
ГОСТ Р 53279-2009 Техника пожарная. Головки соединительные пожарные. Общие технические требования. Методы испытаний
ФЕДЕРАЛЬНОЕАГЕНТСТВО | ||
| НАЦИОНАЛЬНЫЙ СТАНДАРТ российской ФЕДЕРАЦИИ | ГОСТР 53279- 2009 |

ТЕХНИКАПОЖАРНАЯ.
ГОЛОВКИСОЕДИНИТЕЛЬНЫЕПОЖАРНЫЕ.
Общиетехническиетребования.
Методыиспытаний
Москва
Стандартинформ
2009
Предисловие
ЦелиипринципыстандартизацииВРоссийскойФедерацииустановленыФедеральнымзакономот 27декабря
Сведенияостандарте
1РАЗРАБОТАНФГУВНИИПОМЧСРоссии
2ВНЕСЕНТехническимкомитетомпостандартизацииТК 274«Пожарнаябезопасность»
3УТВЕРЖДЕНИВВЕДЕНВДЕЙСТВИЕПриказомФедеральногоагентствапотехническомурегулированиюиметрологииот 18февраля
4ВЗАМЕНГОСТ 28352-89
Информацияобизмененияхкнастоящемустандартупубликуетсявежегодноиздаваемоминформационномуказателе«Национальныестандарты»,атекстизмененийипоправок-вежемесячноиздаваемыхинформационныхуказателях«Национальныестандарты».Вслучаепересмотра (замены)илиотменынастоящегостандартасоответствующееуведомлениебудетопубликовановежемесячноиздаваемоминформационномуказателе«Национальныестандарты».Соответствующаяинформация,уведомлениеитекстыразмещаютсятакжевинформационнойсистемеобщегопользования-наофициальномсайтеФедеральногоагентствапотехническомурегулированиюиметрологиивсетиИнтернет.
Содержание
НАЦИОНАЛЬНЫЙСТАНДАРТРОССИЙСКОЙФЕДЕРАЦИИ
ТЕХНИКАПОЖАРНАЯ. ГОЛОВКИСОЕДИНИТЕЛЬНЫЕПОЖАРНЫЕ Общиетехническиетребования. Методыиспытаний Fire equipment. Fire connecting heads. General technical requirements. Methods of testing |
Датавведения- 2009-05-01
1 Область применения
Настоящийстандартраспространяетсянапожарныесоединительныеголовки (далее-головки),которыеприменяютсядляоборудованиятехническихсредств,предназначенныхдлятранспортированияогнетушащихвеществпокоммуникациямпожаротушения.
2 Нормативные ссылки
Внастоящемстандартеиспользованынормативныессылкинаследующиестандарты:
ГОСТР 52720-2007Арматуратрубопроводнаяпромышленная.Терминыиопределения
ГОСТ 12.2.047ССБТ.Пожарнаятехника.Терминыиопределения
ГОСТ 9.303-84ЕСЗКС.Покрытияметаллическиеинеметаллическиенеорганические.Общиетребованияквыбору
ГОСТР 15.201-2000Системаразработкиипостановкипродукциинапроизводство.Продукцияпроизводственно-техническогоназначения
ГОСТ 15.309-98Системаразработкиипостановкипродукциинапроизводство.Испытанияиприемкавыпускаемойпродукции.Основныеположения
ГОСТ 27.002-89Надежностьвтехнике.Основныепонятия.Терминыиопределения
ГОСТ 1583-93Сплавыалюминиевыелитейные.Техническиеусловия
ГОСТ 6357-81Основныенормывзаимозаменяемости.Резьбатрубнаяцилиндрическая
ГОСТ 6557-89Кольцарезиновыедляпожарнойсоединительнойарматуры.Техническиеусловия
ГОСТ 14286-69Ключидляпожарнойсоединительнойарматуры.Техническиеусловия
ГОСТ 15150-69Машины,приборыидругиетехническиеизделия.Исполнениядляразличных климатическихрайонов.Категории,условияэксплуатации,храненияитранспортированиявчастивоздействияклиматическихфактороввнешнейсреды
ГОСТ 17711-93Сплавымедно-цинковые (латуни)литейные.Марки
ГОСТ 17759-72Пробкирезьбовыесполнымпрофилемрезьбыдиаметромот 52до
ГОСТ 17760-72Пробкирезьбовыесукороченнымпрофилемрезьбыдиаметромот 52до
ГОСТ 17761-72Пробкирезьбовыесполнымпрофилемрезьбыдиаметромот 105до
ГОСТ 17762-72Пробкирезьбовыесукороченнымпрофилемрезьбыдиаметромот 105до
ГОСТ 18922-73Пробкирезьбовыесовставкамисполнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот1/16"до 4".Конструкцияиосновныеразмеры
ГОСТ 18923-73Пробкирезьбовыесовставкамисукороченнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот1/16"до 4".Конструкцияиосновныеразмеры
ГОСТ 18927-73Пробкирезьбовыесполнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот 4"до 6".Конструкцияиосновныеразмеры
ГОСТ 18928-73Пробкирезьбовыесукороченнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот 4"до 6".Конструкцияиосновныеразмеры
ГОСТ 18929-73Кольцарезьбовыесполнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот1/16"до 33/4".Конструкцияиосновныеразмеры
ГОСТ 18930-73Кольцарезьбовыесукороченнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот1/16"до 33/4".Конструкцияиосновныеразмеры
ГОСТ 18931-73Кольцарезьбовыесполнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот 4"до 6".Конструкцияиосновныеразмеры
ГОСТ 18932-73Кольцарезьбовыесукороченнымпрофилемдлятрубнойцилиндрическойрезьбыдиаметромот 4"до 6".Конструкцияиосновныеразмеры
ГОСТ 23170-78Упаковкадляизделиймашиностроения.Общиетребования
ГОСТ 28338-89Соединениятрубопроводовиарматура.Проходыусловные (размерыноминальные).Ряды
ГОСТ 24705-2004Основныенормывзаимозаменяемости.Резьбаметрическая.Основныеразмеры
ГОСТ 25346-89Основныенормывзаимозаменяемости.Единаясистемадопусковипосадок.Общиеположения,рядыдопусковиосновныхотклонений
ГОСТ 29329-92Весыдлястатическоговзвешивания.Общиетехническиетребования
Примечание-Припользованиинастоящимстандартомцелесообразнопроверитьдействиессылочныхстандартовиклассификатороввинформационнойсистемеобщегопользования-наофициальномсайте национальногоорганаРоссийскойФедерациипостандартизациивсетиИнтернетилипоежегодноиздаваемому информационномууказателю«Национальныестандарты»,которыйопубликованпосостояниюна 1январятекущегогода,ипосоответствующимежемесячноиздаваемыминформационнымуказателям,опубликованнымвтекущемгоду.Еслиссылочныйдокументзаменен (изменен),топрипользованиинастоящимстандартомследует руководствоватьсязамененным (измененным)документом.Еслиссылочныйдокументотмененбеззамены,то положение,вкоторомданассылкананего,применяетсявчасти,незатрагивающейэтуссылку.
