (designated Sample X) (approximately 0.04 mm thick x 3 mm wide) of the consolidated sheet (1.85 mm thick) performed compared to the indicated 1.5 and 2.2 mm thick material commercially available under the name CURVTM (labeled hereinafter respectively The properties of "Sample A" and "Sample B") were compared. Figures 5A and 5B show data obtainable according to a preferred embodiment of the present invention.
实施例2:用聚丙烯原材料,与在该聚丙烯原材料一侧上的三层(3L)固结斜纹织物共挤聚丙烯带材(大约0.04毫米厚×3毫米宽)中间形式一起,注射成型备胎箱。所得制品无皱,并在8MPH在-30℃冲击时,与带有20%玻璃填充聚丙烯基体的40%长玻璃纤维复合材料相比表现出400%的改进。观察到没有破碎的完全韧性断裂;即在冲击过程中没有观察到飞扬的碎屑。Example 2: Injection molding from polypropylene stock with a three-layer (3L) consolidated twill co-extruded polypropylene tape (approximately 0.04mm thick x 3mm wide) intermediate form on one side of the polypropylene stock spare wheel box. The resulting article was wrinkle free and exhibited a 400% improvement over a 40% long glass fiber composite with a 20% glass filled polypropylene matrix when impacted at -30°C at 8 MPH. A fully ductile fracture without fracture was observed; ie no flying debris was observed during impact.
实施例3:重复实施例2,但将中间形式置于聚丙烯原材料的两侧上,其表现出与实施例2复合材料相比提高的刚度和抗冲击性。Example 3: Example 2 was repeated, but with an intermediate form placed on both sides of the polypropylene raw material, which exhibited increased stiffness and impact resistance compared to the Example 2 composite.
实施例4:重复实施例3,但在中间形式的斜纹织物中使用单层聚丙烯带材。所得制品无皱,并在8MPH在-30℃冲击时与带有20%玻璃填充聚丙烯基体的40%长玻璃纤维复合材料相比表现出改进。观察到没有破碎的完全韧性断裂。Example 4: Example 3 was repeated but using a single layer polypropylene tape in the intermediate form of the twill weave. The resulting article was wrinkle free and exhibited an improvement over a 40% long glass fiber composite with a 20% glass filled polypropylene matrix when impacted at -30°C at 8 MPH. A fully ductile fracture without fracture was observed.
实施例5:由用纺织共挤聚丙烯带材制成的固结6层(6L)中间形式(固结的各层大约0.18毫米厚)制造备胎箱(2.2厘米深、15厘米宽、25厘米长和2.25毫米壁厚)复合材料的样品。将中间形式置于该箱子底部。对其进行冲击试验并与基线吹塑材料30%短玻璃纤维增强聚丙烯进行比较。该试验使用8mph的传动装置速度,带有5.1厘米圆形冲击器的固定装置。该试验在室温和在-30℃进行,并包括偏心撞击带有中间形式的箱子底部,从而使其受拉以承受载荷。结果显示在图6A和6B中。Example 5: Fabrication of a spare wheel case (2.2 cm deep, 15 cm wide, 25 cm long and 2.25 mm wall thickness) composite samples. Place the middle form on the bottom of the box. It was impact tested and compared to a baseline blow molded material, 30% short glass fiber reinforced polypropylene. The test used a transmission speed of 8 mph, a fixture with a 5.1 cm circular impactor. The test was carried out at room temperature and at -30°C and consisted of impacting the bottom of the box with an intermediate form eccentrically so that it was in tension to bear the load. The results are shown in Figures 6A and 6B.
实施例6:作为用于多层纺织中间形式的一种受约束(constrained)固结操作的例子,可以将手动控制的压缩模塑压机加热至预选温度(例如,110至150℃)。将根据上述说明的纺织中间形式切成与压机板相同的尺寸(例如30×30厘米,其中与纤维方向平行地切割织物)。堆叠数层织物并置于保护层(例如Mylar膜)之间,并将该堆叠件置于金属板顶部和底部之间,将其输送到压机中。立即将压机关闭,并施加力(例如施加150kN 1分钟)。随后,提高力(例如至350kN 3分钟)。切断压机加热,并在工件仍处于压力下的同时进行压机的敞水冷却。打开压机,并取出板和Mylar膜。所得工件表现出固结(例如密度大于95%理论密度)。Example 6: As an example of a constrained consolidation operation for a multilayer textile intermediate form, a manually controlled compression molding press can be heated to a preselected temperature (eg, 110 to 150°C). The textile intermediate form according to the above description is cut to the same size as the press plate (eg 30 x 30 cm where the fabric is cut parallel to the fiber direction). Several layers of fabric are stacked and placed between protective layers (such as Mylar film), and the stack is placed between the top and bottom of the metal plate, which is conveyed into a press. Immediately switch off the press and apply force (eg 150kN for 1 minute). Subsequently, the force is increased (eg to 350 kN for 3 minutes). Turn off the press heat and allow open water cooling of the press while the workpiece is still under pressure. Open the press and remove the plate and Mylar membrane. The resulting workpiece exhibits consolidation (eg, density greater than 95% theoretical).
