CN100344440C - Making process of 3D color object - Google Patents
Making process of 3D color objectDownload PDFInfo
- Publication number
- CN100344440C CN100344440CCNB200510123156XACN200510123156ACN100344440CCN 100344440 CCN100344440 CCN 100344440CCN B200510123156X ACNB200510123156X ACN B200510123156XACN 200510123156 ACN200510123156 ACN 200510123156ACN 100344440 CCN100344440 CCN 100344440C
- Authority
- CN
- China
- Prior art keywords
- layer
- powder
- water
- dimensional object
- soluble liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
Translated fromChineseDescription
Translated fromChinese技术领域
本发明涉及采用打印方式快速制作彩色三维物体的成型方法,具体说是一种彩色三维物体的制作方法。The invention relates to a forming method for quickly producing a colored three-dimensional object by means of printing, in particular to a method for producing a colored three-dimensional object.
背景技术 Background technique
快速成型技术是从计算机三维实体到物理实体的一种快速制作工具,它适合制作原型件和小批量的功能件,制作的零件的材料可以是陶瓷材料、金属材料、纸、光敏树脂等材料。快速成型技术比较常用的工艺有光固化工艺、选择性激光烧结、熔丝沉积制作、叠层实体制作和三维打印等。Rapid prototyping technology is a rapid production tool from computer three-dimensional entities to physical entities. It is suitable for the production of prototypes and small batches of functional parts. The materials of the produced parts can be ceramic materials, metal materials, paper, photosensitive resin and other materials. The commonly used processes of rapid prototyping technology include photocuring process, selective laser sintering, fuse deposition, laminated entity production and three-dimensional printing.
以上几种工艺都能制作复杂的三维物体,但制作的三维实体都是单色的。如有的公司开发了能用于熔丝沉积制作的几种不同颜色的成型材料,但也只能是每个三维物体是单色的,无法制作出彩色的三维物体。这样对于产品的概念设计和外观设计等方面,产品就缺乏了色彩表现力。The above several processes can produce complex three-dimensional objects, but the three-dimensional entities produced are all monochrome. For example, some companies have developed several different-color molding materials that can be used for fused filament deposition, but each three-dimensional object can only be monochromatic, and cannot produce colored three-dimensional objects. In this way, for the conceptual design and appearance design of the product, the product lacks color expressiveness.
另外,目前的光固化工艺、选择性激光烧结、熔丝沉积制作、叠层实体制作和三维打印等工艺制作的速度都较慢、制作的成本都较高,不利于产品开发成本的降低。In addition, the current photocuring process, selective laser sintering, fused filament deposition production, laminated solid production and 3D printing are slow in production speed and high in production cost, which is not conducive to the reduction of product development costs.
发明内容Contents of the invention
本发明的目的在于克服现有技术存在的技术缺陷,提供一种能够快速、可靠、安全、低成本制作彩色三维物体的制作方法。The purpose of the present invention is to overcome the technical defects in the prior art, and provide a method for producing colored three-dimensional objects quickly, reliably, safely and at low cost.