3 Термины и определения
Внастоящемстандартепримененыследующиетерминыссоответствующимиопределениями,обозначениямиисокращениями:
3.1пожарнаясоединительнаяголовка:Быстросмыкаемаяарматуравкоммуникацияхпожаротушения,обеспечивающаясоединениепожарныхрукавовиприсоединениеихкпожарномуоборудованиюипожарнымнасосам.
[ГОСТ 12.2.047пункт 48].
3.2рукавнаяпожарнаясоединительнаяголовка(ГР,ГРВ):Пожарнаясоединительнаяголовкадлякрепленияпожарныхрукавов.
3.3муфтоваяпожарнаясоединительнаяголовка (ГМ,ГМВ):Пожарнаясоединительнаяголовкасвнутреннейприсоединительнойрезьбойдляоборудованиятрубопровода.
[ГОСТ 12.2.047пункт 48].
3.4цапковаяпожарнаясоединительнаяголовка(ГЦ):Пожарнаясоединительнаяголовкаснаружнойприсоединительнойрезьбойдляоборудованиятрубопровода.
[ГОСТ 12.2.047пункт 48].
3.5пожарнаясоединительнаяголовка-заглушка(ГЗ,ГЗВ):Пожарнаясоединительнаяголовкадлябыстрогозакрываниятрубопровода,оборудованногомуфтовойилицапковойпожарнойсоединительнойголовкой.
3.6переходнаяпожарнаясоединительнаяголовка (ГП):Пожарнаясоединительнаяголовкадлябыстрогосоединениявкоммуникацияхпожаротушенияпожарногооборудованияразныхусловныхпроходов.
3.7вспомогательнаясоединительнаяголовка:Соединительнаяголовкасразмерами,обеспечивающимисмыкаемостьспожарнымисоединительнымиголовками,предназначеннаядляпроведенияиспытаний.
3.8контрольнаясоединительнаяголовка:Пожарнаясоединительнаяголовка,используемаявкачествеобразцадляпроведенияиспытания,размерыкоторойсоответствуютнастоящемустандарту.
3.9условныйпроход (номинальныйдиаметр):Параметр,применяемыйдлятрубопроводныхсистемвкачествехарактеристикиприсоединяемыхчастей,напримерсоединенийтрубопроводов,фитинговиарматуры.Условныйпроход (номинальныйдиаметр)неимеетединицыизмеренияиприблизительноравенвнутреннемудиаметруприсоединяемоготрубопровода,выраженномувмиллиметрах.
[ГОСТ 28338пункт 1].
3.10номинальноедавлениеPN:Наибольшееизбыточноерабочеедавлениепритемпературерабочейсреды 293К (20°С),прикоторомобеспечиваетсязаданныйсрокслужбы (ресурс)корпусныхдеталейарматуры,имеющихопределенныеразмеры,обоснованныерасчетомнапрочностьпривыбранныхматериалахихарактеристикахпрочностиихпритемпературе 293К (20°С).
[ГОСТР 52720статья 6.1].
3.11работоспособноесостояние:Состояниеобъекта,прикоторомзначениявсехпараметров,характеризующихспособностьвыполнятьзаданныефункции,соответствуюттребованиямнормативно-техническойи (или)конструкторскойдокументации.
[ГОСТР 27.002статья 6.1].
3.12ходспиральнойплоскостиголовки:Расстояниеполинии,параллельнойосиспиралиголовки,междулюбойисходнойсреднейточкойнаспиральнойплоскостииточкойполученнойприперемещенииисходнойсреднейточкипоспиралинаопределенныйугол.
4 Классификация
4.1Головкиклассифицируются:
Взависимостиотназначениякоммуникацийпожаротушенияпритранспортированииогнетушащихвеществ:
-напорные;
-всасывающие.
Напорныевзависимостиотобластиприменения:
-длявнутреннихпожарныхкранов (ВПК);
-дляпожарныхмашининаружныхпожарныхкранов (ПМ).
Потипамвзависимостиотконструктивногоисполнения (рисунки2-6):
Напорные:
ГР-головкарукавная;
ГМ-головкамуфтовая;
ГЦ-головкацапковая;
ГП-головкапереходная;
ГЗ-головка-заглушка.
ГРВ-головкарукавнаявсасывающая;
ГМВ-головкамуфтоваявсасывающая;
ГЗВ-головка-заглушкавсасывающая.
Повеличинеусловногопроходаирабочегодавлениявсоответствиистаблицей 1.
Таблица 1
Назначениеголовки | Условныйпроход,тип | Рр,МПа |
НапорныеПМ | 25, 40, 50, 65, 40´50, 65´50,всетипы | 3,0 |
25, 50´25,всетипы | 2,0 | |
| 40, 50, 65, 80, 90, 40´50, 65´50, 80´50, 80´65,всетипы | 1,6 |
НапорныеВПК | 150,всетипы | 1,2 |
40, 50, 65,всетипы | 1,0 | |
Всасывающие | ГРВ-80,ГМВ-80,ГЗВ-80, | 1,0 |
гмв-100,гзв-100, | ||
ГМВ-125,ГЗВ-125 | ||
ГРВ-100,ГРВ-125 | 0,1 |
ВзависимостиотклиматическогоисполненияпоГОСТ 15150всоответствиис 5.1.11настоящегостандарта.
4.2Примерыусловногообозначениявконструкторскойдокументации:
Рукавнаянапорнаяголовкадляпожарныхмашининаружныхпожарныхкранов,сусловнымпроходом 50,нарабочеедавление 1,6МПа,климатическогоисполненияУХЛ1:ГР-50-1,6ПМУХЛ1;
Рукавнаянапорнаяголовкадлявнутреннихпожарныхкранов,сусловнымпроходом 50,нарабочеедавление 1,0МПа,климатическогоисполненияУХЛ4:ГР-50-1,0ВПКУХЛ4;
Муфтоваявсасывающаяголовкасусловнымпроходом 125,нарабочеедавление 1,0МПа,климатическогоисполненияУ1:ГМВ-125-1,0У1.
Допускаетсявусловномобозначениивсасывающихголовокрабочеедавлениенеуказывать.