实施例7:作为一个热成型操作的例子,压缩模塑压机(例如手工操作的,配有用于尺寸为20×20×4厘米的盒形件的模具)。将挤塑聚丙烯片材在两侧上均与纺织中间形式层层压(例如,通过片材挤塑)。将层压板在压机中加热(5分钟接触热),然后热成型并在脱模之前在压力下冷却压机。不同样品的温度从180至165至150℃不等。观察到,在降低的温度下,高受应力角和锐角附近的层离变低。Example 7: As an example of a thermoforming operation, a compression molding press (for example manually operated, equipped with molds for a box-shaped piece with dimensions 20 x 20 x 4 cm). An extruded polypropylene sheet is laminated on both sides with a textile intermediate form layer (eg, by sheet extrusion). The laminates were heated in a press (5 min heat exposure), then thermoformed and the press cooled under pressure before demoulding. The temperature of different samples varied from 180 to 165 to 150 °C. It was observed that the delamination near highly stressed corners and acute corners becomes lower at decreasing temperature.
实施例8:在配有盒形件模具的手动Fonteyne压缩模塑压机上热成型固结中间形式(30×30厘米板材表面)。初始成型温度(T阳模侧和阴模 侧)为150℃。通过接触热,将其在压机中加热5分钟。然后将压机关闭,并施加50kN的力1分钟。所得制品表现出有吸引力的表面光洁度。Example 8: Consolidated intermediate forms (30 x 30 cm sheet surface) were thermoformed on a manual Fonteyne compression molding press equipped with box molds. The initial molding temperature (Tmale side and female side ) was 150°C. It was heated in a press for 5 minutes by contact with heat. The press is then switched off and a force of 50 kN is applied for 1 minute. The resulting articles exhibit an attractive surface finish.
实施例9:使用挤塑机(在165(drop in)至190℃操作,且模头温度为200℃)。上辊、中辊和下辊温度分别为90、80和40℃。使用0.8-0.10米/分钟的线速。原料具有35厘米的片材宽度、1.0至1.2毫米聚丙烯厚度,且中间形式各自为0.2毫米厚和50cc宽。将中间形式在第一辊从上方进给,并在单独的操作中,将中间形式在第一辊从下方进给。在再一操作中,在第一辊从顶部和底部进给中间形式的相反层。获得良好的粘合,且没有检出翘曲量或仅检出不明显的翘曲量。Example 9: Using an extruder (operated at 165 (drop in) to 190°C, with a die temperature of 200°C). The temperatures of the upper roll, middle roll and lower roll were 90, 80 and 40°C, respectively. Use a line speed of 0.8-0.10 m/min. The stock had a sheet width of 35 centimeters, a polypropylene thickness of 1.0 to 1.2 millimeters, and the intermediate forms were each 0.2 millimeters thick and 50 cc wide. The intermediate form is fed from above on the first roll and in a separate operation the intermediate form is fed from below on the first roll. In yet another operation, the opposite layers in the middle form are fed from the top and bottom at the first roller. Good adhesion was obtained with no detectable or only insignificant amount of warpage.
根据上文可以认识到,根据本发明制成的制品表现出许多有益特性,包括但不限于,可循环性、与未增强材料相比降低壁厚(并伴随着重量和材料成本节省)的能力、良好的抗低温冲击性、在冲击时无破碎、良好的长期抗蠕变性、良好的长期抗疲劳性、良好的抗磨损性、长期尺寸稳定性、或它们的任何组合。As can be appreciated from the foregoing, articles made in accordance with the present invention exhibit a number of beneficial properties including, but not limited to, recyclability, the ability to reduce wall thickness (and concomitant weight and material cost savings) compared to unreinforced materials , good low-temperature impact resistance, no fracture upon impact, good long-term creep resistance, good long-term fatigue resistance, good wear resistance, long-term dimensional stability, or any combination thereof.
例如但非限制性地,与玻璃填充聚丙烯材料相比,根据本发明的自增强复合材料(例如聚丙烯复合材料)(具有大约0.8克/立方厘米的密度)能够达到基线室温韧度和低温韧度的两倍、三倍或甚至四倍。For example and without limitation, self-reinforced composites (e.g., polypropylene composites) according to the present invention (having a density of about 0.8 g/cm3) are capable of baseline room temperature toughness and low temperature as compared to glass-filled polypropylene materials. Double, triple or even quadruple the toughness.