本发明是运用如下技术方案来实现彩色三维物体的制作的:The present invention uses the following technical solutions to realize the production of colored three-dimensional objects:
在制作三维物体的过程中,首先建立三维物体的计算机实体模型,对其进行切片分层,取出每层的成型信息;计算机控制打印喷头按照第一层的成型信息做设定的打印运动,打印喷头根据该层的色彩信息有选择性地把彩色水溶性液体喷射到铺平的粉末层上,该水溶性液体迅速与粉末进行反应,形成与第一层成型信息形状一样的、有一定强度的彩色层片,未被喷射的粉末作为下一层片的支撑;在第一层的上面再铺设第二层粉末,并使其铺平;计算机控制打印喷头按照第二层的成型信息做设定的打印运动,打印喷头根据该层的色彩信息有选择性地把彩色水溶性液体喷射到铺平的粉末层上,同样,该水溶性液体迅速与粉末进行反应,形成与第二层成型信息形状一样的、有一定强度的彩色层片,并将第二层与第一层粘结成一个整体;依次按照每层的成型信息制作出每一层,同时粘结上一层,层层粘结叠加,最终制作出在计算机中设计的三维物体;去除多余的、未被粘结的粉末,取出制作的三维物体;制作出的三维物体经后处理工序后,即可成为具有一定功能的成型件。In the process of making a three-dimensional object, first establish a computer solid model of the three-dimensional object, slice and layer it, and take out the forming information of each layer; The nozzle selectively sprays the colored water-soluble liquid onto the flattened powder layer according to the color information of the layer, and the water-soluble liquid quickly reacts with the powder to form the same shape as the first layer of molding information and has a certain strength. Color layer, the powder that has not been sprayed is used as the support of the next layer; lay the second layer of powder on top of the first layer and make it flat; the computer controls the print nozzle to set according to the forming information of the second layer According to the color information of the layer, the print nozzle selectively sprays the colored water-soluble liquid onto the flattened powder layer. Similarly, the water-soluble liquid quickly reacts with the powder to form a shape consistent with the second layer of forming information. The same color layer with a certain strength, and the second layer and the first layer are bonded into a whole; each layer is made in turn according to the molding information of each layer, and the upper layer is bonded at the same time, layer by layer Superposition, and finally produce a three-dimensional object designed in the computer; remove excess, unbonded powder, and take out the produced three-dimensional object; after the post-processing process, the produced three-dimensional object can become a molded part with certain functions .
应用本发明制作的三维物体是由粉末材料和水溶性液体材料进行反应而形成的一层层薄片,同时粘结叠加而成的。该类三维物体可作为产品的外观设计用,也可作为产品的功能件用。The three-dimensional object made by applying the present invention is formed by layer upon layer of flakes formed by reacting powder materials and water-soluble liquid materials, which are bonded and superimposed at the same time. This kind of three-dimensional object can be used as the appearance design of the product, and can also be used as the functional part of the product.
制作三维物体的粉末材料可以是以石膏为主要成分的粉末,也可以是以淀粉为主要成分的粉末,粉末的颗粒度为5~300μm;所述水溶性液体包括水、色料及其它助剂。根据制作三维物体的需要,可以在粉末中添加细纤维,以增强制作的三维物体的强度以及添加其它材料以改善制作的三维物体的性能。所述细纤维的长度为30~200μm。The powder material for making three-dimensional objects can be powder with gypsum as the main component, or powder with starch as the main component, and the particle size of the powder is 5-300 μm; the water-soluble liquid includes water, colorant and other additives. According to the needs of making three-dimensional objects, fine fibers can be added to the powder to enhance the strength of the three-dimensional objects and other materials can be added to improve the performance of the three-dimensional objects. The length of the thin fibers is 30-200 μm.
打印喷头在喷射水溶性液体时的渗透深度大于该层粉末的厚度,使得该层与前一层粘结。打印喷头在喷射水溶性液体时的渗透深度以该层粉末厚度的105~180%为最佳。The penetration depth of the print head when spraying the water-soluble liquid is greater than the thickness of the layer of powder, so that the layer is bonded to the previous layer. The penetration depth of the printing head when spraying the water-soluble liquid is 105-180% of the powder thickness of the layer is the best.
所铺设的每层粉末的厚度在0.02~0.5mm尤为最佳。The thickness of each layer of powder laid is particularly optimal at 0.02-0.5 mm.
在水溶性液体中分别加入洋红、青色、黄色三种颜料,制成四种具有不同颜色的水溶性液体,即不加入颜料的无色液体、加入洋红色颜料的液体、加入青色颜料的液体、加入黄色颜料的液体;在加工每层时,根据每层的成型数据中含有的颜色信息,控制打印喷头喷射不同颜色的液体,从而喷射出该层的彩色图形。Add magenta, cyan, and yellow pigments to the water-soluble liquid to make four water-soluble liquids with different colors, that is, colorless liquid without pigment, liquid with magenta pigment, liquid with cyan pigment, Liquid with yellow pigment added; when processing each layer, according to the color information contained in the molding data of each layer, the print nozzle is controlled to eject liquids of different colors, thereby ejecting the color graphics of the layer.