5 Технические требования
5.1Основныепоказателиихарактеристики
5.1.1Условныйпроходголовкиисоответствующиеемуразмерыдолжнысоответствоватьданным,приведеннымнарисунках 1-9ивтаблицах 2-11.
Размерырукавныхголовок (рисунок2,таблица4,рисунок7таблица9)приведеныдлякрепленияспожарнымирукавамисприменениемпроволокиметодом«навязки».Конструкцияиразмерыголовокдлядругихспособовкрепленийспожарнымирукавамиустанавливаютсявконструкторскойдокументации.
Рисунки 1-9неопределяютконструкцию.
РазмерпазаподключSдолженбытьнеменее
РазмерыR,R1,R2,H3устанавливаютсявконструкторскойдокументациинаголовки.
Допускаетсяпазподклыкомголовкивыполнятьвсоответствиисрисунком 1,видВ.

Примечание-Уголнаклона 2° 30"надиаметрахD,D1-рекомендуемый.
Рисунок1-Размерысмыкаемойчастиголовки
РазмерысмыкаемойчастивзависимостиотDNдлявсехтиповголовокуказанывтаблице 2.
Таблица 2
Вмиллиметрах (кромеα)
DN | d | d1 | D | D1 | Н | ∆h | h | H1,не менее | b1 | А,не более | В | α |
25 | 46-1,0 | 40-1,0 | 47+0,25 | 40+0,25 | 4,5+0,25 | 0,6 ± 0,1 | 3,5-0,25 | - | - | 72 | 18 ± 0,9 | 10° ± 1 |
40 | 71-0,9 | 63-0,9 | 72+0,55 | 64+0,55 | 6,2+0,25 | 1,0 ± 0,1 | 3,7-0,25 | 5 | 4 ± 1 | 104 | 24 ± 1,0 | 15° ± 1 |
50 | 85-1,0 | 77-0,9 | 86+0,55 | 78+0,55 | 7+0,25 | 1,1 ± 0,1 | 4,6-0,25 | 6 | 4 ± 1 | 110 | 28 ±1,0 | 20° ± 1 |
65 | 103-1,0 | 94-1,0 | 104+0,55 | 95+0,55 | 8+0,25 | 1,2 ± 0,1 | 5,6-0.25 | 7 | 5 ± 1 | 140 | 32 ± 1,2 | 25° ± 1 |
80 | 115-1,0 | 106-1,0 | 116+0,55 | 107+0,55 | 9+0,25 | 1,3 ± 0,1 | 6,5-0,35 | 7 | 5 ± 1 | 154 | 35 ± 1,2 | 25° ± 1 |
100 | 149-1,20 | 139-1,20 | 150+0,65 | 140+0,65 | 9,5+0,25 | 1,5 ± 0,1 | 7,2-0,35 | 10 | 5 ± 1 | 187 | 38 ± 1,2 | 30° ± 1 |
125 | 175-1,20 | 165-1,20 | 176+0,65 | 166+0,65 | 10,5+0,3 | 1,6 ± 0,1 | 7,3-0,35 | 10 | 6 ± 1 | 222 | 40 ± 1,2 | 30° ± 1 |
150 | 195-1,4 | 185-1,4 | 197+075 | 185+0,75 | 12+0,3 | 1,7 ± 0,1 | 7,8-0,.35 | 10 | 7 ± 1 | 254 | 40 ± 1,2 | 30° ± 1 |
Примечания: 1 - Ход спиральной плоскости головки∆hзадан на 60°. 2 - Размеры смыкаемой части головок сDN90 в соответствии с размерами для головок сDN100. | ||||||||||||
РазмерыголовоктиповГМ,ГЦ,конструкциякоторыхнеимеетрезиновыхколец,указанывтаблице 3.
Таблица 3
Вмиллиметрах
Условныйпроход | Н | h |
25 | 4,2+0,3 | 3,8-0,3 |
40 | 5,9+0,3 | 4,0-0,3 |
50 | 6,7+0,2 | 4,9-0,3 |
65 | 7,7+0,2 | 6,0-0,3 |

Рисунок 2-Рукавнаянапорнаяголовка
Размерырукавнойнапорнойголовкиуказанывтаблице 4.
Таблица 4
Вмиллиметрах
Тип | d2 | d3 | D4, не | D5 | d5 | D6 | d6 | H2 | h2 | l, не менее | L |
ГР-25 | 24,5 ± 0,3 | 22,5 ± 0,3 | 19 | 38+0,5 | 37,2-0,5 |
|
| 11+0,3 | 11-0,3 | 35 | 75 |
ГР-40 | 38 ±0,3 | 35,5 ±0,3 | 30 | 58+05 | 57,2-0,5 |
|
| 11+0,3 | 11-0,3 | 45 | 93 |
ГР-50 |
|
| 42 | 68+0,5 | 67,2-0,5 | 51,5+0,5 | 50,8-0,8 | 12+0,3 | 12-0,3 | 52 | 100 |
ГР-65 |
|
| 57 | 84+0,5 | 83,2-0,5 | 67,0+0,5 | 66,3-0,8 | 12+0,3 | 12-0,3 | 56 | 114 |
ГР-80 |
|
| 69 | 95+0,5 | 94,2-0,5 | 78,0+0,5 | 77,3-0,8 | 14+0,3 | 14-0,3 | 60 | 120 |
ГР-90 |
|
| 78 | 118+0,5 | 118-0,5 | 90,0+0,5 | 89,3-0,8 | 15+0,3 | 15-0,3 | 100 | 172 |
ГР-150 |
|
| 136 | 172+0,6 | 170,5-0,6 | 152,0+0,5 | 150,3-0,8 | 15+0,3 | 15-0,3 | 140 | 220 |
Примечания: 1 - РазмерLв таблицах 3 - 11 рекомендуемый. 2 - Размерыd5,D4,D5,h2,H2применяются для головок ГП и размерыd5,D5,h2,H2- для головок ГЗ. | |||||||||||

Рисунок 3-Муфтоваянапорнаяголовка
Размерымуфтовойнапорнойголовкиуказанывтаблице 5.
Таблица 5
Вмиллиметрах
Тип | D4,неменее | D6 | l | L |
ГМ-25 | 19 | G*1-B | 17-1,5 | 40 |
ГМ-40 | 30 |
| 20-1,5 | 46 |
ГМ-50 | 43 | G2-B | 21-1,5 | 48 |
ГМ-65 | 57 |
| 25-1,5 | 56 |
ГМ-80 | 68 | G3-B | 28-1,5 | 60 |
ГМ-90 | 87 | G4-B | 30-1,5 | 66 |
ГМ-150 | 136 | G6-B | 35-2,0 | 80 |
*ТрубнаяцилиндрическаярезьбапоГОСТ 6357 | ||||

Рисунок 4-Цапковаянапорнаяголовка
Размерыцапковойнапорнойголовкиуказанывтаблице 6.