应该认识到,在本发明的一个特定方面中,许多前述性能是材料选择与加工条件的组合的结果——这种组合导致在直至最终制品完成之前的所有加工步骤期间,中间形式的伸长元件内的高形态保持程度,例如基本保持其取向。特别地,本发明的一个方法是避免在热成型、冲压或其它中间形式成型步骤之前使用固结中间形式的任何步骤。现有材料在任何这样的中间形式成型步骤之前使用固结步骤。但是,对于本文公开的许多新型实施方案,这种取向保持性不是强制性的。因此,技术人员会认识到,在中间形式成型步骤之前使用固结步骤的各种现有技术材料仍然可用于在这些实施方案中制造复合材料。此外,可以使用多层中间形式,其中并非所有层都经过用于保持取向的加工。It should be recognized that in a particular aspect of the invention, many of the foregoing properties are the result of a combination of material selection and processing conditions - a combination that results in an intermediate form of the elongate member during all processing steps up to the completion of the final article. A high degree of shape retention, such as substantially maintaining its orientation. In particular, one approach of the present invention is to avoid any steps of consolidating the intermediate form prior to thermoforming, stamping or other intermediate form forming steps. Existing materials use a consolidation step prior to any such intermediate form forming step. However, for many of the novel embodiments disclosed herein, this orientation retention is not mandatory. Thus, the skilled artisan will recognize that various prior art materials that employ a consolidation step prior to the intermediate form forming step can still be used to make composites in these embodiments. In addition, multilayer intermediate forms may be used where not all layers are processed to maintain orientation.
本文中“第一”和“第二”不是要限制在仅由第一和第二部分构成的组合。如此描述时,本发明的主题可以适当地包括第三、第四或更多部分。“细长元件”不是要排除多个细长元件的覆盖范围。此外,“(甲基)丙烯酸酯”是指丙烯酸酯和/或甲基丙烯酸酯。除非另行指明,如“固结”或“成型”的加工步骤的使用不要求完全固结或成型;也预计到部分固结或成型。“A-B”组分结构的说法不排除其它层、或与组分A和B不同的其它材料的存在。此外,“一种”或“一个”元素或步骤的说法不排除其它元素或步骤。在一定范围之前使用术语“大约”或“近似”既指上限也指下限且不受该范围中所列的量的限制(例如,“大约1至3”是包括“大约1至大约3”)。除非另行指明,或如文中通过其它方式指明,聚合物的“混合物”或“组合”包括这类聚合物的混合物、掺合物或甚至共聚物。Herein, "first" and "second" are not intended to be limited to combinations consisting only of the first and second parts. When so described, the inventive subject matter may comprise third, fourth or further parts as appropriate. "Elongated element" is not intended to exclude coverage of multiple elongated elements. In addition, "(meth)acrylate" means acrylate and/or methacrylate. Unless otherwise specified, the use of a processing step such as "consolidation" or "shaping" does not require complete consolidation or shaping; partial consolidation or shaping is also contemplated. The reference to an "A-B" component structure does not exclude the presence of other layers, or other materials other than components A and B. Furthermore, references to "a" or "an" element or step do not exclude other elements or steps. Use of the term "about" or "approximately" in front of a range refers to both the upper and lower limits and is not limited by the amounts listed in the range (eg, "about 1 to 3" includes "about 1 to about 3") . Unless otherwise indicated, or as indicated otherwise by the context, a "blend" or "combination" of polymers includes mixtures, blends or even copolymers of such polymers.
除非另行指明,本文所述的各种实施方案的尺寸和几何结构对本发明不是限制性的,其它尺寸或几何结构也是可能的。可以通过单个集成结构或步骤提供多个结构部件。或者,可以将单个集成结构步骤分成单独的多个部件或步骤。但是,可以将这些功能集合到单个部件或步骤中。“包含”,“具有”和“包括”还包括更限制性的术语“由....构成”和“基本由...构成”。Unless otherwise indicated, the dimensions and geometries of the various embodiments described herein are not limiting of the invention, as other dimensions or geometries are possible. Multiple structural components may be provided by a single integrated structure or step. Alternatively, a single integrated structural step may be divided into separate components or steps. However, it is possible to combine these functions into a single component or step. "Comprising", "having" and "including" also includes the more restrictive terms "consisting of" and "consisting essentially of".
此外,尽管本发明的某一特征可能仅在一个示例性实施方案中作出描述,但这种特征可以根据任何给定用途与其它实施方案的一个或多个其它特征结合。例如,微层细长元件可以并入管材中,管材可以与原材料和中间形式结合使用,可以在细长元件中包括热固性材料,可以在非共挤带材的细长元件中包括微层,或关于本发明的一个部分或方面提及的材料可以用在本发明的其它方面中。根据上文还可以认识到,本文的独特结构的制造及其操作也构成本发明的方法。Furthermore, although a feature of the invention may be described in only one exemplary embodiment, that feature may be combined with one or more other features of other embodiments for any given use. For example, microlayer elongated elements can be incorporated into tubing, tubing can be used in combination with raw materials and intermediate forms, thermoset materials can be included in elongated elements, microlayers can be included in elongated elements of non-coextruded tapes, or Materials mentioned in relation to one part or aspect of the invention may be used in other aspects of the invention. It will also be appreciated in light of the above that the fabrication of the unique structures herein and their manipulation also constitute methods of the invention.