也可在水溶性液体中分别加入洋红、青色、黄色、红色、蓝色、绿色六种颜料,制成六种具有不同颜色的水溶性液体;在加工每层时,根据每层的成型数据中含有的颜色信息,控制打印喷头喷射不同颜色的液体,从而喷射出该层的彩色图形。It is also possible to add six pigments of magenta, cyan, yellow, red, blue, and green to the water-soluble liquid to make six water-soluble liquids with different colors; when processing each layer, according to the molding data of each layer The contained color information controls the print head to eject liquids of different colors, thereby ejecting the color graphics of this layer.
制作好的三维物体需要用除粉设备去除其表面及内部多余的、未被粘结的粉末。The finished three-dimensional object needs to use powder removal equipment to remove excess and unbonded powder on the surface and inside.
制作的三维物体经过不同的渗透剂处理后,可具有不同的特性。如经过强度渗透剂处理后,可有较高的强度;经过弹性渗透剂处理后,可有较高的弹性;经过柔性渗透剂处理后,可有较好的柔性。The fabricated three-dimensional objects can have different properties after being treated with different penetrants. For example, after being treated with a strength penetrant, it can have higher strength; after being treated with an elastic penetrant, it can have higher elasticity; after being treated with a soft penetrant, it can have better flexibility.
根据制作三维物体的需要,在后处理时可把其放入烘烤箱进行烘烤,以增强其强度;也可对其表面涂蜡,以增强表面的色泽感;也可对其表面打磨、喷漆,以获得较高的表面质量。According to the needs of making three-dimensional objects, it can be baked in a baking oven during post-processing to enhance its strength; the surface can also be waxed to enhance the color of the surface; the surface can also be polished, Painted for a high surface quality.
本发明制作三维物体的速度大大高于普通的光固化工艺、熔丝沉积制作、叠层实体制作等快速成型工艺;本发明采用的石膏粉和淀粉成本也大大低于其他几种快速成型工艺使用的成型材料。The speed of making three-dimensional objects in the present invention is much higher than that of rapid prototyping processes such as common photocuring process, fused wire deposition production, laminated entity production, etc.; the cost of gypsum powder and starch used in the present invention is also much lower than that used in other rapid prototyping processes molding materials.
因此,本发明可以快速、可靠、安全、低成本地制作形状极其复杂的彩色三维物体;在制作单色的三维物体时,制作的速度更快,成本更低。Therefore, the present invention can produce color three-dimensional objects with extremely complex shapes quickly, reliably, safely and at low cost; when producing monochromatic three-dimensional objects, the production speed is faster and the cost is lower.
由于使用的成型材料(包括石膏粉末、淀粉粉末、水溶性液体、渗透剂等)均是无毒的,因此,也可以在办公环境中使用本发明制作三维物体。Since the molding materials used (including gypsum powder, starch powder, water-soluble liquid, penetrating agent, etc.) are non-toxic, the invention can also be used in office environments to make three-dimensional objects.
附图说明Description of drawings
图1所示的是制作彩色三维物体的成型流程。Figure 1 shows the molding process for making colorful three-dimensional objects.
图2所示的是制作彩色三维物体的框架示意图。Figure 2 is a schematic diagram of the framework for making a colored three-dimensional object.
图3为成型槽运动示意图。Figure 3 is a schematic diagram of the movement of the forming groove.
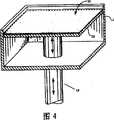
图4为储料槽运动示意图。Figure 4 is a schematic diagram of the movement of the storage tank.
以上的图中包括储料槽1,成型槽2,旋转滑辊3,打印喷头托架4,打印喷头5,打印喷头托架导轨6,打印喷头清洗槽7,计算机8,回收槽9,成型槽导轨10,成型粉末11,推料板12,推料板13,喷头控制电路14,喷头X-Y位置控制电路15,储料槽控制器16,成型槽控制器17,滑辊控制器18,储料槽导轨19。The above figure includes material storage tank 1, forming
具体实施方式 Detailed ways
下面结合附图和实施例,对本发明作进一步详细说明。The present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments.