Таблица 6
Вмиллиметрах
Тип | d6 | D4,неменее | I | L |
ГЦ-25 | G1-B | 19 | 17+1,5 | 56 |
ГЦ-40 |
| 30 | 20+1,5 | 68 |
ГЦ-50 | G2-B | 43 | 22,5+1,5 | 73 |
ГЦ-65 |
| 57 | 25,0+1,5 | 80 |
ГЦ-80 | G3-B | 68 | 28,0+1,5 | 83 |
ГЦ-90 | G4-B | 87 | 30,0+1,5 | 96 |
ГЦ-150 | G6-B | 136 | 45,0+2 | 125 |

Рисунок 5-Переходнаянапорнаяголовка
Размерыпереходнойнапорнойголовкиуказанывтаблице 7.
Таблица 7
Вмиллиметрах
Тип | L |
ГП 50´25 | 123 |
ГП 50´40 | 121 |
ГП 65´50 | 165 |
ГП 80´50 | 175 |
ГП 80´65 | 165 |
ГП 90´80 | 175 |
Примечание-Смыкаемыечастиголовкидолжнысвободновращатьсяотносительнокорпусас установленнымрезиновымкольцоминесмещатьсявдолькорпусаотносительнопродольнойосиголовки | |
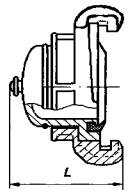
Рисунок 6-Напорнаяголовка-заглушка
Размерынапорнойголовки-заглушкиуказанывтаблице 8.
Таблица 8
Вмиллиметрах
Тип | L |
ГЗ-25 | 52 |
ГЗ-40 | 72 |
ГЗ-50 | 83 |
ГЗ-65 | 88 |
ГЗ-80 | 90 |
ГЗ-90 | 107 |
ГЗ-150 | 125 |
Примечание-Смыкаемаячастьголовкидолжнасвободновращатьсяотносительнокорпусас установленнымрезиновымкольцоминесмещатьсявдолькорпусаотносительнопродольнойосиголовки | |

Рисунок 7-Рукавнаявсасывающаяголовка
Размерырукавнойвсасывающейголовкиуказанывтаблице 9
Таблица 9
Вмиллиметрах
Тип | d2 | d3 | D4,не | D5 | d5 | H2 | h2 | l,не | L |
ГРВ-80 | 75±0,4 | 73±0,4 | 64 | 95+0,5 | 95-0,5 | 14+0,3 | 14-0,3 | 100 | 172 |
ГРВ-100 | 100±0,5 | 98±0,5 | 87 | 118+0,5 | 118-0,5 | 15+0,3 | 15-0,3 | 100 | 172 |
ГРВ-125 | 124±0,5 | 122±0,5 | 110 | 144+0,6 | 144-0,6 | 18+0,3 | 18-0,3 | 140 | 220 |
Примечание -РазмерыD4,d5,D5,h2,H2применяютсядляголовок ГЗВ. | |||||||||

Рисунок 8-Муфтоваявсасывающаяголовка
Размерымуфтовойвсасывающейголовкиуказанывтаблице 10
Таблица 10
Вмиллиметрах
Тип | D6 | D4,неменее | l | L |
ГМВ-80 | М*95´4 | 64 | 28-1,5 | 64 |
ГМВ-100 | М125´6 | 87 | 40-2,0 | 76 |
ГМВ-125 | М150´6 | 110 | 40-2,0 | 81 |
*МетрическаярезьбапоГОСТ 24705 | ||||
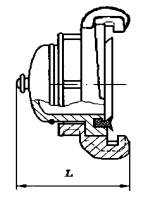
Рисунок 9-Всасывающаяголовка-заглушка
Размерывсасывающейголовки-заглушкиуказанывтаблице 11
Таблица 11
Вмиллиметрах
Тип | L |
ГЗВ-80 | 86 |
ГЗВ-100 | 92 |
ГЗВ-125 | 100 |
Примечание-Смыкаемаячастьголовкидолжнасвободновращатьсяотносительнокорпусас установленнымрезиновымкольцоминесмещатьсявдолькорпусаотносительнопродольнойосиголовки | |
Примечание- Допускаетсяпроизводитьзаменустарыхпресс-формнановыевтечениепятилетпослевведениявдействиенастоящегостандарта.Прииспытанииизделий,изготовленныхвстарыхпресс-формах,допускаетсянепроверятьразмеры:h,S(рисунок 1,таблица 2),L(рисунки 2-9,таблицы 4-11).
5.1.2 Впазголовки,заисключениемголовок,изготовленныхпоразмерамтаблицы 3,должнобыть установленоинадежноудерживатьсявпазурезиновоекольцо,соответствующееГОСТ 6557.
5.1.3 Конструкцияголовкидолжнаобеспечиватьгерметичностьсоединениясголовкамиодного условногопрохода,атакжепрочностьиплотностьматериалапривоздействиииспытательногои максимальногогидравлическогодавления,указанноговтаблице 12.
Таблица 12
Рр,МПа | Испытательноегидравлическоедавление,МПа | Максимальноегидравлическоедавление,МПа,неменее |
3,0 | 3,8 + 0,1 | 6,0 |
2,0 | 2,5 + 0,1 | 3,5 |
1.6 | 2,0 + 0,1 | 3,5 |
1.2 | 1,5 + 0,1 | 2,5 |
1.0 | 1,25 + 0,1 | 2,0 |
0,1 | 0,2 + 0,1 | 0,2 |
5.1.4 Конструкциявсасывающихголовокдолжнаобеспечиватьгерметичностьихсоединенияпри испытательномразрежениинеменее 0,08МПа.
5.1.5 Головки (кромеDN25)должныиметьчетыреравномернорасположенныепоокружности выступасограничительнымбуртиком,обеспечивающиенадежныйзахватключомпоГОСТ 14286.
5.1.6 Конструкцияголовкидолжнаобеспечиватьсмыканиесголовкамиодногоусловногопрохода поддействиемусилия,создающегомоментсилывсоответствиистаблицей 13.
Таблица 13
DN | Минимальныймоментсилы,Н·м, неменее | Максимальныймомент,Н·м, неболее |
25 | 0,7 | 4.8 |
40 | 6,8 | |
50 | 9,2 | |
65 | 12,5 | |
80 | 0,7 | 18,6 |
100 | ||
125 | 1,5 | |
150 |
5.1.7Поверхностиголовокдолжныбытьбезтрещин,постороннихвключенийираковин.Острые кромкинаружныхповерхностейдолжныбытьпритуплены.