要理解的是,上述描述仅用于举例说明而非限制性的。在阅读上述说明的基础上,除所提供的例子外的许多实施方案以及许多用途对于本领域技术人员是显而易见的。因此不应该参照上述说明确定发明范围,而应该参照所附权利要求以及这些权利要求的对等物的完整范围确定。所有文章和参考文献(包括申请和公开)的公开内容均作为参考并入本文。在下列权利要求中忽略的本文公开的主题的任何方面不代表这个主题的弃权,且不应该认为发明人不将这个主题视为所公开的本发明主题的一部分。It is to be understood that the foregoing description is by way of illustration only and not of limitation. Many embodiments and many uses other than the examples provided will be apparent to those skilled in the art upon reading the above description. The scope of the invention should, therefore, be determined not with reference to the above description, but should instead be determined with reference to the appended claims, along with their full scope of equivalents. The disclosures of all articles and references (including applications and publications) are hereby incorporated by reference. The omission of any aspect of herein disclosed subject matter in the following claims does not represent a disclaimer of such subject matter, and should not be taken as an admission that the inventors did not consider such subject matter to be part of the disclosed inventive subject matter.
附录appendix
非限制性地,除非另行指明,下列内容是用于了解本文所述和权利要求书中所列举的性质的试验程序的例子。Without limitation, and unless otherwise indicated, the following are examples of experimental procedures used to understand the properties described herein and enumerated in the claims.
使用Q1000 TA设备通过差示扫描量热法(DSC)测量结晶度。在该测量中,将小的10毫克丙烯聚合物样品封入铝DSC盘中。将样品放入用25立方厘米/分钟氮气吹扫的DSC室中,并冷却至大约-100℃。通过以10℃/分钟加热至225℃,建立样品的标准热史。将样品在225℃保持3分钟以确保完全熔化。然后将样品以10℃/分钟冷却至大约-100℃。再将样品在-100℃保持等温3分钟以稳定化。然后将其以10℃/分钟重新加热至225℃。记录对于在80~180℃范围内的二次扫描观察到熔化热(ΔH观察值)。通过下列公式建立观察到的熔化热与结晶度(占样品,例如聚丙烯样品重量的重量百分比)的关系:结晶度%=(ΔH观 察值)/(ΔH全同立构pp)×100,其中在B.Wunderlich,Macromolecular Physics,卷3,Crystal Melting,Academic Press,New York,1960,p48中记录了全同立构聚丙烯的熔化热(ΔH全同立构pp),其为165焦耳/克聚合物(J/g)。如上通过DSC以10℃/分钟的冷却速率测定熔体的最高结晶温度。通过熔化转变的峰值测定熔化温度。类似分析适用于聚丙烯以外的材料,将所述ΔH值换成其它材料。Crystallinity was measured by differential scanning calorimetry (DSC) using a Q1000 TA instrument. In this measurement, a small 10 mg sample of propylene polymer is enclosed in an aluminum DSC pan. The sample was placed in a DSC chamber purged with nitrogen at 25 cm3/min and cooled to approximately -100°C. A standard thermal history of the sample was established by heating to 225°C at 10°C/min. The samples were held at 225°C for 3 minutes to ensure complete melting. The sample was then cooled to approximately -100°C at 10°C/min. The samples were then held isothermally at -100°C for 3 minutes for stabilization. It was then reheated to 225°C at 10°C/min. Record the observed heat of fusion ([Delta]Hobserved ) for the second scan in the range 80-180<0>C. The relationship between the observed heat of fusion and the degree of crystallinity (in percent by weight of the sample, e.g., a sample of polypropylene) is established by the following formula: % crystallinity = (ΔHobserved value )/(ΔHisotactic pp ) × 100, where In B. Wunderlich, Macromolecular Physics, Vol. 3, Crystal Melting, Academic Press, New York, 1960, p48, the heat of fusion (ΔHisotactic pp ) of isotactic polypropylene is recorded as 165 Joules/gram Polymer (J/g). The maximum crystallization temperature of the melt was determined by DSC at a cooling rate of 10°C/min as above. The melting temperature was determined by the peak of the melting transition. A similar analysis applies to materials other than polypropylene, substituting the stated ΔH values for other materials.
通过凝胶渗透色谱法(GPC)如下测定分子量分布(MWD)(例如对于聚丙烯均聚物)。通过凝胶渗透色谱法(GPC)在配有4个线型混合床柱,300×7.5毫米(Polymer Laboratories Plgel Mixed A(20-微米粒度))的Polymer Laboratories PL-GPC-220高温色谱装置上分析聚合物。炉温为160℃,自动取样器热区为160℃,温区为145℃。溶剂是含有200ppm 2,6-二叔丁基-4-甲酚的1,2,4-三氯苯。流速为1.0毫升/分钟,且注射量为100微升。通过在温和搅拌下在160℃将样品在氮气吹扫的含有200ppm 2,6-二叔丁基-4-甲酚的1,2,4-三氯苯中溶解2.5小时,制备用于注射的0.2wt%样品溶液。Molecular weight distribution (MWD) (eg for polypropylene homopolymers) is determined by gel permeation chromatography (GPC) as follows. Polymerization was analyzed by gel permeation chromatography (GPC) on a Polymer Laboratories PL-GPC-220 high temperature chromatographic unit equipped with 4 linear mixed bed columns, 300 x 7.5 mm (Polymer Laboratories Plgel Mixed A (20-micron particle size)) things. The furnace temperature is 160°C, the hot zone of the autosampler is 160°C, and the temperature zone is 145°C. The solvent was 1,2,4-trichlorobenzene containing 200 ppm 2,6-di-tert-butyl-4-methylphenol. The flow rate was 1.0 ml/min, and the injection volume was 100 microliters. Prepare the sample for injection by dissolving the sample in nitrogen-purged 1,2,4-trichlorobenzene containing 200 ppm 2,6-di-tert-butyl-4-methylphenol at 160 °C for 2.5 h under gentle stirring. 0.2 wt% sample solution.