实施例1、彩色三维物体的制作方法,其步骤如下:Embodiment 1, the manufacturing method of colored three-dimensional object, its steps are as follows:
a.建立三维物体的计算机实体模型,对其进行切片分层,取出每层的成型信息;a. Establish a computer solid model of a three-dimensional object, slice and layer it, and take out the forming information of each layer;
b.在水中分别加入洋红、青色、黄色三种颜料,制成四种具有不同颜色的水溶性液体,即不加入颜料的无色液体、加入洋红色颜料的液体、加入青色颜料的液体、加入黄色颜料的液体;计算机控制打印喷头按照第一层的成型信息做设定的打印运动并按照成型信息要求有选择性地把水溶性液体喷射到铺平的石膏粉末层上,粉末的颗粒度为5μm,粉末的厚度在0.02mm,在喷射水溶性液体时的渗透深度为该层厚度的105%,水溶性液体迅速与粉末进行水化反应,形成与第一层成型信息形状一样的、有一定强度的层片;未被喷射的粉末作为下一层片的支撑;b. Add magenta, cyan, and yellow pigments to water to make four water-soluble liquids with different colors, that is, colorless liquid without pigment, liquid with magenta pigment, liquid with cyan pigment, and liquid with cyan pigment. The liquid of yellow pigment; the computer controls the print head to make the set printing movement according to the forming information of the first layer, and selectively sprays the water-soluble liquid onto the flattened gypsum powder layer according to the forming information requirements. The particle size of the powder is 5μm, the thickness of the powder is 0.02mm, and the penetration depth when spraying the water-soluble liquid is 105% of the thickness of the layer. The water-soluble liquid quickly reacts with the powder to form the same shape as the first layer of molding information ply of strength; unsprayed powder acts as a support for the next ply;
c.在第一层的上面再铺设相同的第二层石膏粉末层,并使其铺平;c. Lay the same second layer of gypsum powder layer on top of the first layer and make it flat;
d.计算机控制打印喷头按照第二层的成型信息做设定的打印运动并按照成型信息要求有选择性地把水溶性液体喷射到铺平的粉末层上,喷射的水溶性液体及其渗透深度与第一层时相同,该水溶性液体迅速与粉末反应,形成与第二层成型信息形状一样的、有一定强度的层片;同时,通过反应将第二层与第一层粘结成一个整体;d. The computer controls the print nozzle to make the set printing movement according to the forming information of the second layer and selectively spray the water-soluble liquid onto the flattened powder layer according to the forming information requirements, the sprayed water-soluble liquid and its penetration depth The same as the first layer, the water-soluble liquid quickly reacts with the powder to form a layer with the same shape as the second layer and has a certain strength; at the same time, the second layer and the first layer are bonded into one through reaction. overall;
e.依次按照每层的成型信息制作出每一层,同时与上一层粘结成一个整体,这样,层层粘结叠加,最终制造出在计算机中设计的三维物体;e. Make each layer in turn according to the molding information of each layer, and at the same time bond with the previous layer to form a whole, so that the layers are bonded and superimposed, and finally a three-dimensional object designed in the computer is produced;
f.去除多余的、未被粘结的粉末,取出制作的三维物体。f. Remove excess, unbonded powder and take out the fabricated three-dimensional object.
实施例2、与实施例1基本相同,所不同的是,水溶性液体为在水中分别加入洋红、青色、黄色、红色、蓝色、绿色六种颜料,所制成的六种具有不同颜色的水溶性液体;采用淀粉粉末,粉末的颗粒度为100μm,在粉末中掺入长度为30μm的细纤维,每层粉末的厚度在0.1mm,在喷射水溶性液体时的渗透深度为该层厚度的140%。
实施例3、与实施例2基本相同所不同的是,粉末的颗粒度为300μm,在粉末中掺入长度为60μm的细纤维,每层粉末的厚度在0.5mm,在喷射水溶性液体时的渗透深度为该层厚度的180%。Embodiment 3, the difference that is basically the same as that of Example 2 is that the particle size of the powder is 300 μm, and the fine fibers with a length of 60 μm are mixed in the powder, and the thickness of each layer of powder is 0.5mm. When spraying water-soluble liquid The penetration depth is 180% of the thickness of the layer.
实施例4、与实施例3基本相同所不同的是,在粉末中掺入长度为200μm的细纤维。Embodiment 4 is basically the same as Embodiment 3 except that fine fibers with a length of 200 μm are mixed into the powder.