Наповерхностях,полученныхлитьевымспособом,допускаетсяналичиеоднойраковинынаибольшийразмеркоторойнепревышает
Наповерхностяхспиральныхвыступовналичиераковин,включенийидефектовформынедопускается.
5.1.8ГоловкидолжныбытьизготовленыизалюминиевыхсплавовневышеIIгруппыпоГОСТ 1583илилатунипоГОСТ 17711,атакжеиздругихматериалов,устойчивыхкусловиямэксплуатации.
Дляголовок,предназначенныхдляиспользованиявВПК,допускаетсяиметьантикоррозионноезащитноепокрытиевсоответствиисусловиямиэксплуатации.
5.1.9Головкидолжнывыдерживатьбезразрушенияинарушениягерметичностисоединения 560рабочихциклов.
5.1.10Климатическоеисполнениессоответствующимитемпературамиокружающеговоздухапри эксплуатацииголовокПМдолжнысоответствоватьзначениям,приведеннымвтаблице 14.
Таблица 14
КлиматическоеисполнениеголовкипоГОСТ 15150 | Рабочаятемпература,приэксплуатации,°С | |
Нижняя | Верхняя | |
ТУ1 | минус 30 | 40 |
У1 | минус 45 | |
УХЛ1 | минус 60 | |
КлиматическоеисполнениеголовокВПКдолжносоответствоватьусловиямихэксплуатации.
5.2Комплектность
Вкомплектпоставкидолжнывходить:
-головка;
-паспорт.
Допускаетсякомплектованиеоднимпаспортомпартииголовокодноготипапосогласованиюсзаказчиком.
ГоловкаГМ,ГМВдолжнабытьукомплектованауплотнительнымэлементом (прокладкой,кольцом),соответствующимуплотнению,установленномувконструкторскойдокументации.
5.3Маркировка
Наголовкедолжнабытьнанесенамаркировка,содержащаяследующиеданные:
-наименованиеилитоварныйзнакпредприятия-изготовителя;
-тип (кромеголовокГР,ГРВ);
-годвыпуска;
-условныйпроход;
-рабочеедавление;
-климатическоеисполнениедляголовокизполимерныхматериалов.
ДопускаетсяневключатьвмаркировкуусловныйпроходирабочеедавлениенаголовкахсDN25.
Маркировканарезиновыхкольцахдолжнасодержатьследующиеданные:
-наименованиеилитоварныйзнакпредприятия-изготовителя;
-годизготовления;
-типкольца;
- климатическоеисполнение.
ДопускаетсяневключатьвмаркировкутипкольцанарезиновыхкольцахсDN25-50.
Конструкторскойдокументациейдолжнобытьпредусмотреноместонаголовкахдлямаркировкизнакасоответствияпожарнойбезопасности.
Маркировкадолжнабытьчеткойипонятнойисохранятьсявтечениевсегосрокаэксплуатацииголовок.
5.4Упаковка
5.4.1Упаковкадолжнаобеспечиватьсохранностькомплектаголовкипритранспортированииихранении.
УпаковкадолжнасоответствоватьГОСТ 23170.
6 Правила приемки
6.1Дляоценкииконтролякачестваголовокпроводятследующиеиспытания:
-предварительные;
-приемочные;
-квалификационные;
-приемосдаточные;
-периодические;
-типовые.
6.2ПравилаприемкивсоответствиисГОСТ 15.309.
6.3Приемосдаточныеиспытания
6.3.1Приемосдаточныеиспытанияпроводитпредприятие-изготовитель.Приприемосдаточныхиспытанияхголовкипринимаютпартиями.Партиейсчитаютголовкиодноготипаиусловногопрохода,сопровождаемыеоднимдокументомокачестве.Количествоголовоквпартииустанавливаетсявнормативнойдокументацииизготовителей.
6.3.2Приемосдаточныеиспытанияголовокпроводятпопоказателям,приведеннымвтаблице 15.
Таблица 15
Наименованиепоказателя | Номерпункта | |
техническихтребований | методовиспытаний | |
Размеры | ||
НаличиеисоответствиерезиновыхколецГОСТ 6557 | ||
Герметичностьсоединения,прочностьиплотность материалаголовокприиспытательномдавлении | ||
Герметичностьсоединения,прочностьиплотность материалаприразрежениивовсасывающихголовках | ||
Качествоповерхностей | ||
Комплектность | ||
Маркировка | ||
Упаковка | ||
6.4Периодическиеиспытания
Периодическиеиспытанияпроводятпопоказателям,приведеннымвтаблице 16,наголовках,прошедшихприемосдаточныеиспытания.Периодичностьпроведенияиспытанийпокаждомупоказателюопределяетсявконструкторскойдокументациивзависимостиотспособноститехнологическогооборудованияобеспечиватьтехническиехарактеристикивыпускаемойпродукции.
Таблица 16
Наименованиепоказателя | Номерпункта | |
техническихтребований | методовиспытаний | |
Герметичностьсоединений,прочностьиплотность материалаголовокпримаксимальномгидравлическомдавлении | ||
Наличиевыступовиограничительногобуртикаиобеспечениезахватаключом | ||
Смыканиеголовок | ||
Качествоматериалов | ||
Наработканаотказ | ||
Климатическоеисполнение | ||
6.5Типовыеиспытания
Типовыеиспытанияпроводятприизмененииконструкцииголовки,технологииизготовленияилизаменесырьяипокупныхполуфабрикатов,изделий.Испытанияпроводятпопрограммеиметодике,согласованнойиутвержденнойвустановленномпорядкепоГОСТ 15.309.Количествообразцовголовокдляиспытанийопределяетсявсоответствииспрограммойиметодикойтиповыхиспытаний.
6.6Предварительные,приемочныеиквалификационныеиспытания
Предварительные,приемочныеиквалификационныеиспытанияпроводятвсоответствииГОСТ 15.201.
Предварительные,приемочныеиквалификационныеиспытанияпроводятповсемпунктамтехническихтребованийнастоящегостандарта,кроме5.1.3вчастиобеспечениягерметичностисоединения,атакжепрочностииплотностиматериалапривоздействиииспытательногогидравлическогодавления,указанноговтаблице 12.
7 Методы испытаний
7.1ВсеиспытанияпроводятвнормальныхклиматическихусловияхпоГОСТ 15150:
-температураот 10°Сдо 35°С;
-относительнаявлажностьвоздухаот 45 %до 80 %;
-атмосферноедавлениеот 84,0до 106,7кПа.
7.2Припроведениииспытанийиспользуютсясредстваизмеренийиконтроля,обеспечивающиенеобходимуюточностьизмерений,поверенныеиаттестованныевустановленномпорядке.