使用10个窄分子量分布聚苯乙烯标准品(来自PolymerLaboratories,EasiCaI PS1,580-7,500,000克/摩尔)结合它们的洗脱体积,推导分子量测定。使用适当的Mark-Houwink系数(如Th.G.Scholte,N.L.J.Meijerink,H.M.Schoffeleers,和A.M.G.Brands,J.Appl.Polym.Sci.,29,3763-3782(1984)所述,作为参考并入本文)和聚苯乙烯(如E.P.Otocka,R.J.Roe,N.Y.Hellman,P.M.Muglia,Macromolecules,4,507(1971)所述,作为参考并入本文)在Mark-Houwink公式中:{η}=KMa(其中对于聚丙烯样品的分析,Kpp=1.90E-04,app=0.725和Kps=1.26E-04,aps=0.702),测定样品聚合物(例如聚丙烯)的当量分子量。Molecular weight determinations were derived using 10 narrow molecular weight distribution polystyrene standards (from Polymer Laboratories, EasiCal PS1, 580-7,500,000 g/mole) combined with their elution volumes. Using the appropriate Mark-Houwink coefficients (as described by Th.G.Scholte, NLJMeijerink, HMSchoffeleers, and AMG Brands, J.Appl.Polym.Sci., 29, 3763-3782 (1984), incorporated herein by reference) and poly Styrene (as described by EPOtocka, RJ Roe, NY Hellman, PM Muglia, Macromolecules, 4, 507 (1971), incorporated herein by reference) in the Mark-Houwink formula: {η}=KMa (wherein for the analysis of polypropylene samples , Kpp =1.90E-04, app =0.725 and Kps =1.26E-04, aps =0.702), to measure the equivalent molecular weight of the sample polymer (eg, polypropylene).
除非另行指明,对于本文所列的材料,通过ASTM D790-00测定1%正割弯曲模量;根据ASTM D792测量密度;通过差示扫描量热法根据ISO 11357-3推定熔化温度;并根据ISO 178测定弯曲模量。Unless otherwise specified, for materials listed herein, 1% secant flexural modulus was determined by ASTM D790-00; density was measured by ASTM D792; melting temperature was estimated by differential scanning calorimetry according to ISO 11357-3; and by ISO 11357-3; 178 to determine the flexural modulus.
根据ASTM D1238-01试验方法在230℃用2.16千克重量测量丙烯基聚合物的熔体流动速率。根据ASTM D 1238-01试验方法在190℃用2.16千克重量测量乙烯基聚合物的熔体指数。Melt flow rate of propylene based polymers is measured according to ASTM D1238-01 test method at 230°C with a 2.16 kg weight. Melt index of vinyl polymers is measured according to ASTM D 1238-01 test method at 190°C with a 2.16 kg weight.
通过将4+/-0.1000克样品溶解到250毫升Erlenmeyer烧瓶中并通过移液管添加200毫升inhibited二甲苯,测定二甲苯可溶物。为了抑制二甲苯,在烧杯中在200毫升二甲苯中添加18.35克Irganox 1010,并搅拌直至溶解。在Irganox 1010溶解之后,将溶液倒入4.9加仑二甲苯并将溶液充分混合。放入搅拌棒,将水冷冷凝器置于烧瓶上并将烧瓶组装件置于磁搅拌器/热板上。剧烈搅拌并调节加热以获得温和沸腾,直至样品完全溶解。在该程序中应该在冷凝器上保持氮气层。在样品溶解之后,将烧瓶组装件从磁搅拌器/热板上取下,取出搅拌棒,然后加盖。让烧瓶冷却至接近室温(30℃,冷却花费大约1小时)。在烧瓶上加置导环并浸在恒温水浴中。在烧瓶内的温度达到25+/-0.5℃之后,在水中再静置30多分钟。在冷却过程中,不溶部分沉淀。过滤溶液;然后将滤液的100毫升等分试样放在铝盘中并在氮气流下蒸发至干。通过将残余聚合物称重,测定存在的可溶物。Xylene solubles were determined by dissolving 4 +/- 0.1000 g of sample into a 250 mL Erlenmeyer flask and adding 200 mL of inhibited xylene by pipette. To suppress xylene, add 18.35 g of Irganox 1010 to 200 ml of xylene in a beaker and stir until dissolved. After the Irganox 1010 has dissolved, pour the solution into 4.9 gallons of xylene and mix the solution well. A stir bar was placed, a water cooled condenser was placed on the flask and the flask assembly was placed on a magnetic stirrer/hot plate. Stir vigorously and adjust the heat to obtain a gentle boil until the sample is completely dissolved. A blanket of nitrogen should be maintained over the condenser during this procedure. After the sample had dissolved, the flask assembly was removed from the magnetic stirrer/hot plate, the stir bar removed, and capped. The flask was allowed to cool to near room temperature (30 °C, cooling took about 1 hour). Add a guide ring to the flask and immerse it in a constant temperature water bath. After the temperature inside the flask reached 25+/-0.5°C, it was left to stand in water for an additional 30 minutes. During cooling, the insoluble fraction precipitated. The solution was filtered; a 100 mL aliquot of the filtrate was then placed in an aluminum pan and evaporated to dryness under a stream of nitrogen. The presence of solubles was determined by weighing the residual polymer.