上述实施例均采用如下所述的设备和过程完成:Above-mentioned embodiment all adopts the following equipment and process to finish:
图1所示的是制作彩色三维物体的成型流程。在计算机8中建立三维物体的计算机三维实体模型,对其进行切片分层,得到一系列的二维切片,取出每层的成型信息;计算机8根据每一层的成型信息分别控制各机构做协调运动。具体而言,制作开始时,计算机8通过储料槽控制器16控制储料槽导轨19,使得储料槽1中的推料板12上升一段距离,推出一部分成型粉末11;同时,计算机8通过成型槽控制器17控制成型槽导轨10,使得成型槽2中的推料板13下降一段距离;接着计算机8通过滑辊控制器18控制旋转滑辊3把推料板12上升一段距离而推出的成型粉末11铺在成型槽2的上方,在铺粉末11的时候,旋转滑辊3做逆时针运动把粉末11铺平;之后,计算机8通过喷头X-Y位置控制电路15控制喷头托架4做X-Y平面运动;与此同时,计算机8通过喷头控制电路14控制打印喷头5做喷射动作,打印出该层图形;如此反复,一层层的打印并粘结,从而快速制作出三维物体。Figure 1 shows the molding process for making colorful three-dimensional objects. The computer 3D solid model of the 3D object is established in the computer 8, sliced and layered to obtain a series of 2D slices, and the forming information of each layer is taken out; the computer 8 controls each mechanism to coordinate according to the forming information of each layer sports. Specifically, when the production starts, the computer 8 controls the storage
图2所示的是制作彩色三维物体的装置结构框架示意图。应用本发明制作彩色三维物体的成型装置(除计算机外)的结构包括:储料槽1、成型槽2、回收槽9、旋转滑辊3、打印喷头托架4、打印喷头5、打印喷头托架导轨6、打印喷头清洗槽7、成型槽导轨10、推料板12、推料板13、喷头控制电路14、喷头X-Y位置控制电路15、储料槽控制器16、成型槽控制器17、滑辊控制器18、储料槽导轨19等。旋转滑辊3和打印喷头托架4沿着X方向做双向直线运动;打印喷头在X-Y平面内沿着打印喷头托架导轨6、打印喷头托架4做平面运动;推料板12、13做垂直方向的上下运动;旋转滑辊3做旋转运动。旋转滑辊3在把粉末11在成型槽2上方铺平时,多余的粉末被推入回收槽9中,待累积到一定量时,把回收槽9中的粉末再倒入储料槽1中。每打印一段时间,打印喷头5在打印喷头托架4的带动下,在打印喷头清洗槽7中进行清洗,以确保喷头不被堵塞。Figure 2 is a schematic diagram of the structural framework of the device for making colored three-dimensional objects. The structure of the molding device (except the computer) for making colored three-dimensional objects by applying the present invention includes: a storage tank 1, a
图3是成型槽运动示意图。每层加工前,成型槽导轨10在成型槽控制器17的驱动下,带动推料板13向下移动一段距离,成型的三维物体放置在推料板13上,待旋转滑辊3把新的粉末铺平后,已成型的部分被完全掩在粉末中,未被粘结的粉末起着支撑作用。Fig. 3 is a schematic diagram of the movement of the forming groove. Before each layer of processing, the forming groove guide rail 10 drives the pushing
图4是储料槽运动示意图。每层加工前,旋转滑辊3运动到储料槽1的左边,之后成型槽导轨19在储料槽控制器16的驱动下,带动推料板12向上移动一段距离,旋转滑辊3把新的粉末在成型槽2上方铺平。Fig. 4 is a schematic diagram of the movement of the storage tank. Before the processing of each layer, the rotating sliding roller 3 moves to the left side of the storage tank 1, and then the forming
Claims (5)
Translated fromChinesePriority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB200510123156XACN100344440C (en) | 2005-12-19 | 2005-12-19 | Making process of 3D color object |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB200510123156XACN100344440C (en) | 2005-12-19 | 2005-12-19 | Making process of 3D color object |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1810492A CN1810492A (en) | 2006-08-02 |
| CN100344440Ctrue CN100344440C (en) | 2007-10-24 |
Family
ID=36843672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB200510123156XAExpired - Fee RelatedCN100344440C (en) | 2005-12-19 | 2005-12-19 | Making process of 3D color object |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100344440C (en) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HK1048617B (en) | 1999-11-05 | 2004-12-03 | 3D系统公司 | Methods of three-dimensional printing |
| US20010050031A1 (en) | 2000-04-14 | 2001-12-13 | Z Corporation | Compositions for three-dimensional printing of solid objects |
| CA2526100A1 (en) | 2003-05-21 | 2004-12-29 | Z Corporation | Thermoplastic powder material system for appearance models from 3d printing systems |
| CN100423869C (en)* | 2006-11-24 | 2008-10-08 | 佛山市峰华自动成形装备有限公司 | New method of making casting mold and casting mold made according to the method |
| WO2008073297A2 (en) | 2006-12-08 | 2008-06-19 | Z Corporation | Three dimensional printing material system and method using peroxide cure |