7.3ПередпроведениемиспытанийобразцыдолжныбытьвыдержанывнормальныхклиматическихусловияхпоГОСТ 15150втечение 24ч.
7.4Наиспытания (вобъемераздела 7)должныбытьпредставленынеменее 5образцовголовок.
Образцыдляиспытанийотбираютметодомслучайнойвыборкиизчислапредставленныхнаиспытаниясучетомследующихтребований:
-испытаниепо7.5 (измерениеразмеров),по7.6(проверкарезиновыхколец),по7.9(проверканаличиявыступовсограничительнымбуртикомиобеспечениезахватаключомпоГОСТ 14286),по7.10(проверкасмыканияголовки),по7.11 (проверкакачестваповерхностейголовок),по7.13.2 (проверка качествазащитныхпокрытийголовок),по 7.16 (проверкукомплектности,маркировки,упаковки)-проводятнеменеечемнатрехобразцахголовок,неподвергавшихсяиспытаниямпо7.7.2(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении),по7.14 (проверканаработкиголовокнаотказ),по7.15(проверкаклиматическогоисполненияголовки).
Испытаниепо7.15(проверкаклиматическогоисполненияголовки)проводятнеменеечемнаодномобразце(ах)головки,неподвергавшемся(ихся)испытаниямпо7.7.2(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении),7.14 (проверканаработкиголовокнаотказ).
Испытаниепо7.7.1(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалаприиспытательномгидравлическомдавлении),по7.8(проверкавсасывающихголовокнагерметичностьприразрежении)проводятнеменеечемнатрехобразцахголовок,неподвергавшихсяиспытаниямпо7.7.2(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении),по7.14 (проверканаработкиголовокнаотказ).
Испытаниепо7.7.2(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении)проводятнеменеечемнатрехобразцахголовок,неподвергавшихсяиспытаниямпо7.14 (проверка наработкиголовокнаотказ).
Испытаниепо7.14 (проверканаработкиголовокнаотказ)проводятнеменеечемнадвухобразцахголовок,неподвергавшихсяиспытаниямпо7.7.2(проверкагерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении).
7.5Методыизмеренияразмеров
Дляизмеренияразмеровиспользуютследующиеинструменты:
-штангенциркули,нутромерысценойделениянеболее 0,1;
-индикаторчасовоготипа;
-делительнаяголовка.
Размерыголовок:D1,D4,D5,H,H1,H3,d,d1,d2,d3,d5,b1,h,h2,A,B,S,I(пункт5.1.1)измеряютштангенциркулем.
H2измеряютштангенциркулем,имеющимлинейкуглубиномера.
D-нутромеромсценойделениянеболее
Ходспиральнойплоскости∆h-индикаторомчасовоготипасиспользованиемделительнойголовки.Испытываемыйобразецзакрепляетсявделительнойголовке.Индикаторчасовоготипазакрепляетсявштативеилидругоманалогичномприспособлениигоризонтальнотак,чтобынаконечникиндикаторакасалсялюбойточкинаспиральнойплоскостиголовки.Вточкекасанияснимаетсяпоказаниеиндикатора.Головкаповорачиваетсяна 60°,послечегосчитываетсяпоказаниеиндикатора.Разницамеждувторымипервымпоказаниямииндикаторапредставляетходспиральнойплоскостиголовки.
Уголαизмеряетсяделительнойголовкойсценойделениянеболее 1°;
РазмерR,R1иугла 2° 30"проверяетсявнешнимосмотромисопоставлениемсразмерамивконструкторскойдокументацииизготовителя.
РазмерыS,b1могутконтролироватьсяприпомощиключейвсоответствиис7.9(наличиевыступовсограничительнымбуртикомиобеспечениезахватаключомпоГОСТ 14286).
РазмерыD,D1,Н,H3,d,d1,∆h,h,уголα,Вмогутконтролироватьсявсоответствиис7.10(проверкасмыканияголовки).
Размерыd6,D6контролируютрезьбовымипробкамипоГОСТ 18922,ГОСТ 18923,ГОСТ 18927,ГОСТ 18928ирезьбовымикольцамипоГОСТ 18929,ГОСТ 18930,ГОСТ 18931,ГОСТ 18932;метрическуюрезьбу-резьбовымипробкамипоГОСТ 17759,ГОСТ 17760,ГОСТ 17762иГОСТ 17761.
Образецголовкисчитаетсявыдержавшимиспытания,еслионсоответствуеттребованиям,установленнымв5.1.1.
Всеотобранныеобразцыдолжнывыдерживатьиспытания.
7.6Методпроверкирезиновыхколециудержаниеихвпазуголовки
РезиновыекольцаголовокпроверяютпоГОСТ 6557.Допускаетсянепроводитьпроверкурезиновыхколецприналичиипротоколовиспытаний,подтверждающихихсоответствиетребованиямГОСТ 6557.
Удержаниерезиновогокольцавпазуголовкипроверяюттрехкратнымсмыканиемиразмыканиемголовоксодинаковымиусловнымипроходами.ГоловкитиповГМ,ГЦдолжнысоединятьсятолькосголовкойтипаГРПриразъединенииголовокнедолжнобытьполногоиличастичноговыходарезиновогокольцаизпазаголовки.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиям 7.6.
Всеотобранныеобразцыдолжнывыдерживатьиспытания.
7.7Методыпроверкигерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалаприиспытательномимаксимальномгидравлическомдавлении
Испытанияпроводятприследующихусловиях:
-скоростьповышениягидравлическогодавлениянеболее (0,3± 0,1)МПа/с;
-прииспытаниидолжнобытьобеспеченовытеснениевоздухаизвнутреннихполостейголовок.
Давлениеизмеряетсясточностьюдо 0,1МПа.
7.7.1Методпроверкигерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалаприиспытательномгидравлическомдавлении
Образецголовкисоединяютсовспомогательнойсоединительнойголовкой.ПриэтомнерекомендуетсясоединятьголовкиГМиГЦдругсдругомилимеждусобой.Послеэтогосоединенныеголовкиприсоединяютоднимконцомкнасосу,другойконецзаглушают.Повышаютгидравлическоедавлениедозначения,указанноговтаблице12 (испытательноегидравлическоедавление),ивыдерживаютприэтомдавлениинеменеедвухминут.Завсевремяиспытанийнедолжнобытьвыделенияводычерезсоединенияиматериалголовки.Далеедавлениеснижаютдонуляиосматриваютголовки.Недолжнобытьвидимыхдеформаций,трещин,выдавливаниярезиновыхколец,атакжеразрушенияэлементовконструкции.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиям 7.7.1.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.7.2Методпроверкигерметичностисоединенияголовкисголовкамиодногоусловногопрохода,атакжепрочности,плотностиматериалапримаксимальномгидравлическомдавлении
Образецголовкисоединяютсовспомогательнойсоединительнойголовкой.ПриэтомнерекомендуетсясоединятьголовкиГМиГЦдругсдругомилимеждусобой.Послеэтогосоединенныеголовкиприсоединяютоднимконцомкнасосу,другойконецзаглушают.Повышаютгидравлическоедавлениедоиспытательногозначения,указанноговтаблице 12 (испытательноегидравлическоедавление),ивыдерживаютприэтомдавлениинеменеедвухминут.Завремяиспытанийнедолжнобытьвыделенияводычерезсоединенияиматериалголовки.Далееповышаютдавлениедомаксимальногозначения,указанноговтаблице 12,ивыдерживаютподэтимдавлениемвтечениенеменеедвухминут.Завремявыдержкиголовкиподдавлениемнедолжнонаблюдатьсяснижениядавленияболеечемна 0,5МПа.Послевыдержкидавлениеснижаютдонуляипроводятосмотрголовки.Недолжнобытьвидимыхдеформаций,трещин,выдавливаниярезиновыхколец,атакжеразрушенияэлементовконструкции.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиям 7.7.2.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.8Методпроверкивсасывающихголовокнагерметичностьприразрежении
7.8.1Оборудованиедляпроведенияиспытаний
Оборудованиедолжнообеспечиватьгерметичностьвакуумногокрана (блокакранов),закрывающего(их)магистральвакуумногонасосаивакуумноготрубопровода,соединяющегосясиспытываемымобразцом.
Вакуумметрдолженобеспечиватьизмерениесточностьюдо 0,001МПа.
Оборудованиедолжнообеспечиватьсозданиеразрежениядо 0,08МПа.Приэтомпадениевакууманедолжнопревышать 0,003МПавтечениенеменеепятиминут.
Вовремяиспытанийголовкасприсоединительнымэлементомвакуумноготрубопроводанедолжныподвергатьсяосевомусжатию.
7.8.2Проведениеиспытаний
Головкусзаглушкойсоединяютсвакуумнымтрубопроводомивключаютвакуумныйнасос.Разрежениедоводятдо 0,08МПаизакрываютвакуумныйкран.Втечениепятиминпадениевакууманедолжнопревышать 0,013МПа.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиям 7.8.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.9Методпроверкиналичиячетырехравномернорасположенныхпоокружностивыступов сограничительнымбуртикомиобеспечениянадежногозахватаключом
Наличиевыступовуголовокдлязахватаключомиограничительногобуртикапроверяютвнешнимосмотром.
Обеспечениенадежногозахватаключомпроверяютсмыканиемиразмыканиемголовкискалибром,соответствующимтребованиямприложенияА,илисконтрольнойсоединительнойголовкой.
Испытываемуюголовкузацепляютключомзавыступыиприкладываюткнемуусилиеотрукидоповоротаголовкипоспиральномувыступудокрайнеговозможногоположения.Далеепроводятразмыканиеголовкискалибром (контрольнойсоединительнойголовкой).Присмыканиииразмыканииголовкинедолжнобытьсрываключасвыступовголовкиисоскакиванияеговсторону.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиямпункта 7.9.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.10Методпроверкисмыканияголовки
7.10.1Проведениеиспытаний
Дляпроведенияиспытанийиспользуюткалибр,соответствующийтребованиямприложенияА,иликонтрольнуюсоединительнуюголовку.
Калибр (контрольнуюсоединительнуюголовку)фиксируютвзажимномустройстветакимобразом,чтобыобеспечивалосьвращениееговнутреннейчасти.Наспиральномвыступеголовкиделаютдвеотметкиштангенциркулемсценойделениядо
Испытываемуюголовкусмыкаютскалибром (контрольнойсоединительнойголовкой)наполовинушириныклыка.УсилиеFсмыканияприповоротеголовкиизмеряютприпомощидинамометрасиспользованиемключейпоГОСТ 14286идругихприспособлений,обеспечивающихданноеизмерение.Спомощьюизмерительногоинструментаопределяютплечоприложенияусилияd(плечосилы),тоестькратчайшеерасстояниеотосивращениядонаправленияусилияF.Схемаприложенияусилияприведенанарисунке 10.Погрешностьизмерениядолжнасоставлятьнеболее±

Рисунок 10
ГоловкуповорачиваютдопервойотметкиисчитываютусилиеFпопоказаниямдинамометра.Определяютмоментсилыпоформуле (1)исравниваютспоказателямитаблицы 13.Моментсилыопределяетсяпоформуле
M=Fd, (1)
гдеМ-моментсилы,Н·м;
F-сила (усилие),Н;
d-плечосилы,м.
Еслимоментсилысоответствуетпоказателямтаблицы13,испытаниепрекращают,образецголовкисчитаетсявыдержавшимиспытание.Еслимоментсилыпревышаетпоказательмаксимальногомоментасилытаблицы 13,образецголовкисчитаетсяневыдержавшимиспытания.Еслимоментсилынаучасткедопервойотметкинижеминимальногомоментасилытаблицы13,испытаниепродолжают,поворачивая головкудовторойотметки.Образецголовкисчитаетсявыдержавшимиспытание,еслимоментсилынаучасткеотпервойдовторойотметкиненижеминимальногомоментасилытаблицы13.Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.11Методпроверкикачестваповерхностейголовок
Качествоповерхностейголовокпроверяютвнешнимосмотром,размериглубинураковинизмеряютштангенциркулемсценойделениядо
7.12Методыпроверкиматериалаизащитныхантикоррозионныхпокрытийголовок
7.12.1Методпроверкиматериалаголовок
Качествоматериала,применяемогодляизготовленияголовок,проверяютпосопроводительнойдокументацииизготовителя.
Устойчивостьголовокизполимерныхматериаловкусловиямэксплуатациипроводятпопрограммеиметодике,согласованнымиутвержденнымвустановленномпорядке.
7.12.2Методпроверкизащитныхантикоррозионныхпокрытийголовок
Соответствиезащитныхантикоррозионныхпокрытийголовокусловиямэксплуатациипроверяютсравнениемданныхконструкторскойдокументациипредприятия-изготовителя:
-стребованиямиГОСТ 9.303-дляметаллическихинеметаллическихнеорганическихпокрытий;
-стребованиямиГОСТ 9.032,ГОСТ 9.104-длялакокрасочныхпокрытий.
7.12.3Образецголовкисчитаетсявыдержавшимиспытания,еслионсоответствуеттребованиямустановленнымв5.1.9.
Всеотобранныеобразцыдолжнывыдерживатьиспытания.
7.13Методпроверкинаработкиголовокнаотказ
7.13.1Оборудование
Проверкупроводятнаиспытательномоборудовании,обеспечивающемвозможностьсозданияиизмерениягидравлическогодавлениявсоответствиисметодикойиспытаний.Прииспытаниидолжнобытьобеспеченовытеснениевоздухаизвнутреннихполостейголовок.
Дляпроведенияиспытанияиспользуютвспомогательныесоединительныеголовкиодинаковогоусловногопроходасиспытываемымобразцом,соответствующиетребованиямнастоящегостандарта.
7.13.2Проведениеиспытаний
Отобраннуюголовкусмыкаютсвспомогательнойсоединительнойголовкойодногоусловногопроходаиприсоединяютктрубопроводуиспытательногооборудования.ПриэтомнерекомендуетсясоединятьголовкиГМиГЦдругсдругомилимеждусобой.
Испытываемыеголовкиподвергаютсяцикличномувоздействиюгидравлическогодавления.Цикломследуетсчитать:воздействиенаголовкивтечениенеменее 20секундгидравлическогодавления,величинакоторогодолжнабытьравнойрабочемудавлениюголовки,указанномувтаблице 1,ипоследующееснижениеегодонуля.
Головкиподвергаютсянормативномуколичествуциклов.Черезкаждые 100цикловипослезавершениянормативногоколичествацикловголовкуподвергаютвоздействиюрабочегодавлениявтечениенеменеедвухминут,послечегодавлениеснижаютдонуля.Впроцессевоздействиядавленияипослеегосниженияпроводятвизуальновнешнийосмотрголовокнаналичиекритериевотказа.
Критериямиотказаследуетсчитатьнарушениегерметичности (выделениеводычерезсоединенияиматериалголовки);выдавливаниерезиновыхколец,появлениевидимыхдеформаций,трещиннаповерхностяхголовок,атакжеразрушениеэлементовконструкции.
Образецголовкисчитаетсявыдержавшимиспытание,еслинанемневыявленониодногоизкритериевотказа.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.14Методпроверкиклиматическогоисполненияголовки
Климатическоеисполнениеголовокпроверяютиспытаниемихнаработоспособностьпринижнихиверхнихзначенияхрабочихтемпературвсоответствиис 5.1.11.
7.14.1Работоспособностьголовокприминусовыхтемпературахпроверяютвыдержкойвтечениеодногочасавкамерехолодаотобранногообразцаголовкиивспомогательнойсоединительнойголовкиодногоусловногопрохода,соответствующейтребованиямнастоящегостандарта,атакжеотдельнорезиновогокольцаотдругогоотобранногообразцаголовки.Головкиподбираюттак,чтобынесоединятьголовкиГМиГЦдругсдругомилимеждусобой.Послевыемкиизкамерыхолодапроводятсмыкание головокисжатиерезиновыхколецвдиаметральнойплоскости.Головкидолжнысмыкатьсясусилиемотрукинавеличинунеменееоднойшириныклыка.ДопускаетсяголовкисусловнымипроходамиотDN80доDN150смыкатьсиспользованиемключейпоГОСТ 14286.ВремясмыканияголовоксусловнымипроходамидоDN80недолжнопревышать 5с.ВремясмыканияголовоксусловнымипроходамиотDN80доDN150недолжнопревышать 10с.Образцырезиновыхколециголовок,подвергнутыеиспытанию,недолжныиметьдеформацийитрещин.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытанияонотвечаетусловиямитребованиям 7.14.1.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.14.2Дляиспытанийотбираетсяобразецголовки,испытанныйпо 7.14.1.Работоспособностьголовкиприверхнейрабочейтемпературевоздуха,установленнойдляклиматическогоисполнения,проверяютвыдержкойвкамеретеплавтечениедвухчасовобразцаголовкиивспомогательнойсоединительнойголовкиодногоусловногопрохода,соответствующейтребованиямнастоящегостандарта,предварительносомкнутыхмеждусобой.Послеизъятияизкамерынепозднеечемчерез 30с головкиразмыкаютиповторносмыкаютиразмыкаютусилиемотруки.Приэтомголовкидолжны смыкатьсянавеличинузаходаклыкапоспиральномувыступунеменееоднойшириныклыка.ДопускаетсяголовкисусловнымипроходамиотDN80доDN150смыкатьсиспользованиемключей поГОСТ 14286.Резиновыекольцанедолжнывыскакиватьизпазовголовокприихразъединении,а такжеиметьдеформациииповреждения.
Образецголовкисчитаетсявыдержавшимиспытание,есливпроцессепроведенияиспытания онотвечаетусловиямитребованиям 7.14.2.
Всеотобранныеобразцыдолжнывыдерживатьиспытание.
7.15Комплектность,содержаниеразделовпаспорта,маркировкуиупаковкупроверяютвнешним осмотромисличениемснормативнойиконструкторскойдокументацией.
Приложение А
(обязательное)
Требования к калибру для проверки смыкания головок

РисунокА
А.1ПредельныеотклоненияразмеровпоН10,h10поГОСТ 25346
А.2Материал:сталь 45
А.3Ходспиральнойповерхности∆hзаданна 60°
А.4D5-размервсоответствиистребованияминастоящегостандарта
А.5ТвердостьHRc40-45
A.6Rz12,5
ТаблицаА.1
Размерывмм,кромеα
Условный проход | Обозначение | ||||||||
d | d1 | D | D1 | Н | ∆h | h | В | α | |
25 | 46 | 40 | 47 | 40 | 4,5 | 0,6 | 3,5 | 18,9 | 10° |
40 | 71 | 63 | 72 | 64 | 6,2 | 1,0 | 3,7 | 25 | 15° |
50 | 85 | 77 | 86 | 78 | 7,0 | 1,1 | 4,6 | 29 | 20° |
65 | 103 | 94 | 104 | 95 | 8,0 | 1.2 | 6,0 | 33,2 | 25° |
80 | 115 | 106 | 116 | 107 | 9,0 | 1,3 | 7,0 | 36,2 | 25° |
100 | 149 | 139 | 150 | 140 | 9,5 | 1,5 | 7.5 | 39,2 | 30° |
125 | 175 | 165 | 176 | 166 | 10,0 | 1,6 | 11,6 | 41,2 | 30° |
150 | 195 | 185 | 197 | 185 | 12,0 | 1,7 | 8,2 | 41,2 | 30° |
Ключевыеслова:пожарноеоборудование,пожарнаяарматура,пожарнаясоединительнаяголовка,пожарныйрукав.
Хотите оперативно узнавать о новых публикациях нормативных документов на портале?Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Сети, автоматизация, безопасность, связь >>