全同立构五单元组百分数、全同立构三单元组百分数和全同立构五单元组/三单元组比率由本领域普通技术人员如下测定:13C核磁共振(NMR)提供聚(丙烯)均聚物的立构规整度的直接测量。此处所用的分析忽略链端和反转(inverse)插入。对于三单元组名称(mm,mr和rr),“m”代表内消旋,“r”代表外消旋。全同立构三单元组百分数是mm三单元组的测量值。V.Busico,R.Cipullo,G.Monaco,M.Vacatello,A.L.Segre,Macromolecules 1997,30,6251-6263描述了使用NMR分析测定全同立构五单元组和三单元组的方法。Percent isotactic pentads, percent isotactic triads and isotactic pentad/triad ratios are determined by one of ordinary skill in the art as follows:13 C nuclear magnetic resonance (NMR) provides poly(propylene) Direct measurement of tacticity of homopolymers. The analysis used here ignores chain ends and inverse insertions. For the triad designations (mm, mr and rr), "m" stands for meso and "r" stands for racemic. Percent isotactic triads are measurements of mm triads. V. Busico, R. Cipullo, G. Monaco, M. Vacatello, ALSegre, Macromolecules 1997, 30, 6251-6263 describe a method for the determination of isotactic pentads and triads using NMR analysis.
全同立构五单元组/三单元组比率是全同立构五单元组百分数与全同立构三单元组百分数的比率。在测定全同立构五单元组和全同立构三单元组值时,通过将0.5克聚丙烯均聚物溶解在1.75克四氯乙烷-d2(TCE-d2)和1.75克1,2-邻二氯苯的混合物中,制备样品。将样品在加热器(block)中在150℃均化并用热枪加热以促进混合。在VarianUnity+400MHz上,在120℃,使用1.32秒采集时间,0.7秒重复延迟,4000次采集和连续质子去耦(fm-fm调制),在样品旋转和不旋转的情况下,进行NMR实验。所用总扫描时间为2.25小时。The isotactic pentad/triad ratio is the ratio of the percent isotactic pentads to the percent isotactic triads. In determining the isotactic pentad and isotactic triad values, by dissolving 0.5 g polypropylene homopolymer in 1.75 g tetrachloroethane-d2 (TCE-d2) and 1.75 g 1,2 - Prepare the sample in a mixture of o-dichlorobenzene. The samples were homogenized in a block at 150°C and heated with a heat gun to facilitate mixing. NMR experiments were performed on VarianUnity+400MHz at 120°C using 1.32 s acquisition time, 0.7 s repetition delay, 4000 acquisitions and continuous proton decoupling (fm-fm modulation), with and without sample rotation. The total scan time used was 2.25 hours.