| CN101616785B (en) | 2007-01-10 | 2014-01-08 | 3D系统公司 | Three-dimensional printing material system with improved color, article performance, and ease of use |
| WO2008103450A2 (en) | 2007-02-22 | 2008-08-28 | Z Corporation | Three dimensional printing material system and method using plasticizer-assisted sintering |
| CN101521828B (en)* | 2009-02-20 | 2011-04-27 | 南京师范大学 | Implantable True 3D Stereo Rendering Method for ESRI 3D GIS Module |
| CN102189686B (en)* | 2010-03-04 | 2013-06-12 | 研能科技股份有限公司 | Three-dimensional forming mechanism |
| CN102101315A (en)* | 2010-12-16 | 2011-06-22 | 上海泰威技术发展有限公司 | Method and device for spraying digital three-dimensional ceramics |
| CN102501698A (en)* | 2011-10-08 | 2012-06-20 | 南京林业大学 | Method for printing and decorating lacquerware surface with ultraviolet curing printing ink (UV ink) |
| US9073259B2 (en)* | 2011-11-29 | 2015-07-07 | Xerox Corporation | Media-based system for forming three-dimensional objects |
| CN102602146B (en)* | 2012-03-02 | 2014-07-23 | 华中科技大学 | Piezoelectric-type three-dimensional printing forming system and forming method thereof |
| DE102012219989B4 (en) | 2012-10-31 | 2016-09-29 | WZR ceramic solutions GmbH | Printing method for producing a green body, green body and ceramic molded body |
| CN103395206A (en)* | 2013-07-24 | 2013-11-20 | 北京数码视讯科技股份有限公司 | True color printing method and true color printing device |
| CN103600493B (en)* | 2013-10-17 | 2015-07-15 | 广东拓斯达科技股份有限公司 | Nozzle origin adjustment and calibration method of 3D printer |
| CN103692655A (en)* | 2014-01-10 | 2014-04-02 | 上海那恒新材料有限公司 | Color 3D (three-dimensional) printer and corresponding 3D printing method thereof |
| CN103895086B (en)* | 2014-03-17 | 2016-04-13 | 华南理工大学 | The preparation method of a kind of architectural acoustics 1:10 reduced scale dummy head |
| CN103935036B (en)* | 2014-04-02 | 2016-02-24 | 西安交通大学 | A kind of powder 3D Method of printing using photosensitive sol adhesive |
| CN104385588A (en)* | 2014-10-09 | 2015-03-04 | 合肥斯科尔智能科技有限公司 | Three dimensions printing system and residual material recovery and nozzle cleaning device thereof |
| CN104385606B (en)* | 2014-12-14 | 2018-03-09 | 机械科学研究总院先进制造技术研究中心 | A kind of composite material parts 3D printing manufacturing process |
| CN104552960B (en)* | 2015-02-04 | 2017-08-11 | 上海弓禾传媒股份有限公司 | Method, terminal and the product of 3D printing statue |
| CN105401724A (en)* | 2015-10-13 | 2016-03-16 | 南京师范大学 | Printing forming method for overhung part to achieve building printing |
| CN105625720B (en)* | 2016-01-05 | 2018-10-23 | 江苏敦超电子科技有限公司 | More materials build 3 D-printing forming method |
| CN106396505A (en)* | 2016-08-30 | 2017-02-15 | 宁夏共享模具有限公司 | High-strength full-color sandstone based on 3DP rapid prototyping and preparation process thereof |
| CN106393663A (en)* | 2016-08-30 | 2017-02-15 | 宁夏共享模具有限公司 | Full-color sandstone dye for 3DP (three dimensional printing) and forming method of full-color sandstone dye product |
| CN106800391B (en)* | 2017-01-22 | 2019-05-07 | 万玉君 | A kind of powder bonding 3D printing method for the cement-base composite material and application of powder bonding the 3D printing material |
| CN107322915B (en)* | 2017-06-29 | 2019-06-21 | 安徽新芜精密装备制造产业技术研究院有限公司 | A Just-In-Time 3D Method |
| CN108189389A (en)* | 2017-12-30 | 2018-06-22 | 北京工业大学 | A kind of method of multi layer colour three-dimensional printing |
| CN110091501B (en)* | 2019-05-28 | 2020-05-12 | 浙江大学 | A color three-dimensional printing method |
| CN114506075A (en)* | 2022-02-18 | 2022-05-17 | 北京大学口腔医学院 | Method for printing multicolor high-molecular product by selective laser sintering |