Claims (41)
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US62146304P | 2004-10-22 | 2004-10-22 | |
| US60/621,463 | 2004-10-22 | ||
| US71796505P | 2005-09-16 | 2005-09-16 | |
| US71802505P | 2005-09-16 | 2005-09-16 | |
| US60/718,025 | 2005-09-16 | ||
| US60/717,965 | 2005-09-16 | ||
| US72539905P | 2005-10-11 | 2005-10-11 | |
| US60/725,399 | 2005-10-11 | ||
| PCT/US2005/038105WO2006047376A1 (en) | 2004-10-22 | 2005-10-20 | Improved polyolefinic materials for plastic composites |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101044273Atrue CN101044273A (en) | 2007-09-26 |
| CN101044273B CN101044273B (en) | 2012-06-20 |
Family
ID=38808932
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200580035884.3APendingCN101044013A (en) | 2004-10-22 | 2005-10-20 | Composite pipes and methods of making same |
| CN200580035900.9APendingCN101044011A (en) | 2004-10-22 | 2005-10-20 | Plastic composite articles and methods of making same |
| CN2005800358858AExpired - Fee RelatedCN101044273B (en) | 2004-10-22 | 2005-10-20 | Improved polyolefin materials for plastic composites |
| CN200580035891.3APendingCN101044019A (en) | 2004-10-22 | 2005-10-20 | Improved microlayer structures and methods |
| CN200580035892.8APendingCN101043996A (en) | 2004-10-22 | 2005-10-20 | Plastic composite product and its preparation method |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200580035884.3APendingCN101044013A (en) | 2004-10-22 | 2005-10-20 | Composite pipes and methods of making same |
| CN200580035900.9APendingCN101044011A (en) | 2004-10-22 | 2005-10-20 | Plastic composite articles and methods of making same |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200580035891.3APendingCN101044019A (en) | 2004-10-22 | 2005-10-20 | Improved microlayer structures and methods |
| CN200580035892.8APendingCN101043996A (en) | 2004-10-22 | 2005-10-20 | Plastic composite product and its preparation method |
Country Status (1)
| Country | Link |
|---|---|
| CN (5) | CN101044013A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101896323B (en)* | 2007-12-13 | 2012-12-26 | 弗纳技术股份有限公司 | Method for preparing thermal forming products formed by sotactic propene polymer |
| CN106659273A (en)* | 2014-08-18 | 2017-05-10 | 新秀丽Ip控股有限责任公司 | Luggage article formed of a compacted non-woven sheet |
| CN113382837A (en)* | 2018-11-13 | 2021-09-10 | 斯迈尔帝睿克特俱乐部公司 | System and method for thermoforming dental appliances |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8850719B2 (en)* | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| CN103847198B (en)* | 2012-12-04 | 2015-12-02 | 浙江众成包装材料股份有限公司 | A kind of acrylic polymer multilayer complex films, its preparation method, purposes and goods thereof |
| CN104149457B (en)* | 2013-05-13 | 2016-04-13 | 浙江众成包装材料股份有限公司 | A kind of acrylic polymer-ethylene-based polymer multilayer complex films, its preparation method, purposes and goods thereof |
| CN104149443B (en)* | 2013-05-13 | 2016-04-20 | 浙江众成包装材料股份有限公司 | A kind of acrylic polymer containing composite tie layer-ethylene-based polymer multilayer complex films, its preparation method, purposes and goods thereof |
| BR112015031629A2 (en)* | 2013-06-28 | 2017-07-25 | Dow Global Technologies Llc | propylene-based polymer coextruded multilayer film and ethylene-based polymer |
| CN105339165B (en)* | 2013-06-28 | 2018-11-02 | 陶氏环球技术有限责任公司 | Coextruded multilayer films with acronal barrier layer |
| CN103612377B (en)* | 2013-12-10 | 2015-03-04 | 五行材料科技(江苏)有限公司 | Fracturing fluid conveying hose and manufacturing method thereof as well as co-extrusion mould |
| JP6137056B2 (en)* | 2014-06-04 | 2017-05-31 | トヨタ自動車株式会社 | Manufacturing method of resin parts for automobile and manufacturing apparatus of resin parts for automobile |
| CN105566744B (en)* | 2014-10-15 | 2018-03-02 | 中国石油化工股份有限公司 | A kind of polypropylene self-reinforced composite material and preparation method thereof |
| CN105131440B (en)* | 2015-09-24 | 2017-12-22 | 四川大学 | A kind of high rigidity low compression set elastomeric material and preparation method thereof |
| CN107984855A (en)* | 2015-11-26 | 2018-05-04 | 李英 | High-strength earth work grille and preparation method thereof |
| JP6771196B2 (en)* | 2016-02-01 | 2020-10-21 | パナソニックIpマネジメント株式会社 | Resin pipe and its manufacturing method |
| US20200009822A1 (en)* | 2017-03-15 | 2020-01-09 | Samsonite Ip Holdings S.A R.L. | Biaxially oriented thermoplastic polymer laminate films for luggage articles and methods of making the same |
| CN107031083A (en)* | 2017-04-26 | 2017-08-11 | 福建省百川资源再生科技股份有限公司 | The method that tubing is prepared using core-skin type composite filament |
| CN107031084A (en)* | 2017-04-26 | 2017-08-11 | 福建省百川资源再生科技股份有限公司 | The method of film preparation tubing is combined using double fusing points |
| TWI638718B (en) | 2017-08-31 | 2018-10-21 | 財團法人工業技術研究院 | Composite film and manufacturing method for the same and battery comprising composite film |
| US11709155B2 (en)* | 2017-09-18 | 2023-07-25 | Waters Technologies Corporation | Use of vapor deposition coated flow paths for improved chromatography of metal interacting analytes |
| CN107747652A (en)* | 2017-09-27 | 2018-03-02 | 江苏晶王新材料科技有限公司 | A kind of anti-oxidant running water pipe and preparation method thereof |
| CN108317310A (en)* | 2018-04-16 | 2018-07-24 | 广东管博管道技术科技有限公司 | A kind of compound solid wall pipe |
| NL2021611B1 (en)* | 2018-09-12 | 2020-05-06 | Admatec Europe B V | Three-dimensional object and manufacturing method thereof |
| DE102018008707A1 (en)* | 2018-11-06 | 2020-05-07 | K. L. Kaschier- Und Laminier Gmbh | Grip forming shell |
| CN109720063A (en)* | 2018-12-30 | 2019-05-07 | 陈东宁 | A kind of foaming PET film and preparation method thereof |
| CN110000962A (en)* | 2019-04-01 | 2019-07-12 | 珠海格力电器股份有限公司 | Preparation method of alloy plastic |
| CN110142982B (en)* | 2019-06-11 | 2024-04-05 | 常州聚豪电气有限公司 | Wheat draws pipe intelligence to cut production line |
| CN118544421A (en)* | 2020-02-15 | 2024-08-27 | 杭州欧亚机械制造有限公司 | Trimming method and trimming device for flat-cut plant fiber molded product |
| CN114808385B (en)* | 2021-01-19 | 2024-12-20 | 青岛海尔洗衣机有限公司 | Liquid storage box, additive delivery device and additive identification control method |
| CN114791068B (en)* | 2022-05-19 | 2024-11-26 | 唐山顺浩环保科技有限公司 | A prefabricated overhead composite insulation pipe for conveying high-temperature heat medium and its production process |
| CN117781049B (en)* | 2024-02-27 | 2024-05-31 | 厦门市卓励石化设备有限公司 | Composite hose suitable for low-temperature medium conveying and preparation method thereof |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA995100A (en)* | 1972-10-26 | 1976-08-17 | James R. Barton | Manufacture of stabilized woven structures |
| KR920000173B1 (en)* | 1986-10-09 | 1992-01-09 | 미쓰이세끼유 가가꾸고오교오 가부시끼가이샤 | Low-crystalline propylene random copolymer composition, preparation method thereof and polypropylene composite laminate |
| EP1041181A1 (en)* | 1999-03-30 | 2000-10-04 | Fina Research S.A. | Polypropylene fibres |
- 2005
- 2005-10-20CNCN200580035884.3Apatent/CN101044013A/enactivePending
- 2005-10-20CNCN200580035900.9Apatent/CN101044011A/enactivePending
- 2005-10-20CNCN2005800358858Apatent/CN101044273B/ennot_activeExpired - Fee Related
- 2005-10-20CNCN200580035891.3Apatent/CN101044019A/enactivePending
- 2005-10-20CNCN200580035892.8Apatent/CN101043996A/enactivePending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101896323B (en)* | 2007-12-13 | 2012-12-26 | 弗纳技术股份有限公司 | Method for preparing thermal forming products formed by sotactic propene polymer |
| CN106659273A (en)* | 2014-08-18 | 2017-05-10 | 新秀丽Ip控股有限责任公司 | Luggage article formed of a compacted non-woven sheet |
| CN106659273B (en)* | 2014-08-18 | 2019-02-19 | 新秀丽Ip控股有限责任公司 | Luggage articles formed from compressed nonwoven sheets |
| CN113382837A (en)* | 2018-11-13 | 2021-09-10 | 斯迈尔帝睿克特俱乐部公司 | System and method for thermoforming dental appliances |
| CN113382837B (en)* | 2018-11-13 | 2023-09-22 | 斯迈尔帝睿克特俱乐部公司 | Systems and methods for thermoformed dental braces |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101044013A (en) | 2007-09-26 |
| CN101044011A (en) | 2007-09-26 |
| CN101043996A (en) | 2007-09-26 |
| CN101044019A (en) | 2007-09-26 |
| CN101044273B (en) | 2012-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101044273B (en) | Improved polyolefin materials for plastic composites | |
| US8685514B2 (en) | Composite pipes and method making same | |
| WO2011065576A1 (en) | Composite material | |
| MXPA04000451A (en) | Polyolefin film, tape or yarn. | |
| US20130045346A1 (en) | Oriented Tape For The Production Of Woven Fabrics And Products Produced Therefrom | |
| KR101938847B1 (en) | Composite material having excellent strength and lightweight and method for manufacturing the same | |
| CN1826213A (en) | Method of making a polymer article | |
| JP2014019981A (en) | Method for manufacturing flat yarn and method for manufacturing cloth laminate | |
| JP4726319B2 (en) | Method for producing polypropylene fiber reinforced polypropylene resin molding | |
| CN112009054A (en) | A kind of composite sheet and its preparation method and application | |
| KR102063600B1 (en) | Fiber-reinforced composite material and manufacturing method of interior and exterior ofvehicles using the same | |
| KR102063602B1 (en) | Fiber reinforced composite material sheet and method of manufacturing the same | |
| GB2569832A (en) | Improvements in or relating to polymer materials | |
| US20170137977A1 (en) | Oriented tape for the production of woven fabrics and products produced therefrom | |
| WO2025114424A1 (en) | Cross-ply laminate, method for preparing the laminate, cross-ply panel, method for preparing the panel, polypropylene composition, product comprising the laminate or the composition, and machine direction oriented film | |
| Merter | Effects of processing parameters on the mechanical behavior of continuous glass fiber/polypropylene composites | |
| KR20180124201A (en) | Method for manufacturing thermoplastic composite and thermoplastic composite prepared by the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee | Granted publication date:20120620 Termination date:20131020 |