| CN114622148B (en)* | 2022-02-26 | 2023-08-01 | 共享智能装备有限公司 | Printing method of metal powder for micro-jet bonding method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000026026A1 (en)* | 1998-10-29 | 2000-05-11 | Z Corporation | Three dimensional printing material system and method |
| WO2004110719A2 (en)* | 2003-06-16 | 2004-12-23 | Ingo Ederer | Improved methods and systems for manufacture of layered three-dimensional forms |
| WO2004113042A2 (en)* | 2003-05-21 | 2004-12-29 | Z Corporation | Thermoplastic powder material system for appearance models from 3d printing systems |
- 2005
- 2005-12-19CNCNB200510123156XApatent/CN100344440C/ennot_activeExpired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000026026A1 (en)* | 1998-10-29 | 2000-05-11 | Z Corporation | Three dimensional printing material system and method |
| WO2004113042A2 (en)* | 2003-05-21 | 2004-12-29 | Z Corporation | Thermoplastic powder material system for appearance models from 3d printing systems |
| WO2004110719A2 (en)* | 2003-06-16 | 2004-12-23 | Ingo Ederer | Improved methods and systems for manufacture of layered three-dimensional forms |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1810492A (en) | 2006-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100344440C (en) | Making process of 3D color object | |
| CN2900195Y (en) | Color three dimension object printing and forming device | |
| TWI606915B (en) | 3D printing device with reciprocating spray forming mechanism | |
| CN105415687B (en) | A kind of Alternative 3D printing method | |
| CN106457685B (en) | 3D modeling device | |
| CN100395098C (en) | Three-dimensional printing molding equipment and method | |
| TWI548540B (en) | Method of three dimensional printing | |
| CN103180125B (en) | Processes and equipment for making three-dimensional objects | |
| US9816058B2 (en) | Three-dimensional soap objects formed by additive manufacturing | |
| CN107107472A (en) | Manufacture method, manufacturing equipment, data processing method, data processing equipment, data medium | |
| MXPA05007396A (en) | Methods and systems for producing an object through solid freeform fabrication. | |
| CN1852803A (en) | A method and a system for producing an object using solid freeform fabrication | |
| WO2019128265A1 (en) | Multi-nozzle compacting 3d printer and printing method thereof | |
| CN105599300A (en) | Method for making rock bedding structure model based on 3D printing technology | |
| TWI711531B (en) | Three dimensional printing apparatus and inkjet colouring method thereof | |
| US12030238B2 (en) | 3D printing to obtain a predefined surface quality | |
| CN106182772A (en) | Multiple material rapid prototyping shaped device and method | |
| CN107570663A (en) | A kind of the sand mold printing equipment and method of the different aperture nozzle of double shower nozzles | |
| CN107053668A (en) | The preparation method and its special equipment of a kind of fibrous composite | |
| CN111186132A (en) | A multi-material 3D printing system and printing method based on light curing technology | |
| JP2019023327A (en) | Method and device for manufacturing a lamination molded object | |
| CN1597194A (en) | Preparation method of gradient material and part | |
| CN204914579U (en) | Catalytic curing type 3D printer | |
| CN110901048A (en) | Printing transfer type photocuring three-dimensional color printing technology and device | |
| TW201722689A (en) | Color fused deposition modeling three-dimensional printing apparatus and color fused deposition modeling three-dimensional printing method that applies dye directly to materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |